Abstract
Biomass is one of the most important sources of renewable energy. It is expected that in the coming decades, biomass will play a major role in replacing fossil fuels. The most commonly used biofuels include wood pellet, which is a cost-effective, uniform and easy-to-use material. In view of the growing interest in this type of resource, novel methods are being investigated to improve the quality of pellet. This article presents the results of a laboratory study focusing on wood pellets refined with waste sunflower cooking oil applied by spraying. In this work, authors attempted to modify the energy parameters of wood pellets with the use of waste cooking oil. Addition of waste cooking oil, applied at the rates of 2%, 4%, 6%, 8%, 10% and 12% relative to the weight of pellets, increased the calorific value of the pellets without decreasing their durability. The highest dose of the modifier (12%) on average led to a 12–16% increase in calorific value. In each case, the addition of sunflower oil resulted in decreased contents of ash in the pellets; on average a decrease of 16–38% was observed in the samples treated with the highest dose of the modifier. The treatment led to a higher content of elements affecting the heating value, i.e., carbon and hydrogen, which on average increased by 7.5–12%, and 7.0–10.0%, respectively. The presented method seems to be a promising way of increasing the calorific value of pellets. Further research on refining the method and the possibility of using it in industry is necessary.
1. Introduction
Changing climate conditions and increasing emissions of greenhouse gases, as well as the excessive exhaustion of non-renewable resources resulting from their unsustainable exploitation, have led to the urgent need for transformation in the energy sector. Programs which have recently been launched worldwide and in Poland provide support for operations aiming to protect the climate and to promote a sustainable, low-emissions economy. Renewable energy sources (RES) are of key importance from this viewpoint [1]. The most important sources of renewable energy include biomass. In Poland, nearly 70% of the renewable energy produced in 2018 was obtained from solid biofuels (Central Statistical Office). Biomass is recognised as a clean source of energy, with a total globally installed power estimated at a level of 87 GW [2]. It is expected that during the coming decades, biomass will play a crucial role in efforts to replace fossil fuels in global energy systems and to reduce greenhouse gas (GHG) emissions [3,4]. Experts estimate that by 2035, biomass may provide 120 exajoules (EJ) (50% of the global demand for energy) for production of heat, 15% EJ for transport and 18 EJ (7%) for production of electricity [5,6]. Biomass can be defined as all biodegradable organic material derived from animals, plants or microorganisms. Biomass resources include natural materials and their derivatives. These are plants grown for energy purposes, i.e., Giant miscanthus, Basket willow and Virginia mallow. Biomass includes agricultural raw materials and their residues (e.g., straw, cereal grains), wood and its residues, forest and mill residues, municipal waste and sewage, as well as animal manure and residues. Popular as biomass are banana peels, rice and coffee arches, sugar cane pomace as well as palm oil processing residues and animal faeces [7].
Bioenergy (energy from biomass) is predominantly obtained from plants. The calorific value of pellets made of wood biomass and straw is within the limits of 16.5–20.5 MJ kg−1; the calorific value of pellets from sewage sludge is lower and amounts to approximately 11.37 MJ kg−1 [8]. Bio-oil is obtained from biomass in the pyrolysis process; the calorific value of bio-oil is 39–41 MJ kg−1 [9]. Improved bio-oil can be used as transport fuel, in turbines and engines generating electricity, or for heat-generating boilers [10].
Wood pellet is a type of solid fuel produced for energy-related purposes. This uniform, easy-to-use solid biofuel is obtained through a densification process known as pelletisation [11,12,13], which involves pressing of the milled wood. Pelletisation is an extrusion process in which refined dry biomass is subjected to high pressure and high temperature, and pressed through an opening a few metres long, whereby small cylinders are produced; these are finally cut to the required length and cooled down [14,15]. Wood pellet comes in the form of granules with a diameter of 6–8 mm and length of 35–40 mm. Compared to wood waste, pellets have a higher density of energy per unit of weight and volume. Pellets are easier to store and handle as they are more uniform in physical and chemical terms [16,17]. Pellets vary in terms of quality. Calorific value is the most important quality of wood pellet; a higher calorific value corresponds to a better energy efficiency for the same quantity of the product, and consequently to a lower cost for the consumer [18]. The calorific value of pellet depends on the duration of the drying process applied to the biomass (responsible for the moisture level), and is related to the compactness of the granulate, and—most importantly—to the origin and type of the raw material [19,20,21]. The calorific value (KJ kg−1) is related to the concentrations of carbon, hydrogen, oxygen, sulphur, nitrogen and ash in a sample [18]. Carbon and hydrogen are the essential elements contained in wood. These elements are the primary reagents in the heating process—they determine the calorific value of fuels and are a source of heat in combustion processes [22]. Ash content reflects percent weight of ash contained in the pellet, relative to the weight of the fuel [23]. Ash content, ash melting point, and elemental composition are important properties of biofuel. As reported by Obernberger et al., 2010 in his textbook, these parameters may adversely affect the combustion and conversion processes [20]. Obernberger et al., 2010 and Trasov et al., 2013, report that high ash content will decrease the stove efficiency, and make the stove require cleaning more often [20,23]. In accordance with EU standards, ash content in premium class wood pellets should be less than 0.7%, whereas according to the Pellet Fuels Institute (PFI) the value of this parameter should be lower than 1% [3,20]. According to the EU standard, the ash melting point has to be higher than 1200 °C. High concentrations of chlorine, potassium and sodium also enhance the likelihood of corrosion of the inner components of the stove or boiler system [23]. Furthermore, lower ash content results in a less frequent need to remove ash, which is important for the automatic operation of biomass boilers and stoves [3]. Nitrogen, like sulphur, is an inorganic element which is involved in formation of ash; additionally, emissions of NOx gases occur during combustion [24]. An important parameter characterizing pellets are volatile parts; volatile parts are formed as a result of the thermal decomposition of organic compounds in a combustible mass. Such gases include hydrogen, hydrocarbons, carbon oxides and carbon dioxide. Volatile contents determine the process of fuel combustion, including its ignition. Fuels with low volatile contents are more difficult to get ignited. [25,26]. A very important quality feature of pellets is their resistance to shocks and abrasion during treatment processes and in transport [27]. It is assumed that the durability of pellets is high if the related value exceeds 80%, moderate if the value is in the range between 70% and 80%, and low if the value is less than 70%. [28]. Pellets with a durability exceeding 97.5%, measured using a defined tumble testing method, are recognised among high quality biofuels [29,30].
Many studies by scientists prove that lignin is the binding agent in wood pellets. The literature reports that its higher content corresponds to the better quality of the pellet produced. Experts in many studies have proved that coniferous trees tend to have a higher content of lignin than most deciduous trees. The highest contents of lignin are found in pine, fir and beech wood. Pellets are predominantly produced from coniferous wood waste. Scientists report that deciduous wood wastes, because of the hardness of such materials, are generally less suitable for production of pellets [31,32]. Nevertheless, experts and manufacturers have presented evidence that if adequate conditions are applied in the pelletisation process, it is possible to produce granulate from deciduous wood wastes [33]. Recent literature reports that today in the European Union, wood pellet is widely used as heating fuel in detached houses, where it competes with oil and electric heating systems. Pellet combustion is also a realistic alternative for heating plants and even power stations [13,34,35]. According to Sarcaglu & Gunduz (2009), wood pellets are tomorrow’s fuel for Europe [36].
Currently, it is estimated that the energy produced from wood pellets meets 14% of the global demand. It is also estimated that starting from 2020, demand for pellet will amount to approximately 50 million tonnes per year [37], and consumption of industrial pellet will systematically grow at a rate of 21% per year [13]. In the European Union, the year 2017 saw a considerable increase in production and use of wood pellets, amounting to over 10 million tonnes. Europe is the main consumer and producer of wood pellets, and is followed in this respect by the USA, and then the rest of the world. Europe is also a global net importer of wood pellets [38,39]. The United Kingdom, Finland and Sweden are known for the highest consumption of wood pellets; the material is mainly used there in production of electricity and heating. Other important consumers of pellets in Europe include Belgium, the Netherlands, Denmark and Italy [40]. Producers, and simultaneously the largest exporters of wood pellets, include Portugal and Latvia, followed by Germany, Lithuania, Estonia, Finland and Sweden [41,42]. The main producers of pellets in the EU include Germany, Sweden, Latvia and Austria [43]. The use of pellets in Europe mainly depends on governmental regulations. The bioenergy policies implemented by the specific EU member states stipulate tax exemptions, targets to be achieved and subsidies, as well as biomass sustainability policies, which stimulate growth of production and increased use of wood pellets [34]. In the Netherlands, UK and Belgium, pellets are widely used in major power plants. In Scandinavia, wood pellet is used in medium-size heating plants and in private houses. In Germany, France, Italy and Austria, wood pellets are mainly used to provide heating in small farms and in industry. The European market for wood pellets used in small heating systems has significantly grown over the last decade [35].
In Poland, currently less than one million tonnes of this type of material are used. The pellet sector in Poland slightly differs from those in other EU countries, in terms of both production and use of this ecological fuel. In Poland, pellet is produced from biomass, which is acquired from local sources. In fact, there is a constantly increasing interest in pellets in the country [44].
Because of the increasing popularity of pellets, researchers look for ways to enhance their quality, i.e., heating value. The most frequently investigated are thermochemical and biochemical methods, i.e., torrefaction, pyrolysis and gasification. Various additives, such as glycerine and waste cooking oil, may be applied to improve the heating value. These substances may be applied by spraying or soaking the pellets; they may also be added at the stage of pellet formation [44].
In this work, we attempted to modify the energy parameters of wood pellets with the use of waste cooking oil. This research shows that waste cooking oil introduced into wood pellets by the spraying method caused an increase in the calorific value of the analysed pellets. At the same time, the oil did not reduce the strength of the pellets, which is very important. More research is needed to fine-tune the optimal oil dosage and to fine-tune the technique in order to use this method in industry. Waste cooking oils (WCO) are classified among used vegetable oils (UVO), which, according to the Waste Catalogue Regulation of the Minister of Environment dated 27 September 2001, constitute waste hazardous for the environment [45,46]. In line with Art. 39 of the Waste Act dated 27 April 2001, waste oils should in the first place be recovered through regeneration. If this is impossible, such oils should be subjected to combustion with energy recovery [47]. In terms of chemical composition, WCOs are quite similar to the original cooking oils; they differ in the products of decomposition and in leaching [48]. Changes in the chemical composition of oil during the frying process may be associated with contamination and decomposition of food products and kitchen tools. Nevertheless, the relative amounts of contamination produced during the cooking process are not increased. Research has shown that WCOs are very similar in chemical composition to the original cooking oils [49]. In recent years, increased interest in the processing of WCOs can be observed. WCOs are geographically dispersed and produced in large numbers. The total annual production of used vegetable oils exceeds 190 million metric tons, including the production of the European Union, which is about 1 million tons/year. In Europe, WCOs are collected by the urban waste system and delivered to an authorized recycling point. WCOs are considered an economic and green raw material. The possibility of using waste vegetable oil in a valuable way, combined with the advantage of avoiding its dispersion into the environment and its very high availability, has encouraged scientists to look for a way to reuse waste. The most common uses of WCOs are the production of bio-lubricants or fuel as animal feed, or as additives for asphalts and for energy production [45].
This study aimed to assess the effects of used sunflower oil applied to selected types of wood pellets on the physicochemical parameters of the materials. The present study is the first to discuss findings of experiments in which various doses of used sunflower oil were applied to wood pellets by spraying. If positive results of such treatment are identified, it may be beneficial in two ways, since this would be an efficient method for both enhancing the value of wood pellets, and for the recycling of WCOs.
2. Materials and Methods
2.1. Research Material
The samples designated for this study were processed to achieve an air-dry state and then were refined by grinding. The research material comprised various types of pellets obtained from various producers operating in different regions of Poland:
- −
- Beech wood pellet: Pomorskie Region
- −
- Oak wood pellet: Wielkopolskie Region
- −
- Oak wood pellet: Podkarpackie Region
- −
- Coniferous wood pellet: Świętokrzyskie Region
- −
- Coniferous wood pellet: Podkarpackie Region
- −
- Coniferous and deciduous wood pellet (70% coniferous sawdust, 30% deciduous sawdust): Podkarpackie Region
Figure 1 shows the research material.

Figure 1.
Research materials.
The wood pellets were treated with waste sunflower cooking oil acquired from a restaurant located in Rzeszów, Podkarpackie Region, Poland.
2.2. Sample Collection and Analysis
The research material was delivered to the laboratory of the University of Rzeszów in commercially available 15 kg packaging. The pellets had a diameter of 6 mm and a length of 35–40 mm.
Each batch of the pellets (of different type and origin) was divided into seven samples and placed into separate containers. Subsequently, waste sunflower cooking oil was added, by spraying, at the rates of 2%, 4%, 6%, 8%, 10% and 12% relative to the weight of the pellets. The control sample comprised pellets without a modifier added. The samples prepared this way were left for 24 h so that the oil could be absorbed by the pellets. Finally, the samples were put through a sieve with 1 mm openings, in order to remove any potential contamination and excess oil. Figure 2 shows the scheme of the experiment.
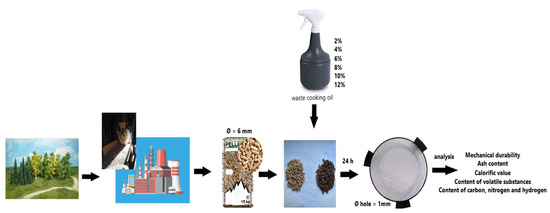
Figure 2.
The scheme of the experiment.
2.3. Samples Analysis
Assessments were carried out to identify the effects of waste vegetable oil on the stability and physicochemical properties of wood pellets of various origins. Samples were subjected to laboratory analyses using current analytical standards (Table 1).

Table 1.
Parameters analysed with research methods.
Mechanical durability was tested using a Tumbler 1000 apparatus. The part subjected to the test, (mE) 500 ± 0.1g, was placed in the drum and them tumbled for 10 min with a speed from 500 rotations/min to 0 rotations/min. Subsequently, the sample was manually put through a sieve with 3.15 mm openings, in accordance with BS ISO 3310-2:2013 [55]. Subsequently, the sample left on the sieve was weighed (mA). The test was performed in three replications for each variant. The mechanical durability of pellets (DU) was calculated following the formula:
where:
DU = mA/mE × 100
Du—mechanical durability of pellets
mA—pellet weight following the test (g)
mE—pellet weight before the test (g).
Analyses of the contents of ash and volatile substances in the samples were performed using a thermogravimetric method, with a TGA 701 apparatus from LECO (LECO Corporation, Saint Joseph, MI, USA). The contents of total carbon and nitrogen were tested using a TrueSpec CHN analyser from LECO (LECO Corporation, Saint Joseph, MI, USA). An AC500 calorimeter from LECO (LECO Corporation, Saint Joseph, MI, USA) was used to determine the calorific value of the materials analysed.
2.4. Names of Tests
For further identification, the samples of biomass are described using letters of the alphabet, to distinguish the types and origins of the materials, and the rate of modifiers.
A—Beech wood pellet from the Pomorskie Region
B—Oak wood pellet from the Wielkopolskie Region
C—Oak wood pellet from the Podkarpackie Region
D—Coniferous wood pellet from the Świętokrzyskie Region
E—Coniferous wood pellet from the Podkarpackie Region
F—Coniferous/deciduous wood pellet from the Podkarpackie Region
0—No modifier
1—Modifier added at a rate of 2% relative to the weight of pellets
2—Modifier added at a rate of 4% relative to the weight of pellets
3—Modifier added at a rate of 6% relative to the weight of pellets
4—Modifier added at a rate of 8% relative to the weight of pellets
5—Modifier added at a rate of 10% relative to the weight of pellets
6—Modifier added at a rate of 12% relative to the weight of pellets
2.5. Statistical Analysis
The effects of the experimental factors reflected by the relevant parameters, and the relationships between these, were examined using Analysis of Variance (ANOVA) by means of the Duncan test. Statistica 12 software was applied to compute the statistical analyses. A significance threshold of ≤0.05 was set for all analyses. The data were analysed separately for each type of pellet.
3. Results and Discussion
In order to assess the effects produced by waste cooking oil applied by spraying to wood pellets, first it was necessary to perform tests to determine whether the modifier affected the durability of the granulate. For this purpose, a mechanical durability test was carried out. The results are shown in Table 2.
Table 2.
Durability of pellets—unprocessed and treated with waste cooking oil, added by spraying.
The results of durability tests related to pellets of one type are very similar. The findings show that addition of used vegetable oil to pellets, applied by spraying, does not significantly affect the durability of pellets. Oil applied at weight rates of 8%, 10% and 12% increased the durability of the pellets; however, these results are not statistically significant. The highest durability was found in the pellets made from coniferous wood chips, i.e., 98.34% and 98.20% in the control sample and 98.91% and 98.82% following treatment with the highest dose of used oil. The lowest durability was identified in coniferous–deciduous pellet; 95.28% in the control sample, and 95.80% in the pellets with the highest addition of the modifier. At present, the literature does not report on the modification of pellets with waste cooking oil using the spraying method. The literature reports on the method of refining pellets by immersing them in oil; this method was used Craven et al. (2015). The researchers applied hydrophobic coatings to wood pellets by submerging them in various types of oil for up to 1800 s, to assess the effects of such treatment on the stability of the pellets. They found that the strength of the granules processed after they were submerged in water for 60 s was not significantly decreased [56]. The literature reports on attempts to add used cooking oil to wood biomass during the production of pellets. The findings show that addition of vegetable oil during the pelletisation procedure led to decreased sawdust compressibility and the reduced strength of the finished pellets. The authors suggested that the oil reduced the force of friction in the pellet–die wall contact area, which resulted in decreased durability of the pellets [57]. These results show the superiority of the method presented by the authors over the WCO addition method during pelletisation. Many researchers have investigated the effects of various substances on the durability of pellets. It has been shown that starch and carbohydrates soluble in water improve the durability of biomass pellets [58]. Ahn et al. (2014) found that rapeseed flour and coffee meal, as well as lignin, considerably improved the durability of larch and tulipwood pellets [59]. Another team showed that a 2% addition of potato starch significantly improves the hardness of pellets made from sawdust and miscanthus [60]. The related literature also discusses other additives, unrelated to food products. It was shown that 2% addition of sulfonated lignin and lignosulfonate, by-products in paper industry, increases the durability of granulate from European red pine by 0.8% [61] and European spruce by 1.4% [62]. Addition of glycerol, aluminium silicate, as well as lignin (at weight rates of 5%:2%:2%) to pellets made from wheat straw increases the durability of the final material [63]. Addition of glycerol alone to straw from wheat, barley, oat and rapeseed did not produce visible changes in the durability of pellets [64]. Increased durability of pellets was also produced by the addition of algae [65]. Effects of waste cooking oil addition on the quality of wood pellets produced were assessed by performing a number of physicochemical analyses; their results are shown in Table 3.
Table 3.
Contents of total nitrogen, total carbon, hydrogen, ash, and volatile substances in selected pellets, before and after waste cooking oil was added by spraying.
The analyses show that in each case, the addition of waste oil as a modifier led to a decrease in ash content in the pellets. In all the types of pellets the same relationship was observed: higher addition of waste cooking oil corresponded to a greater decrease in the contents of ash, in comparison to non-processed pellets. Addition of waste cooking oil, even at a rate of 2%, resulted in a statistically significant decrease in ash contents in beech wood pellet from the Pomorskie Region, in coniferous wood pellet from the Świętokrzyskie Region and in coniferous and deciduous wood pellet from the Podkarpackie Region. The most pronounced decrease in ash contents following addition of the highest dose of waste cooking oil was observed in oak wood pellet from the Podkarpackie Region—ash content decreased by 38.0%—and then in oak wood pellet from the Wielkopolskie Region—a decrease of 30.6%. Similarly, ash contents decreased by 25.0% in coniferous wood pellet from the Podkarpackie Region and in beech wood pellet from the Pomorskie Region. After the highest dose of modifier was applied, the lowest decrease in ash content, amounting to 15.6%, was identified in coniferous wood pellet from the Świętokrzyskie Region.
Numerous related studies have focused on the effects of various types of substances on ash content. Craven et al. (2015) reported that treatment of wood pellet with the use of paraffin, mineral and linseed oil produced no changes in ash content. Conversely, addition of castor oil led to an increase in ash content in wood pellets [56]. Bala-Litwiniak & Radomiak (2019) investigated the association between glycerine addition and ash content in wood pellets. The findings reported by those researchers show that the addition of glycerine at the weight rates of 2.0%, 4.5% and 7.0% led to reduced ash contents in the relevant pellets [66]. Chavalparit et al. (2013) showed that the addition of glycerine is related to increased content of ash in the pellets [67]. Gądek (2019) reported that addition of halloysite at a rate of 4% led to over a 50% reduction in ash contents in wheat and barley straw pellets [68].
The tests showed increases in the contents of carbon and hydrogen in the pellets corresponding to higher quantities of modifier added. The highest increase in carbon and hydrogen content was observed in the samples in which the modifier was added at a weight rate of 12%. The highest contents of carbon and hydrogen were found in coniferous wood pellets treated with the highest dose of waste sunflower oil. Pellets from the Podkarpackie Region contained 58.28% of carbon and 9.45% of hydrogen, and coniferous wood pellets from the Świętokrzyskie Region were found with contents of 56.71% and 6.77%, respectively. This means that in these respective pellets, the contents of carbon increased by 9.45% and 12.25%, and the contents of hydrogen increased by 9.80% and 9.72%. The highest increases in the contents of carbon and hydrogen, amounting to 12.39% and 10.38%, respectively, were observed in beech wood pellets from the Pomorskie Region with waste oil added at the highest weight rate of 12%. In the group of samples treated with the highest dose of the modifier, oak wood pellets from the Podkarpackie Region were found with the lowest increase in carbon content (by 7.63%), and a low increase in hydrogen content—whereas coniferous and deciduous wood pellets from the Podkarpackie Region were found with the lowest increase in hydrogen content.
The pellets assessed in the study contained relatively high levels of C and H, which corresponded to their high heating potential.
No nitrogen contents were identified in the samples subjected to the analyses (<0.04%). Very low contents of ash-forming elements suggest that pellets may be used in industrial heating systems [69].
Numerous researchers have examined the contents of key elements in the process of biochar combustion. Kazimierski & Kardaś [70] carried out a study focusing on pyrolysis of wood chips and showed that higher temperatures in the process corresponded to greater increases in carbon and hydrogen contents in the produced pellets. Research reports also show that the application of a torrefaction process leads to increased carbon content and reduced hydrogen contents in the produced pellets [25,71]. Craven et al. (2015) reported that wood pellets treated with paraffin, mineral, linseed and castor oils were found with decreased contents of carbon [56]. Chevalparit et al. (2013) assessed the effects of glycerine on the properties of pellets made from palm fronds, and they observed a decrease in carbon content in the samples containing 15–45% of glycerine by weight [67].
Analysis of volatile contents in the pellets before and after waste sunflower oil was added showed that in each case, the modifier reduced the contents of volatile substances in the pellets. The changes in the volatile contents resulting from addition of oil were small, even when the highest dose of modifier was applied. Only in two cases, did addition of sunflower oil at the highest rate of 12% lead to statistically significant decreases in volatile contents; these changes were observed in coniferous wood pellets from the Podkarpackie Region. In this case, the control sample was found to have a 17.24% content of volatile substance. With increasing weight rate of waste sunflower oil added, the related values were in the range between 16.83% and 15.64%. In beech wood pellet from the Pomorskie Region, a volatile content of 20.43% was identified in the control sample, and following addition of the modifier, the values ranged from 20.24 to 18.1%.
In the related literature, many articles discuss volatile contents in biomass. As an example, Kratofil et al. (2014) and Poskart et al. (2018) reported that a torrefaction process leads to decreases in volatile contents in biomass [25,26]. Poskart et al. (2018) observed a 40% decrease in the contents of volatile substances following a torrefaction process applied to Virginia mallow biomass, in comparison to the raw biomass [25]. Craven et al. (2015) observed increases in volatile contents in wood pellets treated with paraffin oil, castor oil, mineral oil and linseed oil [56]. Sirrajudin et al. (2016) and Chavalparit et al. (2013) reported that the contents of volatile substances in pellets made from palm fronds increased after glycerine was added [67,72].
Calorific value is the most important parameter describing the quality of fuels from plant biomass. The findings related to the calorific value of the pellets, before and after the modifier was added, are shown in the Figure 3 and Figure 4.
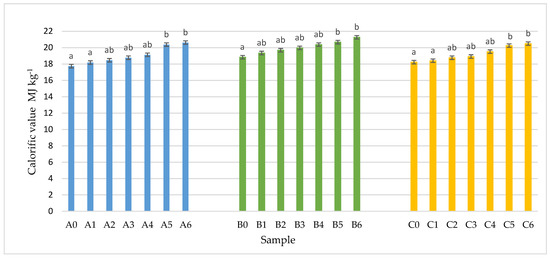
Figure 3.
Calorific value of samples of deciduous woods pellets before and after waste cooking oil was added by spraying. Statistically significant differences marked by different letters (p ≤ 0.05). Differences between average values marked with the same letters (a,b) are not statistically significant at the level of p ≤ 0.05 according to the Duncan test. The data were analysed separately for each type of pellet.
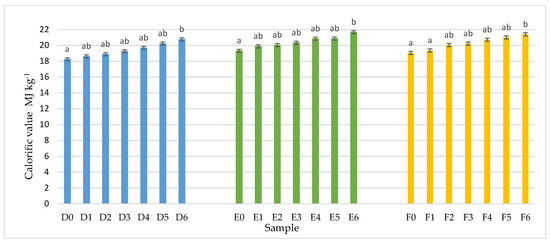
Figure 4.
Calorific value of samples of coniferous and coniferous–deciduous wood pellets before and after waste cooking oil was added by spraying. Statistically significant differences marked by different letters (p ≤ 0.05). Differences between average values marked with the same letters (a,b) are not statistically significant at the level of p ≤ 0.05 according to the Duncan test. The data were analysed separately for each type of pellet.
The highest calorific value was found in coniferous wood pellets from the Podkarpackie Region, in both the control and the treated samples. The calorific value in the sample with sunflower oil added at a rate of 12% was 21.67 MJ kg−1, which reflects a 12% increase in relation to the initial value of 19.32 MJ kg−1. In this case, addition of oil at a low rate of 2% by weight led to a nearly 3% increase in the calorific value. Similar calorific values were found in coniferous and deciduous wood pellets from the Podkarpackie Region. In this case, the calorific value of untreated pellets was 19.05 MJ kg−1, and following the addition of oil at a rate of 2% by weight, the value increased by 1.5% and amounted to 19.36 MJ kg−1. Addition of the modifier at a rate of 12% by weight led to an over 12% increase in the calorific value, which in the relevant sample amounted to 21.39 MJ kg−1. The lowest calorific value was identified in beech wood pellets from the Pomorskie Region—17.74 MJ kg−1. However, this type of pellet was found with the most pronounced increase in calorific value, which in the sample treated with the highest dose of oil, was 16% higher. The findings presented in this study show that the changes in the calorific value of the pellets were related to the quantity of the waste sunflower oil applied as the modifier. The highest values in each type of the wood pellet were identified in the samples treated with the highest dose of the modifier, i.e., oil added at a weight rate of 12% in each type of wood pellet corresponded to an over 12% increase in the calorific value. The highest increase of the calorific value, exceeding 16%, was identified in beech wood pellet from the Pomorskie Region. Furthermore, statistically significant increases in the calorific value were identified in all the types of pellets following treatment with oil at a weight rate of 4%. These findings also suggest that wood pellets produced in the Podkarpackie Region have higher calorific value than the other pellets taken into account in this study.
According to the related literature, wood from coniferous trees generally has a higher calorific value than wood from deciduous trees [73]. In the present study, pellets made from conifer wood had the highest calorific value. Various attempts to improve the calorific value of biomass pellets have been reported in the literature. Researchers have shown that there is an association between lignin content and the heating value of the wood biomass [74]. The calorific value of pellets is also significantly affected by conditions during transport and in storage [75,76]. Kuokkanen et al. (2011) investigated the calorific value of coniferous wood pellets and found that this parameter is not affected by addition of lignosulphonate, potato flour or potato peel waste [61]. Nosek et al. (2011) demonstrated that addition of motor oil or vegetable oil at a weight rate of 0.5% corresponds to a higher calorific value of pellet, whereas addition of maize starch at the weight rate of 0.5% leads to a decrease in this parameter [77]. Civitarese et al. (2019) reported that, compared to non-pelletised wood, the calorific value of pelletised wood on average is 3.95% higher [11]. Król et al. (2017), in their study, found that the hydrophobic compound DEPOL 40 added to sawdust from conifer wood, at a rate of 10, 20 and 30% by weight, considerably increased the caloricity of the materials [78]. Craven et al. (2015) investigated the effects of selected types of oil on calorific value of pellets; addition of oil during the production process led to increases in this parameter on average of 5.7% [56]. Sirrajudin et al. (2016) and Chavalparit et al. (2013) showed that a combination of oil palm fronds and glycerine may be an alternative method for producing a source of energy from biomass [67,72]. The teams assessed the effects of glycerine added at a rate ranging between 15 and 45% by weight to pellets made from oil palm fronds. The researchers showed that ash contents were higher than the reference value applied as a criterion; however, because of its chemical composition, the ash could be used as an alternative material for other purposes— hence the pellets produced this way may be a good replacement for conventional sources of energy [67]. The Table 4 compares the physicochemical properties of different biomasses.
Table 4.
The physico-chemical parameters of selected biomasses [79].
4. Conclusions
The alorific value of plant biomass pellets is in the range between 16 and 19 MJ kg−1. Wood pellets are among the most commonly used biofuels. Given the growing interest in pellets and a need to enhance the efficiency of such materials, scientists began to look for novel solutions to make it possible to improve their heating value.
This study provided promising results; the positive effect of wood pellet modification with used sunflower oil using the spraying method was confirmed. The aim of the study was achieved: the authors increased the calorific value of the pellets, leaving them with a high durability. Treatment with waste oil at a weight rate of 12% resulted in a 12–16% increase in the caloricity of the wood pellets—the calorific value of pellets is their most important quality feature. The durability of pellets is a particularly important feature during their transport and storage. The results of the experiment are unambiguous—they show that the analyzed method causes an increase in heat-generating elements in pellets, which results in an increase in their heating potential. The introduction of the modifier did not increase the ash-forming elements. The amount of ash in pellets after the experiment was reduced. On the basis of the obtained results, it is stated that the method of pellet refining proposed by the authors may be competitive in relation to other available technologies. However, the very process of oil dosing in the spraying method and its filtration on an industrial scale can be cumbersome and requires refinement. More research, along with government subsidies and technology transfer, is needed to tackle future challenges in the development of pellet valorisation technology.
Author Contributions
Conceptualisation, B.S.; A.S.; methodology, B.S., A.S., formal analysis, A.S.; data curation, B.S., writing—preparation of original draft, A.S.; B.S.; writing—review and editing, B.S.; A.S.; supervision, C.P.; project administration, B.S.; funding acquisition, C.P. All authors have read and agreed to the published version of the manuscript.
Funding
This publication was funded by the Minister of Science and Higher Education under the “Regional Initiative of Excellence” programme for the years 2019–2022, Project No.026/RID/2018/19, the amount of funding 9 542 500.00 PL.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Augustyn, A.; Kamiński, J. A review of methods applied for wind power generation forecasting. Polityka Energetyczna Energy Policy J. 2018, 21, 139–150. [Google Scholar] [CrossRef]
- International Renewable Energy Agency. Available online: https://www.irena.org/ (accessed on 17 May 2021).
- Thiffault, E.; Barrette, J.; Blanchet, P.; Nguyen, Q.N.; Adjalle, K. Optimizing Quality of Wood Pellets Made of Hardwood Processing Residues. Forests 2019, 10, 607. [Google Scholar] [CrossRef]
- Chum, H.; Faaij, A.; Moreira, J.; Berndes, G.; Dhamija, P.; Dong, H.; Gabrielle, B.; Goss Eng, A.; Lucht, W.; Mapako, M.; et al. Bioenergy. In IPCC Special Report on Renewable Energy Sources and Climate Change Mitigation; Edenhofer, O., Pichs-Madruga, R., Sokona, Y., Seyboth, K., Matschoss, P., Kadner, S., Zwickel, T., Eickemeier, P., Hansen, G., Schlömer, S., von Stechow, C., Eds.; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]
- Kopetz, H. Build a biomass energy market. Nature 2013, 494, 29. [Google Scholar] [CrossRef] [PubMed]
- Majer, S.; Thrän, D. Biomass Resources and Sustainability Issues for a Flexible Bioenergy Provision. In Smart Bioenergy: Technologies and Concepts for a More Flexible Bioenergy Provision in Future Energy Systems; Thrän, D., Ed.; Springer International Publishing: Cham, Switzerland, 2015; pp. 33–48. [Google Scholar]
- Uddin, M.N.; Techato, K.; Taweekun, J.; Rahman, M.M.; Rasul, M.G.; Mahlia, T.M.I.; Ashrafur, S.M. An Overview of Recent Developments in Biomass Pyrolysis Technologies. Energies 2018, 11, 3115. [Google Scholar] [CrossRef]
- Greinert, A.; Mrówczyńska, M.; Szefner, W. The Use of Waste Biomass from the Wood Industry and Municipal Sources for Energy Production. Sustainability 2019, 11, 3083. [Google Scholar] [CrossRef]
- Bunce, M.; Snyder, D.; Adi, G.; Hall, C.; Koehler, J.; Davila, B.; Kumar, S.; Garimella, P.; Santon, D.; Shaver, G. Optimization of soy-biodiesel combustion in a modern diesel engine. Fuel 2011, 90, 2560–2570. [Google Scholar] [CrossRef]
- Mofijur, M.; Rizwanul Fattah, I.M.; Senthil Kumar, P.; Arafat Siddiki, S.Y.; Ashrafur Rahman, S.M.; Ahmed, S.F.; Ong, H.C.; Lam, S.S.; Badruddin, I.A.; Yunus Khan, T.M.; et al. Bioenergy recovery potential through the treatment of the meat processing industry waste in Australia. J. Environ. Chem. Eng. 2021, 9, 105657. [Google Scholar] [CrossRef]
- Civitarese, V.; Acampora, A.; Sperandio, G.; Assirelli, A.; Picchio, R. Production of Wood Pellets from Poplar Trees Managed as Coppices with Different Harvesting Cycles. Energies 2019, 12, 2973. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Sánchez, J.; Curt, M.D.; Sanz, M.; Fernández, J. A proposal for pellet production from residual woody biomass in the island of Majorca (Spain). AIMS Energy 2015, 3, 480–504. [Google Scholar] [CrossRef]
- Whittaker, C.; Shield, I. Factors a_ecting wood, energy grass and straw pellet durability—A review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
- Karkania, V.; Fanara, E.; Zabaniotou, A. Review of sustainable biomass pellets production—A study for agricultural residues pellets’ market in Greece. Renew. Sustain. Energy Rev. 2012, 16, 1426–1436. [Google Scholar] [CrossRef]
- Lamers, P.; Hoefnagels, R.; Junginger, M.; Hamelinck, C.; Faaij, A. Global solid biomass trade for energy by 2020: An assessment of potential import streams and supply costs to North-West Europe under di_erent sustainability constraints. GCB Bioenergy 2015, 7, 618–634. [Google Scholar] [CrossRef]
- Sultana, A.; Kumar, A. Ranking of biomass pellets by integration of economic, environmental and technical factors. Biomass Bioenergy 2012, 39, 344–355. [Google Scholar] [CrossRef]
- Gaur, S. Reed, T. Thermal Data For Natural and Synthetic Fuels; Marcel Dekker: New York, NY, USA, 1998; 259p. [Google Scholar]
- Niedziółka, I. Możliwości wykorzystania biomasy roślinnej do produkcji brykietów i peletów. Wieś Jutra 2010, 8/9, 18–20. [Google Scholar]
- Obernberger, I.; Thek, G. The Pellet Handbook: The Production and Thermal Utilisation of Pellets; Earthscan: London, UK, 2010; 592p. [Google Scholar]
- Arshadi, M.; Gref, R.; Geladi, P.; Dahlqvist, S.-A.; Lestander, T. The influence of raw material characteristics on the industrial pelletizing process and pellet quality. Fuel Process. Technol. 2008, 89, 1442–1447. [Google Scholar] [CrossRef]
- Shafizadeh, F. The chemistry of pyrolysis and combustion: The chemistry of solid wood. In Advances in Chemistry Series; Rowell, R.M., Ed.; American Chemical Society: Washington, DC, USA, 1984. [Google Scholar]
- Tarasov, D.; Shahi, C.; Leitch, M. Effect of Additives on Wood Pellet Physical and Thermal Characteristics: A Review. Int. Sch. Res. Not. 2013, 2013, 876939. [Google Scholar] [CrossRef]
- Leckner, B.; Karlsson, M. Gaseous emissions from circulating fluidized bed combustion of wood. Biomass Bioenergy 1993, 4, 379–389. [Google Scholar] [CrossRef]
- Poskart, A.; Szwaja, S.; Magdziarz, A.; Musiał, D.; Zajemska, M. Rola biomasy toryfikowanej na rynku tradycyjnych paliw kopalnych Rynek. Energii 2018, 1, 65–71. [Google Scholar]
- Kratofil, M.; Zarzycki, R.; Kobyłecki, R.; Bis, Z. Badania procesu toryfikacji biomasy. Polityka Energetyczna 2014, 17, 137–146. [Google Scholar]
- Williams, O.; Taylor, S.; Lester, E.; Kingman, S.; Giddings, D.; Eastwic, C. Applicability of Mechanical Tests for Biomass Pellet Characterisation for Bioenergy Applications. Materials 2018, 11, 1329. [Google Scholar] [CrossRef]
- Theerarattananoon, K.; Xua, F.; Wilsonb, J.; Ballardc, R.; Mckinneyb, L.; Staggenborgc, S.; Vadlanib, P.; Peid, Z.J.; Wang, D. Physical properties of pellets made from sorghum stalk, corn stover, wheat straw, and big bluestem. Ind. Crops Prod. 2011, 33, 325–332. [Google Scholar] [CrossRef]
- Oveisi-Fordiie, E. Durability of Wood Pellets; University of British Columbia: Vancouver, BC, Canada, 2011. [Google Scholar]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Bradfield, J.; Levi, M. Effect of species and wood to bark ratio on pelleting of southern woods. For. Prod. J. 1984, 34, 61–63. [Google Scholar]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sørensen, L.H. Toward an Understanding of Controlling Parameters in Softwood and Hardwood Pellets Production. Energy Fuel 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Nguyen, Q.N.; Cloutier, A.; Achim, A.; Stevanovic, T. Effect of process parameters and raw material characteristics on physical and mechanical properties of wood pellets made from sugar maple particles. Biomass Bioenergy 2015, 80, 338–349. [Google Scholar] [CrossRef]
- Alberici, S.; Boeve, S.; van Breevoort, P.; Deng, Y.; Förster, S.; Gardiner, A.; van Gastel, V.; Grave, K.; Groenenberg, H.; de Jager, D.; et al. Subsidies and Costs of EU Energy; Final Report; European Commission: Brussels, Belgium, 2014; Available online: https://ec.europa.eu/energy/en/content/inal-report-ecofys (accessed on 12 January 2019).
- Schipfer, F.; Kranzl, L.; Olsson, O.; Lamers, P. The European wood pellets for heating market—Price developments, trade and market efficiency. Energy 2020, 212, 118636. [Google Scholar] [CrossRef]
- Saracoglu, N.; Gunduz, G. Wood Pellets—Tomorrow's Fuel for Europe. Energy Sources Part A Recovery Util. Environ. Eff. 2009, 31, 1708–1718. [Google Scholar] [CrossRef]
- Haruna, N.Y.; Afzalb, M.T. Effect of Particle Size on Mechanical Properties of Pellets Made from Biomass. Blends. Proc. Eng. 2016, 148, 93–99. [Google Scholar] [CrossRef]
- Gravelsins, A.; Muižniece, I.; Blumberga, A.; Blumberga, D. Economic sustainability of pellet production in Latvia. Energy Proc. 2017, 142, 531–537. [Google Scholar] [CrossRef]
- Supin, M. Wood Processing and Furniture Manufacturing Challenges on the World Market: Wood Pellet Global Market Development; WoodEMA, i.a.—International Association for Economics and Management in Wood Processing and Furniture Manufacturing; Forest Products Society: LaGrange, GA, USA, 2015; pp. 255–260. Available online: https://www.researchgate.net/publication/286443751_Wood_Pellet_Global_Market_Development (accessed on 13 July 2021).
- Acda, M.N.; Jara, A.A.; Daracan, V.C.; Devera, E.E. Opportunities and Barriers to Wood Pellet Trade in the Philippines. Ecosyst. Dev. J. 2016, 6, 27–31. [Google Scholar]
- Calderón, C.; Colla, M.; Jossart, J.-M.; Hemeleers, N.; Cancian, G.; Aveni, N.; Caferri, C. Bioenergy Europe Statistical Report 2019, Report Pellet. Available online: https://epc.bioenergyeurope.org/wp-content/uploads/2020/02/SR19_Pellet_final-web-1.pdf (accessed on 8 January 2021).
- Verhoest, C.; Ryckmans, Y. Industrial Wood Pellets Report. 2012. Available online: http://www.bpa-intl.com/images/stories/present-1/PELLCERT%20-%20Industrial%20Wood%20Pellets%20Report%20(2012).pdf (accessed on 5 March 2019).
- Mroziński, A. Analiza Konstrukcji Peleciarek Do Aglomerowania Biomasy Na Cele Energetyczne. AEBIOM Eur. Stow. Biomasy 2016, 66–72. [Google Scholar]
- Kamińska, A. Method for Incereasing the Calorific Value for Fragmented Wood Biomass; Wydawnictwo Politechniki Krakowskiej: Kraków, Ukraine, 2011; pp. 22–27. [Google Scholar]
- Mannu, A.; Garroni, S.; Porras, J.I.; Mele, A. Available Technologies and Materials for Waste Cooking Oil Recycling. Processes 2020, 8, 366. [Google Scholar] [CrossRef]
- European Waste Catalogue. Code Number 20 01 25. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:02000D0532-20150601&from=EN (accessed on 10 February 2020).
- Journal of Laws 2001 No. 62 Item 628 Waste Act Dated 27 April 2001. Available online: http://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=wdu20010620628 (accessed on 29 January 2021).
- Awogbemi, O.; Onuh, E.I.; Inambao, F.L. Comparative study of properties and fatty acid composition of some neat vegetable oils and waste cooking oils. Int. J. Low Carbon Technol. 2019, 14, 417–425. [Google Scholar] [CrossRef]
- Mannu, A.; Ferro, M.; Colombo Dugoni, G.; Panzeri, W.; Petretto, G.L.; Urgeghe, P.; Mele, A. Recycling of Waste Cooking Oils: Variation of the Chemical Composition during Water Treatment. Preprints 2019, 160, 842–847. [Google Scholar]
- Polish Committee for Standardisation. Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes—Part 1: Pellets; PN-EN 17831-1:2016-02; Polish Committee for Standardisatio: Warsaw, Poland, 2016. [Google Scholar]
- Polish Committee for Standardisation. Solid Biofuels—Determination of Total Carbon, Hydrogen and Nitrogen Content—Instrumental Methods; PN-EN 15104:2011; Polish Committee for Standardisatio: Warsaw, Poland, 2011. [Google Scholar]
- Polish Committee for Standardisation. Solid Biofuels—Determination of Ash Content; PN-EN ISO 18122:2016-01; Polish Committee for Standardisatio: Warsaw, Poland, 2016. [Google Scholar]
- Polish Committee for Standardisation. Solid Biofuels—Determination of Volatile Content; PN-EN ISO 18123:2016-01; Polish Committee for Standardisatio: Warsaw, Poland, 2016. [Google Scholar]
- Polish Committee for Standardisation. Solid Biofuels—Determination of Calorific Value; PN-EN ISO 18125:2017-07; Polish Committee for Standardisatio: Warsaw, Poland, 2017. [Google Scholar]
- BS ISO 3310-2:2013 Test Sieves—Technical Requirements and Testing Part 2: Test Sieves of Perforated Metal Plate 2013; The British Standards Institution: London, UK, 2013.
- Craven, J.M.; Swithenbank, J.; Sharifi, V.N.; Peralta-Solorio, D.; Kelsall, G.; Sage, P. Hydrophobic coatings for moisture stable wood pellets. Biomass Bioenergy 2015, 80, 278–285. [Google Scholar] [CrossRef]
- Mišljenović, N.; Mosbye, J.; Schüller, R.B.; Lekang, O.-I.; Salas-Bringas, C. Physical quality and surface hydration properties of wood based pellets blended with waste vegetable oil. Fuel Process. Technol. 2015, 134, 214–222. [Google Scholar] [CrossRef]
- Ståhl, M.; Berghel, J.; Granström, K. Improvement of wood fuel pellet quality using sustainable sugar additives. Bioresources 2016, 11, 3373–3383. [Google Scholar] [CrossRef]
- Ahn, B.J.; Chang, H.-s.; Lee, S.M.; Choi, D.H.; Cho, S.T.; Han, G.-s.; Yang, I. Effect of binders on the durability of wood pellets fabricated from Larix kaemferi C. and Liriodendron tulipifera L. sawdust. Renew. Energy 2014, 62, 18–23. [Google Scholar] [CrossRef]
- Lehmann, B.; Schröder, H.-W.; Wollenberg, R.; Repke, J.-U. Effect of miscanthus addition and different grinding processes on the quality of wood pellets. Biomass Bioenergy 2012, 44, 150–159. [Google Scholar] [CrossRef]
- Kuokkanen, M.; Vilppo, T.; Kuokkanen, T.; Stoor, T.; Niinimaki, J. Additives in wood pellets. Bioresour. J. 2011, 6, 4331–4355. [Google Scholar]
- Berghel, J.; Frodeson, S.; Granström, K.; Renström, R.; Ståhl, M.; Nordgren, D.; Tomani, P. The effects of kraft lignin additives on wood fuel pellet quality, energy use and shelf life. Fuel Process Technol. 2013, 112, 64–69. [Google Scholar] [CrossRef]
- Lu, D.; Tabil, L.G.; Wang, D.; Wang, G.; Emami, S. Experimental trials to make wheat straw pellets with wood residue and binders. Biomass Bioenergy 2014, 69, 287–296. [Google Scholar] [CrossRef]
- Emami, S.; Tabil, L.; Adapa, P. Effect of glycerol on densification of agricultural biomass. Int. J. Agric. Biol. Eng. 2015, 8, 64–73. [Google Scholar]
- Thapa, S.; Johnson, D.; Liu, P.; Canam, T. Algal biomass as a binding agent for the densification of miscanthus. Waste Biomass Valorization 2015, 6, 91–95. [Google Scholar] [CrossRef]
- Bala-Litwiniak, A.; Radomiak, H. Possibility of the Utilization of Waste Glycerol as an Addition to Wood Pellets. Waste Biomass Valorization 2019, 10, 2193–2199. [Google Scholar] [CrossRef]
- Chavalparit, O.; Ongwandee, M.; Trangkaprasith, K. Production of Pelletized Fuel from Biodiesel-Production Wastes: Oil Palm Fronds and Crude Glycerin. Eng. J. 2013, 17, 61–70. [Google Scholar] [CrossRef]
- Gądek, W. Badania nad Zastosowaniem Haloizytu Jako Dodatku Paliwowego do Biomasy; Politechnika Śląska: Gliwice, Poland, 2019; pp. 12–29. [Google Scholar]
- Acda, M.N.; Devera, E.E. Physico–chemical properties of wood pellets from forest residues. J. Trop. For. Sci. 2014, 26, 589–595. [Google Scholar]
- Kazimierski, P.; Kardaś, D. Wpływ temperatury na bilans węgla, wodoru oraz azotu w produktach pirolizy odpadowych zrębek brzozowych. Inżynieria I Apar. Chem. 2016, 3, 97–99. [Google Scholar]
- Janus, P.; Kosowska-Golachowska, M.; Sieradzka, M. Analiza procesu toryfikacji przy użyciu mikrofal jako nowoczesna metoda waloryzacji biomasy. Rynek Energii 2019, 4, 48–54. [Google Scholar]
- Sharizal Sirrajudin, M.; Mat Rasat, M.S.; Wahab, R.; Mohamad Amini, M.H.; Azhar Ibrahim, M.; Elham, P. Influence of glycerin on energy properties o fuel pellets from oil palm fronds of agricultural residues. In Proceedings of the 2nd Kuala Lumpur International Agriculture, Forestry and Plantation, Kuala Lumpur, Malaysia, 20–21 February 2016. [Google Scholar]
- Baker, A.J. Wood fuel properties and fuel products from woods. In Fuelwood Management and Utilization Seminar; Michigan State University: East Lansing, MI, USA, 1983; pp. 14–25. [Google Scholar]
- Demirbas, A. Relationships between lignin contents and heating values of biomass. Energy Convers. Menag. 2001, 42, 183–188. [Google Scholar] [CrossRef]
- Guo, W.; Lim, J.C.; Bi, X.; Sokhansanj, S.; Melin, S. Determination of effective thermal conductivity and specific heat capacity of wood pellets. Fuel 2013, 103, 347–355. [Google Scholar] [CrossRef]
- Guo, W.; Lim, J.C.; Melin, S. Thermal Conductivity of Pellets; University of British Columbia: Vancouver, BC, Canada, 2009. [Google Scholar]
- Nosek, R.; Jandăcka, J.; Holubcik, M. Increasing the Melting Temperature of Ash by Adding Different Types of Additives into Wood Pellets; Care Tech 2011; University of Zilina: Zilina, Slovakia, 2011. [Google Scholar]
- Król, D.; Poskrobko, S.; Tokarz, Z.; Gościk, J.; Wasiak, A. The fuel biomass about raised caloricity. Arch. Waste Manag. Environ. Prot. 2017, 19, 11–16. [Google Scholar]
- Sarker, T.; Nanda, S.; Dalai, A.K.; Meda, V. A Review of Torrefaction Technology for Upgrading Lignocellulosic Biomass to Solid Biofuels. BioEnergy Res. 2021, 14, 1–25. [Google Scholar] [CrossRef]
- Tian, X.; Dai, L.; Wang, Y.; Zeng, Z.; Zhang, S.; Jiang, L.; Yang, X.; Yue, L.; Liu, Y.; Ruan, R. Influence of torrefaction pretreatment on corncobs: A study on fundamental characteristics, thermal behavior, and kinetic. Bioresour Technol. 2020, 297, 122490. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Wang, F.; Zhang, A.; Yi, W.; Li, Z.; Shen, X. Effect of pretreatment on chemical characteristic and thermal degradation behavior of corn stalk digestate: Comparison of dry and wet torrefaction. Bioresour. Technol. 2019, 275, 239–246. [Google Scholar] [CrossRef]
- Cardona, S.; Gallego, L.J.; Valencia, V.; Martínez, E.; Rios, L.A. Torrefaction of eucalyptus-tree residues: A new method for energy and mass balances of the process with the best torrefaction conditions. Sustain Energy Technol. Assess 2019, 31, 17–24. [Google Scholar] [CrossRef]
- Matali, S.; Rahman, N.A.; Idris, S.S.; Yaacob, N.; Alias, A.B. Lignocellulosic biomass solid fuel properties enhancement via torrefaction. Proc. Eng. 2016, 148, 671–678. [Google Scholar] [CrossRef]
- Zhang, S.; Dong, Q.; Zhang, L.; Xiong, Y. Effects of water washing and torrefaction on the pyrolysis behavior and kinetics of rice husk through TGA and Py-GC/MS. Bioresour. Technol. 2016, 199, 352–361. [Google Scholar] [CrossRef]
- Rudolfsson, M.; Borén, E.; Pommer, L.; Nordin, A.; Lestander, T.A. Combined effects of torrefaction and pelletization parameters on the quality of pellets produced from torrefied biomass. Appl. Energy 2017, 191, 414–424. [Google Scholar] [CrossRef]
- Wang, L.; Barta-Rajnai, E.; Skreiberg, Ø.; Khalil, R.; Czégény, Z.; Jakab, E.; Barta, Z.; Grønli, M. Effect of torrefaction on physiochemical characteristics and grindabilityof stem wood, stump and bark. Appl. Energy 2018, 227, 137–148. [Google Scholar] [CrossRef]
- Bai, X.; Wang, G.; Sun, Y.; Yu, Y.; Liu, J.; Wang, D.; Wang, Z. Effects of combined pretreatment with rod-milled and torrefaction on physicochemical and fuel characteristics of wheat straw. Bioresour. Technol. 2018, 267, 38–45. [Google Scholar] [CrossRef] [PubMed]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).