
A Review on Additive Manufacturing Possibilities for Electrical Machines

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Trends of AM in Construction of Electrical Machines
2.1. Part-Wise Approach
2.1.1. Active Parts
Core
Coils/Windings
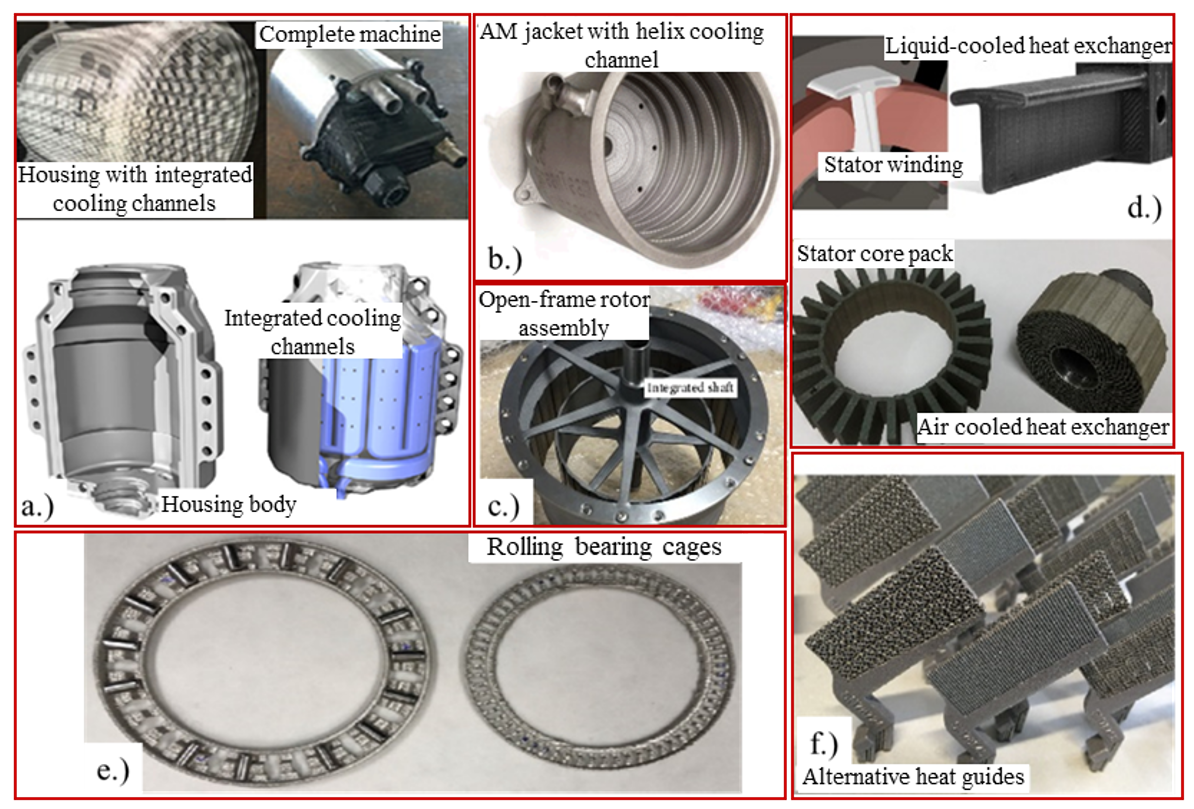
2.1.2. Passive Parts
- reduction in time and cost of production
- reduction in weight due to enablement of structural topology optimization
- better control over magnetic properties owing to the opportunity of varying the material composition
- less dependency on rare-earth elements due to control over isotropic/anisotropic properties through modification of grain structure
- enablement of complex/application-specific design realizations, by eliminating a lot of mechanical steps as well as the need of molds for almost any desired geometrical shape
- increase in power density, due to the opportunity of integrated functionalities within individual assemblies
2.2. Holistic Approach
3. Future Prospects of Holistic Approach
3.1. Conventional/Symmetrical Electrical Machines
- limitation on the overall size which can be realized with AM at present i.e., relatively small print-bed size
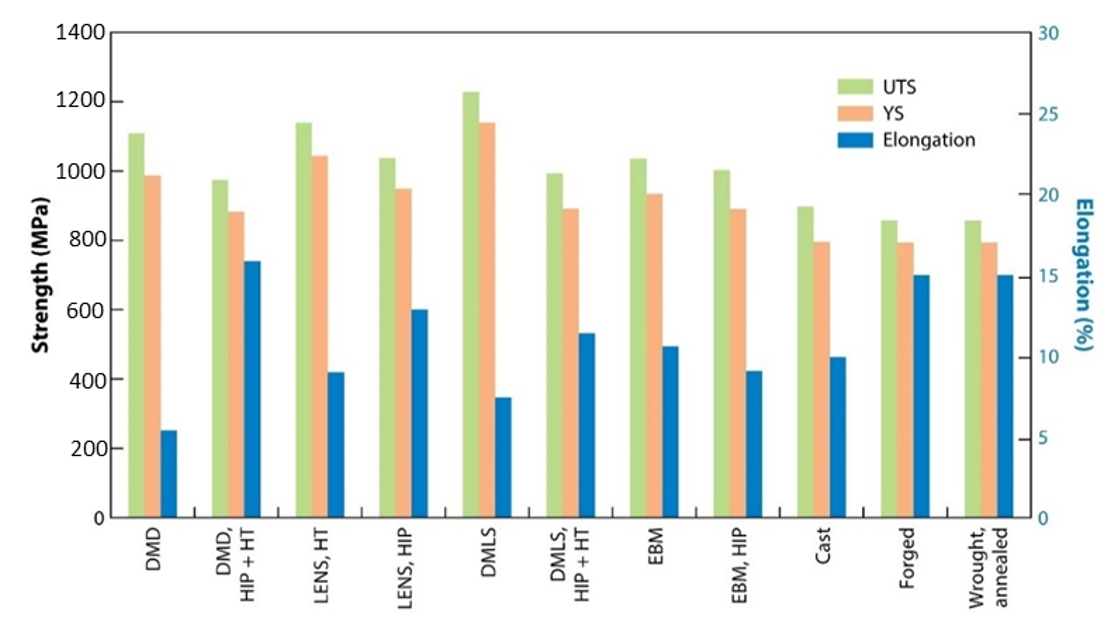
- relatively less maturity regarding electromagnetic properties of AM materials
- associated production cost and time
- rapid prototyping
- production of individual machine parts having application specific complex geometries which are impossible to manufacture otherwise
3.2. Non-Conventional/Asymmetrical Electrical Machines
4. Potential Candidate Machines for AM
- Reduction in weight due to enablement of topology optimization
- Complex shape realization for optimal electromagnetic energy guidance
- High winding fill-factor for increased power density, etc.
- The target machine categories may include;
- Reluctance machines
- Hysteresis machines
- Brushless DC machines
- Least involvement of multi-material utilization
- Machine topology and design parameters falling within the constraints of present stage AM-capabilities
- Have the maximum chance of exploiting present stage AM capability to realize complex geometries, which is not possible otherwise.
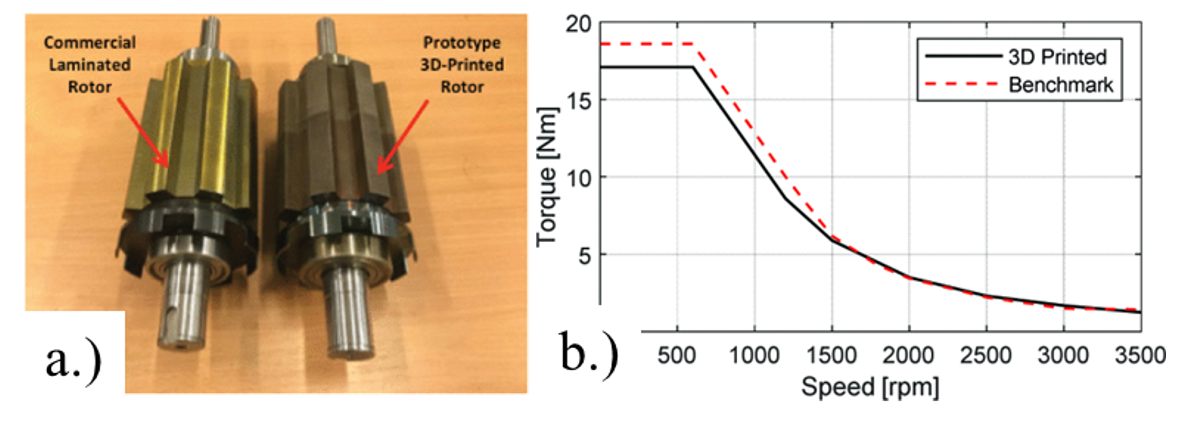
4.1. Switched Reluctance Machines (SRM)
4.2. Synchronous Reluctance Machine (SynRM)
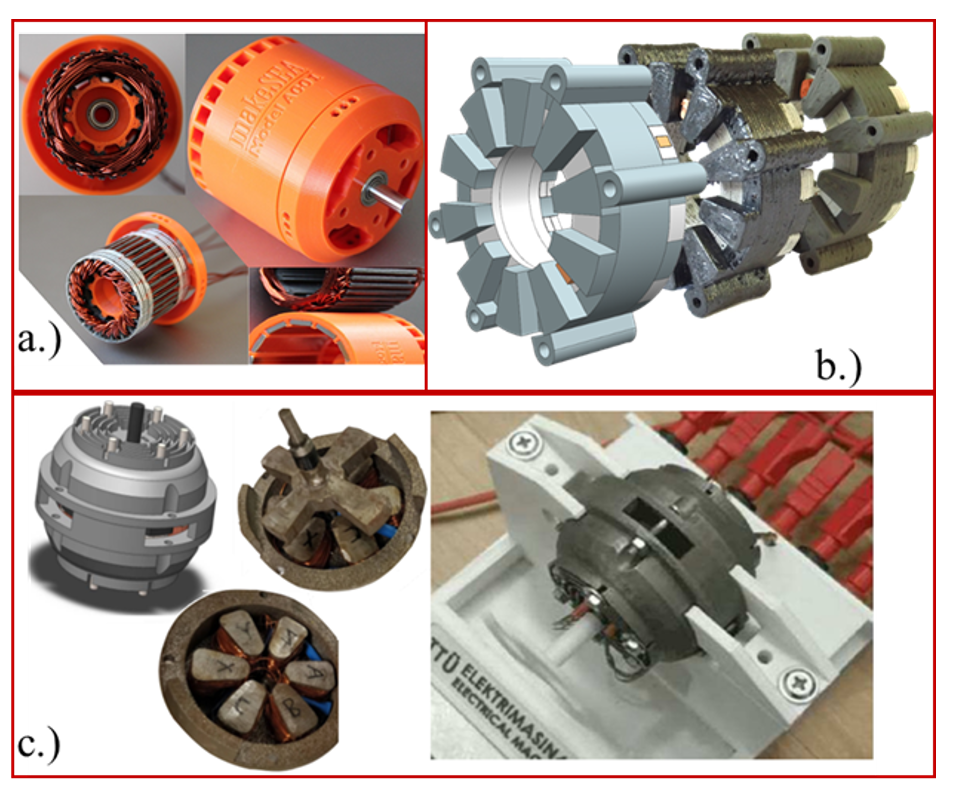
4.3. Claw-Pole Machines
4.4. Hysteresis Motors
- Mechanical strength is affected with laminated sheet configuration of conventional motors, which limits the maximum attainable speed.
- Solid rotor of hysteresis motor provides high stiffness during critical speed transitions
- Thermal behavior of conventional induction motors, where eddy currents cause overheating of rotor and in the case of synchronous PM motors, where excessive heating can cause demagnetization
5. Conclusions
- Optimal material utilization
- Structural topology optimization resulting in improved thermal and mechanical performance
- Optimal electromagnetic energy guidance through complex geometric shape realization
- Size and weight reduction due to enablement of integrated functionalities
- Control over material composition and hence its physical properties
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Metal Additive Manufacturing. GE to Install First Metal Additively Manufactured Part on GEnx Commercial Airline Engines; Metal Additive Manufacturing: Shrewsbury, UK, 2018; Volume 4, p. 10. [Google Scholar]
- Ridge, O. GE Research Launches Project to Develop Metal Additively Manufactured Heat Exchanger. 2019. Available online: https://www.metal-am.com/ge-research-launches-project-to-develop-metal-additively-manufactured-heat-exchanger/ (accessed on 25 January 2021).
- Metal, A.M. Boeing 777X Takes Flight with Reported 300 Additively Manufactured Parts in each GE9X Engine. 2020. Available online: https://www.metal-am.com/boeing-777x-takes-flight-with-reported-300-additively-manufactured-parts-in-each-ge9x-engine/ (accessed on 25 January 2021).
- ESA Awards Dawn Aerospace €385K Contract for Additively Manufactured Rocket Engines. Available online: https://www.metal-am.com/esa-awards-dawn-aerospace-e385k-contract-for-additively-manufactured-rocket-engines/ (accessed on 25 January 2021).
- Metal Additive Manufacturing. Airbus Helicopters Begins Large-Scale Metal Additive Manufacturing of A350 Components; Metal Additive Manufacturing: Shrewsbury, UK, 2018; Volume 4, p. 36. [Google Scholar]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Rassolkin, A.; Vaimann, T. Challenges of Additive Manufacturing of Electrical Machines. In Proceedings of the 2019 IEEE 12th International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives (SDEMPED), Toulouse, France, 27–30 August 2019; pp. 44–48. [Google Scholar] [CrossRef]
- Project to Automate Post-Processing of Additively Manufactured Parts. Available online: https://www.metal-am.com/project-to-automate-post-processing-of-additively-manufactured-parts/ (accessed on 25 January 2021).
- Aguilera, E.; Ramos, J.; Espalin, D.; Cedillos, F.; Muse, D.; Wicker, R.; MacDonald, E. 3D Printing of Electro Mechanical Systems. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Hiller, J.D.; Lipson, H. Fully Recyclable Multi-Material Printing. In Proceedings of the Solid Freeform Fabrication, Austin, TX, USA, 3–5 August 2009. [Google Scholar]
- Wrobel, R.; Mecrow, B.C. A Comprehensive Review of Additive Manufacturing in Construction of Electrical Machines. IEEE Trans. Energy Convers. 2020, 35, 1054–1064. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Vaimann, T.; Rassolkin, A.; Belahcen, A. Technologies for Additive Manufacturing of Electrical Machines. In Proceedings of the 2019 20th International Conference of Young Specialists on Micro/Nanotechnologies and Electron Devices (EDM), Erlagol, Russia, 29 June–3 July 2019; Volume 2019, pp. 651–655. [Google Scholar] [CrossRef]
- Lorenz, F.; Rudolph, J.; Wemer, R. Design of 3D Printed High Performance Windings for Switched Reluctance Machines. In Proceedings of the 2018 23rd International Conference on Electrical Machines (ICEM), Alexandroupoli, Greece, 3–6 September 2018; pp. 2451–2457. [Google Scholar] [CrossRef]
- Wu, F.; El-Refaie, A.M. toward Additively Manufactured Electrical Machines: Opportunities and Challenges. IEEE Trans. Ind. Appl. 2020, 56, 1306–1320. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Yildirim, V.; Lamichhane, T.N.; Begley, B.A.; Post, B.K.; Hassen, A.A.; Sales, B.C.; Gandha, K.; Nlebedim, I.C. Additive Manufacturing of Isotropic NdFeB PPS Bonded Permanent Magnets. Materials 2020, 13, 3319. [Google Scholar] [CrossRef]
- Lamichhane, T.N.; Sethuraman, L.; Dalagan, A.; Wang, H.; Keller, J.; Paranthaman, M.P. Additive manufacturing of soft magnets for electrical machines—A review. Mater. Today Phys. 2020, 15, 100255. [Google Scholar] [CrossRef]
- 3D-Multimaterialdruck | Professur Elektrische Energiewandlungssystem und Antriebe | Fakultät für Elektrotechnik und I… | TU Chemnitz. Available online: https://www.tu-chemnitz.de/etit/ema/AMMM/ (accessed on 25 January 2021).
- Silbernagel, C. Submitted: Investigation of the Design, Manufacture and Testing of Additively Manufactured Coils for Electric Motor Applications. 2019. Available online: https://www.researchgate.net/publication/336922428_Investigation_of_the_design_manufacture_and_testing_of_additively_manufactured_coils_for_electric_motor_applications (accessed on 25 January 2021).
- Shokrollahi, H.; Janghorban, K. Soft magnetic composite materials (SMCs). J. Mater. Process. Technol. 2007, 189, 1–12. [Google Scholar] [CrossRef]
- Garibaldi, M. Laser Additive Manufacturing of Soft Magnetic Cores for Rotating Electrical Machinery: Materials Development and Part Design. 2018. Available online: https://www.researchgate.net/publication/329610071_Laser_additive_manufacturing_of_soft_magnetic_cores_for_rotating_electrical_machinery_materials_development_and_part_design#fullTextFileContent (accessed on 25 January 2021).
- Goll, D.; Schuller, D.; Martinek, G.; Kunert, T.; Schurr, J.; Sinz, C.; Schubert, T.; Bernthaler, T.; Riegel, H.; Schneider, G. Additive manufacturing of soft magnetic materials and components. Addit. Manuf. 2019, 27, 428–439. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Rassolkin, A.; Vaimann, T. Hysteresis Loss Evaluation of Additively Manufactured Soft Magnetic Core. In Proceedings of the 2020 International Conference on Electrical Machines (ICEM), Gothenburg, Sweden, 23–26 August 2020; pp. 1657–1661. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Vaimann, T.; Rassõlkin, A.; Lukichev, D. Hysteresis Measurements and Numerical Losses Segregation of Additively Manufactured Silicon Steel for 3D Printing Electrical Machines. Appl. Sci. 2020, 10, 6515. [Google Scholar] [CrossRef]
- Pham, T.; Kwon, P.; Foster, S. Additive Manufacturing and Topology Optimization of Magnetic Materials for Electrical Machines—A Review. Energies 2021, 14, 283. [Google Scholar] [CrossRef]
- Babuska, T.F.; Wilson, M.A.; Johnson, K.L.; Whetten, S.R.; Curry, J.F.; Rodelas, J.M.; Atkinson, C.; Lu, P.; Chandross, M.; Krick, B.A.; et al. Achieving high strength and ductility in traditionally brittle soft magnetic intermetallics via additive manufacturing. Acta Mater. 2019, 180, 149–157. [Google Scholar] [CrossRef]
- Metsä-Kortelainen, S.; Lindroos, T.; Savolainen, M.; Jokinen, A.; Revuelta, A.; Pasanen, A.; Ruusuvuori, K.; Pippuri, J. Manufacturing of Topology Optimized Soft Magnetic Core through 3D Printing. 2016. Available online: https://cris.vtt.fi/en/publications/manufacturing-of-topology-optimized-soft-magnetic-core-through-3d (accessed on 26 January 2021).
- Freeman, F.S.; Lincoln, A.; Sharp, J.; Lambourne, A.; Todd, I. Exploiting thermal strain to achieve an in-situ magnetically graded material. Mater. Des. 2019, 161, 14–21. [Google Scholar] [CrossRef]
- Zhang, Z.-Y.; Jhong, K.J.; Cheng, C.-W.; Huang, P.-W.; Tsai, M.-C.; Lee, W.-H. Metal 3D printing of synchronous reluctance motor. In Proceedings of the 2016 IEEE International Conference on Industrial Technology (ICIT), Taipei, Taiwan, 14–17 March 2016; Volume 2016, pp. 1125–1128. [Google Scholar] [CrossRef]
- Yan, Y.; Lu, G.-Q.; Ngo, K.D.T.; Guido, L.J.; Aning, A.O.; Reynolds, W.T. Design Methodology and Materials for Additive Manufacturing of Magnetic Components; Virginia Tech: Blacksburg, VA, USA, April 2017; Available online: https://vtechworks.lib.vt.edu/handle/10919/77394 (accessed on 26 January 2021).
- Yan, Y.; Ding, C.; Ngo, K.D.T.; Mei, Y.; Lu, G.-Q. Additive manufacturing of planar inductor for Power Electronics applications. In Proceedings of the 2016 International Symposium on 3D Power Electronics Integration and Manufacturing (3D-PEIM), Raleigh, NC, USA, 13–15 June 2016. [Google Scholar] [CrossRef]
- Mikler, C.V.; Chaudhary, V.; Borkar, T.; Soni, V.; Jaeger, D.; Chen, X.; Contieri, R.; Ramanujan, R.V.; Banerjee, R. Laser Additive Manufacturing of Magnetic Materials. JOM 2017, 69, 532–543. [Google Scholar] [CrossRef]
- Benack, N.C.; Wang, T.; Matthews, K.; Taheri, M.L. Additive Manufacturing Methods for Soft Magnetic Composites (SMCs). Microsc. Microanal. 2018, 24, 1066–1067. [Google Scholar] [CrossRef]
- Lambourne, A. Opportunities and Challenges of ALM in Electrical Machines. In Proceedings of the Advanced Propulsion Centre UK Seminar, Birmingham, UK, 11–12 November 2019; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2019; Volume 35. [Google Scholar]
- Garibaldi, M.; Gerada, C.; Ashcroft, I.A.; Hague, R.J. Free-Form Design of Electrical Machine Rotor Cores for Production Using Additive Manufacturing. J. Mech. Des. Trans. 2019, 141, 1–27. [Google Scholar] [CrossRef]
- Lammers, S.; Adam, G.; Schmid, H.J.; Mrozek, R.; Oberacker, R.; Hoffmann, M.J.; Quattrone, F.; Ponick, B. Additive Manufacturing of a lightweight rotor for a permanent magnet synchronous machine. In Proceedings of the 2016 6th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 November–1 December 2016; pp. 41–45. [Google Scholar] [CrossRef]
- Chinthavali, M. 3D printing technology for automotive applications. In Proceedings of the 2016 International Symposium on 3D Power Electronics Integration and Manufacturing (3D-PEIM), Raleigh, NC, USA, 13–15 June 2016; pp. 1–13. [Google Scholar] [CrossRef]
- Simpson, N.; Mellor, P.H. Additive manufacturing of shaped profile windings for minimal AC loss in gapped inductors. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference (IEMDC), Miami, FL, USA, 21–24 May 2017. [Google Scholar] [CrossRef]
- Simpson, N.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Electrical Machines. In Proceedings of the 2018 IEEE Energy Conversion Congress and Exposition (ECCE), Portland, OR, USA, 23–27 September 2018; pp. 5765–5772. [Google Scholar] [CrossRef]
- Simpson, N.; North, D.J.; Collins, S.M.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 2510–2519. [Google Scholar] [CrossRef]
- Wohlers, C.; Juris, P.; Kabelac, S.; Ponick, B. Design and direct liquid cooling of tooth-coil windings. Electr. Eng. 2018, 100, 2299–2308. [Google Scholar] [CrossRef]
- Urban, N.; Huber, F.; Franke, J. Influences of process parameters on rare earth magnets produced by laser beam melting. In Proceedings of the 2017 7th International Electric Drives Production Conference (EDPC), Wuerzburg, Germany, 5–6 December 2017; Volume 2017, pp. 1–5. [Google Scholar] [CrossRef]
- Compton, B.G.; Kemp, J.W.; Novikov, T.V.; Pack, R.C.; Nlebedim, C.I.; Duty, C.E.; Rios, O.; Paranthaman, M.P. Direct-write 3D printing of NdFeB bonded magnets. Mater. Manuf. Process. 2018, 33, 109–113. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Martin, J.; Fredette, R.; Ormerod, J. Binder Jetting: A Novel NdFeB Bonded Magnet Fabrication Process. JOM 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Li, L.; Tirado, A.; Conner, B.; Chi, M.; Elliott, A.M.; Rios, O.; Zhou, H.; Paranthaman, M.P. A novel method combining additive manufacturing and alloy infiltration for NdFeB bonded magnet fabrication. J. Magn. Magn. Mater. 2017, 438, 163–167. [Google Scholar] [CrossRef]
- Li, L.; Tirado, A.; Nlebedim, I.C.; Rios, O.; Post, B.; Kunc, V.; Lowden, R.R.; Lara-Curzio, E.; Fredette, R.; Ormerod, J.; et al. Big Area Additive Manufacturing of High Performance Bonded NdFeB Magnets. Sci. Rep. 2016, 6, 1–7. [Google Scholar] [CrossRef]
- Li, L.; Post, B.; Kunc, V.; Elliott, A.M.; Paranthaman, M.P. Additive manufacturing of near-net-shape bonded magnets: Prospects and challenges. Scr. Mater. 2017, 135, 100–104. [Google Scholar] [CrossRef]
- Li, L.; Jones, K.; Sales, B.; Pries, J.L.; Nlebedim, I.; Jin, K.; Bei, H.; Post, B.K.; Kesler, M.S.; Rios, O.; et al. Fabrication of highly dense isotropic Nd-Fe-B nylon bonded magnets via extrusion-based additive manufacturing. Addit. Manuf. 2018, 21, 495–500. [Google Scholar] [CrossRef]
- Wang, S.; Kang, J. Topology optimization of nonlinear magnetostatics. IEEE Trans. Magn. 2002, 38, 1029–1032. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Pfaff, C.; Kriwet, J.; Groenefeld, M.; Teliban, I.; Vogler, C.; Suess, D. Topology optimized and 3D printed polymer-bonded permanent magnets for a predefined external field. J. Appl. Phys. 2017, 122, 053904. [Google Scholar] [CrossRef]
- Wu, F.; El-Refaie, A.M. Towards Fully Additively-Manufactured Permanent Magnet Synchronous Machines: Opportunities and Challenges. In Proceedings of the 2019 IEEE International Electric Machines & Drives Conference (IEMDC), San Diego, CA, USA, 12–15 May 2019; pp. 2225–2232. [Google Scholar] [CrossRef]
- Jaćimović, J.; Binda, F.; Herrmann, L.G.; Greuter, F.; Genta, J.; Calvo, M.; Tomše, T.; Simon, R.A. Net Shape 3D Printed NdFeB Permanent Magnet. Adv. Eng. Mater. 2017, 19, 1700098. [Google Scholar] [CrossRef]
- Mapley, M.; Pauls, J.P.; Tansley, G.; Busch, A.; Gregory, S.D. Selective laser sintering of bonded magnets from flake and spherical powders. Scr. Mater. 2019, 172, 154–158. [Google Scholar] [CrossRef]
- Lamarre, J.-M.; Bernier, F. Permanent Magnets Produced by Cold Spray Additive Manufacturing for Electric Engines. J. Therm. Spray Technol. 2019, 28, 1709–1717. [Google Scholar] [CrossRef]
- Ibrahim, M.; Bernier, F.; Lamarre, J.-M. Novel Multi-layer Design and Additive Manufacturing Fabrication of a High Power Density and Efficiency Interior PM Motor. In Proceedings of the 2020 IEEE Energy Conversion Congress and Exposition (ECCE), Detroit, MI, USA, 11–15 October 2020; pp. 3601–3606. [Google Scholar] [CrossRef]
- Sagawa, M.; Fujimura, S.; Yamamoto, H.; Matsuura, Y.; Hiraga, K. Permanent magnet materials based on the rare earth-iron-boron tetragonal compounds. IEEE Trans. Magn. 1984, 20, 1584–1589. [Google Scholar] [CrossRef]
- Tenaud, P.; Vial, F.; Sagawa, M. Improved corrosion and temperature behaviour of modified Nd-Fe-B magnets. IEEE Trans. Magn. 1990, 26, 1930–1932. [Google Scholar] [CrossRef]
- Kramer, M.J.; McCallum, R.W.; Anderson, I.A.; Constantinides, S. Prospects for Non-Rare Earth Permanent Magnets for Traction Motors and Generators. JOM 2012, 64, 752–763. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Sridharan, N.; List, F.A.; Babu, S.S.; Dehoff, R.R.; Constantinides, S. Additive Manufacturing of Near-net Shaped Permanent Magnets; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2016. [Google Scholar] [CrossRef]
- Sridharan, N.; Cakmak, E.; List, F.A.; Uçar, H.; Constantinides, S.; Babu, S.S.; McCall, S.K.; Paranthaman, M.P. Rationalization of solidification mechanism of Nd–Fe–B magnets during laser directed-energy deposition. J. Mater. Sci. 2018, 53, 8619–8626. [Google Scholar] [CrossRef]
- Additive Manufacturing Moves TUfast. Available online: https://additivenews.com/additive-manufacturing-moves-tufast/ (accessed on 28 January 2021).
- Nottingham PhD Student Wins Additive World Design Challenge Award. Available online: https://exchange.nottingham.ac.uk/blog/phd-student-wins-additive-world-design-challenge-award/ (accessed on 28 January 2021).
- Sixel, W.; Liu, M.; Nellis, G.; Sarlioglu, B. Cooling of Windings in Electric Machines via 3D Printed Heat Exchanger. In Proceedings of the 2018 IEEE Energy Conversion Congress and Exposition (ECCE), Portland, OR, USA, 23–27 September 2018; pp. 229–235. [Google Scholar] [CrossRef]
- Tate, J.G.; Richardson, B.S.; Love, L.J. Additive Manufacturing for Low Volume Bearings; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2017. [Google Scholar] [CrossRef]
- Carriero, A.; Locatelli, M.; Ramakrishnan, K.; Mastinu, G.; Gobbi, M. A Review of the State of the Art of Electric Traction Motors Cooling Techniques. SAE Tech. Pap. Ser. 2018. [Google Scholar] [CrossRef]
- European Powder Metallurgy Association (EPMA)—Cooling Jacket with Internal Helix Structure. Available online: https://www.epma.com/spotlight-on-pm/cooling-jacket-with-internal-helix-structure (accessed on 27 March 2021).
- Wrobel, R.; Mecrow, B. Additive Manufacturing in Construction of Electrical Machines—A Review. In Proceedings of the 2019 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Athens, Greece, 22–23 April 2019; pp. 15–22. [Google Scholar] [CrossRef]
- Wrobel, R.; Hussein, A. Design Considerations of Heat Guides Fabricated Using Additive Manufacturing for Enhanced Heat Transfer in Electrical Machines. In Proceedings of the 2018 IEEE Energy Conversion Congress and Exposition (ECCE), Portland, OR, USA, 23–27 September 2018; pp. 6506–6513. [Google Scholar] [CrossRef]
- Isaza, J.F.; Aumund-Kopp, C. Additive Manufacturing with metal powders: Design for manufacture evolves into design for function. Powder Metall. Rev. 2014, 3, 41–50. [Google Scholar]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The additive manufacturing (AM) of titanium alloys. In Titanium Powder Metallurgy: Science, Technology and Applications; Elsevier: Amsterdam, The Netherlands, 2015; pp. 447–468. [Google Scholar]
- Laimer, C. Brushless Motor—makeSEA. Available online: https://www.makesea.com/web/claimer/brushless-motor (accessed on 28 January 2021).
- Tiismus, H.; Kallaste, A.; Vaimann, T.; Rassolkin, A.; Belahcen, A. Additive Manufacturing of Prototype Axial Flux Switched Reluctance Electrical Machine. In Proceedings of the 2021 28th International Workshop on Electric Drives: Improving Reliability of Electric Drives (IWED), Moscow, Russia, 27–29 January 2021. [Google Scholar]
- Hošek, M.; Krishnasamy, J.; Sah, S.; Bashaw, T. Spray-Formed Hybrid-Field Electric Motor. In Proceedings of the 2016 ASME Design Engineering Technical Conference, Vancouver, BC, Canada, 17–21 July 2016; Volume 3. [Google Scholar] [CrossRef]
- Krishnasamy, J.; Hosek, M. Spray-Formed Hybrid-Field Traction Motor. SAE Tech. Pap. Ser. 2017, 1. [Google Scholar] [CrossRef]
- Schniedenharn, M.; Belting, M.; Batista, R.J.S.; Meiners, W.; Weisheit, A. Micro scale laser based additive manufacturing for metals. In Proceedings of the ICALEO 2013—32nd International Congress on Applications of Lasers & Electro-Optics, Miami, FL, USA, 6–10 October 2013; Volume 2013, pp. 661–666. [Google Scholar] [CrossRef]
- Conrad, M.; De Doncker, R.W.; Schniedenharn, M.; Diatlov, A. Packaging for power semiconductors based on the 3D printing technology Selective Laser Melting. In Proceedings of the 2014 16th European Conference on Power Electronics and Applications, Lappeenranta, Finland, 26–28 August 2014. [Google Scholar] [CrossRef]
- Why Companies Steadily Embrace Additive Manufacturing|IE. Available online: https://interestingengineering.com/why-companies-steadily-embrace-additive-manufacturing (accessed on 1 February 2021).
- Formatec—Ceramic Injection Moulding. Available online: https://formateceurope.com/ceramic-injection-moulding (accessed on 22 February 2021).
- Australian Army Successfully Conducts Field Test of SPEE3D Metal 3D Printer—3D Printing Industry. Available online: https://3dprintingindustry.com/news/australian-army-successfully-conducts-field-test-of-spee3d-metal-3d-printer-172941/ (accessed on 22 February 2021).
- Marshall Aerospace Soars with 3D Printing|Stratasys. Available online: https://www.stratasys.com/explore/case-study/marshall-aerospace-and-defence-group (accessed on 20 February 2021).
- Nemec, M.; Makuc, D.; Ambrozic, V.; Fiser, R. Simplified model of induction machine with electrical rotor asymmetry. In Proceedings of the XIX International Conference on Electrical Machines—ICEM 2010, Rome, Italy, 6–8 September 2010. [Google Scholar] [CrossRef]
- Sun, X.; Sizov, G.; Melfi, M. Asymmetrical Design in Electrical Machines. In Proceedings of the 2019 IEEE Energy Conversion Congress and Exposition (ECCE), Baltimore, MD, USA, 29 September–3 October 2019; pp. 3786–3792. [Google Scholar] [CrossRef]
- Chen, Q.; Shi, X.; Xu, G.; Zhao, W. Torque calculation of five-phase synchronous reluctance motors with shifted-asymmetrical-salient-poles under saturation condition. China Electrotech. Soc. Trans. Electr. Mach. Syst. 2020, 4, 105–113. [Google Scholar] [CrossRef]
- Caruso, M.; Cecconi, V.; Di Tommaso, A.O.; Miceli, R.; Nevoloso, C. Performance Comparison of Electrical Motors equipped with slightly Asymmetrical Windings. In Proceedings of the 2019 AEIT International Conference of Electrical and Electronic Technologies for Automotive (AEIT AUTOMOTIVE), Torino, Italy, 2–4 July 2019. [Google Scholar] [CrossRef]
- Ren, W.; Xu, Q.; Li, Q. Asymmetrical V-Shape Rotor Configuration of an Interior Permanent Magnet Machine for Improving Torque Characteristics. IEEE Trans. Magn. 2015, 51, 1–4. [Google Scholar] [CrossRef]
- Sanada, M.; Hiramoto, K.; Morimoto, S.; Takeda, Y. Torque Ripple Improvement for Synchronous Reluctance Motor Using an Asymmetric Flux Barrier Arrangement. IEEE Trans. Ind. Appl. 2004, 40, 1076–1082. [Google Scholar] [CrossRef]
- Wanjiku, J.; Khan, M.A.; Barendse, P.S.; Pillay, P. Influence of Slot Openings and Tooth Profile on Cogging Torque in Axial-Flux PM Machines. IEEE Trans. Ind. Electron. 2015, 62, 7578–7589. [Google Scholar] [CrossRef]
- Nuzzo, S.; Marfoli, A.; Papini, L.; Bolognesi, P.; Gerada, C.; Galea, M. The potential of exploiting non-symmetric structures in electrical machines. In Proceedings of the IECON 2019 45th Annual Conference of the IEEE Industrial Electronics Society, Lisbon, Portugal, 14–17 October 2019; Volume 2019, pp. 1393–1398. [Google Scholar] [CrossRef]
- Zhao, W.; Chen, D.; Lipo, T.A.; Kwon, B.-I. Performance Improvement of Ferrite-Assisted Synchronous Reluctance Machines Using Asymmetrical Rotor Configurations. IEEE Trans. Magn. 2015, 51, 1–4. [Google Scholar] [CrossRef]
- Yang, H.; Wang, W.; Lin, H.; Zhu, Z.Q.; Lyu, S.; Niu, S. A Novel Hybrid-Pole Interior PM Machine with Magnet-Axis-Shifting Effect. In Proceedings of the 2019 IEEE International Electric Machines & Drives Conference (IEMDC), San Diego, CA, USA, 12–15 May 2019; pp. 273–279. [Google Scholar] [CrossRef]
- Wu, F.; El-Refaie, A.M. Minimization of Winding AC Losses Using Inhomogeneous Electrical Conductivity Enabled by Additive Manufacturing. In Proceedings of the 2020 IEEE Energy Conversion Congress and Exposition (ECCE), Detroit, MI, USA, 11–15 October 2020; pp. 3607–3614. [Google Scholar] [CrossRef]
- Moreels, D.; Axial Flux vs. Radial Flux Machines. 31 January 2018. Available online: https://www.magnax.com/magnax-blog/axial-flux-vs-radial-flux.-4-reasons-why-does-axial-flux-machines-deliver-a-higher-power-density (accessed on 3 February 2021).
- Krishnamurthy, M.; Edrington, C.; Emadi, A.; Asadi, P.; Ehsani, M.; Fahimi, B. Making the case for applications of switched reluctance motor technology in automotive products. IEEE Trans. Power Electron. 2006, 21, 659–675. [Google Scholar] [CrossRef]
- Edvarrd. Characteristics and Work Principles of Switched Reluctance (SR) Motor. 8 December 2014. Available online: https://electrical-engineering-portal.com/characteristics-and-work-principles-of-switched-reluctance-sr-motor (accessed on 3 February 2021).
- Gargalis, L.; Madonna, V.; Giangrande, P.; Rocca, R.; Hardy, M.; Ashcroft, I.; Galea, M.; Hague, R. Additive Manufacturing and Testing of a Soft Magnetic Rotor for a Switched Reluctance Motor. IEEE Access 2020, 8, 206982–206991. [Google Scholar] [CrossRef]
- Gargalis, L.; Madonna, V.; Giangrande, P.; Rocca, R.; Ashcroft, I.; Hague, R.; Galea, M. Development and Testing of Soft Magnetic Rotor for a Switched Reluctance Motor Built Through Additive Manufacturing Technology. In Proceedings of the 2020 23rd International Conference on Electrical Machines and Systems (ICEMS), Hamamatsu, Japan, 24–27 November 2020; pp. 263–268. [Google Scholar] [CrossRef]
- Tseng, G.; Jhong, K.; Tsai, M.; Huang, P.; Lee, L. Application of Additive Manufacturing for Low Torque Ripple of 6/4 Switched Reluctance Motor—IEEE Conference Publication. In Proceedings of the 19th International Conference on Electrical Machines and Systems (ICEMS), Chiba, Japan, 13–26 November 2016; Available online: https://ieeexplore.ieee.org/document/7837094 (accessed on 3 February 2021).
- Manninen, A.; Keranen, J.; Pippuri-Makelainen, J.; Riipinen, T.; Metsa-Kortelainen, S.; Lindroos, T. Impact of Topology Optimization Problem Setup on Switched Reluctance Machine Design. In Proceedings of the 2019 22nd International Conference on the Computation of Electromagnetic Fields (COMPUMAG), Paris, France, 15–19 July 2019. [Google Scholar] [CrossRef]
- Lee, J.; Seo, J.H.; Kikuchi, N. Topology optimization of switched reluctance motors for the desired torque profile. Struct. Multidiscip. Optim. 2010, 42, 783–796. [Google Scholar] [CrossRef]
- Ban, B.; Stipetic, S.; Klanac, M. Synchronous Reluctance Machines: Theory, Design and the Potential Use in Traction Applications. In Proceedings of the 2019 International Conference on Electrical Drives & Power Electronics (EDPE), The High Tatras, Slovakia, 24–26 September 2019; Volume 2019, pp. 177–188. [Google Scholar] [CrossRef]
- Bianchi, N.; Bolognani, S.; Carraro, E.; Castiello, M.; Fornasiero, E. Electric Vehicle Traction Based on Synchronous Reluctance Motors. IEEE Trans. Ind. Appl. 2016, 52, 4762–4769. [Google Scholar] [CrossRef]
- Jurca, F.N.; Mircea, R.; Martis, C.; Martis, R.; Florin, P.P. Synchronous reluctance motors for small electric traction vehicle. In Proceedings of the 2014 International Conference and Exposition on Electrical and Power Engineering (EPE), Brno, Czech Republic, 12–14 May 2014; pp. 317–321. [Google Scholar] [CrossRef]
- Cai, S.; Shen, J.; Hao, H.; Jin, M. Design methods of transversally laminated synchronous reluctance machines. China Electrotech. Soc. Trans. Electr. Mach. Syst. 2017, 1, 164–173. [Google Scholar] [CrossRef]
- Ibrahim, M.; Bernier, F.; Lamarre, J.-M. Design of a PM-Assisted Synchronous Reluctance Motor Utilizing Additive Manufacturing of Magnetic Materials. In Proceedings of the 2019 IEEE Energy Conversion Congress and Exposition (ECCE), Baltimore, MD, USA, 29 September–3 October 2019; pp. 1663–1668. [Google Scholar] [CrossRef]
- Zhang, Z.-Y.; Tsai, M.-C.; Huang, P.-W.; Cheng, C.-W.; Huang, J.-M. Characteristic comparison of transversally laminated anisotropic synchronous reluctance motor fabrication based on 2D lamination and 3D printing. In Proceedings of the 2015 18th International Conference on Electrical Machines and Systems (ICEMS), Pattaya, Thailand, 25–28 October 2015; pp. 894–897. [Google Scholar] [CrossRef]
- Huang, P.; Tsai, M.; Jiang, I. 3D Structure Line Start Synchronous Reluctance Motor Design Based on Selective Laser Melting of 3D Printing. In Proceedings of the 2018 IEEE International Magnetics Conference (INTERMAG), Singapore, 23–27 April 2018. [Google Scholar] [CrossRef]
- Hong, H.-S.; Liu, H.-C.; Cho, S.-Y.; Lee, J.; Jin, C.-S. Design of High-End Synchronous Reluctance Motor Using 3-D Printing Technology. IEEE Trans. Magn. 2017, 53, 1–5. [Google Scholar] [CrossRef]
- Kaska, J.; Orosz, T.; Karban, P.; Dolezel, I.; Pechanek, R.; Panek, D. Optimization of Reluctance Motor with Printed Rotor. In Proceedings of the 2019 22nd International Conference on the Computation of Electromagnetic Fields (COMPUMAG), Paris, France, 15–19 July 2019. [Google Scholar] [CrossRef]
- Jack, A.; Mecrow, B.; Maddison, C.; Wahab, N. Claw pole armature permanent magnet machines exploiting soft iron powder metallurgy. In Proceedings of the 1997 IEEE International Electric Machines and Drives Conference Record, Milwaukee, WI, USA, 18–21 May 2002. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, J.G.; Watterson, P.; Wu, W. Comparative study of 3-D flux electrical machines with soft magnetic composite cores. IEEE Trans. Ind. Appl. 2003, 39, 1696–1703. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, J.; Dorrell, D. Design and Analysis of a Claw Pole Permanent Magnet Motor With Molded Soft Magnetic Composite Core. IEEE Trans. Magn. 2009, 45, 4582–4585. [Google Scholar] [CrossRef]
- Liu, C.; Lu, J.; Wang, Y.; Lei, G.; Zhu, J.; Guo, Y. Techniques for Reduction of the Cogging Torque in Claw Pole Machines with SMC Cores. Energies 2017, 10, 1541. [Google Scholar] [CrossRef]
- Liu, C.; Lu, J.; Wang, Y.; Lei, G.; Zhu, J.; Guo, Y. Design Issues for Claw Pole Machines with Soft Magnetic Composite Cores. Energies 2018, 11, 1998. [Google Scholar] [CrossRef]
- Galluzzi, R.; Amati, N.; Tonoli, A. Modeling, Design, and Validation of Magnetic Hysteresis Motors. IEEE Trans. Ind. Electron. 2020, 67, 1171–1179. [Google Scholar] [CrossRef]
- Rajagopal, K. Design of a compact hysteresis motor used in a gyroscope. IEEE Trans. Magn. 2003, 39, 3013–3015. [Google Scholar] [CrossRef]
- Inácio, D.; Inácio, S.; Pina, J.M.; Gonçalves, A.; Neves, M.V.; Rodrigues, A.L.; Pronto, A. Numerical and experimental comparison of electromechanical properties and efficiency of HTS and ferromagnetic hysteresis motors. J. Phys. Conf. Ser. 2008, 97. [Google Scholar] [CrossRef]
- Galluzzi, R.; Tonoli, A.; Amati, N. Magnetic hysteresis machines for next-generation electric turbochargers. In Proceedings of the 2017 International Conference of Electrical and Electronic Technologies for Automotive, Torino, Italy, 15–16 June 2017. [Google Scholar] [CrossRef]
- Jagieła, M.; Bumby, J.; Spooner, E. Time-domain and frequency-domain finite element models of a solid-rotor induction/hysteresis motor. IET Electr. Power Appl. 2010, 4, 185. [Google Scholar] [CrossRef]
- O’Kelly, D. Hysteresis motor with overexcitation and solid-state control. Proc. Inst. Electr. Eng. 1978, 125, 288. [Google Scholar] [CrossRef]
- Jagiela, M.; Garbiec, T.; Kowol, M. Design of High-Speed Hybrid Hysteresis Motor Rotor Using Finite Element Model and Decision Process. IEEE Trans. Magn. 2014, 50, 861–864. [Google Scholar] [CrossRef]
- Goll, D.; Schurr, J.; Trauter, F.; Schanz, J.; Bernthaler, T.; Riegel, H.; Schneider, G. Additive manufacturing of soft and hard magnetic materials. Procedia CIRP 2020, 94, 248–253. [Google Scholar] [CrossRef]
- Bernier, F.; Ibrahim, M.; Mihai, M.; Thomas, Y.; Lamarre, J.-M. Additive manufacturing of soft and hard magnetic materials used in electrical machines. Met. Powder Rep. 2020, 75, 334–343. [Google Scholar] [CrossRef]
- Popov, V.; Koptyug, A.; Radulov, I.; Maccari, F.; Muller, G. Prospects of additive manufacturing of rare-earth and non-rare-earth permanent magnets. Procedia Manuf. 2018, 21, 100–108. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Asymmetry | Machine type | References | Investigated Performance-Parameter of Interest | Improvement in Performance Parameter |
|---|---|---|---|---|
| Unity-motor asymmetry | PM motor | [83] |
| 39.8% reduction 56.6% reduction 81.1% reduction in position error |
| Asymmetric slot-opening pattern | Induction Motor | [89] |
| 63% reduction |
| Asymmetric damper cage | Synchronous Generator | [89] |
| 54% improvement |
| Asymmetric flux-barriers configuration in rotor | Synchronous Reluctance Machine | [90] |
| 9.6% increase 22.4% increase 2.3% increase |
| Asymmetrical magnet arrangement in rotor | Hybrid Pole Interior-PM Machine | [91] |
| 40.9% reduction 28.9 % increase |
| Measured Quantities *Percentage Increase/Decrease From Benchmark SRM | AM-Built-Rotor SRM (At Rated Speed) | AM-Built-Rotor SRM (At 2.5 Times Rated Speed) |
|---|---|---|
| Output Mechanical Power | 12.8% less | 3.6% less |
| Input Electrical Power | 6.7% high | 23.5% high |
| Average Phase Current | 1.2% high | 1.7% high |
| RMS Phase Current | 1.4% high | 14.5% high |
| Powder Mix Composition | Density(g/cm3) | Coercivity(kA/m) | AM Technique |
|---|---|---|---|
| 52% (vol.) MQP-S-11-9; 48% H15 | 4.43 | 676 | CS |
| 52% (vol.) MQFP-B; 48% H15 | 4.32 | 715 | CS |
| 77% (vol.) MQFP-B; 23% H15 | 5.05 | 706 | CS |
| 77% (vol.) MQFP-B; 23% H3 | 6.15 | 693 | CS |
| 38.5% (vol.) MQP-S-11-9, 38.5% MQFP-B (23% H15) | 5.01 | 694 | CS |
| 65% (vol.) isotropic NdFeB; 35% polyamide | 5.2 | 688.4 | BAAM |
| Nd2Fe14B | 7 | 695 | SLM (printed grain size 1 µm) |
| Nd2Fe14B | -- | 20 | SLM (laser velocity 0.025 m/s) |
| Nd2Fe14B | -- | 10 | SLM (laser velocity 0.036 m/s) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naseer, M.U.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassõlkin, A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. https://doi.org/10.3390/en14071940
Naseer MU, Kallaste A, Asad B, Vaimann T, Rassõlkin A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies. 2021; 14(7):1940. https://doi.org/10.3390/en14071940
Chicago/Turabian StyleNaseer, Muhammad Usman, Ants Kallaste, Bilal Asad, Toomas Vaimann, and Anton Rassõlkin. 2021. "A Review on Additive Manufacturing Possibilities for Electrical Machines" Energies 14, no. 7: 1940. https://doi.org/10.3390/en14071940
APA StyleNaseer, M. U., Kallaste, A., Asad, B., Vaimann, T., & Rassõlkin, A. (2021). A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies, 14(7), 1940. https://doi.org/10.3390/en14071940