
CdTe-Based Thin Film Solar Cells: Past, Present and Future



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
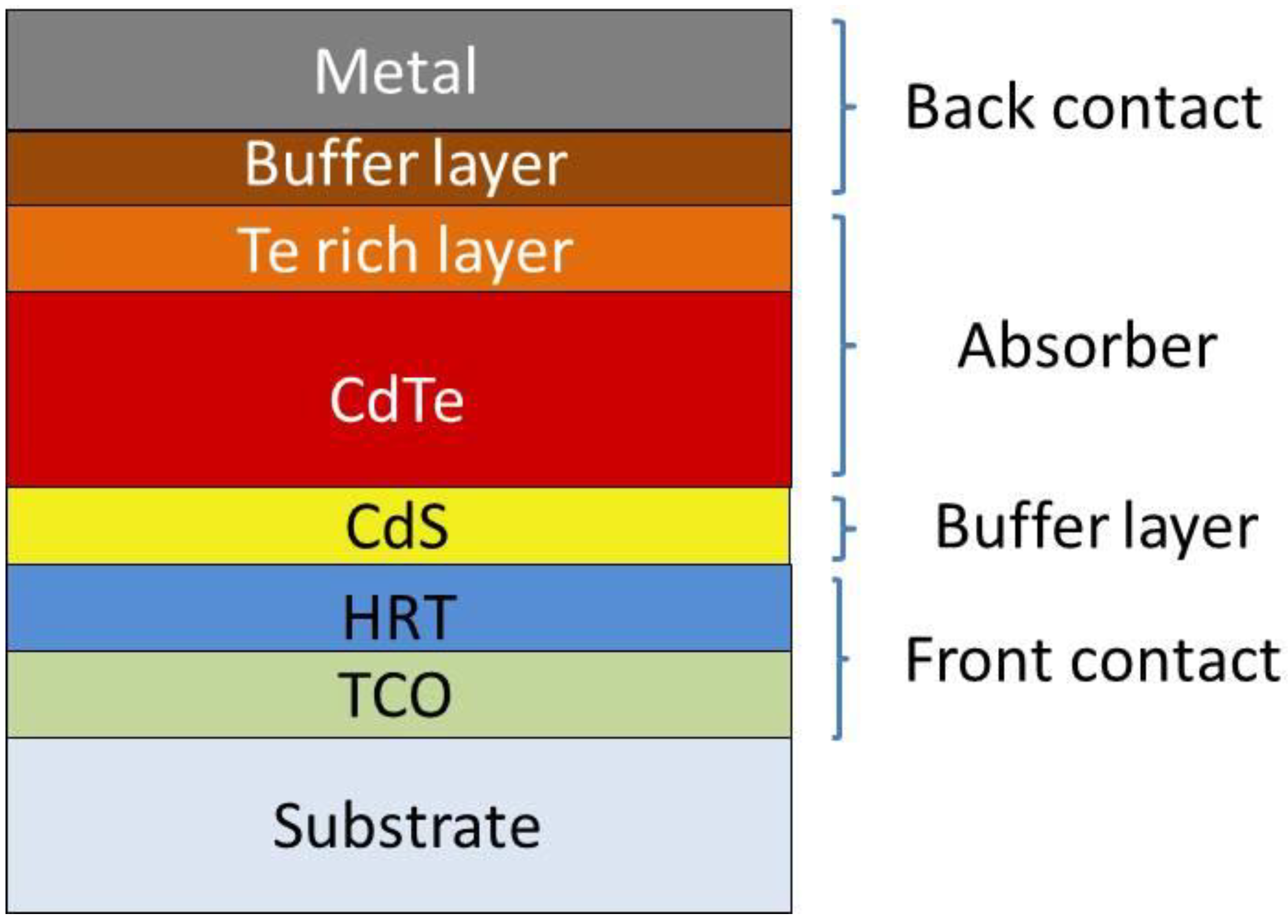
2. The Past and Present: CdTe/CdS Solar Cell Configuration
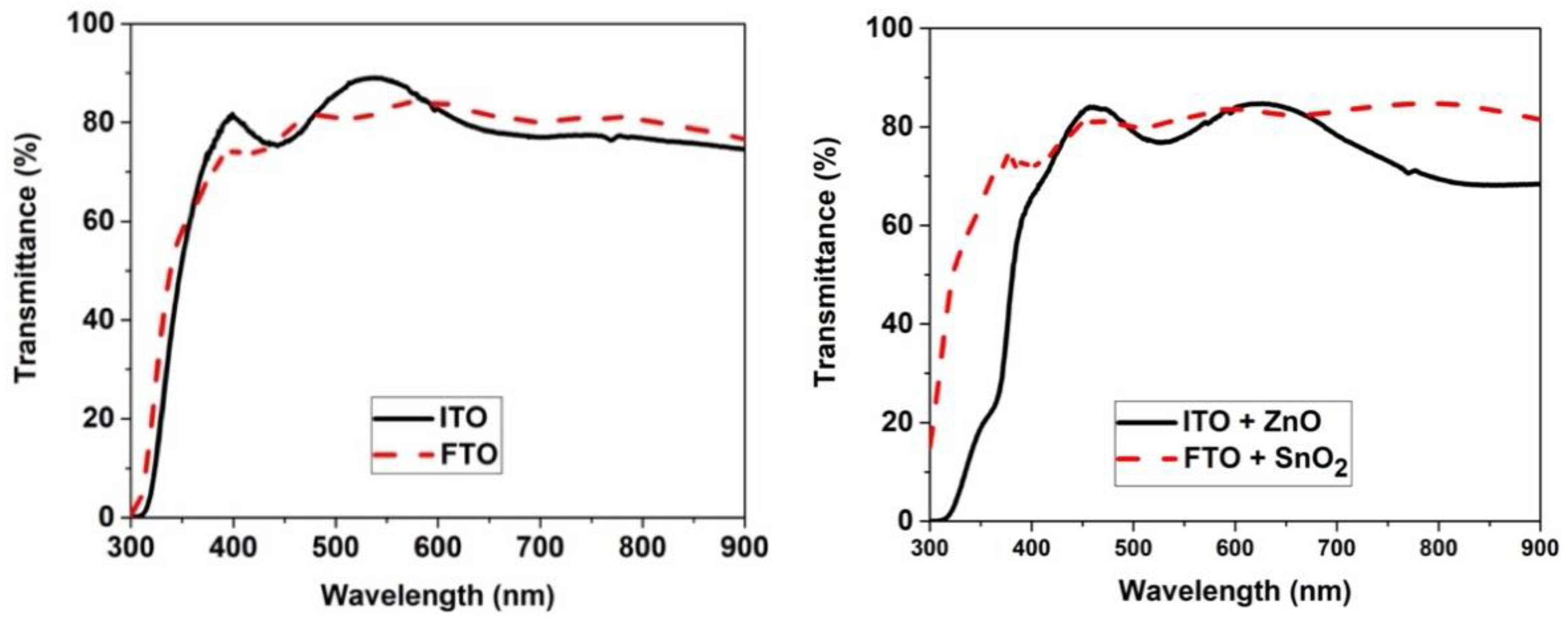
2.1. The Front Contact
2.1.1. Indium Tin Oxide
2.1.2. Zinc Oxides
2.1.3. Tin Oxides
2.1.4. Tin Compounds
2.2. Buffer Layer
2.2.1. Chemical Bath Deposition
Typically We Can Identify Three Different Steps
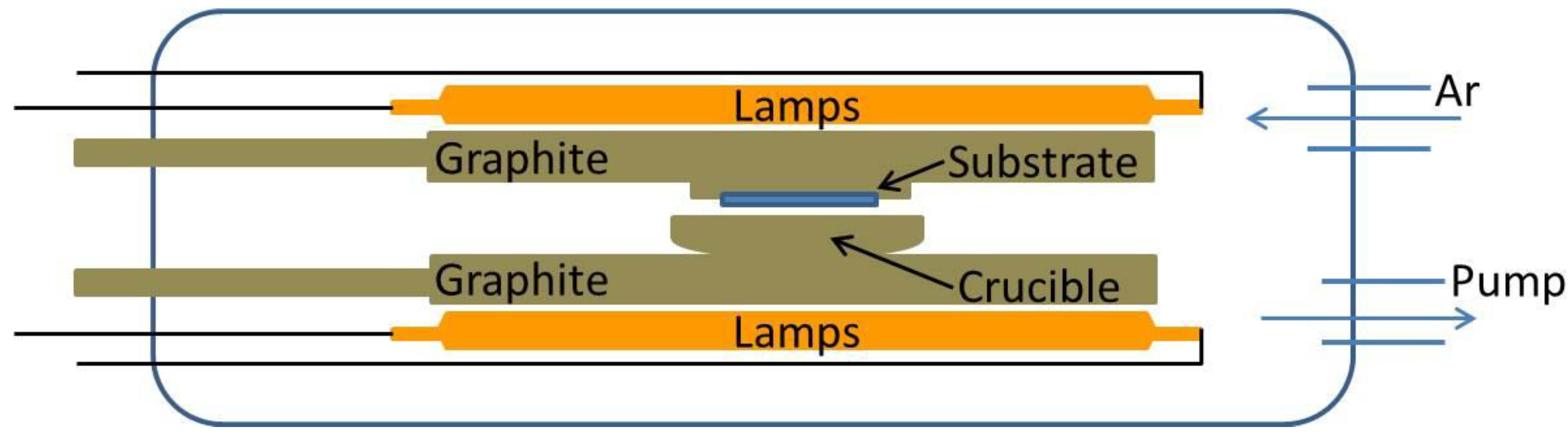
2.2.2. Close-Spaced Sublimation (CSS)
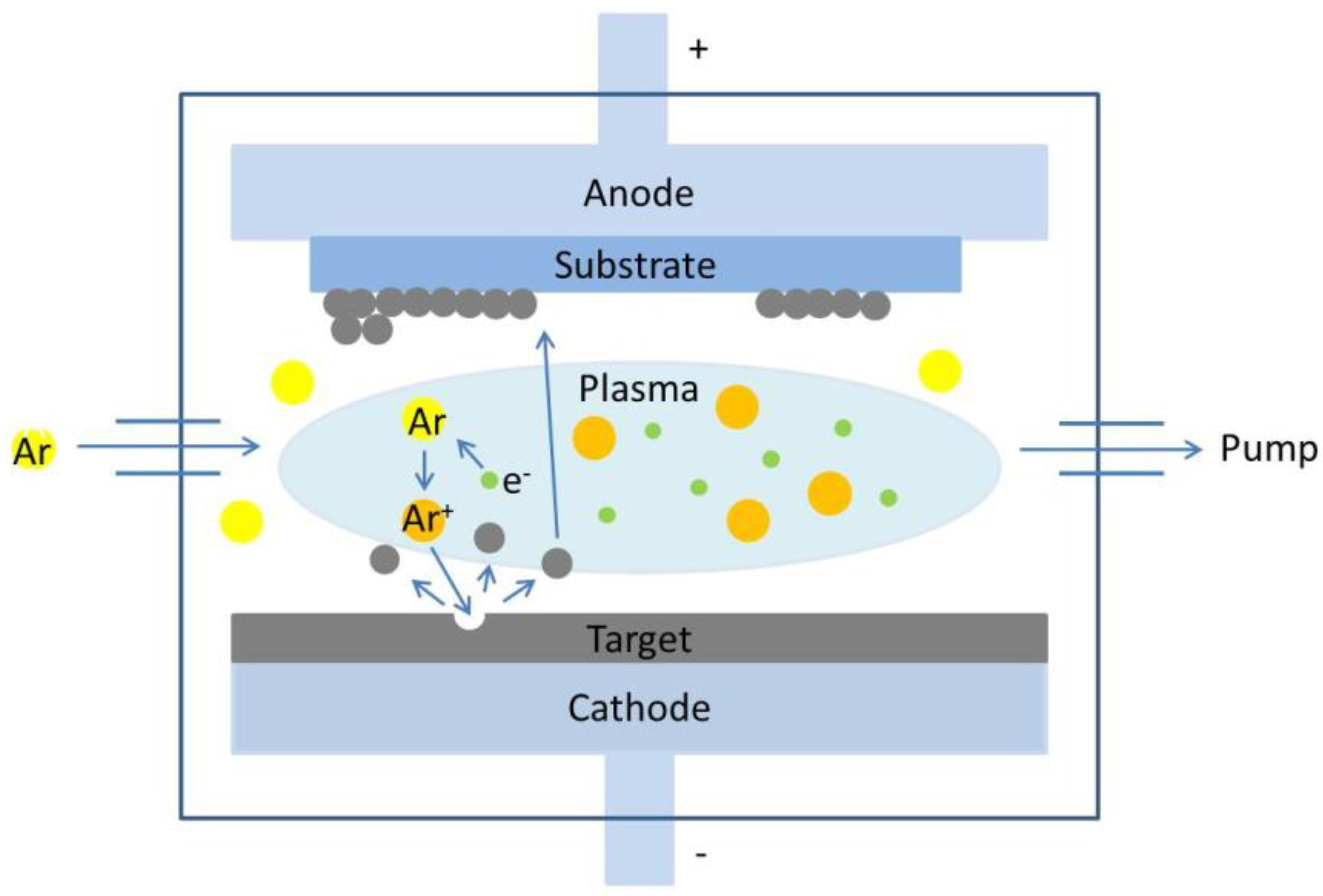
2.2.3. Sputtering
2.2.4. Vacuum Evaporation
2.3. CdTe Absorber
2.3.1. Vacuum Thermal Evaporation
2.3.2. Electro-Deposition
2.3.3. Screen Printing
2.3.4. Metal-Organic Chemical Vapor Deposition
2.3.5. Sputtering
2.3.6. Close Spaced Sublimation
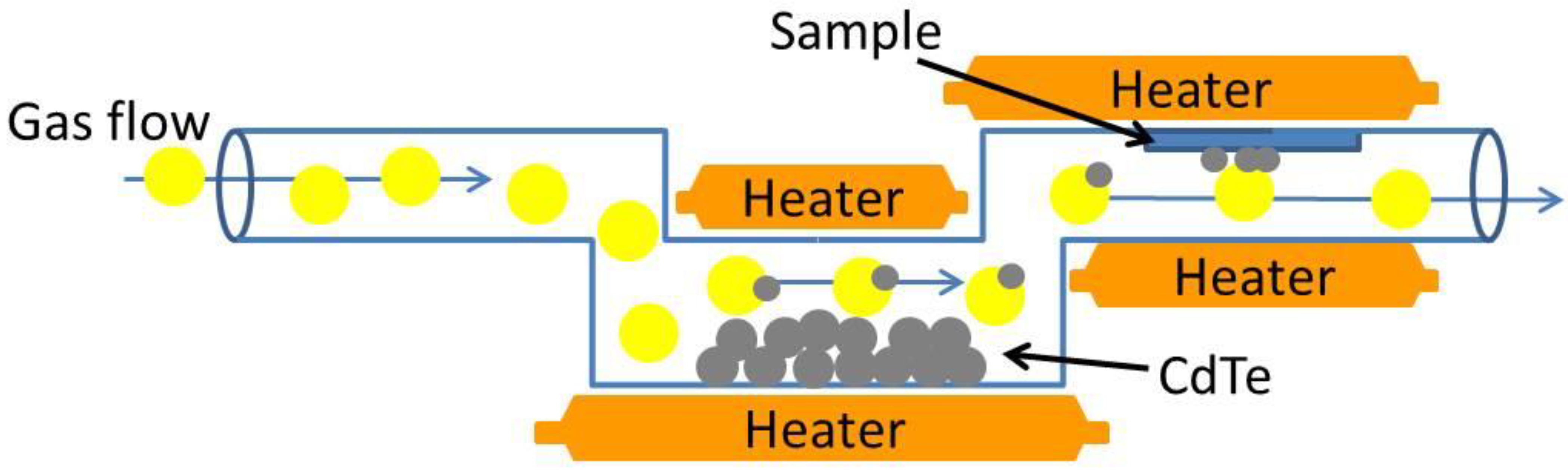
2.3.7. Vapour Transport Deposition
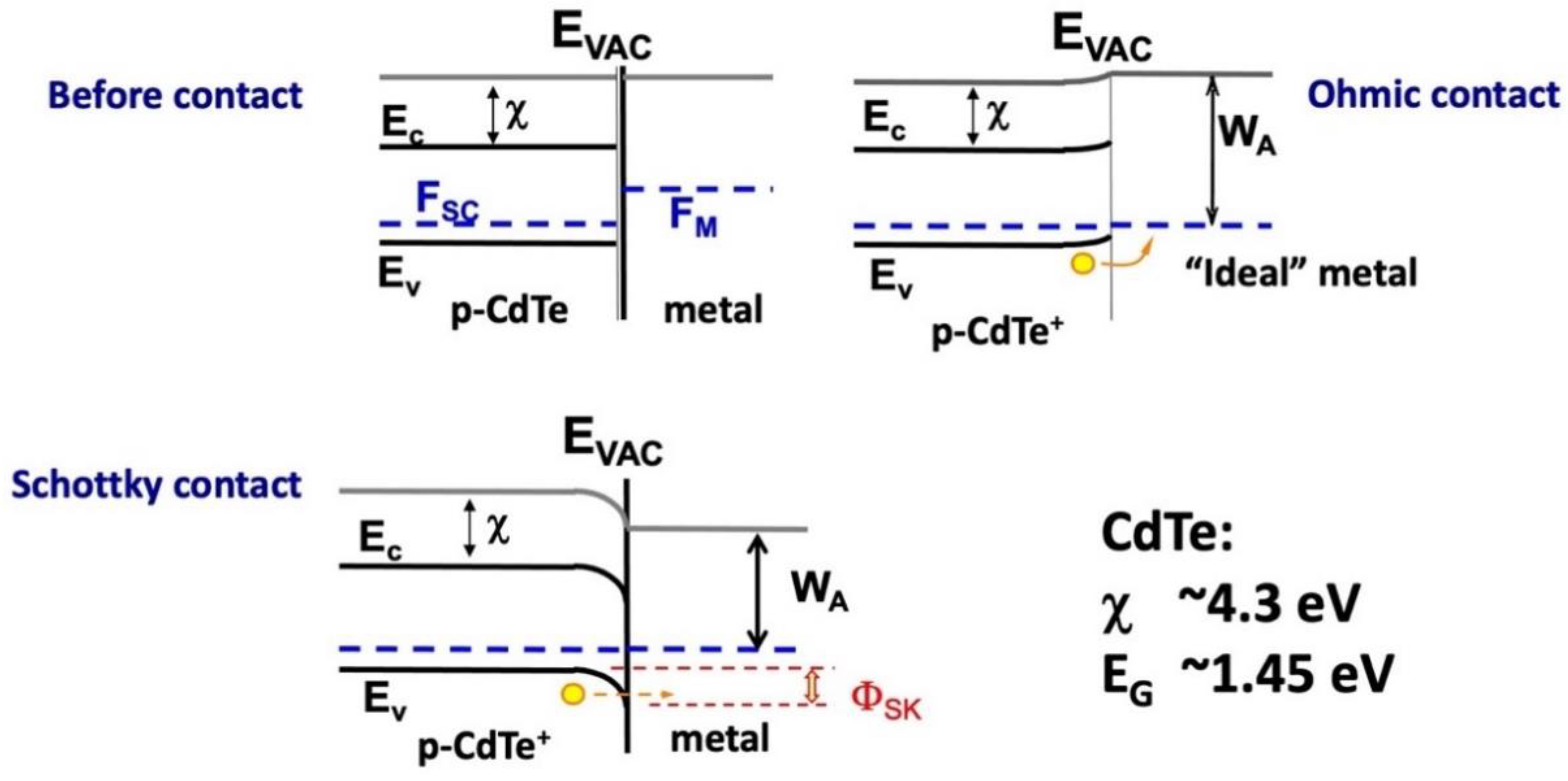
2.4. Back Contact

2.5. CdTe Activation Treatment
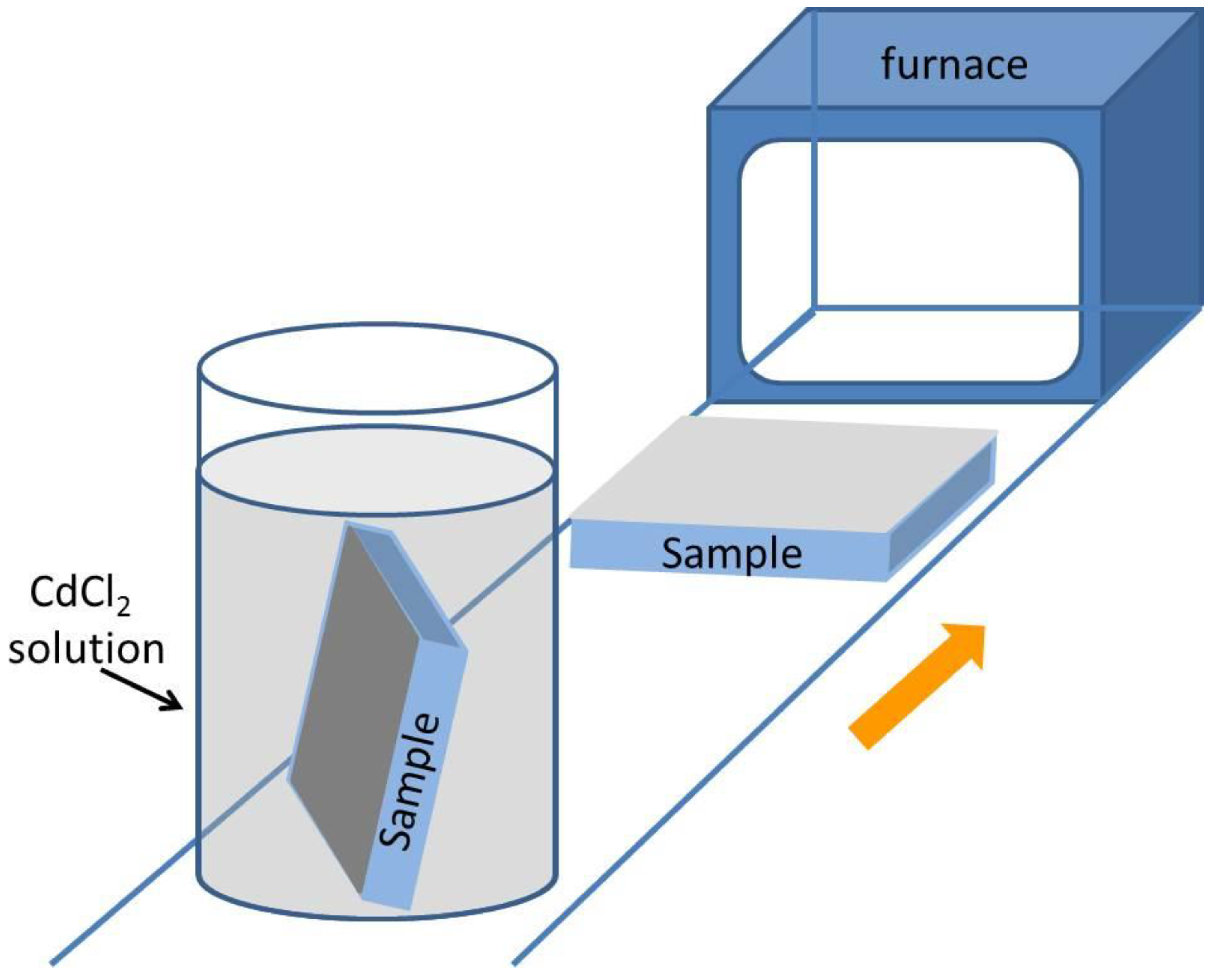
2.5.1. CdCl2 Treatment
2.5.2. Chlorine Containing Gases
2.5.3. MgCl2 Treatment
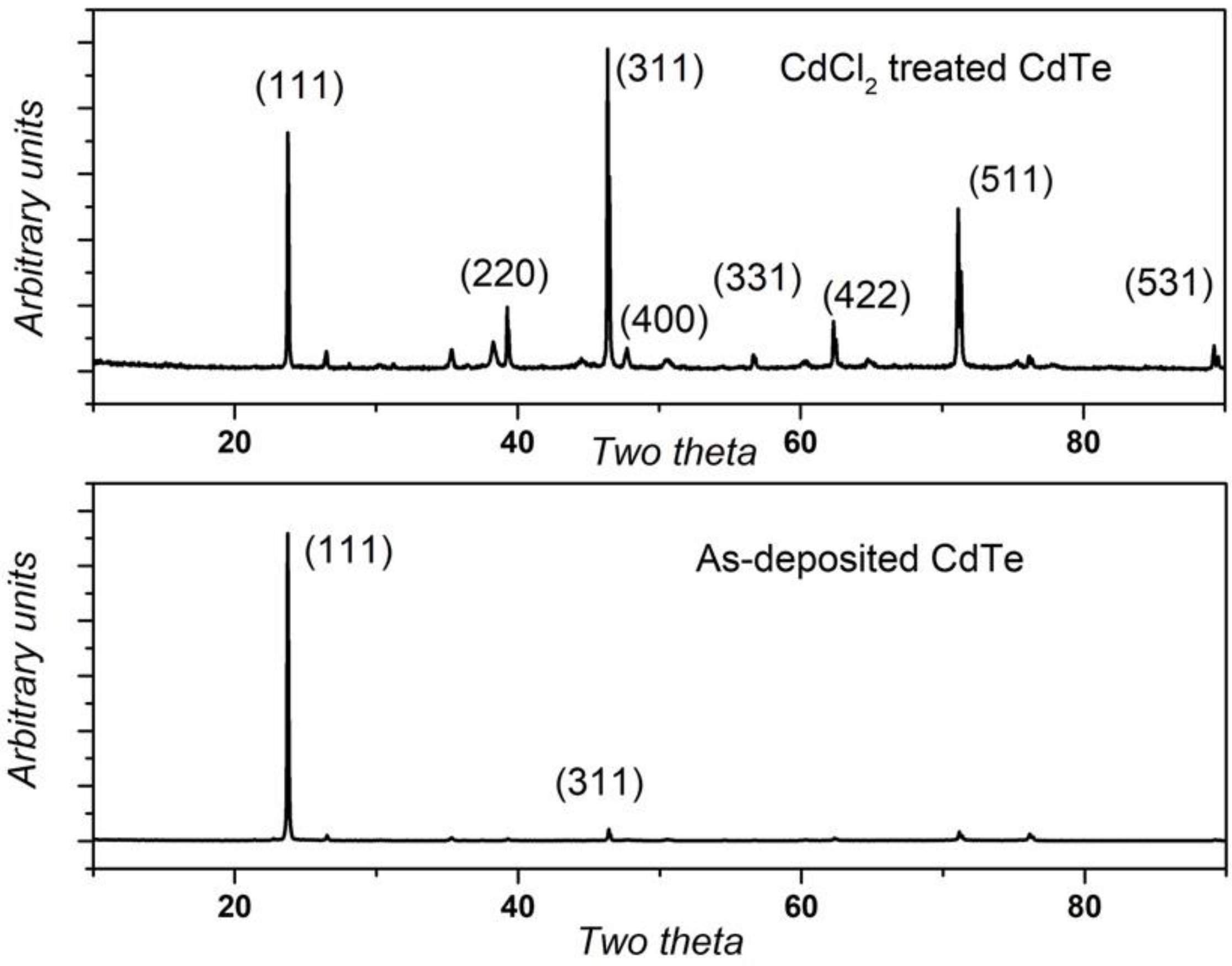
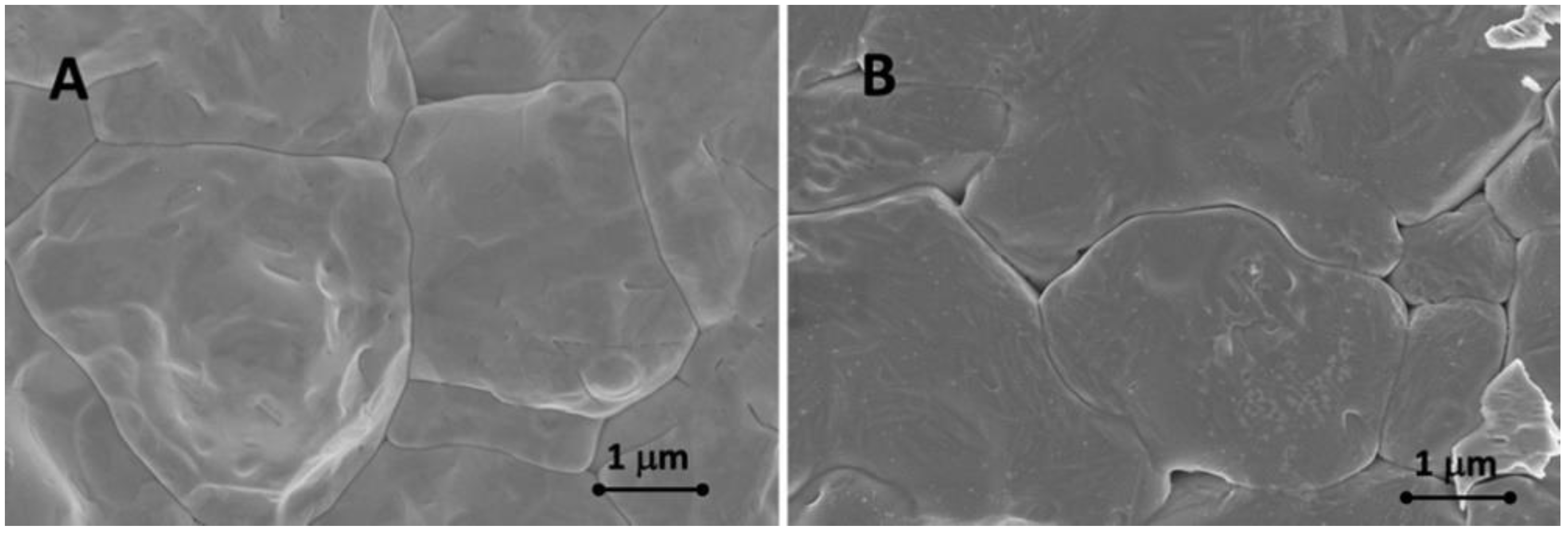
2.5.4. Recrystallization
2.5.5. Intermixing
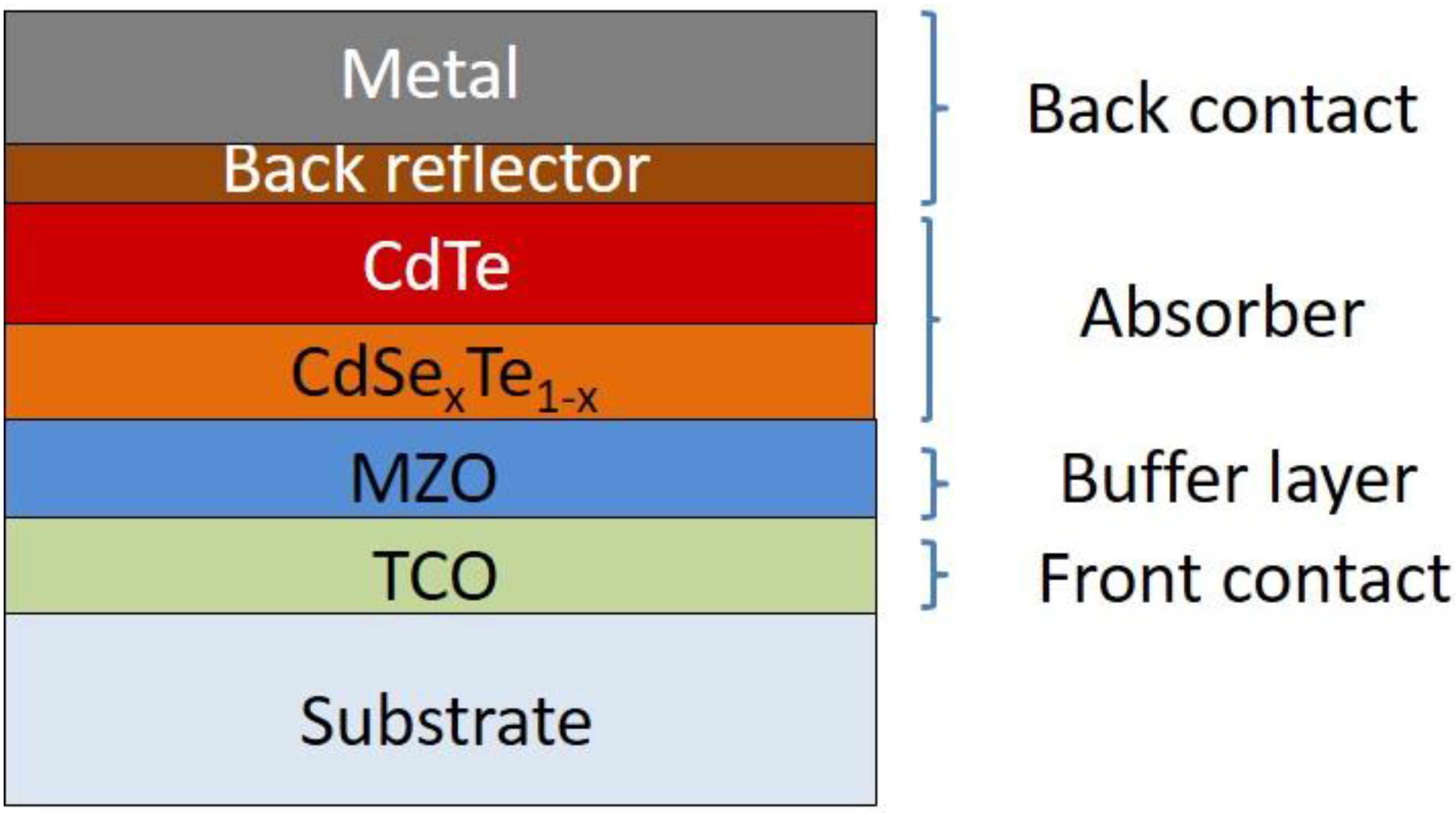
3. The New CdTe Solar Cell Structure
- (1)
- CdSexTe1−x introduction for CdTe band gap grading
- (2)
- MgZnO introduction for high transparency
3.1. CdSexTe1−x Introduction for CdTe Band Gap Grading
3.2. MgZnO Introduction for High Transparency
4. Future Improvements and Upgrades
4.1. Increasing the Net Charge Density: Doping
4.2. Tandem Cells
5. Alternative Absorbers
- (1)
- Te scarcity
- (2)
- Perception of CdTe due to the presence of cadmium.
6. Environmental Aspects
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Bonnet, D.; Rabenhorst, H. New results on the development of a thin film p-CdTe–n-CdS heterojunction solar cell. In Proceedings of the 9th Photovoltaic Specialists Conference, Silver Spring, MD, USA, 1972; pp. 129–131. [Google Scholar]
- Leading Solar PV Manufacturers Based on Module Shipments in 2018 and 2019. Available online: https://www.statista.com/statistics/858456/global-companies-for-pv-cell-and-module-shipments/ (accessed on 21 January 2021).
- Rühle, S. Tabulated values of the Shockley-Queisser limit for single junction solar cells. Sol. Energy 2016, 130, 139–147. [Google Scholar] [CrossRef]
- Britt, J.; Ferekides, C.S. Thin-film CdS/CdTe solar cell with 15.8% efficiency. Appl. Phys. Lett. 1993, 62, 2851–2852. [Google Scholar] [CrossRef]
- Wu, X.; Dhere, R.G.; Albin, D.S.; Gessert, T.A.; Dehart, C.; Keane, J.C.; Duda, A.; Coutts, T.J.; Asher, S.; Levi, D.H.; et al. High-Efficiency CTO/ZTO/CdS CdTe Polycrystalline Thin-Film Solar Cells. In Proceedings of the NCPV Program Review Meeting, Lakewood, CO, USA, 14–17 October 2001. [Google Scholar]
- First Solar Record 21.5 Percent Conversion Efficiency Research Cell Validates Technology Roadmap. 2015. Available online: https://www.sonnenseite.com/en/energy/first-solar-record-21-5-percent-conversion-efficiency-research-cell-validates-technology-roadmap/ (accessed on 21 January 2021).
- Green, M.A.; Dunlop, E.D.; Hohl-Ebinger, J.; Yoshita, M.; Kopidakis, N.; Hao, X. Solar cell efficiency tables (version 56). Prog. Photovolt. Res. Appl. 2020, 28, 629–638. [Google Scholar] [CrossRef]
- Mathew, X.; Enriquez, J.P.; Romeo, A.; Tiwari, A.N. CdTe/CdS solar cells on flexible substrates. Sol. Energy 2004, 77, 831–838. [Google Scholar] [CrossRef]
- Kranz, L.; Gretener, C.; Perrenoud, J.; Schmitt, R.; Pianezzi, F.; La Mattina, F.; Blösch, P.; Cheah, E.; Chirilă, A.; Fella, C.M.; et al. Doping of polycrystalline CdTe for high-efficiency solar cells on flexible metal foil. Nat. Commun. 2013, 4, 1–7. [Google Scholar] [CrossRef]
- Salavei, A.; Menossi, D.; Piccinelli, F.; Kumar, A.; Mariotto, G.; Barbato, M.; Meneghini, M.; Meneghesso, G.; Di Mare, S.; Artegiani, E.; et al. Comparison of high efficiency flexible CdTe solar cells on different substrates at low temperature deposition. Sol. Energy 2016, 139, 13–18. [Google Scholar] [CrossRef]
- McCandless, B.E.; Dobson, K.D. Processing options for CdTe thin film solar cells. Sol. Energy 2004, 77, 839–856. [Google Scholar] [CrossRef]
- Artegiani, E.; Menossi, D.; Salavei, A.; di Mare, S.; Romeo, A. Analysis of the influence on the performance degradation of CdTe solar cells by the front contact. Thin Solid Films 2017, 633, 101–105. [Google Scholar] [CrossRef]
- Alamri, S.N.; Brinkman, A.W. The effect of the transparent conductive oxide on the performance of thin film CdS/CdTe solar cells. J. Phys. D Appl. Phys. 2000, 33, L1–L4. [Google Scholar] [CrossRef]
- Romeo, N.; Bosio, A.; Canevari, V.; Terheggen, M.; Vaillant Roca, L. Comparison of different conducting oxides as substrates for CdS/CdTe thin film solar cells. Thin Solid Films 2003, 431–432, 364–368. [Google Scholar] [CrossRef]
- Gupta, A.; Compaan, A.D. All-sputtered 14% CdS∕CdTeCdS∕CdTe thin-film solar cell with ZnO:Al transparent conducting oxide. Appl. Phys. Lett. 2004, 85, 684–686. [Google Scholar] [CrossRef]
- Perrenoud, J.; Kranz, L.; Buecheler, S.; Pianezzi, F.; Tiwari, A.N. The use of aluminium doped ZnO as transparent conductive oxide for CdS/CdTe solar cells. Thin Solid Films 2011, 519, 7444–7448. [Google Scholar] [CrossRef]
- Purica, M.; Budianu, E.; Rusu, E.; Danila, M.; Gavrila, R. Optical and structural investigation of ZnO thin films prepared by chemical vapor deposition (CVD). Thin Solid Films 2002, 403–404, 485–488. [Google Scholar] [CrossRef]
- Ennaoui, A.; Weber, M.; Scheer, R.; Lewerenz, H.J. Chemical-bath ZnO buffer layer for CuInS2 thin-film solar cells. Sol. Energy Mater. Sol. Cells 1998, 54, 277–286. [Google Scholar] [CrossRef]
- Maruyama, T.; Tabata, K. Fluorine-doped tin dioxide thin films prepared by chemical vapor deposition. J. Appl. Phys. 1990, 68, 4282–4285. [Google Scholar] [CrossRef][Green Version]
- Wu, X.; Sheldon, P.; Coutts, T.J.; Rose, D.H.; Moutinho, H.R. Application of Cd2SnO4 transparent conducting oxides CdS/CdTe thin-film devices. In Proceedings of the 26th IEEE Photovoltaic Specialists Conference, Anaheim, CA, USA, 29 September–3 October 1997; pp. 347–350. [Google Scholar]
- Kartopu, G.; Clayton, A.J.; Brooks, W.S.M.; Hodgson, S.D.; Barrioz, V.; Maertens, A.; Lamb, D.A.; Irvine, S.J.C. Effect of window layer composition in Cd1_xZnxS/CdTe solar cells. Prog. Photovolt. Res. Appl. 2014, 22, 18–23. [Google Scholar] [CrossRef]
- Wu, X.; Keane, J.C.; Dhere, R.G.; DeHart, C.; Duda, A.; Gessert, T.A.; Asher, S.; Levi, D.H.; Sheldon, P. 16.5%-efficient CdS/CdTe polycrystalline thin-film solar cell. In Proceedings of the 17th European Photovoltaic Solar Energy Conference, Munich, Germany, 22–26 October 2001; pp. 995–1000. [Google Scholar]
- Ferekides, C.S.; Marinskiy, D.; Viswanathan, V.; Tetali, B.; Palekis, V.; Selvaraj, P.; Morel, D.L.; Telali, B.; Palekis, V.; Selvaraj, P.; et al. High efficiency CSS CdTe solar cells. Thin Solid Films 2000, 361–362, 520–526. [Google Scholar] [CrossRef]
- Romeo, N.; Bosio, A.; Romeo, A. An innovative process suitable to produce high-efficiency CdTe/CdS thin-film modules. Sol. Energy Mater. Sol. Cells 2010, 94, 2–7. [Google Scholar] [CrossRef]
- Boyle, D.S.; Bayer, A.; Heinrich, M.R.; Robbe, O.; O’Brien, P. Novel approach to the chemical bath deposition of chalcogenide semiconductors. Thin Solid Films 2000, 361. [Google Scholar] [CrossRef]
- Sandoval-Paz, M.G.; Sotelo-Lerma, M.; Mendoza-Galvan, A.; Ramírez-Bon, R. Optical properties and layer microstructure of CdS films obtained from an ammonia-free chemical bath deposition process. Thin Solid Films 2007, 515. [Google Scholar] [CrossRef]
- Zhang, H.; Ma, X.; Yang, D. Effects of complexing agent on CdS thin films prepared by chemical bath deposition. Mater. Lett. 2004, 58. [Google Scholar] [CrossRef]
- Romeo, A.; Baetzner, D.L.; Zogg, H.; Tiwari, A.N.; Vignali, C. Influence of CdS growth process on the structural and photovoltaic properties of CdTe/ CdS solar cells. Sol. Energy Mater. Sol. Cells 2001, 67, 311–321. [Google Scholar] [CrossRef]
- Romeo, A.; Baetzner, D.L.; Zogg, H.; Tiwari, A.N. Recrystallization in CdTe/CdS. Thin Solid Films 2000, 361–362, 420–425. [Google Scholar] [CrossRef]
- Skarp, J.; Koskinen, Y.; Lindfors, S.; Rautiainen, A.; Suntola, T. Development and Evaluation of Cds/CdTe Thin Film PV Cells. In Tenth E.C. Photovoltaic Solar Energy Conference, Proceedings of the International Conference, Lisbon, Portugal, 8–12 April 1991; Luque, A., Sala, G., Palz, W., Dos Santos, G., Helm, P., Eds.; Springer: Dordrecht, The Netherlands, 1991; pp. 567–569. ISBN 978-94-011-3622-8. [Google Scholar]
- Skarp, J.; Anttila, E.; Rautiainen, A.; Suntola, T. ALE-CdS/CdTe-PV-CELLS. Int. J. Sol. Energy 1992, 12, 137–142. [Google Scholar] [CrossRef]
- Das, S.K.; Morris, G.C. Influence of growth and microstructure of electrodeposited cadmium telluride films on the properties of n-CdS/p-CdTe thin-film solar cells. J. Appl. Phys. 1992, 72, 4940–4945. [Google Scholar] [CrossRef]
- Morris, G.C.; Das, S. Some fabrication procedures for electrodeposited CdTe solar cells. Int. J. Sol. Energy 1992, 12, 95–108. [Google Scholar] [CrossRef]
- Ikegami, S. CdS/CdTe solar cells by the screen-printing-sintering technique: Fabrication, photovoltaic properties and applications. Sol. Cells 1988, 23, 89–105. [Google Scholar] [CrossRef]
- Matsumoto, H.; Kuribayashi, K.; Uda, H.; Komatsu, Y.; Nakano, A.; Ikegami, S. Screen-printed CdS/CdTe solar cell of 12.8% efficiency for an active area of 0.78 cm2. Sol. Cells 1984, 11, 367–373. [Google Scholar] [CrossRef]
- Zoppi, G.; Durose, K.; Irvine, S.J.C.; Barrioz, V. Grain and crystal texture properties of absorber layers in MOCVD-grown CdTe/CdS solar cells. Semicond. Sci. Technol. 2006, 21, 763–770. [Google Scholar] [CrossRef]
- Bonnet, D. THE CdTe Thin Film Solar Cell—An Overview. Int. J. Sol. Energy 1992, 12, 1–14. [Google Scholar] [CrossRef]
- Swanson, D.E.; Kephart, J.M.; Kobyakov, P.S.; Walters, K.; Cameron, K.C.; Barth, K.L.; Sampath, W.S.; Drayton, J.; Sites, J.R. Single vacuum chamber with multiple close space sublimation sources to fabricate CdTe solar cells. J. Vac. Sci. Technol. A 2016, 34, 21202. [Google Scholar] [CrossRef]
- Lisco, F. High Rate Deposition Processes for Thin Film Cdte Solar Cells; Loughborough University: Loughborough, UK, 2015. [Google Scholar]
- Kephart, J.M.; Geisthardt, R.M.; Sampath, W.S. Optimization of CdTe thin-film solar cell efficiency using a sputtered, oxygenated CdS window layer. Prog. Photovolt. Res. Appl. 2015, 23, 1484–1492. [Google Scholar] [CrossRef]
- Rimmaudo, I.; Salavei, A.; Artegiani, E.; Menossi, D.; Giarola, M.; Mariotto, G.; Gasparotto, A.; Romeo, A. Improved stability of CdTe solar cells by absorber surface etching. Sol. Energy Mater. Sol. Cells 2017, 162. [Google Scholar] [CrossRef]
- Gretener, C.; Perrenoud, J.; Kranz, L.; Kneer, L.; Schmitt, R.; Buecheler, S.; Tiwari, A.N. CdTe/CdS thin film solar cells grown in substrate configuration. Prog. Photovolt. Res. Appl. 2013, 21, 1580–1586. [Google Scholar] [CrossRef]
- Cunningham, D.W.; Skinner, D.E. Apollo ® Thin Film Process Development: Final Technical Report, April 1998—April 2002; US Department of Energy: Washington, DC, USA, 2002.
- Woodcock, J.M.; Turner, A.K.; Oszsan, M.E.; Summers, J.G. Thin film solar cells based on electrodeposited CdTe. In Proceedings of the 22nd IEEE Photovoltaic Specialists Conference, Las Vegas, NV, USA, 7–11 October 1991; p. 842. [Google Scholar]
- Nakayama, N.; Matsumoto, H.; Nakano, A.; Ikegami, S.; Uda, H.; Yamashita, T. Screen Printed Thin Film {CdS}/{CdTe} Solar Cell. Jpn. J. Appl. Phys. 1980, 19, 703–712. [Google Scholar] [CrossRef]
- Kartopu, G.; Phillips, L.J.; Barrioz, V.; Irvine, S.J.C.; Hodgson, S.D.; Tejedor, E.; Dupin, D.; Clayton, A.J.; Rugen-Hankey, S.L.; Durose, K. Progression of metalorganic chemical vapour-deposited CdTe thin-film PV devices towards modules. Prog. Photovolt. Res. Appl. 2016, 24, 283–291. [Google Scholar] [CrossRef]
- Shao, M.; Fischer, A.; Grecu, D.; Jayamaha, U.N.; Bykov, E.; Contreras-Puente, G.; Bohn, R.G.; Compaan, A.D. Radio-frequency-magnetron-sputtered CdS/CdTe solar cells on soda-lime glass. Appl. Phys. Lett. 1996, 69, 3045–3047. [Google Scholar] [CrossRef]
- Bonnet, D.; Henrichs, B.; Richter, H. High rate deposition of high quality CdTe films for high efficiency solar cell. In Proceedings of the Twenty Second IEEE Photovoltaic Specialists Conference, Las Vegas, NV, USA, 7–11 October 1991; pp. 1165–1168. [Google Scholar]
- Powell, R.C.; Dorer, G.L.; Jayamaha, U.; Hanak, J.J. Technology Support for Initiation of High-Throughput Processing of Thin Film CdTe PV: Phase 3 Final Technical Report, 14 March 1997–1 April 1998; US Department of Energy: Washington, DC, USA, 1998.
- Ferekides, C.S.; Viswanathan, V.; Morel, D.L. RF sputtered back contacts for CdTe/CdS thin film solar cells. In Proceedings of the 26th IEEE Photovoltaic Specialists Conference, Anaheim, CA, USA, 29 September–3 October 1997; pp. 423–426. [Google Scholar]
- Wu, X.; Zhou, J.; Duda, A.; Yan, Y.; Teeter, G.; Asher, S.; Metzger, W.K.; Demtsu, S.; Wei, S.-H.; Noufi, R. Phase control of CuxTe film and its effects on CdS/CdTe solar cell. Thin Solid Films 2007, 515, 5798–5803. [Google Scholar] [CrossRef]
- Nawarange, A.W.; Compaan, A.D. Optimization of Back Contacts for CdTe Solar Cells using sputtered CuxTe. In Proceedings of the 37th IEEE Photovoltaic Specialists Conference, Seattle, WA, USA, 19–24 June 2011; pp. 1317–1321. [Google Scholar]
- Suyama, N.; Arita, T.; Nishiyama, Y.; Ueno, N.; Kitamura, S.; Murozono, M. CdS/CdTe solar cells by the screen-printing sintering technique. In Proceedings of the 21th IEEE Photovoltaic Specialists Conference, Kissimmee, FL, USA, 21–25 May 1990; pp. 498–503. [Google Scholar]
- Gessert, T.A.; Mason, A.R.; Sheldon, P.; Swartzlander, A.B.; Niles, D.; Coutts, T.J. Development of Cu-doped ZnTe as a back-contact interface layer for thin-film CdS/CdTe solar cells. J. Vac. Sci. Technol. A Vac. Surfaces Film. 1996, 14, 806–812. [Google Scholar] [CrossRef]
- Mondal, A.; McCandless, B.E.; Birkmire, R.W. Electrochemical deposition of thin ZnTe films as a contact for CdTe solar cells. Sol. Energy Mater. Sol. Cells 1992, 26, 181–187. [Google Scholar] [CrossRef]
- Li, J.V.; Duenow, J.N.; Kuciauskas, D.; Kanevce, A.; Dhere, R.G.; Young, M.R.; Levi, D.H. Electrical Characterization of Cu Composition Effects in CdS / CdTe Thin-Film Solar Cells with a ZnTe: Cu Back Contact Preprint. IEEE J. Photovolt. 2013, 3, 1095–1099. [Google Scholar] [CrossRef]
- Romeo, A.; Salavei, A.; Rimmaudo, I.; Bosio, A.; Menossi, D.; Piccinelli, F.; Romeo, N. Electrical Characterization and Aging of CdTe Thin Film Solar Cells with Bi 2 Te 3 Back Contact. In Proceedings of the IEEE 39th Photovoltaic Specialists Conference (PVSC), Tampa, FL, USA, 16–21 June 2013; pp. 1178–1182. [Google Scholar]
- Amin, N.; Sopian, K.; Konagai, M. Numerical modeling of CdS/CdTe and CdS/CdTe/ZnTe solar cells as a function of CdTe thickness. Sol. Energy Mater. Sol. Cells 2007, 91, 1202–1208. [Google Scholar] [CrossRef]
- Sites, J.; Pan, J. Strategies to increase CdTe solar-cell voltage. Thin Solid Films 2007, 515, 6099–6102. [Google Scholar] [CrossRef]
- Tang, J.; Mao, D.; Ohno, T.R.; Kaydanov, V.; Trefny, J.U. Properties of ZnTe:Cu thin films and CdS/CdTe/ZnTe solar cells. In Proceedings of the 26th IEEE Photovoltaic Specialists Conference, Anaheim, CA, USA, 29 September–3 October 1997; pp. 439–442. [Google Scholar]
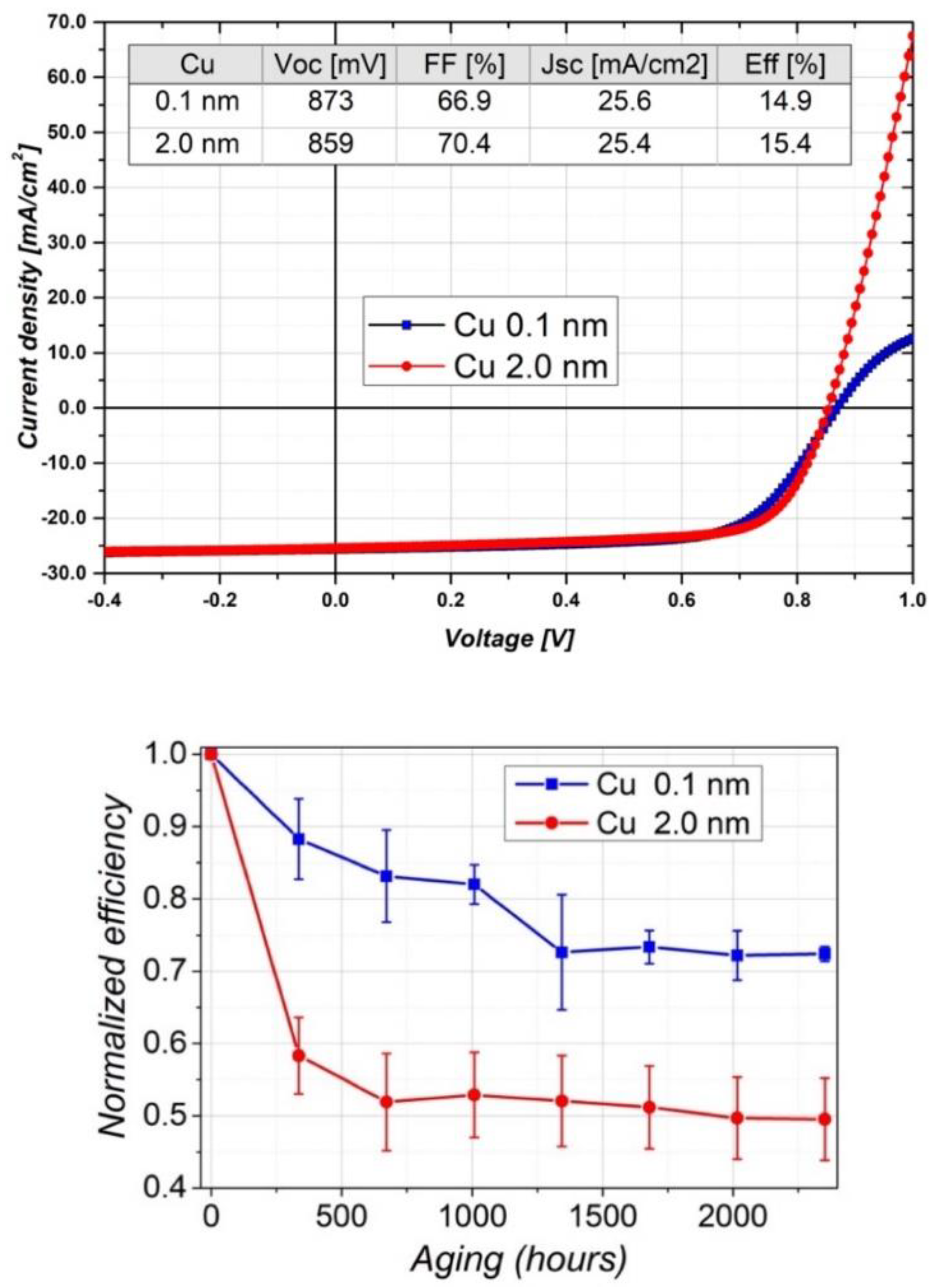
- Artegiani, E.; Major, J.D.; Shiel, H.; Dhanak, V.; Ferrari, C.; Romeo, A. How the amount of copper influences the formation and stability of defects in CdTe solar cells. Sol. Energy Mater. Sol. Cells 2020, 204, 110228. [Google Scholar] [CrossRef]
- Artegiani, E.; Menossi, D.; Shiel, H.; Dhanak, V.; Major, J.D.; Gasparotto, A.; Sun, K.; Romeo, A. Analysis of a novel CuCl 2 back contact process for improved stability in CdTe solar cells. Prog. Photovolt. Res. Appl. 2019, 27, 706–715. [Google Scholar] [CrossRef]
- Niemegeers, A.; Burgelman, M. Effects of the Au/CdTe back contact on IV and CV characteristics of Au/CdTe/CdS/TCO solar cells. J. Appl. Phys. 1997, 81, 2881. [Google Scholar] [CrossRef]
- Abken, A.E.; Bartelt, O.J. Sputtered Mo/Sb2Te3 and Ni/Sb2Te3 layers as back contacts for CdTe/CdS solar cells. Thin Solid Films 2002, 403–404, 216–222. [Google Scholar] [CrossRef]
- Bätzner, D.L.; Romeo, A.; Zogg, H.; Wendt, R.; Tiwari, A.N. Development of efficient and stable back contacts on CdTe/CdS solar cells. Thin Solid Films 2001, 387, 151–154. [Google Scholar] [CrossRef]
- Romeo, N.; Bosio, A.; Tedeschi, R.; Romeo, A.; Canevari, V. A highly efficient and stable CdTe/CdS thin film solar cell. Sol. Energy Mater. Sol. Cells 1999, 58, 209–218. [Google Scholar] [CrossRef]
- Romeo, N.; Bosio, A.; Romeo, A.; Mazzamuto, S.; Canevari, V. High Efficiency CdTe/CdS Thin Film Solar Cells Prepared by Treating CdTe Films with a Freon Gas in Substitution of CdCl2. In Proceedings of the 21st European Photovoltaic Solar Energy Conference, Dresden, Germany, 4–8 September 2006; p. 1857. [Google Scholar]
- Salavei, A.; Rimmaudo, I.; Piccinelli, F.; Zabierowski, P.; Romeo, A. Study of difluorochloromethane activation treatment on low substrate temperature deposited CdTe solar cells. Sol. Energy Mater. Sol. Cells 2013, 112, 190–195. [Google Scholar] [CrossRef]
- Major, J.D.; Treharne, R.E.; Phillips, L.J.; Durose, K. A low-cost non-toxic post-growth activation step for CdTe solar cells. Nature 2014, 511, 334–337. [Google Scholar] [CrossRef]
- Menossi, D.; Artegiani, E.; Salavei, A.; Di Mare, S.; Romeo, A. Study of MgCl 2 activation treatment on the defects of CdTe solar cells by capacitance-voltage, drive level capacitance profiling and admittance spectroscopy techniques. Thin Solid Films 2017, 633, 97–100. [Google Scholar] [CrossRef]
- Leoncini, M.; Artegiani, E.; Lozzi, L.; Barbato, M.; Meneghini, M.; Meneghesso, G.; Cavallini, M.; Romeo, A. Difluorochloromethane treated thin CdS buffer layers for improved CdTe solar cells. Thin Solid Films 2019, 672, 7–13. [Google Scholar] [CrossRef]
- Consonni, V.; Feuillet, G.; Renet, S. Spectroscopic analysis of defects in chlorine doped polycrystalline CdTe. J. Appl. Phys. 2006, 99, 53502–53507. [Google Scholar] [CrossRef]
- Stadler, W.; Hofmann, D.M.; Meyer, B.K.; Krause-Rehberg, B.; Polity, A.; Abgarjan, T.; Salk, M.; Benz, K.W.; Azoulay, M. Compensation Models in Chlorine dopoed CdTe based on positron annhilation and photoluminescence spectroscopy. Acta Phys. Pol. Ser. A 1995, 88, 921–924. [Google Scholar] [CrossRef]
- Tyan, Y.-S.; Vazan, F.; Barge, T.S. Effect of oxygen on thin-film CdS/CdTe solar cells. In Proceedings of the Conference records of 17th IEEE Photovoltaic Solar Energy Conference, Kissimmee, FL, USA, 1–4 May 1984; pp. 840–845. [Google Scholar]
- Rose, D.H.; Albin, D.S.; Matson, R.J.; Swartzlander, A.B.; Li, X.S.; Dhere, R.G.; Asher, S.; Hasoon, F.S.; Sheldon, P. Effects of oxygen during close-spaced sublimation of CdTe Solar Cells. In Proceedings of the 25th IEEE Photovoltaic Solar Energy Conference, Washington, DC, USA, 13–19 May 1996; Volume 426, pp. 337–348. [Google Scholar]
- Rohatgi, A.; Sudharsanan, R.; Ringe, S.A.; MacDougal, M.H. Growth and process optimization of CdTe and CdZnTe polycrystalline films for high-efficiency solar cells. Sol. Cells 1991, 30, 109–122. [Google Scholar] [CrossRef]
- Galloway, S.A.; Durose, K. SEM/EBIC observations of CdTe/CdS thin film solar cells. In Proceedings of the Microscopy of Semiconducting Materials, Oxford, UK, 20–23 March 1995; Volume 146, pp. 709–712. [Google Scholar]
- Popovych, V.D.; Virt, I.S.; Sizov, F.F.; Tetyorkin, V.V.; Tsybrii, Z.F.; Darchuk, L.O.; Parfenjuk, O.A.; Ilashchuk, M.I. The effect of chlorine doping concentration on the quality of CdTe single crystals grown by the modified physical vapor transport method. J. Cryst. Growth 2007, 308, 63–70. [Google Scholar] [CrossRef]
- Romeo, A.; Buecheler, S.; Giarola, M.; Mariotto, G.; Tiwari, A.N.; Romeo, N.; Bosio, A.; Mazzamuto, S. Study of CSS- and HVE-CdTe by different recrystallization processes. Thin Solid Films 2009, 517, 2132–2135. [Google Scholar] [CrossRef]
- Ohata, K.; Saraie, J.; Tanaka, T. Optical energy gap of the mixed crystal CdSx Te1-x. Jpn. J. Appl. Phys. 1973, 12, 1198–1204. [Google Scholar] [CrossRef]
- Lane, D.W.; Conibeer, G.J.; Wood, D.A.; Rogers, K.D.; Capper, P.; Romani, S.; Hearne, S. Sulphur diffusion in CdTe and the phase diagram of the CdS–CdTe pseudo-binary alloy. J. Cryst. Growth 1999, 197, 743–748. [Google Scholar] [CrossRef]
- Green, M.A.; Emery, K.; Hishikawa, Y.; Warta, W.; Dunlop, E.D. Solar cell efficiency tables (version 48). Prog. Photovolt. Res. Appl. 2016, 24, 905–913. [Google Scholar] [CrossRef]
- Paudel, N.R.; Yan, Y. Enhancing the photo-currents of CdTe thin-film solar cells in both short and long wavelength regions. Appl. Phys. Lett. 2014, 105, 1–6. [Google Scholar] [CrossRef]
- Wei, S.-H.; Zhang, S.B.; Zunger, A. First-principles calculation of band offsets, optical bowings, and defects in CdS, CdSe, CdTe, and their alloys. J. Appl. Phys. 2000, 87, 1304. [Google Scholar] [CrossRef]
- Yang, X.; Liu, B.; Li, B.; Zhang, J.; Li, W.; Wu, L.; Feng, L. Preparation and characterization of pulsed laser deposited a novel CdS/CdSe composite window layer for CdTe thin film solar cell. Appl. Surf. Sci. 2016, 367, 480–484. [Google Scholar] [CrossRef]
- Poplawsky, J.D.; Guo, W.; Paudel, N.; Ng, A.; More, K.; Leonard, D.; Yan, Y. Structural and compositional dependence of the CdTe x Se 1-x alloy layer photoactivity in CdTe-based solar cells. Nat. Commun. 2016, 7, 1–9. [Google Scholar] [CrossRef]
- Baines, T.; Zoppi, G.; Bowen, L.; Shalvey, T.P.; Mariotti, S.; Durose, K.; Major, J.D. Incorporation of CdSe layers into CdTe thin film solar cells. Sol. Energy Mater. Sol. Cells 2018, 180, 196–204. [Google Scholar] [CrossRef]
- Swanson, D.E.; Sites, J.R.; Sampath, W.S. Co-sublimation of CdSexTe1−xlayers for CdTe solar cells. Sol. Energy Mater. Sol. Cells 2017, 159, 389–394. [Google Scholar] [CrossRef]
- Ablekim, T.; Perkins, C.; Zheng, X.; Reich, C.; Swanson, D.; Colegrove, E.; Duenow, J.N.; Albin, D.; Nanayakkara, S.; Reese, M.O.; et al. Tailoring MgZnO/CdSeTe Interfaces for Photovoltaics. IEEE J. Photovolt. 2019, 9, 888–892. [Google Scholar] [CrossRef]
- Ablekim, T.; Duenow, J.N.; Zheng, X.; Moutinho, H.; Moseley, J.; Perkins, C.L.; Johnston, S.W.; O’Keefe, P.; Colegrove, E.; Albin, D.S.; et al. Thin-Film Solar Cells with 19% Efficiency by Thermal Evaporation of CdSe and CdTe. ACS Energy Lett. 2020, 5, 892–896. [Google Scholar] [CrossRef]
- Artegiani, E.; Punathil, P.; Kumar, V.; Romeo, A. Achievement of Graded Band Gap in CdTe Solar Cells through Selenization of the Absorber. In Proceedings of the 37th European Photovoltaic Solar Energy Conference and Exhibition, Lisbon, Portugal, 7–11 September 2020; pp. 687–690. [Google Scholar]
- Rao, G.V.; Säuberlich, F.; Klein, A. Influence of Mg content on the band alignment at CdS/(Zn,Mg)O interfaces. Appl. Phys. Lett. 2005, 87, 1–4. [Google Scholar] [CrossRef]
- Klein, A. Energy band alignment in chalcogenide thin film solar cells from photoelectron spectroscopy. J. Phys. Condens. Matter 2015, 27, 134201. [Google Scholar] [CrossRef]
- Bittau, F.; Artegiani, E.; Abbas, A.; Menossi, D.; Romeo, A.; Bowers, J.W.; Walls, J.M. Magnesium-doped Zinc Oxide as a High Resistance Transparent Layer for thin film CdS/CdTe solar cells. In Proceedings of the 44th Photovoltaic Specialist Conference, Washington, DC, USA, 25–30 June 2017. [Google Scholar]
- Artegiani, E.; Leoncini, M.; Barbato, M.; Meneghini, M.; Meneghesso, G.; Cavallini, M.; Romeo, A. Analysis of magnesium zinc oxide layers for high efficiency CdTe devices. Thin Solid Films 2019, 672, 22–25. [Google Scholar] [CrossRef]
- Munshi, A.; Kephart, J.; Abbas, A.; Raguse, J.; Beaudry, J.; Sites, J.; Walls, J.; Sampath, W.; Barth, K. Polycrystalline CdSeTe / CdTe Absorber Cells With 28 mA/cm2 Short-circuit Current. IEEE J. Photovolt. 2018, 8, 310–314. [Google Scholar] [CrossRef]
- Munshi, A.H.; Kephart, J.M.; Abbas, A.; Shimpi, T.M.; Barth, K.L.; Walls, J.M.; Sampath, W.S. Polycrystalline CdTe photovoltaics with efficiency over 18% through improved absorber passivation and current collection. Sol. Energy Mater. Sol. Cells 2018, 176, 9–18. [Google Scholar] [CrossRef]
- Baines, T.; Durose, K.; Major, J.D. Co-Sputtered Mg x Zn (1−x) O window layers for CdTe (1−x) Se x solar cells. In Proceedings of the IEEE 7th World Conf. Photovolt. Energy Conversion, WCPEC 2018—A Jt. Conf. 45th IEEE PVSC, 28th PVSEC 34th EU PVSEC, Waikoloa Village, HI, USA, 10–15 June 2018; pp. 2974–2979. [Google Scholar] [CrossRef]
- Swanson, D.; Abbas, A.; Munshi, A.; Drayton, J.; Raguse, J.; Geisthardt, R.; Sites, J.R.; Sampath, W. Incorporation of Cd1-xMgx Te as an Electron Reflector for Cadmium Telluride Photovoltaic Cells. MRS Proc. 2015, 1771. [Google Scholar] [CrossRef]
- Morales-Acevedo, A. Variable band-gap semiconductors as the basis of new solar cells. Sol. Energy 2009, 83, 1466–1471. [Google Scholar] [CrossRef]
- Morales-Acevedo, A. Analytical model for the photocurrent of solar cells based on graded band-gap CdZnTe thin films. Sol. Energy Mater. Sol. Cells 2011, 95, 2837–2841. [Google Scholar] [CrossRef]
- Jin, L.; Linyu, Y.; Jikang, J.; Hua, Z.; Yanfei, S. Effects of Sn-doping on morphology and optical properties of CdTe polycrystalline films. J. Semicond. 2009, 30, 112003. [Google Scholar] [CrossRef]
- Al-Douri, A.A.J.; Al-Shakily, F.Y.; Alias, M.F.A.; Alnajjar, A.A. Optical properties of Al- and Sb-doped CdTe thin films. Adv. Condens. Matter Phys. 2010, 2010. [Google Scholar] [CrossRef]
- Okamoto, T.; Ikeda, S.; Nagatsuka, S.; Hayashi, R.; Yoshino, K.; Kanda, Y.; Noda, A.; Hirano, R. Effects of Antimony Doping in Polycrystalline CdTe Thin-Film Solar Cells Effects of. Jpn. J. Appl. Phys. 2012, 51, 10NC12. [Google Scholar] [CrossRef]
- Kartopu, G.; Barrioz, V.; Monir, S.; Lamb, D.A.; Irvine, S.J.C. CdTe thin film solar cells produced using a chamberless inline process via metalorganic chemical vapour deposition. Thin Solid Films 2015, 578, 93–97. [Google Scholar] [CrossRef]
- Danielson, A.; Munshi, A.; Kindvall, A.; Swain, S.K.; Barth, K.; Lynn, K.; Sampath, W. Doping CdTe Absorber Cells using Group V Elements. In Proceedings of the IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC) (A Joint Conference of 45th IEEE PVSC, 28th PVSEC & 34th EU PVSEC), Waikoloa Village, HI, USA, 10–15 June 2018; pp. 119–123. [Google Scholar]
- Khan, I.S. In Situ Extrinsic Doping of CdTe Thin Films for Photovoltaic Applications; University of South Florida: Tampa, FL, USA, 2018. [Google Scholar]
- Gretener, C.; Wyss, M.; Perrenoud, J.; Kranz, L.; Buecheler, S.; Tiwari, A.N. CdTe thin films doped by Cu and Ag—A comparison in substrate configuration solar cells. In Proceedings of the IEEE 40th Photovolt. Spec. Conf. PVSC, Denver, CO, USA, 8–13 June 2014; pp. 3510–3514. [Google Scholar] [CrossRef]
- Duenow, J.N.; Colegrove, E.; Wei, S.-H.; Young, M.R.; Metzger, W.K.; Albin, D.S.; Yang, J.-H.; Burst, J.M.; Harvey, S.P. Experimental and theoretical comparison of Sb, As, and P diffusion mechanisms and doping in CdTe. J. Phys. D Appl. Phys. 2018, 51, 075102. [Google Scholar] [CrossRef]
- Danielson, A.; Munshi, A.; Swanson, D.; Drayton, J.; Kartopu, G.; Barth, K.; Irvine, S.; Sampath, W. MOCVD Deposition of Group V Doped CdTe in Sublimated CdTe and CdSeTe Devices. In Proceedings of the IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC) (A Joint Conference of 45th IEEE PVSC, 28th PVSEC & 34th EU PVSEC), Waikoloa Village, HI, USA, 10–15 June 2018; pp. 153–156. [Google Scholar]
- Metzger, W.K.; Grover, S.; Lu, D.; Colegrove, E.; Moseley, J.; Perkins, C.L.; Li, X.; Mallick, R.; Zhang, W.; Malik, R.; et al. Exceeding 20% efficiency with in situ group V doping in polycrystalline CdTe solar cells. Nat. Energy 2019, 4. [Google Scholar] [CrossRef]
- Sofia, S.E.; Mailoa, J.P.; Weiss, D.N.; Stanbery, B.J.; Buonassisi, T.; Peters, I.M. Economic viability of thin-film tandem solar modules in the United States /639/4077/909/4101/4096 /706/4066/4068 article. Nat. Energy 2018, 3, 387–394. [Google Scholar] [CrossRef]
- Siegler, T.D.; Shimpi, T.M.; Sampath, W.S.; Korgel, B.A. Development of wide bandgap perovskites for next-generation low-cost CdTe tandem solar cells. Chem. Eng. Sci. 2019, 199, 388–397. [Google Scholar] [CrossRef]
- Rühle, S. The detailed balance limit of perovskite/silicon and perovskite/CdTe tandem solar cells. Phys. Status Solidi Appl. Mater. Sci. 2017, 214. [Google Scholar] [CrossRef]
- Pandey, R.; Drayton, J.; Gregory, C.; Kumar, N.M.; Tyler, K.; King, R.; Sites, J. Cadmium Telluride Cells on Silicon as Precursors for Two-Junction Tandem Cells. In Proceedings of the 47th IEEE Photovoltaic Specialists Conference (PVSC), Calgary, AB, Canada, 15 June–21 August 2020; pp. 1326–1329. [Google Scholar] [CrossRef]
- Enam, F.M.T.; Rahman, K.S.; Kamaruzzaman, M.I.; Sobayel, K.; Chelvanathan, P.; Bais, B.; Akhtaruzzaman, M.; Alamoud, A.R.M.; Amin, N. Design prospects of cadmium telluride/silicon (CdTe/Si) tandem solar cells from numerical simulation. Optik 2017, 139, 397–406. [Google Scholar] [CrossRef]
- Zweibel, K. PV FAQs: Will We Have Enough Materials for Energy-Significant PV; U.S. Department of Energy: Washington, DC, USA, 2004.
- Fthenakis, V. Sustainability of photovoltaics: The case for thin-film solar cells. Renew. Sustain. Energy Rev. 2009, 13, 2746–2750. [Google Scholar] [CrossRef]
- Hasan, B.A.; Shallal, I.H. Structural and Optical Properties of SnS Thin Films. J. Nanotechnol. Adv. Mater. 2014, 2, 43. [Google Scholar] [CrossRef]
- Sousa, M.G.; Da Cunha, A.F.; Fernandes, P.A. Annealing of RF-magnetron sputtered SnS2 precursors as a new route for single phase SnS thin films. J. Alloys Compd. 2014, 592, 80–85. [Google Scholar] [CrossRef]
- Messaoudi, M.; Aida, M.S.; Attaf, N.; Bezzi, T.; Bougdira, J.; Medjahdi, G. Deposition of tin(II) sulfide thin films by ultrasonic spray pyrolysis: Evidence of sulfur exo-diffusion. Mater. Sci. Semicond. Process. 2014, 17, 38–42. [Google Scholar] [CrossRef]
- Sinsermsuksakul, P.; Heo, J.; Noh, W.; Hock, A.S.; Gordon, R.G. Atomic layer deposition of tin monosulfide thin films. Adv. Energy Mater. 2011, 1, 1116–1125. [Google Scholar] [CrossRef]
- Kim, J.Y.; George, S.M. Tin Monosulfide Thin Films Grown by Atomic Layer Deposition Using Tin 2, 4-Pentanedionate and Hydrogen Sulfide. J. Phys. Chem. 2010, 114, 17597–17603. [Google Scholar] [CrossRef]
- Park, H.H.; Heasley, R.; Sun, L.; Steinmann, V.; Jaramillo, R.; Hartman, K.; Chakraborty, R.; Sinsermsuksakul, P.; Chua, D.; Buonassisi, T.; et al. Co-optimization of SnS absorber and Zn(O,S) buffer materials for improved solar cells. Prog. Photovolt. Res. Appl. 2015, 23, 901–908. [Google Scholar] [CrossRef]
- Sinsermsuksakul, P.; Sun, L.; Lee, S.W.; Park, H.H.; Kim, S.B.; Yang, C.; Gordon, R.G. Overcoming efficiency limitations of SnS-based solar cells. Adv. Energy Mater. 2014, 4, 1400496. [Google Scholar] [CrossRef]
- Steinmann, V.; Jaramillo, R.; Hartman, K.; Chakraborty, R.; Brandt, R.E.; Poindexter, J.R.; Lee, Y.S.; Sun, L.; Polizzotti, A.; Park, H.H.; et al. 3.88% Efficient tin sulfide solar cells using congruent thermal evaporation. Adv. Mater. 2014, 26, 7488–7492. [Google Scholar] [CrossRef] [PubMed]
- Jaramillo, R.; Steinmann, V.; Yang, C.; Hartman, K.; Chakraborty, R.; Poindexter, J.R.; Castillo, M.L.; Gordon, R.; Buonassisi, T. Making Record-efficiency SnS Solar Cells by Thermal Evaporation and Atomic Layer Deposition. J. Vis. Exp. 2015, e52705. [Google Scholar] [CrossRef] [PubMed]
- Di Mare, S.; Menossi, D.; Salavei, A.; Artegiani, E.; Piccinelli, F.; Kumar, A.; Mariotto, G.; Romeo, A. SnS Thin Film Solar Cells: Perspectives and Limitations. Coatings 2017, 7, 34. [Google Scholar] [CrossRef]
- Vadapoo, R.; Krishnan, S.; Yilmaz, H.; Marin, C. Self-standing nanoribbons of antimony selenide and antimony sulfide with well-defined size and band gap. Nanotechnology 2011, 22. [Google Scholar] [CrossRef]
- Carey, J.J.; Allen, J.P.; Scanlon, D.O.; Watson, G.W. The electronic structure of the antimony chalcogenide series: Prospects for optoelectronic applications. J. Solid State Chem. 2014, 213, 116–125. [Google Scholar] [CrossRef]
- Liu, X.; Chen, J.; Luo, M.; Leng, M.; Xia, Z.; Zhou, Y.; Qin, S.; Xue, D.J.; Lv, L.; Huang, H.; et al. Thermal evaporation and characterization of Sb2Se3thin film for substrate Sb2Se3/CdS solar cells. ACS Appl. Mater. Interfaces 2014, 6, 10687–10695. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Kondrotas, R.; Tang, J.; Wang, C.; Chen, W.; Wen, X.; Niu, G.; Gao, L.; Zhao, Y.; Li, K.; et al. Vapor transport deposition of antimony selenide thin film solar cells with 7.6% efficiency. Nat. Commun. 2018, 9. [Google Scholar] [CrossRef]
- Hutter, O.S.; Phillips, L.J.; Durose, K.; Major, J.D. 6.6% efficient antimony selenide solar cells using grain structure control and an organic contact layer. Sol. Energy Mater. Sol. Cells 2018. [Google Scholar] [CrossRef]
- Luo, M.; Leng, M.; Liu, X.; Chen, J.; Chen, C.; Qin, S.; Tang, J. Thermal evaporation and characterization of superstrate CdS/Sb 2Se3 solar cells. Appl. Phys. Lett. 2014, 104. [Google Scholar] [CrossRef]
- Tang, R.; Wang, X.; Lian, W.; Huang, J.; Wei, Q.; Huang, M.; Yin, Y.; Jiang, C.; Yang, S.; Xing, G.; et al. Hydrothermal deposition of antimony selenosulfide thin films enables solar cells with 10% efficiency. Nat. Energy 2020, 5, 587–595. [Google Scholar] [CrossRef]
- Fthenakis, V.M.; Alsema, E.A.; de Wild-Scholten, M.J. Life cycle assessment of photovoltaics: Perceptions, needs, and challenges. In Proceedings of the Conference Record of the Thirty-first IEEE Photovoltaic Specialists Conference, Lake Buena Vista, FL, USA, 3–7 January 2005; pp. 1655–1658. [Google Scholar] [CrossRef]
- Alsema, E.A. Environmental life cycle assessment of adanced silicon solar cell technologies. In Proceedings of the 19th European Photovoltaic Solar Energy Conference, Paris, France, 7–11 June 2004; pp. 2–5. [Google Scholar]
- Fthenakis, V.; Alsema, E. Photovoltaics Energy Payback Times, Greenhouse Gas Emissions and External Costs: 2004–early 2005 Status. Prog. Photovolt. Res. Appl. 2006, 14, 275–280. [Google Scholar] [CrossRef]
- Fthenakis, V.M.; Kim, H.C.; Alsema, E. Emissions from Photovoltaic Life Cycles Emissions from Photovoltaic Life Cycles. Environ. Sci. Technol. 2008, 42, 2168–2174. [Google Scholar] [CrossRef] [PubMed]
- Kaczmar, S. Evaluating the read-across approach on CdTe toxicity for CdTe photovoltaics. In Proceedings of the Society of Environmental Toxicology and Chemistry (SETAC). In Proceedings of the North America 32nd Annual Meeting, Boston, MA, USA, 13–17 November 2011. [Google Scholar]
- Steinberger, H. Health, safety and environmental risks from the operation of CdTe and CIS thin-film modules. Prog. Photovolt. Res. Appl. 1998, 6, 99–103. [Google Scholar] [CrossRef]
- Zayed, J.; Philippe, S. Acute Oral and Inhalation Toxicities in Rats With Cadmium Telluride. Int. J. Toxicol. 2009, 28, 259–265. [Google Scholar] [CrossRef]
- Fthenakis, V.M.; Morris, S.C.; Moskowitz, P.D.; Morgan, D.L. Toxicity of cadmium telluride, copper indium diselenide, and copper gallium diselenide. Prog. Photovolt. Res. Appl. 1999, 7, 489–497. [Google Scholar] [CrossRef]
- Zeng, C.; Ramos-Ruiz, A.; Field, J.A.; Sierra-Alvarez, R. Cadmium telluride (CdTe) and cadmium selenide (CdSe) leaching behavior and surface chemistry in response to pH and O2. J. Environ. Manag. 2015, 154, 78–85. [Google Scholar] [CrossRef] [PubMed]
- Ramos-Ruiz, A.; Wilkening, J.V.; Field, J.A.; Sierra-Alvarez, R. Leaching of cadmium and tellurium from cadmium telluride (CdTe) thin-film solar panels under simulated landfill conditions. J. Hazard. Mater. 2017, 336, 57–64. [Google Scholar] [CrossRef] [PubMed]
- Munshi, A.H.; Sasidharan, N.; Pinkayan, S.; Barth, K.L.; Sampath, W.S.; Ongsakul, W. Thin-film CdTe photovoltaics—The technology for utility scale sustainable energy generation. Sol. Energy 2018, 173, 511–516. [Google Scholar] [CrossRef]
- Virtuani, A.; Pavanello, D.; Friesen, G. Overview of Temperature Coefficients of Different Thin Film Photovoltaic Technologies. In Proceedings of the 25th European Photovoltaic Solar Energy Conference and Exhibition/5th World Conference on Photovoltaic Energy Conversion, Valencia, Spain, 6–10 September 2010; pp. 4248–4252. [Google Scholar]














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romeo, A.; Artegiani, E. CdTe-Based Thin Film Solar Cells: Past, Present and Future. Energies 2021, 14, 1684. https://doi.org/10.3390/en14061684
Romeo A, Artegiani E. CdTe-Based Thin Film Solar Cells: Past, Present and Future. Energies. 2021; 14(6):1684. https://doi.org/10.3390/en14061684
Chicago/Turabian StyleRomeo, Alessandro, and Elisa Artegiani. 2021. "CdTe-Based Thin Film Solar Cells: Past, Present and Future" Energies 14, no. 6: 1684. https://doi.org/10.3390/en14061684
APA StyleRomeo, A., & Artegiani, E. (2021). CdTe-Based Thin Film Solar Cells: Past, Present and Future. Energies, 14(6), 1684. https://doi.org/10.3390/en14061684