Well Killing Technology before Workover Operation in Complicated Conditions

 ,
, 
Abstract
1. Introduction
- Open and extended horizontal section of the wellbore in the pay zone;
- Being well equipped with downhole packers;
- Acid fracturing and acid treatments.
- Losses of process fluids in the BFZ, which leads to their increased consumption;
- Hydrocarbon gas breakthroughs into the wellbore, which leads to saturation of process fluids with gas and, as a result, to a decrease in back pressure on the formation.
- Mechanical, i.e., the use of technologies excluding contact of aqueous compositions of technological process fluids with BFZ rocks (downhole shut-off valves);
- Physical and chemical, i.e., the use of polymeric and hydrophobic chemical compositions of process fluids.
- Polymer-based;
- Polysaccharide;
- Invert emulsions;
- Invert dispersions.
- Low aggregative stability;
- Low thermal stability.
- Loss of process fluid by the pay zone or its saturation with filtrate;
- Formation of insoluble precipitation in the bottomhole zone as a result of the process fluid contact with formation fluids and temperature changes;
- Swelling of clay material in the formation as a result of interaction with process fluid filtrate;
- Colmatation of formation pores by particles of the solid phase of process fluid.
2. Materials and Methods
- Investigations of the rheological properties of inverse emulsion compositions were carried out on a rotational viscometer Rheotest Rn 4.1 of the company Messgerate Medingen GmbH (Germany) at various temperature conditions.
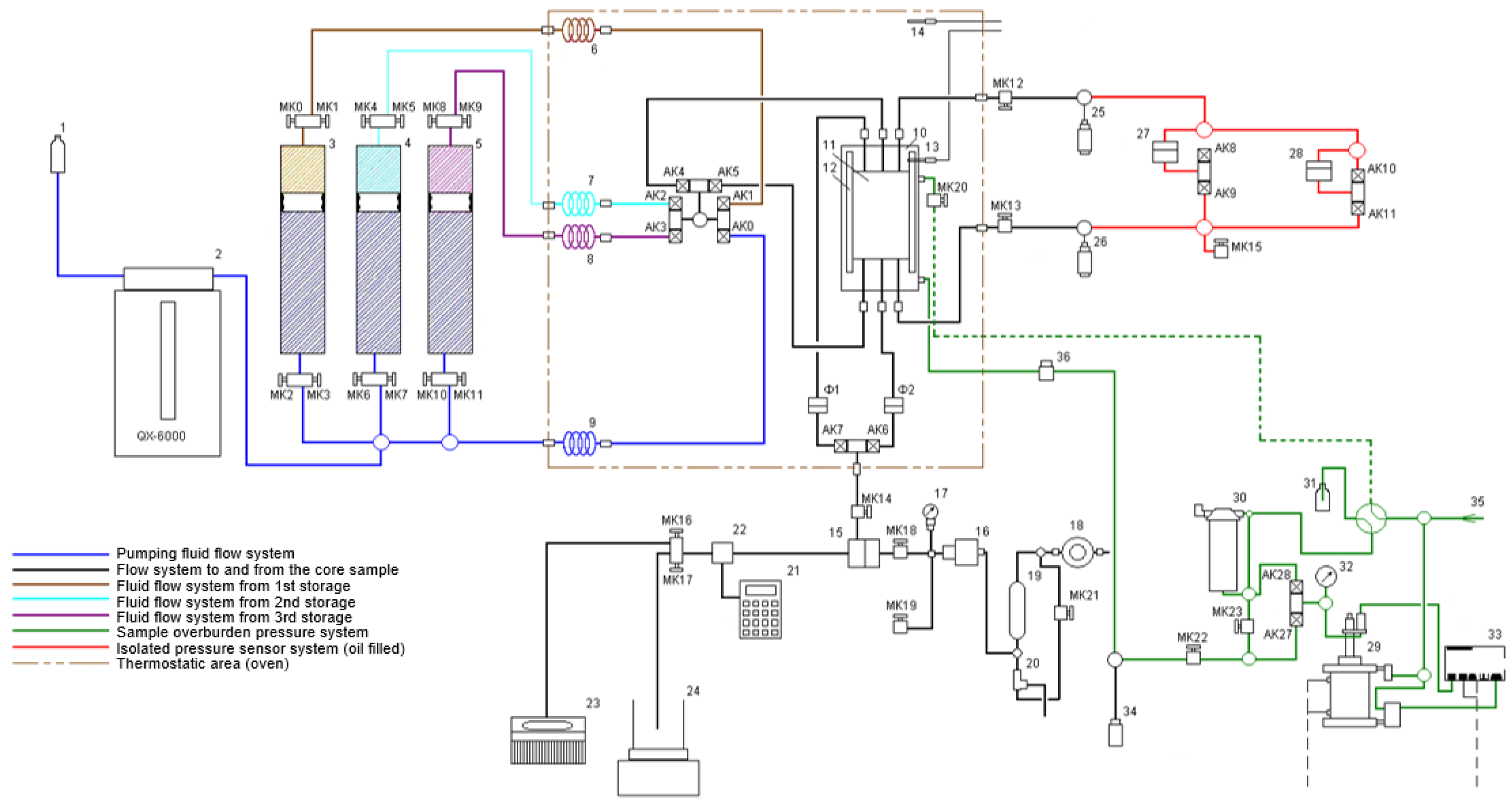
- Coreflood tests were carried out in thermobaric reservoir conditions using natural core samples on the formation damage evaluation system FDES-645 unit from company Coretest Systems Corporation (USA).
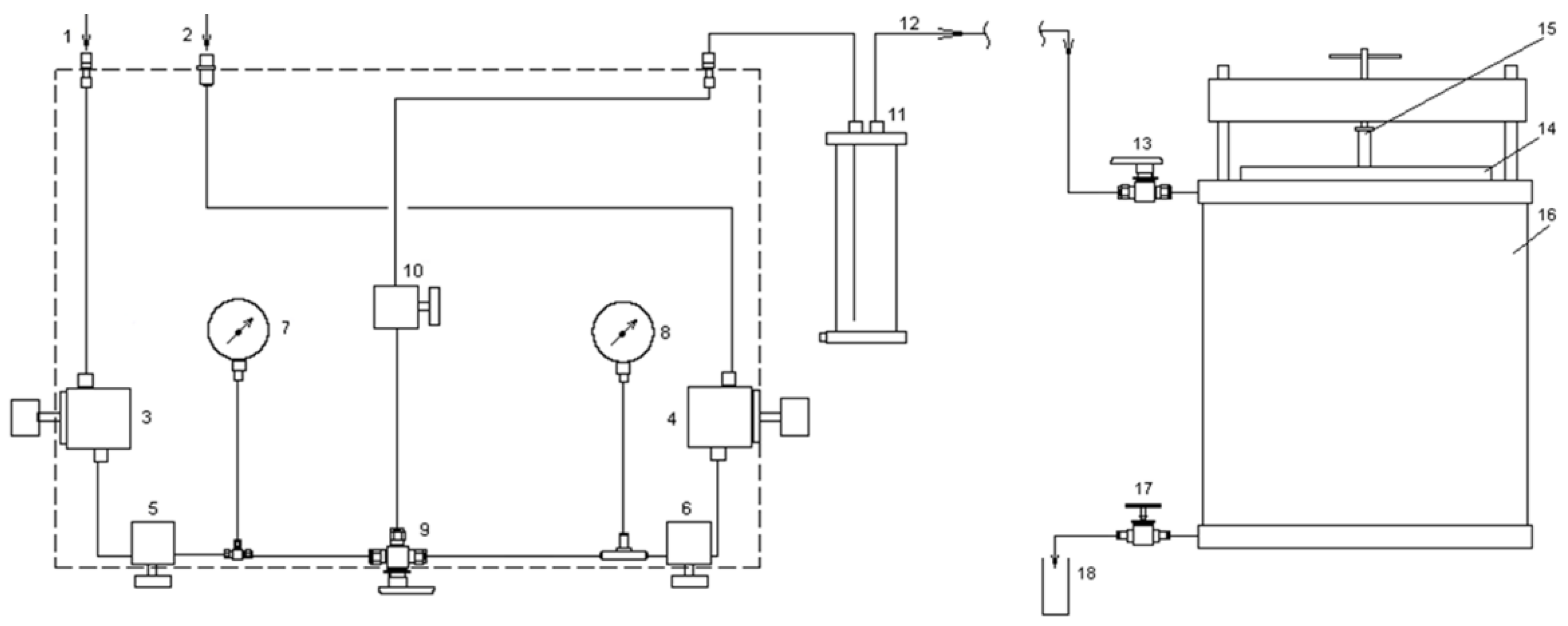
- Evaluation of the hydrophobic effect was carried out using the TGC-764 gravimetric capillary pressure measurement system from company Coretest Systems Corporation, etc.
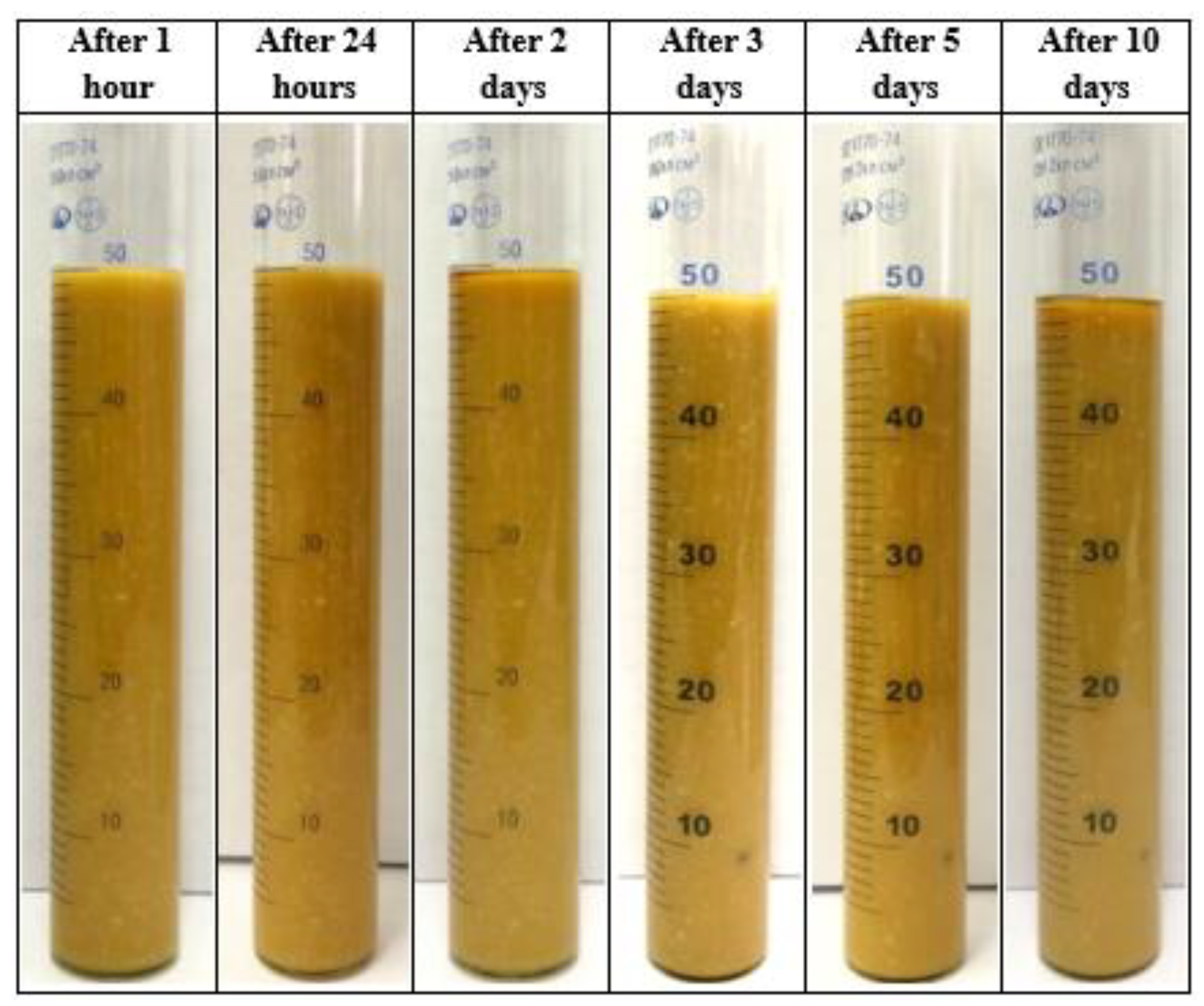
- Physical and chemical studies of blocking compositions on the determination of: appearance; density; thermal stability; corrosion rate; time and degree of destruction; mixing (solubility) with produced fluids, solutions of sodium, potassium and calcium chlorides.
- Rheological studies including measurements of effective viscosity of compositions at different shear rates, as well as determination of gel formation time.
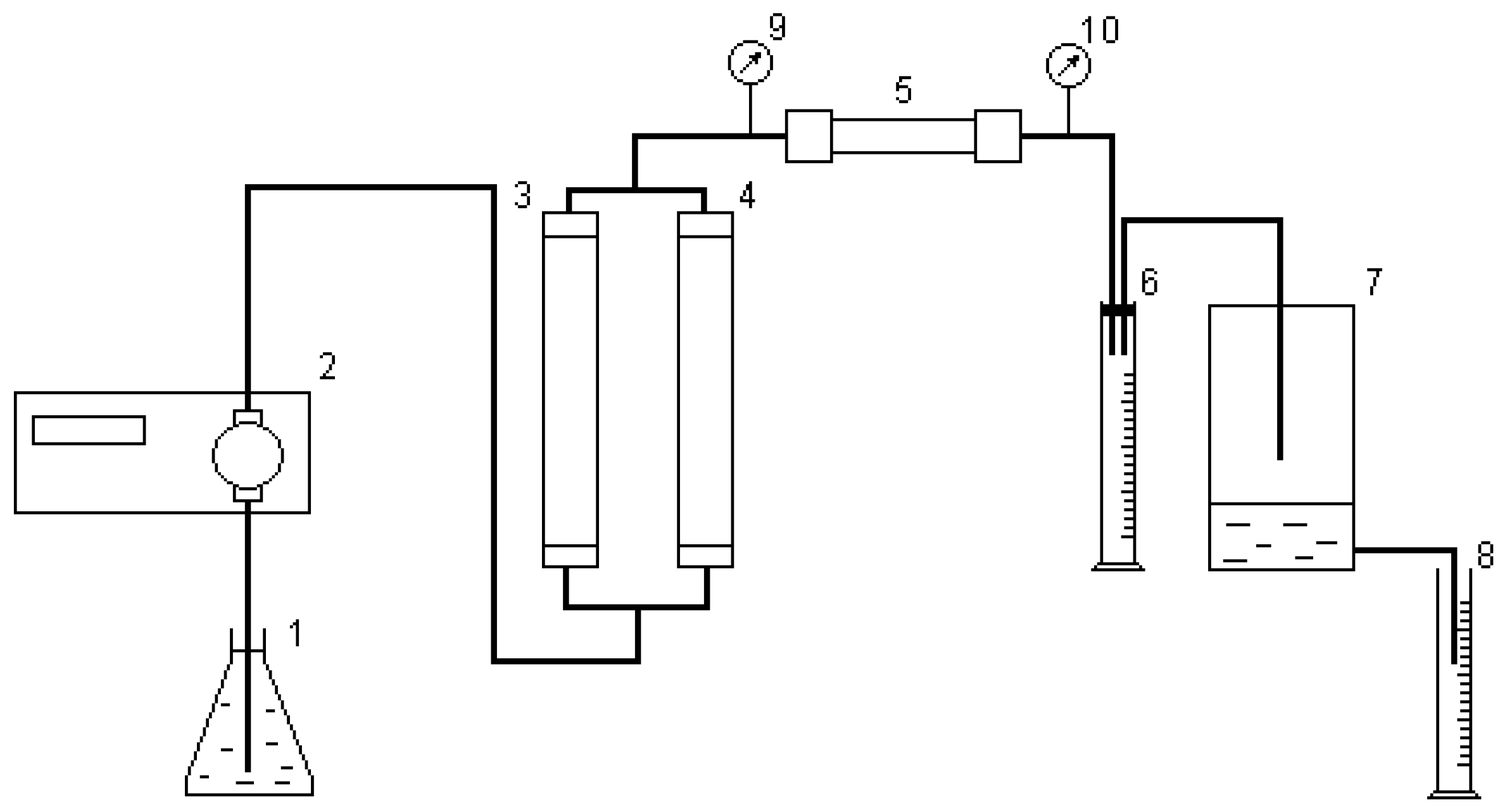
- Coreflood studies of blocking compositions: assessment of blocking and filtration properties.
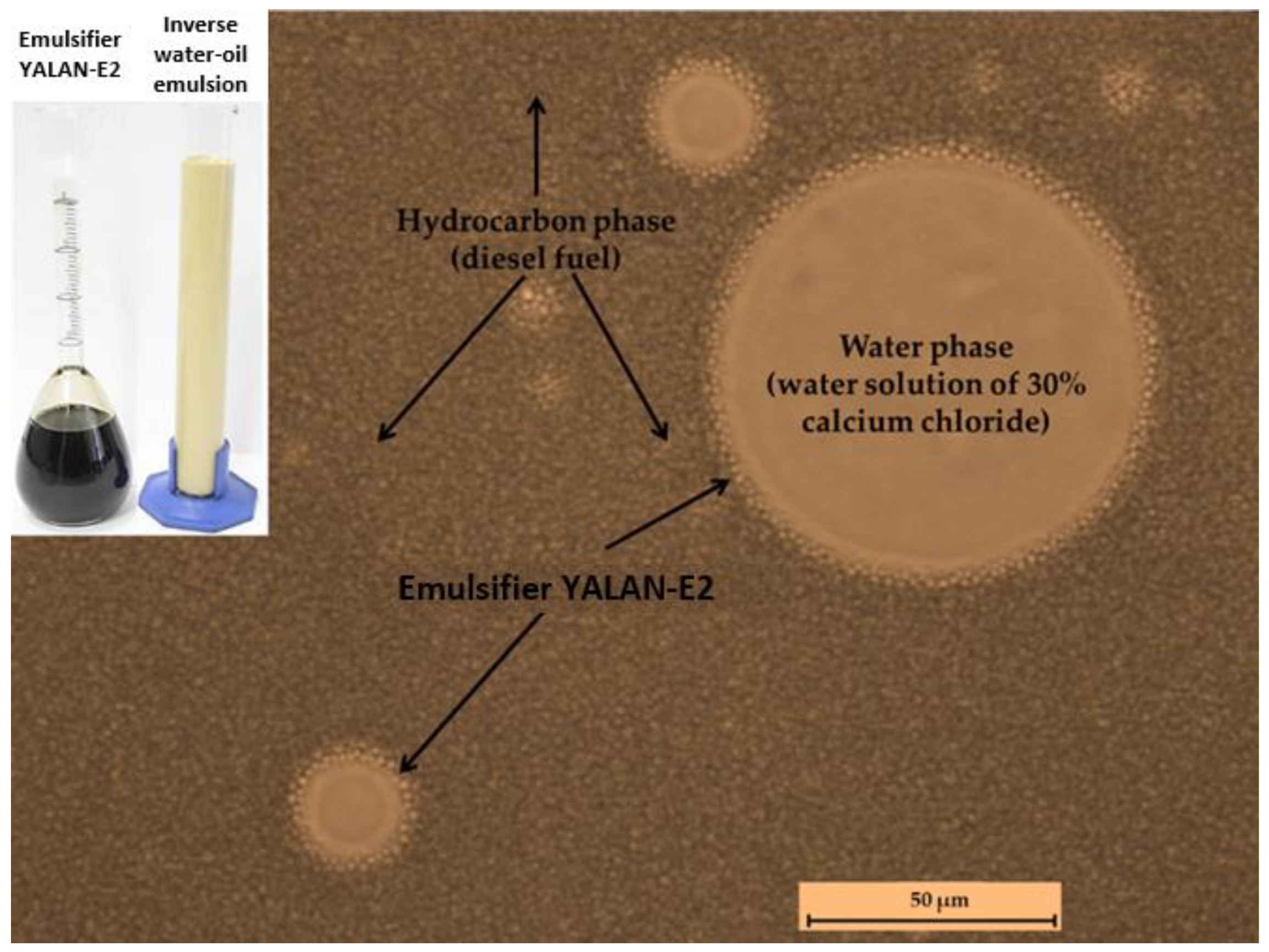
- Emulsifier YALAN-E2;
- Oil-wetting agent NG-1.
- Emulsifier YALAN-E2—1–5;
- Hydrocarbon fluid (summer/winter diesel fuel)—27–45;
- Aqueous solution of hydrochloric acid (20% HCl) or aqueous solution of calcium chloride (10–40% CaCl2)—the rest.
- Oil-wetting agent NG-1—1;
- Technical water—the rest.
- Blocking composition of the IWOE stabilized by the emulsifier YALAN-E2 (to preserve the filtration characteristics of terrigenous reservoir rocks);
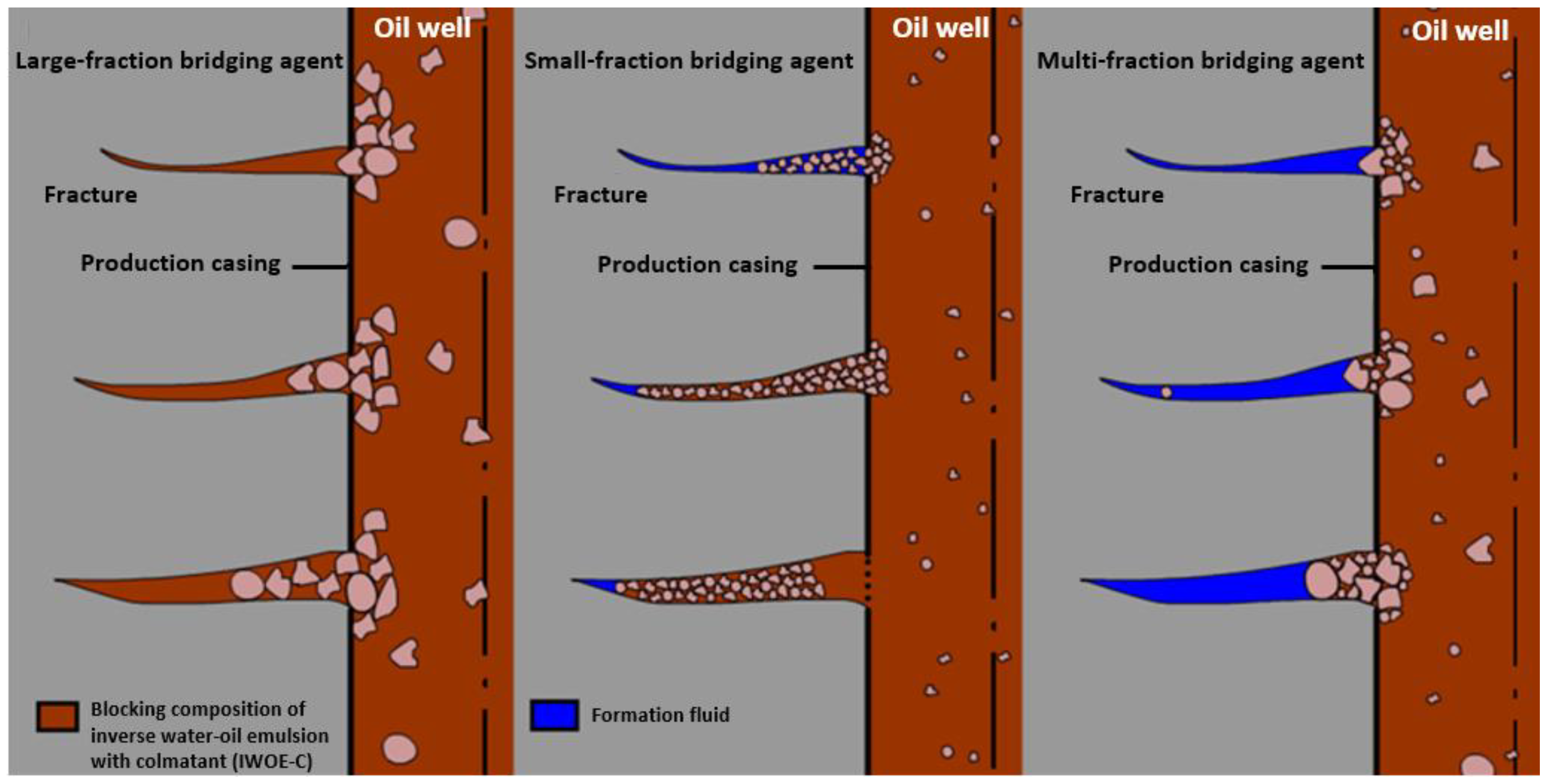
- Blocking composition of inverse water–oil emulsion with colmatant (IWOE-C) stabilized by YALAN-E2 (to prevent fluid loss during well killing operation with carbonate reservoir);
- Stimulation composition of inverse acid–oil emulsion (IAOE) stabilized by YALAN-E2 (to improve filtration characteristics of carbonate reservoirs);
- Hydrophobic composition in the form of water dispersion HG-1 oil-wetting agent (to restore filtration characteristics of terrigenous reservoir rocks).
3. Results
4. Discussion
5. Conclusions
- Increase of well killing efficiency in complicated conditions can be achieved by directional regulation of BFZ filtration characteristics before workover operation in various geological, physical and technological conditions of field development through the use of new hydrophobic compositions of well killing fluids and well stimulation.
- New compositions of well killing and stimulation fluids have been developed, which provide for prevention of fluid loss, gas breakthrough, as well as preservation, restoration and improvement of BFZ filtration characteristics in the conditions of terrigenous and carbonate reservoirs at different stages of oil field development.
- As a result of experimental studies, it was found that the developed process fluids containing surfactants (YALAN-E2 and NG-1) have a hydrophobic effect on the porous medium of the reservoir rocks, which ultimately helps to preserve, restore and improve the filtration characteristics of BFZs.
- The possibility to combine well killing operations before workover with the influence of developed compositions of process fluids on the BFZ allows to regulate BFZ filtration characteristics with maximum efficiency and sufficient coverage of the productive reservoir. Considering rather high frequency of well workover operations, the prospects of using such technology are obvious.
- The results of field tests of BFZ technology blocking with an IWOE composition during well killing operation before workover showed improvement of the well operation efficiency in the form of increasing well flow rates by 5–10 m3/day on average, reducing the time required for the well to start operating up to 1–3 days and reducing the water-cut of the produced products by 20–30%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mardashov, D.V.; Rogachev, M.K. Development of blocking hydrophobic emulsion composition at well killing before well servicing. Life Sci. J. 2014, 11, 283–285. [Google Scholar]
- Li, J.; Li, Q.; Li, N.; Teng, X.; Ren, L.; Liu, H.; Guo, B.; Li, S.; Hisham, N.-E.-D.; Al-Mujalhem, M. Ultra-high density oil-based drilling fluids laboratory evaluation and applications in ultra-HPhT reservoir. Soc. Pet. Eng. SPE 2019, 1–13. [Google Scholar] [CrossRef]
- Leusheva, E.L.; Morenov, V.A.; Tabatabaee Moradi, S. Effect of Carbonate Additives on Dynamic Filtration Index of Drilling Mud. Int. J. Eng. 2020, 33, 934–939. [Google Scholar] [CrossRef]
- Savari, S.; Whitfill, D.; Walker, J. Acid-soluble lost circulation material for use in large, naturally fractured formations and reservoirs. Soc. Pet. Eng. 2016, 1–8. [Google Scholar] [CrossRef]
- Dorman, J.; Udvary, F. Comparative evaluation of temporary blocking fluid systems for controlling fluid loss through perforations. Soc. Pet. Eng. 1996, 1–11. [Google Scholar] [CrossRef]
- Tokunov, V.I.; Saushin, A.Z. Process Fluids and Mixtures for Oil and Gas Well Production Increase; Nedra: Moscow, Russia, 2004; pp. 7–10. [Google Scholar]
- Savari, S.; Whitfill, D. Managing losses in naturally fractured formations: Sometimes nano is too small. Soc. Pet. Eng. 2015, 1–10. [Google Scholar] [CrossRef]
- Warren, F.P.; Robert, C.; Brookey, T.; Robinson, R.; Paradis, J. Adopting Aphron Fluid technology for completion and workover applications. Soc. Pet. Eng. 2008, 1–10. [Google Scholar] [CrossRef]
- Binks, B.P. Modern Aspects of Emulsion Science Technology; Royal Society of Chemistry: Cambridge, UK, 1998; pp. 50–120. [Google Scholar]
- Orlov, G.A.; Kendis, M.S.; Glushchenko, V.N. Application of Invert Emulsions in Oil Production; Nedra: Moscow, Russia, 1991; pp. 3–4. [Google Scholar]
- Allen, T.; Scott, K.; Baker, S.; Redburn, M.; Bechaver, M.; Dearing, H.; Ward, E.; Chamberlain, D. A novel invert emulsion system using a polyglycerol internal phase. Offshore Mediterr. Conf. 2015, OMC-2015-382, 1–8. [Google Scholar]
- Lu, S.; Foxenberg, W.E. Double-emulsion spacer design for highly efficient invert emulsion displacement. Soc. Pet. Eng. SPE 2012, 1–18. [Google Scholar] [CrossRef]
- Ryabokon, S.A. Process Fluids for Well Completion and Workover, 2nd ed.; Prosveshcheniye-Yug: Krasnodar, Russia, 2009; pp. 6–13. [Google Scholar]
- Petrov, N.A.; Soloviev, A.Y.; Sultanov, V.G.; Krotov, S.A.; Davydova, I.N. Emulsion Solutions in Oil and Gas Processes; Chemistry: Moscow, Russia, 2008; pp. 15–20. [Google Scholar]
- Sergeev, V.; Tanimoto, K.; Abe, M. Innovative emulsion-suspension systems based on nanoparticles for drilling and well workover operation. Soc. Pet. Eng. 2019, 1–12. [Google Scholar] [CrossRef]
- Rogov, E.A. Study of the near-bottomhole zone permeability during treatment by process fluids. J. Min. Inst. 2020, 242, 169–173. [Google Scholar] [CrossRef]
- Palyanitsina, A.N.; Sukhikh, A.S. Peculiarities of assessing the reservoir properties of clayish reservoirs depending on the water of reservoir pressure maintenance system properties. J. Appl. Eng. Sci. 2020, 18, 10–14. [Google Scholar] [CrossRef][Green Version]
- Li, Q.; Zhu, J.; Li, S.; Zhang, S.; Hisham, N.-E.-D.; Ren, L.; Li, J.; Al-Mujalhem, M. Laboratory evaluation of weighting materials for ultra-high density oil-based drilling fluids in ultra-HPHT wellbore applications. Soc. Pet. Eng. 2019, 1–10. [Google Scholar] [CrossRef]
- Caenn, R.; Darley, H.C.H.; Gray, G.R. Composition and Properties of Drilling and Completion Fluids; Gulf Professional Publishing: Houston, TX, USA, 2011; pp. 187–215. [Google Scholar]
- Volkov, V.; Turapin, A.; Ermilov, A.; Vasyutkin, S.; Fomin, D.; Sorokina, A. Experience of gas wells development in complex carbonate reservoirs in different stages of development. Soc. Pet. Eng. 2019, SPE-196915-MS. [Google Scholar] [CrossRef]
- Ezzat, A.M.; Blattel, S.R. Solids-free brine-in-oil emulsions for well completion. Soc. Pet. Eng. 1989, 1–7. [Google Scholar] [CrossRef]
- Morenov, V.A.; Leusheva, E.L. Influence of the solid phase fractional composition on the filtration characteristics of the drilling mud. Int. J. Eng. 2019, 32, 794–798. [Google Scholar] [CrossRef]
- Ramasamy, J.; Amanullah, M.; Alsaihati, M. Emulsifier developed from waste vegetable oil for application in invert-emulsion oil based mud. Soc. Pet. Eng. 2018, 1–6. [Google Scholar] [CrossRef]
- Tagirov, K.M. Foaming well-killing composition based on organic foam and CaCl2 for oil and gas wells. Fuel Energy Abstr. 2002, 43, 241. [Google Scholar] [CrossRef]
- Silin, E.M.; Magadova, L.G.; Cherygova, M.A.; Malkin, D.N.; Gayevoy, E.G.; Magadov, V.R.; Eliseev, D.Y. Application of killing fluids on the polysaccharide base in wells with low pressure and after fracturing. Oil Ind. J. 2010, 4, 104–107. [Google Scholar]
- Demakhin, S.G.; Merkulov, G.; Kasyanov, D.N.; Maalyko, S.V.; Anfinogentov, D.A.; Chumakov, E.M. Well killing with block-packs is an effective means of saving the properties of a productive formation. Oil. Gas. Innov. 2015, 1, 66–69. [Google Scholar]
- Prischepa, O.M.; Nefedov, Y.V.; Kochneva, O.E. Raw material base of hard-to-extract oil reserves of Russia. Period. Tche Quim. 2020, 17, 915–924. [Google Scholar]
- Sabukevich, V.S.; Podoprigora, D.G.; Shagiakhmetov, A.M. Rationale for selection of an oil field optimal development system in the eastern part of the Pechora sea and its calculation. Period. Tche Quim. 2020, 17, 634–655. [Google Scholar]
- Khaibullina, K.S.; Korobov, G.Y.; Lekomtsev, A.V. Development of an asphalt-resin-paraffin deposits inhibitor and substantiation of the technological parameters of its injection into the bottom-hole formation zone. Period. Tche Quim. 2020, 17, 769–781. [Google Scholar]
- Khaibullina, K.S.; Sagirova, L.R.; Sandyga, M.S. Substantiation and selection of an inhibitor for preventing the formation of asphalt-resin-paraffin deposits. Period. Tche Quim. 2020, 17, 541–551. [Google Scholar]
- Musabirov, M.K.; Kuryashov, D.A.; Garifov, K.M.; Dmitriyeva, A.Y.; Abusalimov, E.M. Developing structure-forming colloidal systems for matrix acidizing of porous-fractured carbonate reservoirs. Oil Ind. J. 2019, 6, 71–73. [Google Scholar]
- Foxenberg, W.E.; Ali, S.A.; Ke, M. Effects of completion fluid loss on well productivity. Soc. Pet. Eng. 1996, 1–16. [Google Scholar] [CrossRef]
- Shagiakhmetov, A.M.; Podoprigora, D.G.; Terleyev, A.V. The study of the dependence of the rheological properties of gelforming compositions on the crack opening when modeling their flow on a rotational viscometer. Period. Tche Quim. 2020, 17, 933–939. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indicators | Developed Composition | |||
| Inverse water–oil emulsion with (IWOE) | Inverse water–oil emulsion with colmatant (IWOE-C) | Aqueous-based hydrophobic composition (AHC) | Inverse acid–oil emulsion (IAOE) | |
| Characteristics of the composition | Inverse water–oil emulsion/blocking hydrophobic composition | Inverse water–oil emulsion with microcalcite–blocking hydrophobic composition with colmatant | Aqueous hydrophobic composition (1% aqueous dispersion of oil-wetting agent) | Inverse acid–oil emulsion–hydrophobic stimulation composition |
| Effective application area | Low permeability reservoirs with low and medium water-cut content (up to 60%) | High permeability or fractured reservoirs with low and medium water-cut content (up to 60%) | Medium and high permeability reservoirs with high water-cut content (over 60%) | Medium and high permeability reservoirs |
| Reservoir type | Terrigenous | Carbonate | Terrigenous | Carbonate |
| Application technology | Overlapping perforation interval without squeezing in the bottomhole formation zone (BFZ). The volume depends on the diameter of the production casing and the length of the perforated interval | Overlapping of perforation interval with BFZ injection at the rate by an average of 2.0–3.0 m3 per 1 m of effective thickness of pay zone | BFZ compression at the rate by an average of 1.5–2.0 m3 per 1 m effective thickness of the pay zone | BFZ compression at the rate by an average of 1.0–1.5 m3 per 1 m effective thickness of the pay zone |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mardashov, D.V.; Rogachev, M.K.; Zeigman, Y.V.; Mukhametshin, V.V. Well Killing Technology before Workover Operation in Complicated Conditions. Energies 2021, 14, 654. https://doi.org/10.3390/en14030654
Mardashov DV, Rogachev MK, Zeigman YV, Mukhametshin VV. Well Killing Technology before Workover Operation in Complicated Conditions. Energies. 2021; 14(3):654. https://doi.org/10.3390/en14030654
Chicago/Turabian StyleMardashov, Dmitry V., Mikhail K. Rogachev, Yury V. Zeigman, and Vyacheslav V. Mukhametshin. 2021. "Well Killing Technology before Workover Operation in Complicated Conditions" Energies 14, no. 3: 654. https://doi.org/10.3390/en14030654
APA StyleMardashov, D. V., Rogachev, M. K., Zeigman, Y. V., & Mukhametshin, V. V. (2021). Well Killing Technology before Workover Operation in Complicated Conditions. Energies, 14(3), 654. https://doi.org/10.3390/en14030654