

Production and Testing of Butyl and Methyl Esters as New Generation Biodiesels from Fatty Wastes of the Leather Industry

 and
and
Abstract
1. Introduction
2. Materials and Methods
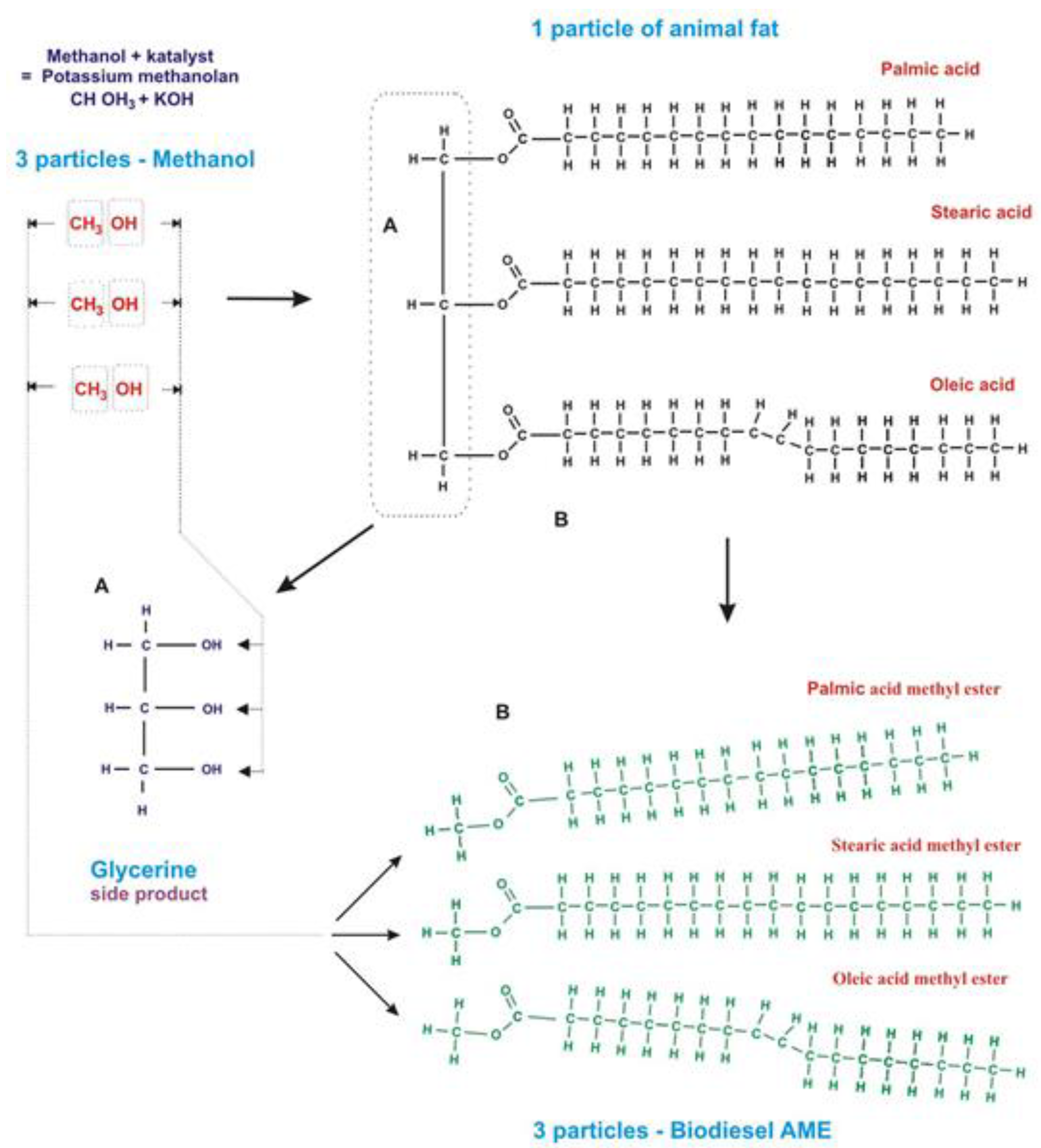
2.1. Production of Biodiesel
2.2. Research Apparatus
3. Test Results and Discussion
4. Conclusions
- The use of proprietary technologies and the reactor as well as the transesterification model allowed for the production of esters that meet the requirements of EN-14214.
- The use of butyl alcohol in the production of AFBE allowed to obtain esters, which generally had better properties than AFME, for the production of which methyl alcohol was used.
- The density and kinematic viscosity of AFBE biodiesel are slightly lower, which is more favourable than that of AFME biodiesel. They are also slightly higher than that of diesel fuel.
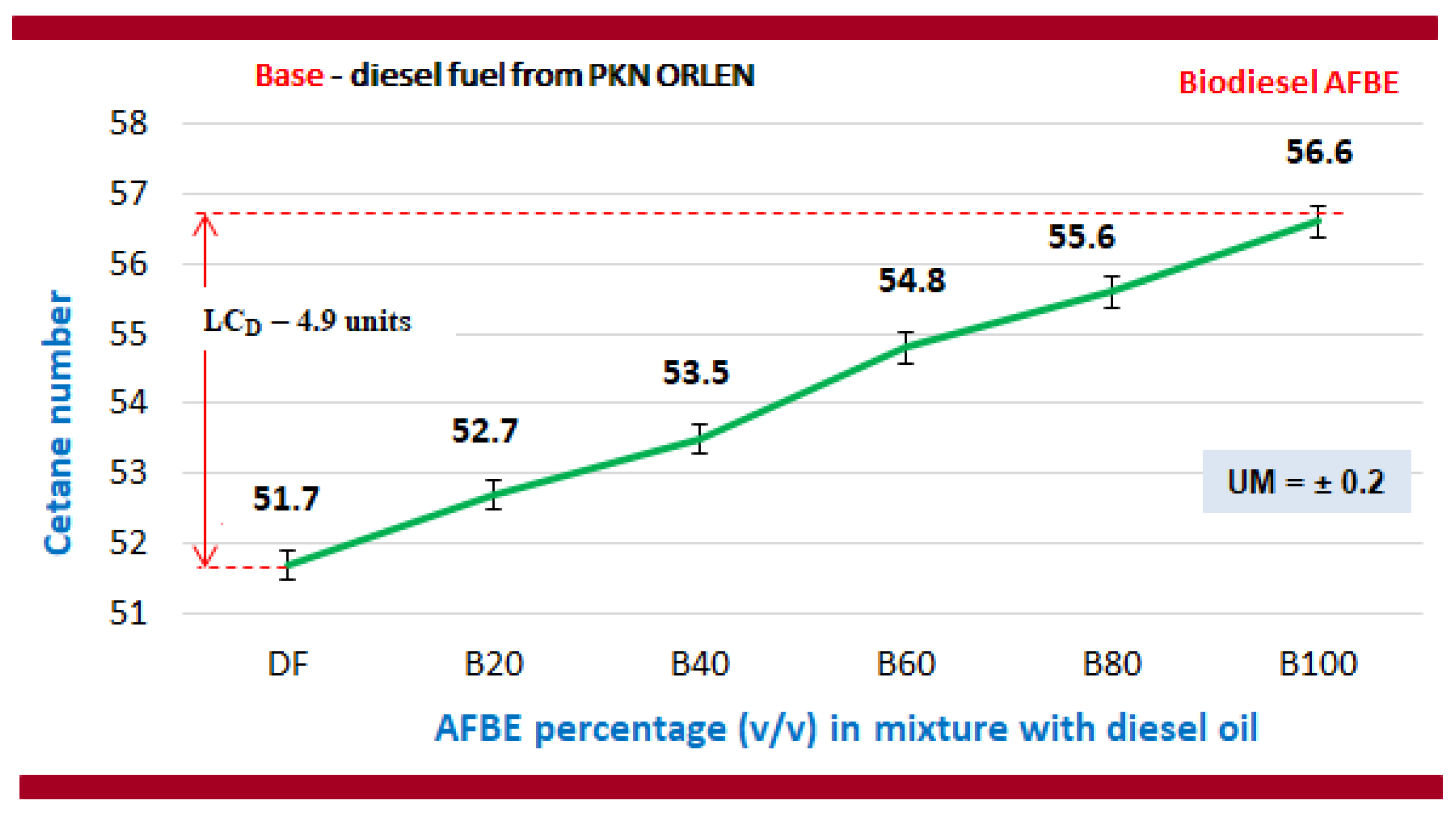
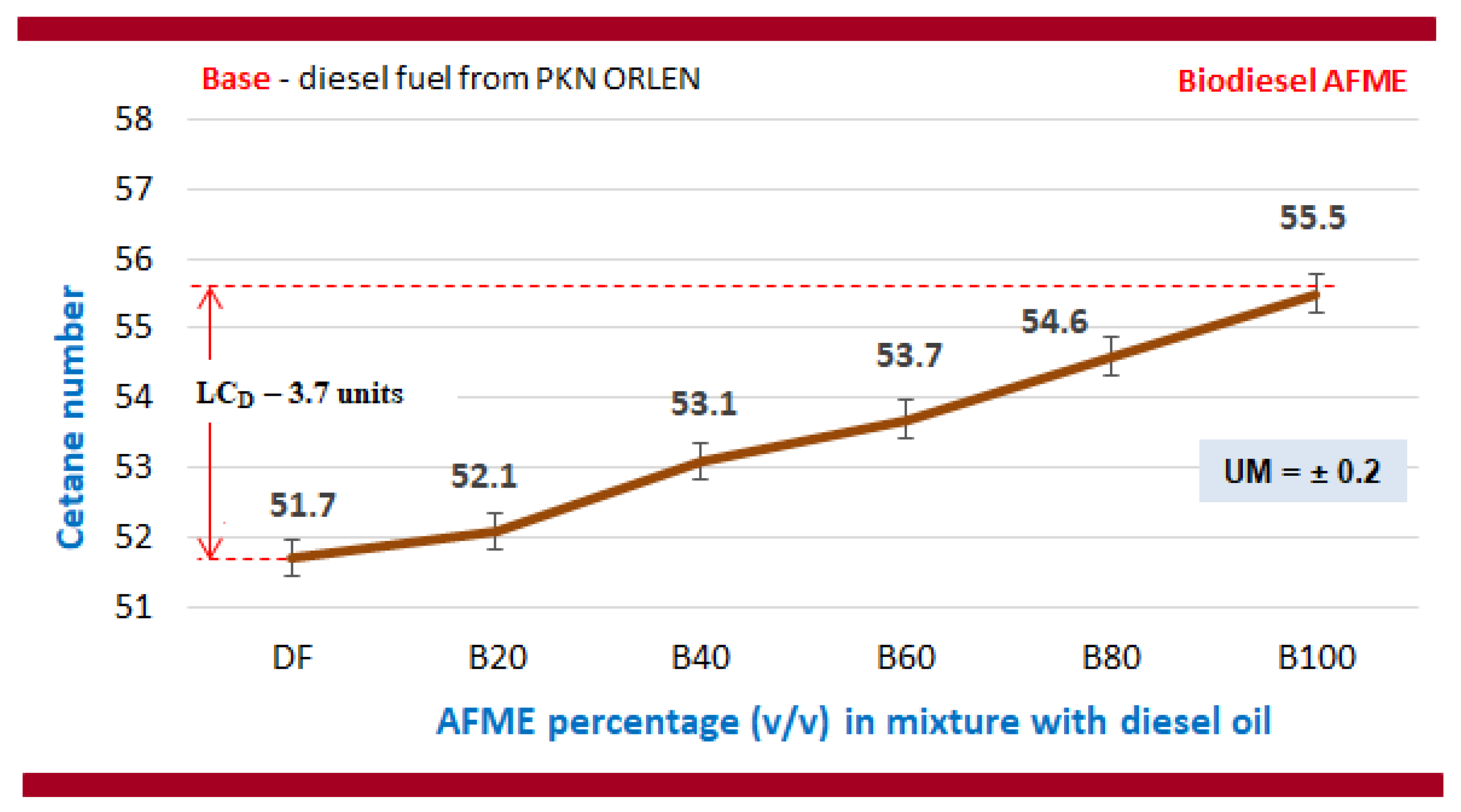
- The AFBE cetane number is by 1.2 units higher than the AFME cetane number. Moreover, the determined values of the AFBE and AFME cetane numbers were higher than that of commercial diesel fuel available at ORLEN S.A. filling stations. The addition of esters to diesel fuel increased the cetane number.
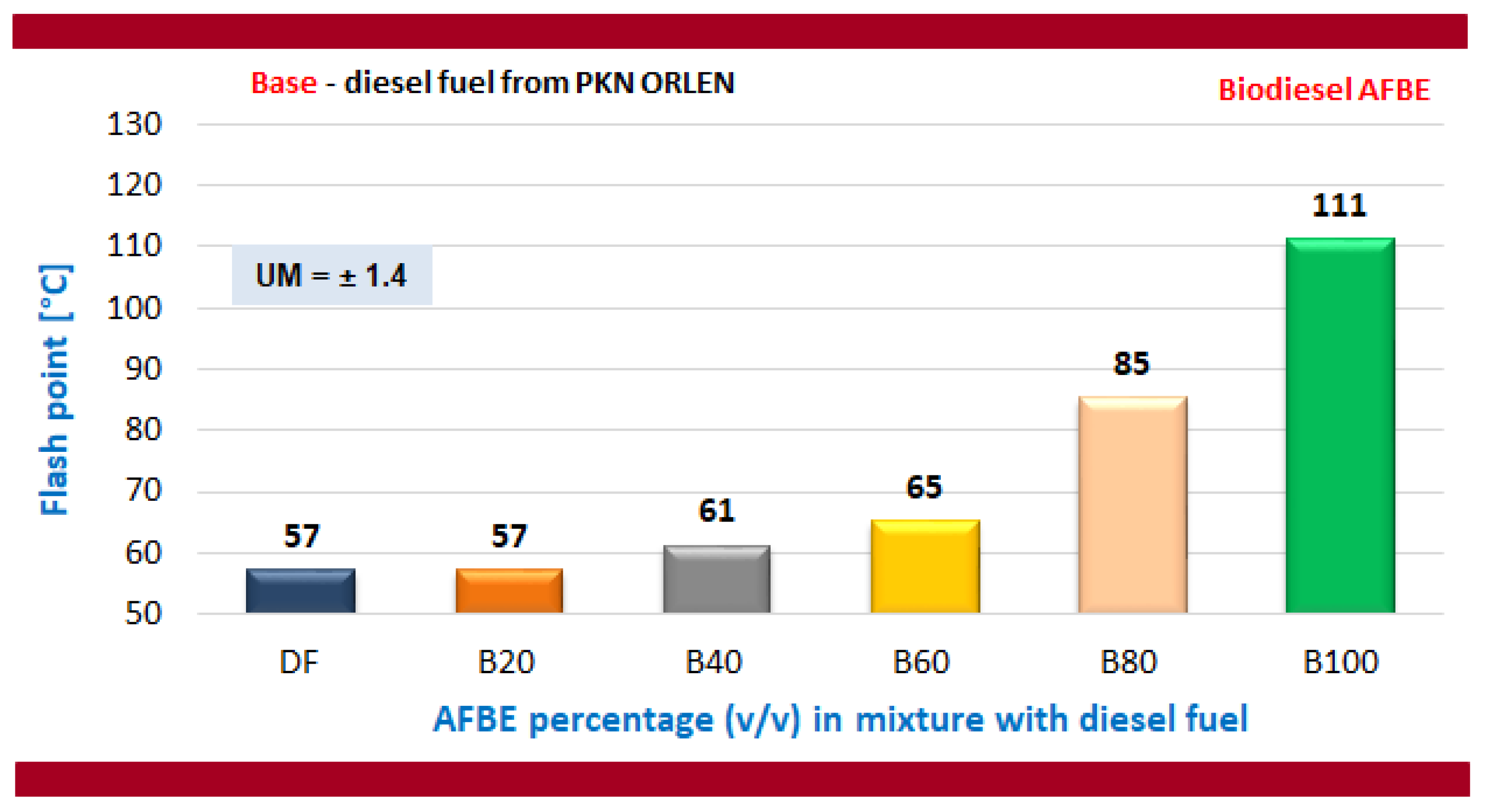
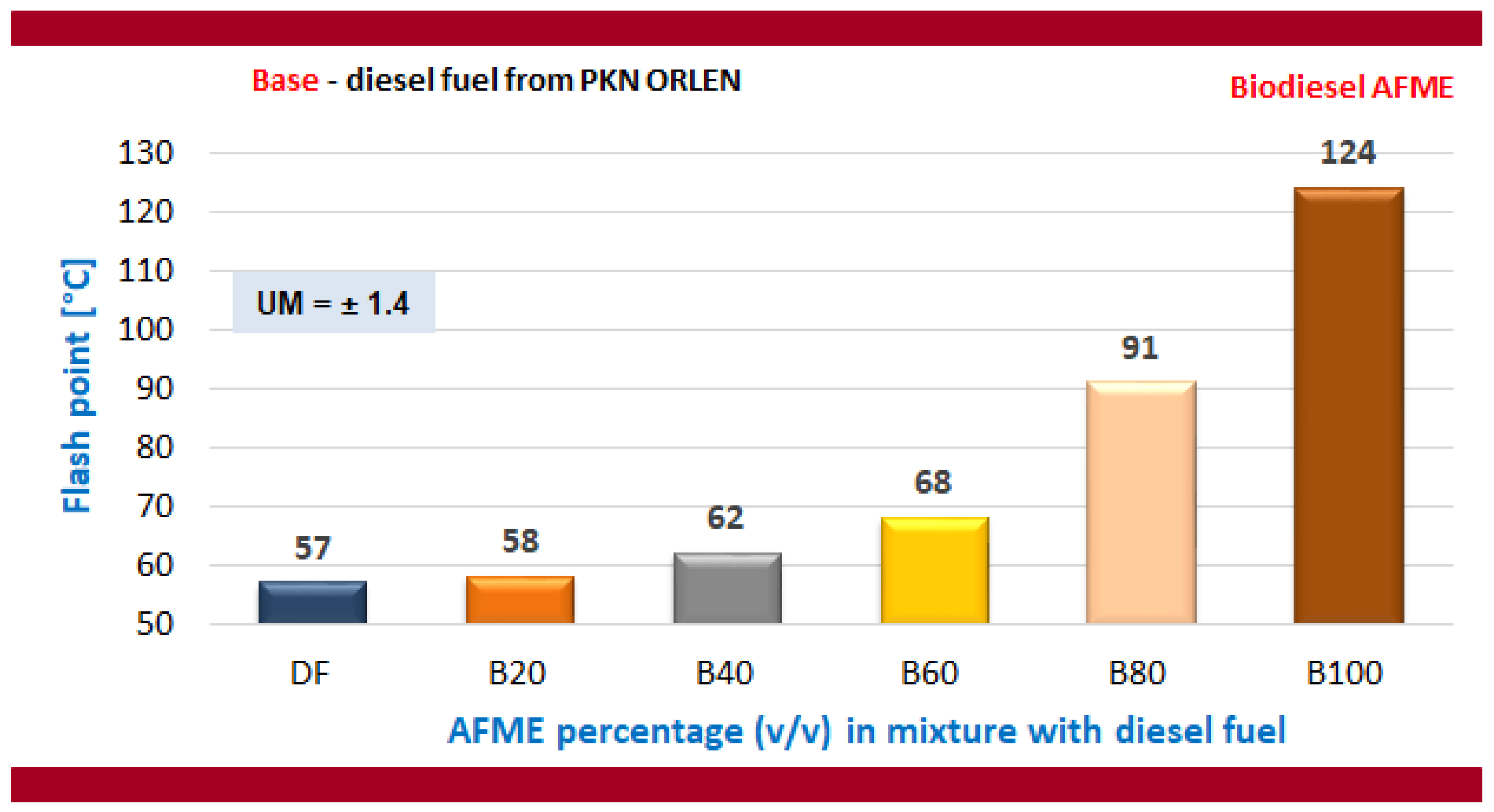
- The flash point of AFBE biodiesel is lower than that of AFME biodiesel and at the same time both values are much higher than the flash point of DF. DF mixtures with the AFME are characterized by higher values of flash points compared to the corresponding DF mixtures with the addition of AFBE.
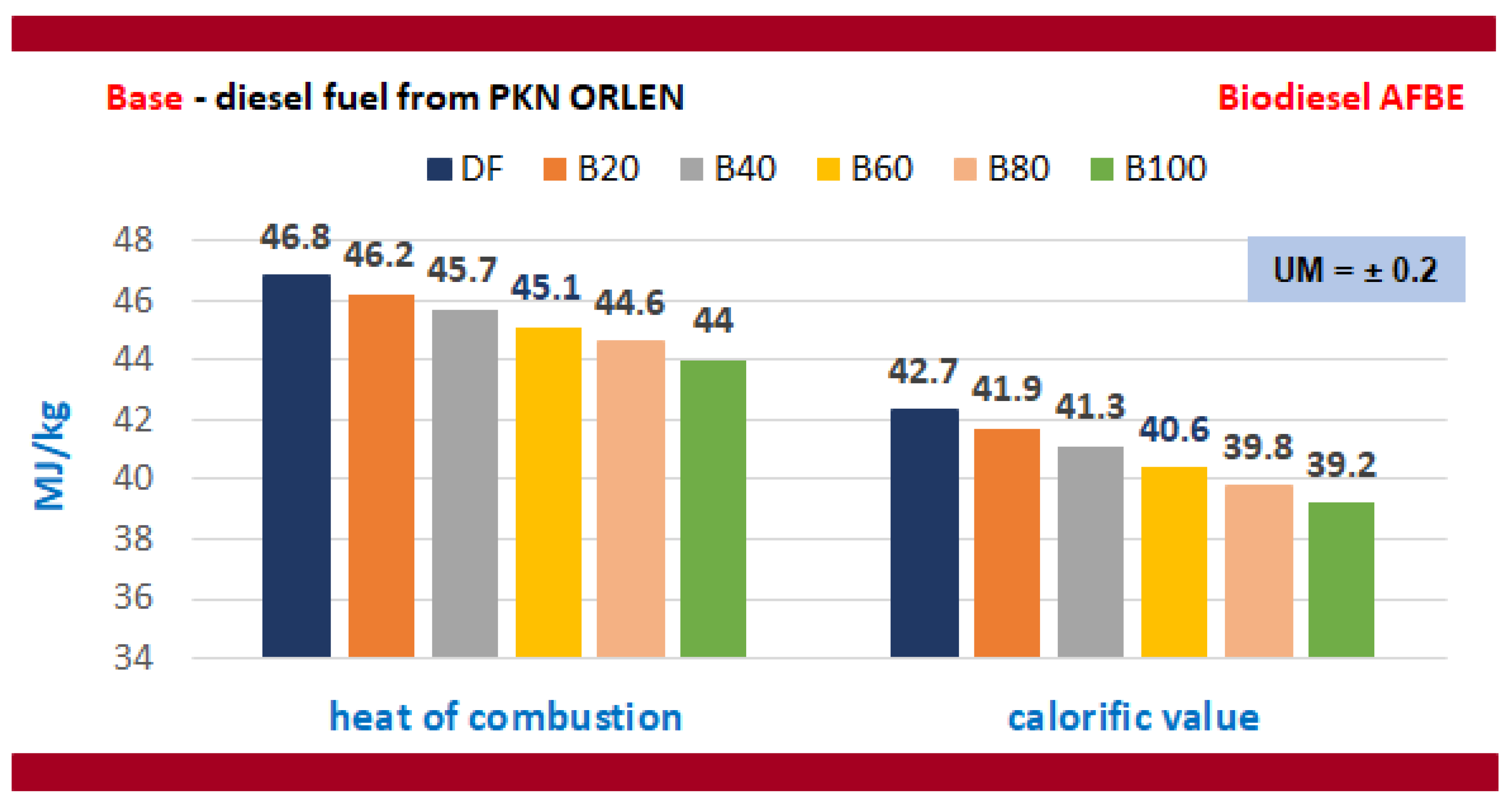
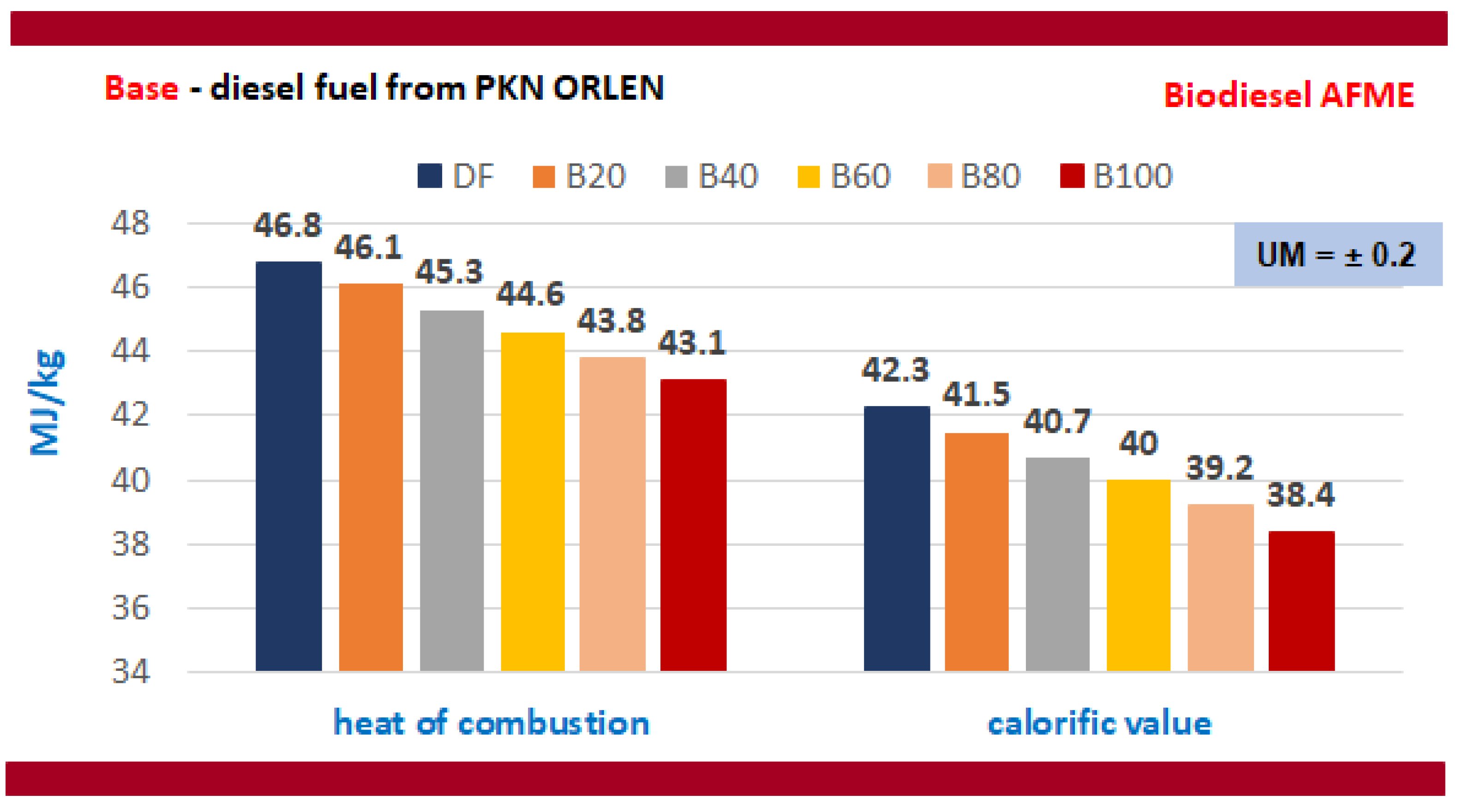
- The heat of combustion and calorific value of AFBE biodiesel showed higher values compared to AFME biodiesel. DF and AFBE mixtures also have slightly higher heat of combustion and calorific value compared to comparable DF and AFME mixtures.
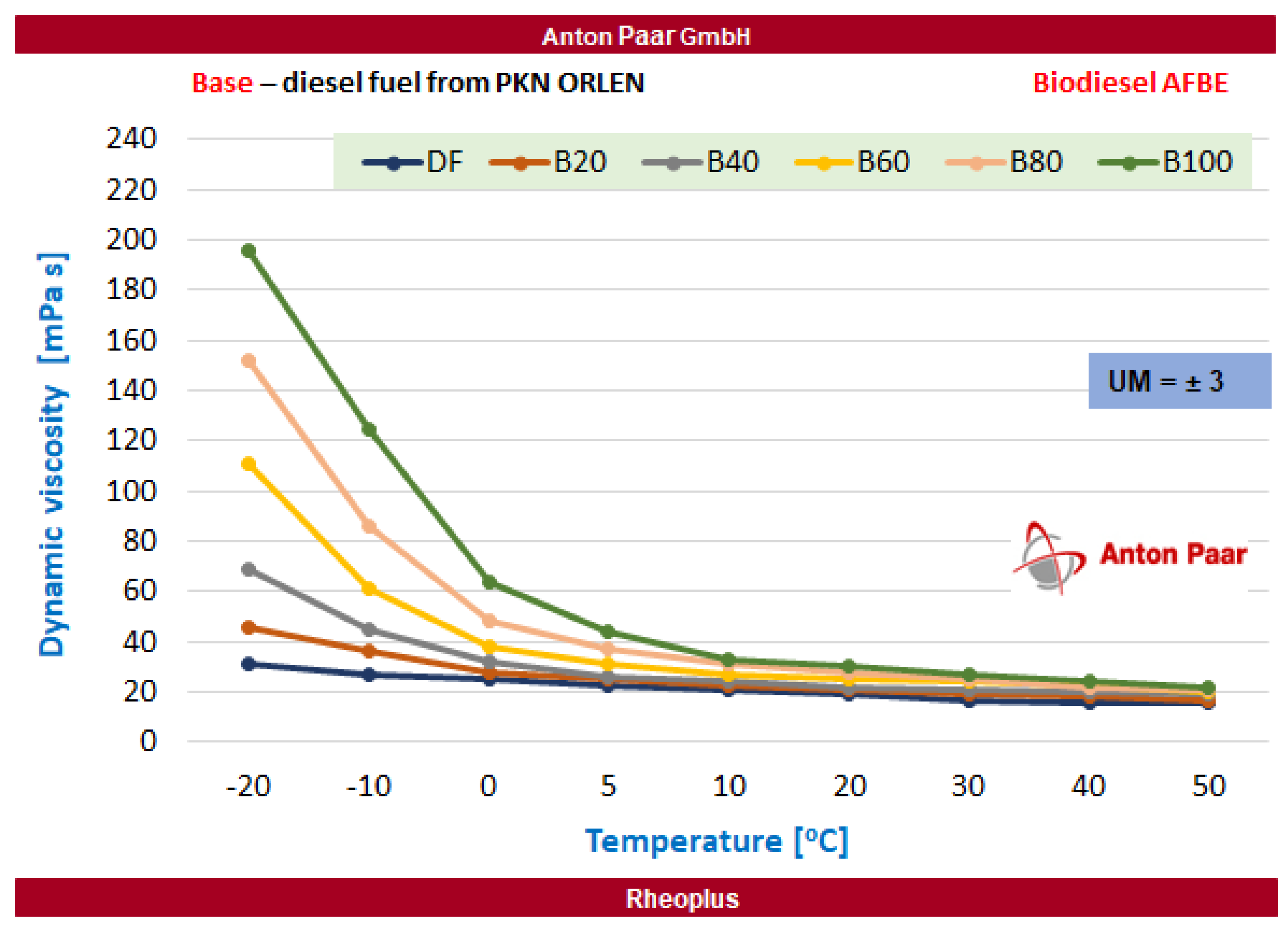
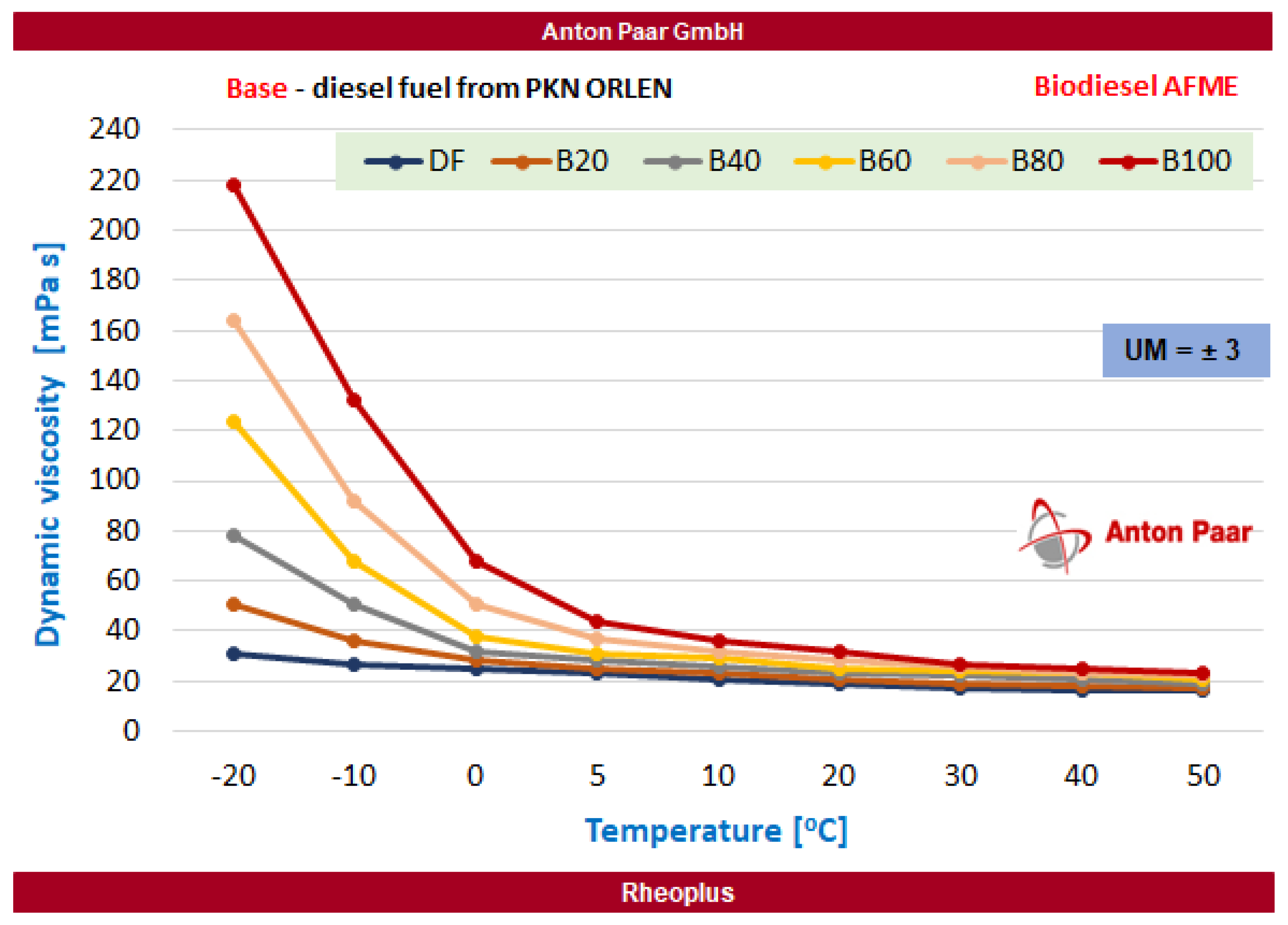
- The dynamic viscosity of AFBE biodiesel in the low temperature range is lower compared to the dynamic viscosity of AFME biodiesel. The dynamic viscosity of the mixtures of DF and AFBE is also lower compared to the corresponding mixtures of DF and AFME.
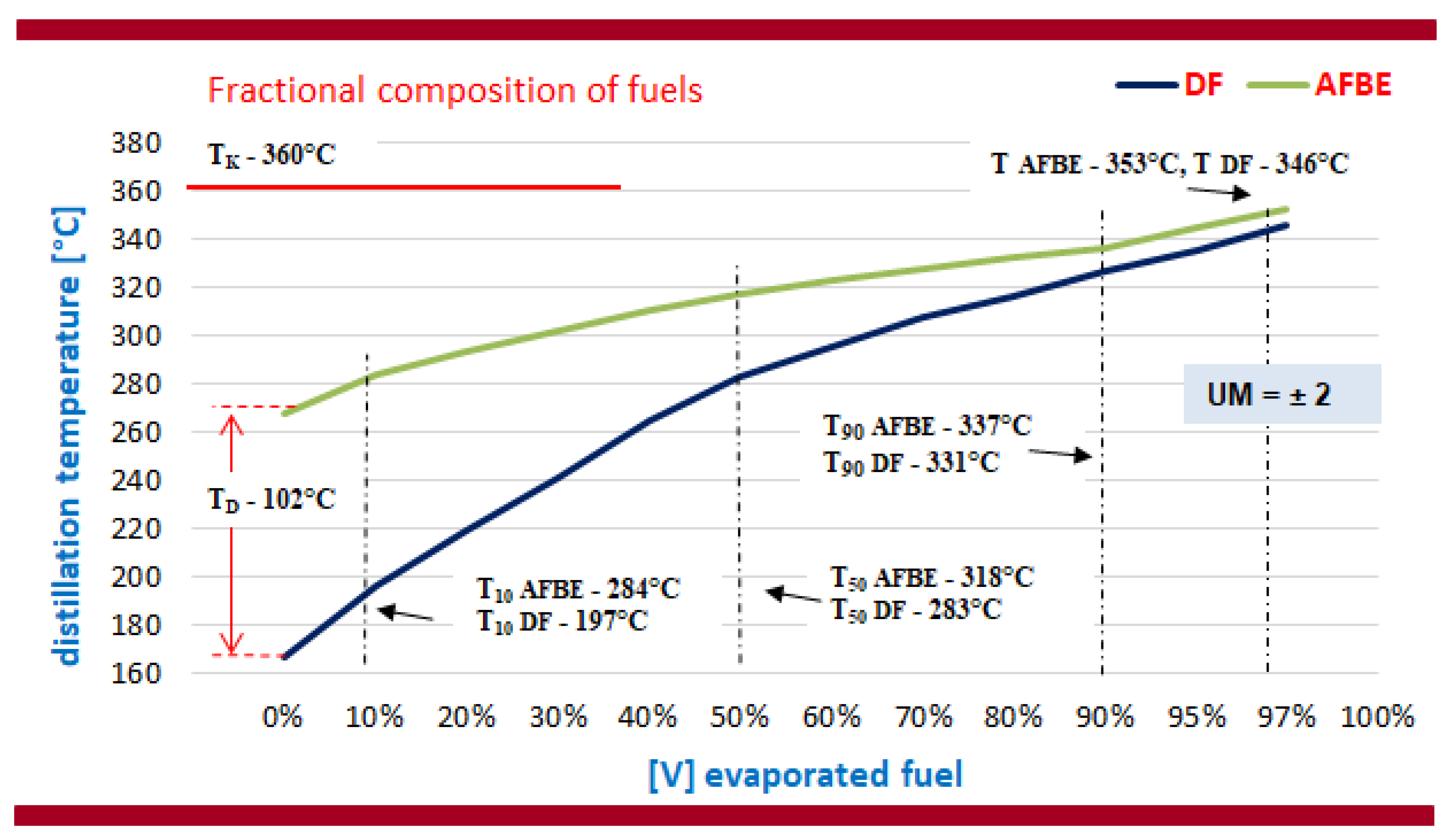
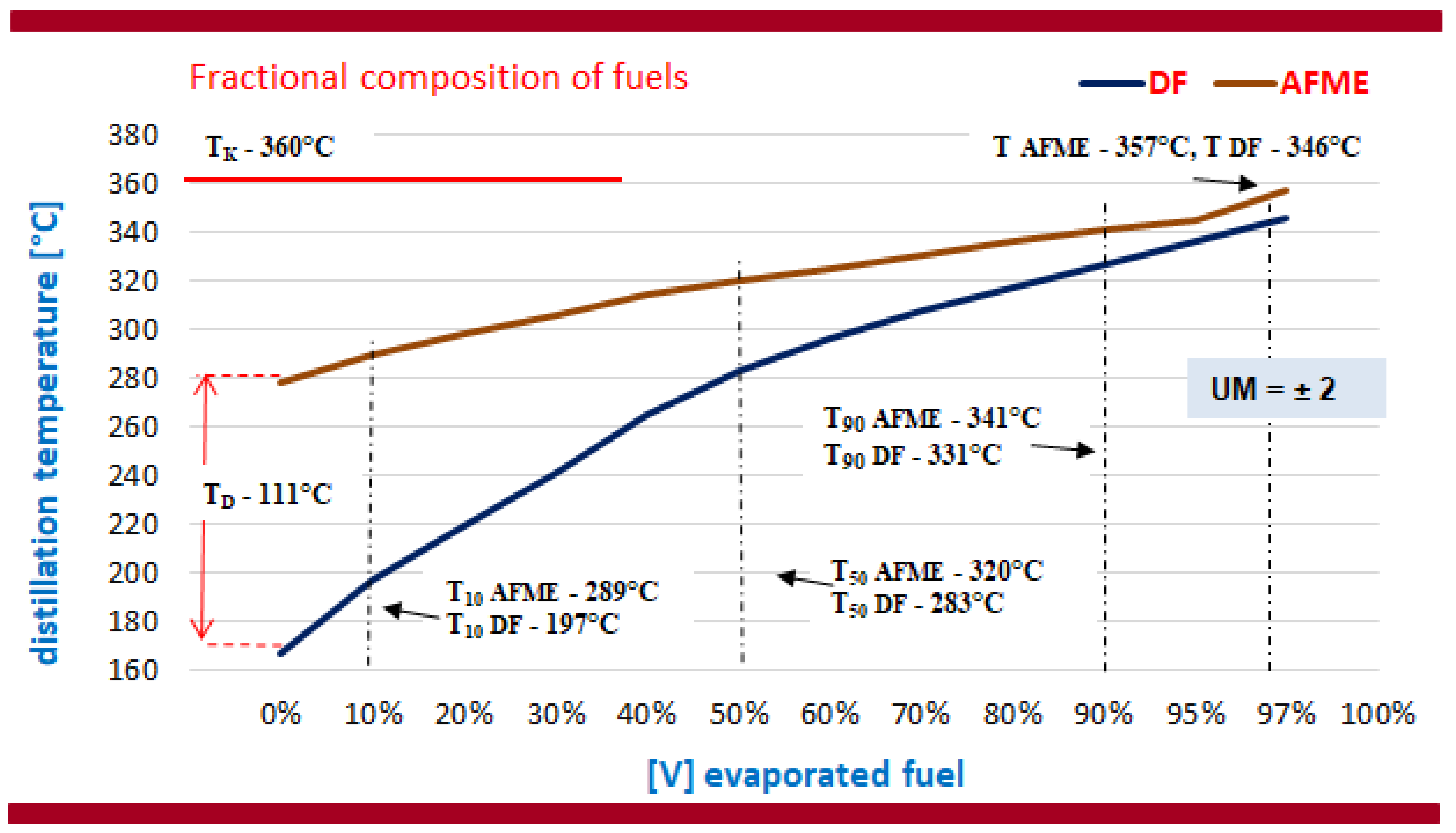
- The initial boiling point and the distillation of subsequent amounts of AFBE biodiesel are slightly lower than the temperatures of distillation of the same volumes of AFME biodiesel. The initial boiling points for AFBE and AFME are much higher compared to the diesel fuel’s IBP. This can cause a deterioration in the cold start of the engine, especially at a low ambient temperature. At the same time, AFBE and AFME completely distilled to 360 °C, which proves that the heaviest fractions of fuel should burn out in the engine and will not accumulate in the form of carbon deposits on the combustion chamber elements, as it also takes place when conventional diesel fuel is used.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| AFBE | animal fats butyl esters |
| AFME | animal fats methyl esters |
| B5, B10, B20, B80 | blends of esters and diesel |
| B100 | pure esters |
| BTE | brake thermal efficiency |
| C6:0 | caproic acid |
| C8:0 | caprylic acid |
| C10:0 | capric acid |
| C12:0 | lauric acid |
| C14:0 | miristic acid |
| C16:0 | palmitic acid |
| C16:1 | palmitoleic acid |
| C18:0 | stearic acid |
| C18:1 | oleic acid |
| C18:2 | linoleic acid |
| C18:3 | linolenic acid |
| C20:0 | arachidic acid |
| C20:1 | eicosenoic acid |
| C22:0 | behenic acid |
| C22:1 | erucic acid |
| C24:0 | lignoceric acid |
| C24:1 | nervonic acid |
| CBE | antioxidants Eugenol |
| CBT | antioxidants TBHQ |
| CFPP | cold filter plugging point |
| CH3COOH | acetic acid |
| CH3OK | potassium methoxide |
| C4H9OK | potassium butoxide |
| CH3OH | methyl alcohol |
| C4H10O | n-butyl alcohol |
| CO | carbon monoxide |
| CO2 | carbon dioxide |
| DF | diesel fuel |
| FAME | fatty acid methyl ester |
| FBP | final boiling point |
| HC | hydrocarbons |
| H2SO4 | sulphuric acid |
| IBP | initial boiling point |
| IRAR | infrared radiant heater |
| KOH | potassium hydroxide |
| NaOH | sodium hydroxide |
| NO | nitrogen oxide |
| NOx | nitrogen oxides |
| SFC | specific fuel consumption |
| SO2 | sulfur dioxide |
| T | distillation end temperature |
| TD | distillation temperature difference for the compared fuels for a specific temperature |
| TK | temperature to which the whole volume of fuel should be distilled |
| T10 | distillation temperature of 10% by volume of fuel |
| T50 | distillation temperature of 50% by volume of fuel |
| T90 | distillation temperature of 90% of the fuel volume |
| TBHQ | tert-butyl hydroquinone |
| UM | measurement uncertainty |
References
- Commission to the European Parliament and the Council. Quality of Petrol and Diesel Fuel Used for Road Transport in the European Union; 19.11.2020, COM(2020) 742 final; Commission to the European Parliament and the Council: Brussels, Belgium, 2017. [Google Scholar]
- Issariyakul, T.; Dalai, A.K. Biodiesel from vegetable oils. Renew. Sustain. Energy Rev. 2014, 31, 446–471. [Google Scholar] [CrossRef]
- Gardyński, L.; Kałdonek, J.; Caban, J. Testing of lubricating properties of mixtures of diesel and RME biofuels with the addition of linoleic acid. Arch. Automot. Eng.—Arch. 2020, 87, 57–66. [Google Scholar] [CrossRef]
- Raman, L.A.; Deepanraj, B.; Rajakumar, S.; Sivasubramanian, V. Experimental investigation on performance, combustion and emission analysis of a direct injection diesel engine fuelled with rapeseed oil biodiesel. Fuel 2019, 246, 69–74. [Google Scholar] [CrossRef]
- Kurczyński, D. Eeffect of the RME biodiesel on the diesel engine fuel consumption and emission. Communications 2021, 23, 308–316. [Google Scholar] [CrossRef]
- Smuga-Kogut, M. The importance of biofuel production in Poland on the example of bioethanol. Autobusy 2015, 6, 202–205. [Google Scholar]
- Razzaq, L.; Imran, S.; Anwar, Z.; Farooq, M.; Abbas, M.M.; Khan, H.M.; Asif, T.; Amjad, M.; Soudagar, M.E.M.; Shaukat, N.; et al. Maximising Yield and Engine Efficiency Using Optimised Waste Cooking Oil Biodiesel. Energies 2020, 13, 5941. [Google Scholar] [CrossRef]
- Huo, S.; Dong, R.; Wang, Z.; Pang, C.; Yuan, Z.; Zhu, S.; Chen, L. Available Resources for Algal Biofuel Development in China. Energies 2011, 4, 1321–1335. [Google Scholar] [CrossRef]
- Saladini, F.; Patrizi, N.; Pulselli, F.M.; Marchettini, N.; Bastianoni, S. Guidelines for emergy evaluation of first, second and third generation biofuels. Renew. Sustain. Energy Rev. 2016, 66, 221–227. [Google Scholar] [CrossRef]
- Chen, J.; Li, J.; Dong, W.; Zhang, X.; Tyagi, R.D.; Drogui, P.; Surampalli, R.Y. The potential of microalgae in biodiesel production. Renew. Sustain. Energy Rev. 2018, 90, 336–346. [Google Scholar] [CrossRef]
- Kirubakaran, M.; Arul MozhiSelvan, V. A comprehensive review of low cost biodiesel production from waste chicken fat. Renew. Sustain. Energy Rev. 2018, 82, 390–401. [Google Scholar] [CrossRef]
- Kurczyński, D.; Łagowski, P.; Wcisło, G. Experimental study of fuel consumption and exhaust gas composition of a diesel engine powered by biodiesel from waste of animal origin. Energies 2021, 14, 3472. [Google Scholar] [CrossRef]
- Directive (EU) 2018/2001 of the European Parliament and of the Council of 11 December 2018 on the Promotion of the Use of Energy from Renewable Sources; The European Union: Brussels, Belgium, 2018.
- Vargas-Ibáñez, L.T.; Cano-Gómez, J.J.; Zwolinski, P.; Evrard, D. Environmental assessment of an animal fat based biodiesel: Defining goal, scope and life cycle inventory. Procedia CIRP 2020, 90, 215–219. [Google Scholar] [CrossRef]
- Taravus, S.; Temur, H.; Yartasi, A. Alkali-Catalyzed Biodiesel Production from Mixtures of Sunflower Oil and Beef Tallow. Energy Fuels 2009, 23, 4112–4115. [Google Scholar] [CrossRef]
- Nelson, R.C.; Hower, S.A.; Weber, J.A. Potential feedstock supply and costs for biodiesel production. In Proceedings of the Sixth National Bioenergy Conference, Reno, NV, USA, 2–6 October 1994. [Google Scholar]
- Banković-Ilić, I.; Stojković, I.J.; Stamenković, O.S.; Velijkovic, V.B.; Hung, Y.-T. Waste animal fats as feedstocks for biodiesel production. Renew. Sustain. Energy Rev. 2014, 32, 238–254. [Google Scholar] [CrossRef]
- Öner, C.; Altun, Ş. Biodiesel production from inedible animal tallow and an experimental investigation of its use as alternative fuel in a direct injection diesel engine. Appl. Energy 2009, 86, 2114–2120. [Google Scholar] [CrossRef]
- Kalligeros, S.; Zannikos, F.; Stournas, S.; Lois, E.; Anastopoulos, G.; Teas, C.; Sakellaropoulos, F. An investigation of using biodiesel/marine diesel blends on the performance of a stationary diesel engine. Biomass Bioenergy 2003, 24, 141–149. [Google Scholar] [CrossRef]
- Mata, T.M.; Cardoso, N.; Ornelas, M.; Neves, S.; Caetrano, N.S. Evaluation of two puryfication methods of biodiesel from beef tallow, pork lard and chicken fat. Energy Fuels 2011, 25, 4756–4762. [Google Scholar] [CrossRef]
- Alptekin, E.; Canakci, M. Optimalization of transestrification for metyl ester production from chicken fat. Fuel 2011, 90, 2630–2638. [Google Scholar] [CrossRef]
- Bhatti, H.N.; Hanif, M.A.; Qasim, M.; Rehman, A.U. Biodiesel production from waste tallow. Fuel 2008, 87, 2961–2966. [Google Scholar] [CrossRef]
- Gameiro, M.; Lisboa, P.; Paiża, A.; Barreiros, S.; Simoes, P. Supercritical carbon dioxide-based integrated continuous extraction of oil from chicken feather meal, and its conversion to biodiesel in a packed-bed enzymatic reactor at pilot scale. Fuel 2015, 153, 135–142. [Google Scholar] [CrossRef]
- Toldrá-Reig, F.; Mora, L.; Toldrá, F. Developments in the Use of Lipase Transesterification for Biodiesel Production from Animal Fat Waste. Appl. Sci. 2020, 10, 5085. [Google Scholar] [CrossRef]
- Hájek, M.; Vávra, A.; de Paz Carmona, H.; Kocík, J. The Catalysed Transformation of Vegetable Oils or Animal Fats to Biofuels and Bio-Lubricants: A Review. Catalysts 2021, 11, 1118. [Google Scholar] [CrossRef]
- Senthil Kumar, M.; Kerihuel, A.; Belletre, J.; Tazerout, M. A Comparative study of different methods of using animal fat as a fuel In a compression ignition engine. J. Eng. Gas Turbines Power 2006, 128, 907–914. [Google Scholar] [CrossRef]
- Yahyaee, R.; Ghobadian, B.; Najafi, G. Waste fish oil biodiesel as a source of renewable fuel in Iran. Renew. Sustain. Energy Rev. 2013, 17, 312–319. [Google Scholar] [CrossRef]
- Ramos, T.C.P.M.; Santos, E.P.S.; Ventura, M.; Pina, J.C.; Cavalheiro, A.A.; Fiorucci, A.R.; Silva, M.S. Eugenol and TBHQ antioxidant actions in commercial biodiesel obtained by soybean oil and animal fat. Fuel 2021, 286, 119374. [Google Scholar] [CrossRef]
- Pereira, G.G.; Garcia, R.K.A.; Ferreira, I.I.; Barrera-Arellano, D. Soybean and soybean/beef-tallow biodiesel: A comparative study on oxidative degradation during long-term storage. J. Am. Oil Chem. Soc. 2017, 94, 587–593. [Google Scholar] [CrossRef]
- Chakraborty, R.; Sahu, H. Intensification of biodiesel production from waste goat tallow using infrared radiation: Process evaluation through response surface methodology and artificial neural network. Appl. Energy 2014, 114, 827–836. [Google Scholar] [CrossRef]
- Arumugam, A.; Ponnusami, V. Production of biodiesel by enzymatic transesterification of waste sardine oil and evaluation of its engine performance. Heliyon 2017, 3, e00486. [Google Scholar] [CrossRef]
- Singh, B.P. Performance and emission characteristics of conventional engine running on Jatropha oil. J. Mech. Sci. Technol. 2013, 27, 2569–2574. [Google Scholar] [CrossRef]
- Vafakish, B.; Barari, M. Biodiesel Production by Transesterification of Tallow Fat Using Heterogeneous Catalysis, Kemija U Industriji. J. Chem. Chem. Eng. Croat. 2017, 66, 47–52. [Google Scholar] [CrossRef]
- Venkateswarulu, T.C.; Mikkili, I.; Srirama, K.; Md, N.B.; Dulla, J.B. Biodiesel Production from Chicken Feather Meal and its Performance Analysis on Diesel Engine Analysis on Diesel Engine. Karbala Int. J. Mod. Sci. 2020, 6, 2. [Google Scholar] [CrossRef]
- Odetoye, T.E.; Agu, J.O.; Ajala, E.O. Biodiesel production from poultry wastes: Waste chicken fat and eggshell. J. Environ. Chem. Eng. 2021, 9, 105654. [Google Scholar] [CrossRef]
- Alptekin, E.; Canakci, M.; Sanli, H. Biodiesel production from vegetable oil and waste animal fats in a pilot plant. Waste Manag. 2014, 34, 2146–2154. [Google Scholar] [CrossRef] [PubMed]
- Adewale, P.; Dumont, M.-J.; Ngadi, M. Recent trends of biodiesel production from animal fat wastes and associated production techniques. Renew. Sustain. Energy Rev. 2015, 45, 574–588. [Google Scholar] [CrossRef]
- Lugo-Méndez, H.; Sánchez-Domínguez, M.; Sales-Cruz, M.; Olivares-Hernández, R.; Lugo-Leyte, R.; Torres-Aldaco, A. Synthesis of biodiesel from coconut oil and characterization of its blends. Fuel 2021, 295, 120595. [Google Scholar] [CrossRef]
- Perveen, S.; Hanif, M.A.; Nadeem, R.; Rashid, U.; Azeem, M.W.; Zubair, M.; Nisar, N.; Alharthi, F.A.; Moser, B.R. A Novel Route of Mixed Catalysis for Production of Fatty Acid Methyl Esters from Potential Seed Oil Sources. Catalysts 2021, 11, 811. [Google Scholar] [CrossRef]
- Estevez, R.; Aguado-Deblas, L.; López-Tenllado, F.J.; Luna, C.; Calero, J.; Romero, A.A.; Bautista, F.M.; Luna, D. Biodiesel Is Dead: Long Life to Advanced Biofuels—A Comprehensive Critical Review. Energies 2022, 15, 3173. [Google Scholar] [CrossRef]
- Adewale, P.; Dumont, M.-J.; Ngadi, M. Rheological, thermal and physicochemical characterization of animal fat wastes destined for biodiesel production. Energy Technol. 2014, 2, 634–642. [Google Scholar] [CrossRef]
- Wcisło, G. Analysis of the Effect of Rapeseed Varieties on RME Biofuel Properties and Compression Ignition Engine Performance Parameters; Habilitation Monograph Publisher: Kraków, Poland, 2013. [Google Scholar]
- Kurczyński, D.; Łagowski, P.; Wcisło, G. Experimental study into the effect of the second-generation BBuE biofuel use on the diesel engine parameters and exhaust composition. Fuel 2021, 284, 118982. [Google Scholar] [CrossRef]
- Keskin, A.; Şen, M.; Emiroğlu, A.O. Experimental studies on biodiesel production from leather industry waste fat and its effect on diesel engine characteristics. Fuel 2020, 276, 118000. [Google Scholar] [CrossRef]
- Mutreja, V.; Singh, S.; Ali, A. Biodiesel from mutton fat using KOH impregnated MgO as heterogeneous catalysts. Renew. Energy 2011, 36, 2253–2258. [Google Scholar] [CrossRef]
- Ge, S.; Brindhadevi, K.; Xia, C.; Elesawy, B.H.; Elfasakhany, A.; Unpaprom, Y.; Van Doan, H. Egg shell catalyst and chicken waste biodiesel blends for improved performance, combustion and emission characteristics. Fuel 2021, 306, 121633. [Google Scholar] [CrossRef]
- Mikulski, M.; Duda, K.; Wierzbicki, S. Performance and emissions of a CRDI diesel engine fuelled with swine lard methyl esters–diesel mixture. Fuel 2016, 164, 206–219. [Google Scholar] [CrossRef]
- Sander, A.; Košćcak, M.A.; Kosir, D.; Milosavljević, N.; ParlovVuković, J.; Magić, L. The influence of animal fat type and purification conditions on biodiesel quality. Renew. Energy 2018, 118, 752–760. [Google Scholar] [CrossRef]
- Selvam, D.J.P.; Vadivel, K. Performance and emission analysis of DI diesel engine fuelled with methyl esters of beef tallow and diesel blends. Procedia Eng. 2012, 38, 342–358. [Google Scholar] [CrossRef]
- Arnaud, E.; Trystram, G.; Relkin, P.; Collignan, A. Thermal characterization of chicken fat dry fractionation process. J. Food Eng. 2006, 72, 390–397. [Google Scholar] [CrossRef]
- Corach, J.; Sorichetti, P.A.; Romano, S.D. Electrical properties and kinematic viscosity of biodiesel. Fuel 2021, 299, 120841. [Google Scholar] [CrossRef]
- Corach, J.; Colman, M.; Sorichetti, A.; Romano, S.D. Kinematic viscosity of soybean biodiesel and diesel fossil fuel blends: Estimation from permittivity and temperature. Fuel 2017, 207, 488–492. [Google Scholar] [CrossRef]
- Alptekin, E.; Canakc, M. Determination of the density and the viscosities of biodiesel–diesel fuel blends. Renew. Energy 2008, 33, 2623–2630. [Google Scholar] [CrossRef]
- Yahya, S.I.; Aghel, B. Estimation of kinematic viscosity of biodiesel-diesel blends: Comparison among accuracy of intelligent and empirical paradigms. Renew. Energy 2021, 177, 318–326. [Google Scholar] [CrossRef]
- Sarin, A.; Sharma, N.; Devgan, K.; Singh, M. Study of kinematic viscosity and density of biodiesels exposed to radiations. Mater. Today Proc. 2021, 46, 5516–5522. [Google Scholar] [CrossRef]
- Freitas, S.V.D.; Segovia, J.J.; Martín, M.C.; Zambrano, J.; Oliveira, M.B.; Lima, Á.S.; Coutinho, J.A.P. Measurement and prediction of high-pressure viscosities of biodiesel fuels. Fuel 2014, 122, 223–228. [Google Scholar] [CrossRef]
- Paton, J.M.; Schaschke, C.J. Viscosity measurement of biodiesel at high pressure with a falling sinker viscometer. Chem. Eng. Res. Des. 2009, 87, 1520–1526. [Google Scholar] [CrossRef]
- Wcisło, G.; Strzelczyk, M. Determination of the effect of the used type of rapeseed oil for biofuels production on fractional composition of RME. Tech. Trans. 2012, 109, 291–298. [Google Scholar]
- Tamilselvan, P.; Nallusamy, N.; Rajkumar, S. A comprehensive review on performance, combustion and emission characteristics of biodiesel fuelled diesel engines. Renew. Sustain. Energy Rev. 2017, 79, 1134–1159. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fatty Acid Type | Pattern Chemical | Composition of Fatty Acid Esters in Biodiesel (wt.%) | |
|---|---|---|---|
| AFME | AFBE | ||
| Caproic | C6:0 | 0.0 | 0.0 |
| Caprylic | C8:0 | 0.0 | 0.0 |
| Capric | C10:0 | 0.0 | 0.0 |
| Lauric | C12:0 | 0.4 | 0.4 |
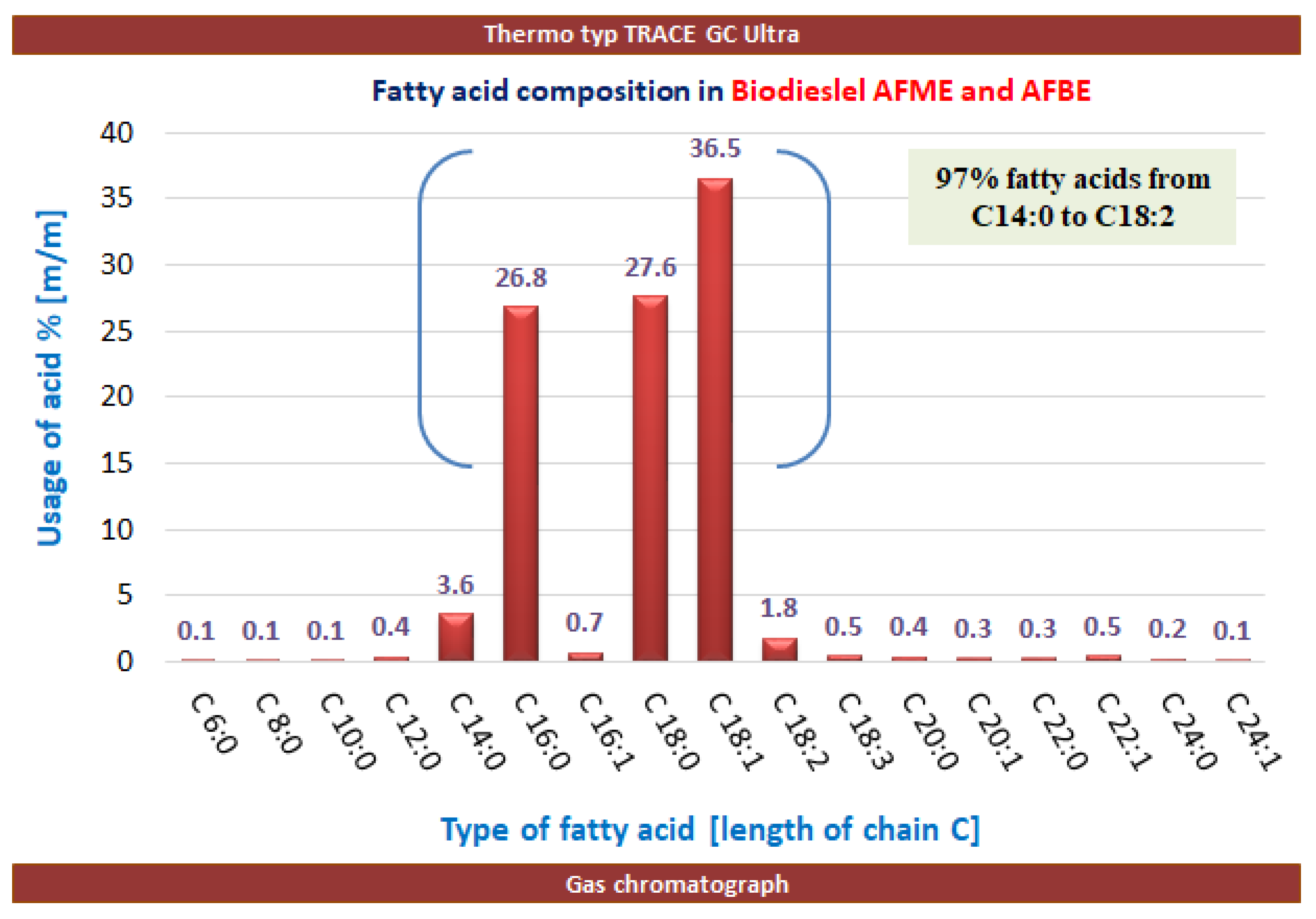
| Miristic | C14:0 | 3.6 | 3.6 |
| Palmitic | C16:0 | 26.8 | 26.7 |
| Palmitoleic | C16:1 | 0.7 | 0.7 |
| Stearic | C18:0 | 27.7 | 27.6 |
| Oleic | C18:1 | 36.4 | 36.4 |
| Linoleic | C18:2 | 1.8 | 1.7 |
| Linolenic | C18:3 | 0.4 | 0.3 |
| Arachidic | C20:0 | 0.3 | 0.3 |
| Eicosenoic | C20:1 | 0.3 | 0.3 |
| Behenic | C22:0 | 0.2 | 0.3 |
| Erucic | C22:1 | 0.3 | 0.4 |
| Lignoceric | C24:0 | 0.2 | 0.1 |
| Nervonic | C24:1 | 0.1 | 0.1 |
| The degree of identification of fatty acid esters (wt.%) | ∑ = 99.2 | ∑ = 98.9 | |
| Property | Standard | AFME | AFBE | DF |
|---|---|---|---|---|
| Fatty acid ester content, (wt.%) | PN-EN 14103 | 99.2 | 98.9 | - |
| Density at 15 °C, g/cm3 | PN-EN ISO 3675 | 0.889 | 0.884 | 0.834 |
| Kinematics viscosity 40 °C, mm2/s | PN-EN ISO 3104 | 4.1 | 3.6 | 2.8 |
| Cetane number | PN-EN ISO 5165 | 55.4 | 56.6 | 51.7 |
| Flash point, °C | PN-EN ISO 3679 | 122 | 111 | 58 |
| Higher heating value, MJ/kg | PN-C-04375-3 | 43.1 | 44.0 | 46.8 |
| Lower heating value, MJ/kg | PN-C-04375-3 | 38.4 | 39.2 | 42.3 |
| Acid number, mg KOH/g | PN-EN 14104 | 0.39 | 0.36 | - |
| Iodine number, g iodine/100 g | PN-EN 14111 | 12.6 | 12.1 | - |
| Water content, mg/kg | PN-EN ISO 12937 | 43 | 51 | 126 |
| Sulfur content, mg/kg | EN ISO 12937 | 1 | 1 | 6 |
| Linoleic acid ester content, (wt.%) | PN-EN 14103 | 1.8 | 1.8 | - |
| Alcohol content, (wt.%) | PN-EN 14110 | 0.0 | 0.0 | - |
| Monoacylglycerols content, (wt.%) | PN-EN 14105 | 0.40 | 0.36 | - |
| Diacylglycerol content, (wt.%) | PN-EN 14105 | 0.10 | 0.10 | - |
| Glycerol content, (wt.%) | PN-EN 14105 | 0.24 | 0.22 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurczyński, D.; Wcisło, G.; Leśniak, A.; Kozak, M.; Łagowski, P. Production and Testing of Butyl and Methyl Esters as New Generation Biodiesels from Fatty Wastes of the Leather Industry. Energies 2022, 15, 8744. https://doi.org/10.3390/en15228744
Kurczyński D, Wcisło G, Leśniak A, Kozak M, Łagowski P. Production and Testing of Butyl and Methyl Esters as New Generation Biodiesels from Fatty Wastes of the Leather Industry. Energies. 2022; 15(22):8744. https://doi.org/10.3390/en15228744
Chicago/Turabian StyleKurczyński, Dariusz, Grzegorz Wcisło, Agnieszka Leśniak, Miłosław Kozak, and Piotr Łagowski. 2022. "Production and Testing of Butyl and Methyl Esters as New Generation Biodiesels from Fatty Wastes of the Leather Industry" Energies 15, no. 22: 8744. https://doi.org/10.3390/en15228744
APA StyleKurczyński, D., Wcisło, G., Leśniak, A., Kozak, M., & Łagowski, P. (2022). Production and Testing of Butyl and Methyl Esters as New Generation Biodiesels from Fatty Wastes of the Leather Industry. Energies, 15(22), 8744. https://doi.org/10.3390/en15228744