
A Review on Plasma Gasification of Solid Residues: Recent Advances and Developments






Abstract
:1. Introduction
2. Relation to Sustainable Development Goals (SDGs)
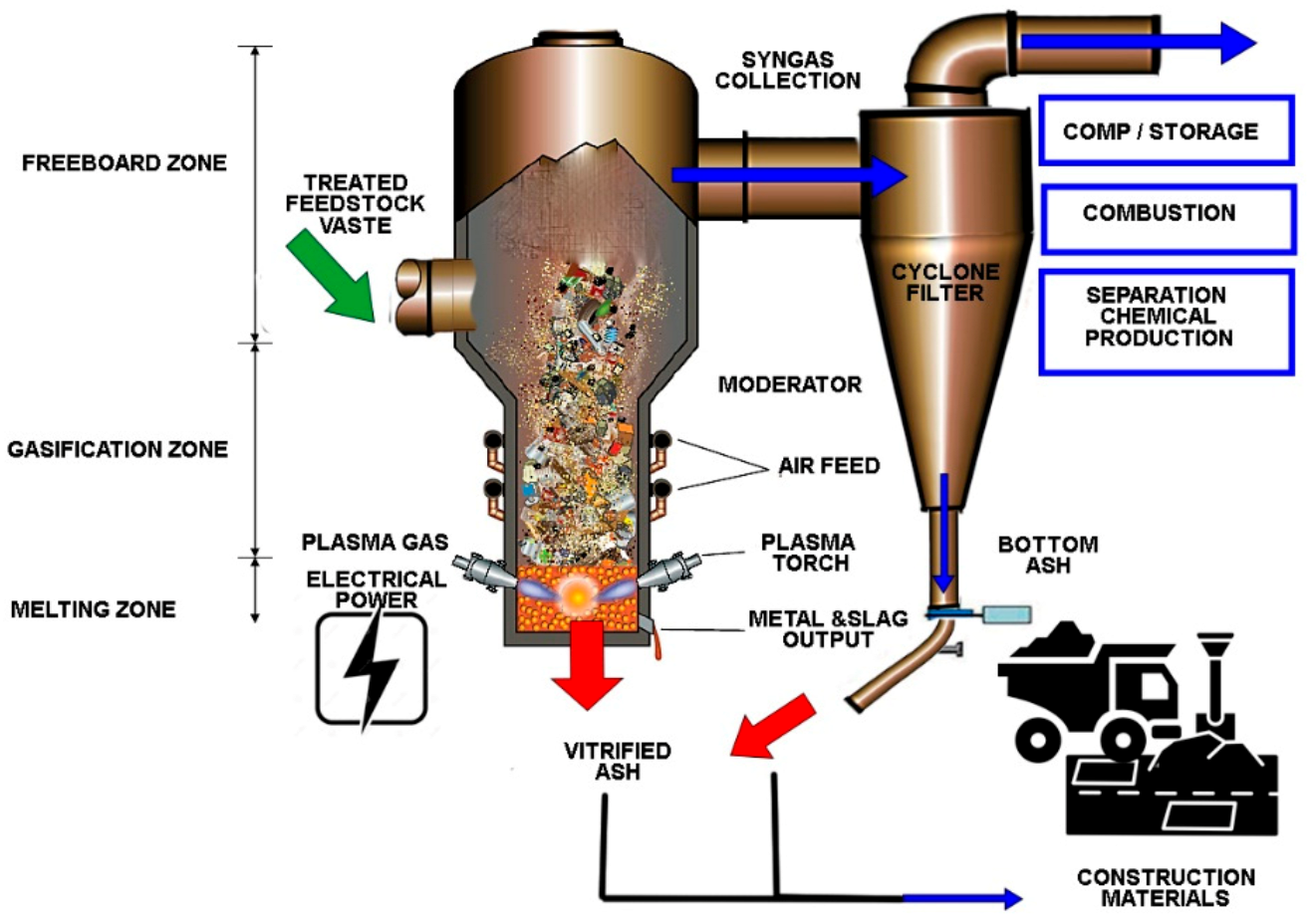
3. Overview of the Plasma Gasification Process
3.1. Plasma Gasification
3.1.1. Types of Torches
- DC (direct current) and low-frequency discharges;
- ignited by radio frequency waves;
- ignited by microwave discharges.
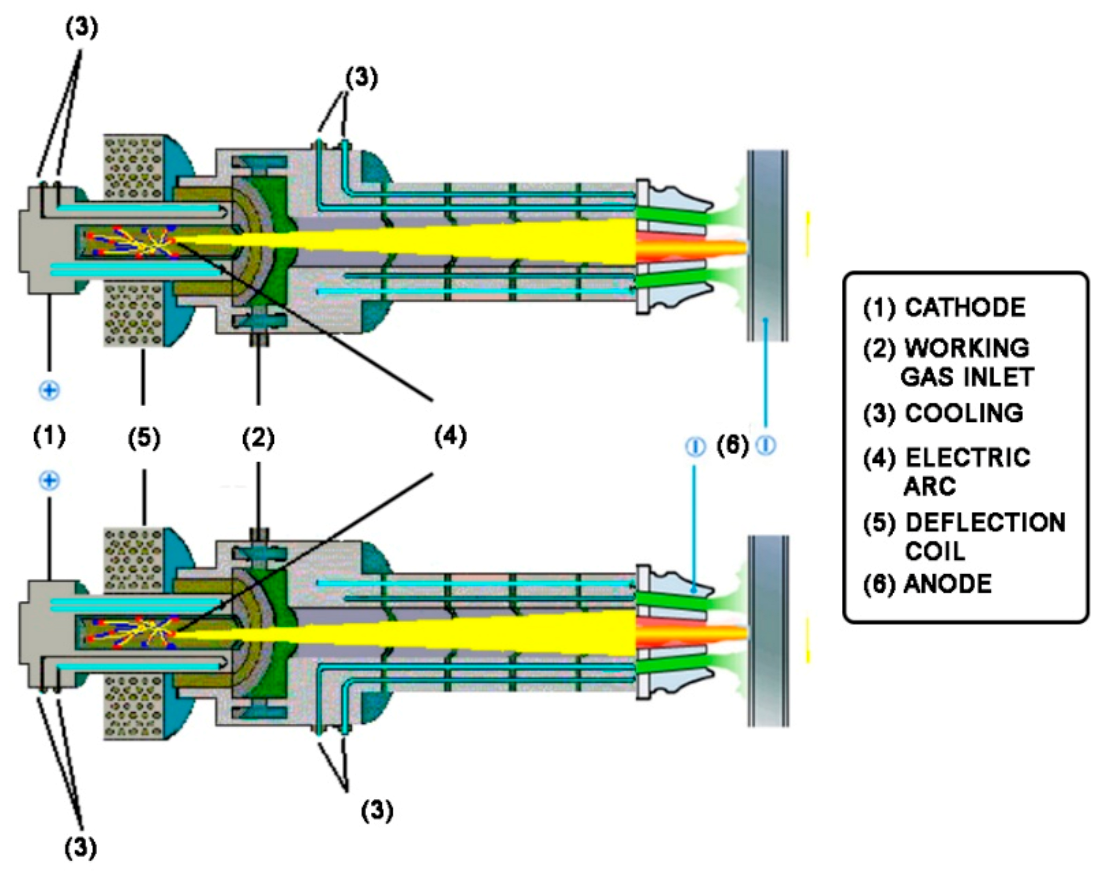
3.1.2. Electric Arc
3.1.3. Microwave Induced Plasma (MIPs)
3.2. Plasma Gasifying Agent
4. Plasma Gasification Modeling
4.1. Mathematical Models
4.2. Tar Evolution under Plasma Effect
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Wijkman, A.; Skånberg, K. The Circular Economy and Benefits for Society; The Club of Rome: Rome, Italy, 2015; pp. 3–59. [Google Scholar]
- Jensen-Cormier, S.; Smith, R.; Vaughan, S. Estimating Employment Effects of the Circular Economy; International Institute for Sustainable Development: Manitoba, Canada, 2018; pp. 2–10. [Google Scholar]
- Ekins, P.; Gupta, J.; Boileau, P. Global Environment Outlook–GEO-6: Healthy Planet, Healthy People; Cambridge University Press: Cambridge, UK, 2019; pp. 12–745. [Google Scholar]
- Oberle, B.; Bringezu, S.; Hatfield-Dodds, S.; Hellweg, S.; Schandl, H.; Clement, J. Global Resources Outlook: 2019; United Nations Envionmental Programme: Paris, France, 2019; pp. 5–162. [Google Scholar]
- OECD. Global Material Resources Outlook to 2060 Economic Drivers and Environmental Consequences; OECD Publishing: Paris, France, 2019; pp. 15–214. [Google Scholar]
- European Commission. A New Circular Economy Action Plan: For a Cleaner and More Competitive Europe; European Commission: Brussels, Belgium, 2020; pp. 3–20. [Google Scholar]
- Nichols, W.; Smith, N. Waste Generation and Recycling Indices 2019: Overview and Findings; Verisk Maplecroft: London, UK, 2019; pp. 3–18. [Google Scholar]
- Munir, M.T.; Mardon, I.; Al-Zuhair, S.; Shawabkeh, A.; Saqib, N.U. Plasma gasification of municipal solid waste for waste-to-value processing. Renew. Sustain. Energy Rev. 2019, 116, 109461. [Google Scholar] [CrossRef]
- Hantoko, D.; Yan, M.; Prabowo, B.; Susanto, H.; Li, X.; Chen, C. Aspen plus modeling approach in solid waste gasification. In Current Developments in Biotechnology and Bioengineering, 1st ed.; Kumar, S., Kumar, R., Pandey, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 259–278. [Google Scholar]
- Mukherjee, C.; Denney, J.; Mbonimpa, E.G.; Slagley, J.; Bhowmik, R. A review on municipal solid waste-to-energy trends in the USA. Renew. Sustain. Energy Rev. 2020, 119, 109512. [Google Scholar] [CrossRef]
- Tungalag, A.; Lee, B.; Yadav, M.; Akande, O. Yield prediction of MSW gasification including minor species through ASPEN plus simulation. Energy 2020, 198, 117296. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Bruno, J.C.; Coronas, A. Modified Thermodynamic Equilibrium Model for Biomass Gasification: A Study of the Influence of Operating Conditions. Energy Fuels 2012, 26, 1385–1394. [Google Scholar] [CrossRef]
- Shehzad, A.; Bashir, M.J.; Sethupathi, S. System analysis for synthesis gas (syngas) production in Pakistan from municipal solid waste gasification using a circulating fluidized bed gasifier. Renew. Sustain. Energy Rev. 2016, 60, 1302–1311. [Google Scholar] [CrossRef]
- Ramos, A.; Monteiro, E.; Rouboa, A. Numerical approaches and comprehensive models for gasification process: A review. Renew. Sustain. Energy Rev. 2019, 110, 188–206. [Google Scholar] [CrossRef]
- Tavares, R.; Monteiro, E.; Tabet, F.; Rouboa, A. Numerical investigation of optimum operating conditions for syngas and hydrogen production from biomass gasification using Aspen Plus. Renew. Energy 2020, 146, 1309–1314. [Google Scholar] [CrossRef]
- Pan, Z.; Chan, W.P.; Veksha, A.; Giannis, A.; Dou, X.; Wang, H.; Lisak, G.; Lim, T.-T. Thermodynamic analyses of synthetic natural gas production via municipal solid waste gasification, high-temperature water electrolysis and methanation. Energy Convers Manag. 2019, 202, 112160. [Google Scholar] [CrossRef]
- Worldwide Gasification Database; US Department of Energy’s National Energy Technology Laboratory: Washington, DC, USA, 2010.
- Ahmed, T.Y.; Ahmad, M.M.; Yusup, S.; Inayat, A.; Khan, Z. Mathematical and computational approaches for design of biomass gasification for hydrogen production: A review. Renew. Sustain. Energy Rev. 2012, 16, 2304–2315. [Google Scholar] [CrossRef]
- Rupesh, S.; Muraleedharan, C.; Arun, P. ASPEN plus modelling of air–steam gasification of biomass with sorbent enabled CO2 capture. Resour.-Effic. Technol. 2016, 2, 94–103. [Google Scholar] [CrossRef] [Green Version]
- Begum, S.; Rasul, M.; Akbar, D. A numerical investigation of municipal solid waste gasification using aspen plus. Procedia Eng. 2014, 90, 710–717. [Google Scholar] [CrossRef] [Green Version]
- Ding, S.; Li, Z.; Zhou, H.; Hu, Y.; Liu, L. Municipal solid waste gasification for environmental management: A modeling study. Energy Sources Part A Recovery Util. Environ. Eff. 2019, 41, 1640–1648. [Google Scholar] [CrossRef]
- Ramos, A.; Berzosa, J.; Espí, J.; Clarens, F.; Rouboa, A. Life cycle costing for plasma gasification of municipal solid waste: A socio-economic approach. Energy Convers Manag. 2020, 209, 112508. [Google Scholar] [CrossRef]
- Ramos, A.; Rouboa, A. A Techno-economic Approach to Plasma Gasification, In Technologies and Materials for Renewable Energy, Environment and Sustainability, 1st ed.; Salame, C.T., Ed.; Amer Inst Physics: Melville, NY, USA, 2018; p. 030038-1-7. [Google Scholar]
- Ramos, A.; Rouboa, A. Syngas production strategies from biomass gasification: Numerical studies for operational conditions and quality indexes. Renew. Energy 2020, 155, 1211–1221. [Google Scholar] [CrossRef]
- Ismail, T.M.; Monteiro, E.; Ramos, A.; El-Salam, M.; Rouboa, A. An Eulerian Model for Forest Residues Gasification in a Plasma Gasifier. Energy 2019, 182, 1069–1083. [Google Scholar] [CrossRef]
- Ismail, T.M.; Ramos, A.; El-Salam, M.; Monteiro, E.; Rouboa, A. Plasma fixed bed gasification using an Eulerian model. Int. J. Hydrogen Energy 2019, 44, 28668–28684. [Google Scholar] [CrossRef]
- Ferreira, S.; Monteiro, E.; Brito, P.; Vilarinho, C. A holistic review on biomass gasification modified equilibrium models. Energies 2019, 12, 160. [Google Scholar] [CrossRef] [Green Version]
- Mazzoni, L.; Janajreh, I.; Elagroudy, S.; Ghenai, C. Modeling of plasma and entrained flow co-gasification of MSW and petroleum sludge. Energy 2020, 196, 117001. [Google Scholar] [CrossRef]
- Indrawan, N.; Mohammad, S.; Kumar, A. Modeling low temperature plasma gasification of municipal solid waste. Environ. Technol. Innov. 2019, 15, 100412. [Google Scholar] [CrossRef]
- Neves, R.C. Reforma de Gás de Gaseificação Por Meio de Tocha de Plasma: Ensaios Preliminares. Master’s Thesis, Universidade Estadual de Campinas, Campinas, Brazil, 2013. [Google Scholar]
- Prat, R.; Koh, Y.J.; Babukutty, Y.; Kogoma, M.; Okazaki, S.; Kodama, M. Polymer deposition using atmospheric pressure plasma glow (APG) discharge. Polymer 2000, 41, 7355–7360. [Google Scholar] [CrossRef]
- Tabibian, S. Étude Expérimentale et Modélisation de Réacteurs à Lit Fluidisé de Type Wurster Couplés à des Jets de Plasma à Pression Atmosphérique Pour le Traitement de Surface de Particules. Ph.D. Thesis, Sorbonne Université, Paris, France, 2019. [Google Scholar]
- United Nations. Transforming Our World: The 2030 Agenda for Sustainable Development. Personal Communication; United Nations: New York, NY, USA, 2015. [Google Scholar]
- Hosseini, S.E.; Wahid, M.A.; Jamil, M.M.; Azli, A.A.M.; Misbah, M.F. A review on biomass-based hydrogen production for renewable energy supply. Int. J. Energy Res. 2015, 39, 1597–1615. [Google Scholar] [CrossRef]
- Indrawan, N.; Kumar, A.; Moliere, M.; Sallam, K.A.; Huhnke, R.L. Distributed power generation via gasification of biomass and municipal solid waste: A review. J. Energy Inst. 2020, 93, 2293–2313. [Google Scholar] [CrossRef]
- Prando, D.; Patuzzi, F.; Pernigotto, G.; Gasparella, A.; Baratieri, M. Biomass gasification systems for residential application: An integrated simulation approach. Appl. Therm. Eng. 2014, 71, 152–160. [Google Scholar] [CrossRef]
- Boateng, A.A.; Walawender, W.P.; Fan, L.T.; Chee, C.S. Fluidized-bed steam gasification of rice hull. Bioresour. Technol. 1992, 40, 235–239. [Google Scholar] [CrossRef]
- Hazra, A.; Das, S.; Chatterjee, P.K.; Ganguly, A.; Banerjee, P. Gasification of Hospital Waste by Thermal Plasma: A Relevant Technology towards Mitigation of Greenhouse Gases in India. In Encyclopedia of Renewable and Sustainable Materials; Hashmi, S., Choudhury, I.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; Volume 3, pp. 454–462. [Google Scholar]
- Ibrahimoglu, B.; Cucen, A.; Yilmazoglu, M.Z. Numerical modeling of a downdraft plasma gasification reactor. Int. J. Hydrogen Energy 2017, 42, 2583–2591. [Google Scholar] [CrossRef]
- Tan, B.H. Process Simulation of Plasma Gasification for Landfill Waste. Master’s Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2018. [Google Scholar]
- Couto, N.; Rouboa, A.; Silva, V.; Monteiro, E.; Bouziane, K. Influence of the biomass gasification processes on the final composition of syngas. Energy Procedia 2013, 36, 596–606. [Google Scholar] [CrossRef] [Green Version]
- Ramos, A.; Monteiro, E.; Silva, V.; Rouboa, A. Co-gasification and recent developments on waste-to-energy conversion: A review. Renew. Sustain. Energy Rev. 2018, 81, 380–398. [Google Scholar] [CrossRef]
- Arena, U. Process and technological aspects of municipal solid waste gasification. A review. Waste Manag. 2012, 32, 625–639. [Google Scholar] [CrossRef] [PubMed]
- Abdelrahim, A.; Brachi, P.; Ruoppolo, G.; Fraia, S.; Vanoli, L. Experimental and numerical investigation of biosolid gasification: Equilibrium-based modeling with emphasis on the effects of different pretreatment methods. Ind. Eng. Chem. Res. 2019, 59, 299–307. [Google Scholar] [CrossRef]
- Ahmed, A.; Salmiaton, A.; Choong, T.S.; Azlina, W.A.K. Review of kinetic and equilibrium concepts for biomass tar modeling by using Aspen Plus. Renew. Sustain. Energy Rev. 2015, 52, 1623–1644. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory, 3rd ed.; Academic Press: Cambridge, MA, USA, 2018; pp. 263–329. [Google Scholar]
- Ramos, A.; Teixeira, C.A.; Rouboa, A. Environmental Assessment of Municipal Solid Waste by Two-Stage Plasma Gasification. Energies 2019, 12, 137. [Google Scholar] [CrossRef] [Green Version]
- Tendero, C.; Tixier, C.; Tristant, P.; Desmaison, J.; Leprince, P. Atmospheric pressure plasmas: A review. Spectrochim. Acta Part B At. Spectrosc. 2006, 61, 2–30. [Google Scholar] [CrossRef]
- Baratelli, A.C.F. Estudo de Materiais Para Elétrodos de Tochas de Plasma. Master’s Thesis, Universidade de São Paulo, São Paulo, Brazil, 2004. [Google Scholar]
- Boulos, M.I.; Fauchais, P.; Pfender, E. The plasma state. In Handbook of Thermal Plasmas; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–53. [Google Scholar]
- Calzada, M.; Moisan, M. Experimental investigation and characterization of the departure from local thermodynamic equilibrium along a surface-wave-sustained discharge at atmospheric pressure. J. Appl. Phys. 1996, 80, 46–55. [Google Scholar] [CrossRef]
- Mariaux, G.; Baudry, C.; Vardelle, A. 3-D modeling of gas flow and particle spray jet in plasma spraying. In Thermal Spray 2001: New Surfaces for a New Millennium; Berndt, C.C., Khor, K.A., Lugscheider, E.F., Eds.; ASM International: Materials Park, OH, USA, 2001; pp. 933–942. [Google Scholar]
- Babu, B.V. Biomass pyrolysis: A state-of-the-art review. Biofuels Bioprod. Biorefin. 2008, 2, 393–414. [Google Scholar] [CrossRef]
- Moustakas, K.; Fatta, D.; Malamis, S.; Haralambous, K.; Loizidou, M. Demonstration plasma gasification/vitrification system for effective hazardous waste treatment. J. Hazard. Mater. 2005, 123, 120–126. [Google Scholar] [CrossRef]
- Li, J.; Liu, K.; Yan, S.; Li, Y.; Han, D. Application of thermal plasma technology for the treatment of solid wastes in China: An overview. Waste Manag. 2016, 58, 260–269. [Google Scholar] [CrossRef]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Reforming of tars and organic sulphur compounds in a plasma-assisted process for waste gasification. Fuel Process. Technol. 2015, 137, 259–268. [Google Scholar] [CrossRef]
- Valmundsson, A.S.; Janajreh, I. Plasma gasification process modeling and energy recovery from solid waste. In Proceedings of the ASME 5th International Conference on Energy Sustainability, Washington, DC, USA, 8 August 2011; Pts a-C. Amer Soc Mechanical Engineers: New York, NY, USA, 2012; pp. 361–368. [Google Scholar]
- Paredez Angeles, P.J. Estudo de Tochas de Plasma Através da Teoria da Similaridade; Universidade Estadual de Campinas UNICAMP: Campinas, Brazil, 2003; p. 100. [Google Scholar]
- Shie, J.-L.; Chang, C.-C.; Chang, C.-Y.; Tzeng, C.C.; Wu, C.Y.; Lin, K.L.; Tseng, J.Y.; Yuan, M.H.; Li, H.Y.; Kuo, C.H.; et al. Co-pyrolysis of sunflower-oil cake with potassium carbonate and zinc oxide using plasma torch to produce bio-fuels. Bioresour. Technol. 2011, 102, 11011–11017. [Google Scholar] [CrossRef]
- Rutberg, P.G. Plasma pyrolysis of toxic waste. Plasma Phys. Control. Fusion 2003, 45, 957–969. [Google Scholar] [CrossRef]
- Oda, T. Non-thermal plasma processing for environmental protection: Decomposition of dilute VOCs in air. J. Electrost. 2003, 57, 293–311. [Google Scholar] [CrossRef]
- Godoy, P.H. Plasma Térmico Para Recuperação de Insumos de Valor em Escorias e Resíduos; Universidade Estadual de Campinas: Campinas, Brazil, 2001. [Google Scholar]
- Coutinho, A.C. Pirólise do Gás Natural Utilizando uma Tocha de Plasma de Arco Não-Transferido com Argônio como Gás de Trabalho; Universidade Federal do Espírito Santo: Vitória, Brazil, 2007. [Google Scholar]
- Junior, C.G.Z. Geração de Hidrogénio e Negro de Fumo pela Pirólise do Gás Natural Utilizando uma Tocha de Plasma; Universidade Federal do Espírito Santo: Vitória, Brazil, 2006. [Google Scholar]
- AlNouss, A.; McKay, G.; Al-Ansari, T. Production of syngas via gasification using optimum blends of biomass. J. Clean. Prod. 2020, 242, 118499. [Google Scholar] [CrossRef]
- Rodriguez-Alejandro, D.A.; Nam, H.; Maglinao, A.L.; Carapeda, S.C.; Aguilera-Alvarado, A. Development of a modified equilibrium model for biomass pilot-scale fluidized bed gasifier performance predictions. Energy 2016, 115, 1092–1108. [Google Scholar] [CrossRef] [Green Version]
- Saha, P.; Uddin, M.H.; Reza, M.T. A steady-state equilibrium-based carbon dioxide gasification simulation model for hydrothermally carbonized cow manure. Energy Convers Manag. 2019, 191, 12–22. [Google Scholar] [CrossRef]
- Beheshti, S.; Ghassemi, H.; Shahsavan-Markadeh, R. Process simulation of biomass gasification in a bubbling fluidized bed reactor. Energy Convers Manag. 2015, 94, 345–352. [Google Scholar] [CrossRef]
- Ahmad, A.A.; Zawawi, N.A.; Kasim, F.; Inayat, A.; Khasri, A. Assessing the gasification performance of biomass: A review on biomass gasification process conditions, optimization and economic evaluation. Renew. Sustain. Energy Rev. 2016, 53, 1333–1347. [Google Scholar] [CrossRef]
- Siwal, S.S.; Zhang, Q.; Sun, C.; Thakur, S.; Gupta, V.K.; Thakur, V.K. Energy production from steam gasification processes and parameters that contemplate in biomass gasifier—A review. Bioresour. Technol. 2020, 297, 122481. [Google Scholar] [CrossRef]
- La Villetta, M.; Costa, M.; Massarotti, N. Modelling approaches to biomass gasification: A review with emphasis on the stoichiometric method. Renew. Sustain. Energy Rev. 2017, 74, 71–88. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Pal, K.; Rosen, M.; Tyagi, S. Recent advances in the development of biomass gasification technology: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 72, 363–384. [Google Scholar] [CrossRef]
- Tavares, R.; Ramos, A.; Rouboa, A. A theoretical study on municipal solid waste plasma gasification. Waste Manag. 2019, 90, 37–45. [Google Scholar] [CrossRef]
- Matas Güell, B.; Sandquist, J.; Sørum, L. Gasification of biomass to second generation biofuels: A review. J. Energy Resour. Technol. 2013, 135, 014001. [Google Scholar] [CrossRef]
- Gil, J.; Corella, J.; Aznar, M.P.; Caballero, M.A. Biomass gasification in atmospheric and bubbling fluidized bed: Effect of the type of gasifying agent on the product distribution. Biomass Bioenergy 1999, 17, 389–403. [Google Scholar] [CrossRef]
- Favas, J.; Monteiro, E.; Rouboa, A. Hydrogen production using plasma gasification with steam injection. Int. J. Hydrogen Energy 2017, 42, 10997–11005. [Google Scholar] [CrossRef]
- Wang, L.; Weller, C.L.; Jones, D.D.; Hanna, M.A. Contemporary issues in thermal gasification of biomass and its application to electricity and fuel production. Biomass Bioenergy 2008, 32, 573–581. [Google Scholar] [CrossRef]
- Ong, Z.; Cheng, Y.; Maneerung, T.; Yao, Z.; Tong, Y.W.; Wang, C.-H.; Dai, Y. Co-gasification of woody biomass and sewage sludge in a fixed-bed downdraft gasifier. AIChE J. 2015, 61, 2508–2521. [Google Scholar] [CrossRef]
- Hernández, J.; Aranda, G.; Barba, J.; Mendoza, J. Effect of steam content in the air–steam flow on biomass entrained flow gasification. Fuel Process. Technol. 2012, 99, 43–55. [Google Scholar] [CrossRef]
- Kuo, P.-C.; Wu, W. Design, optimization and energetic efficiency of producing hydrogen-rich gas from biomass steam gasification. Energies 2015, 8, 94–110. [Google Scholar] [CrossRef]
- Pinto, F.; André, R.N.; Carolino, C.; Miranda, M.; Abelha, P.; Direito, D.; Dohrup, J.; Sørensen, H.R.; Girio, F. Effects of experimental conditions and of addition of natural minerals on syngas production from lignin by oxy-gasification: Comparison of bench- and pilot scale gasification. Fuel 2015, 140, 62–72. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Yin, Y.; Zhang, X.; Liu, J.; Yan, R. Hydrogen-rich gas production by steam gasification of palm oil wastes over supported tri-metallic catalyst. Int. J. Hydrogen Energy 2009, 34, 9108–9115. [Google Scholar] [CrossRef]
- Peng, L.; Wang, Y.; Lei, Z.; Cheng, G. Co-gasification of wet sewage sludge and forestry waste in situ steam agent. Bioresour. Technol. 2012, 114, 698–702. [Google Scholar] [CrossRef]
- Ogi, T.; Nakanishi, M.; Fukuda, Y.; Matsumoto, K. Gasification of oil palm residues (empty fruit bunch) in an entrained-flow gasifier. Fuel 2013, 104, 28–35. [Google Scholar] [CrossRef]
- Zhou, J.; Chen, Q.; Zhao, H.; Cao, X.; Mei, Q.; Luo, Z.; Cen, K. Biomass–oxygen gasification in a high-temperature entrained-flow gasifier. Biotechnol. Adv. 2009, 27, 606–611. [Google Scholar] [CrossRef] [PubMed]
- Guo, F.; Dong, Y.; Lv, Z.; Fan, P.; Yang, S.; Dong, L. Kinetic behavior of biomass under oxidative atmosphere using a micro-fluidized bed reactor. Energy Convers. Manag. 2016, 108, 210–218. [Google Scholar] [CrossRef]
- Zhang, Q.; Dor, L.; Zhang, L.; Yang, W.H.; Blasiak, W. Performance analysis of municipal solid waste gasification with steam in a Plasma Gasification Melting reactor. Appl. Energy 2012, 98, 219–229. [Google Scholar] [CrossRef]
- Mazzoni, L.; Ahmed, R.; Janajreh, I. Plasma gasification of two waste streams: Municipal solid waste and hazardous waste from the oil and gas industry. Energy Procedia 2017, 105, 4159–4166. [Google Scholar] [CrossRef]
- Mazzoni, L.; Janajreh, I. Plasma gasification of municipal solid waste with variable content of plastic solid waste for enhanced energy recovery. Int. J. Hydrogen Energy 2017, 42, 19446–19457. [Google Scholar] [CrossRef]
- He, M.; Hu, Z.; Xiao, B.; Li, J.; Guo, X.; Luo, S.; Yang, F.; Feng, Y.; Yang, G.; Liu, S. Hydrogen-rich gas from catalytic steam gasification of municipal solid waste (MSW): Influence of catalyst and temperature on yield and product composition. Int. J. Hydrogen Energy 2009, 34, 195–203. [Google Scholar] [CrossRef]
- Wang, J.; Cheng, G.; You, Y.; Xiao, B.; Liu, S.; He, P.; Guo, D.; Guo, X.; Zhang, G. Hydrogen-rich gas production by steam gasification of municipal solid waste (MSW) using NiO supported on modified dolomite. Int. J. Hydrogen Energy 2012, 37, 6503–6510. [Google Scholar] [CrossRef]
- Byun, Y.; Cho, M.; Chung, J.W.; Namkung, W.; Lee, H.D.; Jang, S.D.; Kim, Y.-S.; Lee, J.-H.; Lee, C.-R.; Hwang, S.-M. Hydrogen recovery from the thermal plasma gasification of solid waste. J. Hazard. Mater. 2011, 190, 317–323. [Google Scholar] [CrossRef]
- Hognert, J.; Nilsson, L. The small-scale production of hydrogen, with the co-production of electricity and district heat, by means of the gasification of municipal solid waste. Appl. Therm. Eng. 2016, 106, 174–179. [Google Scholar] [CrossRef]
- Hu, M.; Guo, D.; Ma, C.; Hu, Z.; Beiping, Z.; Xiao, B.; Luo, S.; Wang, J. Hydrogen-rich gas production by the gasification of wet MSW (municipal solid waste) coupled with carbon dioxide capture. Energy 2015, 90, 857–863. [Google Scholar] [CrossRef]
- Zheng, X.; Ying, Z.; Wang, B.; Chen, C. Hydrogen and syngas production from municipal solid waste (MSW) gasification via reusing CO2. Appl. Therm. Eng. 2018, 144, 242–247. [Google Scholar] [CrossRef]
- Renkel, M.F.; Lümmen, N. Supplying hydrogen vehicles and ferries in Western Norway with locally produced hydrogen from municipal solid waste. Int. J. Hydrogen Energy 2018, 43, 2585–2600. [Google Scholar] [CrossRef]
- Gómez-Barea, A.; Leckner, B. Modeling of biomass gasification in fluidized bed. Prog. Energy Combust. Sci. 2010, 36, 444–509. [Google Scholar] [CrossRef]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Thermodynamic modelling and evaluation of a two-stage thermal process for waste gasification. Fuel 2013, 108, 356–369. [Google Scholar] [CrossRef] [Green Version]
- Hooshmand, P.; Reza, H.; Rah, K.; Kavoos Balootaki, H.; Yaghou, M.; Jamalabadi, A. Recycling municipal solid waste utilizing gasification technology: A case study. J. Therm. Anal. Calorim. 2020, 139, 2705–2718. [Google Scholar] [CrossRef]
- Khalilarya, S.; Chitsaz, A.; Mojaver, P. Optimization of a combined heat and power system based gasification of municipal solid waste of Urmia University student dormitories via ANOVA and taguchi approaches. Int. J. Hydrogen Energy 2021, 46, 1815–1827. [Google Scholar] [CrossRef]
- Erdogan, A.A.; Yilmazoglu, M.Z. Plasma gasification of the medical waste. Int. J. Hydrogen Energy 2020, 46, 29108–29125. [Google Scholar] [CrossRef]
- Yan, J.; Nuttall, K.; Fang, M. A comparative study of turbulence models for SF6 arcs in a supersonic nozzle. J. Phys. D Appl. Phys. 1999, 32, 1401. [Google Scholar] [CrossRef]
- Huang, P.; Hebeylein, J.; Pfender, E. A two-fluid model of turbulence for a thermal plasma jet. Plasma Chem. Plasma Process. 1995, 15, 25–46. [Google Scholar] [CrossRef]
- Launder, B.E. Second-moment closure and its use in modelling turbulent industrial flows. Int. J. Numer. Methods Fluids 1989, 9, 963–985. [Google Scholar] [CrossRef]
- Chang, C.; Pfender, E. Nonequilibrium modeling of low-pressure argon plasma jets; Part II: Turbulent flow. J. Phys. D Appl. Phys. 1990, 10, 493–500. [Google Scholar] [CrossRef]
- Bauchire, J.; Gonzalez, J.; Gleizes, A. Modeling of a DC plasma torch in laminar and turbulent flow. Plasma Chem. Plasma Process. 1997, 17, 409–432. [Google Scholar] [CrossRef]
- Dilawari, A.; Szekely, J. Some perspectives on the modeling of plasma jets. Plasma Chem. Plasma Process. 1987, 7, 317–339. [Google Scholar] [CrossRef]
- Raynal, G.; Gleizes, A. Radiative transfer calculation in SF6 arc plasmas using partial characteristics. Plasma Sources Sci. Technol. 1995, 4, 152. [Google Scholar] [CrossRef]
- Eby, S.; Trepanier, J.; Zhang, X. Modelling radiative transfer in circuit-breaker arcs with the P-1 approximation. J. Phys. D Appl. Phys. 1998, 31, 1578. [Google Scholar] [CrossRef]
- Menart, J.; Heberlein, J.; Pfender, E. Theoretical radiative transport results for a free-burning arc using a line-by-line technique. J. Phys. D Appl. Phys. 1999, 32, 55. [Google Scholar] [CrossRef]
- Gonzalez, J.; Gleizes, A.; Proulx, P.; Boulos, M. Mathematical modeling of a free-burning arc in the presence of metal vapor. J. Appl. Phys. 1993, 74, 3065–3070. [Google Scholar] [CrossRef]
- Bouaziz, M.; Bouaziz, M.; Razafinimanana, M.; Gonzalez, J.; Gleizes, A. An experimental and theoretical study of the influence of copper vapour on a arc plasma at atmospheric pressure. J. Phys. D Appl. Phys. 1998, 31, 1570. [Google Scholar] [CrossRef]
- Menart, J.; Lin, L. Numerical study of a free-burning argon arc with copper contamination from the anode. Plasma Chem. Plasma Process. 1999, 19, 153–170. [Google Scholar] [CrossRef]
- Zhao, G.; Dassanayake, M.; Etemadi, K. Numerical simulation of a free-burning argon arc with copper evaporation from the anode. Plasma Chem. Plasma Process. 1990, 10, 87–98. [Google Scholar] [CrossRef]
- Zhu, P.; Lowke, J.; Morrow, R. A unified theory of free burning arcs, cathode sheaths and cathodes. J. Phys. D Appl. Phys. 1992, 25, 1221. [Google Scholar] [CrossRef]
- Etemadi, K.; Zhao, G.; Mostaghimi, J. Impact of cathode evaporation on a free-burning arc. J. Phys. D Appl. Phys. 1989, 22, 1692. [Google Scholar] [CrossRef]
- Schmidt, H.-P.; Speckhofer, G. Experimental and theoretical investigation of high-pressure arcs. I. The cylindrical arc column (two-dimensional modeling). IEEE Trans. Plasma Sci. 1996, 24, 1229–1238. [Google Scholar] [CrossRef]
- Gleizes, A.; Mbolidi, F.; Razafinimanana, M.; Vacquie, S.; Gravelle, D. Cooling and chemical kinetics in a wall-stabilized SF6 arc in extinction. J. Phys. D Appl. Phys. 1991, 24, 1333. [Google Scholar] [CrossRef]
- Gleizes, A.; Mbolidi, F.; Habib, A. Kinetic model of a decaying SF6 plasma over the temperature range 12000 K to 3000 K. Plasma Sources Sci. Technol. 1993, 2, 173. [Google Scholar] [CrossRef]
- Belhaouari, J.; Gonzalez, J.; Gleizes, A. Simulation of a decaying arc plasma: Hydrodynamic and kinetic coupling study. J. Phys. D Appl. Phys. 1998, 31, 1219. [Google Scholar] [CrossRef]
- Speckhofer, G.; Schmidt, H.-P. Experimental and theoretical investigation of high-pressure arcs. II. The magnetically deflected arc (three-dimensional modeling). IEEE Trans. Plasma Sci. 1996, 24, 1239–1248. [Google Scholar] [CrossRef]
- Schlitz, L.Z.; Garimella, S.V.; Chan, S. Gas dynamics and electromagnetic processes in high-current arc plasmas. Part II. Effects of external magnetic fields and gassing materials. J. Appl. Phys. 1999, 85, 2547–2555. [Google Scholar]
- Schlitz, L.Z.; Garimella, S.V.; Chan, S. Gas dynamics and electromagnetic processes in high-current arc plasmas. Part I. Model formulation and steady-state solutions. J. Appl. Phys. 1999, 85, 2540–2546. [Google Scholar] [CrossRef]
- Slade, P.; Schulz-Gulde, E. Spectroscopic analysis of high-current free-burning ac arcs between copper contacts in argon and air. J. Appl. Phys. 1973, 44, 157–162. [Google Scholar] [CrossRef]
- Bowman, B. Measurements of plasma velocity distributions in free-burning DC arcs up to 2160 A. J. Phys. D Appl. Phys. 1972, 5, 1422. [Google Scholar] [CrossRef]
- Freton, P.; Gonzalez, J.J.; Gleizes, A. Comparison between a two- and a three-dimensional arc plasma configuration. J. Phys. D Appl. Phys. 2000, 33, 2442–2452. [Google Scholar] [CrossRef]
- Kaddani, A.; Zahrai, S.; Delalondre, C.; Simonin, O. Three-dimensional modelling of unsteady high-pressure arcs in argon. J. Phys. D Appl. Phys. 1995, 28, 2294. [Google Scholar] [CrossRef]
- Hsu, K.E.K.P.E. Study of the free-burning high-intensity argon arc. J. Appl. Phys. 1983, 54, 1293. [Google Scholar] [CrossRef]
- Ravary, B. Modélisation Thermique et Hydrodynamique d’un Réacteur Plasma Triphasé. Contribution à la Mise au Point d’un Procédé Industriel Pour la Fabrication de Noir de Carbone; École Nationale Supérieure des Mines de Paris: Paris, France, 1998. [Google Scholar]
- Rutberg, P.G.; Bratsev, A.N.; Kuznetsov, V.A.; Popov, V.E.; Ufimtsev, A.A.; Shtengel, S.V. On efficiency of plasma gasification of wood residues. Biomass Bioenergy 2011, 35, 495–504. [Google Scholar] [CrossRef]
- Weidong, X.; Fulcheri, L.; Gonzalez-Aguilar, J.; Hui, L.; Gruenberger, T.M. Characterization of a 3-phase ac free burning arc plasma. Plasma Sci. Technol. 2006, 8, 156. [Google Scholar] [CrossRef]
- Kiyoumarsi, A.; Nazari, A.; Ataei, M.; Beheshti, H.; Karimi, H. Three dimensional analysis of an AC electric arc furnace. In Proceedings of the 2009 35th Annual Conference of IEEE Industrial Electronics, Porto, Portugal, 3–5 November 2009. [Google Scholar]
- Mc Dougall, I. Finite element modelling of electric currents in AC submerged arc furnaces. In Proceedings of the INFACON XI, Macmillan India, Delhi, India, 18–21 February 2007; Volume 2, pp. 630–637. [Google Scholar]
- Bermudez, A.; Muñiz, M.C.; Pena, F.; Bullón, J. Numerical computation of the electromagnetic field in the electrodes of a three-phase arc furnace. Int. J. Numer. Methods Eng. 1999, 46, 649–658. [Google Scholar] [CrossRef]
- Zhou, Q.; Li, H.; Xu, X.; Liu, F.; Guo, S.; Chang, X.; Guo, W.; Xu, P. Comparative study of turbulence models on highly constricted plasma cutting arc. J. Phys. D Appl. Phys. 2008, 42, 015210. [Google Scholar] [CrossRef]
- Long, N.P.; Tanaka, Y.; Uesugi, Y. Numerical investigation of the swirl gas angle and arc current dependence on evaporation of hafnium cathode in a plasma cutting arc. IEEE Trans. Plasma Sci. 2011, 40, 497–504. [Google Scholar] [CrossRef]
- Murphy, A.B. The effects of metal vapour in arc welding. J. Phys. D Appl. Phys. 2010, 43, 434001. [Google Scholar] [CrossRef]
- Heberlein, J.; Murphy, A. Thermal plasma waste treatment. J. Phys. D Appl. Phys. 2008, 41, 053001. [Google Scholar] [CrossRef]
- Bakken, J.; Gu, L.; Larsen, H.L.; Sevastyanenko, V.G. Numerical modeling of electric arcs. J. Eng. Phys. Thermophys. 1997, 70, 530–543. [Google Scholar] [CrossRef]
- Li, H.-P.; Pfender, E. Three dimensional modeling of the plasma spray process. J. Therm. Spray Technol. 2007, 16, 245–260. [Google Scholar] [CrossRef] [Green Version]
- Fauchais, P.; Montavon, G.; Bertrand, G. From powders to thermally sprayed coatings. J. Therm. Spray Technol. 2010, 19, 56–80. [Google Scholar] [CrossRef] [Green Version]
- Fauchais, P. Understanding plasma spraying. J. Phys. D Appl. Phys. 2004, 37, R86. [Google Scholar] [CrossRef]
- Gonzalez-Aguilar, J.; Dème, I.; Fulcheri, L.; Flamant, G.; Gruenberger, T.M.; Ravary, B. Comparison of simple particle-radiation coupling models applied on a plasma black process. Plasma Chem. Plasma Process. 2004, 24, 603–623. [Google Scholar] [CrossRef]
- Gonzalez, J.-J.; Freton, P.; Reichert, F.; Randrianarivao, D. Turbulence and magnetic field calculations in high-voltage circuit breakers. IEEE Trans. Plasma Sci. 2012, 40, 936–945. [Google Scholar] [CrossRef]
- Chemartin, L.; Lalande, P.; Delalondre, C.; Cheron, B.; Lago, F. Modelling and simulation of unsteady dc electric arcs and their interactions with electrodes. J. Phys. D Appl. Phys. 2011, 44, 194003. [Google Scholar] [CrossRef]
- Ismail, T.M.; Ramos, A.; Monteiro, E.; El-Salam, M.; Rouboa, A. Parametric studies in the gasification agent and fluidization velocity during oxygen-enriched gasification of biomass in a pilot-scale fluidized bed: Experimental and numerical assessment. Renew. Energy 2020, 147, 2429–2439. [Google Scholar] [CrossRef]
- Monteiro, E.; Ismail, T.M.; Ramos, A.; El-Salam, M.; Brito, P.; Rouboa, A. Experimental and modeling studies of Portuguese peach stone gasification on an autothermal bubbling fluidized bed pilot plant. Energy 2018, 142, 862–877. [Google Scholar] [CrossRef]
- Nordborg, H.; Iordanidis, A. Self-consistent radiation based modelling of electric arcs: I. Efficient radiation approximations. J. Phys. D Appl. Phys. 2008, 41, 135205. [Google Scholar] [CrossRef]
- Selvan, B.; Ramachandran, K.; Sreekumar, K.P.; Thiyagarajan, T.K.; Ananthapadmanabhan, P.V. Three-dimensional numerical modeling of an Ar-N2 plasma arc inside a non-transferred torch. Plasma Sci. Technol. 2009, 11, 679. [Google Scholar] [CrossRef]
- Gonzalez, J.; Lago, F.; Freton, P.; Masquère, M.; Franceries, X. Numerical modelling of an electric arc and its interaction with the anode: Part II. The three-dimensional model—influence of external forces on the arc column. J. Phys. D Appl. Phys. 2005, 38, 306. [Google Scholar] [CrossRef]
- Lebouvier, A.; Delalondre, C.; Fresnet, F.; Boch, V.; Rohani, V.; Cauneau, F.; Fulcheri, L. Three-dimensional unsteady MHD modeling of a low-current high-voltage nontransferred DC plasma torch operating with air. IEEE Trans. Plasma Sci. 2011, 39, 1889–1899. [Google Scholar] [CrossRef] [Green Version]
- Lebouvier, A.; Delalondre, C.; Fresnet, F.; Cauneau, F.; Fulcheri, L. 3D MHD modelling of low current–high voltage DC plasma torch under restrike mode. J. Phys. D Appl. Phys. 2011, 45, 25204. [Google Scholar] [CrossRef] [Green Version]
- Janajreh, I.; Raza, S.S.; Valmundsson, A.S. Plasma gasification process: Modeling, simulation and comparison with conventional air gasification. Energy Convers Manag. 2013, 65, 801–809. [Google Scholar] [CrossRef]
- Minutillo, M.; Perna, A.; Di Bona, D. Modelling and performance analysis of an integrated plasma gasification combined cycle (IPGCC) power plant. Energy Convers Manag. 2009, 50, 2837–2842. [Google Scholar] [CrossRef]
- Agon, N.; Hrabovský, M.; Chumak, O.; Hlína, M.; Kopecký, V.; Mašláni, A.; Bosmans, A.; Helsen, L.; Skobljad, S.; Van Oost, G.; et al. Plasma gasification of refuse derived fuel in a single-stage system using different gasifying agents. Waste Manag. 2016, 47 Pt B, 246–255. [Google Scholar] [CrossRef]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Tar evolution in a two stage fluid bed–plasma gasification process for waste valorization. Fuel Process. Technol. 2014, 128, 146–157. [Google Scholar] [CrossRef]
- Gräber, W.-D.; Hüttinger, K.J. Chemistry of methane formation in hydrogasification of aromatics. 1. Non-substituted aromatics. Fuel 1982, 61, 499–504. [Google Scholar] [CrossRef]
- Nelson, P.F.; Hüttinger, K.J. The effect of hydrogen pressure and aromatic structure on methane yields from the hydropyrolysis of aromatics. Fuel 1986, 65, 354–361. [Google Scholar] [CrossRef]
- Doolan, K.R.; Mackie, J.C.; Tyler, R.J. Coal flash pyrolysis: Secondary cracking of tar vapours in the range 870–2000 K. Fuel 1987, 66, 572–578. [Google Scholar] [CrossRef]
- Boroson, M.L.; Howard, J.B.; Longwell, J.P.; Peters, W.A. Product yields and kinetics from the vapor phase cracking of wood pyrolysis tars. AIChE J. 1989, 35, 120–128. [Google Scholar] [CrossRef]
- Dufour, A.; Valin, S.; Castelli, P.; Thiery, S.; Boissonnet, G.; Zoulalian, A.; Glaude, P.-A. Mechanisms and kinetics of methane thermal conversion in a syngas. Ind. Eng. Chem. Res. 2009, 48, 6564–6572. [Google Scholar] [CrossRef]
- Brezinsky, K. The high-temperature oxidation of aromatic hydrocarbons. Prog. Energy Combust. Sci. 1986, 12, 1–24. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| Parameter | Luminescent Discharge | Dielectric Discharge | Gliding Arc | Plasma Torch |
|---|---|---|---|---|
| Pressure [bar] | <0.010 | 1 | 1 | >1 |
| Electron energy [eV] | <5 | 1–10 | 1–10 | 1–3 |
| Electron density [cm−3] | 108–1011 | 1011–1012 | >1013 | 1015–1016 |
| Gas temperature [K] | 300–600 | 300–600 | 300–2000 | 3000–10,000 |
| Voltage [V] | 400–900 | <103 | <103 | 100–500 |
| Electric current [A] | <1 | <0.3 | <1 | 75–500 |
| Type | Use | Reference |
|---|---|---|
| Indirect ignition | A conductive rod that plays the role of an antenna is used. The microwaves are then captured and concentrated at the tip of the rod | [63] |
| Resonator cavity | Able to make the maximum electric field where plasma gas flows | [64] |
| Helical coil | Induces a circularly polarized wave. The energy that is transferred to the electrons is then increased | [65] |
| Material with electrically conductive and heat resistant properties | This material can easily generate stable plasma when irradiated by microwaves in an argon stream | [66] |
| Excitation | Source | Advantages | Limitations | Applications |
|---|---|---|---|---|
| MIP | Metallic torches |
|
|
|
| Semi-metallic torches |
|
|
| |
| DC | Arc plasma torch |
|
|
|
| RF | ICP torch |
|
|
|
| Reference | Input Composition | Temperature (°C) | Gasifying Agent | Torch | Output Composition (%) | Efficiency (%) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| H2 | CO | CO2 | N2 | CH4 | H2O | ||||||
| [11] | 100% MSW | 850 | Steam | MIP | 44 | 24 | 9 | 9.3 | 3 | 9.6 | 51.0 |
| [28] | 50%MSW and 50% PHW | 4000 | Oxygen | DC non-transferred arc plasma torch | 60.51 | 32.35 | 7.03 | - | <0.1 | 0 | 41.0 |
| [29] | 100% MSW | 1500 | Air | DC-Arc | 24.4 | 22 | 9 | 35.4 | <0.1 | 3.8 | 49.6 |
| 2000 | 27.2 | 24.5 | 8.1 | 32 | <0.1 | 3.8 | 49.2 | ||||
| 2500 | 29.1 | 26.3 | 7.5 | 29.6 | <0.1 | 3.8 | 48.7 | ||||
| [153] | 100% MSW | 4000 | Air | DC non-transferred arc plasma torch | 43.50 | 34.50 | 0.03 | 5.63 | 0.01 | 16.22 | 43.3 |
| [154] | 100% MSW | 2500 | Air | DC-ARC model EquiPlasmaJet | 21.04 | 33.79 | - | 26.97 | 5.97 | 11.68 | 31.0 |
| O2 40%/N2 60% (v/v) | 31.49 | 38.73 | 0.42 | 16.32 | - | 12.50 | |||||
| Air | 28.65 | 37.37 | 1.41 | 17.12 | - | 14.91 | |||||
| [155] | RDF from excavated waste; 59% MSW, 41% industrial waste | ~1327 | CO2/O2 | hybrid DC water/argon stabilized | 26.5 | 43 | 18 | - | 2 | - | 42.0 |
| 27 | 44.3 | 16 | - | 2.1 | - | 42.0 | |||||
| 30.5 | 46 | - | 2.5 | - | 48.0 | ||||||
| Steam | 53 | 30 | 5.9 | - | 6 | - | 56 | ||||
| 53.7 | 26.9 | 6 | - | 4.3 | - | 56 | |||||
| CO2/H2O | 37.5 | 42 | 8.5 | - | 3.9 | - | 54 | ||||
| O2/H2O | 42.5 | 36.5 | 6.5 | - | 3.0 | - | 53 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliveira, M.; Ramos, A.; Ismail, T.M.; Monteiro, E.; Rouboa, A. A Review on Plasma Gasification of Solid Residues: Recent Advances and Developments. Energies 2022, 15, 1475. https://doi.org/10.3390/en15041475
Oliveira M, Ramos A, Ismail TM, Monteiro E, Rouboa A. A Review on Plasma Gasification of Solid Residues: Recent Advances and Developments. Energies. 2022; 15(4):1475. https://doi.org/10.3390/en15041475
Chicago/Turabian StyleOliveira, Matheus, Ana Ramos, Tamer M. Ismail, Eliseu Monteiro, and Abel Rouboa. 2022. "A Review on Plasma Gasification of Solid Residues: Recent Advances and Developments" Energies 15, no. 4: 1475. https://doi.org/10.3390/en15041475
APA StyleOliveira, M., Ramos, A., Ismail, T. M., Monteiro, E., & Rouboa, A. (2022). A Review on Plasma Gasification of Solid Residues: Recent Advances and Developments. Energies, 15(4), 1475. https://doi.org/10.3390/en15041475