
Recovery of Residual Carbon from Ti-Extraction Blast Furnace Slag by Flotation with Simultaneous Dechlorination


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Methods
2.3. Sample Characterization and Testing
3. Results and Discussion
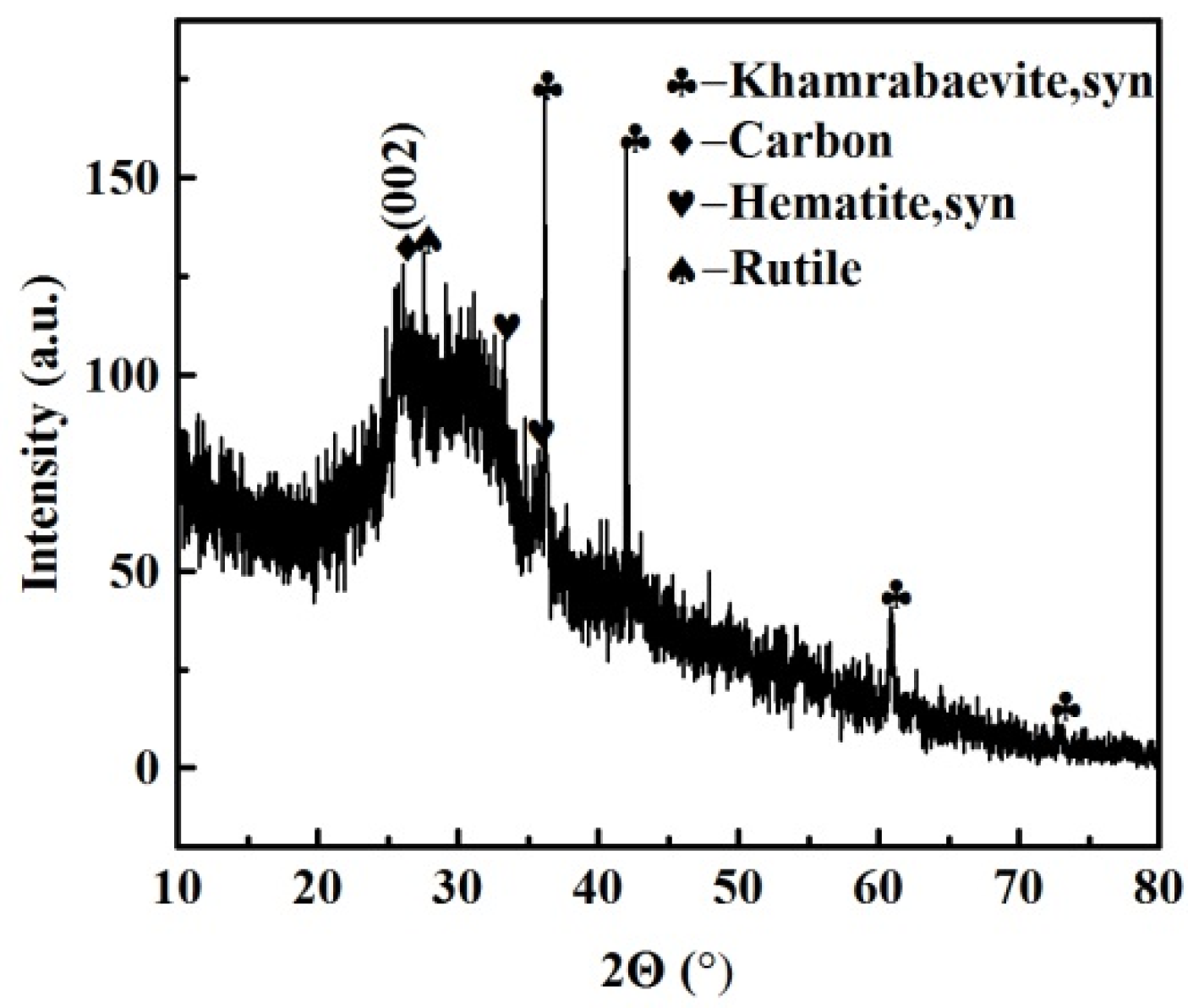
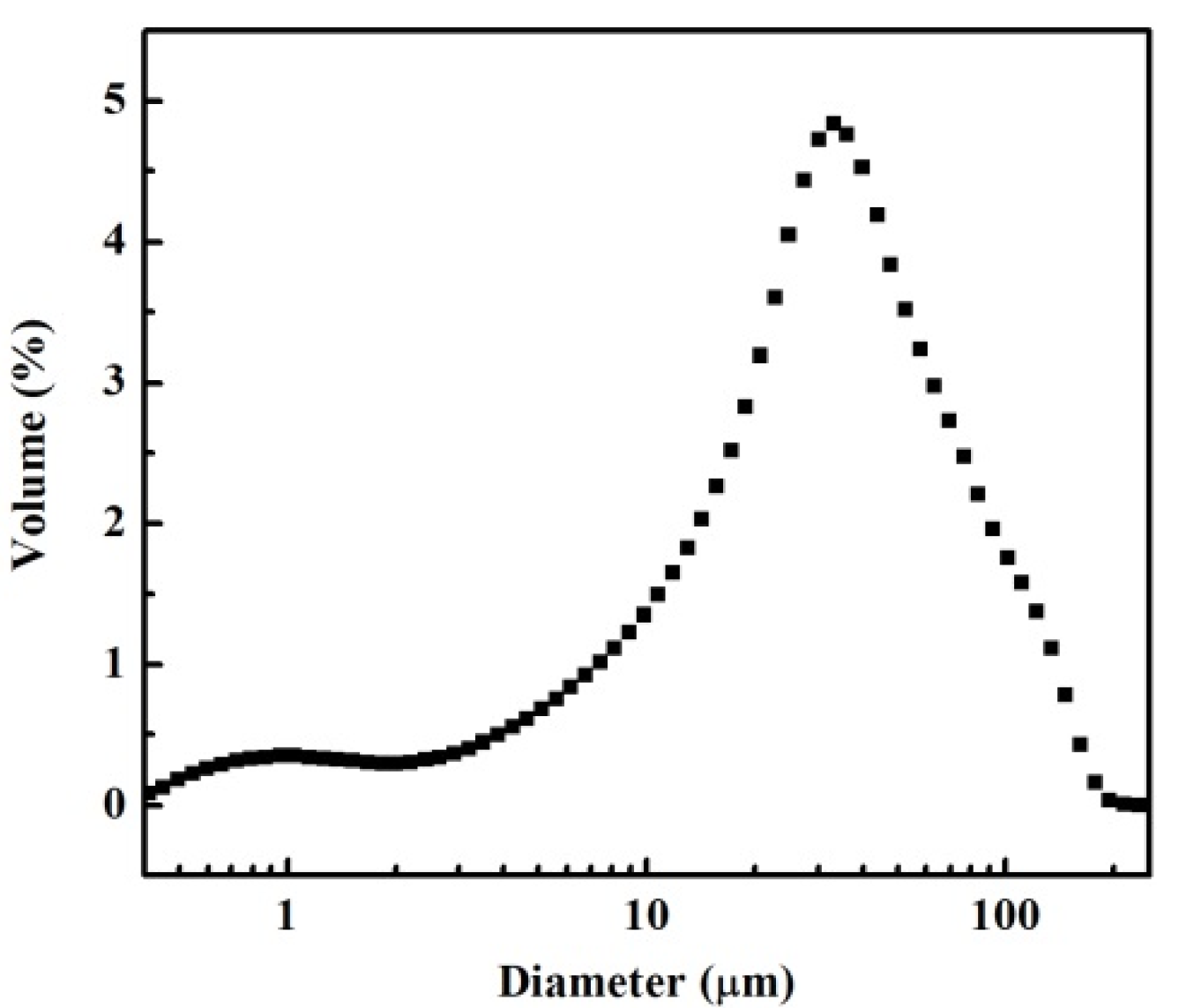
3.1. Characterization of FEBFS
3.2. Effects of Flotation Conditions on the Flotation Performance
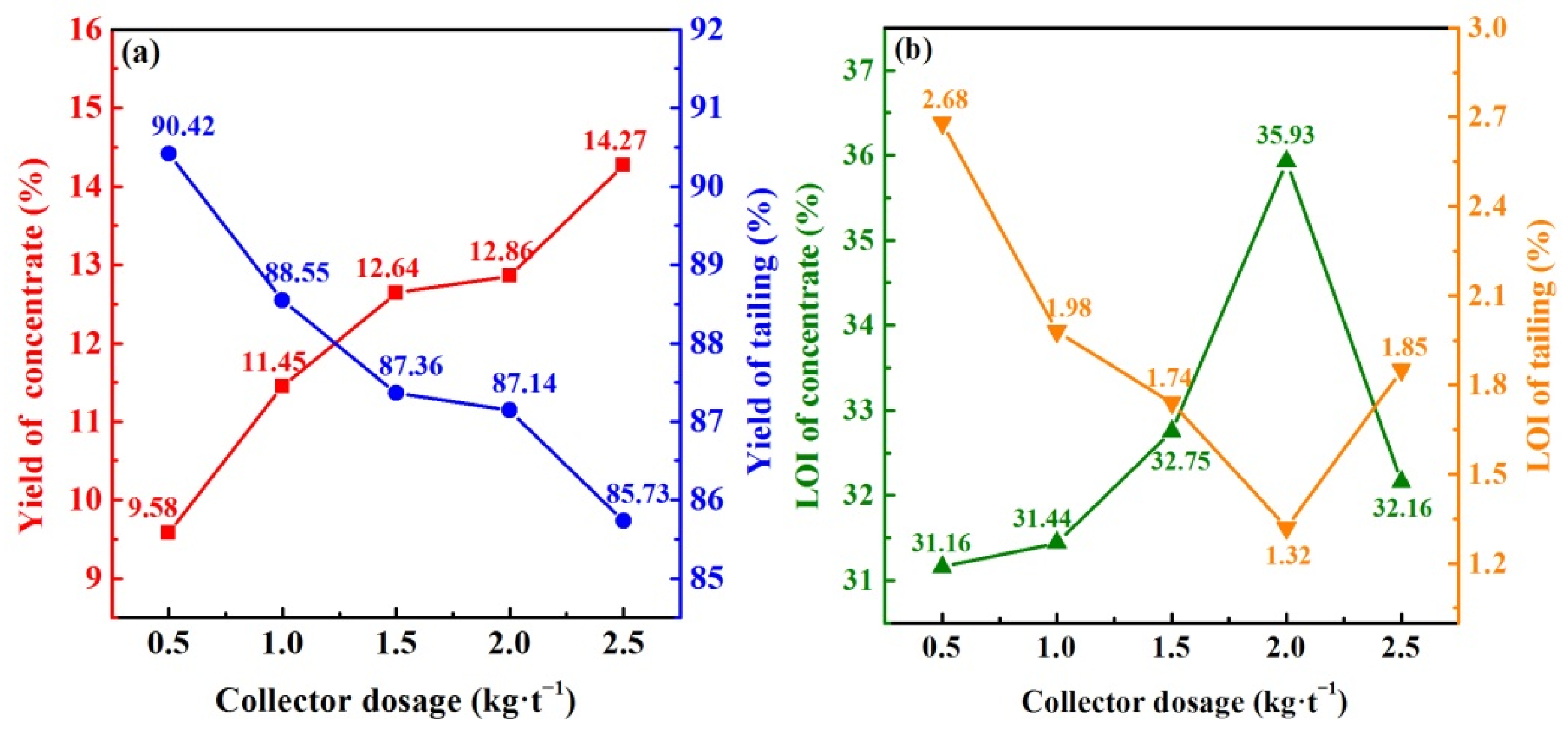
3.2.1. Collector Dosage
3.2.2. Frother Types
3.2.3. Frother Dosage
3.3. Carbon Recovery and Dechlorination Efficiency
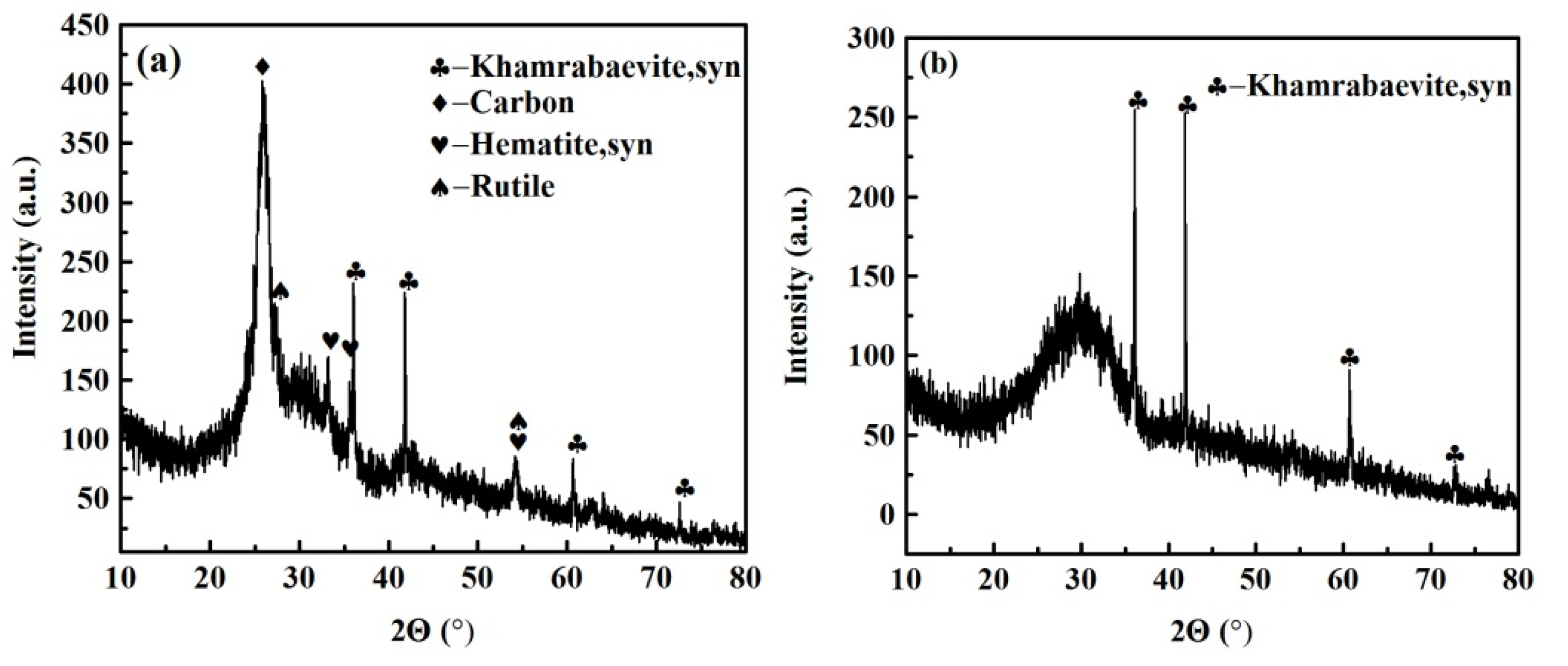
3.4. Phase Composition of Flotation Samples
3.5. The Appearance of Flotation Feed and Products
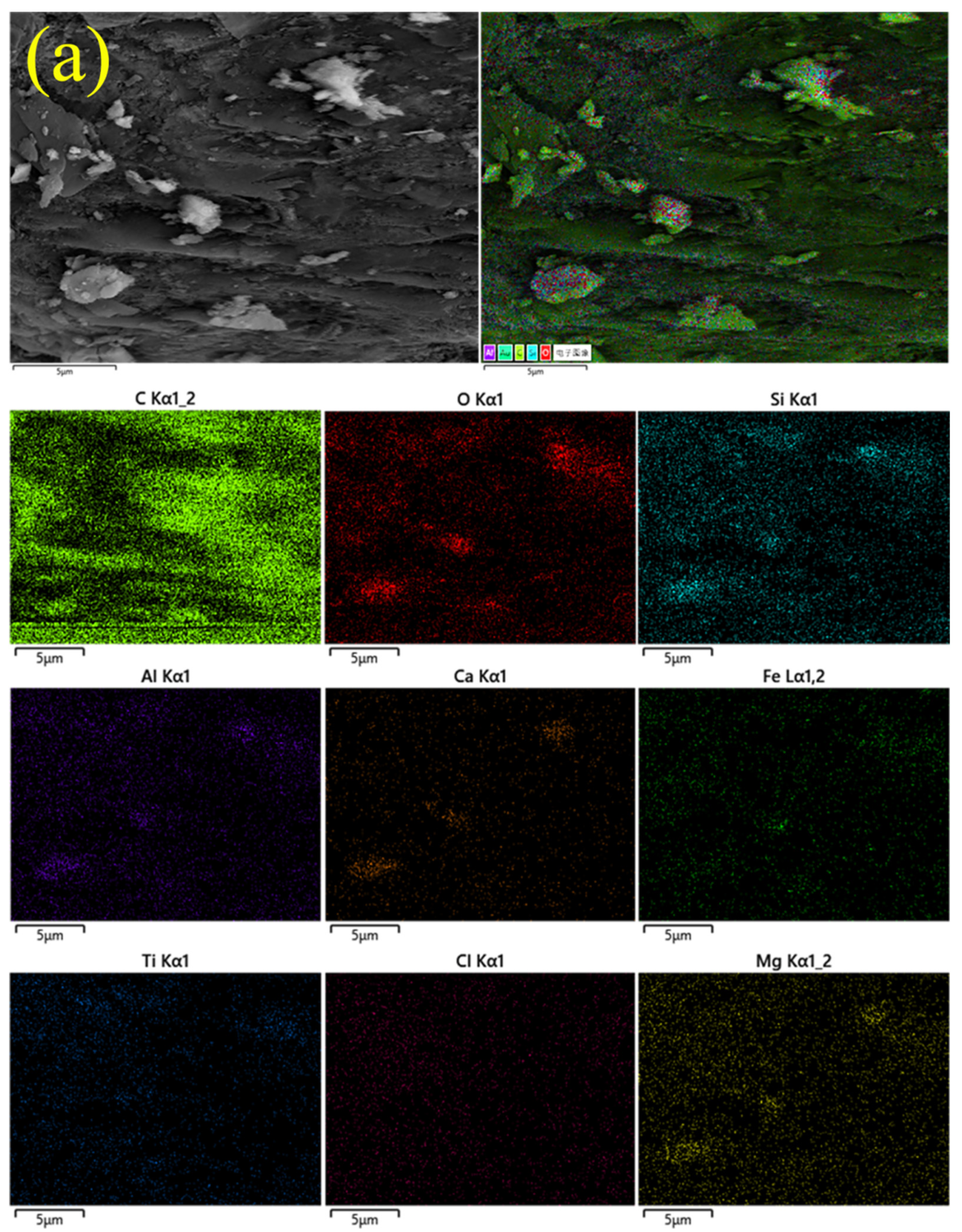
3.6. Microstructure and Elemental Distribution of Flotation Products
3.7. Contact Angles of Flotation Feedstock and Products
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lei, Y.; Sun, L.; Ma, W.; Ma, X.; Wu, J.; Li, S.; Morita, K. An approach to employ titanium-bearing blast-furnace slag to prepare Ti and Al–Si alloys. J. Alloy Compd. 2018, 769, 983–990. [Google Scholar] [CrossRef]
- He, S.; Sun, H.; Tan, D.; Peng, T. Recovery of Titanium Compounds from Ti-enriched Product of Alkali Melting Ti-bearing Blast Furnace Slag by Dilute Sulfuric Acid Leaching. Procedia Environ. Sci. 2016, 31, 977–984. [Google Scholar] [CrossRef]
- Han, J.; Zhang, J.; Zhang, J.; Chen, X.; Zhang, L.; Tu, G. Extraction of vanadium and enrichment of titanium from modified Ti-bearing blast furnace slag. Hydrometallurgy 2021, 201, 105577. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, L.N.; Wang, M.Y.; Lou, T.P.; Sui, Z.T.; Jang, J.S. Effect of perovskite phase precipitation on viscosity of Ti-bearing blast furnace slag under the dynamic oxidation condition. J. Non-Cryst. Solids 2006, 352, 123–129. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, L.; Li, Y.; Li, X. An environmental procedure to extract titanium components and metallic iron from Ti-bearing blast furnace slag. Green Processing Synth. 2015, 4, 307–316. [Google Scholar] [CrossRef]
- Shi, J.; Qiu, Y.; Yu, B.; Xie, X.; Dong, J.; Hou, C.; Li, J.; Liu, C. Titanium Extraction from Titania-Bearing Blast Furnace Slag: A Review. JOM 2022, 74, 654–667. [Google Scholar] [CrossRef]
- Zhang, S.; Zheng, K.; Jiang, J.; Zhang, S.; Xu, G. Effect of operating parameters on high-temperature selective enrichment and precipitation of titanium component in Ti-bearing blast furnace slag and the precipitation mechanism of perovskite. J. Mater. Res. Technol. 2021, 15, 2686–2696. [Google Scholar] [CrossRef]
- Chu, G.; Wang, L.; Liu, W.; Zhang, G.; Luo, D.; Wang, L.; Liang, B.; Li, C. Indirect mineral carbonation of chlorinated tailing derived from Ti-bearing blast-furnace slag coupled with simultaneous dechlorination and recovery of multiple value-added products. Greenh. Gases Sci. Technol. 2019, 9, 52–66. [Google Scholar] [CrossRef]
- Zhang, J.; Yan, Y.; Hu, Z. Preparation and characterization of foamed concrete with Ti-extracted residues and red gypsum. Constr. Build. Mater. 2018, 171, 109–119. [Google Scholar] [CrossRef]
- Zheng, F.; Li, M.; Wang, J.; Xi, C.; Fu, J.; Zhen, Q.; Jiao, Z.; Li, F.; Bashir, S.; Liu, J.L. Effective utilization of extracted titanium tailing to prepare high performance glass-ceramic and their formation mechanism. Ceram. Int. 2021, 47, 17391–17399. [Google Scholar] [CrossRef]
- You, H.; Sun, H.; Peng, T.; Li, Y.; Zeng, L.; Qin, Y. Effect of Sintering Time on Crystal and Structure of Chlorine-containing Low-titanium Slag Glass-ceramics. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2020; Volume 615, p. 12124. [Google Scholar]
- Li, M.; Zhou, P.; Xiao, W.; Zhang, C.; Liu, Z. Study on preparation and performance of fluid loss additive applied to chlorination titanium blast furnace slag. J. Dispers. Sci. Technol. 2020, 42, 2163–2172. [Google Scholar] [CrossRef]
- Zhang, J.; Yan, Y.; Hu, Z.; Xie, X.; Yang, L. Properties and hydration behavior of Ti-extracted residues-red gypsum based cementitious materials. Constr. Build. Mater. 2019, 218, 610–617. [Google Scholar] [CrossRef]
- Long, P. Experimental Researches on Removal of Chloride in Blast Furnace Slag after Extracting Titanium. Iron Steel Vanadium Titan. 2014, 35, 42–45. (In Chinese) [Google Scholar]
- Li, L.; Jiang, T.; Chen, B.; Wen, J. Overall Utilization of Ti-Extraction Blast Furnace Slag as a Raw Building Material: Removal of Chlorine from Slag by Water Washing and Sintering. J. Sustain. Metall. 2021, 7, 1116–1127. [Google Scholar] [CrossRef]
- Quintanilla, P.; Neethling, S.J.; Brito-Parada, P.R. Modelling for froth flotation control: A review. Miner. Eng. 2021, 162, 106718. [Google Scholar] [CrossRef]
- Xing, Y.; Guo, F.; Xu, M.; Gui, X.; Li, H.; Li, G.; Xia, Y.; Han, H. Separation of unburned carbon from coal fly ash: A review. Powder Technol. 2019, 353, 372–384. [Google Scholar] [CrossRef]
- Li, H.; Wang, J.; Hou, W.; Li, M.; Cheng, B.; Feng, Y.; Xu, T. The Study of Carbon Recovery from Electrolysis Aluminum Carbon Dust by Froth Flotation. Metals 2021, 11, 145. [Google Scholar] [CrossRef]
- Cai, J.; Su, C.; Ma, Y.; Yu, X.; Peng, R.; Li, J.; Zhang, X.; Fang, J.; Shen, P.; Liu, D. Role of ammonium sulfate in sulfurization flotation of azurite: Inhibiting the formation of copper sulfide colloid and its mechanism. Int. J. Min. Sci. Technol. 2022, 32, 575–584. [Google Scholar] [CrossRef]
- Cai, J.; Shen, P.; Liu, D.; Zhang, X.; Fang, J.; Su, C.; Yu, X.; Li, J.; Wang, H. Growth of covellite crystal onto azurite surface during sulfurization and its response to flotation behavior. Int. J. Min. Sci. Technol. 2021, 31, 1003–1012. [Google Scholar] [CrossRef]
- Zhao, H.; Ruan, R.; Niu, X.; Li, L.; Zhang, E. A nanoscale qualitative study on the role of sodium hydrosulfide in oxidized carrollite flotation. Int. J. Min. Sci. Technol. 2021, 31, 1085–1093. [Google Scholar] [CrossRef]
- Blissett, R.S.; Rowson, N.A. A review of the multi-component utilisation of coal fly ash. Fuel 2012, 97, 1–23. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Studies on carbon flotation from fly ash. Fuel Processing Technol. 2015, 139, 236–241. [Google Scholar] [CrossRef]
- Guo, F.; Zhao, X.; Guo, Y.; Zhang, Y.; Wu, J. Fractal analysis and pore structure of gasification fine slag and its flotation residual carbon. Colloids Surf. A Physicochem. Eng. Asp. 2020, 585, 124148. [Google Scholar] [CrossRef]
- Guo, F.; Miao, Z.; Guo, Z.; Li, J.; Zhang, Y.; Wu, J. Properties of flotation residual carbon from gasification fine slag. Fuel 2020, 267, 117043. [Google Scholar] [CrossRef]
- Liu, H.; Wei, G.; Zhang, R. Removal of carbon constituents from hospital solid waste incinerator fly ash by column flotation. Waste Manag. 2013, 33, 168–174. [Google Scholar] [CrossRef]
- Eisele, T.C.; Kawatra, S.K. Use of froth flotation to remove unburned carbon from fly ash. Miner. Processing Extr. Metall. Rev. 2002, 23, 1–10. [Google Scholar] [CrossRef]
- Walker, A.; Wheelock, T.D. Separation of Carbon from Fly Ash Using Froth Flotation. Coal Prep. 2006, 26, 235–250. [Google Scholar] [CrossRef]
- An, M.; Liao, Y.; Zhao, Y.; Li, X.; Lai, Q.; Liu, Z.; He, Y. Effect of frothers on removal of unburned carbon from coal fired power plant fly ash by froth flotation. Sep. Sci. Technol. 2018, 53, 535–543. [Google Scholar] [CrossRef]
- Yang, T.; Wang, N.; Gu, H.; Guo, T. Froth flotation separation of carbon from barium slag: Recycling of carbon and minimize the slag. Waste Manag. 2021, 120, 108–113. [Google Scholar] [CrossRef]
- Wang, S.; Xia, Q.; Xu, F. Investigation of collector mixtures on the flotation dynamics of low-rank coal. Fuel 2022, 327, 125171. [Google Scholar] [CrossRef]
- Liu, H.; Liu, F.; Wei, G.; Zhang, R.; Zang, D. Two-Step Flotation Treatment for Removal of Toxic Matter from Hospital Solid Waste Incinerator Fly Ash. Aerosol Air Qual. Res. 2017, 17, 1329–1340. [Google Scholar] [CrossRef]
- Liu, H.; Wei, G.; Zhang, R.; Liu, F. Simultaneous Removal of Heavy Metals and PCDD/Fs from Hospital Waste Incinerator Fly Ash by Flotation Assisted with Hydrochloric Acid. Sep. Sci. Technol. 2014, 49, 1019–1028. [Google Scholar] [CrossRef]
- Derya, O.; Sabina, K.; Huseyin, K. Recycling of coal combustion wastes. Waste Manag. Res. J. A Sustain. Circ. Econ. 2009, 27, 267–273. [Google Scholar]
- Zhou, F.; Yan, C.; Wang, H.; Zhou, S.; Liang, H. The result of surfactants on froth flotation of unburned carbon from coal fly ash. Fuel 2017, 190, 182–188. [Google Scholar] [CrossRef]
- He, S.; Peng, T.; Sun, H.; Luo, D.; Xiao, Q.; Geng, Q. Kinetics of Iron Removal From Ti-Extraction Blast Furnace Slag by Chlorination Calcination. Open Chem. 2019, 17, 1146–1156. [Google Scholar] [CrossRef]
- Gupta, S.; Sahajwalla, V.; Burgo, J.; Chaubal, P.; Youmans, T. Carbon Structure of Coke at High Temperatures and Its Influence on Coke Fines in Blast Furnace Dust. Metall. Mater. Trans. B 2005, 36, 385–394. [Google Scholar] [CrossRef]
- Huang, Y.; Takaoka, M.; Takeda, N. Removal of unburned carbon from municipal solid waste fly ash by column flotation. Waste Manag. 2003, 23, 307–313. [Google Scholar] [CrossRef]
- Cho, Y.S.; Laskowski, J.S. Effect of flotation frothers on bubble size and foam stability. Int. J. Miner. Processing 2002, 64, 69–80. [Google Scholar] [CrossRef]
- Yang, Z.; Chang, G.; Xia, Y.; He, Q.; Zeng, H.; Xing, Y.; Gui, X. Utilization of waste cooking oil for highly efficient recovery of unburned carbon from coal fly ash. J. Clean. Prod. 2021, 282, 124547. [Google Scholar] [CrossRef]
- Fan, G.; Zhang, M.; Peng, W.; Zhou, G.; Deng, L.; Chang, L.; Cao, Y.; Li, P. Clean products from coal gasification waste by flotation using waste engine oil as collector: Synergetic cleaner disposal of wastes. J. Clean. Prod. 2021, 286, 124943. [Google Scholar] [CrossRef]
- Qiu, Y.; Mao, Z.; Sun, K.; Zhang, L.; Qian, Y.; Lei, T.; Liang, W.; An, Y. Understanding the Entrainment Behavior of Gangue Minerals in Flake Graphite Flotation. Minerals 2022, 12, 1068. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, L.N.; Wang, M.Y.; Li, G.Q.; Sui, Z.T. Recovery of titanium compounds from molten Ti-bearing blast furnace slag under the dynamic oxidation condition. Miner. Eng. 2007, 20, 684–693. [Google Scholar] [CrossRef]
- Doh, H.; Lee, M.H.; Park, H.J. Investigation of the moisture-induced caking behavior with various dietary salts. J. Food Eng. 2019, 241, 67–74. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, L.; Yuan, Z.; Liu, J.; Lu, J.; Li, L. The effect of comminution on surface roughness and wettability of graphite particles and their relation with flotation. Miner. Eng. 2021, 169, 106959. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, X.; Bu, X.; Shao, H.; Hu, Y.; Alheshibri, M.; Li, B.; Ni, C.; Peng, Y.; Xie, G. Effects of emulsified kerosene nanodroplets on the entrainment of gangue materials and selectivity index in aphanitic graphite flotation. Miner. Eng. 2020, 158, 106592. [Google Scholar] [CrossRef]
- Pan, J.; Zhou, C.; Liu, C.; Tang, M.; Cao, S.; Hu, T.; Ji, W.; Luo, Y.; Wen, M.; Zhang, N. Modes of occurrence of rare earth elements in coal fly ash-a case study. Energy Fuels 2018, 32, 9738–9743. [Google Scholar] [CrossRef]
- Yang, L.; Li, D.; Zhang, L.; Yan, X.; Ran, J.; Wang, Y.; Zhang, H. On the utilization of waste fried oil as flotation collector to remove carbon from coal fly ash. Waste Manag. 2020, 113, 62–69. [Google Scholar] [CrossRef]
- Chen, S.; Tang, L.; Tao, X.; Chen, L.; Yang, Z.; Li, L. Effect of oxidation processing on the surface properties and floatability of Meizhiyou long-flame coal. Fuel 2017, 210, 177–186. [Google Scholar] [CrossRef]
- Suzuki, T.; Sekine, T.; Yamamoto, K.; Fukutani, K. Change in the surface OH group on soda lime silicate glass and silica glass after heat treatment in nitrogen atmosphere. J. Non-Cryst. Solids 2017, 464, 89–91. [Google Scholar] [CrossRef]
- Zhu, S.; Xu, L.; Yang, L.; Chen, X.; Lu, H. Effect of physicochemical properties of coal gasification fine ash on its wettability. Adv. Powder Technol. 2021, 32, 2123–2136. [Google Scholar] [CrossRef]
- Kang, W.; Li, H. Enhancement of flaky graphite cleaning by ultrasonic treatment. R. Soc. Open Sci. 2019, 6, 191160. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | CaO | SiO2 | Al2O3 | TiO2 | MgO | Fe2O3 | Cl | Others | LOI |
|---|---|---|---|---|---|---|---|---|---|
| FEBFS | 28.57 | 21.79 | 12.01 | 10.73 | 6.45 | 2.76 | 5.52 | 1.98 | 10.19 |
| Frother | Yield of Concentrate/% | LOI of Concentrate/% | Yield of Tailing/% | LOI of Tailing/% |
|---|---|---|---|---|
| Terpene oil | 12.86 | 35.93 | 87.14 | 1.32 |
| Sec-octanol | 4.40 | 34.81 | 95.60 | 3.11 |
| Sample | CaO | SiO2 | Al2O3 | TiO2 | MgO | Fe2O3 | Cl | Others | LOI |
|---|---|---|---|---|---|---|---|---|---|
| OPFC | 17.15 | 15.83 | 8.84 | 9.52 | 4.43 | 5.06 | 1.17 | 2.07 | 35.93 |
| OPFT | 31.30 | 27.15 | 14.59 | 13.06 | 7.60 | 2.15 | 0.40 | 2.43 | 1.32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, H.; Sun, H.; Peng, T.; Qin, Y.; Tang, S. Recovery of Residual Carbon from Ti-Extraction Blast Furnace Slag by Flotation with Simultaneous Dechlorination. Energies 2022, 15, 6777. https://doi.org/10.3390/en15186777
You H, Sun H, Peng T, Qin Y, Tang S. Recovery of Residual Carbon from Ti-Extraction Blast Furnace Slag by Flotation with Simultaneous Dechlorination. Energies. 2022; 15(18):6777. https://doi.org/10.3390/en15186777
Chicago/Turabian StyleYou, Hao, Hongjuan Sun, Tongjiang Peng, Yating Qin, and Song Tang. 2022. "Recovery of Residual Carbon from Ti-Extraction Blast Furnace Slag by Flotation with Simultaneous Dechlorination" Energies 15, no. 18: 6777. https://doi.org/10.3390/en15186777
APA StyleYou, H., Sun, H., Peng, T., Qin, Y., & Tang, S. (2022). Recovery of Residual Carbon from Ti-Extraction Blast Furnace Slag by Flotation with Simultaneous Dechlorination. Energies, 15(18), 6777. https://doi.org/10.3390/en15186777