
Waste Mandarin Peel as an Eco-Friendly Water-Based Drilling Fluid Additive



Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Literature | Waste Material | Concentration, % by volume of Water | Tested Drilling Fluid Formulation | Rheology | Gel Strength | API Filtration | Cake Thickness | |
|---|---|---|---|---|---|---|---|---|
| Plastic Viscosity (PV) | Yield Point (YP) | |||||||
| Al-Hameedi et al., 2019 and 2020 [16,28,36,37] | potato peel | 1, 2, 3, 4 | 600 mL water, 0.6 g NaOH, 36 g bentonite | increase | decrease | decrease | decrease | decrease |
| mandarin peel | increase | increase | up to 2% decrease, then increase | decrease | decrease | |||
| fibrous food | 1, 2 | 1000 mL water, 0.6 g NaOH, 60 g bentonite | increase | increase | increase | decrease | decrease | |
| palm tree leaves | 1.5, 3 | 600 mL water, 1 g NaOH, 45 g bentonite | increase | decrease | decrease | decrease | decrease | |
| grass | 0.5, 1, 1.5 | spud drilling fluid | increase | increase | increase | decrease | decrease | |
| green olive pits | 0.75 and 1.5 | 600 mL water, 0.6 g NaOH, 36 g bentonite | increase | increase | increase up to 0.75%, then decrease | decrease up to 0.75%, then increase | increase | |
| Ghaderi et al., 2020 [3] | saffron purple petals | 1, 2, 3 | 500 mL water, 0.03 wt% soda ash, 0.05 wt% NaOH, 3.5 wt% NaCl, 10 wt% bentonite | increase | increase | N/A | decrease | decrease |
| Al-Saba et al., 2018 [38] | banana peel | 0.285, 0.57, 1.425 | 325.5 mL water, 24.5 g bentonite | significantly increase up to 0.285%, then significantly decrease | significantly increase up to 0.285%, then significantly decrease | significantly increase up to 0.285%, then significantly decrease | decrease | decrease |
| olive pulp | 0.57 | increase | increase | increase | decrease | increase | ||
| corncob | 0.57, 1.71, 2.85 | increase | increase | increase | decrease | decrease | ||
| corn starch | 0.57 | decrease | increase | increase | decrease | decrease | ||
| pomegranate peel | 0.57 | decrease | decrease | decrease | decrease | decrease | ||
| tamarind gum | 1.425, 2.85 | N/A | N/A | N/A | decrease | decrease | ||
| peach pulp | 1.425 | decrease | increase | increase | decrease | decrease | ||
| coconut coir | 1.425 | N/A | N/A | N/A | increase | decrease | ||
| soya bean peel | 1.425 | N/A | increase | increase | decrease | decrease | ||
| sugar cane | 1.425 | increase significantly | increase | increase | decrease | decrease | ||
| grass | 1.425 | increase | decrease | increase | increase | decrease | ||
| henna | 1.71, 2.85 | increase | increase | increase | decrease | decrease | ||
| coconut shell | 1.71, 2.85 | increase | increase | increase | decrease | decrease | ||
| Zhang et al., 2020 [39] | pomelo peel | 1 | 600 mL water, 18.6 g bentonite | decrease | decrease | N/A | decrease | N/A |
| Al-Hameedi et al., 2020 [40] | egg shell | 0.75, 1.5 | 700 mL water, 0.2 g NaOH, 42 g bentonite | increase | increase | increase | decrease | decrease |
| Onolemhemhen et al., 2019 [41] | egg and snail shell | 1.43, 2.86, 4.29, 5.71, 7.14, 8.57 | 350 mL water, 25 g bentonite, 90 g barite | N/A | N/A | N/A | N/A | N/A |
| Yalman et al., 2021 [42] | rice husk ash | 2.1, 4.3, 7.5, 9.6, 13.4, 16 | 350 mL water, 22.5 g bentonite, 0.5 g xanthan gum (XG), 1 g carboxymethyl cellulose (CMC) | decrease | increase | increase | decrease up to 9.6%, then increase | increase |
2. Laboratory Testing
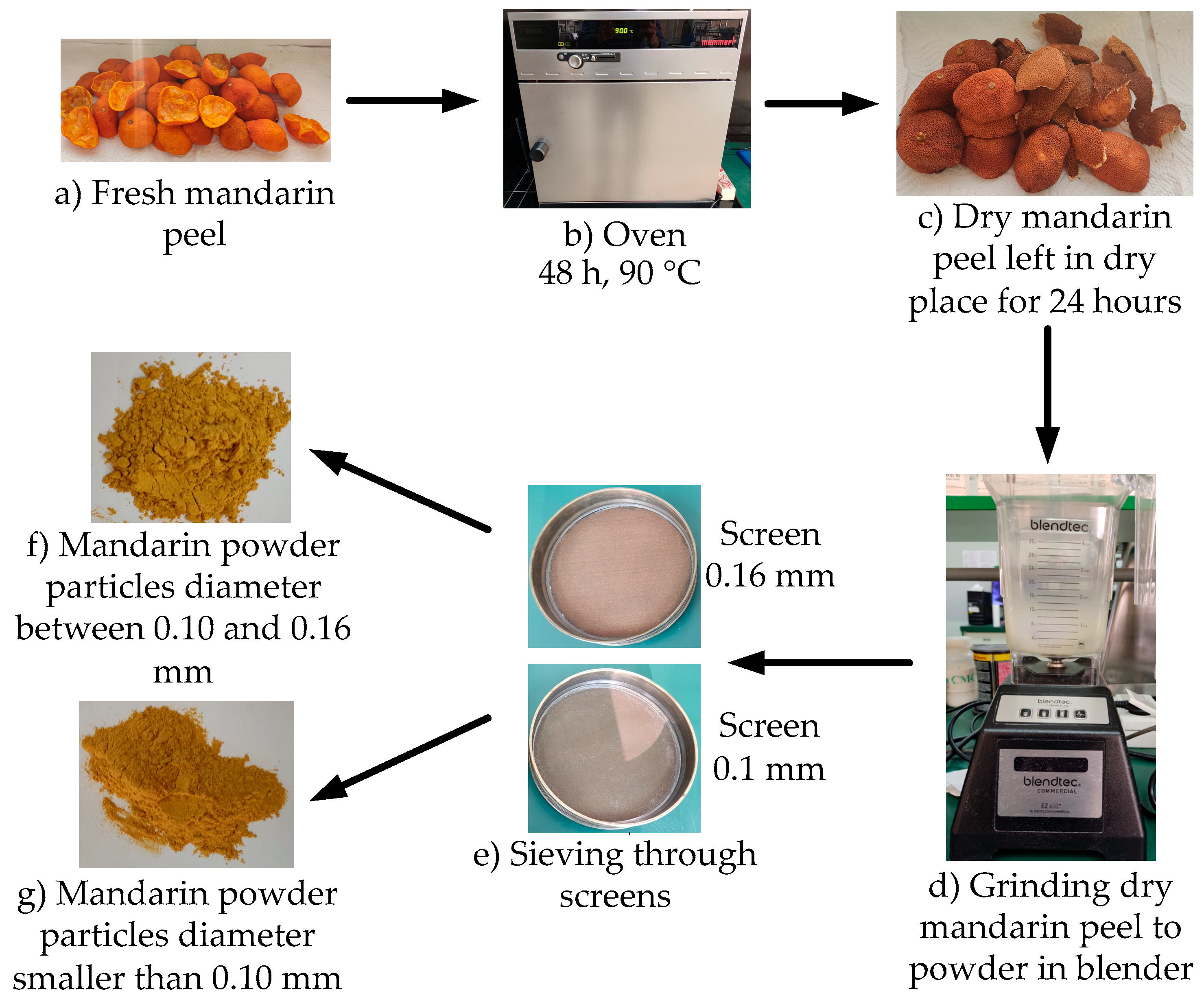
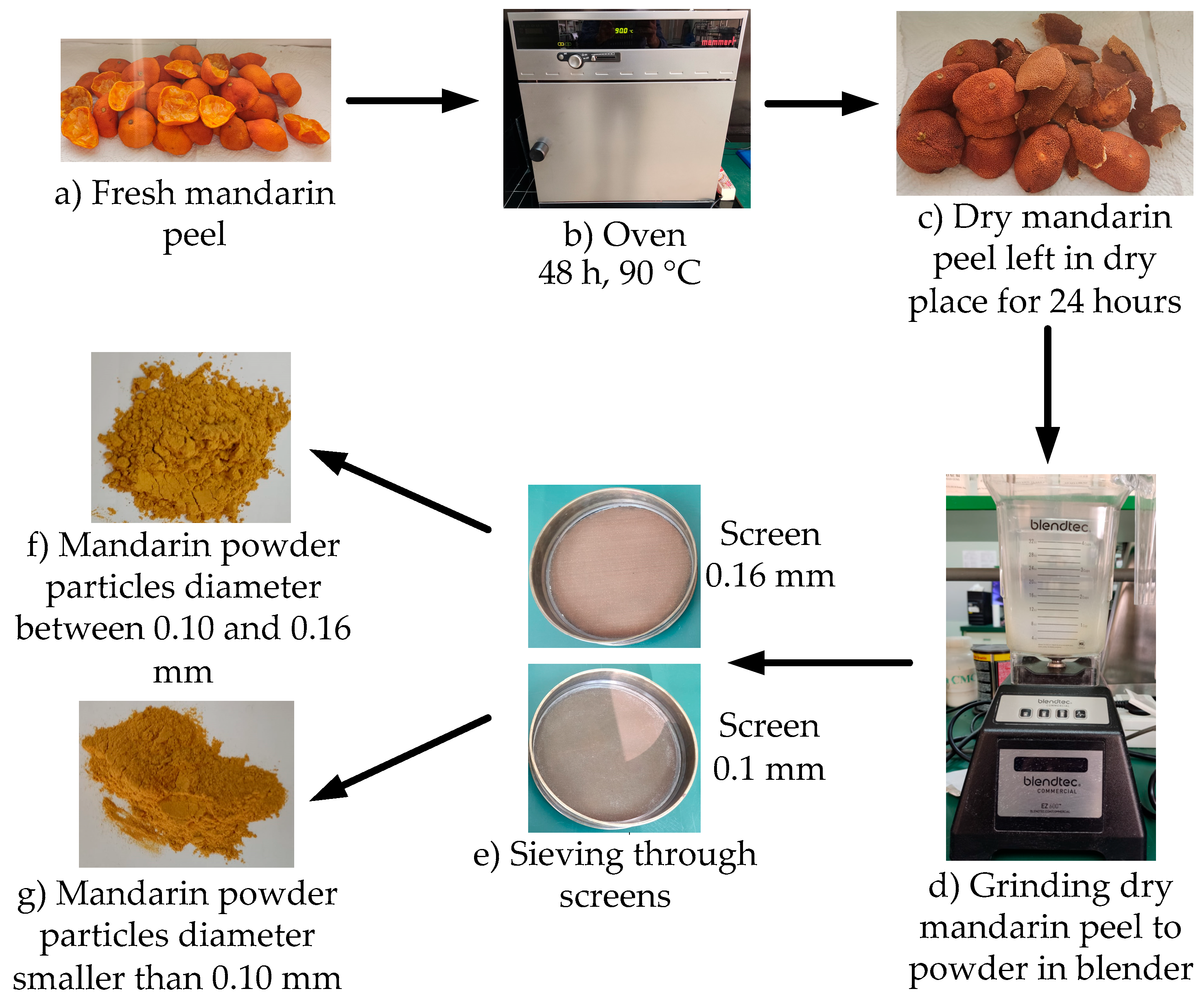
2.1. Preparation of the Mandarin Peel Powder
2.2. Drilling Fluids Composition
2.3. Laboratory Test Equipment and Conditions
3. Results
3.1. API and PPT Filtration
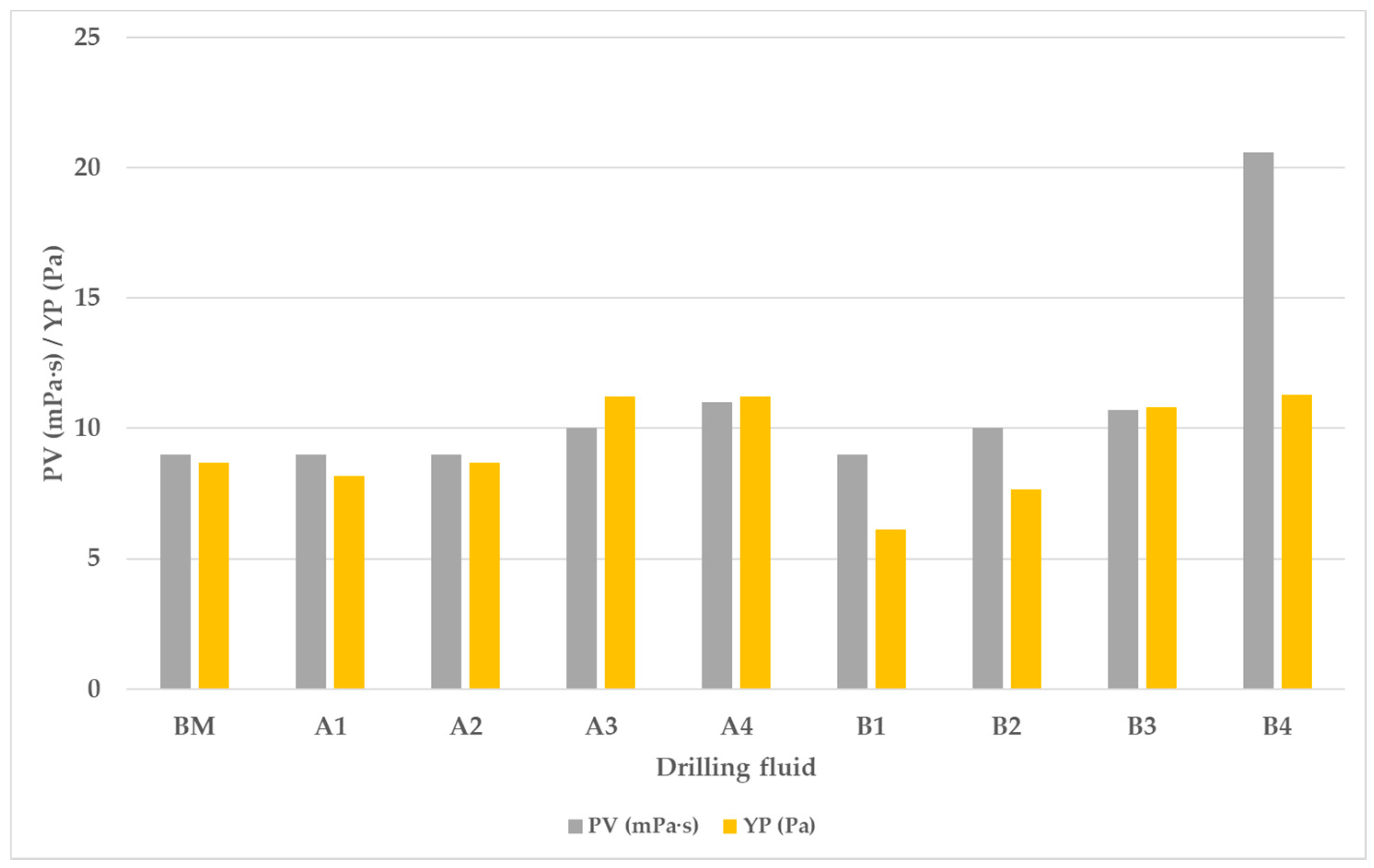
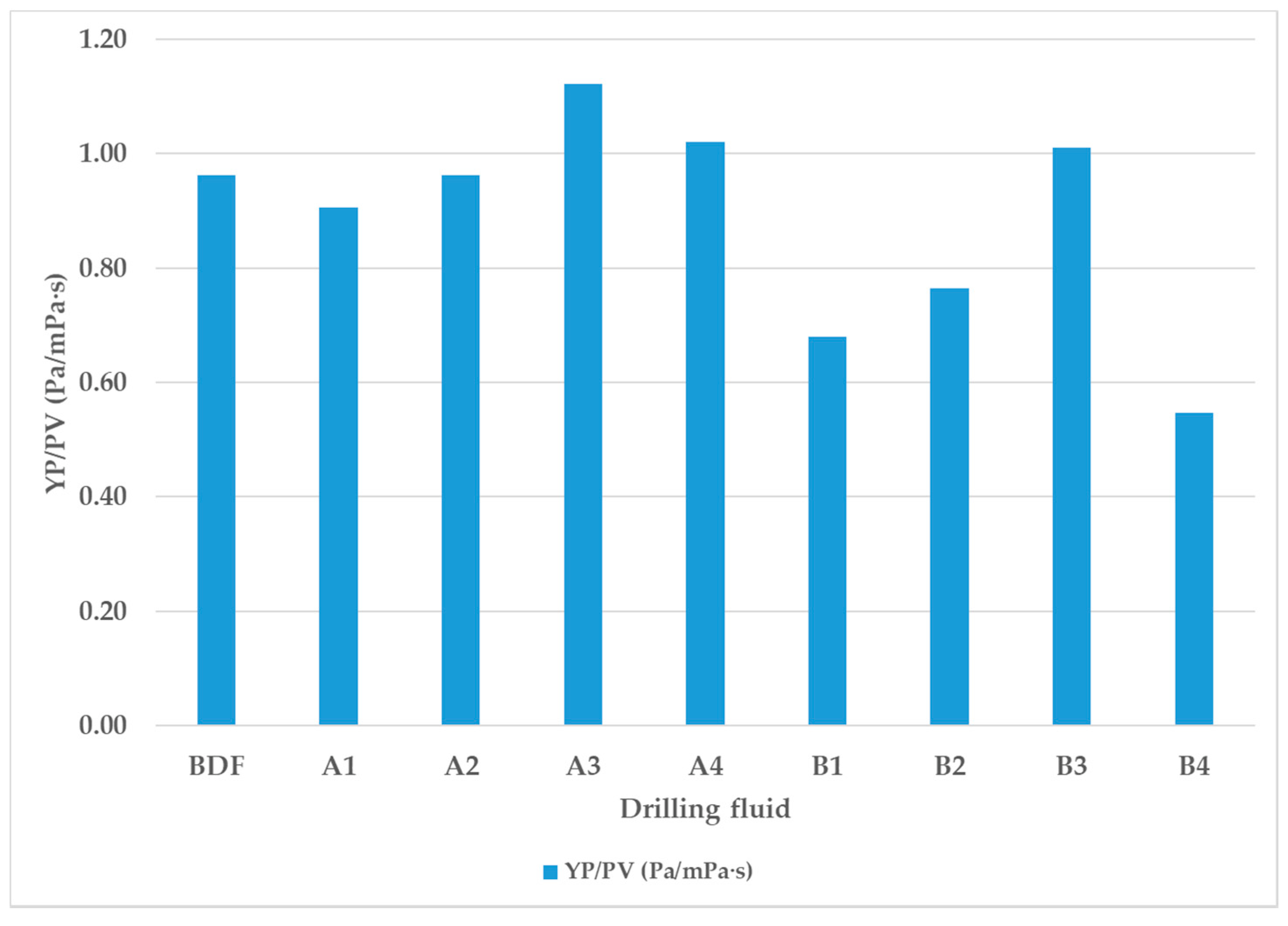
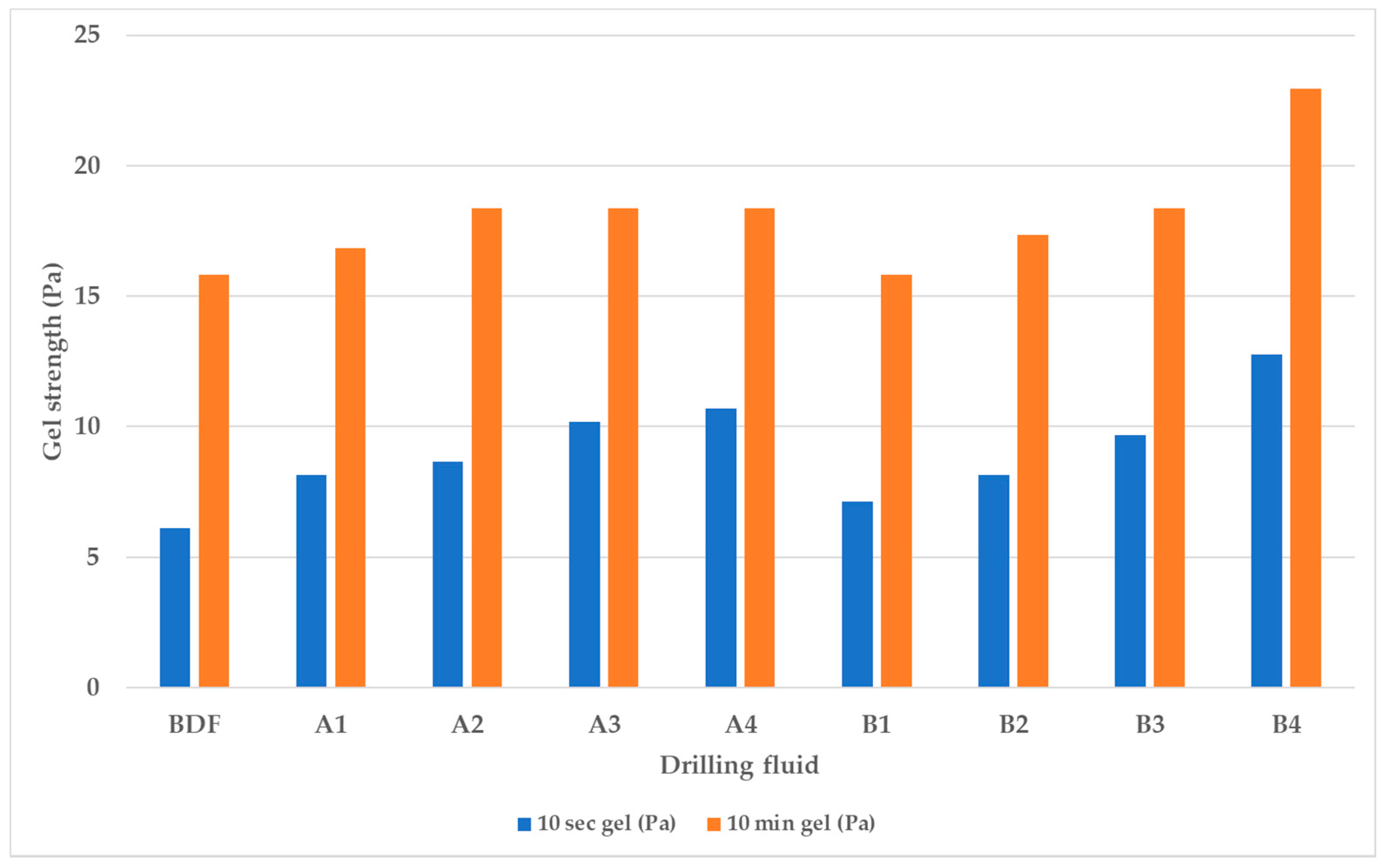
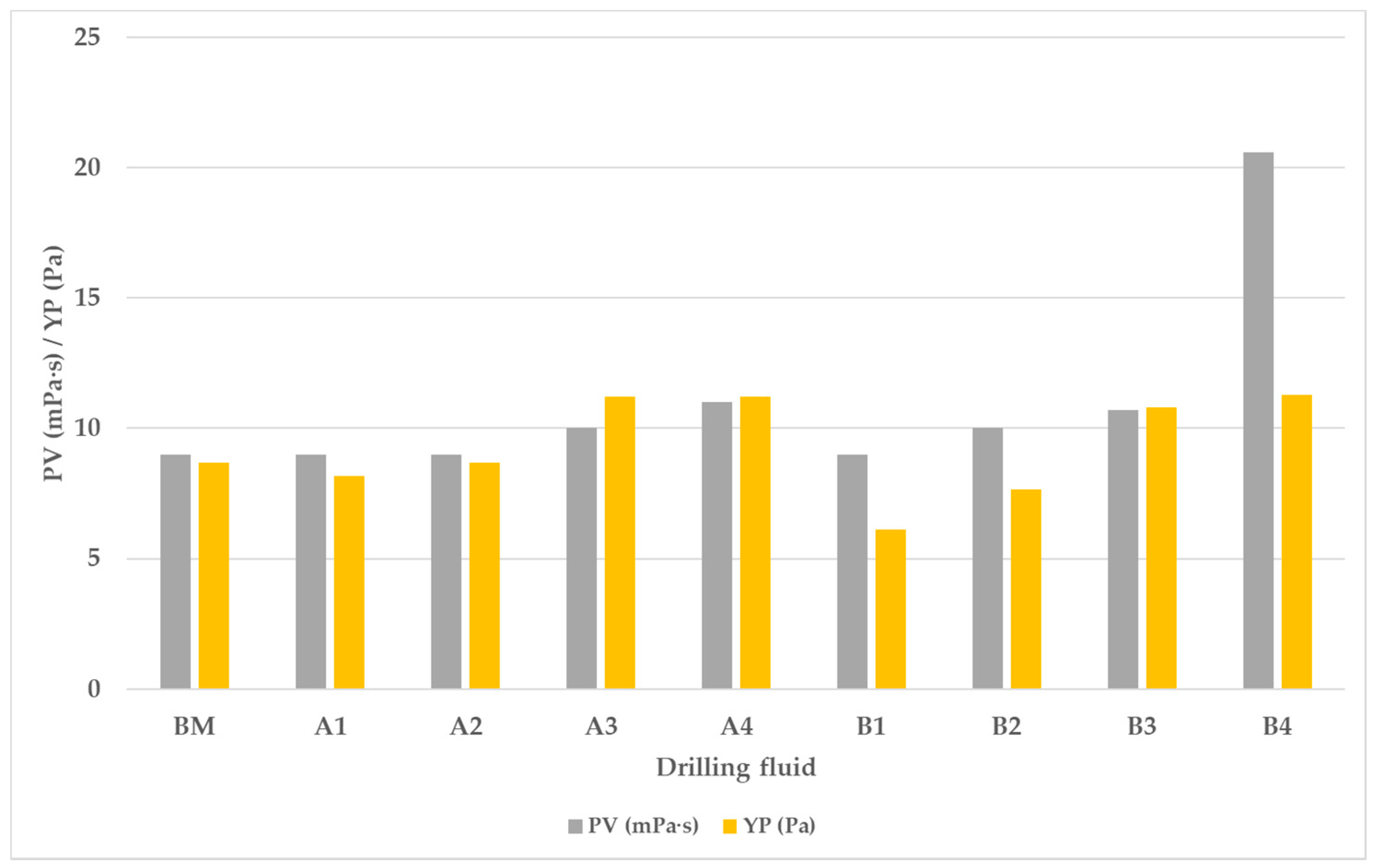
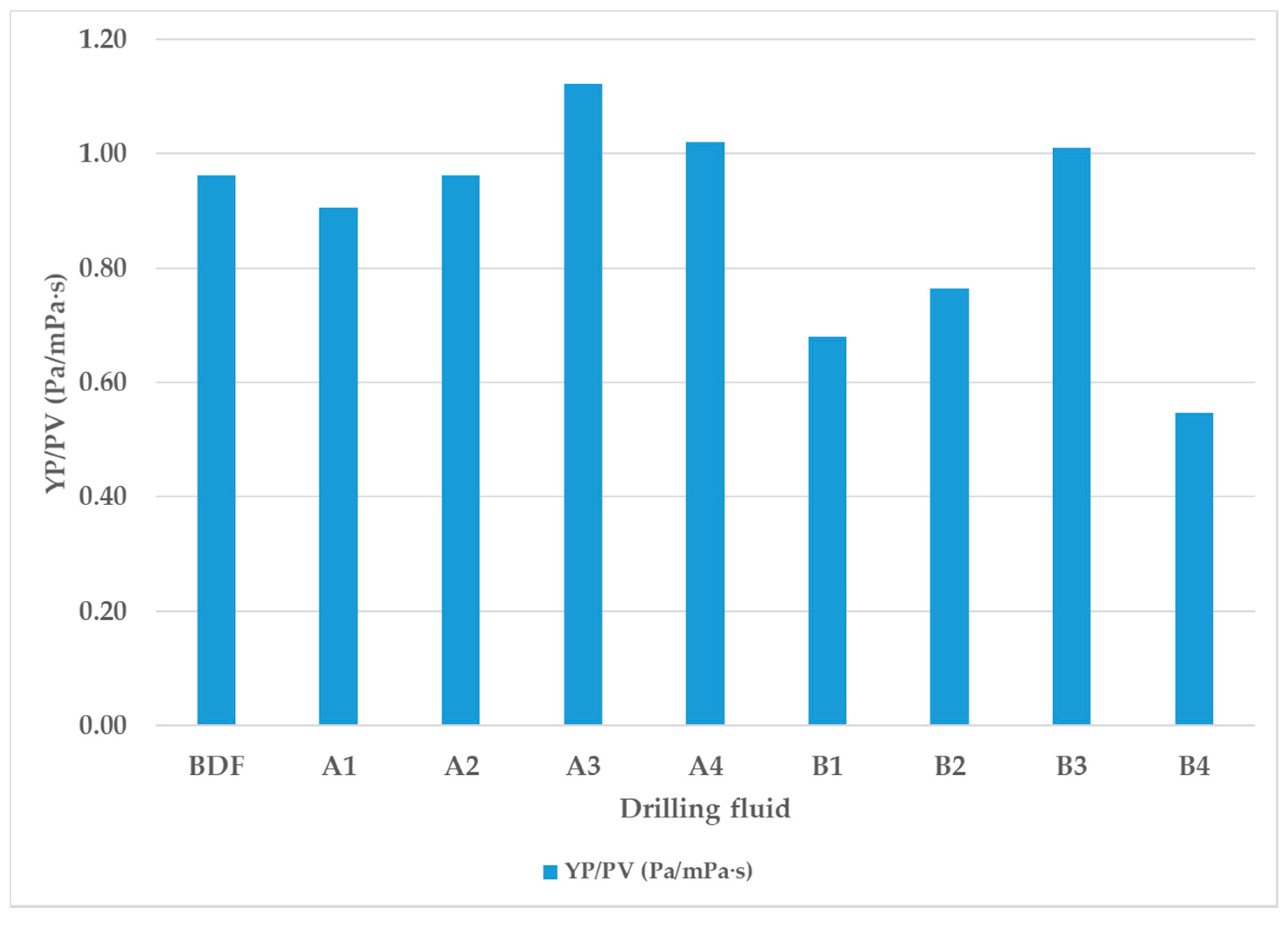
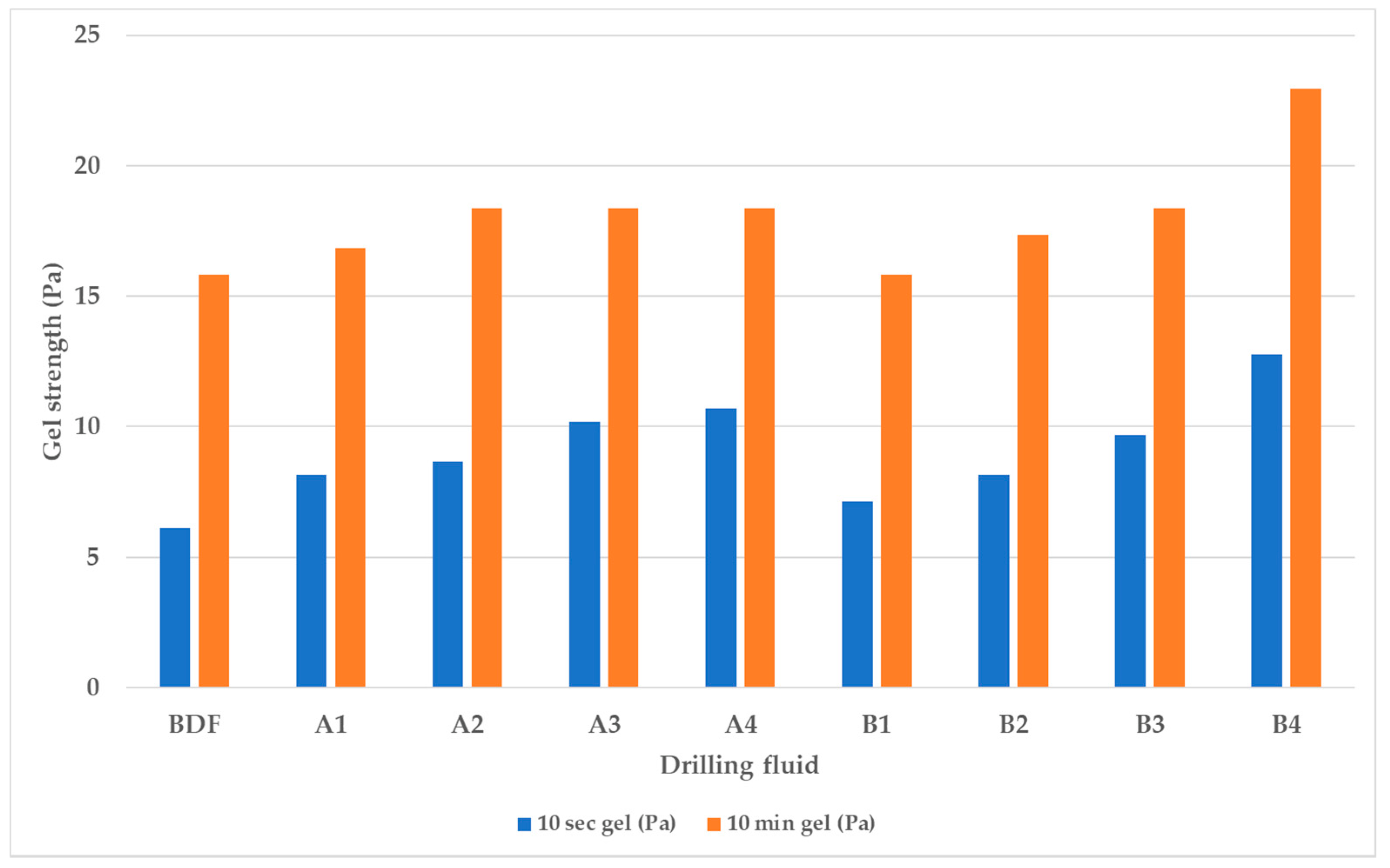
3.2. Rheology of Tested Drilling Fluids
4. Discussion
5. Conclusions
- Mandarin peel powder particle size and concentration have influence on drilling fluid properties.
- By increasing the mandarin powder concentration, the API filtration decreases.
- PPT filtration significantly decreased by 61.54% and 57.69% with A4 and B4 drilling fluids, respectively.
- Spurt loss significantly decreased by 75% and 37.5% with A4 and B4, respectively.
- By adding mandarin peel powder (particles less than 0.1 mm), rheological parameters generally increase and remain within acceptable limits.
- By adding mandarin peel powder (particles between 0.1 and 0.16 mm), rheological parameters generally increase. At a concentration of 2%, PV and 10-s gel strength values significantly increase, resulting in increased pressure loss.
- Comparing the particle sizes of mandarin peel powder, it can be concluded that slightly better results were obtained with larger particles between 0.1 and 0.16 mm, but for field operations both sizes yield satisfactory drilling fluid properties.
- In general, it can be concluded that the optimal concentration of mandarin peel powder is up to 1.5% by volume of water.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pašić, B.; Gaurina-Međimurec, N.; Matanović, D. Wellbore Instability: Causes and Consequences. Rud. Geološko-Naft. Zb. 2007, 19, 87–98. [Google Scholar]
- Medhi, S.; Chowdhury, S.; Gupta, D.K.; Mazumdar, A. An investigation on the effects of silica and copper oxide nanoparticles on rheological and fluid loss property of drilling fluids. J. Pet. Explor. Prod. Technol. 2020, 10, 91–101. [Google Scholar] [CrossRef] [Green Version]
- Ghaderi, S.; Haddadi, S.A.; Davoodi, S.; Arjmand, M. Application of sustainable saffron purple petals as an eco-friendly green additive for drilling fluids: A rheological, filtration, morphological, and corrosion inhibition study. J. Mol. Liq. 2020, 315, 113707. [Google Scholar] [CrossRef]
- Ikram, R.; Mohamed Jan, B.; Sidek, A.; Kenanakis, G. Utilization of Eco-Friendly Waste Generated Nanomaterials in Water-Based Drilling Fluids; State of the Art Review. Materials 2021, 14, 4171. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Jiang, G.; He, Y.; Chen, G. Novel starch composite fluid loss additives and their applications in environmentally friendly water-based drilling fluids. Energy Fuels 2021, 35, 2506–2513. [Google Scholar] [CrossRef]
- Pašić, B.; Gaurina-Međimurec, N.; Mijić, P.; Medved, I. Experimental research of shale pellet swelling in nano-based drilling muds. Energies 2020, 13, 6246. [Google Scholar] [CrossRef]
- Gaurina-Međimurec, N.; Simon, K.; Matanović, D. Drill-In Fluids Design Criteria. Nafta (Spec. Issue) 2000, 27–32. Available online: https://www.bib.irb.hr/62357 (accessed on 7 March 2022).
- Gaurina-Međimurec, N. Horizontal Well Drill-In Fluids. Rud. Geološko-Naft. Zb. 1998, 10, 73–76. [Google Scholar]
- Mowrey, C.; Cameron, C. Achieving the Drilling Performance Benefits of a Clay-Free System in a Variety of Commonly-used Base Fluids. In Proceedings of the AADE Drilling Fluids Technical Conference, Houston, TX, USA, 11–12 April 2006. [Google Scholar]
- Ramasamy, J.; Amanullah, M. Converting waste vegetable oil to emulsifier for invert-emulsion oil based mud. In Proceedings of the International Petroleum Technology Conference, Beijing, China, 26–28 March 2019. [Google Scholar] [CrossRef]
- Mao, H.; Yang, Y.; Zhang, H.; Zheng, J.; Zhong, Y. Conceptual design and methodology for rheological control of water-based drilling fluids in ultra-high temperature and ultra-high pressure drilling applications. J. Pet. Sci. Eng. 2020, 188, 106884. [Google Scholar] [CrossRef]
- Liu, X.; Gao, Y.; Hou, W.; Ma, Y.; Zhang, Y. Non-toxic high temperature polymer drilling fluid significantly improving marine environmental acceptability and reducing cost for offshore drilling. In Proceedings of the International Petroleum Technology Conference, Beijing, China, 26–28 March 2019. [Google Scholar] [CrossRef]
- Darley, H.C.; Gray, G.R. Composition and Properties of Drilling and Completion Fluids, 5th ed.; Gulf Professional Publishing: Houston, TX, USA, 1988; p. 643. [Google Scholar]
- Amanullah, M. Screening and Evaluation of Some Environment-Friendly Mud Additives to Use in Water-Based Drilling Muds. In Proceedings of the SPE E&P Environmental and Safety Conference, Galveston, TX, USA, 5–7 March 2007. [Google Scholar] [CrossRef]
- Parvizi Ghaleh, S.; Khodapanah, E.; Tabatabaei-Nezhad, S.A. Experimental evaluation of thiamine as a new clay swelling inhibitor. Pet. Sci. 2020, 17, 1616–1633. [Google Scholar] [CrossRef]
- Al-Hameedi, A.T.; Alkinani, H.H.; Dunn-Norman, S.; Alashwak, N.A.; Alshammari, A.F.; Alkhamis, M.M.; Albazzaz, H.F.; Mutar, R.A.; Alsaba, M.T. Environmental friendly drilling fluid additives: Can food waste products be used as thinners and fluid loss control agents for drilling fluid? In Proceedings of the SPE Symposium: Asia Pacific Health, Safety, Security, Environment and Social Responsibility, Kuala Lumpur, Malaysia, 23–24 April 2019. [Google Scholar] [CrossRef]
- Zheng, Y.; Amiri, A.; Polycarpou, A.A. Enhancements in the tribological performance of environmentally friendly water-based drilling fluids using additives. Appl. Surf. Sci. 2020, 527, 146822. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, G.; Yang, N.-W.; Wang, Y.-G. Preparation of nitration-oxidation lignosulfonate as an eco-friendly drilling fluid additive. Pet. Sci. Technol. 2014, 32, 1661–1668. [Google Scholar] [CrossRef]
- Gaurina-Međimurec, N.; Tuschl, M.; Simon, K. Formate Brines—Environmentally Acceptable Solution for Off-shore Drilling. In Proceedings of the Offshore Mediterranean Conference, Ravenna, Italy, 24–26 March 1999. [Google Scholar]
- Haider, S.; Messaoud-Boureghda, M.Z.; Aknouche, H.; Akkouche, A.; Hammadi, L.; Safi, B. An ecological water-based drilling mud (WBM) with low cost: Substitution of polymers by wood wastes. J. Pet. Explor. Prod. Technol. 2019, 9, 307–313. [Google Scholar] [CrossRef] [Green Version]
- Trends in Solid Waste Management. Available online: https://datatopics.worldbank.org/what-a-waste/trends_in_solid_waste_management.html (accessed on 18 March 2022).
- Circular Economy Action Plan. Available online: https://ec.europa.eu/environment/strategy/circular-economy-action-plan_hr (accessed on 20 January 2020).
- Circular Economy. Available online: https://www.repsol.com/en/sustainability/circular-economy/index.cshtml (accessed on 20 January 2020).
- Kazamias, G.; Zorpas, A.A. Drill cuttings waste management from oil & gas exploitation industries through end-of-waste criteria in the framework of circular economy strategy. J. Clean. Prod. 2021, 322, 129098. [Google Scholar] [CrossRef]
- Gaurina-Međimurec, N.; Pašić, B.; Simon, K.; Matanović, D.; Malnar, M. Formate-Based Fluids: Formulation and Application. Rud. Geološko-Naft. Zb. 2008, 20, 41–49. [Google Scholar]
- Gaurina-Međimurec, N.; Steiner, I.; Simon, K.; Matanović, D. Avoidance of Formation Damage by Application of Proper Drill-in Fluid (A Case Study of a Mature Field). In Proceedings of the SPE European Petroleum Conference, Paris, France, 24–25 October 2000. [Google Scholar] [CrossRef]
- Gaurina-Međimurec, N. Laboratory Evaluation of Calcium Carbonate Particle Size Selection for Drill-in fluids. Rud. Geološko-Naft. Zb. 2002, 14, 47–53. [Google Scholar]
- Al-Hameedi, A.T.; Alkinani, H.H.; Dunn-Norman, S.; Alkhamis, M.M.; Feliz, J.D. Full-set measurements dataset for a water-based drilling fluid utilizing biodegradable environmentally friendly drilling fluid additives generated from waste. Data Brief 2020, 28, 104945. [Google Scholar] [CrossRef]
- Proizvodnja povrća, voća i grožđa u 2020—Privremeni Podaci. Available online: https://www.dzs.hr/Hrv_Eng/publication/2020/01-01-28_01_2020.htm (accessed on 20 November 2020).
- Haut, R.C.; Rogers, J.D.; McDole, B.W.; Burnett, D.; Olatubi, O. Minimizing Waste during Drilling Operations. In Proceedings of the 2007 AADE National Technical Conference and Exhibition, Houston, TX, USA, 10–12 April 2007. [Google Scholar]
- Gaurina-Međimurec, N.; Pašić, B.; Mijić, P.; Medved, I. Deep underground injection of waste from drilling activities—An overview. Minerals 2020, 10, 303. [Google Scholar] [CrossRef] [Green Version]
- Durn, G.; Gaurina-Međimurec, N.; Froschl, H.; Meandžija, I.; Veronek, B.; Mesić, S. The Geochemical and Mineralogical assessment of Lime Stabilized Waste from the Petroleum Industry in Croatia. J. Energy Resour. Technol. 2004, 126, 112–118. [Google Scholar] [CrossRef]
- Durn, G.; Gaurina-Međimurec, N.; Veronek, B.; Mesić, S.; Fröschl, H.; Čović, M. Alternative methods of treatment of hazardous waste from petroleum engineering. In Proceedings of the VII International Symposium—Waste Management, Zagreb, Croatia, 13–15 November 2002. [Google Scholar]
- Gaurina-Međimurec, N.; Matanović, D.; Simon, K. Oil Field Waste Disposal Methods. Trans. VŠB-Tech. Univ. Ostrav. Min. Geol. Ser. 2005, 15, 67–70. [Google Scholar]
- Sharif, M.A.; Nagalakshmi, N.V.R.; Reddy, S.S.; Vasanth, G.; Sanker, K. Drilling waste management and control the effects. J Adv. Chem. Eng. 2017, 7, 166. [Google Scholar] [CrossRef]
- Al-Hameedi, A.T.; Alkinani, H.H.; Dunn-Norman, S.; Alkhamis, M.M.; Alshammari, A.F.; Al-Alwani, M.A.; Mutar, R.A. Controlling Drilling Fluid Properties Using Bio-Degradable Environmental Friendly Additives: Comparison Between Conventional Chemical (PAC-LV) and Eco-Friendly Drilling Fluid Additives. In Proceedings of the 53rd US Rock Mechanics/Geomechanics Symposium, New York, NY, USA, 23–26 June 2019. [Google Scholar]
- Al-Hameedi, A.T.; Alkinani, H.H.; Dunn-Norman, S.; Al-Alwani, M.A.; Al-Bazzaz, W.H.; Alshammari, A.F.; Albazzas, H.W.; Mutar, R.A. Experimental investigation of bio-enhancer drilling fluid additive: Can palm tree leaves be utilized as a supportive eco-friendly additive in water-based drilling fluid system? J. Pet. Explor. Prod. Technol. 2020, 10, 595–603. [Google Scholar] [CrossRef] [Green Version]
- Al-Saba, M.T.; Amadi, K.W.; Al-Hadramy, K.O.; Dushaishi, M.F.; Al-Hameedi, A.; Alkinani, H. Experimental investigation of bio-degradable environmental friendly drilling fluid additives generated from waste. In Proceedings of the SPE International Conference and Exhibition on Health, Safety, Security, Environment, and Social Responsibility, Abu Dhabi, UAE, 16–18 April 2018. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, X.; Sun, Y.; Cai, J.; Lyu, S. Experimental study of the pomelo peel powder as novel shale inhibitor in water-based drilling fluids. Energy Explor. Exploit. 2020, 38, 569–588. [Google Scholar] [CrossRef]
- Al-Hameedi, A.T.; Alkinani, H.H.; Dunn-Norman, S.; Hamoud, Z.A. Investigation Study of the Effectiveness of Eggshells Powder as a Multifunctional Eco-Friendly Additive in Water-Based Fluid. In Proceedings of the 54th US Rock Mechanics/Geomechanics Symposium, Golden, CO, USA, 28 June–1 July 2020. [Google Scholar]
- Onolemhemhen, R.U.; Olamigoke, O.; Kaka, A.Q.O. The Suitability of Egg Shell and Snail Shell Waste for pH and Mud Weight Enhancement of Water Based Drilling Mud. Pet. Coal 2019, 61, 371–376. [Google Scholar]
- Yalman, E.; Depci, T.; Federer-Kovacs, G.; Al Khalaf, H. A New Eco-Friendly and Low Cost Additive in Water-Based Drilling Fluids. Rud. Geološko-Naft. Zb. 2021, 36, 1–12. [Google Scholar] [CrossRef]
- API, R. 13B-1. Recommended Practice for Field Testing Water-Based Drilling Fluids, and ISO 10414-1; American Petroleum Institute: Washington, DC, USA, 2003. [Google Scholar]
- Permeability Plugging Tester Instruction Manual; Ver. 5.0; OFI Testing Equipment, Inc.: Houston, TX, USA, 2015.
- Model 35 Viscometer Instruction Manual; Manual No. 208878; Fann Instrument Company: Houston, TX, USA, 2013.
- Bageri, B.S.; Adebayo, A.R.; Al Jaberi, J.; Patil, S. Effect of perlite particles on the filtration properties of high-density barite weighted water-based drilling fluid. Powder Technol. 2020, 360, 1157–1166. [Google Scholar] [CrossRef]
- Mijić, P.; Medved, I.; Mijić, S. Decreasing pressure losses by applying drilling mud with nanoparticles. Mach. Technol. Mater. 2021, 8, 319–322. [Google Scholar]
- Ojha, P.; Bahadur Karki, T.; Sitaula, R. Physio-chemical and functional quality evaluation of mandarin peel powder. J. Agric. Sci. Technol. 2016, 18, 575–582. [Google Scholar]
| Type of Additive | Action | Substances (Compounds) |
|---|---|---|
| Alkalinity/acidity control additives | Adjusting the pH value. | Lime, sodium hydroxide (caustic soda), sodium carbonate (soda ash), sodium bicarbonate. |
| Bactericide (biocide) | Killing bacteria in water-based drilling fluid containing natural starches and gums prone to bacterial degradation. | Aldehides, phenols. |
| Calcium reducers | Reducing Ca2+. | Sodium hydroxide (caustic soda), sodium carbonate (soda ash), sodium bicarbonate, polyphosphates. |
| Corrosion inhibitors | Protecting equipment from corrosion. | Amine or organophosphate products, oxygen scavengers. |
| Deflocculants (thinners) | Reducing viscosity, preventing flocculation. | Low-molecular-weight anionic polymers. Tannins, polyphosphates, lignite, lignosulfonate. |
| Defoamers | Removing entrapped air and gas from drilling fluid systems. | Alcohol based defoamers, brine-based defoamer, acid fat based defoamers, silicone emulsion based defoamers. |
| Emulsifiers | Forming emulsion of two insoluble liquids. | Detergents, soaps, organic acids. |
| Filtration reducers | Reducing infiltration of the liquid phase of the drilling fluid through the filter cake into the formation. | Bentonite clays, lignite, CMC, polyacrylate, pregelatinized starch. |
| Flocculants | Causing flocculation of colloidal particles. | Salt hydrated lime, gypsum, sodium carbonate (soda ash), soda bicarbonate, sodium tetraphosphate, acrylamide-based polymers. |
| Foaming agents | Acting as surface active agents to foam into water. | Nonionic surfactants, contain polymeric materials. |
| Lost circulation materials | Bridging for fluid lost control. | Fiber, flake, granular/chemical thickening agents. |
| Lubricants | Reducing fluids coefficient of friction to minimize torque and drag. | Oils, synthetic liquids, graphite, surfactants, glycols, glycerine. |
| Shale inhibitors | Reducing shale hydration. | Soluble calcium or potassium, inorganic salts, organic compounds. |
| Surfactants | Surface tension decreasing, changing the colloidal state of clay. | Emulsifiers, demulsifiers, wetting agents, flocculants, deflocculants |
| Viscosifiers | Increasing viscosity, improving the hole-cleaning and solids-suspension ability. | Clay-based viscosifiers (bentonite), polymer and biopolymer viscosifiers. |
| Weighting agents | Increasing density of drilling fluid. | Barite, hematite, galena, calcium carbonate. |
| Composition | BDF | A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 |
|---|---|---|---|---|---|---|---|---|---|
| Water (mL) | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Bentonite (g) | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
| NaOH (g) | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Mandarin peel powder (% by volume of water) | - | 0.5 | 1 | 1.5 | 2 | 0.5 | 1 | 1.5 | 2 |
| Test | API Filtration | PPT Filtration | Rheology and Gel Strength |
|---|---|---|---|
| Equipment |  API Filter Press(Baroid, Houston, TX, USA) |  Permeability Plugging Tester (OFI Testing Equipment, Houston, TX, USA) |  Fann Viscometer 35 A (Fann Instruments, Houston, TX, USA) |
| Conditions | Pressure of 6.895 bar (100 psi) and room temperature | Differential pressure of 34.47 bar and temperature of 88 °C | Atmospheric pressure and room temperature |
| Time (min) | BDF | A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 |
|---|---|---|---|---|---|---|---|---|---|
| API Filtration (mL) | |||||||||
| 2.5 | 5.5 | 4.5 | 4 | 3 | 3.5 | 4.5 | 4 | 3 | 2.5 |
| 5 | 7.5 | 5.5 | 5.5 | 4.5 | 4.5 | 6.5 | 5.5 | 4.5 | 3.5 |
| 7.5 | 9.5 | 7 | 6.5 | 5.5 | 5.5 | 7.5 | 6.5 | 5 | 4.5 |
| 10 | 10.5 | 8 | 8 | 6.5 | 6.5 | 9 | 7.5 | 6 | 5.5 |
| 12.5 | 12 | 9 | 9 | 7.5 | 7.5 | 10.5 | 8.5 | 6.5 | 6.5 |
| 15 | 13 | 10 | 9.5 | 8 | 8 | 11.5 | 9 | 7.5 | 7 |
| 17.5 | 14 | 10.5 | 10.5 | 8.5 | 9 | 12 | 10 | 8 | 7.5 |
| 20 | 15 | 11 | 11 | 9 | 9.5 | 13 | 10.5 | 8.5 | 8 |
| 22.5 | 16 | 12 | 12 | 10 | 10 | 14 | 11 | 9 | 8.5 |
| 25 | 17 | 12.5 | 12.5 | 10.5 | 10.5 | 14.5 | 11.5 | 9.5 | 9 |
| 27.5 | 17.5 | 13 | 13 | 11 | 11 | 15 | 12 | 10 | 9.5 |
| 30 | 18 | 13.5 | 13.5 | 11.5 | 11.5 | 16 | 13 | 10.5 | 10 |
| Disc Permeability—0.75 μm2 (750 mD) | |||
|---|---|---|---|
| Differential Pressure—34.47 bar | |||
| Temperature—88 °C | |||
| Drilling fluid | BDF | A4 | B4 |
| Concentration of mandarin peel powder, % by volume of water | 0 | 2 | 2 |
| V7.5, mL | 17 | 8 | 6 |
| V30, mL | 26 | 11 | 10 |
| PPT filtrate volume, mL | 52 | 22 | 20 |
| Spurt loss, mL | 16 | 10 | 4 |
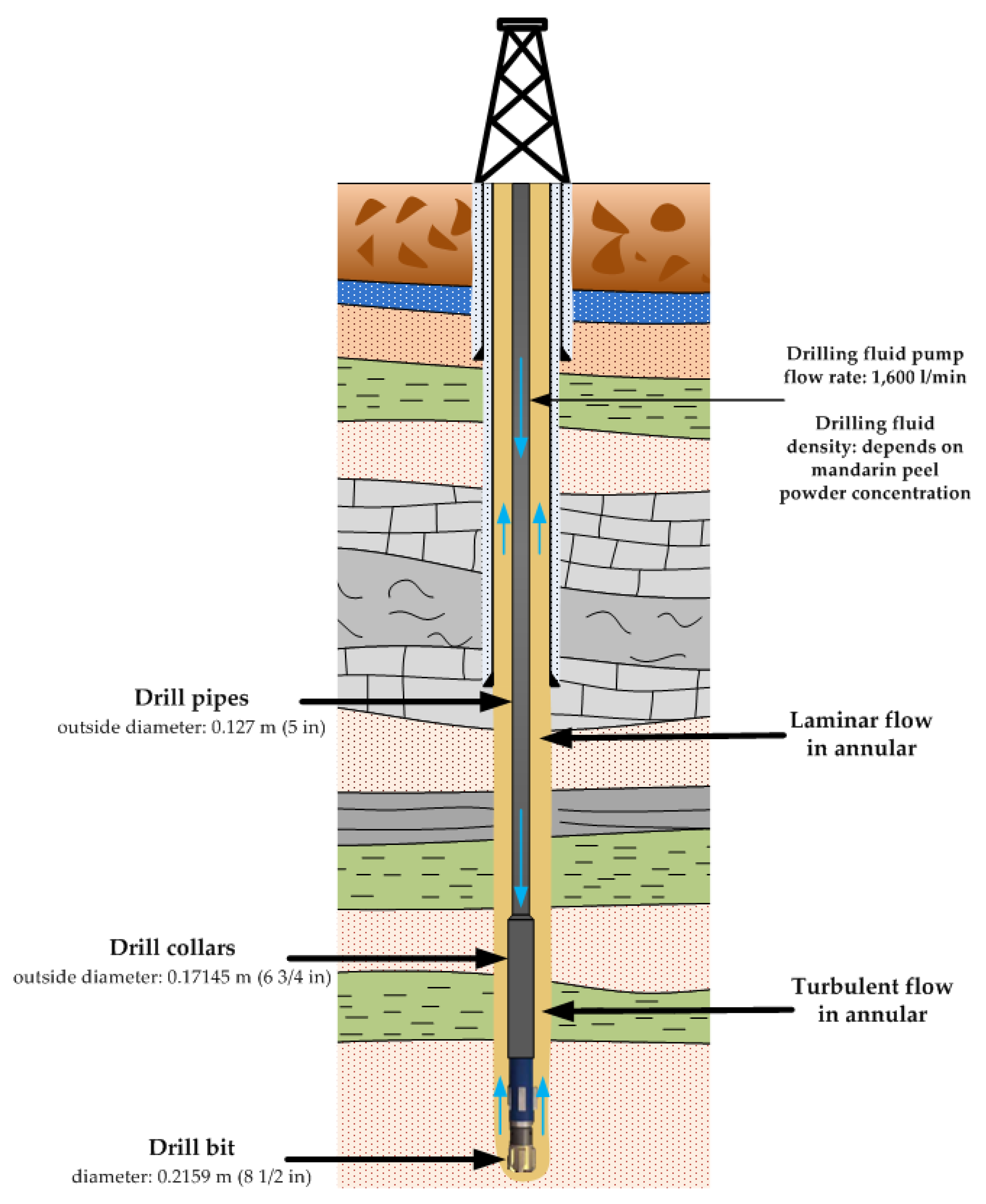
| Drilling Fluid Flow | BM | A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 |
|---|---|---|---|---|---|---|---|---|---|
| Pressure Loss (Pa/m) | |||||||||
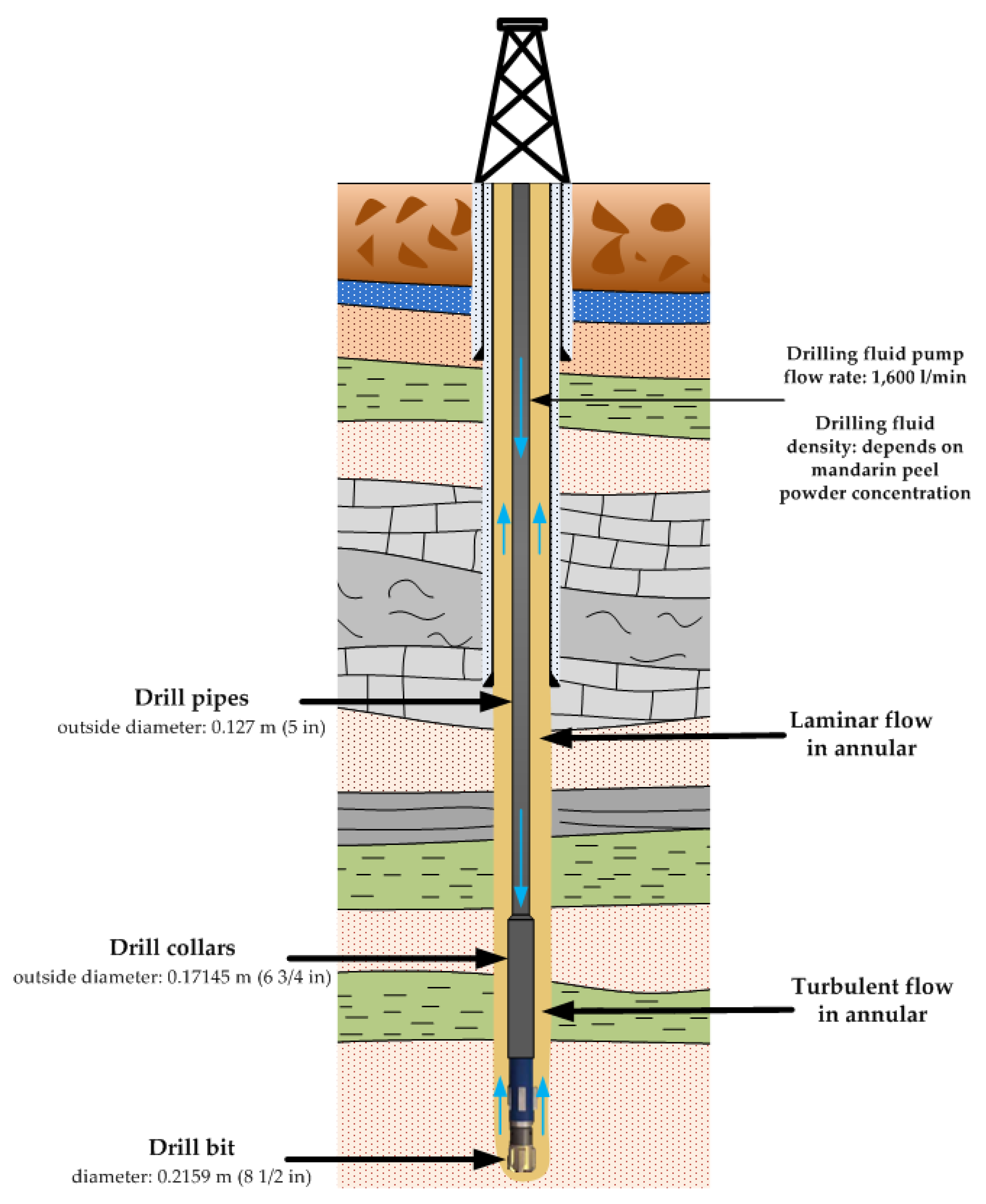
| Around drill pipe | 451 | 428 | 451 | 572 | 579 | 336 | 411 | 458 | 567 |
| Around drill collar | 1821 | 1821 | 1807 | 1846 | 1866 | 1821 | 1846 | 1846 | 2012 |
| Drilling Fluid Sample | Reduction in API Filtration (%) |
|---|---|
| A1 | 25 |
| A2 | 25 |
| A3 | 36 |
| A4 | 36 |
| B1 | 11 |
| B2 | 28 |
| B3 | 42 |
| B4 | 44 |
| Drilling Fluid | Reduction in PPT Filtration (%) | Reduction in Spurt Loss Volume (%) |
|---|---|---|
| A4 | 57.69 | 37.5 |
| B4 | 61.54 | 75 |
| Parameter | Increase (+)/Decrease (−) (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 | |
| PV (mPa·s) | 0 | 0 | 11 | 22 | 0 | 11 | 19 | 129 |
| YP (Pa) | −6 | 0 | 29 | 29 | −29 | −12 | 25 | 30 |
| YP/PV (Pa/mPa·s) | −6 | 0 | 16 | 6 | −29 | −21 | 5 | −43 |
| 10 s gel (Pa) | 33 | 42 | 67 | 75 | 17 | 33 | 58 | 108 |
| 10 min gel (Pa) | 6 | 16 | 16 | 16 | 0 | 10 | 16 | 45 |
| Pressure Loss | Increase (+)/Decrease (−) (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 | |
| Around drill pipe | −5.1 | 0.0 | 26.8 | 28.4 | −25.5 | −8.9 | 1.6 | 25.7 |
| Around drill collar | 0.0 | −0.8 | 1.4 | 2.5 | 0.0 | 1.4 | 1.4 | 10.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medved, I.; Gaurina-Međimurec, N.; Novak Mavar, K.; Mijić, P. Waste Mandarin Peel as an Eco-Friendly Water-Based Drilling Fluid Additive. Energies 2022, 15, 2591. https://doi.org/10.3390/en15072591
Medved I, Gaurina-Međimurec N, Novak Mavar K, Mijić P. Waste Mandarin Peel as an Eco-Friendly Water-Based Drilling Fluid Additive. Energies. 2022; 15(7):2591. https://doi.org/10.3390/en15072591
Chicago/Turabian StyleMedved, Igor, Nediljka Gaurina-Međimurec, Karolina Novak Mavar, and Petar Mijić. 2022. "Waste Mandarin Peel as an Eco-Friendly Water-Based Drilling Fluid Additive" Energies 15, no. 7: 2591. https://doi.org/10.3390/en15072591
APA StyleMedved, I., Gaurina-Međimurec, N., Novak Mavar, K., & Mijić, P. (2022). Waste Mandarin Peel as an Eco-Friendly Water-Based Drilling Fluid Additive. Energies, 15(7), 2591. https://doi.org/10.3390/en15072591