
Analysis of the Suitability of Signal Features for Individual Sensor Types in the Diagnosis of Gradual Tool Wear in Turning



Abstract
1. Introduction
2. Tests of the Usefulness of Diagnostic Signal Features
2.1. Experimental Setup
2.2. Signal Processing
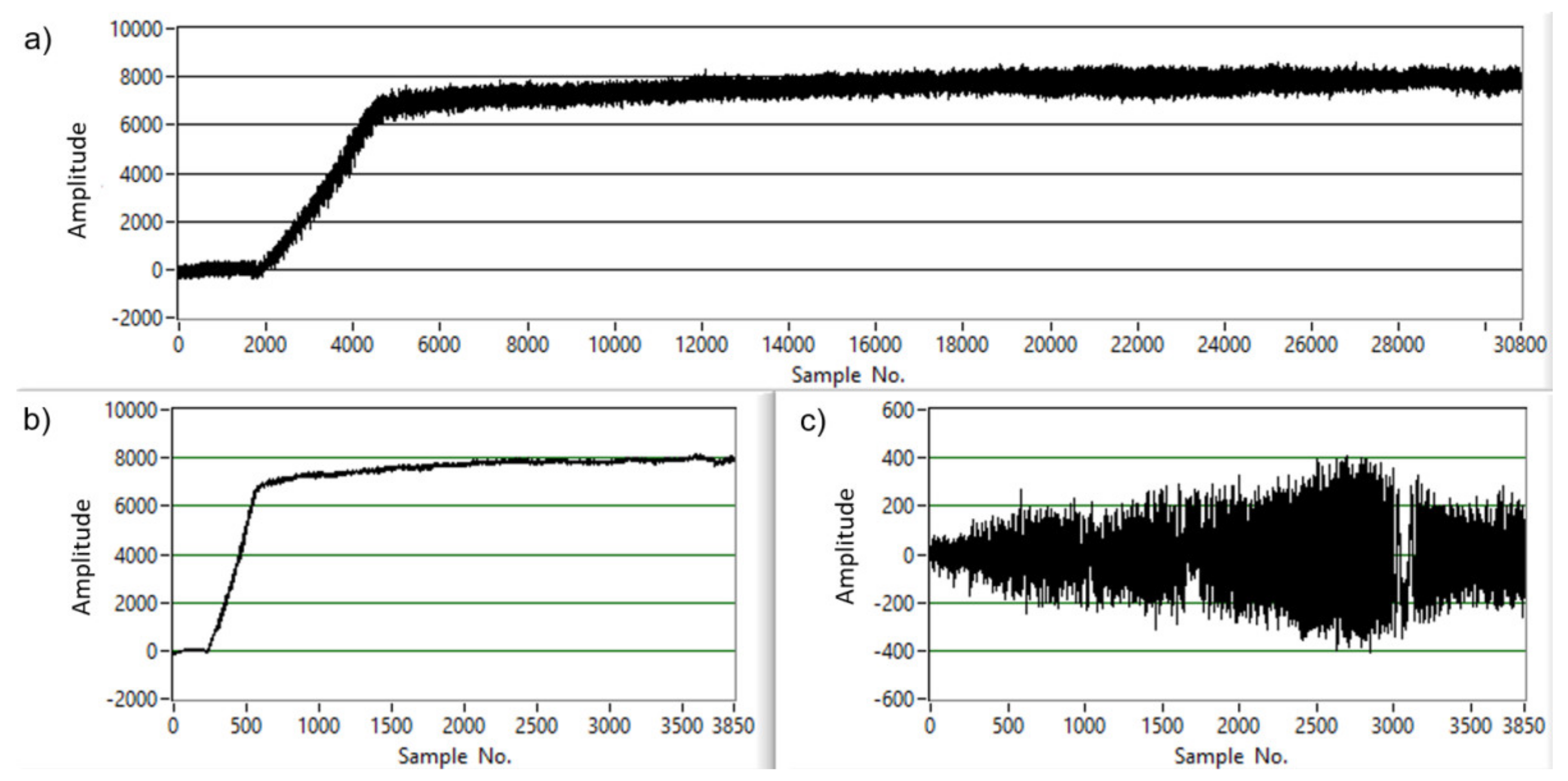
2.2.1. Preprocessing—Signal Segmentation
2.2.2. Feature Extraction
Time Domain
Frequency Domain
Time–Frequency Domain
2.3. Testing the Suitability of Gauges for Tool Condition Diagnostics
Studies on the Correlation of Signal Features with Tool Wear
3. Results and Discussion
3.1. Analysis of the Usefulness of SFs for Tool Condition Diagnostics
- For each sensor, SFs correlated with the state of the tool can be extracted;
- The same feature for the same type of sensor may show a different pattern for different experiments (see Figure 7a,j);
- The same feature for different sensors of the same physical quantity for the same experiment may take on different values (see Figure 7e);
- For cutting force signals, for wavelet packets not containing a constant component, SFs characteristic of signals oscillating around zero are suitable, e.g., SFs for counting the number of threshold crossings (see Figure 7h);
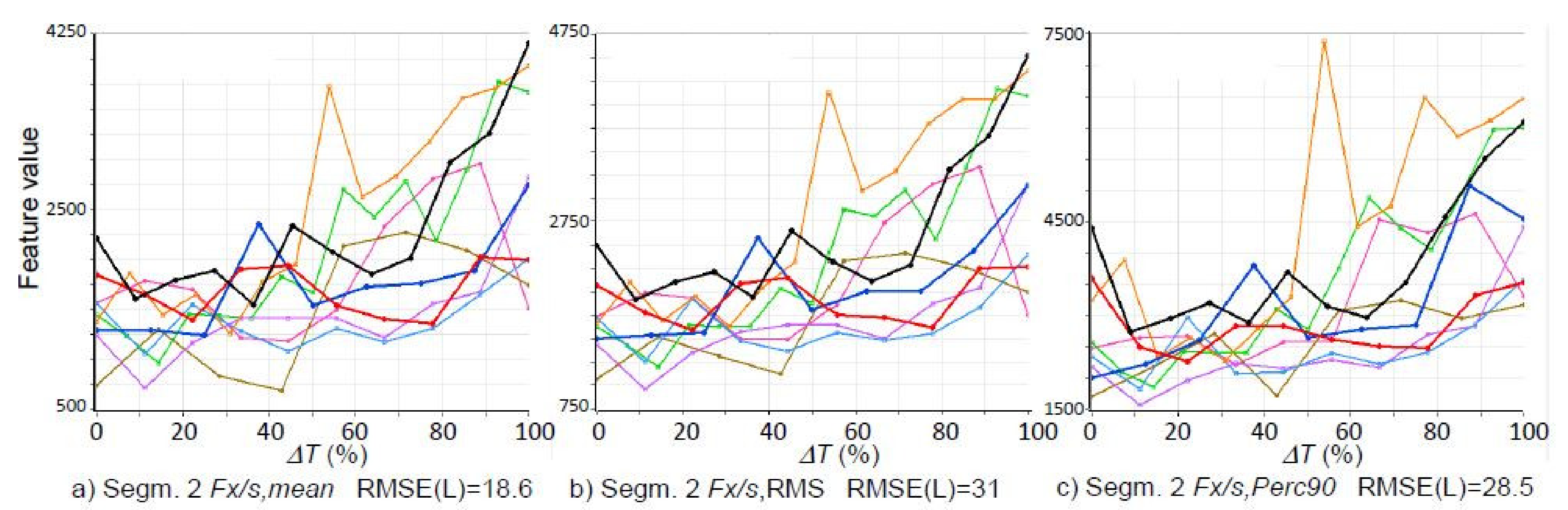
- The inter-correlation of individual SFs with each other does not necessarily occur equally in all experiments. For example, in Experiment 6, a strong correlation was found between the RMS and Perc90 values for the Fx (see Figure 7k,l) while for Experiment 1 this correlation is not so high (see Figure 7b,c).
- As shown in Figure 7j, the dependence of cutting forces on tool wear is not necessarily linear. In the case of the force signal Fx shown, its average value is negative and decreases as the tool wear increases (this is just an interpretation of the forced return by the sensor, the force is actually positive and increasing). The decrease is not linear but exponential. Cutting force proportionally translates into energy consumed in machining. It should therefore be determined experimentally for each new machining case. Determining how an increase in tool wear translates into an increase in the electricity consumed by machines will allow improvements to existing algorithms that predict machine energy consumption.
- When comparing the RMSE(L) values for the different sensors, the lowest minimum values were obtained for the force and acoustic emission sensors, while the highest values were obtained for the acoustic pressure sensor, with the dynamic sensor proving to be the most;
- Energy entropy, increment, mean value, 50th and 90th order percentile, power, RMS, Shannon entropy and Fp/Fc force ratio appeared to be the best SFs for force sensors (RMSE(L) < 10);
- The best feature for the acoustic emission sensor turned out to be (RMSE(L) < 10) Energy entropy, increment, mean value, 50th and 90th order percentile, power, RMS, Shannon entropy and standard deviation;
- For the vibration and sound pressure sensors, not a single feature was obtained for which RMSE(L) is below 10;
- Among the different SFs, the statistically largest minimum RMSE(L) values were found for: peak factor, a number of threshold crossings 2, kurtosis, fourth-order moment, Energy entropy PSD and FFT.
- RMS, 50th percentile, 90th percentile;
- arithmetic mean and modal value;
- Energy entropy of FFT and PSD.
- RMS, 50th order percentile, arithmetic mean value;
- Energy entropy of FFT and PSD.
- RMS, 90th order percentile;
- Energy entropy of FFT and PSD.
3.2. Verification of Test Results
4. Conclusions
- No SF of the signal is always and under all circumstances associated with the wear of the tool. For each new machining case, many different SFs should be determined and those related to the tool state should be automatically selected from them;
- For the applied method of estimating the used part of the lifetime of the tool wear, the best SFs are irrespective of the sensor type energy entropy, increment, mean value, power and RMS as well as the standard deviation or Energy entropy of PSD. These values have both a strong correlation with the state of the tool and a low correlation with other SFs; for signals oscillating around zero or of an impulsive nature, SFs characterizing the number of times the threshold was exceeded work well and may be unrelated to those listed above.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Sign | Description |
| AErms | RMS of Acoustic Emission |
| Fx, Fy, Fz | Force signals |
| C1, C2 | Sound signals |
| Vx, Vy, Vz | Vibrations |
| Arithmetic mean value | |
| , RMS | Root Mean Square |
| Standard deviation | |
| Variance | |
| Moment 3rd | |
| Moment 4th | |
| skewness | |
| kurtosis | |
| power | |
| Peak-to-Peak value | |
| Crest factor | |
| Perc90 | Percentil 90% |
| Perc50 | Percentil 50%/median |
| Energy entropy | |
| Shannon entropy | |
| Increment | |
| Pulse1 Pulse2 Pulse3 | pulse width (%) of time during which the signal remains thr 1, 2 or 3 |
| Count1 Count2 Count3 | Number of times signal crosses threshold 1, 2 or 3 |
| FFT | Fast Fourier Transform |
| PSD | Power Spectral Density |
| WPT | Wavelet Packet Transform |
| A | Approximation Packet of WP |
| D | Detail Packet of WP |
| GWT | Gradual Tool Wear |
| TCMS | Tool Condition Monitoring System |
| n | n—number of samples per signal/packet segment |
| xi | i-th sample in a given signal/packet segment |
| m | number of bars in the FFT or PSD spectrum |
| xk | k-th bar in the FFT or PSD spectrum |
| rmsk | rms value of a signal segment in the k-th operation |
| max1 | maximum value in a given signal segment in 1st operation |
| ΔT | the used-up portion of the tool life |
| RMSE | Root Mean Square Error |
| RMSE(T) | Root Mean Square Error of Testing |
| SFj | j-th Signal Feature |
| SFj[ΔT] | Table of SFj normalized in time to 0–100% of the tool life |
| Tcalc,l,k | value of the estimated tool wear for the k-th operation of l-th tool life; |
| Treal,l,k | value of the actual tool wear of the k-th operation l-th lifetime of the tool |
| K(l) | number of operations in l-th tool lifetime |
| L | number of tool life periods used for teaching |
References
- Zhao, G.Y.; Liu, Z.Y.; He, Y.; Cao, H.J.; Guo, Y.B. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Milas, N.; Dimitrakopoulos, G. Energy consumption estimation for machining processes based on real-time shop floor monitoring via wireless sensor networks. Procedia CIRP 2016, 57, 637–642. [Google Scholar] [CrossRef]
- Mamun, A.A. Machining Strategies Exploring Reduction in Energy Consumption. Master’s Thesis, Minnesota State University, Mankato, MN, USA, 2015. [Google Scholar] [CrossRef]
- Borgia, S.; Leonesio, M.; Pellegrinelli, S.; Valente, A. Energy driven process planning and machine tool dynamic behavior assessment. Procedia CIRP 2013, 9, 91–96. [Google Scholar] [CrossRef][Green Version]
- Chudy, R.; Grzesik, W. Comparison of power and energy consumption for hard turning and burnishing operations of 41Cr4 steel. J. Mach. Eng. 2015, 4, 113–120. [Google Scholar]
- Roszkowski, A.; Piórkowski, P.; Skoczyński, W.; Borkowski, W.; Jankowski, T. Study on the Impact of Cutting Tool Wear on Machine Tool Energy Consumption. Adv. Sci. Technol. Res. J. 2020, 14, 158–164. [Google Scholar] [CrossRef]
- Vijayraghavan, A.; Dornfeld, D. Automated energy monitoring of machine tools. Cirp Ann. Manuf. Techn. 2010, 59, 21–24. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, M.; Ahmad, R.; Ali, L.; Khan, Z.; Khan, A. Tool Wear Progression and its Effect on Energy Consumption in Turning of Titanium Alloy (Ti-6Al-4V). Mech. Sci. 2019, 10, 373–382. [Google Scholar] [CrossRef]
- Warsi, S.S.; Jaffery, S.H.I.; Ahmad, R.; Khan, M.; Ali, L.; Agha, M.H.; Akram, S. Development of energy consumption map for orthogonal machining of Al 6061-T6 alloy. P. I. Mech. Eng. B J. Eng. 2018, 232, 2510–2522. [Google Scholar] [CrossRef]
- Mativenga, P.T.; Rajemi, M.F.; Hinduja, S. Calculation of optimum cutting parameters based on minimum energy footprint. CIRP Ann.-Manuf. Techn. 2011, 60, 149–152. [Google Scholar] [CrossRef]
- Behrendt, T.; Zein, A.; Min, S. Development of an energy consumption monitoring procedure for machine tools. CIRP Ann. Manuf. Techn. 2012, 61, 43–46. [Google Scholar] [CrossRef]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. Manuf. Techn. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Kuntoglu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef]
- Yuan, J.; Liu, L.; Yang, Z.; Zhang, Y. Tool Wear Condition Monitoring by Combining Variational Mode Decomposition and Ensemble Learning. Sensors 2020, 20, 6113. [Google Scholar] [CrossRef] [PubMed]
- Bombiński, S.; Kossakowska, J.; Nejman, M.; Haber, R.E.; Castaño, F.; Fularski, R. Needs, Requirements and a Concept of a Tool Condition Monitoring System for the Aerospace Industry. Sensors 2021, 21, 5086. [Google Scholar] [CrossRef] [PubMed]
- Balsamo, V.; Caggiano, A.; Jemielniak, K.; Kossakowska, J.; Nejman, M.; Teti, R. Multi Sensor Signal Processing for Catastrophic Tool Failure Detection in Turning. Procedia CIRP 2016, 41, 939–944. [Google Scholar] [CrossRef]
- Digital Way Group, Tool Wear & Breakage Monitoring System. Available online: https://www.digitalway.fr/cutting-tool-monitoring/why-buy-wattpilote/ (accessed on 23 July 2021).
- DMG MORI, Easy Tool Monitoring 2.0. Available online: https://pl.dmgmori.com/produkty/digitization/integrated-digitization/production/cykle-technologiczne/easy-tool-monitoring-2-0 (accessed on 23 July 2021).
- Bombiński, S.; Kossakowska, J.; Jemielniak, K. Detection of accelerated tool wear in turning. Mech. Syst. Signal. Process. 2022, 162, 108021. [Google Scholar] [CrossRef]
- Jemielniak, K. Contemporary challenges in tool condition monitoring. J. Mach. Eng. 2019, 19, 48–61. [Google Scholar] [CrossRef]
- Heinemann, R.; Hinduja, S. A new strategy for tool condition monitoring of small diameter twist drills in deep-hole drilling. Int. J. Mach. Tools Manuf. 2012, 52, 69–76. [Google Scholar] [CrossRef]
- Beruvides, G.; Quiza, R.; del Toro, R.; Haber, R.E. Sensoring systems and signal analysis to monitor tool wear in microdrilling operations on a sintered tungsten–copper composite material. Sens. Actuators A Phys. 2013, 199, 165–175. [Google Scholar] [CrossRef]
- Ai, C.S.; Sun, Y.J.; He, G.W.; Ze, X.B.; Li, W.; Mao, K. The milling tool wear monitoring using the acoustic spectrum. Int. J. Adv. Manuf. Technol. 2012, 61, 457–463. [Google Scholar] [CrossRef]
- Elangovan, M.; Devasenapati, S.B.; Sakthivel, N.R.; Ramachandran, K.I. Evaluation of expert system for condition monitoring of a single point cutting tool using principle component analysis and decision tree algorithm. Expert Syst. Appl. 2011, 38, 4450–4459. [Google Scholar] [CrossRef]
- Ding, F.; He, Z. Cutting tool wear monitoring for reliability analysis using proportional hazards model. Int. J. Adv. Manuf. Technol. 2011, 57, 565–574. [Google Scholar] [CrossRef]
- Wang, J.; Wang, P.; Gao, R.X. Tool life prediction for sustainable manufacturing. In Proceedings of Innovative Solutions, Proceedings of the 11th Global Conference on Sustainable Manufacturing, Berlin, Germany, 23–25 September 2013; Universitätsverlag der TU Berlin: Berlin, Germany, 2013. Available online: https://depositonce.tu-berlin.de/bitstream/11303/5023/1/wang_wang_gao.pdf (accessed on 27 September 2021).
- Jemielniak, K.; Urbański, T.; Kossakowska, J.; Bombiński, S. Tool condition monitoring based on numerous signal features. Int. J. Adv. Manuf. Technol. 2012, 59, 73–81. [Google Scholar] [CrossRef]
- Cho, S.; Binsaeid, S.; Asfour, S. Design of multisensor fusion-based tool condition monitoring system in end milling. Int. J. Adv. Manuf. Technol. 2010, 46, 681–694. [Google Scholar] [CrossRef]
- Patra, K.; Pal, S.K.; Bhattacharyya, K. Fuzzy radial basis function (FRBF) network based tool condition monitoring system using vibration signals. Mach. Sci. Technol. 2010, 14, 280–300. [Google Scholar] [CrossRef]
- Painuli, S.; Elangovan, M.; Sugumaran, V. Tool condition monitoring using K-star algorithm. Expert Syst. Appl. 2014, 41, 2638–2643. [Google Scholar] [CrossRef]
- Silva, R.G. Condition monitoring of the cutting process using a self-organizing spiking neural network map. J. Intell. Manuf. 2010, 21, 823–829. [Google Scholar] [CrossRef]
- Wang, G.; Cui, Y. On line tool wear monitoring based on auto associative neural network. J. Intell. Manuf. 2013, 24, 1085–1094. [Google Scholar] [CrossRef]
- Dong, J.; Hong, G.S.; Wong, Y.S. Bayesian support vector regression for tool condition monitoring and feature selection. 2004. Available online: http://www.icsc.ab.ca/conferences/eis2004/Conf/41.pdf (accessed on 27 September 2021).
- Wang, G.; Yang, Y.; Xie, Q.; Zhang, Y. Force based tool wear monitoring system for milling process based on relevance vector machine. Adv. Eng. Softw. 2014, 71, 46–51. [Google Scholar] [CrossRef]
- Jemielniak, K.; Kossakowska, J.; Urbański, T. Application of wavelet transform of acoustic emission and cutting force signals for tool condition monitoring in rough turning of Inconel 625. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2011, 225, 123–129. [Google Scholar] [CrossRef]
- Jemielniak, K.; Kossakowska, J. Tool wear monitoring based on wavelet transform of raw acoustic emission signal. Adv. Manuf. Sci. Technol. 2010, 34, 5–16. Available online: http://yadda.icm.edu.pl/yadda/element/bwmeta1.element.baztech-article-BOS5-0025-0001 (accessed on 27 September 2021).
- Liu, T.I.; Kumagai, A.; Wang, Y.C.; Song, S.D.; Fu, Z.; Lee, J. On-line monitoring of boring tools for control of boring operations. Robot. Comput. Integr. Manuf. 2010, 26, 230–239. [Google Scholar] [CrossRef]
- Ren, Q.; Balazinski, M.; Jemielniak, K.; Baron, L.; Achiche, S. Experimental and fuzzy modelling analysis on dynamic cutting force in micro milling. Soft Comput. 2013, 17, 1687–1697. [Google Scholar] [CrossRef]
- Zhou, J.H.; Pang, C.K.; Zhong, Z.W.; Lewis, F.L. Tool wear monitoring using acoustic emissions by dominant-feature identification. IEEE Trans. Instrum. Meas. 2011, 60, 547–559. [Google Scholar] [CrossRef]
- Ali, Y.H.; Rahman, R.A.; Hamzah, R.I.R. Acoustic emission signal analysis and artificial intelligence techniques in machine condition monitoring and fault diagnosis: A review. J. Teknol. 2014, 69, 121–126. [Google Scholar] [CrossRef][Green Version]
- Wang, G.; Yang, Y.; Guo, Z. Hybrid learning based Gaussian ARTMAP network for tool condition monitoring using selected force harmonic features. Sens. Actuators A Phys. 2013, 203, 394–404. [Google Scholar] [CrossRef]
- Wilkowski, J.; Górski, J. Vibro-acoustic signals as a source of information about tool wear during laminated chipboard milling. Wood Res. 2011, 56, 57–66. Available online: http://www.woodresearch.sk/wr/201101/06.pdf (accessed on 27 September 2021).
- Wang, G.; Guo, Z.; Yang, Y. Force sensor based online tool wear monitoring using distributed Gaussian ARTMAP network. Sens. Actuators A Phys. 2013, 192, 111–118. [Google Scholar] [CrossRef]
- Lu, P.; Chou, Y.K.; Thompson, R.G. Short-Time Fourier Transform method in AE signal analysis for diamond coating failure monitoring in machining applications. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010. [Google Scholar] [CrossRef]
- Raja, J.E.; Kiong, L.C.; Soong, L.W. Hilbert–Huang transform-based emitted sound signal analysis for tool flank wear monitoring. Arab. J. Sci. Eng. 2013, 38, 2219–2226. [Google Scholar] [CrossRef]
- Raja, J.E.; Lim, W.S.; Venkataseshaiah, C. Emitted sound analysis for tool flank wear monitoring using Hilbert Huang Transform. Int. J. Comput. Electr. Eng. 2012, 4, 110–114. Available online: http://www.ijcee.org/papers/460-E1224.pdf (accessed on 27 September 2021). [CrossRef]
- Pal, S.; Heyns, P.S.; Freyer, B.H.; Theron, N.J.; Pal, S.K. Tool wear monitoring and selection of optimum cutting conditions with progressive tool wear effect and input uncertainties. J. Intell. Manuf. 2011, 22, 491–504. [Google Scholar] [CrossRef]
- Freyer, B.H.; Heyns, P.S.; Theron, N.J. Comparing orthogonal force and unidirectional strain component processing for tool condition monitoring. J. Intell. Manuf. 2014, 25, 473–487. [Google Scholar] [CrossRef]
- Wang, G.F.; Yang, Y.W.; Zhang, Y.C.; Xie, Q.L. Vibration sensor based tool condition monitoring using ν support vector machine and locality preserving projection. Sens. Actuators A Phys. 2014, 209, 24–32. [Google Scholar] [CrossRef]
- Cai, G.; Chen, X.; Li, B.; Chen, B.; He, Z. Operation reliability assessment for cutting tools by applying a proportional covariate model to condition monitoring information. Sensors 2012, 12, 12964–12987. [Google Scholar] [CrossRef] [PubMed]
- Gómez, M.P.; Hey, A.M.; D’Attelis, C.E.; Ruzzante, J.E. Assessment of cutting tool condition by acoustic emission. Procedia Mater. Sci. 2012, 1, 321–328. [Google Scholar] [CrossRef][Green Version]
- Rangwala, S.; Dornfeld, D.A. Sensor Integration Using Neural networks for intelligent tool conditioning monitoring. J. Eng. Ind. 1990, 112, 219–228. [Google Scholar] [CrossRef]
- Silva, R.; Araújo, A. A novel approach to condition monitoring of the cutting process using recurrent neural networks. Sensors 2020, 20, 4493. [Google Scholar] [CrossRef] [PubMed]
- Ou, J.; Li, H.; Huang, G.; Zhou, Q. A novel order analysis and stacked sparse auto-encoder feature learning method for milling tool wear condition monitoring. Sensors 2020, 20, 2878. [Google Scholar] [CrossRef]
- Zhou, J.M.; Andersson, M.; Stahl, J.E. The monitoring of flank wear on the CBN tool in the hard turning process. Int. J. Adv. Manuf. Technol. 2003, 22, 697–702. [Google Scholar] [CrossRef]
- Jemielniak, K.; Kwiatkowski, L.; Wrzosek, P. Ocena przydatności miar emisji akustycznej i sił skrawania do diagnostyki stanu narzędzia przy toczeniu. Postępy Technol. Masz. I Urządzeń 1997, 212, 25–36. Available online: http://www.zaoios.pw.edu.pl/kjemiel/docs/OcenaMiarFiAE.pdf (accessed on 27 September 2021).
- Zhu, K.; Wong, Y.; Hong, G. Multi-category micro-milling tool wear monitoring with continuous hidden markov models. Mech. Syst. Signal. Process. 2009, 23, 547–560. [Google Scholar] [CrossRef]
- Sokołowski, A.; Kosmol, J. Designing intelligent diagnostic systems. In Proceedings of the International Conference on Computer Integrated Manufacturing—CIM 96, Zakopane, Poland, 14–17 May 1996; Volume I. [Google Scholar]
- Zhang, C.; Yao, .; Zhang, J.; Jin, H. Tool condition monitoring and remaining useful life prognostic based on a wireless sensor in dry milling operations. Sensors 2016, 16, 795. [Google Scholar] [CrossRef] [PubMed]
- Caggiano, A.; Rimpault, X.; Teti, R.; Balazinski, M.; Chatelain, J.F.; Nele, L. Machine learning approach based on fractal analysis for optimal tool life exploitation in CFRP composite drilling for aeronautical assembly. CIRP Ann. Manuf. Technol. 2018, 67, 483–486. [Google Scholar] [CrossRef]
- Jemielniak, K.; Kwiatkowski, L.; Wrzosek, P. Diagnosis of tool wear based on cutting forces and AE features as inputs to Neural Network. J. Intell. Manuf. 1998, 9, 447–455. [Google Scholar] [CrossRef]
- Xie, Z.; Li, J.; Lu, Y. Feature selection and a method to improve the performance of tool condition monitoring. Int. J. Adv. Manuf. Technol. 2019, 100, 3197–3206. [Google Scholar] [CrossRef]
- Al-Habaibeh, A.; Gindy, N. Self-learning algorithm for automated design of condition monitoring systems for milling operations. Int. J. Adv. Manuf. Technol. 2001, 18, 448–459. [Google Scholar] [CrossRef]
- Al-Habaibeh, A.; Zorriassatine, F.; Gindy, N. Comprehensive experimental evaluation of a systematic approach for cost effective and rapid design of condition monitoring systems using Taguchi’s method. J. Mater. Process. Technol. 2002, 124, 372–383. [Google Scholar] [CrossRef]
- Zązel, Z.; Sokołowski, A. Próba Zastosowania Inteligentnego Narzędzia do Procesu Wiercenia. Prace Naukowe Katedry Budowy Maszyn nr 4, Gliwice. 2002. Available online: http://yadda.icm.edu.pl/baztech/element/bwmeta1.element.baztech-article-BSL7-0010-0003 (accessed on 27 September 2021).
- Bombiński, S.; Błażejak, K.; Nejman, M.; Jemielniak, K. Sensor signal segmentation for tool condition monitoring. Procedia CIRP 2016, 46, 155–160. [Google Scholar] [CrossRef]
- Jemielniak, K. Tool wear monitoring based on a non-monotonic signal feature. J. Eng. Manufacture. Part. B 2006, 220, 163–170. [Google Scholar] [CrossRef]
- Liu, M.-K.; Tseng, Y.-H.; Tran, M.-Q. Tool wear monitoring and prediction based on sound signal. Int. J. Adv. Manuf. Technol 2019, 103, 3361–3373. [Google Scholar] [CrossRef]
- Waydande, P.; Ambhore, N.; Chinchanikar, S. A Review on Tool Wear Monitoring System. J. Mech. Eng. Autom. 2016, 6, 49–53. [Google Scholar] [CrossRef]
- Antsev, A.V.; Zhmurin, V.V.; Yanov, E.S.; Dang, T.H. Cutting tool wear monitoring using the diagnostic capabilities of modern CNC machines. J. Phys. Conf. Ser. 2019, 1260, 032003. [Google Scholar] [CrossRef]
- Benkedjouh, T.; Zerhouni, N.; Rechak, S. Tool wear condition monitoring based on continuous wavelet transform and blind source sep. Int. J. Adv. Manuf. Technol. 2018, 97, 3311–3323. [Google Scholar] [CrossRef]
- Cao, X.; Chen, B.; Yao, B.; Zhuang, S. An Intelligent Milling Tool Wear Monitoring Methodology Based on Convolutional Neural Network with Derived Wavelet Frames Coefficient. Appl. Sci. 2019, 9, 3912. [Google Scholar] [CrossRef]
- Luan, X.; Zhang, S.; Li, J.; Mendis, G.; Zhao, F.; Sutherland, J.W. Trade-off analysis of tool wear, machining quality and energy efficiency of alloy cast iron milling process. Procedia Manuf. 2018, 26, 383–393. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Guo, Y.B.; Sealy, M.P.; Liu, Z.Q. Energy consumption and process sustainability of hard milling with tool wear progression. J. Mater. Process. Technol. 2016, 229, 305–312. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp 1 | Exp 2 | Exp 3 | Exp 4 | |
|---|---|---|---|---|
| Machine type | Lathe VENUS 450 | Lathe FAMOT 50 | Lathe TKX 50N | Lathe TKX 50N |
| cooling | NO | YES | YES | YES |
| Workpiece material | 1.0503 | 1.2063 | Inconel 625 | 1.2063 |
| Tool holder | PCLNR 3225P 12 | DCLNL-22045-12 | CRSNL 3225P12 | L 114.16 |
| Tool insert | CNMG 120408 | CNMG 120408 | RNGN 120700T01020 | TNMM 220412 |
| ap [mm] | 1.5/2 | 1 | 2.5 | 1 |
| f [mm/rev] | 0.1 | 0.1 | 0.2 | 0.1/0.15 |
| vc [m/min] | 150 | 280 | 220 | 120 |
| Cutting force sensor | Kistler 9601A31 | Kistler 9017B | Kistler 9601 A31 | |
| Cutting forces signals | Fx, Fy, Fz | Fx, Fy, Fz | Fx, Fz | Fx, Fy, Fz |
| AE sensor | Kistler 8152 B121 | Kistler 8152B | Kistler 8152 B1 | Kistler 8152 B121 |
| AE signals | AErms | AErms | AErms | AErms |
| Vibration sensor | - | PCB PIEZOTRONICS 356A16 | PCB PIEZOTRONICS 356A16 | - |
| Vibrations signals | - | Vx, Vy, Vz, | Vy, Vz | - |
| Sound sensor | - | MIC-01;SENNHEISER E825S | - | - |
| Sound signals | - | C1, C2 | - | - |
| Total No. of tool lives | 9 | 5 | 7 | 4 |
| Equation/ Description of SF | Used for Signal/WP Packet Type | ||||||
|---|---|---|---|---|---|---|---|
| F | V, C | AErms | |||||
| Raw Signal | Packets A, AA, AAA | Packets not A, AA, AAA | Raw Signal | All WP Packet | Raw Signal | All WP Packet | |
| X | X | - | - | - | X | X | |
| X | X | X | X | X | X | X | |
| X | X | - | - | - | X | - | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| Perc90: Signal value below which 90% of samples were | X | X | X | X | X | X | X |
| Perc50: Signal value below which 50% of samples were | X | X | - | - | - | X | X |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| X | X | X | X | X | X | X | |
| Count1: for threshold = 30% max1 | - | - | X | X | X | X | X |
| Count2: for threshold = 50% max1 | - | - | X | X | X | X | X |
| Count3: for threshold = 70% max1 | - | - | X | X | X | X | X |
| Pulse1: for threshold =30% max1 | - | - | X | X | X | X | X |
| Pulse2: for threshold = 50% max1 | - | - | X | X | X | X | X |
| Pulse3: for threshold = 70% max1 | - | - | X | X | X | X | X |
| X | - | - | X | - | X | - | |
| X | - | - | X | - | X | - | |
| X | - | - | - | - | - | ||
| X | - | - | - | - | - | ||
| X/- | - | - | - | - | - | ||
| SUMMARY | 21/20 | 16 | 19 | 21 | 19 | 24 | 21 |
| Title | Exp No 1 | Exp No 2 | Exp No 3 | Exp No 4 |
|---|---|---|---|---|
| Signals Type | Fx, Fy, Fz, AErms | Fx, Fy, Fz, AErms,Vx, Vy, Vz, C1, C2 | Fx, Fz,AErms, Vy, Vz | Fx, Fy, Fz, AErms |
| No. of segments | 5 | 4 | 4 | 3 |
| No. of SFs per segment | 1146 | 2581 | 1444 | 1146 |
| General No. of SFs | 5730 | 10,324 | 5776 | 3438 |
| Experiment No. | RMSE(L) <= 10 | RMSE(L) <= 15 | RMSE(L) <= 20 | |||
|---|---|---|---|---|---|---|
| No. of SFs | [%] | No. of SFs | [%] | No. of SFs | [%] | |
| 1 | 0 | 0.0 | 5 | 0.1 | 276 | 4.8 |
| 3 | 0 | 0.0 | 305 | 3.0 | 2129 | 20.6 |
| 5 | 4 | 0.1 | 182 | 3.2 | 2164 | 37.5 |
| 6 | 129 | 3.8 | 411 | 12.0 | 679 | 19.7 |
| SFs/Statistical features | RMS | Incr | PP | var | Sk | K | Perc 90 | Perc 50 | CF | P | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F | 8 | 8 | 8 | 12 | 11 | 12 | 12 | 13 | 12 | 11 | 9 | 9 | 12 | 9 |
| AErms | 8 | 9 | 9 | 12 | 9 | 11 | 14 | 12 | 14 | 11 | 9 | 8 | 11 | 9 |
| V | - | 12 | 12 | 13 | - | 12 | 12 | 16 | 12 | 13 | 13 | - | 12 | 12 |
| C1 | - | 15 | 15 | 14 | - | 15 | 15 | 15 | 14 | 19 | 13 | - | 17 | 15 |
| C2 | - | 16 | 22 | 21 | - | 16 | 14 | 16 | 20 | 17 | 19 | - | 16 | 21 |
| SFs/Statistical features | E | Shan | Count1 | Count2 | Count3 | Pulse1 | Pulse2 | Pulse3 | PSD, E | FFT, E | F1 | F2 | F3 | |
| F | 8 | 9 | 12 | 12 | 11 | 13 | 11 | 12 | 13 | 13 | 16 | 8 | 23 | |
| AErms | 8 | 10 | 11 | 12 | 13 | 10 | 10 | 13 | 15 | 15 | - | - | - | |
| V | 13 | 12 | 11 | 13 | 12 | 12 | 13 | 11 | 15 | 15 | - | - | - | |
| C1 | 18 | 15 | 14 | 16 | 16 | 17 | 14 | 13 | 22 | 22 | - | - | - | |
| C2 | 18 | 22 | 14 | 17 | 13 | 14 | 18 | 13 | 26 | 26 | - | - | - | |
| Fx | Shan | RMS | mean | Pow | mom4 | Perc90 | Perc50 | PSD.E | FFT.E |
|---|---|---|---|---|---|---|---|---|---|
| Exp 1 | Pow | Shan | FFT.E | PSD.E | |||||
| Exp 2 | Pow | Perc50 | Shan | RMS | FFT.E | PSD.E | |||
| Exp 3 | Pow | mean | RMS | Shan | RMS | RMS | |||
| Perc90 | Perc90 | mean | mean | ||||||
| Perc50 | Perc50 | Perc50 | Perc90 | ||||||
| Exp 4 | Pow | mean | RMS | Shan | RMS | RMS | |||
| Perc90 | Perc50 | mean | |||||||
| Perc50 | |||||||||
| Fy | Shan | RMS | mean | Pow | mom4 | Perc90 | Perc50 | PSD.E | FFT.E |
| Exp 1 | Pow | Perc90 | Shan | RMS | RMS | FFT.E | PSD.E | ||
| Perc50 | |||||||||
| Exp 2 | Pow | Perc90 | Shan | RMS | RMS | FFT.E | PSD.E | ||
| Perc50 | Perc50 | Perc90 | |||||||
| Exp 4 | Pow | Perc90 | Shan | RMS | RMS | ||||
| Perc50 | Perc50 | Perc90 | |||||||
| Fz | Shan | RMS | mean | Pow | mom4 | Perc90 | Perc50 | PSD.E | FFT.E |
| Exp 1 | Pow | Perc90 | Shan | RMS | RMS | FFT.E | PSD.E | ||
| Perc50 | Perc50 | Perc90 | |||||||
| Exp 2 | Pow | Perc90 | Shan | RMS | RMS | FFT.E | PSD.E | ||
| Perc50 | Perc50 | Perc90 | |||||||
| Exp 3 | Perc50 | Perc50 | Perc50 | Pulse2 | Pow | mean | |||
| Perc50 | Pow | ||||||||
| Perc90 | |||||||||
| Exp 4 | Pow | Perc90 | Shan | RMS | RMS | ||||
| Perc50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kossakowska, J.; Bombiński, S.; Ejsmont, K. Analysis of the Suitability of Signal Features for Individual Sensor Types in the Diagnosis of Gradual Tool Wear in Turning. Energies 2021, 14, 6489. https://doi.org/10.3390/en14206489
Kossakowska J, Bombiński S, Ejsmont K. Analysis of the Suitability of Signal Features for Individual Sensor Types in the Diagnosis of Gradual Tool Wear in Turning. Energies. 2021; 14(20):6489. https://doi.org/10.3390/en14206489
Chicago/Turabian StyleKossakowska, Joanna, Sebastian Bombiński, and Krzysztof Ejsmont. 2021. "Analysis of the Suitability of Signal Features for Individual Sensor Types in the Diagnosis of Gradual Tool Wear in Turning" Energies 14, no. 20: 6489. https://doi.org/10.3390/en14206489
APA StyleKossakowska, J., Bombiński, S., & Ejsmont, K. (2021). Analysis of the Suitability of Signal Features for Individual Sensor Types in the Diagnosis of Gradual Tool Wear in Turning. Energies, 14(20), 6489. https://doi.org/10.3390/en14206489