
Formation and Growth Behavior Analysis of Slagging Rings in Rotary Kiln-Type Hazardous Waste Incineration Systems

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
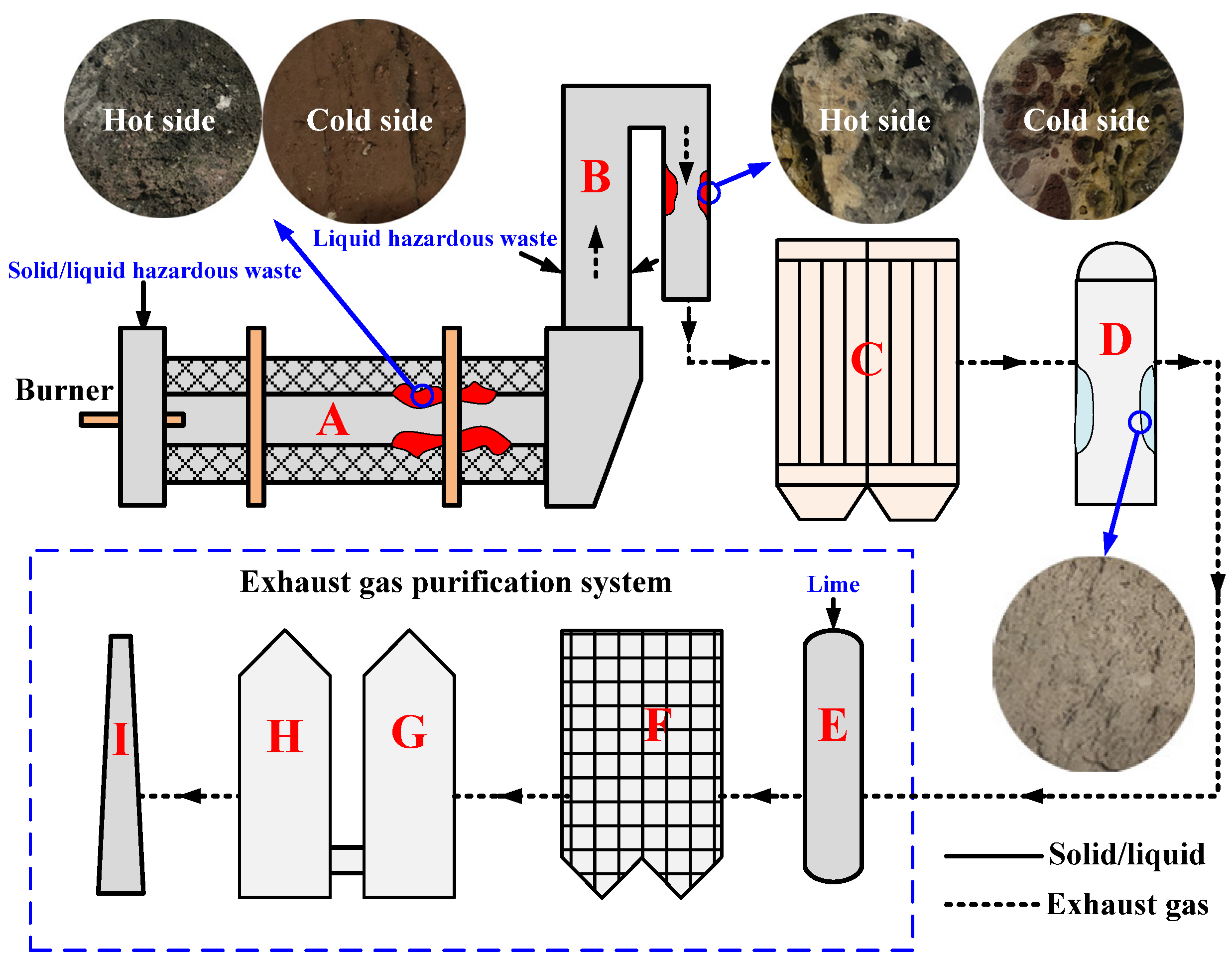
2.2. Experimental Procedures
3. Results
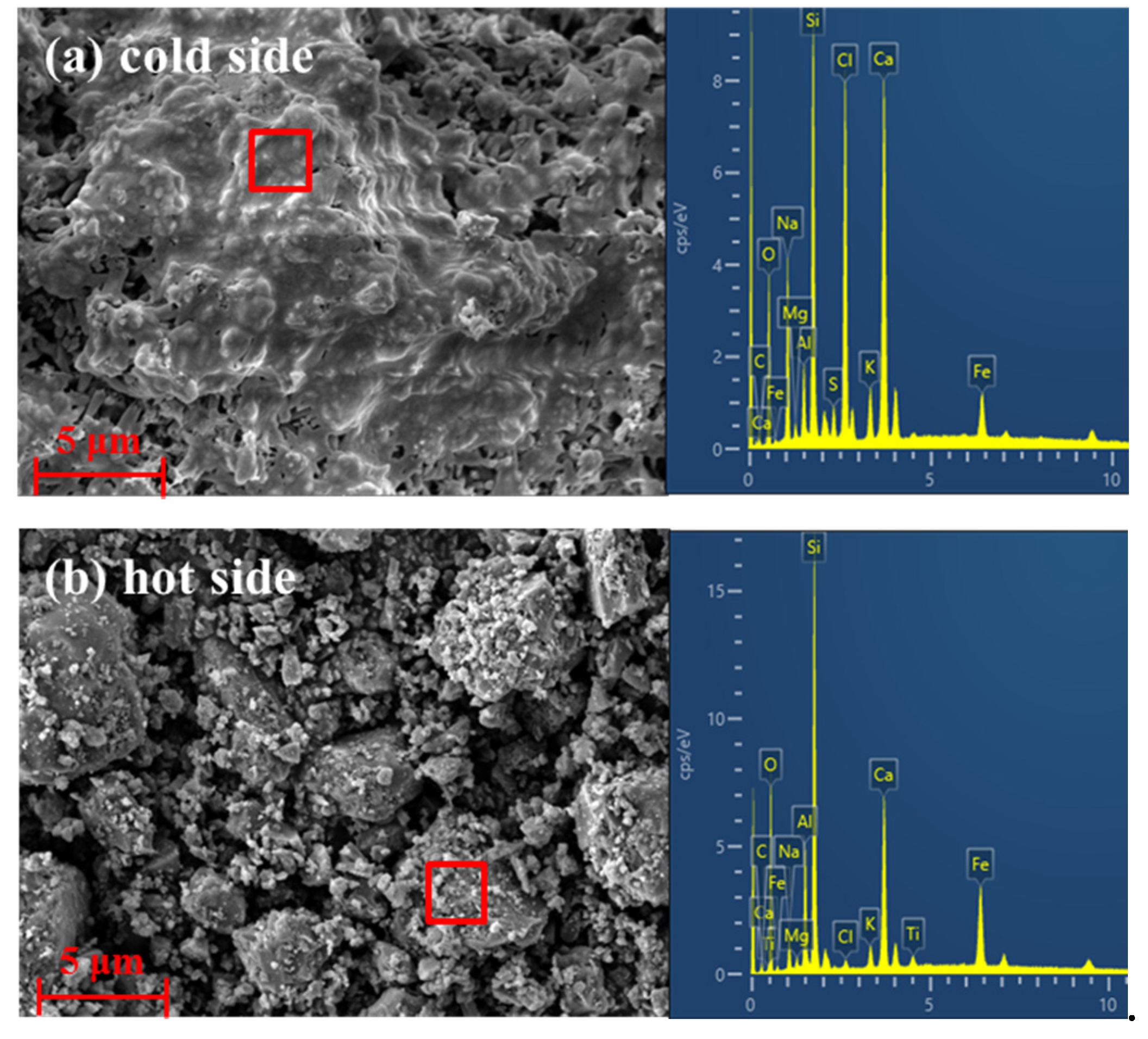
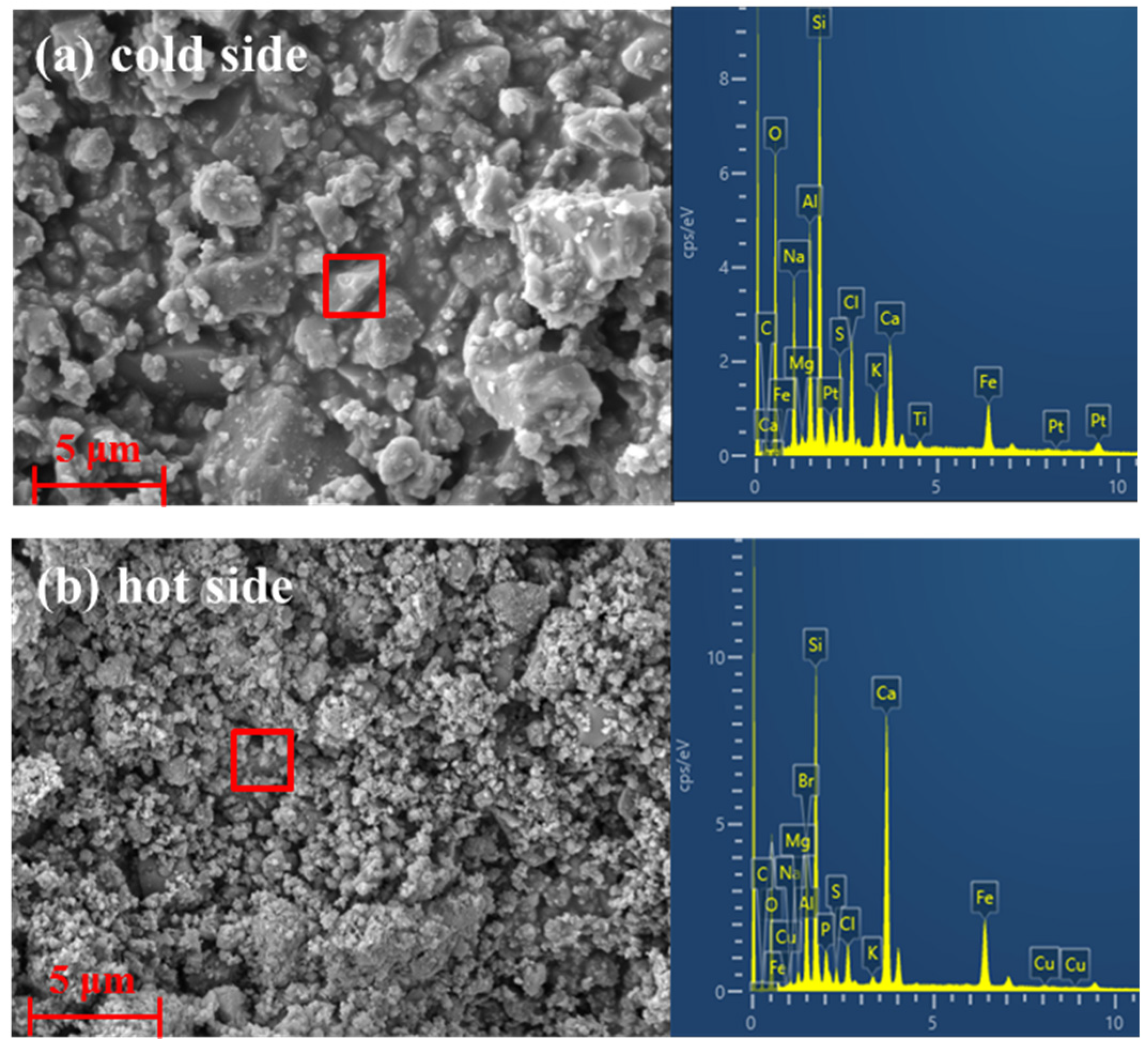
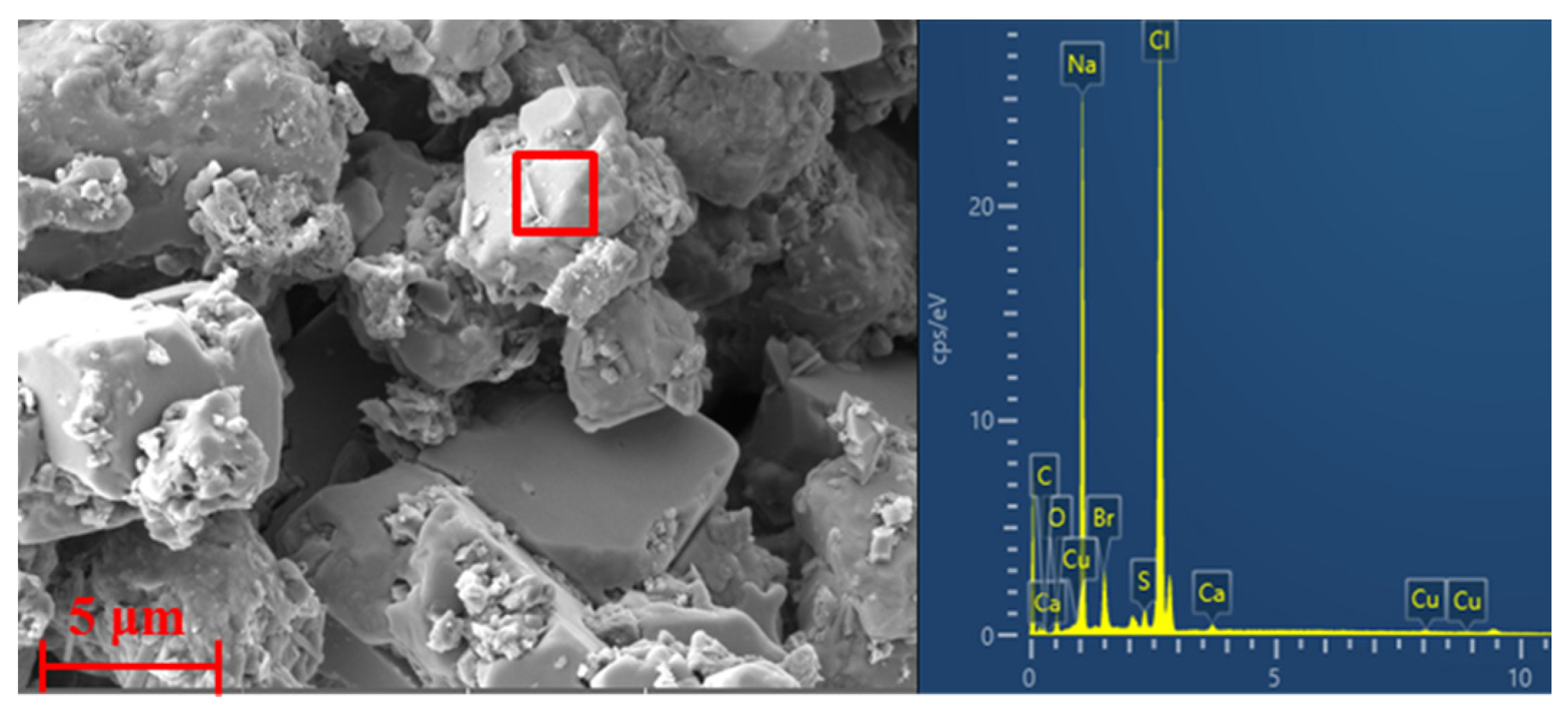
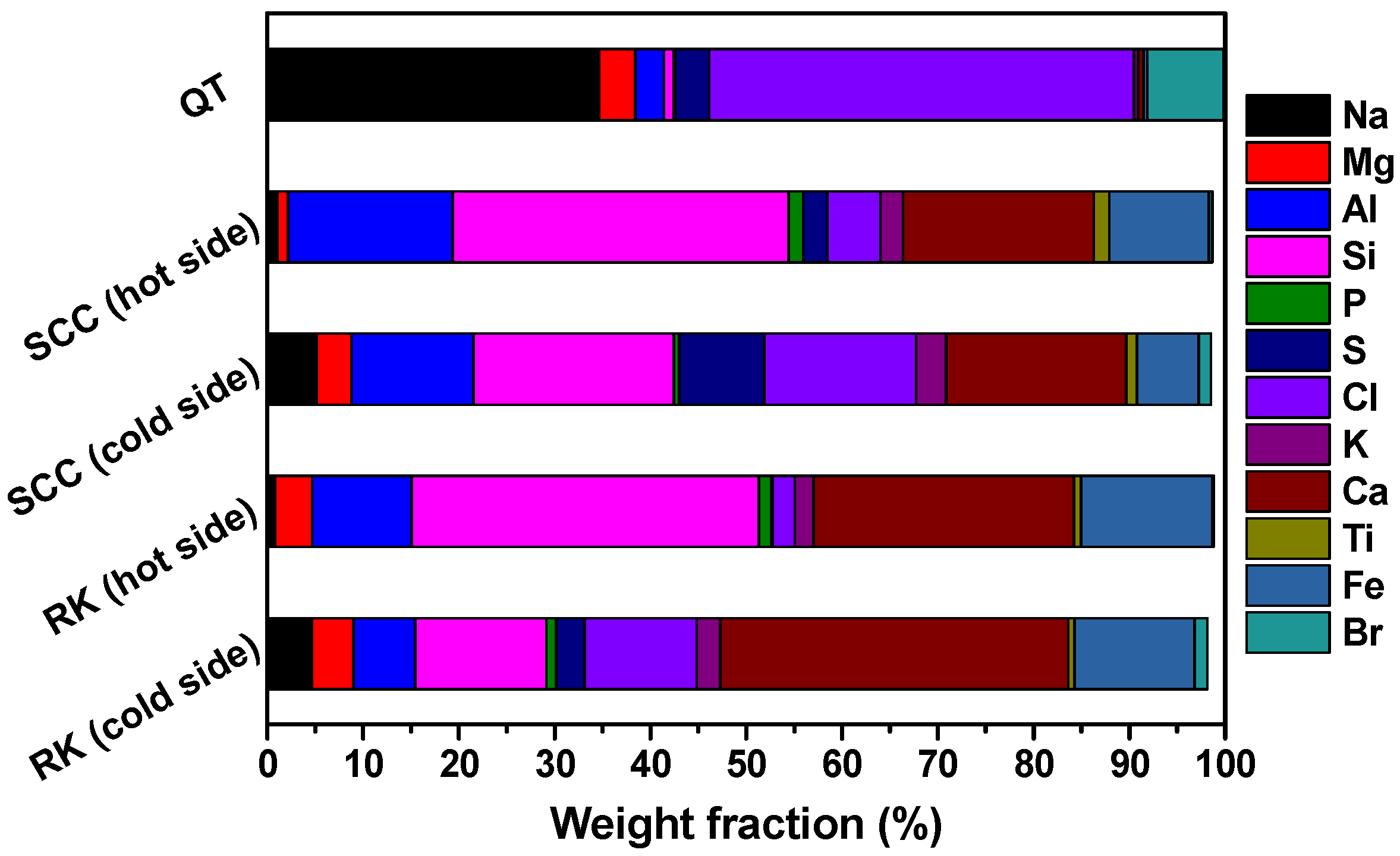
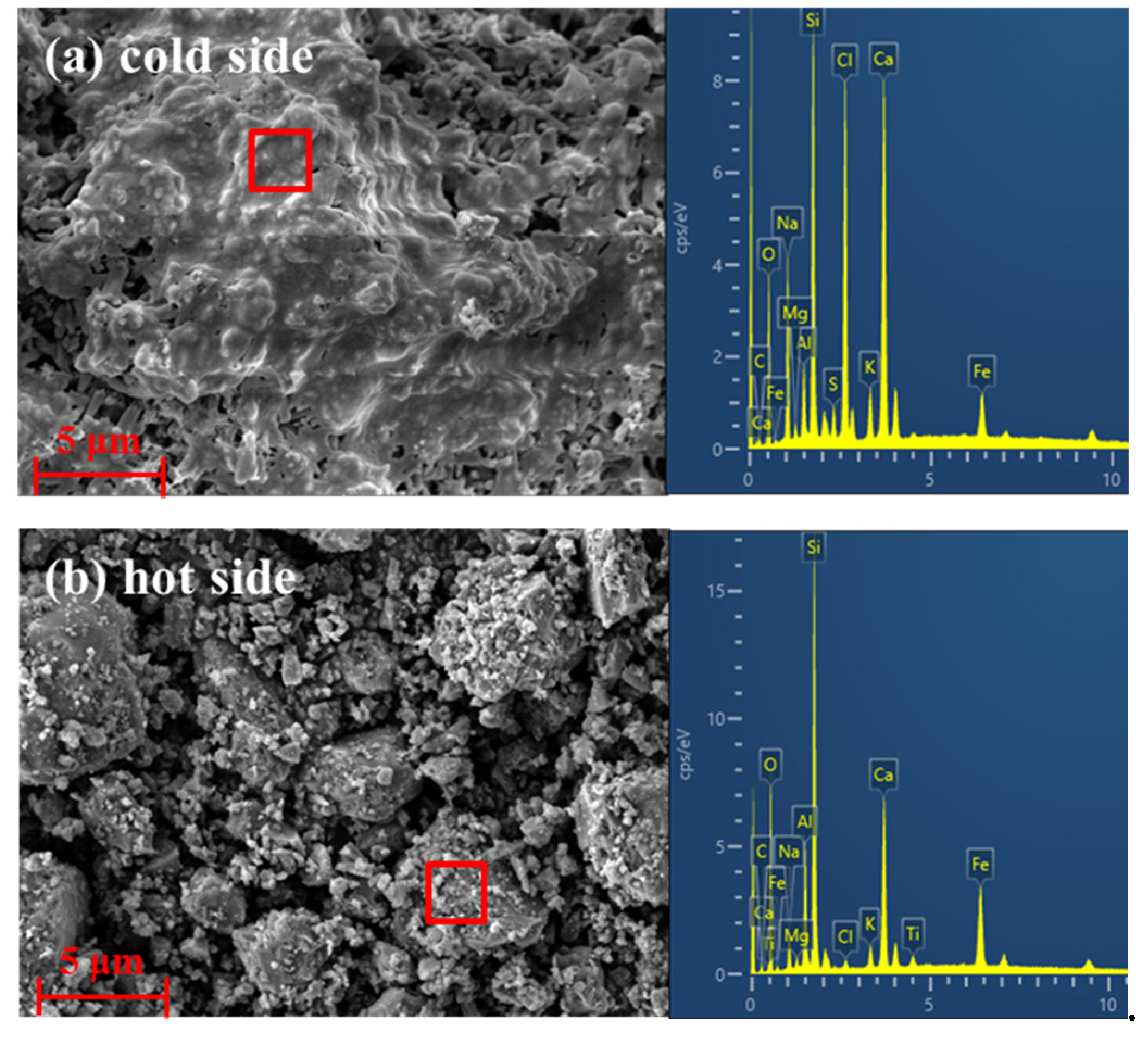
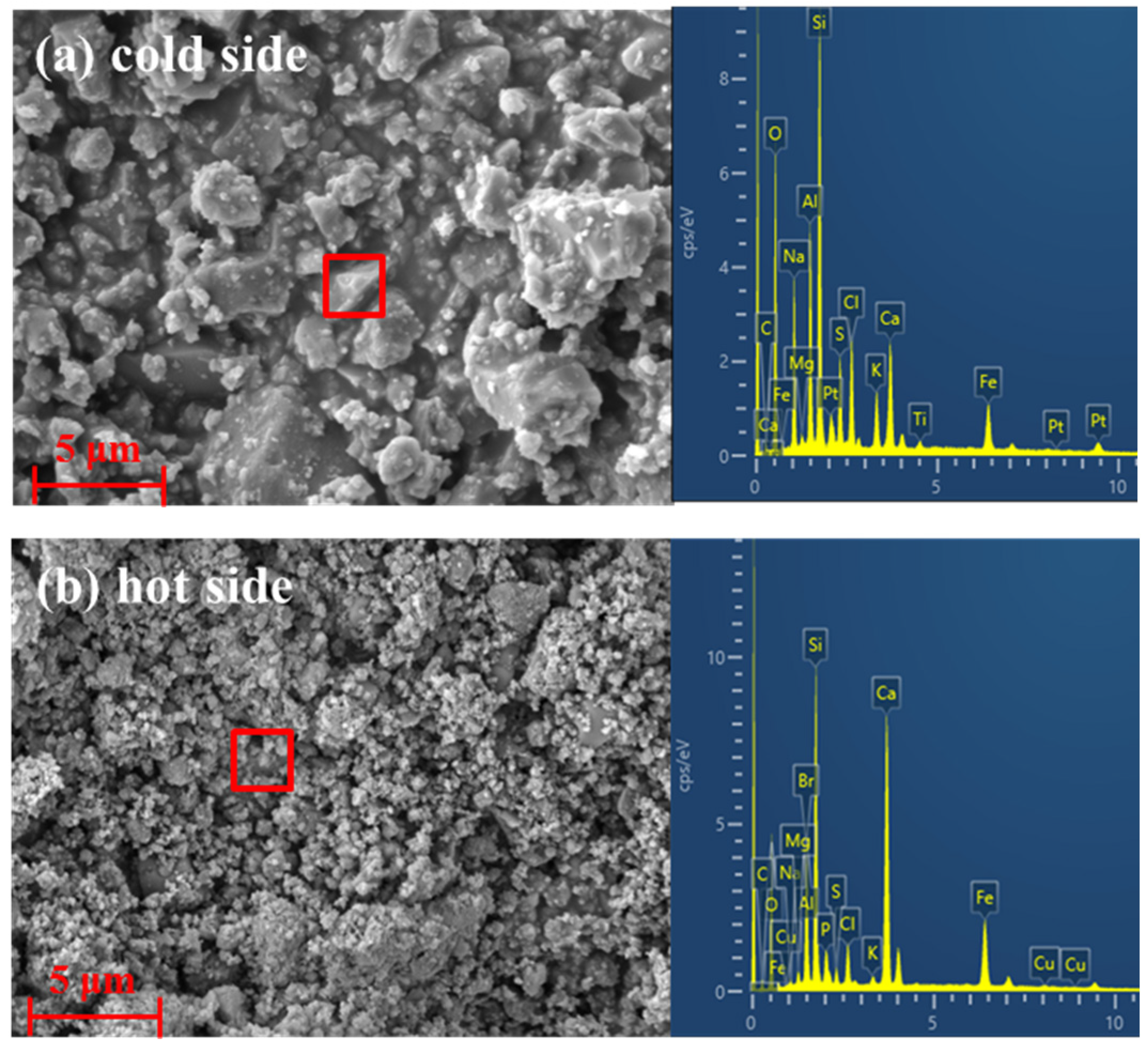
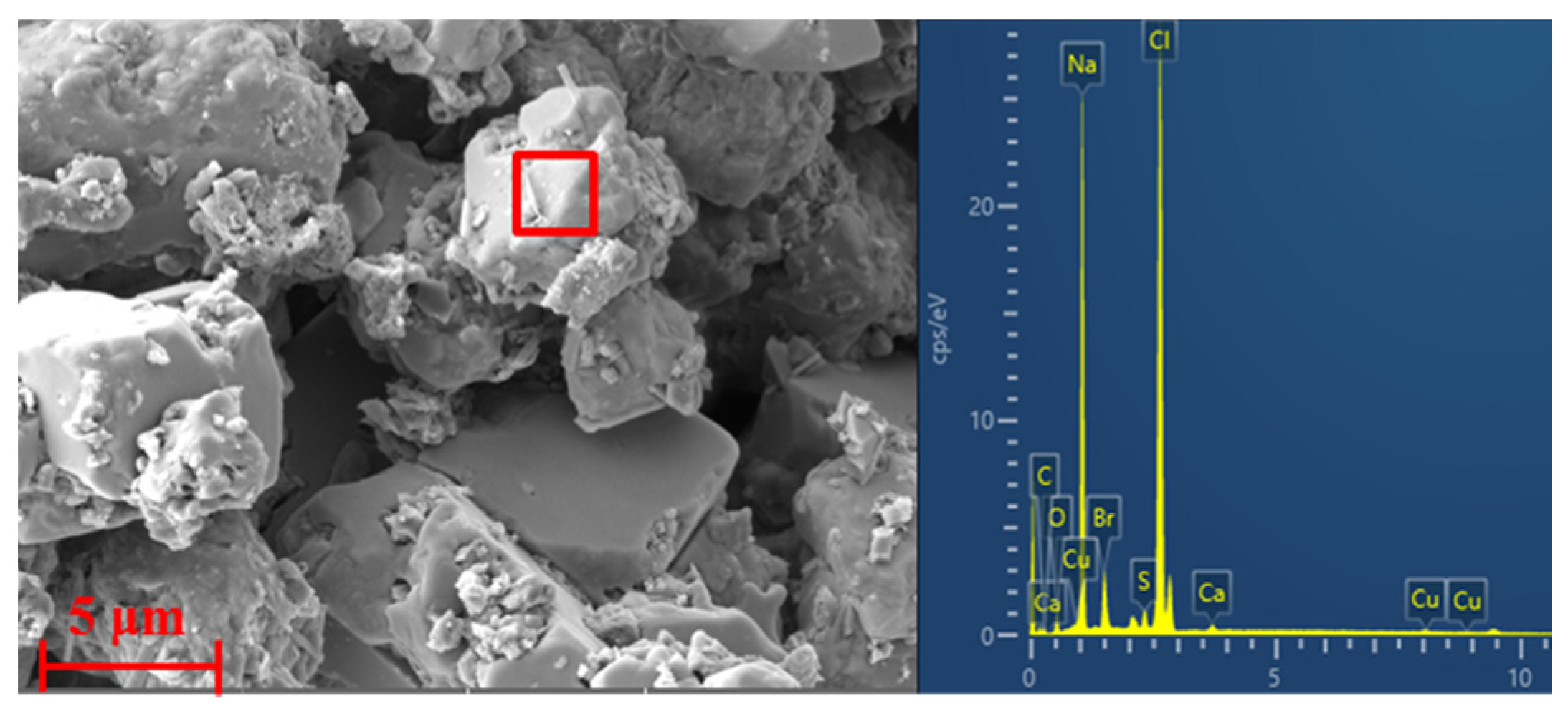
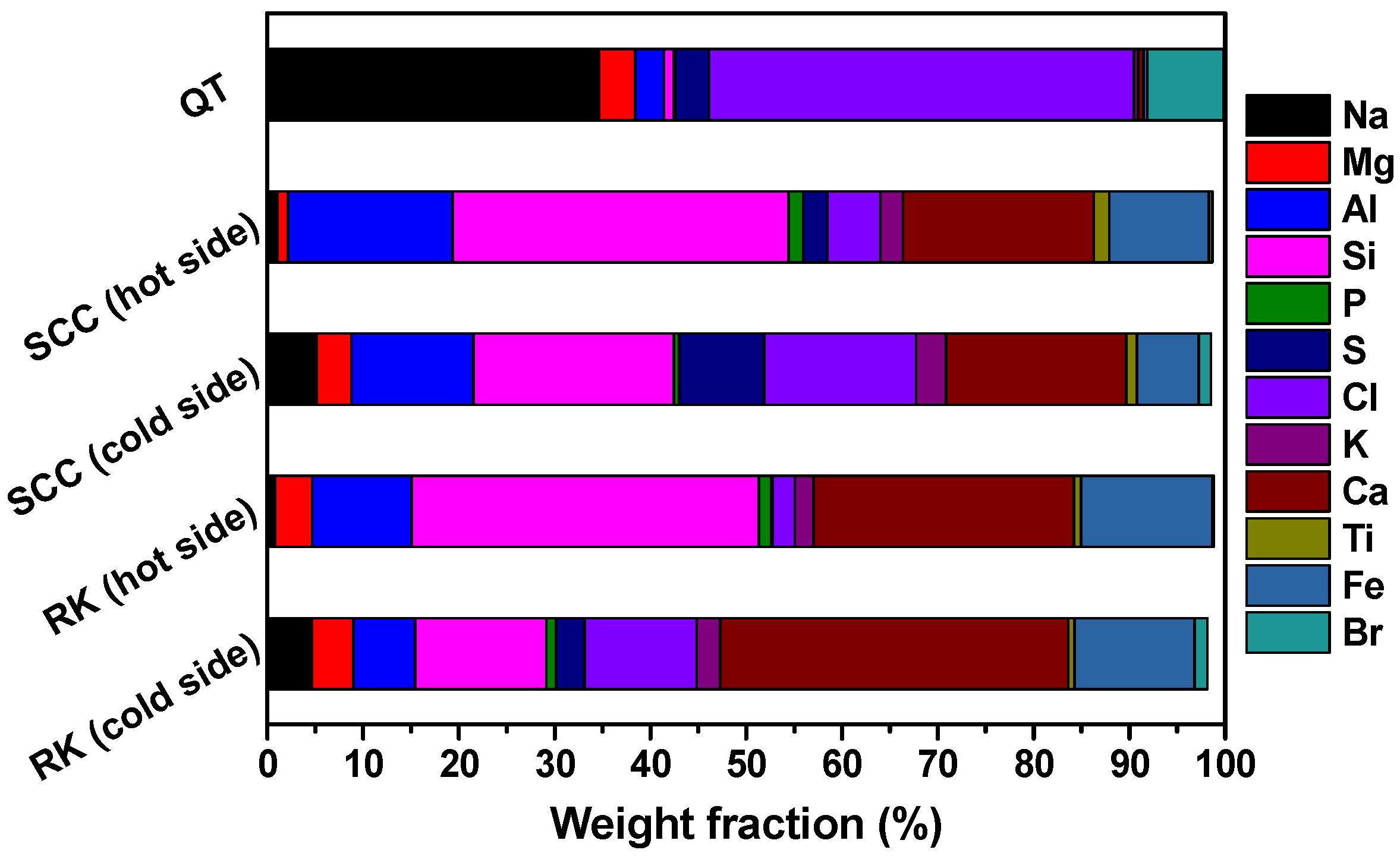
3.1. Morphology and Composition of Slagging Samples
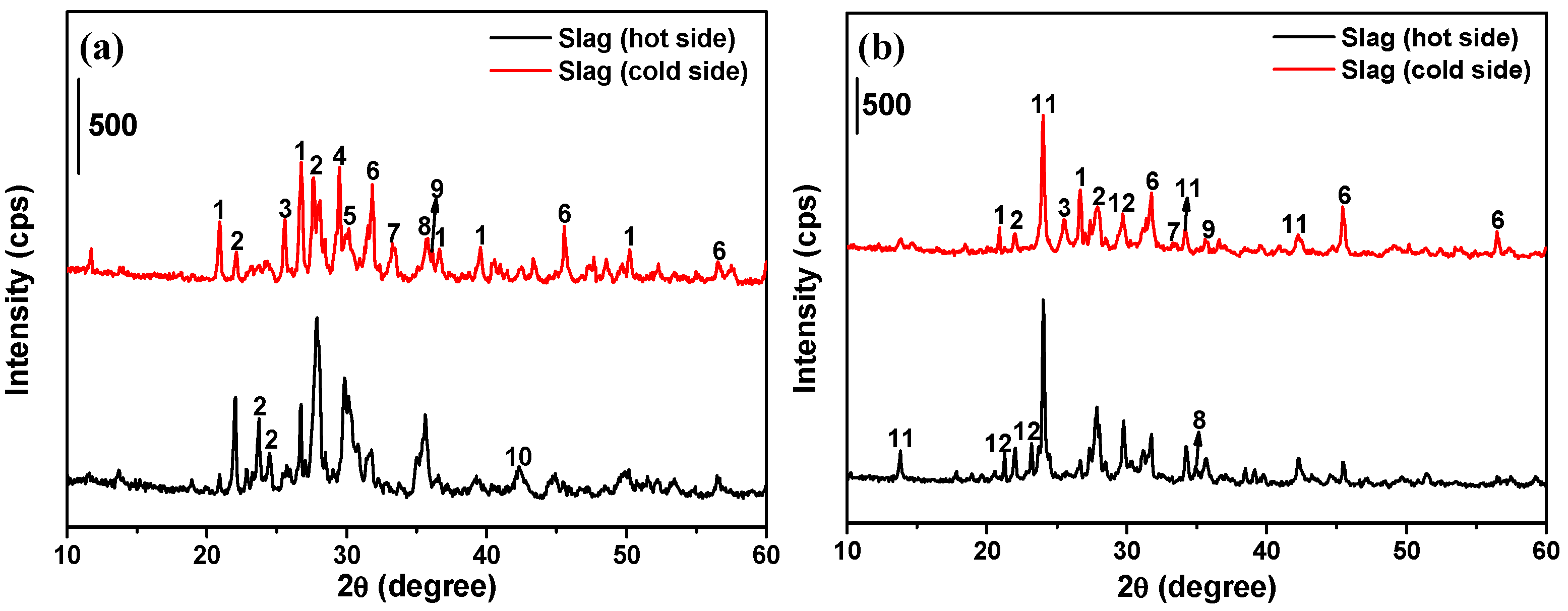
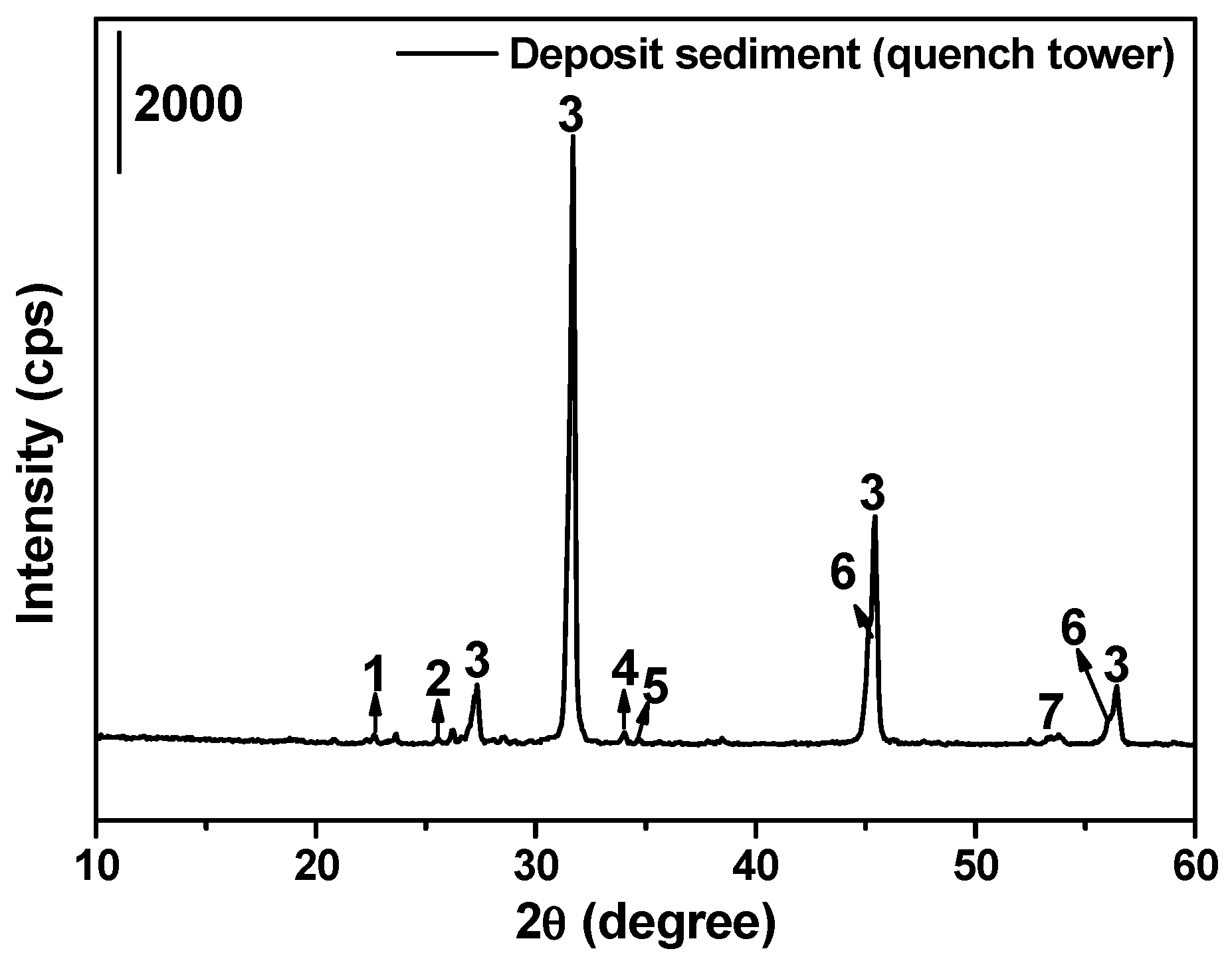
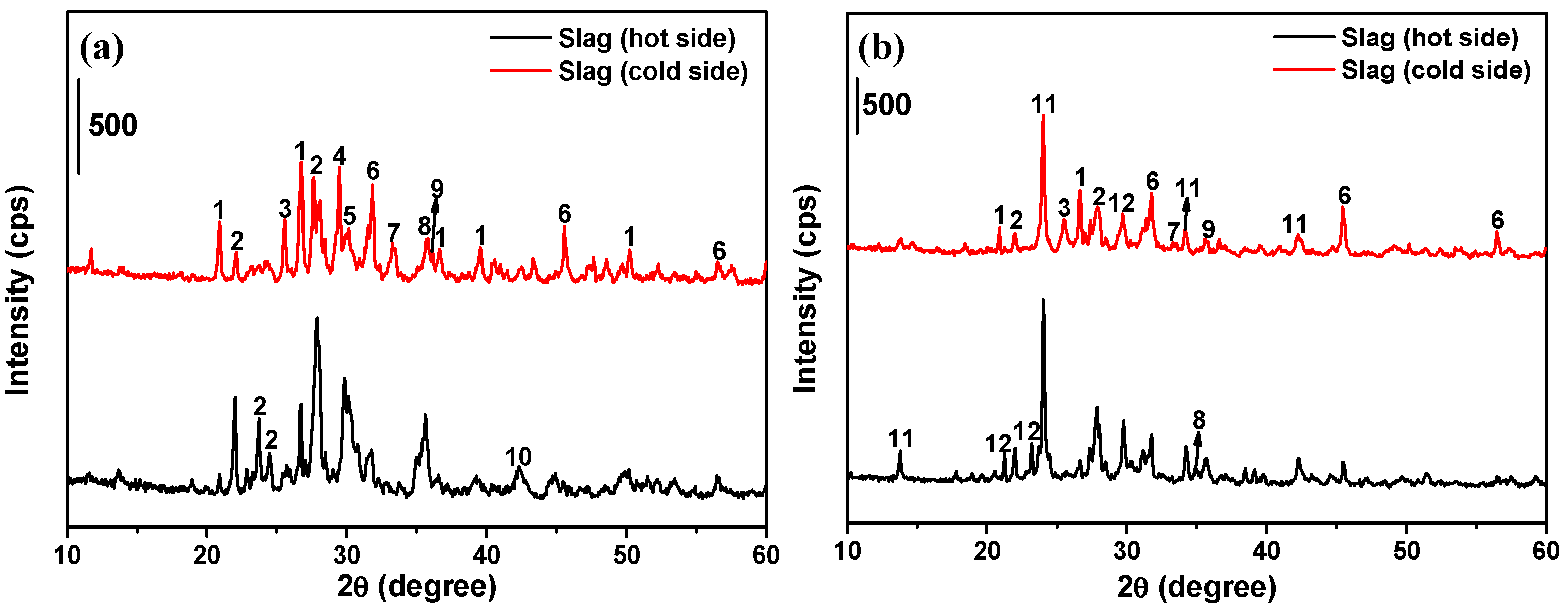
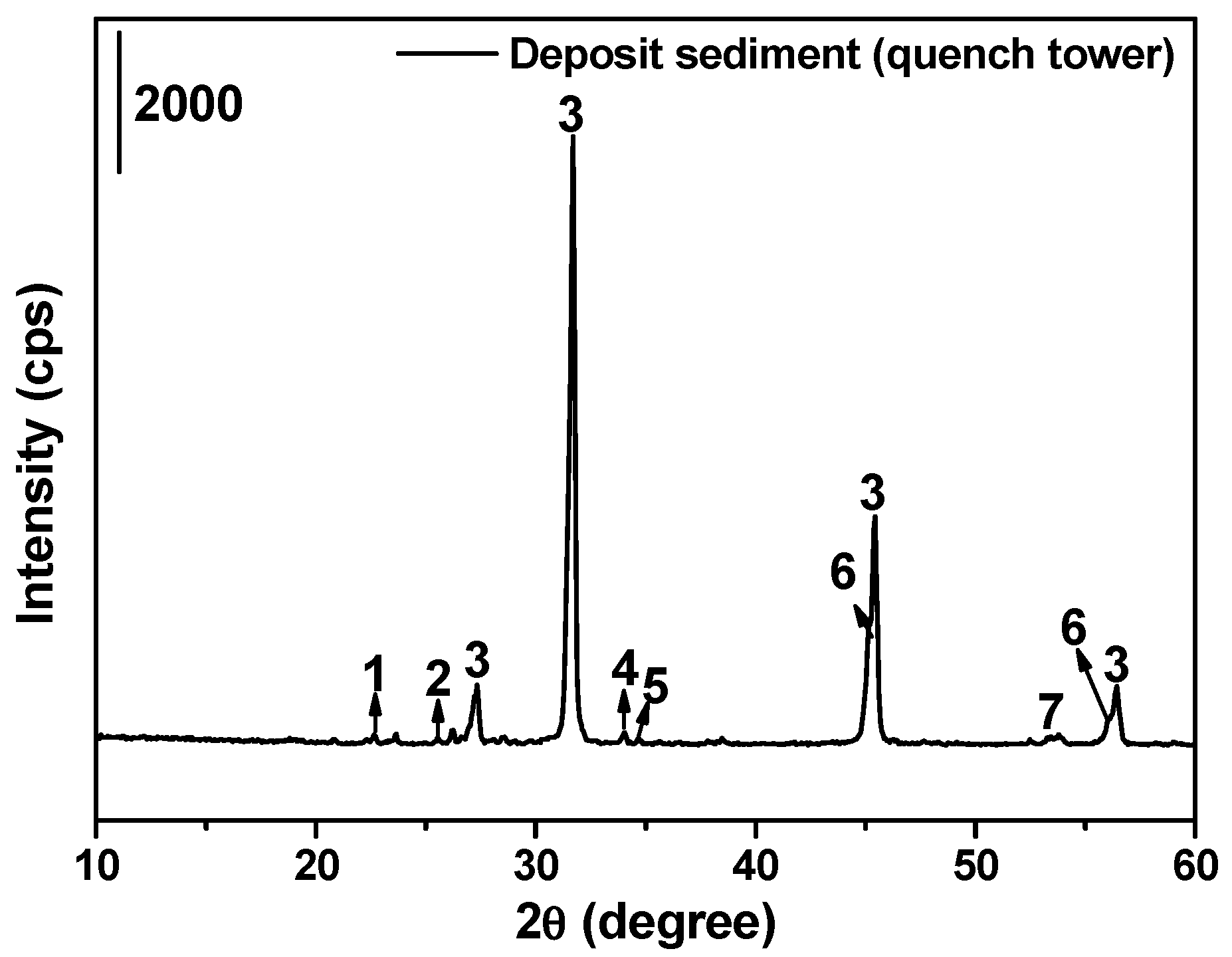
3.2. XRD Crystalline Phase Compositions in the Slagging Samples
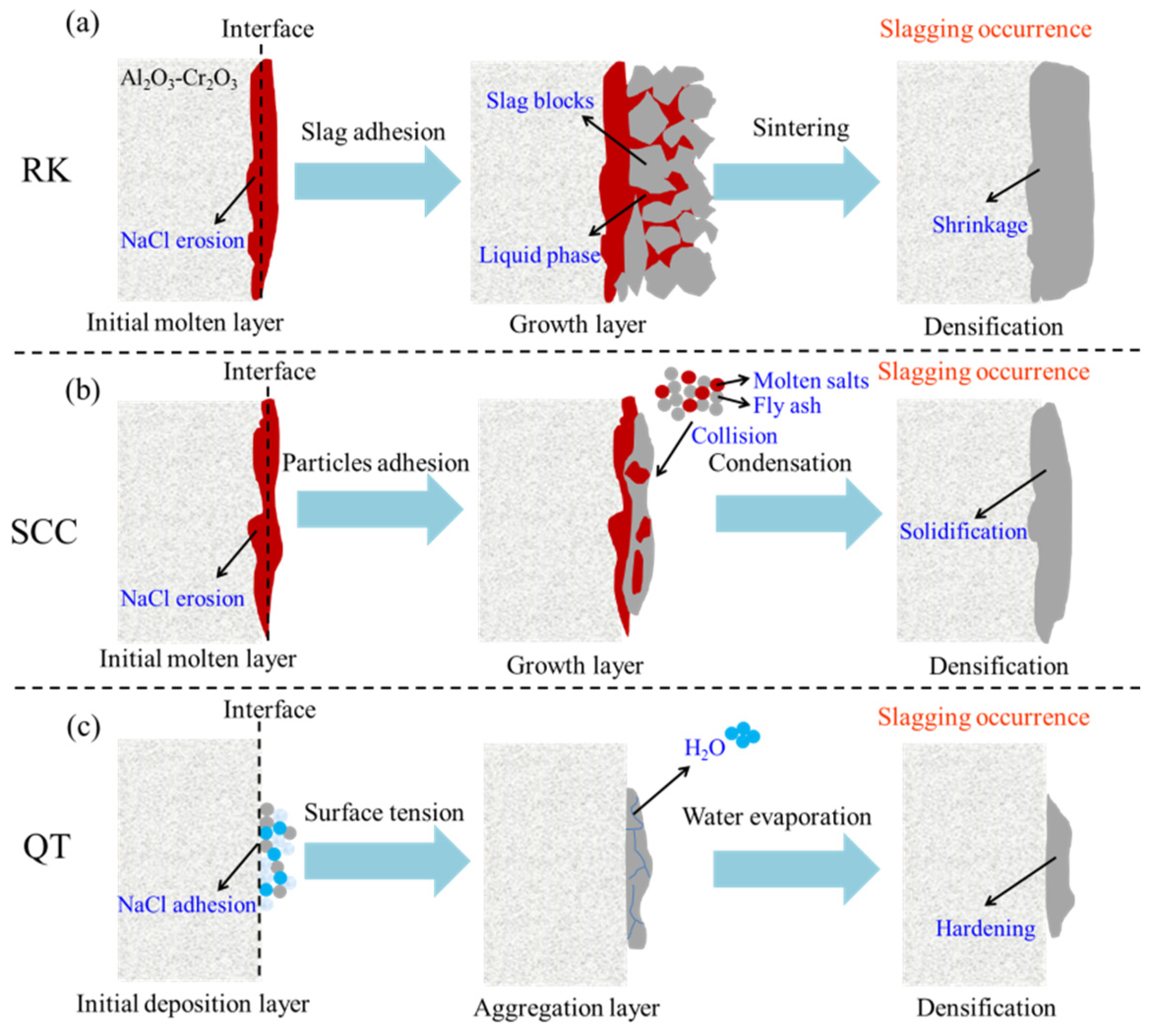
3.3. Slagging Ring Formation and Growth Mechanisms
4. Conclusions and Recommendations
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lei, X.; Deng, Y.F.; Mancl, K. Environmental disaster reduction-oriented centralized treatment of hazardous wastes: A novel approach for production-distribution decision optimization in China. Int. J. Disast. Risk Re. 2019, 40, 101263. [Google Scholar]
- Wang, B.; Wu, C.; Reniers, G.; Huang, L.; Kang, L.G.; Zhang, L.B. The future of hazardous chemical safety in China: Opportunities, problems, challenges and tasks. Sci. Total Environ. 2018, 643, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.Y.; Yang, Z.F.; Chen, B.; Zhang, Y.; Su, M.R.; Zhang, L.X. Emergy evaluation of the urban solid waste handing in Liaoning province, China. Energies 2013, 6, 5486–5506. [Google Scholar] [CrossRef] [Green Version]
- Guo, W.; Xi, B.D.; Huang, C.H.; Li, J.X.; Tang, Z.R.; Li, W.; Ma, C.Y.; Wu, W.X. Solid waste management in China: Policy and driving factors in 2004–2019. Resour. Conserv. Recy. 2021, 173, 105727. [Google Scholar] [CrossRef]
- Zeng, J.C.; Yue, Y.; Gao, Q.; Zhang, J.; Zhou, J.Z.; Pan, Y.; Qian, G.R.; Tang, J.; Ruan, J.B. Co-treatment of hazardous wastes by the thermal plasma to produce an effective catalyst. J. Clean. Prod. 2019, 208, 243–251. [Google Scholar] [CrossRef]
- Dong, J.; Tang, Y.J.; Nzihou, A.; Chi, Y.; Weiss-Hortala, E.; Ni, M.J. Life cycle assessment of pyrolysis, gasification and incineration waste-to-energy technologies: Theoretical analysis and case study of commercial plants. Sci. Total Environ. 2018, 626, 744–753. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Liu, Z.H.; Li, X.L. Status and prospect of the application of municipal solid waste incineration in China. Appl. Therm. Eng. 2006, 26, 1193–1197. [Google Scholar] [CrossRef]
- Lai, Z.Y.; Ma, X.Q.; Tang, Y.T.; Lin, H. A study on municipal solid waste (MSW) combustion in N2/O2 and CO2/O2 atmosphere from the perspective of TGA. Energy 2011, 36, 819–824. [Google Scholar] [CrossRef]
- Helsen, L.; Bosmans, A. Waste-to-Energy through thermochemical processes: Matching waste with process. In Proceedings of the International Academic Symposium on Enhanced Landfill Mining, Houthalen-Helchteren, Belgium, 4–6 October 2010; pp. 133–180. [Google Scholar]
- Xia, Z.H.; Long, J.S.; Yan, S.; Bai, L.; Du, H.L.; Chen, C.X. Two-fluid simulation of moving grate waste incinerator: Comparison of 2D and 3D bed models. Energy 2021, 216, 119257. [Google Scholar] [CrossRef]
- Van Caneghem, J.; Brems, A.; Lievens, P.; Block, C.; Billen, P.; Vermeulen, I.; Dewil, R.; Baeyens, J.; Vandecasteele, C. Fluidized bed waste incinerators: Design, operational and environmental issues. Prog. Energ. Combust. 2012, 38, 551–582. [Google Scholar] [CrossRef]
- Block, C.; Van Caneghem, J.; Van Brecht, A.; Wauters, G.; Vandecasteele, C. Incineration of hazardous waste: A sustainable process? Waste Biomass Valori. 2015, 6, 137–154. [Google Scholar] [CrossRef]
- Rozumová, L.; Motyka, O.; Cabanová, K.; Seidlerová, J. Stabilization of waste bottom ash generated from hazardous waste incinerators. J. Environ. Chem. Eng. 2015, 3, 1–9. [Google Scholar] [CrossRef]
- Hong, J.L.; Han, X.F.; Chen, Y.L.; Wang, M.; Ye, L.P.; Qi, C.C.; Li, X.Z. Life cycle environmental assessment of industrial hazardous waste incineration and landfilling in China. Int. J. Life Cycle Assess. 2017, 22, 1054–1064. [Google Scholar] [CrossRef]
- Jiang, X.G.; Li, Y.H.; Yan, J.H. Hazardous waste incineration in a rotary kiln: A review. Waste Disposal Sustain. Energ. 2019, 1, 3–37. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Wang, C.; Cen, K.F.; Ni, M.J.; Li, X.D. PCDD/F emissions during startup and shutdown of a hazardous waste incinerator. Chemosphere 2017, 181, 645–654. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.; Qiao, Y.; Jin, L.M.; Ma, C.; Paterson, N.; Sun, L.S. Removal of toxic and alkali/alkaline earth metals during co-thermal treatment of two types of MSWI fly ashes in China. Waste Manage. 2015, 46, 287–297. [Google Scholar] [CrossRef]
- Li, N.; Vainio, E.; Hupa, L.; Hupa, M.; Zabetta, E.C. High-temperature corrosion of refractory materials in biomass and waste combustion-Method development and tests with alumina refractory exposed to a K2CO3-KCl mixture. Energ. Fuel 2017, 31, 10046–10054. [Google Scholar] [CrossRef]
- Weinberg, A.V.; Varona, C.; Chaucherie, X.; Goeuriot, D.; Poirier, J. Extending refractory lifetime in rotary kilns for hazardous waste incineration. Ceram. Int. 2016, 42, 17626–17634. [Google Scholar] [CrossRef]
- Qian, J.J.; Jiang, X.G.; Wang, F.; Chi, Y.; Yan, J.H. Effect of fluorine and chlorine on slag melting characteristics: Experimental study and simulation by neural networks. Thermochim. Acta 2011, 526, 29–34. [Google Scholar] [CrossRef]
- Bolis, V.; Capón-García, E.; Weder, O.; Hungerbühler, K. New classicication of chemical hazardous liquid waste for the estimation of its energy recovery poyential based on existing measurements. J. Clean. Prod. 2018, 183, 228–1240. [Google Scholar] [CrossRef]
- Weinberg, A.V.; Varona, C.; Chaucherie, X.; Goeuriot, D.; Poirier, J. Corrosion of Al2O3-SiO2 refractories by sodium and sulfur vapors: A case study on hazardous waste incinerators. Ceram. Int. 2017, 43, 5743–5750. [Google Scholar] [CrossRef]
- Cheng, G.S.; Zhao, Y.; Long, F.; Zhang, J.H.; Zhao, T.F.; Liu, L.; Wang, X.Q.; Dong, C.Q. Analysis and prediction of corrosion of refractory materials by sodium salts during waste liquid incineration-Thermodynamic study. Materials 2020, 13, 4729. [Google Scholar] [CrossRef] [PubMed]
- Chen, D.; Huang, A.; Gu, H.Z.; Zhang, M.J.; Shao, Z.J. Corrosion of Al2O3-Cr2O3 refractory lining for high-temperature solid waste incinerator. Ceram. Int. 2015, 41, 14748–14753. [Google Scholar] [CrossRef]
- Weinberg, A.V.; Goeuriot, D.; Poirier, J.; Varona, C.; Chaucherie, X. Mullite-zirconia composite for the bonding phase of refractory bricks in hazardous waste incineration rotary kiln. J. Eur. Ceram. Soc. 2021, 41, 995–1002. [Google Scholar] [CrossRef]
- Bouchetou, M.L.; Poirier, J.; Arbelaez Morales, L.; Chotard, T.; Joubert, O.; Weissenbacher, M. Synthesis of an innovative zirconia-mullite raw materials sintered from andalusite and zircon precursors and an evaluation of its corrosion and thermal shock performance. Ceram. Int. 2019, 45, 12832–12844. [Google Scholar] [CrossRef]
- Ren, B.; Li, Y.W.; Nath, M.; Wang, Q.H.; Xu, Y.B. Enhanced alkali vapor attack resistance of bauxite-SiC refractories for the working lining of cement rotary kilns via incorporation of andalusite. Ceram. Int. 2018, 44, 22113–22120. [Google Scholar] [CrossRef]
- Wahid, S.S. Operation and performance testing of the hazardous (biomedical) waste incineration plant for hospitals. Int. J. Appl. Eng. Res. Dev. 2013, 3, 11–24. [Google Scholar]
- Ma, P.; Ma, Z.Y.; Yan, J.H.; Chi, Y.; Ni, M.J.; Cen, K.F. Industrial hazardous waste treatment featuring a rotary kiln and grate furnace incinerator: A case study in China. Waste Manag. Res. 2011, 29, 1108–1112. [Google Scholar] [CrossRef]
- Nath, M.; Ghosh, A.; Tripathi, H.S. Hot corrosion behavior of Al2O3-Cr2O3 refractory by molten glass at 1200 °C under static condition. Corros. Sci. 2016, 102, 153–160. [Google Scholar] [CrossRef]
- Zhao, J.; Wei, X.L.; Li, T.; Li, H.X.; Bin, F. Behavior of alkali metals in fly ash during waste heat recovery for municipal solid waste incineration. Energ. Fuel. 2018, 32, 4417–4423. [Google Scholar] [CrossRef]
- Zhu, H.M.; Wang, Y.F.; Jing, N.J.; Jiang, X.G.; Lv, G.J.; Yan, J.H. Study on the evolution and transformation of chlorine during co-processing of hazardous waste incineration residue in a cement kiln. Waste Manag. Res. 2019, 37, 495–501. [Google Scholar] [CrossRef]
- Krishnamoorthy, V.; Pisupati, S.V. A critical review of mineral matter related issues during gasification of coal in fixed, fluidized, and entrained flow gasifiers. Energies 2015, 8, 10430–10463. [Google Scholar]
- Capablo, J.; Ballester, J. Experimental study of the kinetics of sulfation of alkali chloride deposits. Fuel Process. Technol. 2015, 140, 215–221. [Google Scholar]
- Phongphiphat, A.; Ryu, C.; Finney, K.N.; Sharifi, V.N.; Swithenbank, J. Ash deposit characterisation in a large-scale municipal waste-to-energy incineration plant. J. Hazard. Mater. 2011, 186, 218–226. [Google Scholar] [CrossRef] [PubMed]
- Hillier, S. Accurate quantitative analysis of clay and other minerals in sandstones by XRD: Comparison of a Rietveld and a reference intensity ratio (RIR) method and the importance of sample preparation. Clay Miner. 2000, 35, 291–302. [Google Scholar]
- Stjernberg, J.; Lindblom, B.; Wikström, J.; Antti, K.L.; Odén, M. Microstructural characterization of alkali metal mediated high temperature reactions in mullite based refractories. Ceram. Int. 2010, 36, 733–740. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.B.; Tan, H.Z.; Wang, X.B.; Cao, R.J.; Wei, B. The condensation and thermodynamic characteristics of alkali compound vapors on wall during wheat straw combustion. Fuel 2017, 187, 33–42. [Google Scholar] [CrossRef]
- Reichelt, J.; Pfrang-Stotz, G.; Bergfeldt, B.; Seifert, H.; Knapp, P. Formation of deposits on the surfaces of superheaters and economisers of MSW incinerator plants. Waste Manage. 2013, 33, 43–51. [Google Scholar]
- Brossard, J.M.; Diop, I.; Chaucherie, X.; Nicol, F.; Rapin, C.; Vilasi, M. Superheater fireside corrosion mechanisms in MSWI plants: Lab-scale study and on-site results. Mater. Corros. 2011, 62, 543–548. [Google Scholar]
- Yan, M.; Zhou, Z.H.; Zheng, R.D.; Jiang, J.H.; Feng, H.Y.; Yu, C.M.; Zhu, G.J.; Hantoko, D. Low-temperature sintering behavior of fly ash from hazardous waste incinerator. Effect of temperature and oxygen on ash properties. J. Environ. Chem. Eng. 2021, 9, 105261. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minerals | RIRcor | Intensity Ratio (Ij/Iqua) | Mass Fraction (%) | ||
|---|---|---|---|---|---|
| Cold Side | Hot Side | Cold Side | Hot Side | ||
| SiO2 | 3.34 | 1.00 | 1.00 | 6.67 | 2.20 |
| Ca0.65Na0.35(Al1.65Si2.35O8) | 0.57 | 0.97 | 4.87 | 37.81 | 62.88 |
| CaSO4 | 1.73 | 0.78 | 0.68 | 10.03 | 2.87 |
| CaCO3 | 3.12 | 1.34 | 4.91 | 9.54 | 11.59 |
| CaMgSi2O6 | 0.94 | 0.64 | 0.83 | 15.08 | 6.51 |
| NaCl | 4.71 | 1.82 | 0.74 | 8.63 | 1.16 |
| Fe2O3 | 3.09 | 0.86 | 0.75 | 6.20 | 1.78 |
| MgFe2O4 | 4.05 | 0.32 | 1.31 | 1.74 | 2.38 |
| Fe3O4 | 5.03 | 0.56 | 2.95 | 2.48 | 4.32 |
| MgO-FeO | 3.82 | 0.31 | 2.23 | 1.82 | 4.31 |
| Minerals | RIRcor | Intensity Ratio (Ij/Iqua) | Mass Fraction (%) | ||
|---|---|---|---|---|---|
| Cold Side | Hot Side | Cold Side | Hot Side | ||
| SiO2 | 3.34 | 1.00 | 1.00 | 6.22 | 3.42 |
| Na6Ca2Al6Si6O24(SO4)2 | 3.00 | 2.01 | 4.31 | 13.92 | 16.37 |
| KNa3(AlSiO4)4 | 1.09 | 1.32 | 1.79 | 25.20 | 18.78 |
| Ca0.65Na0.35(Al1.65Si2.35O8) | 0.57 | 0.78 | 2.57 | 28.37 | 51.49 |
| CaSO4 | 1.73 | 0.87 | 0.71 | 10.45 | 1.26 |
| NaCl | 4.71 | 2.26 | 1.08 | 9.95 | 2.61 |
| Fe2O3 | 3.09 | 0.45 | 0.46 | 3.04 | 1.69 |
| MgFe2O4 | 4.05 | 0.23 | 0.60 | 1.18 | 1.70 |
| Fe3O4 | 5.03 | 0.40 | 1.18 | 1.67 | 2.68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Zhang, Z.; Li, B.; Wei, X. Formation and Growth Behavior Analysis of Slagging Rings in Rotary Kiln-Type Hazardous Waste Incineration Systems. Energies 2021, 14, 7561. https://doi.org/10.3390/en14227561
Zhao J, Zhang Z, Li B, Wei X. Formation and Growth Behavior Analysis of Slagging Rings in Rotary Kiln-Type Hazardous Waste Incineration Systems. Energies. 2021; 14(22):7561. https://doi.org/10.3390/en14227561
Chicago/Turabian StyleZhao, Jing, Zirui Zhang, Bo Li, and Xiaolin Wei. 2021. "Formation and Growth Behavior Analysis of Slagging Rings in Rotary Kiln-Type Hazardous Waste Incineration Systems" Energies 14, no. 22: 7561. https://doi.org/10.3390/en14227561
APA StyleZhao, J., Zhang, Z., Li, B., & Wei, X. (2021). Formation and Growth Behavior Analysis of Slagging Rings in Rotary Kiln-Type Hazardous Waste Incineration Systems. Energies, 14(22), 7561. https://doi.org/10.3390/en14227561