
Energy-Model and Life Cycle-Model for Grinding Processes of Limestone Products



Abstract
1. Introduction
2. Materials and Methods
2.1. Grinding Material
2.2. Bond Method
2.3. Nonlinear Parameter Estimation and Empirical Method
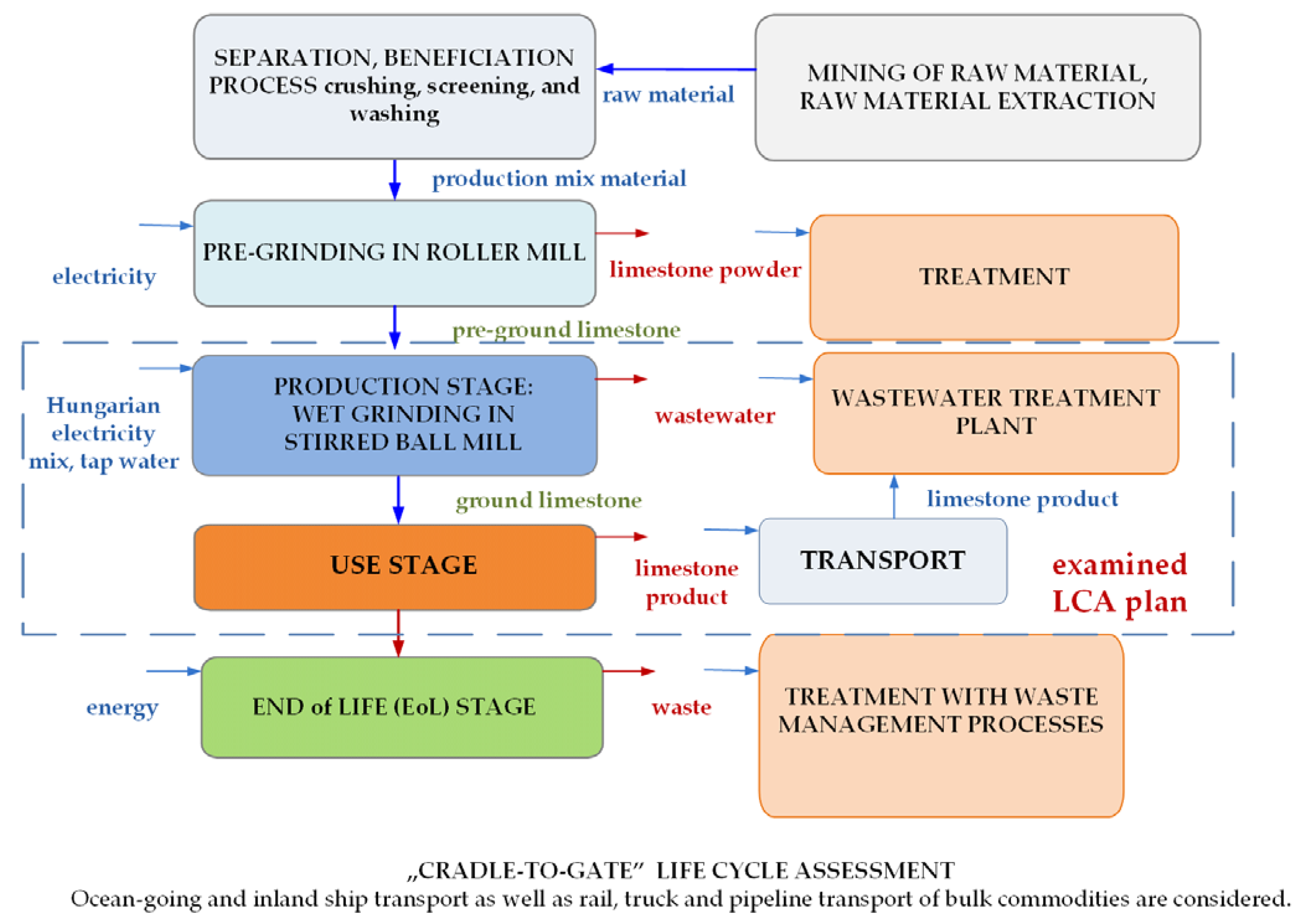
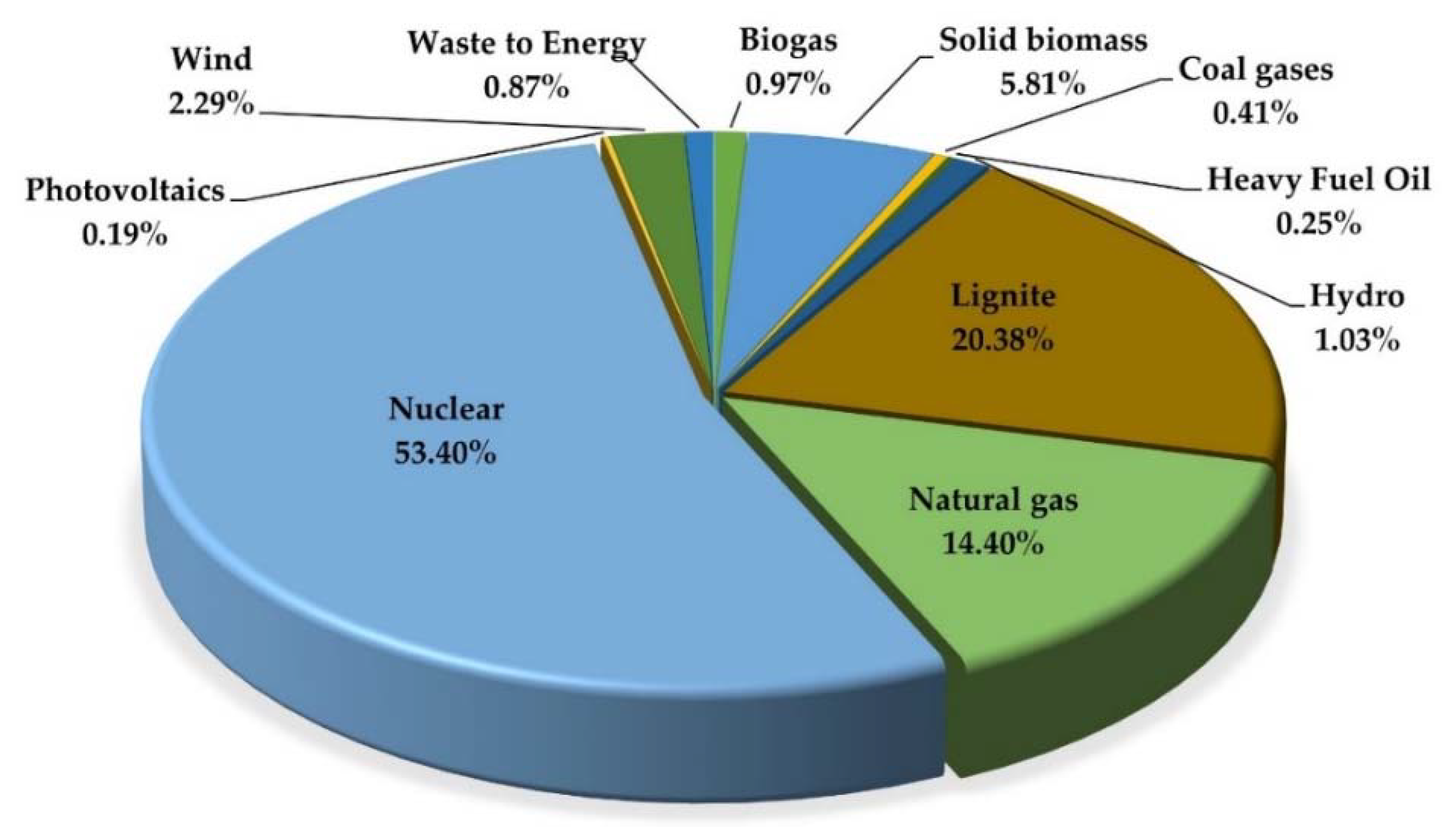
2.4. Life Cycle Assessment Method
3. Results and Discussion
3.1. Grinding Results in Bond Mill
3.2. Grinding Results in Stirred Ball Mill
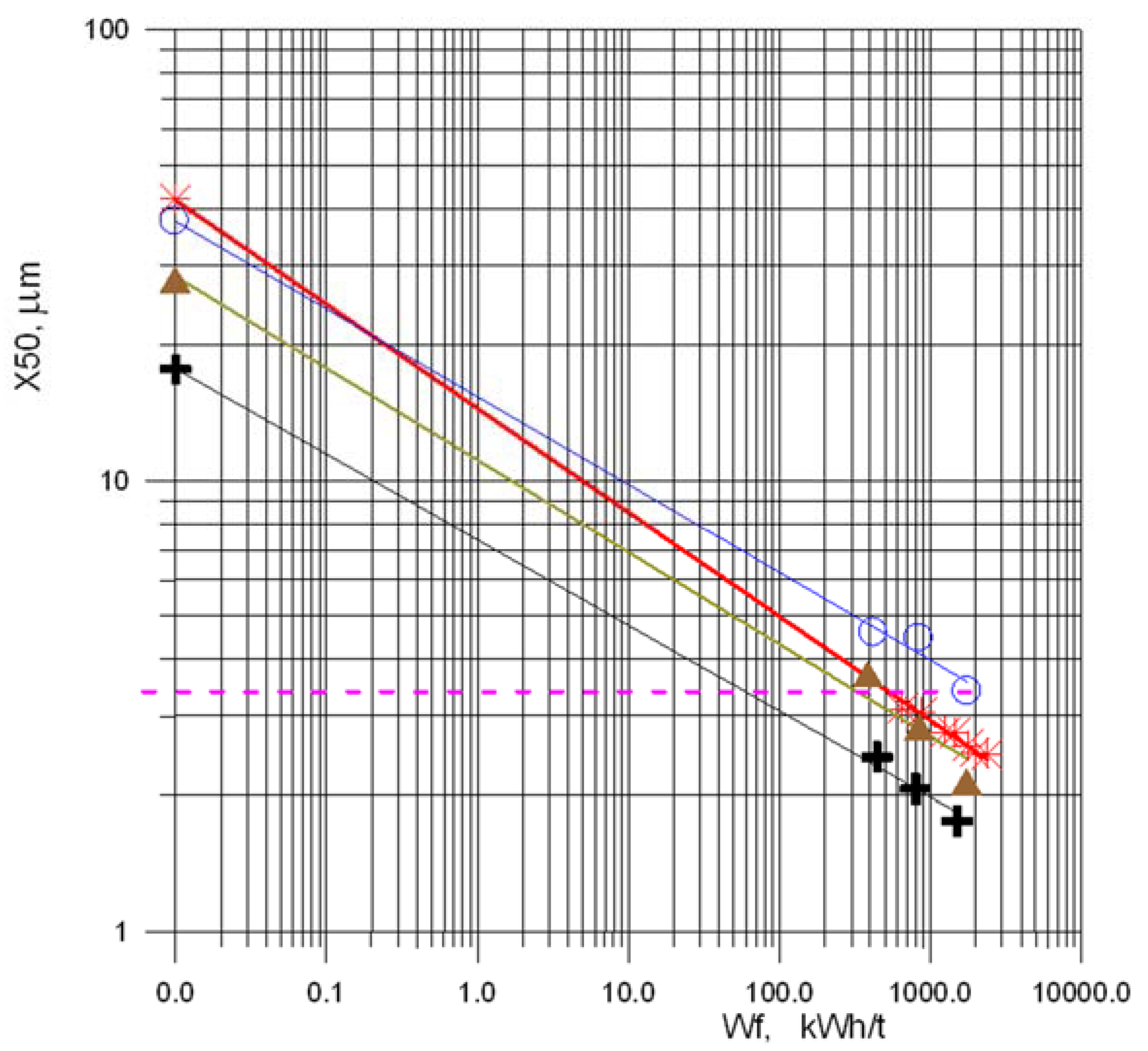
3.3. Grinding Fineness and Specific Grinding Work
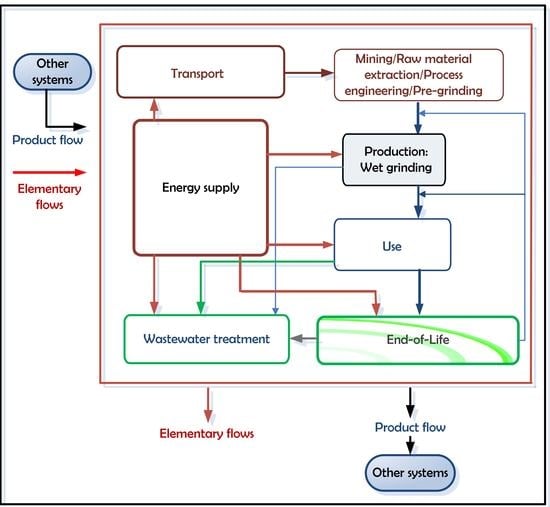
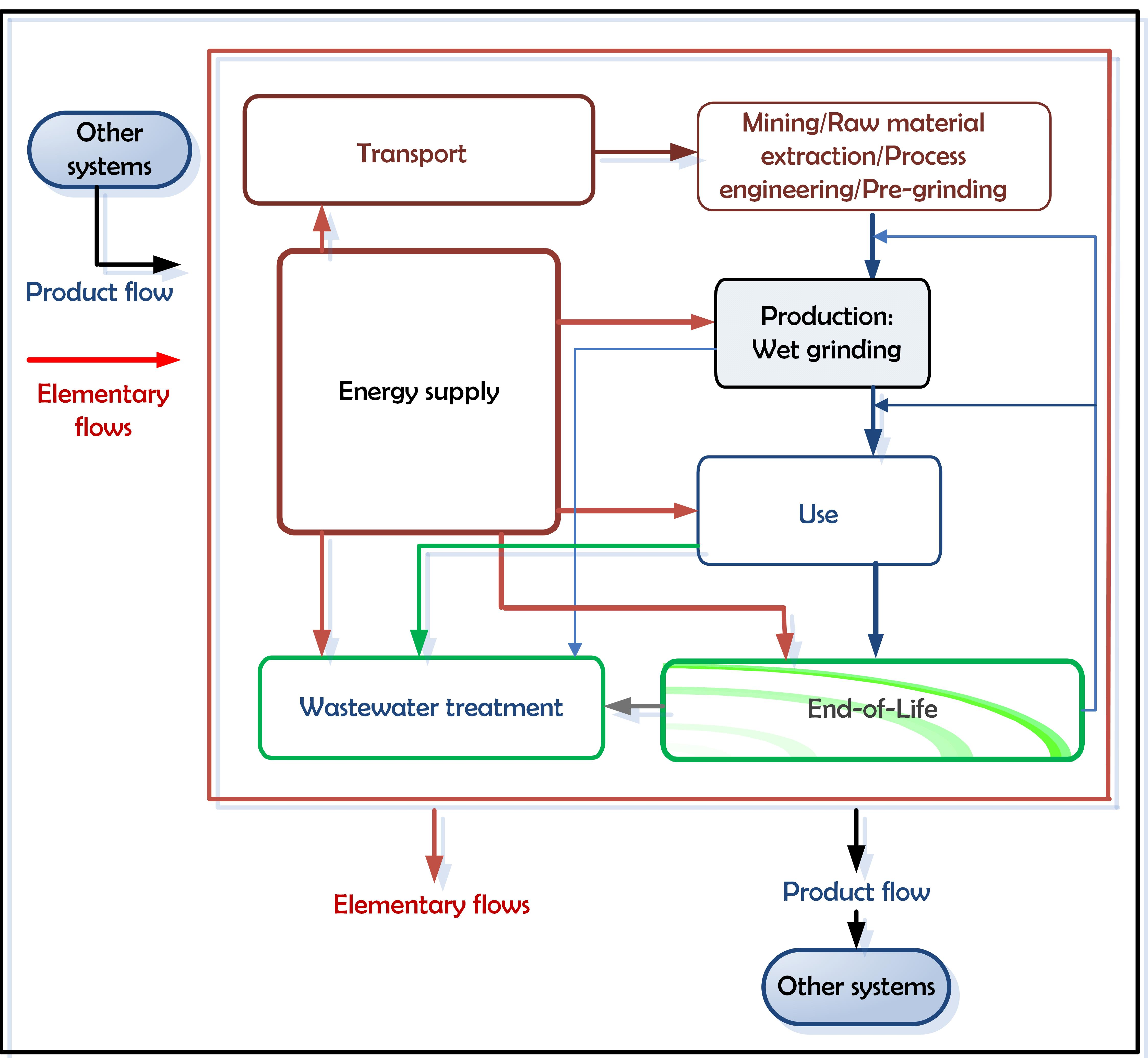
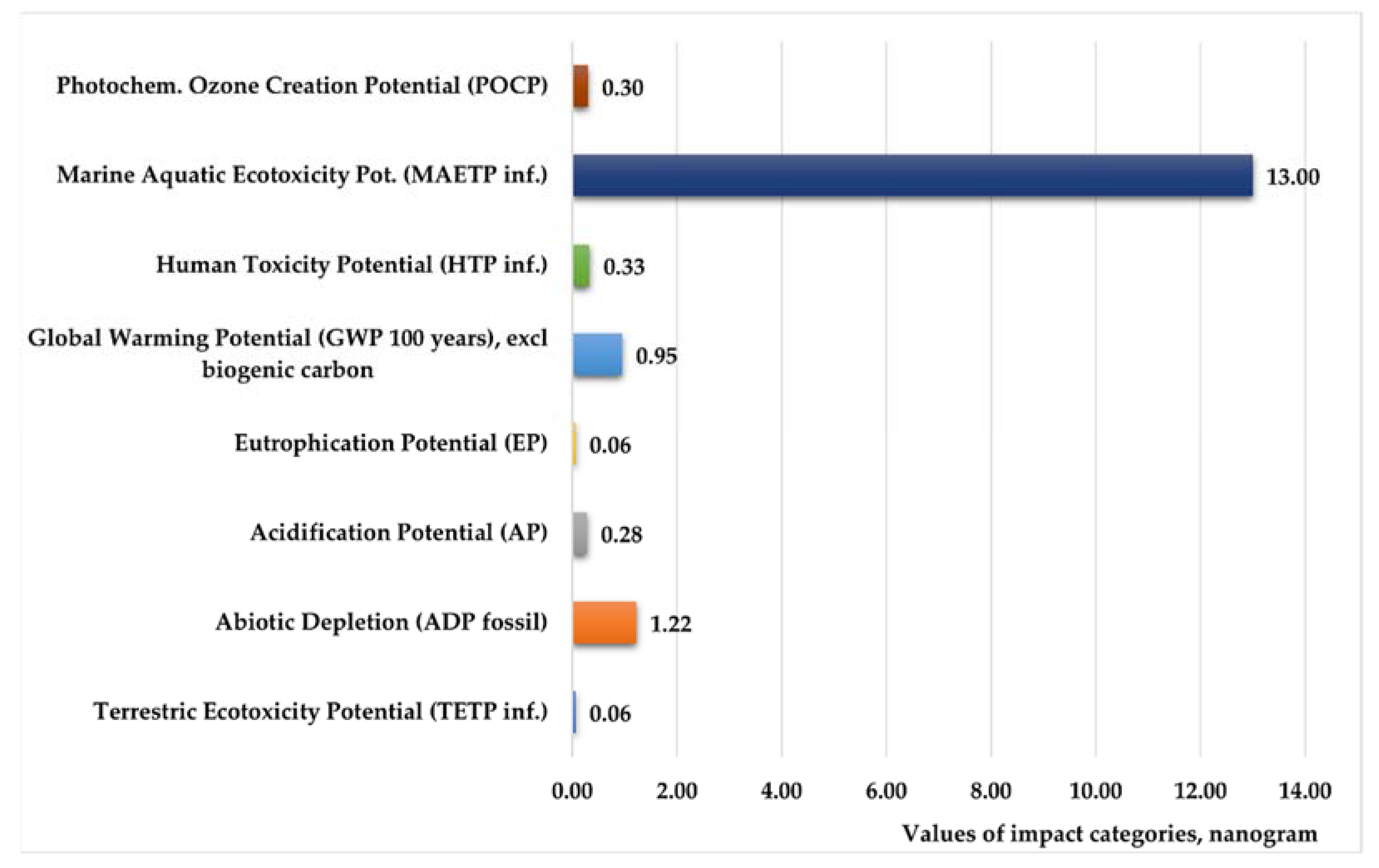
3.4. Life Cycle-Model for Wet Grinding Process
3.5. Connection between Energy-Model and Life Cycle-Model
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviation
| ADPE | Abiotic Depletion Potential for elements |
| ADPF | Abiotic Depletion Potential for fossils |
| AP | Acidification Potential |
| BIM | Building information modeling |
| cm | Solid mass concentration |
| Cmix | Grindability index number |
| Dk | Diameter of stirring equipment, m |
| Dm | Diameter of mill, m |
| dg | Diameter of grinding beads, m |
| dk | Diameter of stirrer disks, m |
| EC | Total energy consumption for comminution of mass of total output, KWh |
| EPD | Environmental Product Declaration |
| EP | Eutrophication Potential |
| FAETP | Freshwater Aquatic Ecotoxicity Potential |
| FU | Functional unit |
| GWP | Global Warming Potential |
| HGI | Hardgrove Grindability Index |
| HTP | Human Toxicity Potential |
| LCA | Life Cycle Assessment |
| LCC | Life Cycle Cost |
| LCI | Life Cycle Inventory |
| LCIA | Life Cycle Impact Assessment |
| LUC | Land Use Change |
| MAETP | Marine Aquatic Ecotoxicity Potential |
| mxi | Mass of useful product, t |
| mp | Mass of total output of comminution process, t |
| n | Stirrer speed of stirred ball mill, min−1 |
| ODP | Ozone Depletion Potential |
| P | Power consumption, kW |
| Pm | Stirred ball mill power, kW |
| POCP | Photochemical Ozone Creation Potential |
| Qxi | Throughput, t/h |
| RSD | Relative standard deviation, % |
| SECxi | Specific energy consumption, kWh·t−1 |
| TETP | Terrestric Ecotoxicity Potential |
| t | Grinding time, min |
| tr | Time of comminution, h |
| x | Relative particle size, μm |
| X50 | Median particle size of feed material, μm |
| x50 | Median particle size of ground material, μm |
| vk | Circumferential speed of stirrer, m s−1 |
| wk | Width of stirrer disks, m |
| Wf | Specific grinding work, kWh·t−1 |
| WiBK | Bond Work Index with Karra algorithms, kWh·t−1 |
| WiBH | Bond Operating Index from Hardgrove Index, kWh·t−1 |
| ρs | Suspension density, kg·m−3 |
| φm | Filling ratio of the mill |
| φg | Filling ratio of the grinding beads |
| A | Constant |
| a | Parameter, μm |
| n | Exponent |
References
- Pillai, R.G.; Ravindra, G.; Santhanam, M.; Rengaraju, S.; Dhandapani, Y.; Rathnarajan, S.; Basavaraj, A.S. Service life and life cycle assessment of reinforced concrete systems with limestone calcined clay cement (LC3). Cem. Concr. Res. 2019, 118, 111–119. [Google Scholar] [CrossRef]
- Touil, D.; Belaadi, S.; Frances, C. The specific selection function effect on clinker grinding efficiency in a dry batch ball mill. Int. J. Miner. Proc. 2008, 87, 141–145. [Google Scholar] [CrossRef][Green Version]
- Shin, H.; Lee, S.; Jung, H.S.; Kim, J.-B. Effect of ball size and powder loading on the milling efficiency of a laboratory-scale wet ball mill. Ceram. Int. 2013, 39, 8963–8968. [Google Scholar] [CrossRef]
- Mannheim, V. Empirical and scale-up modelling in stirred ball mills. Chem. Eng. Res. Des. 2011, 89, 405–409. [Google Scholar] [CrossRef]
- Kwade, A. Mill selection and process optimization using a physical grinding model. Int. J. Miner. Process. 2004, 74, 93–101. [Google Scholar] [CrossRef]
- Karbstein, H.; Müller, F.; Polke, R. Scale-up for grinding in stirred ball mills. Aufbereit. -Technik. 1996, 37, 469–479. [Google Scholar]
- Parker, N.; Rahman, M.; Bilgili, E. Impact of media material and process parameters on breakage kinetics–energy consumption during wet media milling of drugs. Eur. J. Pharm. Biopharm. 2020, 153, 52–67. [Google Scholar] [CrossRef]
- Bilgili, E.; Guner, G. Mechanistic Modeling of Wet Stirred Media Milling for Production of Drug Nanosuspensions. AAPS PharmSciTech. 2021, 22, 2. [Google Scholar] [CrossRef]
- Mucsi, G.; Rácz, Á. Grinding kinetics of red grape seed residue in stirred media mill. Adv. Powder Technol. 2017, 28, 2564–2571. [Google Scholar] [CrossRef]
- Oti, J.E.; Kinuthia, J.M.A.K. The Development of Stabilised Clay-Hemp Building Material for Sustainability and Low Carbon Use. J. Civ. Eng. Constr. 2020, 9, 205–214. [Google Scholar] [CrossRef]
- Guner, G.; Yilmaz, D.; Bilgili, E. Kinetic and Microhydrodynamic Modeling of Fenofibrate Nanosuspension Production in a Wet Stirred Media Mill. Pharmaceutics 2021, 13, 1055. [Google Scholar] [CrossRef] [PubMed]
- Flach, F.; Breitung-Faes, S.; Kwade, A. Scaling Wet Fine Grinding Processes of Organic Particles Using Stirred Media Mills. Chem. Ing. Tech. 2017, 89, 1051–1059. [Google Scholar] [CrossRef]
- Huppes, G.; Ishikawa, M. Eco-efficiency and Its xs Terminology. J. Ind. Ecol. 2005, 9, 43–46. [Google Scholar] [CrossRef]
- Kruszelnicka, W. A New Model for Environmental Assessment of the Comminution Process in the Chain of Biomass Energy Processing. Energies 2020, 13, 330. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Kasner, R.; Bałdowska-Witos, P.; Flizikowski, J.; Tomporowski, A. The Integrated Energy Consumption Index for Energy Biomass Grinding Technology Assessment. Energies 2020, 13, 1417. [Google Scholar] [CrossRef]
- Marcelino-Sadaba, S.; Kinuthia, J.; Oti, J.; Seco Meneses, A. Challenges in Life Cycle Assessment (LCA) of stabilised clay-based construction materials. Appl. Clay Sci. 2017, 144, 121–130. [Google Scholar] [CrossRef]
- Pandey, A.K.; Prakash, R. Industrial Sustainability Index and Its Possible Improvement for Paper Industry. Open J. Energy Effic. 2018, 7, 118–128. [Google Scholar] [CrossRef]
- Laso, J.; García-Herrero, I.; Margallo, M.; Bala, A.; Fullana-i-Palmer, P.; Irabien, A.; Aldaco, R. LCA-Based Comparison of Two Organic Fraction Municipal Solid Waste Collection Systems in Historical Centres in Spain. Energies 2019, 12, 1407. [Google Scholar] [CrossRef]
- Labuschagne, C.; Brent, A.C. Sustainable Project Life Cycle Management: The need to integrate life cycles in the manufacturing sector. Int. J. Proj. Manag. 2005, 23, 159–168. [Google Scholar] [CrossRef]
- Rossmann, M.; Stratmann, M.; Rötzer, N.; Schäfer, P.; Schmidt, M. Comparability of LCAs—Review and Discussion of the Application Purpose. In Progress in Life Cycle Assessment 2019. Sustainable Production, Life Cycle Engineering and Management; Albrecht, S., Fischer, M., Leistner, P., Schebek, L., Eds.; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- U.S. Geological Survey. Mineral Commodity Summaries 2020; U.S. Geological Survey: Reston, VA, USA, 2020; 200p. [CrossRef]
- Van Leeuwen, R.; Kim, Y.-J.; Sriraman, V. The Effects of Limestone Powder Particle Size on the Mechanical Properties and the Life Cycle Assessment of Concrete. J. Civ. Eng. Res. 2016, 6, 104–113. [Google Scholar] [CrossRef]
- Song, D.; Yang, J.; Chen, B.; Hayat, T.; Alsaedi, A. Life-cycle environmental impact analysis of a typical cement production chain. Appl. Energy 2016, 164, 916–923. [Google Scholar] [CrossRef]
- Mannan, M.; Al-Ghamdi, S.G. Investigating environmental life cycle impacts of active living wall for improved indoor air quality. Build. Environ. 2022, 208, 108595. [Google Scholar] [CrossRef]
- ISO 14025:2006; Environmental Labels and Declarations—Type III Environmental Declarations—Principles and Procedures. International Organization for Standardization: Geneva, Switzerland, 2006.
- Ingwersen, W.W.; Subramanian, V. Guidance for product category rule development: Process, outcome, and next steps. Int. J. Life Cycle Assess 2014, 19, 532–537. [Google Scholar] [CrossRef]
- Galindro, B.M.; Welling, S.; Bey, N.; Olsen, S.I.; Soares, S.R.; Ryding, S.-O. Making use of life cycle assessment and environmental product declarations. J. Ind. Ecol. 2020, 24, 965–975. [Google Scholar] [CrossRef]
- Cooper, J.; Godwin, C.; Hall, E.S. Modeling Process and Material Alternatives in Life Cycle Assessments. Int. J. Life Cycle Assess. 2008, 13, 115–123. [Google Scholar] [CrossRef]
- Mannheim, V. Life Cycle Assessment Model of Plastic Products: Comparing Environmental Impacts for Different Scenarios in the Production Stage. Polymers 2021, 13, 777. [Google Scholar] [CrossRef]
- Mannheim, V.; Simenfalvi, Z. Total Life Cycle of Polypropylene Products: Reducing Environmental Impacts in the Manufacturing Phase. Polymers 2020, 12, 1901. [Google Scholar] [CrossRef]
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organisation for Standardization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 6 June 2019).
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organisation for Standardization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/38498.html (accessed on 6 June 2019).
- [Gabi 9.2] Sphera, Stuttgart, Leinfelden-Echterdingen. Sphera Gabi 9.2 Software-System and Databases for Life Cycle Engineering [Internet]. 2019. Available online: https://www.gabi-software.com (accessed on 12 June 2019).
- [CML] Institute of Environmental Sciences, Leiden University. CML-IA Characterisation Factors Portal [Internet]. 2016. Available online: https://www.universiteitleiden.nl/en/research/researchoutput/science/cml-ia-characterisation-factors (accessed on 29 June 2018).
- European Commission. Recommendations for Life Cycle Impact Assessment in the European context—Based on Existing Environmental Impact Assessment Models and Factors. In ILCD Handbook; European Commission, Joint Research Centre, Institute for Environment and Sustainability: Ispra, Italy, 2011; Available online: https://publications.jrc.ec.europa.eu/repository/handle/JRC61049 (accessed on 29 February 2016). [CrossRef]
- European Commission. Report on Critical Raw Materials for the EU.; European Commission: Brussels, Belgium, 2014; Available online: http://ec.europa.eu/growth/sectors/raw-materials/specific-interest/critical/index_en.htm (accessed on 29 February 2016).
- European Commission. Analysis of existing Environmental Impact Assessment methodologies for use in Life Cycle Assessment; European Commission, Joint Research Centre, Institute for Environment and Sustainability. 2010. Available online: http://eplca.jrc.ec.europa.eu/uploads/ILCD-Handbook-LCIA-Background-analysis-online-12March2010.pdf (accessed on 29 February 2016).
- Guinée, J.B. Handbook on life cycle assessment—Operational guide to the ISO standards. Int. J. Life Cycle Assess. 2002, 7, 311. [Google Scholar] [CrossRef]
- Heijungs, R.; Sangwon, S. The Computational Structure of Life Cycle Assessment; Springer Science & Business Media: Berlin, Germany, 2002. [Google Scholar] [CrossRef]
- Guinée, J.B.; Heijungs, R. A proposal for the definition of resource equivalency factors for use in product Life-Cycle Assessment. Environ. Toxicol. Chem. 1995, 14, 917–925. [Google Scholar] [CrossRef]
- Van Oers, L.; De Koning, A.; Guinée, J.B.; Huppes, G. Abiotic resource depletion in LCA. In Improving Characterisation Factors for Abiotic Resource Depletion as Recommended in the New Dutch LCA Handbook; RWS-DWW: Delft, The Netherlands, 2002; Available online: http://www.leidenuniv.nl/cml/ssp/projects/lca2/report_abiotic_depletion_web.pdf (accessed on 29 February 2016).
- Fuerstenau, D.W.; Venkataraman, D.W. The Comminution of Multicomponent Feeds under Batch and Locked Cycle Condition: Kinetics, Simulation and Energy Distribution. Int. J. Miner. Process. 1988, 22, 105–118. [Google Scholar] [CrossRef]
- García, G.G.; Oliva, J.; Guasch, E.; Anticoi, H.; Coello-Velázquez, A.L.; Menéndez-Aguado, J.M. Variability Study of Bond Work Index and Grindability Index on Various Critical Metal Ores. Metals 2021, 11, 970. [Google Scholar] [CrossRef]
- Yan, D.; Eaton, R. Breakage Properties of Ore Blends. Miner. Eng. 1994, 7, 185–199. [Google Scholar] [CrossRef]
- Hosten, C.; Avsar, C. Grindability of Mixtures of Cement Clinker and Trass. Cem. Concr. Res. 1998, 28, 1519–1524. [Google Scholar] [CrossRef]
- Tavares, L.M.; Kallemback, R.D.C. Grindability of Binary Ore Blends in Ball Mills. Miner. Eng. 2013, 41, 115–120. [Google Scholar] [CrossRef]
- Bond, F.C. Crushing and Grinding Calculation Parts, I. Br. Chem. Eng. 1961, 6, 378–385. [Google Scholar]
- Bond, F.C. Crushing and Grinding Calculation Parts II. Br. Chem. Eng. 1961, 8, 543–548. [Google Scholar]
- Kujundžić, T.; Bedeković, G.; Kuhinek, D.; Korman, T. Impact of rock hardness on fragmentation by hydraulic hammer and crushing in jaw crusher. Rud. -Geološko-Naft. Zb. 2008, 20, 83–90. [Google Scholar]
- Linsong, W.; Zhiyong, G.; Honghu, T.; Li, W.; Haisheng, H.; Wei, S.; Yongbao, Q.; Yue, Y. Copper recovery from copper slags through flotation enhanced by sodium carbonate synergistic mechanical activation. J. Environ. Chem. Eng. 2022, 10, 107671. [Google Scholar] [CrossRef]
- Rajasekar, A.; Arunachalam, K.; Kottaisamy, M. Assessment of strength and durability characteristics of copper slag incorporated ultra high strength concrete. J. Clean. Prod. 2018, 208, 402–414. [Google Scholar] [CrossRef]
- Available online: https://nature.berkeley.edu/classes/eps2/wisc/glossary2.html (accessed on 1 January 2020).
- Somani, A.; Nandi, T.K.; Pal, S.K.; Majumder, A.K. Pre-treatment of rocks prior to comminution—A critical review of present practices. Int. J. Min. Sci. Technol. 2017, 27, 339–348. [Google Scholar] [CrossRef]
- Hyseni, S.; Durmishaj, B.; Bytyqi, A.; Alliu, I.; Berisha, A. Cost benefit analysis in Kosmaç limestone deposit Republic of Kosovo, ARPN. J. Eng. Appl. Sci. 2012, 7, 1490–1494. [Google Scholar]
- Özkan, A.; Günkaya, Z.; Tok, G.; Karacasulu, L.; Metesoy, M.; Banar, M.; Kara, A. Life Cycle Assessment and Life Cycle Cost Analysis of Magnesia Spinel Brick Production. Sustainability 2016, 8, 662. [Google Scholar] [CrossRef]
- European Platform on LCA (EPLCA)—European Reference Life Cycle Data System, 2006. European Commission, Directorate-General Joint Research Center (DG JRC), Institute for Environment and Sustainability (IES), Ispra (VA). Available online: https://eplca.jrc.ec.europa.eu/ (accessed on 1 September 2006).
- GaBi Databases. GaBi Software System, Sphera Solutions GmbH, LBP-GaBi; University of Stuttgart: Leinfelden-Echterdingen, Germany, 2011. [Google Scholar]
- GaBi Modelling Principles. Sphera Solutions GmbH, 2021, Leinfelden-Echterdingen, Germany. Available online: https://sphera.com/wp-content/uploads/2020/04/Modeling-Principles-GaBi-Databases-2021.pdf (accessed on 1 April 2020).
- Jeswiet, J.; Szekeres, A. Energy Consumption in Mining Comminution. Procedia CIRP 2016, 48, 140–145. [Google Scholar] [CrossRef]
- Papadopoulou, P.; Asbjörnsson, G.; Hulthén, E.; Evertsson, M. Utilization of environmental simulations in the design and operation of coarse comminution and classification circuit. In Proceedings of the Conference in Minerals Engineering, Luleå, Sweden, 4–5 February 2020; Available online: https://research.chalmers.se/publication/516084/file/516084_Fulltext.pdf (accessed on 29 September 2021).
- Csőke, B.; Rácz, J. Estimation of the breakage and selection functions for comminution in hammer mill. In Proceedings of the 9th European Symposium on Comminution, Albi, France, 8–10 September 1998; pp. 393–401. [Google Scholar]
- Steve, S. Reducing energy demand: A review of issues, challenges and approaches. Renew. Sustain. Energy Rev. 2015, 47, 74–82. [Google Scholar]
- Danko, G.L.; Baracza, M.K. Numerical Demonstration of an Unconventional EGS Arrangement. Energies 2022, 15, 20. [Google Scholar] [CrossRef]
- Margallo, M.; Ruiz-Salmón, I.; Laso, J.; Bala, A.; Colomé, R.; Gazulla, C.; Fullana-i-Palmer, P.; Aldaco, R. Combining technical, environmental, social and economic aspects in a life-cycle ecodesign methodology: An integrated approach for an electronic toy. J. Clean. Prod. 2021, 278, 123452. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Mill diameter Dm, mm | 305 |
| Mill length Lm, mm | 305 |
| Number of mill rotations in minutes n, min−1 | 70 |
| Mill ball weight Mb, kg | 20.1 |
| Geometry of mill liner | smooth |
| Method of grinding | dry |
| Mill volume Vm, cm3 | 700 |
| Parameter | Value |
|---|---|
| Bond Work Index WiBK, kWh·t−1 | 14.45 |
| Hardgrove Grindability Index HGI, - | 73.74 |
| Bond Operating Index WiBH, kWh·t−1 | 12.79 |
| Parameter | Value |
|---|---|
| Mill filling ratio φm, % | 70 |
| Stirrer speed n, min−1 | 1440 |
| Solid mass concentration cm, % | 20 |
| Grinding time t, min | 5, 10, 20 |
| Diameter of grinding balls, dg, mm | 3.175 |
| Grinding beads filling ratio φg, % | 45.5 |
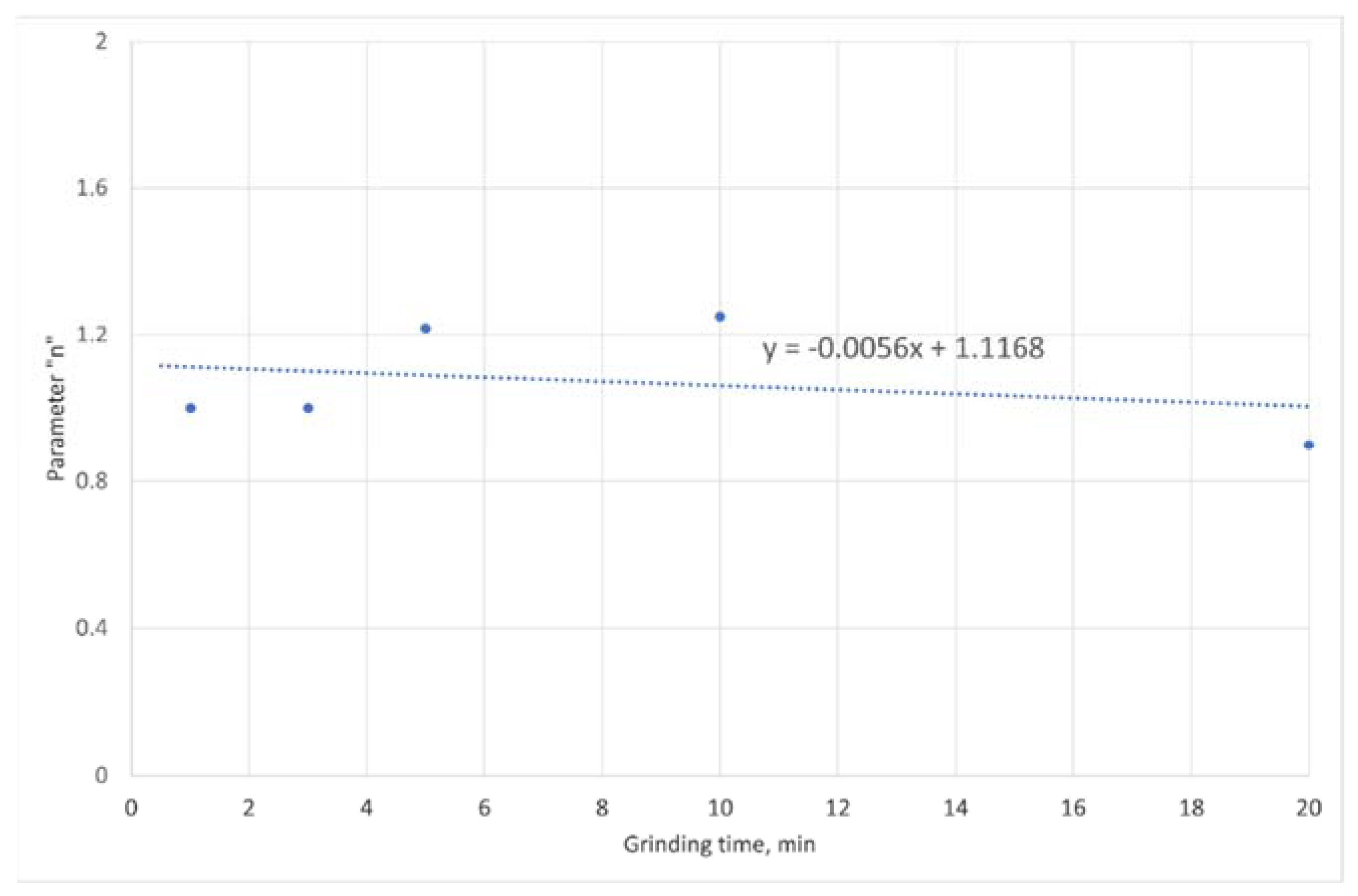
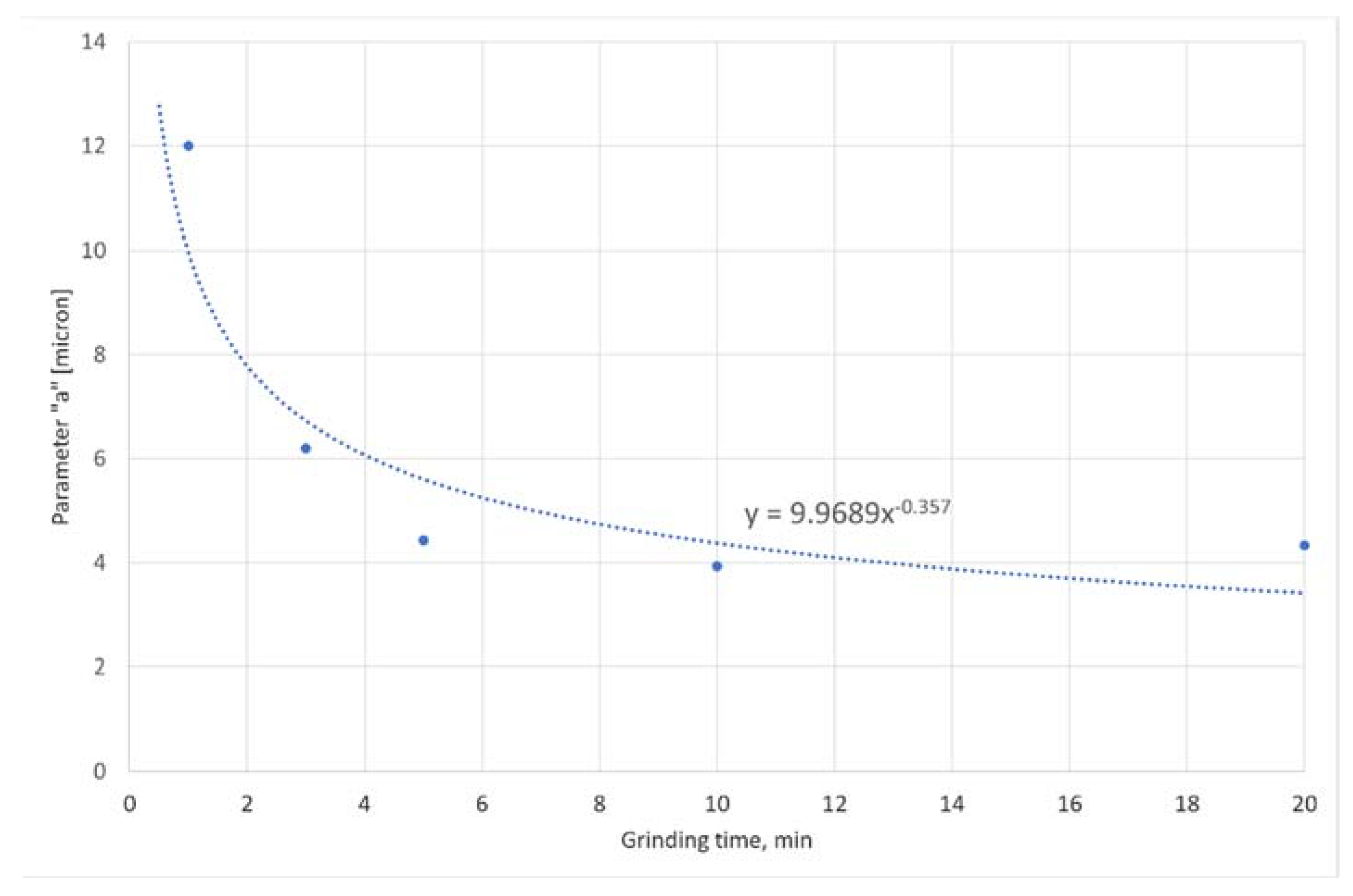
| Name | Grinding Time (min) | ||||
|---|---|---|---|---|---|
| 1 | 3 | 5 | 10 | 20 | |
| Parameter “a”, μm | 12 | 6.2 | 4.435 | 3.932 | 4.337 |
| Exponent “n”, - | 1.0 | 1.0 | 1.217 | 1.250 | 0.899 |
| Relative standard deviation, RSD, % | 0.002 | 0.003 | 0.048 | ||
| Solid mass concentration cm, 20% | |||||
| Median particle size x50, μm | Filling ratio φm, 70% | 2.43 | 2.07 | 1.76 | |
| Maximum particle size xmax, μm | 26.96 | 21.88 | 9.60 | ||
| Weight fraction < 5 μm, % | 80.1 | 85.52 | 91.91 | ||
| Weight fraction < 1.1 μm, % | 18.99 | 23.31 | 27.54 | ||
| Solid mass concentration cm, 20% | |||||
| Median particle size, μm | Filling ratio φm, 80% | 2.24 | 1.68 | 1.64 | |
| Maximum particle size xmax, μm | 24.55 | 22.50 | 8.70 | ||
| Weight fraction < 5 μm, % | 82.54 | 90.98 | 92.42 | ||
| Weight fraction < 1.1 μm, % | 20.93 | 29.53 | 30.72 | ||
| Grinding Time | 5 min | 10 min | 20 min |
|---|---|---|---|
| Median particle size x50, μm | 2.43 | 2.07 | 1.76 |
| Stirred ball mill power Pm, kW | 0.21 | 0.19 | 0.18 |
| Specific grinding work, Wf, kWh·t−1 | 446 | 802 | 1515 |
| Name of Flows | Resources, Emissions (kg) | Energy (MJ) |
|---|---|---|
| Primary energy from non-renewable resources | 14.5 | |
| Primary energy from renewable resources | 2.23 | |
| Energy resources | 0.32 | |
| Material resources | 672.72 | |
| Deposited goods | 4.52 | |
| Emissions to air | 15.25 | |
| Emissions to freshwater | 869.39 | |
| Emissions to sea water | 0.057 | |
| Emissions to agricultural soil | 3.56 | |
| Emissions to industrial soil | 9.36 | |
| Flows/Primary energy in total | 1562.25 | 16.73 |
| Name of Impact Categories | Value | Unit of Measure |
|---|---|---|
| Abiotic Depletion ADP elements, ADPE | 1.17 × 10−7 | kg Sb Equivalent |
| Abiotic Depletion ADP fossil, ADPF | 6.59 | MJ |
| Acidification Potential AP | 8.17 × 10−4 | kg SO2 Equivalent |
| Eutrophication Potential EP | 1.71 × 10−4 | kg Phosphate Equivalent |
| Freshwater Aquatic Ecot. Pot. FAETP inf. | 2.05 × 10−3 | kg DCB Equivalent |
| Global Warming Pot. GWP 100 years(exl. biogenic carbon, incl. LUC) | 0.566 | kg CO2 Equivalent |
| Human Toxicity Potential HTP inf. | 2.52 × 10−2 | kg DCB Equivalent |
| Marine Aquatic Ecotox. Pot. MAETP inf. | 93.9 | kg DCB Equivalent |
| Photochem. Ozone Creat. Pot. POCP | 8.2 × 10−5 | kg Ethene Equivalent |
| Terrestric Ecotox. Potential TETP. Inf. | 1.12 × 10−3 | kg DCB Equivalent |
| Ozone Depletion Pot. ODP steady state | 5.79 × 10−15 | kg R11 Equivalent |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mannheim, V.; Kruszelnicka, W. Energy-Model and Life Cycle-Model for Grinding Processes of Limestone Products. Energies 2022, 15, 3816. https://doi.org/10.3390/en15103816
Mannheim V, Kruszelnicka W. Energy-Model and Life Cycle-Model for Grinding Processes of Limestone Products. Energies. 2022; 15(10):3816. https://doi.org/10.3390/en15103816
Chicago/Turabian StyleMannheim, Viktoria, and Weronika Kruszelnicka. 2022. "Energy-Model and Life Cycle-Model for Grinding Processes of Limestone Products" Energies 15, no. 10: 3816. https://doi.org/10.3390/en15103816
APA StyleMannheim, V., & Kruszelnicka, W. (2022). Energy-Model and Life Cycle-Model for Grinding Processes of Limestone Products. Energies, 15(10), 3816. https://doi.org/10.3390/en15103816