
Spiral Groove Parametric Study of Solid Particles Deposition Characteristics in Sealing Lubrication Film


Abstract
:1. Introduction
2. Mathematical Model
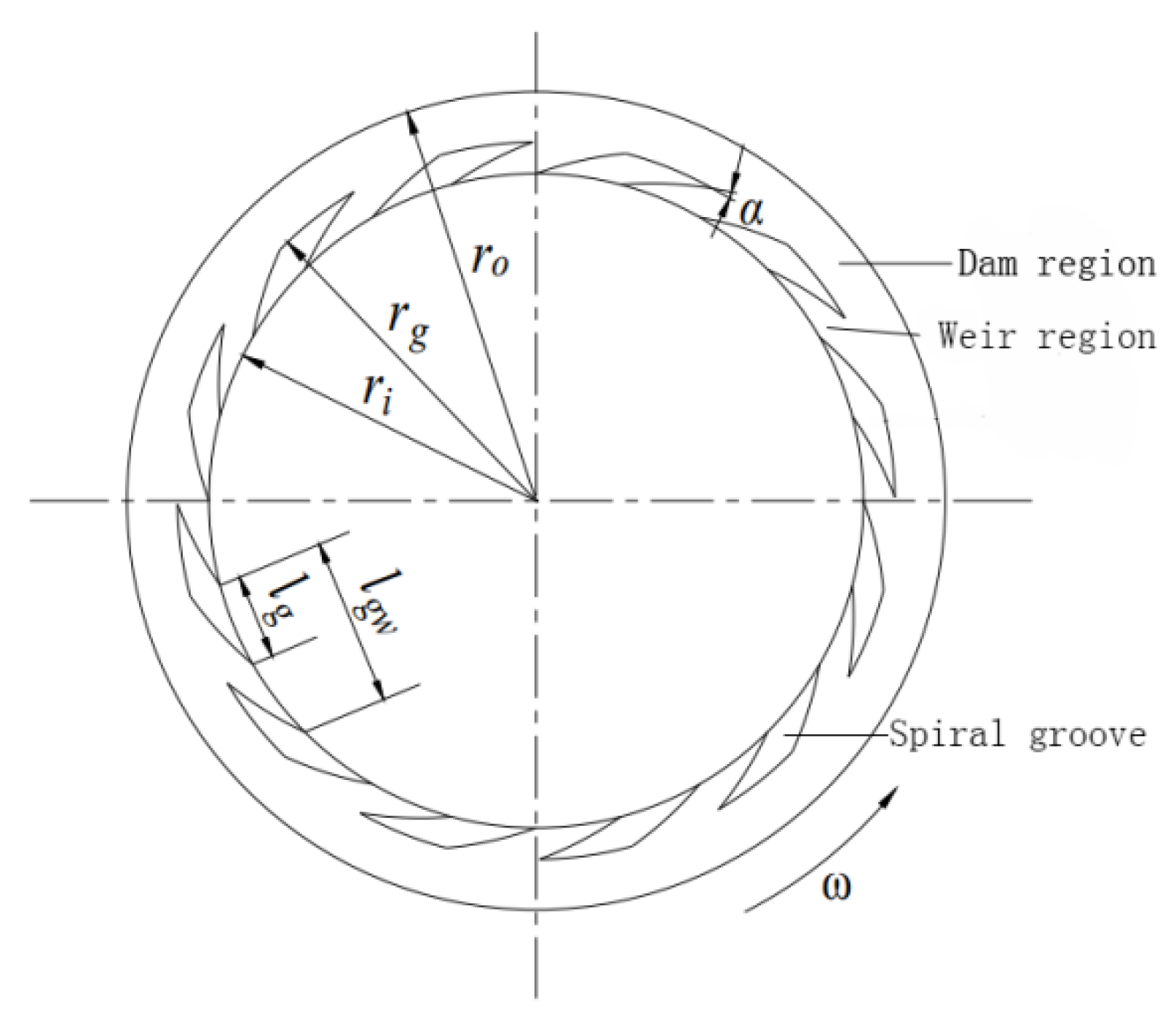
2.1. Geometric Model
2.2. Assumptions
2.3. Numerical Model
2.3.1. DPM Model
2.3.2. Cavitation Model
- Continuity equation:
- Momentum equation:
- Vapor transport equation:where is the mixture density; ; is the mass-averaged velocity; ; , , and are the density, velocity, and volume fraction of phase n, respectively; is the viscosity of the mixture; and . In the equations, the slip velocity for vapor phase was ignored. In the equations, is the vapor phase; is the vapor volume fraction; and and are mass transfer source terms connected to the growth and collapse of the vapor bubbles, respectively, which are described as follows:where is the bubble radius, is the nucleation site volume fraction, , is the saturation vapor pressure, Pa (gauge pressure), is the evaporation coefficient, and is the condensation coefficient.
2.4. Equation
2.4.1. Continuous Phase
2.4.2. Discrete Phase
2.4.3. Solution Procedure
- Compute the opening force according to the initial gap between rotor and stator faces.
- 2.
- Solve the Reynolds equation to determine the film fluid pressure and the stabilized cavitation zones.
- 3.
- Determine the balance among the centrifugal force, Fc; pressure gradient force, FP; gravity, Fg; and flow resistance, FD, to obtain the particle deposition.
- 4.
- The three-dimensional double precision solver is adopted, which is based on the pressure velocity coupling SIMPLEC algorithm, and the momentum and volume fraction are solved by the first-order upwind difference scheme. The procedure is repeated until the convergence criteria on force balanced and pressure are satisfied; the convergence precision is set at 10−5. The other parameters, such as the vapor phase volume fraction and opening force, are then calculated.
3. Model Validation
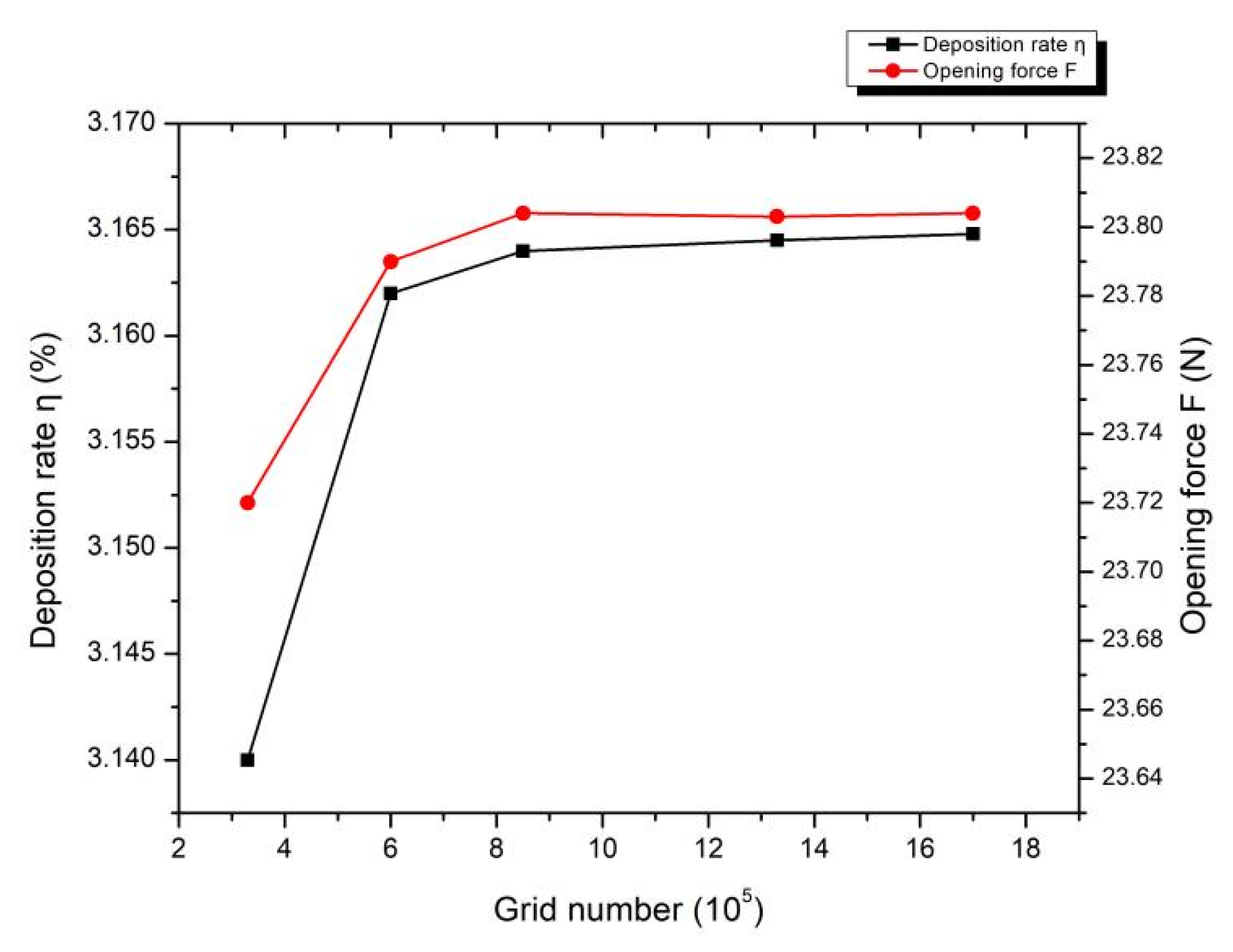
3.1. Boundary Conditions and Grid Division
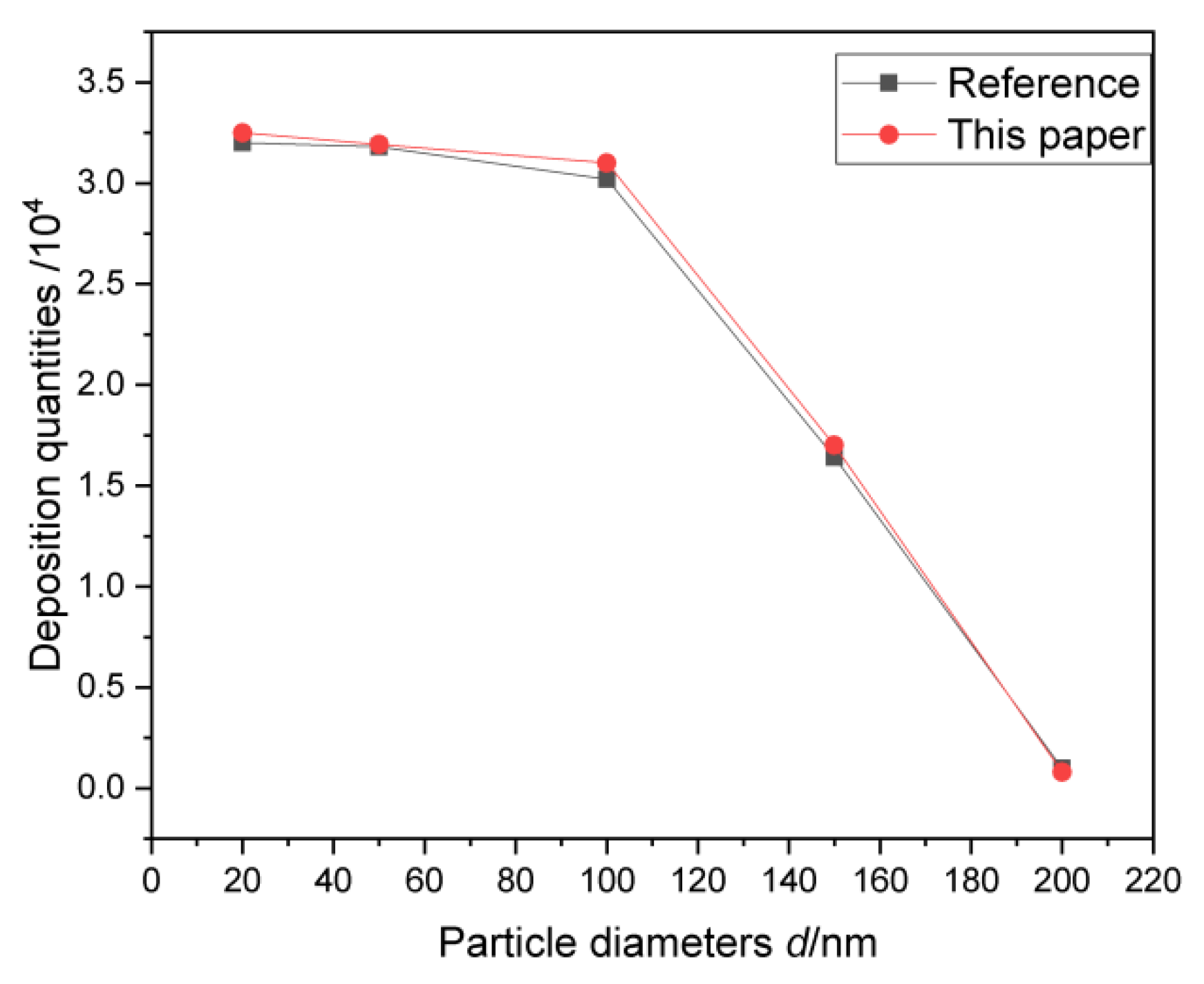
3.2. Validation
4. Results
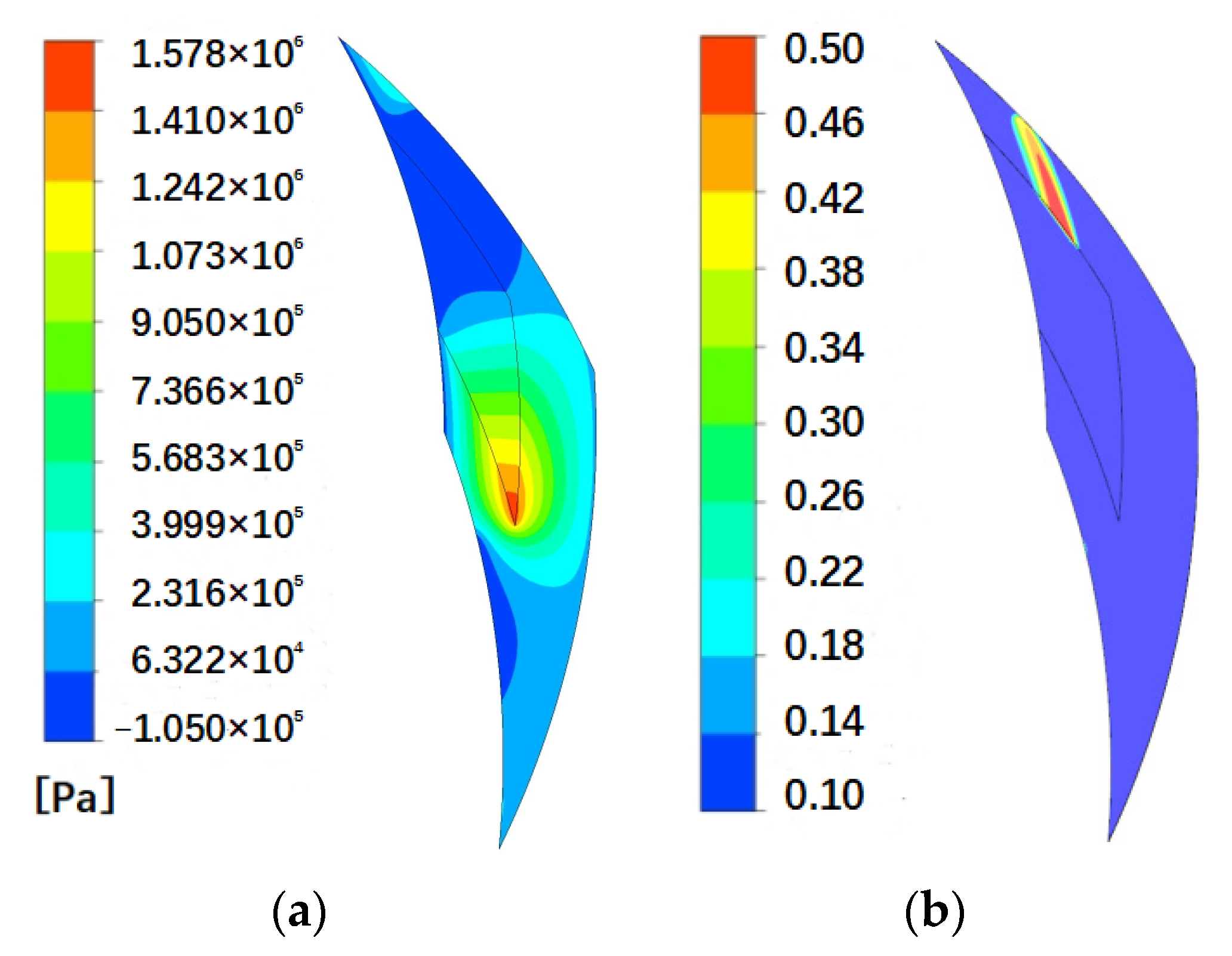
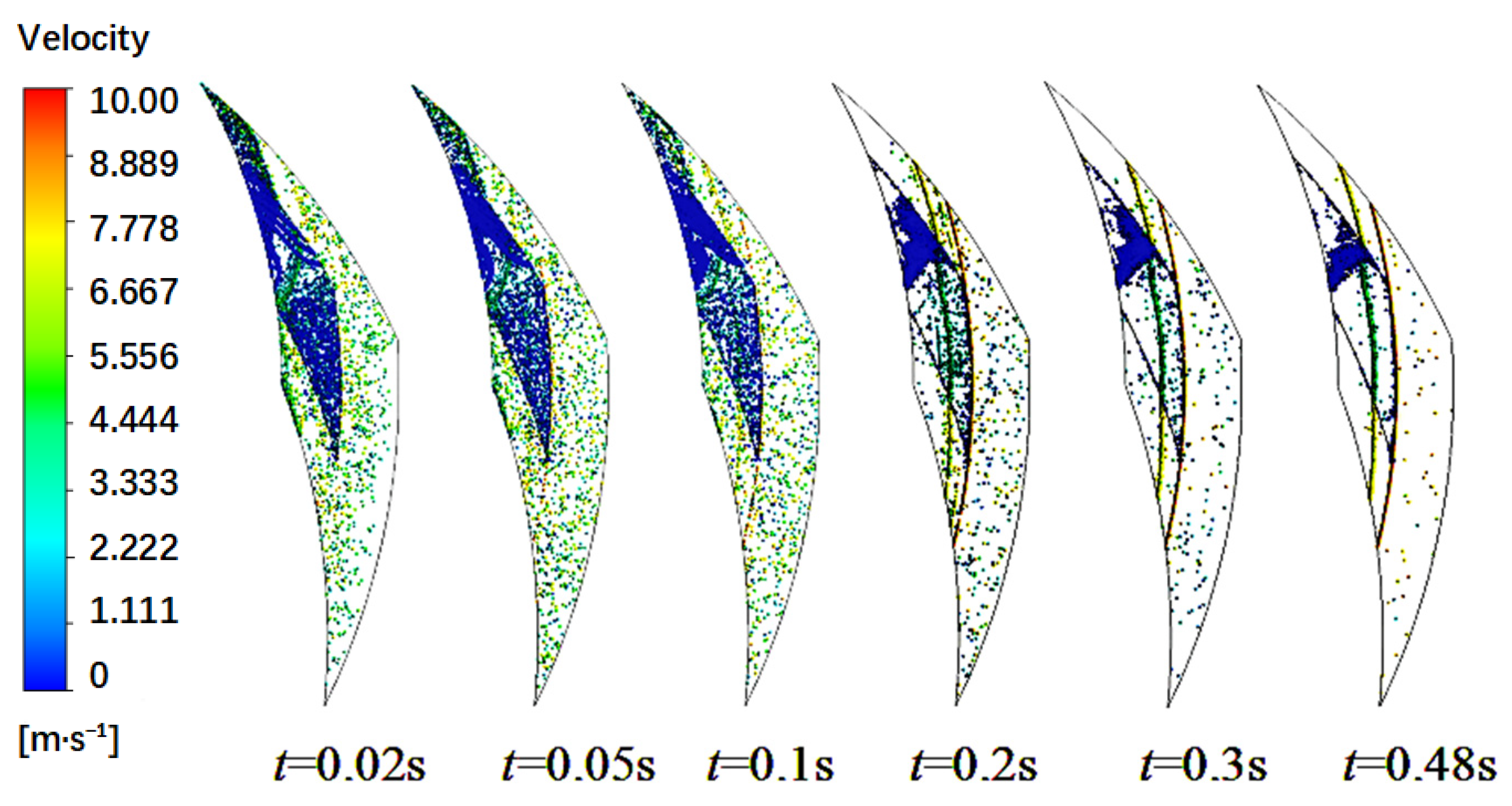
4.1. Continuous Phase Flow Field
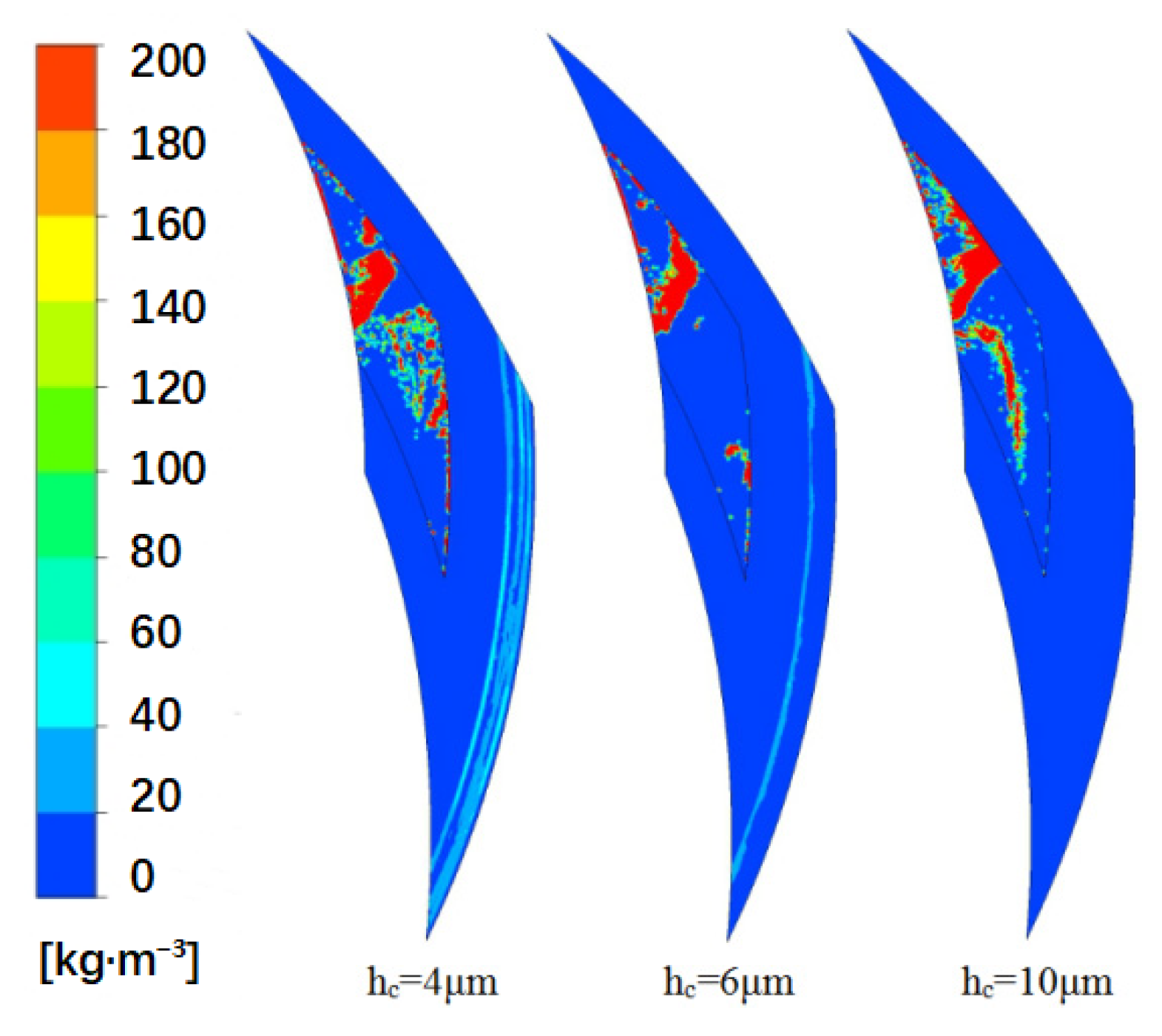
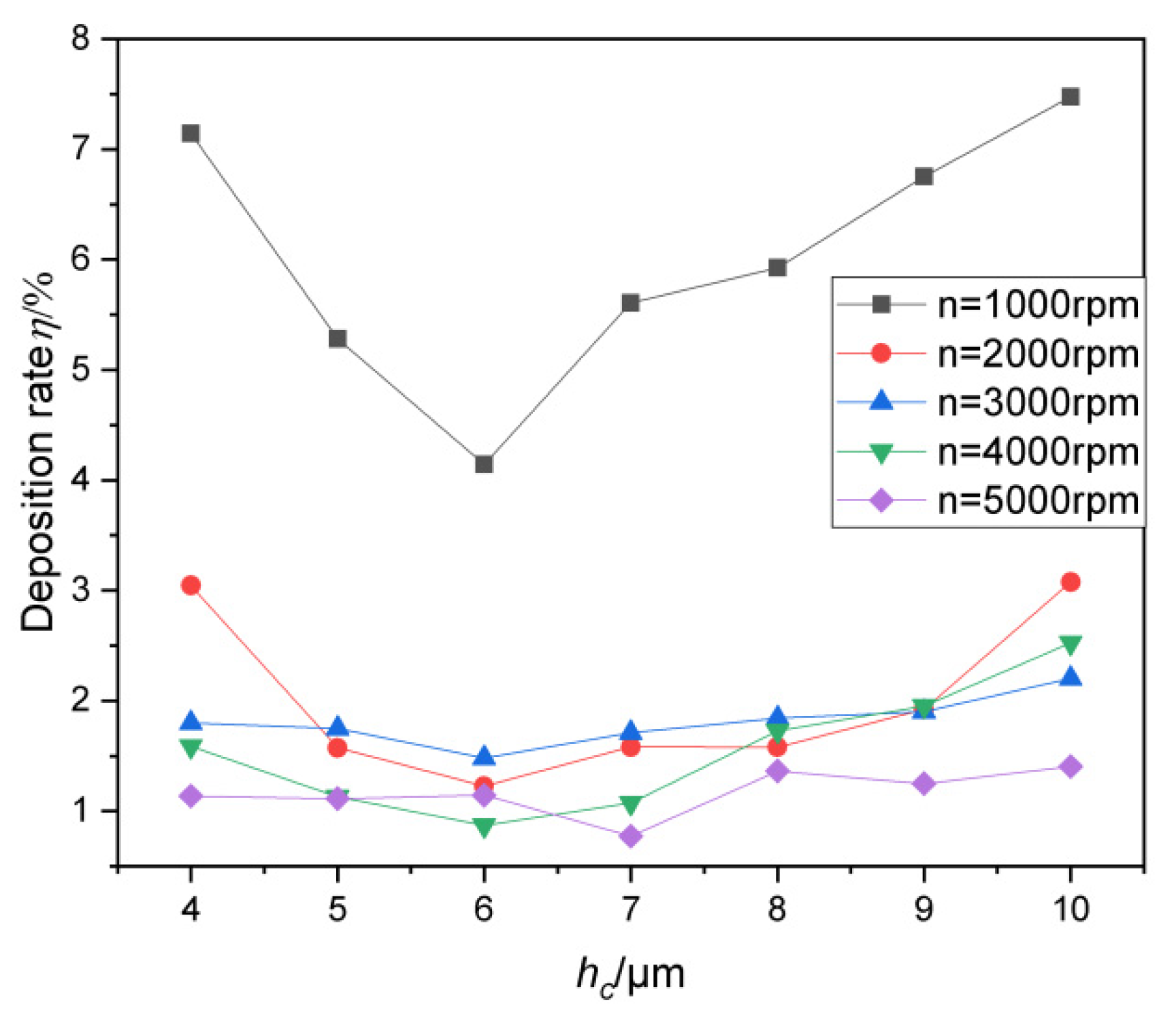
4.2. The Influence of Groove Depth on Particle Deposition Distribution and Deposition Rate
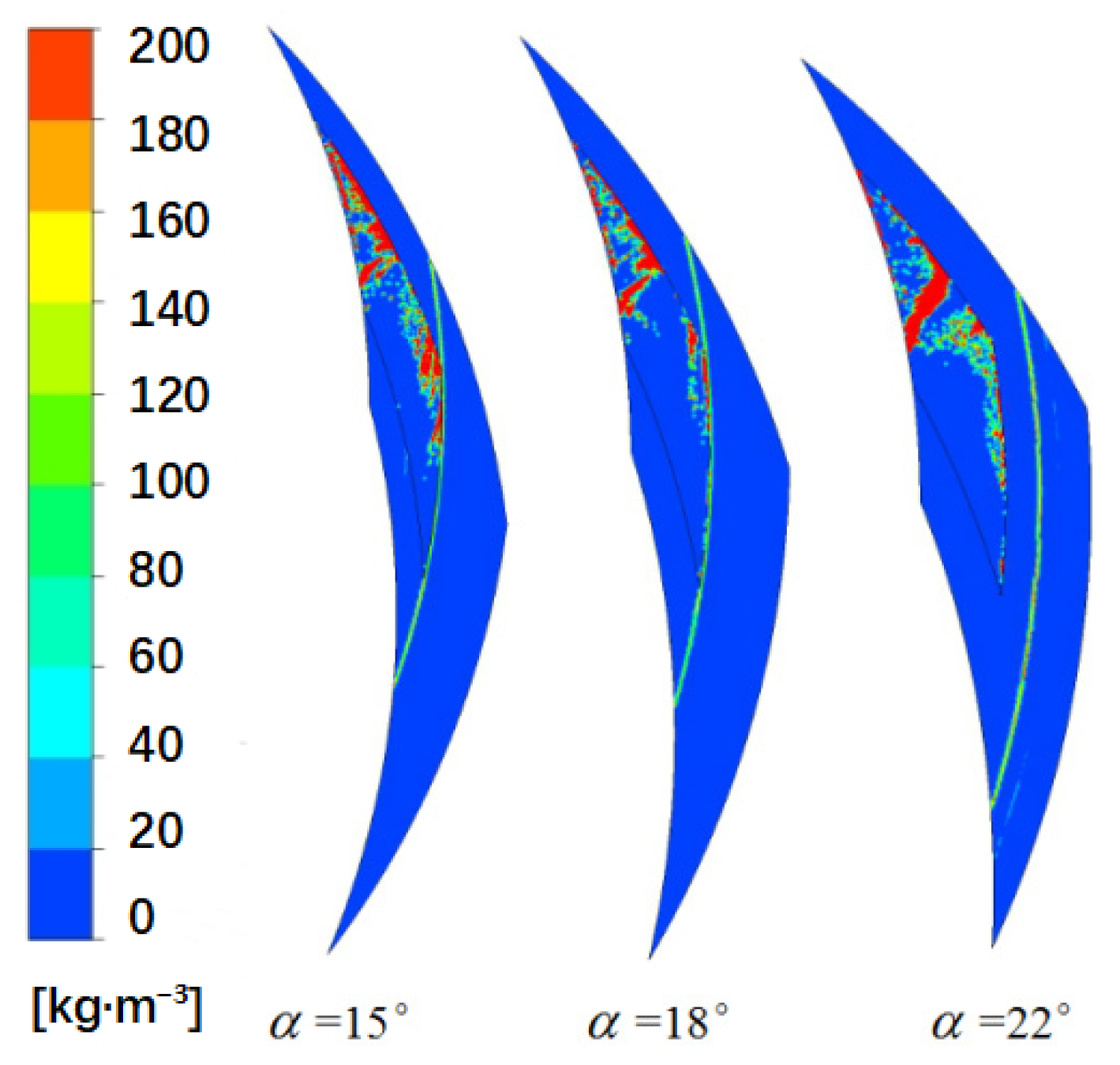
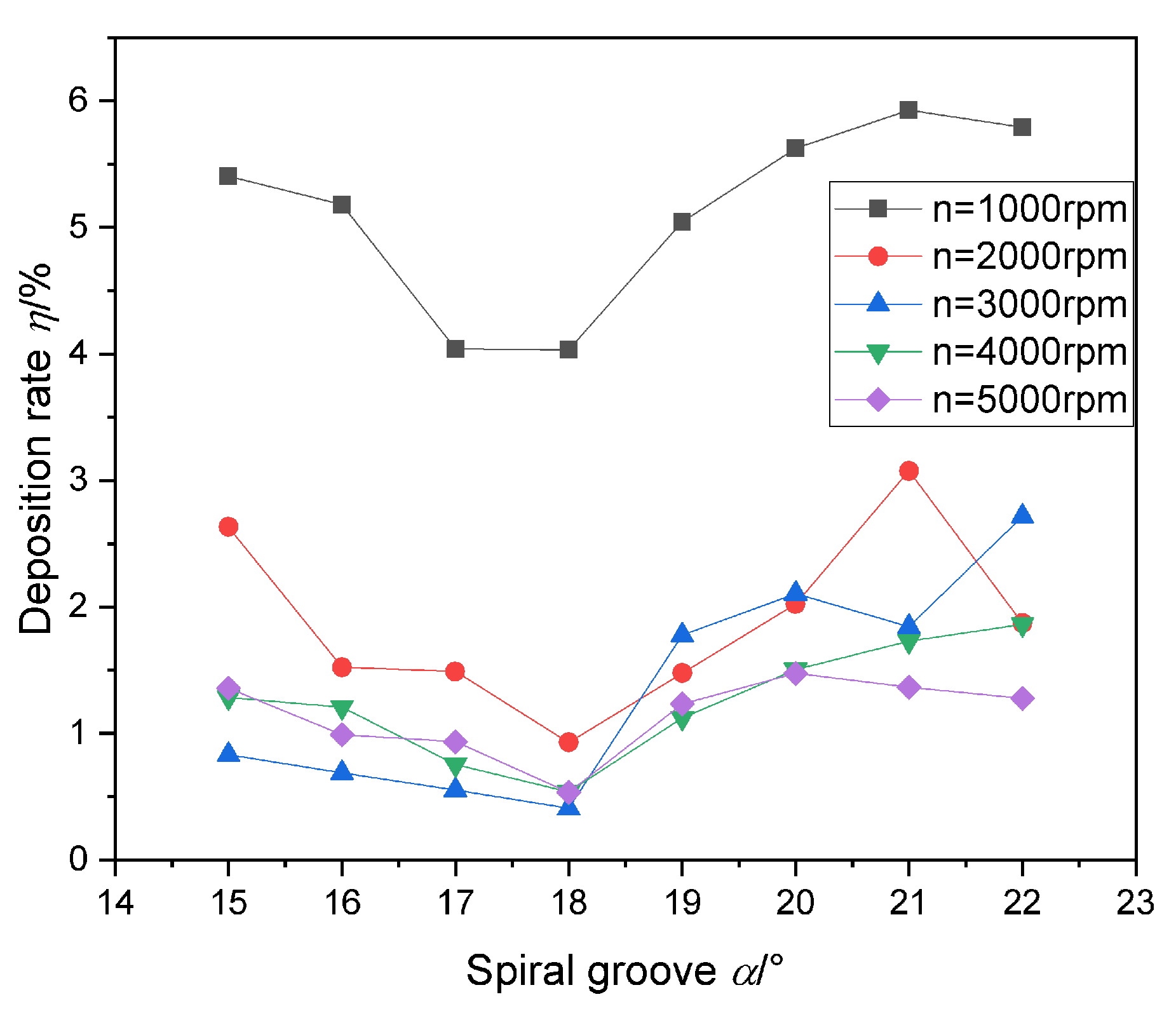
4.3. The Influence of Spiral Angle on Particle Deposition Distribution and Deposition Rate
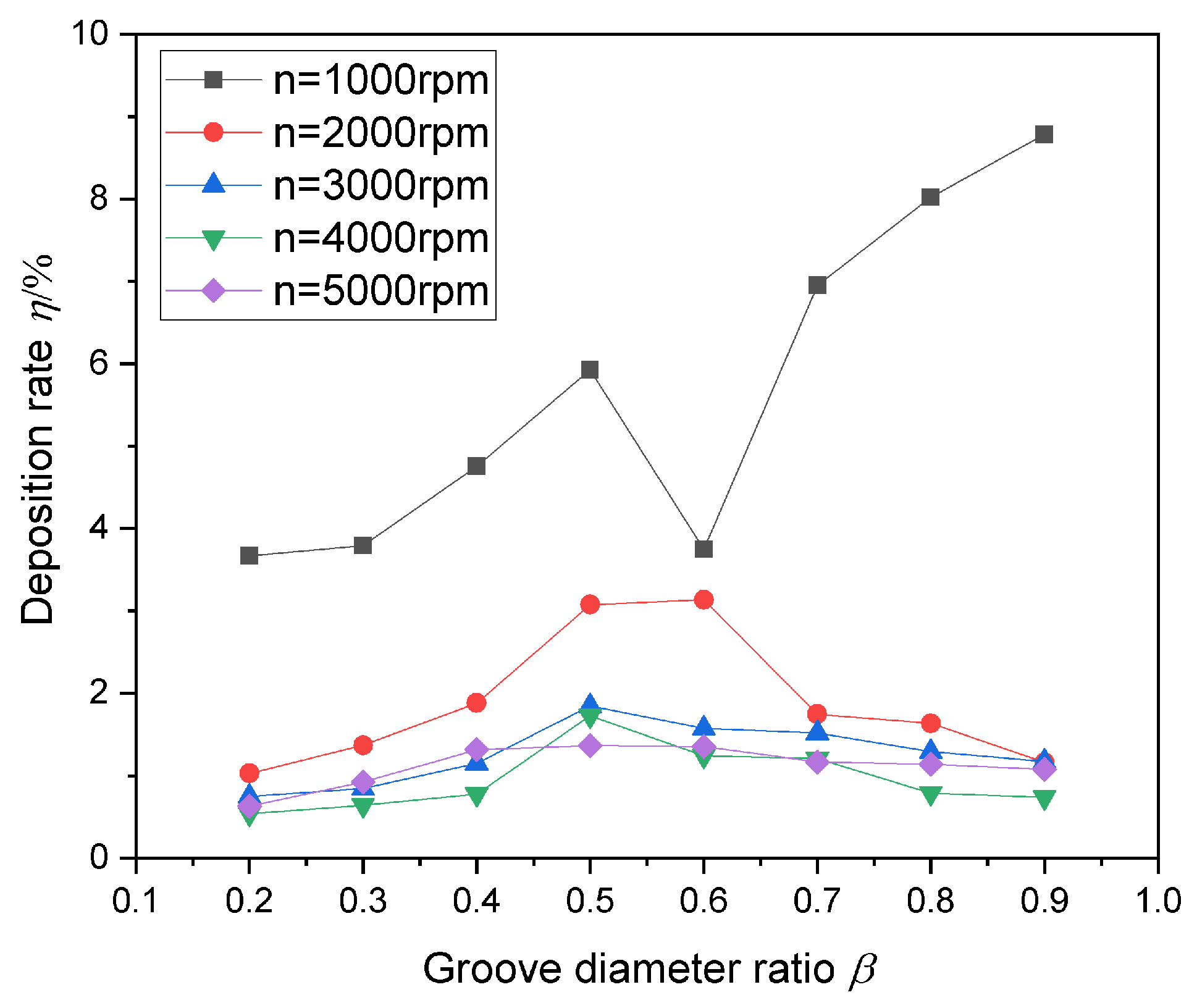
4.4. The Effects of Groove Diameter Ratio on Particle Deposition Distribution and Deposition Rate
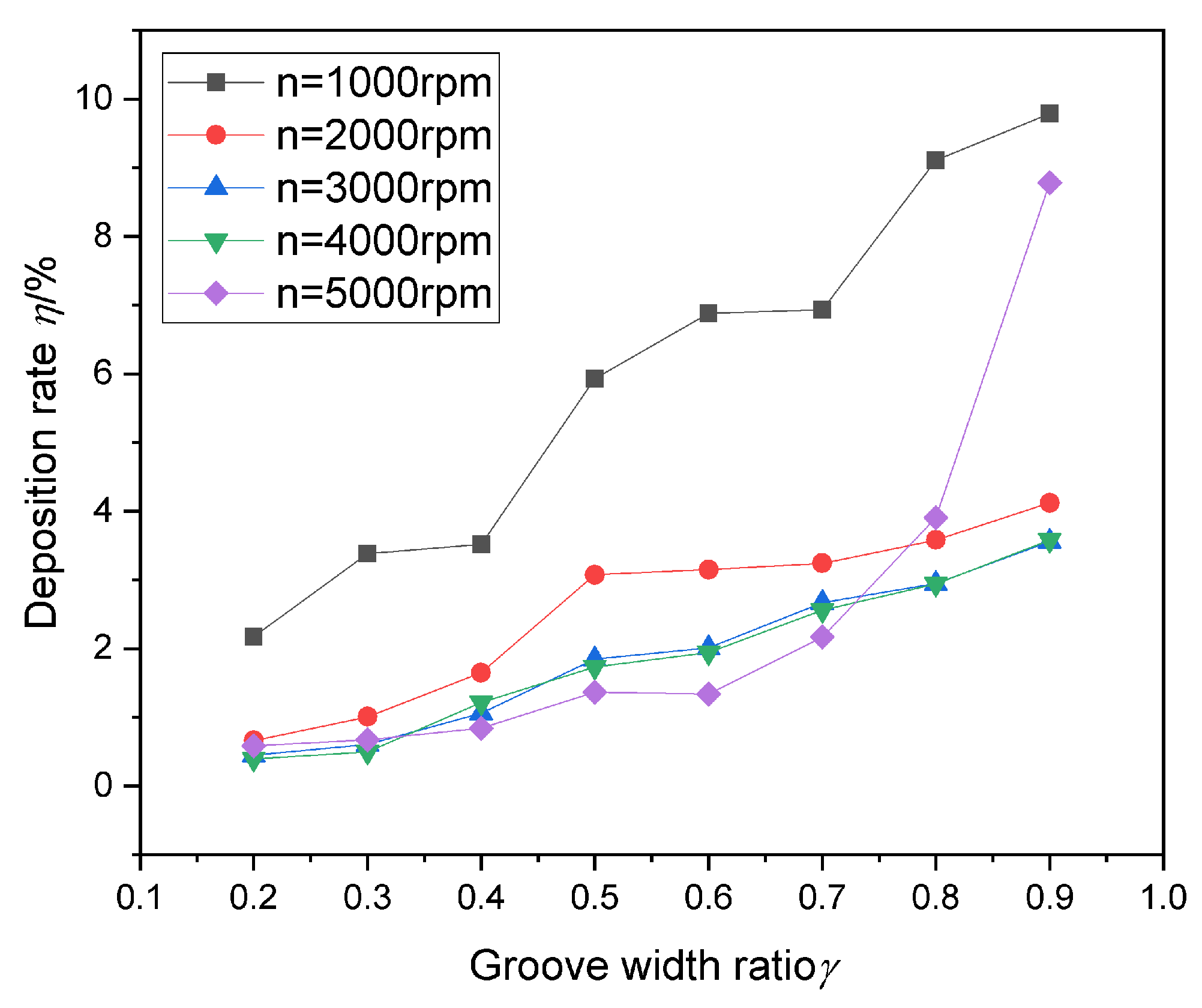
4.5. The Effects of Groove Width Ratio on Particle Deposition Rate and Sealing Performance
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Brunetière, N.; Rouillon, M. Fluid flow regime transition in water lubricated spiral grooved face seals. Tribol. Int. 2021, 153, 106605. [Google Scholar] [CrossRef]
- Findlay, J.A. Cavitation in mechanical face seals. J. Lubr. Technol. 1968, 90, 356–364. [Google Scholar] [CrossRef]
- Gao, W.; Huang, W.; Wang, T.; Liu, Y.; Wang, Z.; Wang, Y. Numerical model of two-phase mechanical face seal with shallow grooves based on finite volume method. Ind. Lubr. Tribol. 2020, 72, 1303–1309. [Google Scholar] [CrossRef]
- Li, Z.; Hao, M.; Yang, W.; Zhuang, Y.; Wang, X.; Sun, X. Study of the effects of cavitation on steady characteristics of liquid film seals based on CFD technique. Lubr. Seal. 2016, 41, 26–31. [Google Scholar]
- Li, Z.; Hao, M.; Yang, W.; Han, J.; Ren, B. Effects of waviness and taper on cavitation characteristics of liquid lubricated mechanical seals. J. Chem. Ind. Eng. 2016, 67, 2005–2014. [Google Scholar]
- Li, Z.; Hao, M.; Cao, H.; Yang, W.; Wang, Y.; Sun, X. Analysis of cavitation and load-carrying capacity of liquid film seals with consideration of surface roughness. Lubr. Seal. 2017, 42, 1–6. [Google Scholar]
- Chen, H.; Sun, D.; Wu, Y.; Chen, M.; Zhang, P. Effect of solid particles on Cavitation and Lubrication Characteristics of Upstream Pumping Mechanical Seal Liquid Membrane. Int. J. Fluid Mach. Syst. 2017, 10, 412–420. [Google Scholar] [CrossRef]
- Payvar, P.; Salant, R.F. A Computational Method for Cavitation in a Wavy Mechanical Seal. J. Tribol. 1992, 114, 199–204. [Google Scholar] [CrossRef]
- Qiu, Y.; Khonsari, M.M. On the Prediction of Cavitation in Dimples Using a Mass—Conservative Algorithm. J. Tribol. (EMO-04) 2009, 131, 41702–41711. [Google Scholar] [CrossRef]
- Ji, H.; Wang, Y.; Zhan, L.Y.; Jiang, S.; Chen, Z. Effect of multi wedge phenomenon on performance of equilateral triangular microporous end face mechanical seal. Adv. Eng. Sci. 2019, 51, 168–175. [Google Scholar]
- Xu, X.; Ma, C.; Zhang, Y.; Sun, J.; Yu, Q. Influence of Groove Structure Parameters Based on Optimal Mass Transfer Coefficient on Vaporization Characteristics and Sealing Performance of Liquid Film Mechanical Seals. Appl. Sci. 2021, 11, 8941. [Google Scholar] [CrossRef]
- Zhao, D.Y. Numerical Simulation of Gas-Solid Two-Phase Flow in Self-Lubricating Sliding Bearing. Master’s Thesis, University of Science and Technology Liaoning, Anshan, China, 2018; p. 1. [Google Scholar]
- Su, W.T.; Li, Y.; Wang, Y.H.; Zhang, Y.N.; Li, X.B.; Ma, Y. Influence of structural parameters on wavy-tilt-dam hydrodynamic mechanical seal performance in reactor coolant pump. Renew. Energy 2020, 166, 210–221. [Google Scholar] [CrossRef]
- Peng, X.D.; Yu, M.B.; Meng, X.K.; Bai, S.; Sheng, S. Effect of face wear on sealing performance of U-grooved mechanical seals. J. Shanghai Jiaotong Univ. (Nat. Ed.) 2010, 44, 1721–1726. [Google Scholar]
- Yan, Y.; Chen, W.; Sun, J. Numerical simulation of performance for bidirectional self-pumping hydrodynamic static mechanical seal. J. Drain. Irrig. Mach. Eng. 2017, 35, 692–699. [Google Scholar]
- Chen, Q.; Sun, J.J. Analysis of self-cleaning for self-pumping hydrodynamic and hydrostatic mechanical seal. Tribology 2019, 39, 259–268. [Google Scholar]
- Chen, H.; Zuo, M.; Wu, Q.; Xu, C.; Wang, Y.; Li, S. Solid-liquid two-phase flow characteristics of lubricating film in upstream pumping mechanical seal. J. Drain. Irrig. Mach. Eng. 2015, 33, 685–690. [Google Scholar]
- Chen, H.; Wang, Q.; Li, W.; Zhang, J. Numerical simulation of three-dimensional micro-clearance flow field of upstream pumped mechanical seal with spiral groove based on Fluent. Lubr. Seal. 2012, 37, 16–19. [Google Scholar]
- Khonsari, M.M.; Wang, S.H.; Qi, Y.L. A Theory of liquid-solid lubfication in elasto hydrodynamic regime. J. Tribol. 1989, 111, 440–444. [Google Scholar] [CrossRef]
- Hao, M.M.; Cai, H.Z.; Liu, W.B.; Li, Z. Numerical analysis on gas-liquid two-phase flow of outward pumping spiral-grooved mechanical seal clearance. J. China Univ. Pet. (Nat. Sci. Ed.) 2015, 39, 129–137. [Google Scholar]
- Li, Y. The Research on Numerical Simulation and Abrasion Property of Solid-Liquid Two-Phase-Flow Centrifugal Pump; Zhejiang University of Science and Technology: Hangzhou, China, 2014. [Google Scholar]
- Zhao, B.J.; Yuan, S.Q.; Liu, H.L.; Huang, Z.F.; Tan, M.G. Simulation of solid-liquid two-phase turbulent flow in double-channel pump based on mixture model. Trans. CSAE 2008, 24, 7–12. [Google Scholar]
- Wu, Y.; Tang, X.; Liu, S.; Xu, N. Hydraulic Mechanical Cavitation and Solid-Liquid Two-Phase Fluid Dynamics; China Hydropower Publishing House: Beijing, China, 2007; pp. 31–37. [Google Scholar]
- Wang, F.J. Computational Fluid Dynamics Analysis; Tsinghua University Press: Beijing, China, 2004; pp. 4–7. [Google Scholar]
- Wu, Q.B. Study on Cavitation Characteristics of Dynamic Pressure Mechanical Seal with Liquid Film Lubrication; Jiangsu University: Zhenjiang, China, 2015. [Google Scholar]
- Feng, M.; Hou, C.; Hu, M.X.; Liu, Z.H. Motion and deposition of submicron particles in aerodynamic thrust bearing. J. Chin. Inert. Technol. 2019, 27, 227–234. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometrical Parameters | Value |
|---|---|
| Inner radius of seal ring, ri/mm | 26 |
| Outer radius of seal ring, ro/mm | 31 |
| Spiral groove outer root radius, rg/mm | 27~30.5 |
| Spiral angle, α/° | 15~22 |
| Groove number, N | 12 |
| Depth of groove, hc/μm | 4~10 |
| Groove diameter ratio, β | 0.2~0.9 |
| Groove width ratio, γ | 0.2~0.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Wei, Z.; Lu, J.; Gui, K.; Chen, Y.; Cheng, Q.; Fu, Y.; Zhao, B. Spiral Groove Parametric Study of Solid Particles Deposition Characteristics in Sealing Lubrication Film. Energies 2022, 15, 3893. https://doi.org/10.3390/en15113893
Chen H, Wei Z, Lu J, Gui K, Chen Y, Cheng Q, Fu Y, Zhao B. Spiral Groove Parametric Study of Solid Particles Deposition Characteristics in Sealing Lubrication Film. Energies. 2022; 15(11):3893. https://doi.org/10.3390/en15113893
Chicago/Turabian StyleChen, Huilong, Zepeng Wei, Juncheng Lu, Kai Gui, Yingjian Chen, Qian Cheng, Yanxia Fu, and Binjuan Zhao. 2022. "Spiral Groove Parametric Study of Solid Particles Deposition Characteristics in Sealing Lubrication Film" Energies 15, no. 11: 3893. https://doi.org/10.3390/en15113893
APA StyleChen, H., Wei, Z., Lu, J., Gui, K., Chen, Y., Cheng, Q., Fu, Y., & Zhao, B. (2022). Spiral Groove Parametric Study of Solid Particles Deposition Characteristics in Sealing Lubrication Film. Energies, 15(11), 3893. https://doi.org/10.3390/en15113893