
Recycling c-Si PV Modules: A Review, a Proposed Energy Model and a Manufacturing Comparison †



Abstract
1. Introduction
2. Literature Review
2.1. Mechanical Approach
2.2. Thermal Approach
2.3. Chemical Approach
2.4. Mixed Approaches
2.5. The FRELP Process
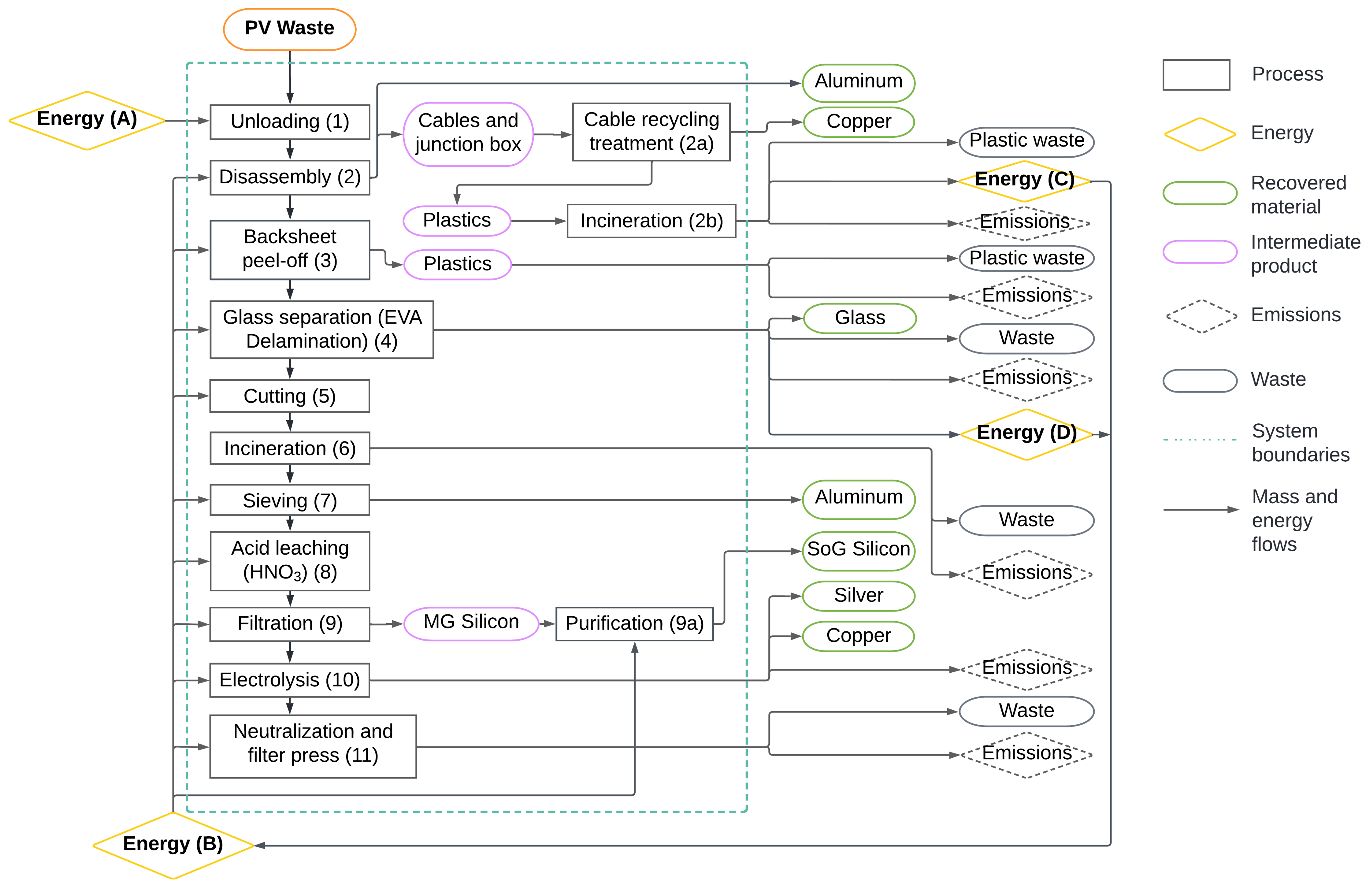
3. Proposed Energy Model and PV Manufacturing Comparison Model
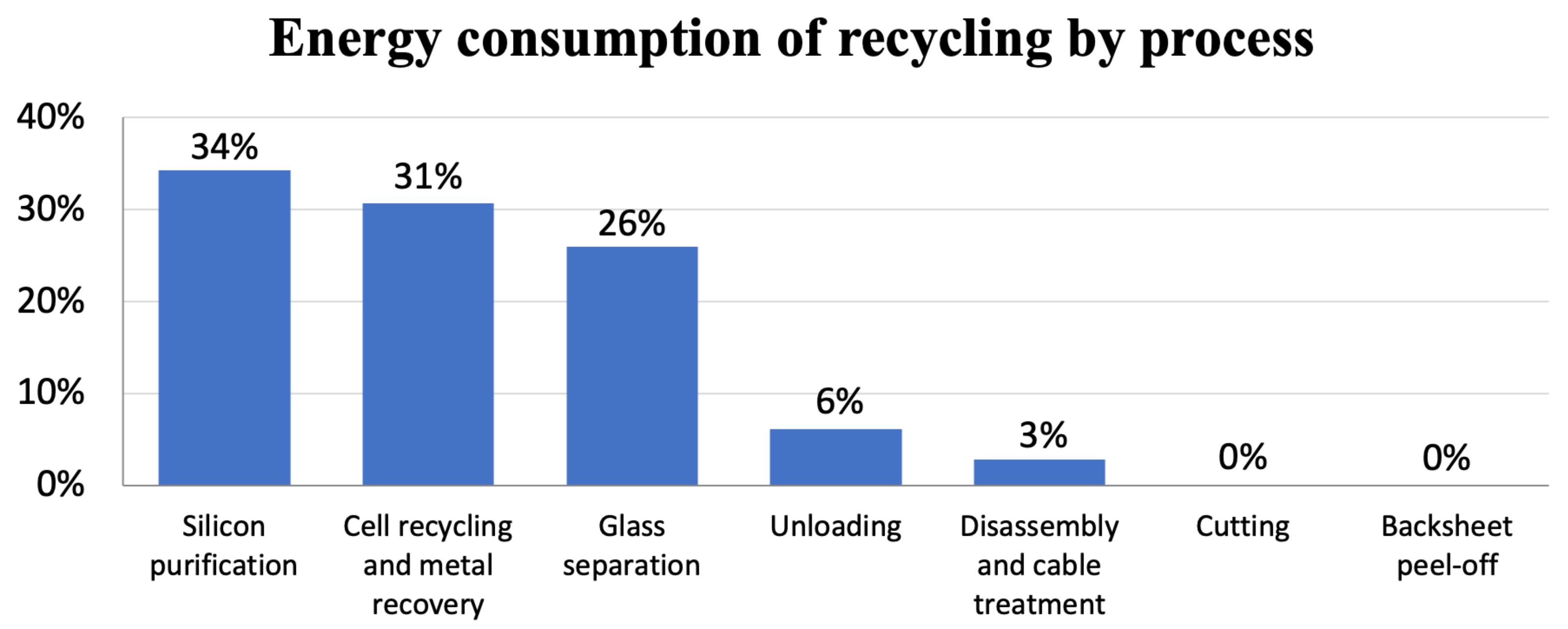
4. Results
5. Improvements
6. Conclusions
7. Further Developments
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Photovoltaic | |
| Crystalline Silicon | |
| Poly-crystalline Silicon | |
| End-of-Life | |
| Full Recovery End of Life Photovoltaic | |
| Life Cycle Assessment | |
| Life Cycle Inventory | |
| Ethylene Vinyl Acetate | |
| Polyvinyl Fluoride | |
| Polyethylene Terephthalate | |
| Solar Grade |
References
- Masson, G.; Bosch, E. 2022 Snapshot of Global PV Markets; Report IEA-PVPS T1-42: 2022. Technical Report. 2022. Available online: https://iea-pvps.org/wp-content/uploads/2022/04/IEA_PVPS_Snapshot_2022-vF.pdf (accessed on 18 September 2022).
- Full Recovery End-of-Life Photovoltaic. 2014. Available online: https://www.frelp.info (accessed on 18 September 2022).
- IRENA; IEA-PVPS. End-of-Life Management: Solar Photovoltaic Panels; Technical Report. 2016. Available online: https://www.irena.org/publications/2016/Jun/End-of-life-management-Solar-Photovoltaic-Panels (accessed on 18 September 2022).
- Sica, D.; Malandrino, O.; Supino, S.; Testa, M.; Lucchetti, M.C. Management of end-of-life photovoltaic panels as a step towards a circular economy. Renew. Sustain. Energy Rev. 2018, 82, 2934–2945. [Google Scholar] [CrossRef]
- Abdul-Rahman, F. Reduce, Reuse, Recycle: Alternatives for Waste Management; NM State University: Las Cruces, NM, USA, 2000; pp. 1–4. [Google Scholar]
- Lunardi, M.M.; Alvarez-Gaitan, J.P.; Bilbao, J.I.; Corkish, R. A Review of Recycling Processes for Photovoltaic Modules; Technical Report. 2018. Available online: https://www.intechopen.com/chapters/59381 (accessed on 18 September 2022).
- CuPV. CU-PV Cradle-to-Cradle Sustainable PV Modules; Technical Report. 2016. Available online: https://www.sustainablepv.eu/fileadmin/sustainablepv/user/doc/POLICY_BRIEF_CU_PV_FINAL_V2.pdf (accessed on 18 September 2022).
- Komoto, K.; Lee, J.S. End-of-Life Management of Photovoltaic Panels: Trends in PV Module Recycling Technologies; Technical Report. 2018. Available online: https://iea-pvps.org/wp-content/uploads/2020/01/End_of_Life_Management_of_Photovoltaic_Panels_Trends_in_PV_Module_Recycling_Technologies_by_task_12.pdf (accessed on 18 September 2022).
- Heath, G.A.; Silverman, T.J.; Kempe, M.; Deceglie, M.; Ravikumar, D.; Remo, T.; Cui, H.; Sinha, P.; Libby, C.; Shaw, S.; et al. Research and development priorities for silicon photovoltaic module recycling to support a circular economy. Nat. Energy 2020, 5, 502–510. [Google Scholar] [CrossRef]
- Dias, P.; Veit, H. Recycling Crystalline Silicon Photovoltaic Modules; Technical Report. 2018. Available online: https://onlinelibrary.wiley.com/doi/10.1002/9781119407690.ch3 (accessed on 18 September 2022).
- Tao, J.; Yu, S. Review on feasible recycling pathways and technologies of solar photovoltaic modules. Sol. Energy Mater. Sol. Cells 2015, 141, 108–124. [Google Scholar] [CrossRef]
- Mulazzani, A.; Eleftheriadis, P.; Leva, S. Recycling of c-Si PV Modules: An Energy Analysis and Further Improvements. In Proceedings of the 2021 IEEE International Conference on Environment and Electrical Engineering and 2021 IEEE Industrial and Commercial Power Systems Europe (EEEIC/I CPS Europe), Bari, Italy, 8–11 June 2021; pp. 1–6. [Google Scholar]
- Kyu Yi, Y.; Soo Kim, H.; Tran, T.; Kil Hong, S.; Jun Kim, M. Recovering valuable metals from recycled photovoltaic modules. J. Air Waste Manag. Assoc. 2014, 64, 797–807. [Google Scholar]
- Bohland, J.R.; Anisimov, I. Possibility of recycling silicon PV modules. In Proceedings of the Conference Record of the Twenty Sixth IEEE Photovoltaic Specialists Conference-1997, Anaheim, CA, USA, 29 September–3 October 1997; pp. 1173–1175. [Google Scholar]
- Latunussa, C.E.L.; Ardente, F.; Blengini, G.A.; Mancini, L. Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Sol. Energy Mater. Sol. Cells 2016, 156, 101–111. [Google Scholar] [CrossRef]
- Kuczyńska-ażewska, A.; Klugmann-Radziemska, E.; Sobczak, Z.; Klimczuk, T. Recovery of silver metallization from damaged silicon cells. Sol. Energy Mater. Sol. Cells 2018, 176, 190–195. [Google Scholar] [CrossRef]
- D’Adamo, I.; Miliacca, M.; Rosa, P. Economic Feasibility for Recycling of Waste Crystalline Silicon Photovoltaic Modules. Int. J. Photoenergy 2017, 2017, 4184676. [Google Scholar] [CrossRef]
- Cucchiella, F.; D’Adamo, I.; Rosa, P. End-of-Life of used photovoltaic modules: A financial analysis. Renew. Sustain. Energy Rev. 2015, 47, 552–561. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Tan, Q.; Lauren Peters, A.; Yang, C. Global status of recycling waste solar panels: A review. Waste Manag. 2018, 75, 450–458. [Google Scholar] [CrossRef]
- Müller, A.; Wambach, K.; Alsema, E. Life Cycle Analysis of a solar module recycling process. In Proceedings of the 20th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 6–10 June 2005. [Google Scholar]
- Fraunhofer, I.B.P. LCA screening of a recycling process for silicon based PV modules. In Proceedings of the PV Cycle Conference. 2013. Available online: http://www.pvcycle.org.uk/wp-content/uploads/Exec-Summary-LCA-Screening-of-a-Recycling-process-of-silicon-based-PV-modules-2012-07.pdf (accessed on 18 September 2022).
- Lunardi, M.M.; Alvarez-Gaitan, J.P.; Bilbao, J.I.; Corkish, R. Comparative Life Cycle Assessment of End-of-Life Silicon Solar Photovoltaic Modules. Appl. Sci. 2018, 8, 1396. [Google Scholar] [CrossRef]
- Vellini, M.; Gambini, M.; Prattella, V. Environmental impacts of PV technology throughout the life cycle: Importance of the end-of-life management for Si-panels and CdTe- panels. Energy 2017, 138, 1099–1111. [Google Scholar] [CrossRef]
- Bombach, E.; Röver, I.; Müller, A.; Schlenker, S.; Wambach, K.; Kopecek, R.; Wefringhaus, E. Technical experience during thermal and chemical recycling of a 23 year old PV generator formerly installed on Pellworm Island. In Proceedings of the 21st European Photovoltaic Solar Energy Conference, Dresden, Germany, 4–8 September 2006. [Google Scholar]
- Park, J.; Kim, W.; Cho, N.; Lee, H.; Park, N. An eco-friendly method for reclaimed silicon wafers from a photovoltaic module: From separation to cell fabrication. Green Chem. 2016, 18, 1706–1714. [Google Scholar] [CrossRef]
- Libby, C.; Shaw, S.; Heath, G.; Wambach, K. Photovoltaic Recycling Processes. In Proceedings of the 2018 IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC), Waikoloa, HI, USA, 10–15 June 2018; pp. 2594–2599. [Google Scholar]
- Latunussa, C.E.L.; Mancini, L.; Blengini, G.A.; Ardente, F.; Pennington, D. Analysis of Material Recovery from Silicon Photovoltaic Panels; Technical Report; European Union: Rome, Italy, 2016. [Google Scholar]
- Goe, M.; Gaustad, G. Estimating direct climate impacts of end-of-life solar photovoltaic recovery. Sol. Energy Mater. Sol. Cells 2016, 156, 27–36. [Google Scholar] [CrossRef]
- Dias, P.; Schmidt, L.; Bonan Gomes, L.; Bettanin, A.; Veit, H.; Moura Bernardes, A. Recycling Waste Crystalline Silicon Photovoltaic Modules by Electrostatic Separation. J. Sustain. Metall. 2018, 4, 176–186. [Google Scholar] [CrossRef]
- Tokoro, C.; Nishi, M.; Tsunazawa, Y. Selective grinding of glass to remove resin for silicon-based photovoltaic panel recycling. Adv. Powder Technol. 2021, 32, 841–849. [Google Scholar] [CrossRef]
- Del Pero, F.; Delogu, M.; Berzi, L.; Escamilla, M. Innovative device for mechanical treatment of End of Life photovoltaic panels: Technical and environmental analysis. Waste Manag. 2019, 95, 535–548. [Google Scholar] [CrossRef] [PubMed]
- Fiandra, V.; Sannino, L.; Andreozzi, C.; Graditi, G. End-of-life of silicon PV panels: A sustainable materials recovery process. Waste Manag. 2019, 84, 91–101. [Google Scholar] [CrossRef]
- Frisson, L.; Lieten, K.; Bruton, T.; Declercq, K.; Szlufcik, J.; De Moor, H.; Goris, M.; Benali, A.; Aceves, O. Recent improvements in industrial PV module recycling. In Proceedings of the 16th European Photovoltaic Solar Energy Conference, Glasgow, UK, 1–5 May 2000. [Google Scholar]
- Corcelli, F.; Ripa, M.; Leccisi, E.; Cigolotti, V.; Fiandra, V.; Tammaro, M.; Sannino, L.; Graditi, G.; Ulgiati, S. Material recovery and energy savings from c-Si PV panels end-of-life. Life Cycle Assessment of PV panels thermal treatment. In Proceedings of the Global Cleaner Production & Sustainable Consumption Conference, Barcelona, Spain, 1–4 November 2015. [Google Scholar]
- Wang, T.Y.; Hsiao, J.C.; Du, C.H. Recycling of Materials from Silicon Base Solar Cell Module. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012; pp. 2355–2358. [Google Scholar]
- Domínguez, A.; Geyer, R. Photovoltaic waste assessment of major photovoltaic installations in the United States of America. Renew. Energy 2019, 133, 1188–1200. [Google Scholar] [CrossRef]
- Huang, B.; Zhao, J.; Chai, J.; Xue, B.; Zhao, F.; Wang, X. Environmental influence assessment of China’s multi-crystalline silicon (multi-Si) photovoltaic modules considering recycling process. Solar Energy 2017, 143, 132–141. [Google Scholar] [CrossRef]
- Huang, W.H.; Shin, W.J.; Wang, L.; Tao, M. Recovery of Valuable and Toxic Metals from Crystalline-Si Modules. In Proceedings of the 2016 IEEE 43rd Photovoltaic Specialists Conference, Portland, OR, USA, 5–10 June; pp. 3602–3605.
- Luo, M.; Liu, F.; Zhou, Z.; Jiang, L.; Jia, M.; Lai, Y.; Li, J.; Zhang, Z. A comprehensive hydrometallurgical recycling approach for the environmental impact mitigation of EoL solar cells. J. Environ. Chem. Eng. 2021, 9, 106830. [Google Scholar] [CrossRef]
- Chung, J.; Seo, B.; Lee, J.; Kim, J.Y. Comparative analysis of I2-KI and HNO3 leaching in a life cycle perspective: Towards sustainable recycling of end-of-life c-Si PV panel. J. Hazard. Mater. 2021, 404, 123989. [Google Scholar] [CrossRef] [PubMed]
- Yan, Y.; Wang, Z.; Wang, D.; Cao, J.; Ma, W.; Wei, K.; Lei, Y. Recovery of Silicon via Using KOH-Ethanol Solution by Separating Different Layers of End-of-Life PV Modules. JOM 2020, 72, 2624–2632. [Google Scholar] [CrossRef]
- Duflou, J.R.; Peeters, J.R.; Altamirano, D.; Bracquene, E.; Dewulf, W. Demanufacturing photovoltaic panels: Comparison of end-of-life treatment strategies for improved resource recovery. Cirp Ann. Manuf. Technol. 2018, 67, 29–32. [Google Scholar] [CrossRef]
- Strachala, D.; Hylský, J.; Vaněk, J.; Fafilek, G.; Jandová, K. Methods for recycling photovoltaic modules and their impact on environment and raw material extraction. Acta Mont. Slovaca 2017, 22, 257–269. [Google Scholar]
- Granata, G.; Petrides, D. Recycling of End-of-Life Solar Photovoltaic Panels—Process Modeling and Cost Analysis Using SuperPro Designer®. Simulation of Metal Extraction and Recycling Processes. 2021. Available online: https://www.researchgate.net/publication/348923589_Solar_Photovoltaic_Panel_Recycling_-_Process_Modeling_and_Techno-Economic_Assessment_TEA_using_SuperPro_Designer?channel=doi&linkId=60172e4d299bf1b33e3d35a1&showFulltext=true (accessed on 18 September 2022).
- Flore Azeumo, M.; Germana, C.; Maria Ippolito, N.; Franco, M.; Luigi, P.; Settimio, S. Photovoltaic module recycling, a physical and a chemical recovery process. Sol. Energy Mater. Sol. Cells 2019, 193, 314–319. [Google Scholar] [CrossRef]
- Li, X.; Liu, H.; You, J.; Diao, H.; Zhao, L.; Wang, W. Back EVA recycling from c-Si photovoltaic module without damaging solar cell via laser irradiation followed by mechanical peeling. Waste Manag. 2021, 137, 312–318. [Google Scholar] [CrossRef]
- Huang, W.H.; Shin, W.J.; Wang, L.; Sun, W.C.; Tao, M. Strategy and technology to recycle wafer-silicon solar modules. Sol. Energy 2017, 144, 22–31. [Google Scholar] [CrossRef]
- Conradi, K. Recycling Photovoltaic Modules. BINE Informationsdienst, February 2010. Available online: https://www.energieforschung.de (accessed on 18 September 2022).
- Park, J.; Park, N. Wet etching processes for recycling crystalline silicon solar cells from end-of-life photovoltaic modules. R. Soc. Chem. 2014, 4, 34823–34829. [Google Scholar] [CrossRef]
- Kang, S.; Yoo, S.; Lee, J.; Boo, B.; Ryu, H. Experimental investigations for recycling of silicon and glass from waste photovoltaic modules. Renew. Energy 2012, 47, 152–159. [Google Scholar] [CrossRef]
- Corcelli, F.; Ripa, M.; Leccisi, E.; Cigolotti, V.; Fiandra, V.; Graditi, G.; Sannino, L.; Tammaro, M.; Ulgiati, S. Sustainable urban electricity supply chain—Indicators of material recovery and energy savings from crystalline silicon photovoltaic panels end-of-life. Ecol. Indic. 2018, 94, 37–51. [Google Scholar] [CrossRef]
- Marras, L. PV End-of-life Management: Challenges and Opportunities. In Proceedings of the Environmental Challenges Disposing of Backsheet at PV Module EOL (EU-PVSEC), Munich, Germany, 20–24 June 2016. [Google Scholar]
- Klugmann-Radziemska, E. Current trends in recycling of photovoltaic solar cells and modules waste. Chem. Didact Ecol. Metrol. 2012, 17, 89–95. [Google Scholar] [CrossRef]
- Dias, P.; Javimczik, S.; Benevit, M.; Veit, H.; Moura Bernardes, A. Recycling WEEE: Extraction and concentration of silver from waste crystalline silicon photovoltaic modules. Waste Manag. 2016, 57, 220–225. [Google Scholar] [CrossRef] [PubMed]
- Sapra, G.; Chaudhary, V.; Kumar, P.; Sharma, P.; Saini, A. Recovery of silica nanoparticles from waste PV modules. Mater. Today Proc. 2021, 45, 3863–3868. [Google Scholar] [CrossRef]
- Song, B.P.; Zhang, M.Y.; Fan, Y.; Jiang, L.; Kang, J.; Gou, T.T.; Zhang, C.L.; Yang, N.; Zhang, G.J.; Zhou, X. Recycling experimental investigation on end of life photovoltaic panels by application of high voltage fragmentation. Waste Manag. 2020, 101, 180–187. [Google Scholar] [CrossRef] [PubMed]
- Ardente, F.; Latunussa, C.E.L.; Blengini, G.A. Resource efficient recovery of critical and precious metals from waste silicon PV panel recycling. Waste Manag. 2019, 91, 156–167. [Google Scholar] [CrossRef] [PubMed]
- IEA. Life Cycle Inventory of Current Photovoltaic Module Recycling Processes in Europe; Technical Report. 2017. Available online: https://iea-pvps.org/wp-content/uploads/2020/01/LCI_of_Current_European_PV_Recycling_WambachHeath_2017_by_Task_12.pdf (accessed on 18 September 2022).
- Baharwani, V.; Meena, N.; Dubey, A.; Sharma, D.; Brighu, U.; Mathur, J. Life Cycle Environmental Impact Assessment of Crystalline Silicon Solar Panel. In Proceedings of the 2014 Power and Energy Systems: Towards Sustainable Energy, Bangalore, India, 13–15 March 2014; pp. 1–5. [Google Scholar]
- Klugmann-Radziemska, E.; Kuczyńska-ażewska, A. The use of recycled semiconductor material in crystalline silicon photovoltaic modules production—A life cycle assessment of environmental impacts. Sol. Energy Mater. Sol. Cells 2020, 205, 1–9. [Google Scholar] [CrossRef]
- Peng, J.; Lu, L.; Yang, H. Review on life cycle assessment of energy payback and greenhouse gas emission of solar photovoltaic systems. Renew. Sustain. Energy Rev. 2013, 19, 255–274. [Google Scholar] [CrossRef]
- Collins, K.; Powell, B.; Anctil, A. Life cycle assessment of silicon solar panels manufacturing in the United States. Proceeding of the 2015 IEEE 42nd Photovoltaic Specialist Conference (PVSC), New Orleans, LA, USA, 14–19 June 2015; pp. 1–4. [Google Scholar]
- Yao, Y.; Chang, Y.; Masanet, E. A hybrid life-cycle inventory for multi-crystalline silicon PV module manufacturing in China. Environ. Res. Lett. 2014, 9, 114001. [Google Scholar] [CrossRef]
- Battisti, R.; Corrado, A. Evaluation of technical improvements of photovoltaic systems through life cycle assessment methodology. Energy 2005, 30, 952–967. [Google Scholar] [CrossRef]
- Hanafiah, M.; Ludin, N.; Mustafa, N.; Ibrahim, M.; Mat Teridi, M.A.; Zaharim, A.; Sopian, K. Prospects of life cycle assessment of renewable energy from solar photovoltaic technologies: A review. Renew. Sustain. Energy Rev. 2018, 96, 11–28. [Google Scholar]
- Contreras Lisperguer, R.; Muñoz Cerón, E.; de la Casa Higueras, J.; Martín, R.D. Environmental Impact Assessment of crystalline solar photovoltaic panels’ End-of-Life phase: Open and Closed-Loop Material Flow scenarios. Sustain. Prod. Consum. 2020, 23, 157–173. [Google Scholar] [CrossRef]
- IEA PVPS. Task 12: Life Cycle Assessment of Current Photovoltaic Module Recycling; Technical Report. 2017. Available online: https://iea-pvps.org/wp-content/uploads/2020/01/Life_Cycle_Assesment_of_Current_Photovoltaic_Module_Recycling_by_Task_12.pdf (accessed on 18 September 2022).
- Li, X.; Wehrspohn, R.B. Nanometallurgical Silicon for Energy Application. Joule 2019, 3, 1172–1179. [Google Scholar] [CrossRef]
- Corcelli, F.; Ripa, M.; Ulgiati, S. End-of-life treatment of crystalline silicon photovoltaic panels. An emergy-based case study. J. Clean. Prod. 2017, 161, 1129–1142. [Google Scholar] [CrossRef]
- Deng, R.; Chang, N.L.; Ouyang, Z.; Chong, C.M. A techno-economic review of silicon photovoltaic module recycling. Renew. Sustain. Energy Rev. 2019, 109, 532–550. [Google Scholar] [CrossRef]
- Choi, J.K.; Fthenakis, V. Crystalline silicon photovoltaic recycling planning: Macro and micro perspectives. J. Clean. Prod. 2014, 66, 443–449. [Google Scholar] [CrossRef]
- Doni, A.; Dughiero, F. Electrothermal Heating Process Applied to c-Si PV Recycling. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012; pp. 757–762. [Google Scholar]
- Shinq, J.; Park, J.; Park, N. A method to recycle silicon wafer from end-of-life photovoltaic module and solar panels by using recycled silicon wafers. Sol. Energy Mater. Sol. Cells 2017, 162, 1–6. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, J. Dissolution of ethylene vinyl acetate in crystalline silicon PV modules using ultrasonic irradiation and organic solvent. Sol. Energy Mater. Sol. Cells 2012, 98, 317–322. [Google Scholar] [CrossRef]
- Radziemska, E.; Seramak, T.; Ostrowski, P. Pure silicon recovering from photovoltaic modules. Adv. Mater. Sci. 2008, 8, 28. [Google Scholar] [CrossRef][Green Version]
- Oreski, G. Encapsulant materials and degradation effects—Requirements for encapsulants, new materials, research trends. In Proceedings of the IEA Task 13 Open Workshop, Freiburg, Germany, 15 September 2014. [Google Scholar]
- Fraunhofer Institute for Environmental, Safety and Energy Technology UMSICHT. End-of-Life Pathways for Photovoltaic Backsheets. 2017. Available online: https://www.coveme.com/files/immagini/green-solutions/Final_Report_End-of-Life_Pathways_For_Photovoltaic_Backsheets.pdf (accessed on 18 September 2022).
- Norgren, A.; Carpenter, A.; Heath, G. Design for Recycling Principles Applicable to Selected Clean Energy Technologies: Crystalline-Silicon Photovoltaic Modules, Electric Vehicle Batteries, and Wind Turbine Blades. J. Sustain. Metall. 2020, 6, 761–774. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PV Module Part | Material | Mass Share % | Recycling Yield % | ||
|---|---|---|---|---|---|
| Range | Study | Average | Study | ||
| Front glass | Tempered glass | 54.70–80.00% | 71.57% | 92.7% | 96% |
| Frame | Aluminum | 8.00–20.00% | 8.29% | 94.4% | 100% |
| Solar cell | Aluminum | 0.12–2.01% | 2.01% | ||
| Silicon | 1.82–5.00% | 3.48% | 85.7% | 91% | |
| Tin | 0.02–0.20% | 0.12% | 66.0% | 32% | |
| Lead | 0.01–0.1% | 0.07% | 99.0% | 96% | |
| Silver | 0.006–0.12% | 0.01% | 80.6% | 95% | |
| Copper | 0.11–1.99% | 0.57% | 89.9% | 85% | |
| Junction box & cables | Copper | 0.45–1.90% | 1.20% | ||
| Plastic | 1.16–2.85% | 2.55% | 0% | 0% | |
| Encapsulant | EVA | 4.52–11.25% | 6.53% | ||
| back sheet | Tedlar | 1.00–4.30% | 3.60% | ||
| Total | 83.79% | ||||
| Energy Flow | Process | Energy Type | Unit of Measure | Value |
|---|---|---|---|---|
| Energy A (Input) | (1) | Diesel fuel | Liters | 1.14 |
| Energy B (Input) | (2), (2a) | Electricity | kWh | 5.33 |
| (3) | Electricity | kWh | 0 | |
| (4) | Electricity | kWh | 48.01 | |
| (5) | Electricity | kWh | 0.25 | |
| (7), (8), (9), (10), (11) | Electricity | kWh | 56.76 | |
| (9a) | Electricity | kWh | 63.4 1 | |
| Energy C (Output) | (2b) | Electricity | MJ/kg of incinerated polymer | 2.86 |
| Heat | 5.8 | |||
| Energy D (Output) | (4),(6) | Electricity | MJ/kg of incinerated polymer | 3.48 |
| Heat | 7.03 | |||
| Energy C+D (Output) | (2b), (4), (6) | Electricity | MJ | 248.84 |
| Heat | MJ | 502.84 |
| Material | Functional Unit = 1000 kg of c-Si PV Modules | ||
|---|---|---|---|
| “Raw” Scenario | “Recycled” Scenario | ||
| Raw Materials (kg) | Recycled Materials (kg) | Missing Raw Materials (kg) | |
| Tempered Glass | 715.70 | 687.07 | 28.63 |
| Aluminum | 103.00 | 103.00 | 0.00 |
| Silicon | 34.80 | 31.67 | 3.13 |
| Tin | 1.20 | 0.38 | 0.82 |
| Lead | 0.70 | 0.67 | 0.03 |
| Silver | 0.10 | 0.09 | 0.01 |
| Copper | 17.70 | 15.05 | 2.66 |
| Plastic | 25.50 | 0.00 | 25.50 |
| EVA | 65.30 | 0.00 | 65.30 |
| Tedlar | 36.00 | 0.00 | 36.00 |
| Total | 1000.00 | 837.94 | 162.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mulazzani, A.; Eleftheriadis, P.; Leva, S. Recycling c-Si PV Modules: A Review, a Proposed Energy Model and a Manufacturing Comparison. Energies 2022, 15, 8419. https://doi.org/10.3390/en15228419
Mulazzani A, Eleftheriadis P, Leva S. Recycling c-Si PV Modules: A Review, a Proposed Energy Model and a Manufacturing Comparison. Energies. 2022; 15(22):8419. https://doi.org/10.3390/en15228419
Chicago/Turabian StyleMulazzani, Andrea, Panagiotis Eleftheriadis, and Sonia Leva. 2022. "Recycling c-Si PV Modules: A Review, a Proposed Energy Model and a Manufacturing Comparison" Energies 15, no. 22: 8419. https://doi.org/10.3390/en15228419
APA StyleMulazzani, A., Eleftheriadis, P., & Leva, S. (2022). Recycling c-Si PV Modules: A Review, a Proposed Energy Model and a Manufacturing Comparison. Energies, 15(22), 8419. https://doi.org/10.3390/en15228419