1. Introduction
The management and valorization of crude glycerol and animal fat residues have become an important issue in the last decade. The growth of biodiesel industry in Portugal has generated large quantities of crude glycerol. Crude glycerol is characterized by containing up to 80% (
w/
w) of glycerol (C
3H
8O
3) with the remaining 20% composed of methanol, water, non-glycerol organic matter (MONG), and salts. In 2019, the Portuguese biodiesel industry generated 39,279 t of crude glycerol, a by-product that represents 10% (
w/
w) of the conventional process. The incorporation of 55% (
w/
w) of waste materials in the raw material causes several fluctuations in the conventional process of biodiesel production and results in a real decrease of crude glycerol commercial value due to the reduction of its purity. For this reason, the chemical and physical characteristics of crude glycerol are no longer attractive for crude glycerol purification, due to its high economic and energetic costs. The sale of this low purity by-product is not an economically interesting solution. At this moment, the biodiesel industry faces several adversities in order to find alternatives of crude glycerol valorization [
1].
In Portugal, the leather industry has also a remarkable impact in the national market. In this sector, one of the wastes with significant impact results from the mechanical operation is called hide fleshing and it is estimated that 30–35 t/day of these wastes were produced in 2019. The thermal hydrolysis of fleshing results into two phases, a protein hydrolysate and animal fat. The fat phase represents 30%–40% (w/w) of the hide fleshing production, with an estimated fat production between 2178 and 3388 t/year. Regarding animal fat, the usual valorization solutions for this kind of waste could be its transesterification for biodiesel or green diesel production. However, the process is limited, since it might cause a final product with high CFPP (cold filter plugging point) value, or its direct burning, which is not a feasible option due to the restrictions in the national law. Therefore, there is no viable alternative for its valorization.
Gasification is a thermochemical process of partial oxidation, which allows the conversion of high content carbon and hydrogen feedstock into value-added products, such as producer gas (mainly composed by H
2, CO, CO
2, and CH
4) and residual fractions of char and tars [
2].
Although there are some studies, either simulation or experimental, on technical glycerol gasification, crude glycerol gasification is not yet sufficiently studied, especially regarding non-catalyzed fixed bed gasification using steam as a gasification agent.
The influence of bed temperature, water/glycerol ratio, and feed flow rate, on the performance of non-catalyzed crude glycerol steam gasification has been studied by Sabio et al. [
3] and Suero et al. [
4]. Dou et al. compared the effect of temperature on crude and technical glycerol steam gasification, using a fixed-bed reactor with and without dolomite as catalyst [
5].
Regarding the catalytic glycerol gasification approach there are many other studies. In such studies [
6,
7,
8,
9,
10] the authors synthesized nickel-based catalysts in order to study glycerol steam reforming, with a special emphasis on the effect of temperature on the overall process, H
2 selectivity, and glycerol conversion yields. Yus et al. [
11] provided a different perspective to this field, since they used a two-zone fluidized bed reactor for the glycerol steam reforming, in order to prevent catalyst deactivation by coke. Rémon et al. [
12] carried out a detailed study of crude glycerol steam reforming, covering the entire process from glycerol purification to catalytic gasification by itself.
Concerning animal fat gasification, it is not easy to find published works. There are some studies on gasification of oils [
13,
14,
15] and about animal fat pyrolysis such as Zhang et al. [
16] or Ben Hassen-Trabelsi et al. [
17], but studies involving the co-gasification of both crude glycerol and animal fat were not found.
A typical gasification process involves several complex and sequential steps, from drying, devolatilization to homogeneous and heterogeneous reactions. After the devolatilization step, the released products will participate in the homogeneous and heterogeneous gasification reactions. Equation (1) represents a typical hydrocarbon steam reforming global reaction [
2,
18].
The global steam reforming reaction for glycerol (Equation (2)) results from the combination of water-gas shift reaction (Equation (3)) and glycerol decomposition (Equation (4)) [
2,
19,
20].
The gasification process follows a complex reaction mechanism. Some of the reactions that can occur in this type of thermochemical process are listed below [
2,
19,
20]:
Steam char reaction or H
2O gasification:
Tar reactions:
Based on product fractions and producer gas composition, the following gasification parameters were defined in order to assess the co-gasification performance [
2]:
Carbon conversion efficiency (%):
where
A is the total molar flow (kmol/s) of carbon-bearing components (CO
2, CO, CH
4) present in the producer gas,
MMc is the molar mass of carbon (kg/mol),
and
are the carbon mass fraction (kg/kg) of organic matter in crude glycerol (glycerol and MONG) and the carbon mass fraction (kg/kg) in animal fat, respectively.
. is the mass feed flow rate of crude glycerol (kg/s) and
is the mass feed flow rate of animal fat (kg/s).
Hydrogen conversion efficiency (%):
where
B is the total molar flow (kmol/s) of hydrogen-bearing components (H
2, CH
4) present in the producer gas,
MMH is the hydrogen molar mass (kmol/kg), and
. is the hydrogen mass fraction (kg/kg) of glycerol and animal fat.
Dry gas yield (m
3/kg):
where
is the volumetric flow rate (m
3/s) of producer gas (0 °C, 1 atm).
The HHVg is the higher heating value of the producer gas (kJ/m3) and HHVi is the higher heating value (kJ/kg) of glycerol and animal fat. The efficiency of cold gas (Equation (16)) should not be understood as an indicator of the overall thermal efficiency of the process, since the way it was defined does not include the energy needed to produce steam and heat the reactor. This indicator is a measure of the chemical energy conversion of the raw material.
Higher heating value of producer gas:
where
yi is the volumetric fraction of component
i present in the producer gas and
HHVi is its higher heating value (kJ/kg).
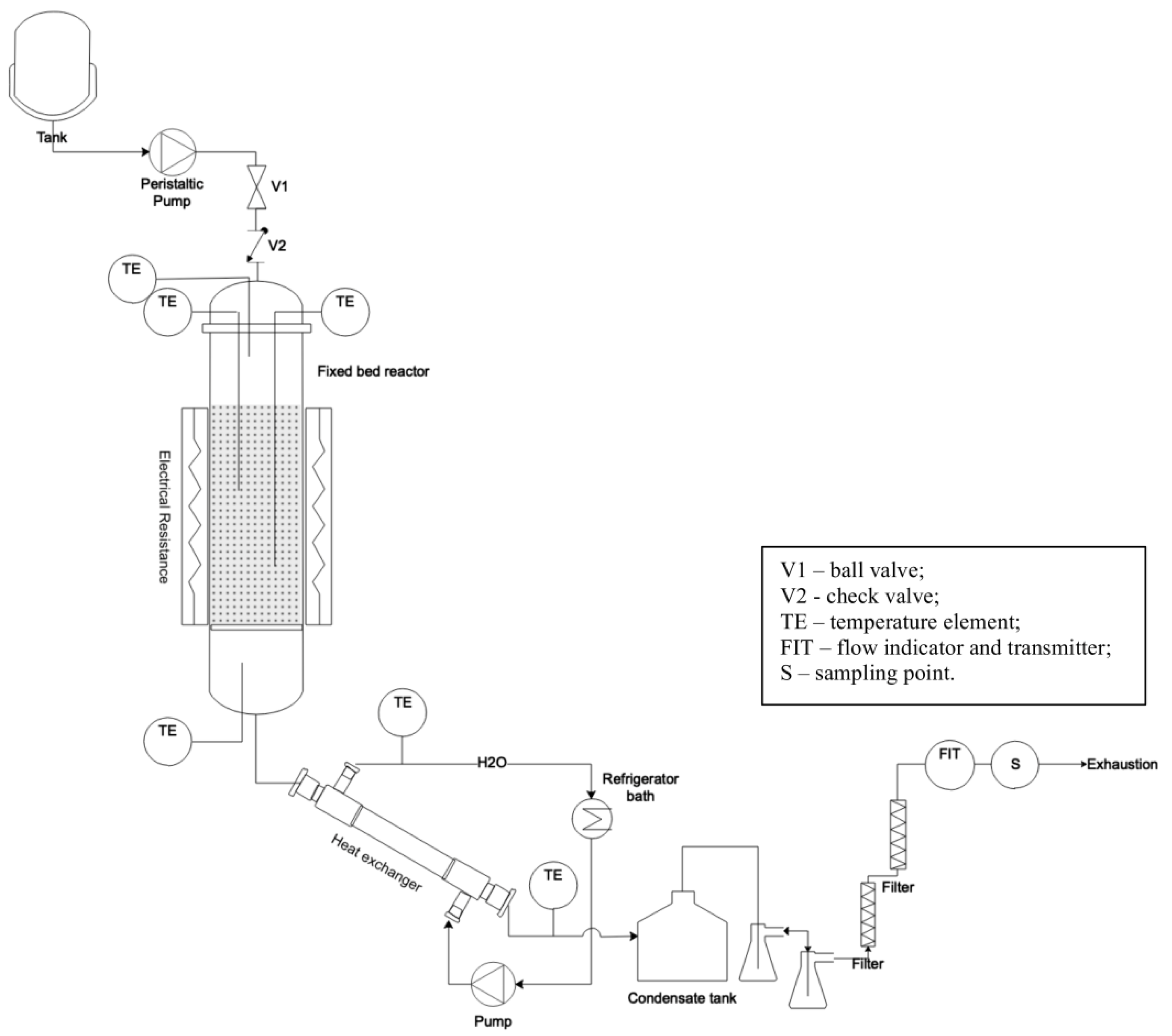
In order to solve real problems of national industries and to find a solution that enables the management and treatment of these by-products/wastes, the present work aims to study glycerol/animal fat co-gasification using a fixed bed reactor and steam as gasification agent. The effect of temperature and fat content on the feed was evaluated. The gasification process was quantified in terms of producer gas composition and its higher heating value, carbon and hydrogen conversion efficiency, dry gas yield, and cold gas efficiency. The main purpose of this type of thermochemical procedure is the optimization of the overall process in order to produce a value-added gaseous fuel.
3. Results and Discussion
3.1. Effect of Gasification Temperature
The effect of temperature on the average volumetric composition of producer gas is shown in
Figure 2. The increase of bed temperature resulted in an increase of H
2 and CO
2, and a decrease of CO and CH
4 volumetric concentrations in producer gas composition. Along the tested temperatures, H
2 concentration increased from 37% to 53% (
v/
v), CO
2 increased from 9% to 13% (
v/
v), CO decreased from 39% to 27% (
v/
v), and CH
4 decreased from 15% to 11% (
v/
v). As a consequence of composition evolution, an increase of H
2/CO ratio from 0.94 to 1.96 was observed, with the temperature rise. This behavior may be explained through a typical gasification mechanism. In the first step of the gasification process, devolatilization seems to be crucial for thermal decomposition of large hydrocarbons molecules into lower molecular weight compounds, which will participate, on both, gasification reactions and tar reactions (Equations (10)–(13)). Water-gas shift (Equation (3)) has also a well-known role in the process up to 850 °C, and from this temperature on, methane steam reforming (Equations (7) and (8)) and methane dry reforming (Equation (9)) become more significant.
The effect of temperature on the gasification parameters was assessed. In the range of tested temperatures, a rise of carbon and hydrogen conversion efficiencies were observed with the increase of temperature (
Figure 3). The evolution of hydrogen conversion efficiency with the gasification temperature presented a higher slope than the carbon conversion efficiency. The carbon conversion efficiency increased from 59.5% to 75.8% and the hydrogen conversion efficiency increased from 42.5% to 76.6%.
The increase of temperature from 800 to 950 °C also caused an increase of both the cold gas efficiency and the dry gas yield (
Figure 4). The cold gas efficiency increased from 72.2% to 105.2% and the dry gas yield increased from 0.9 to 1.4 m
3/kg. Values higher than 100% for cold gas efficiency can be expected when steam is used as gasification agent, because steam dissociation can also contribute to the increase of hydrogen concentration on the producer gas [
21]. The increase of those parameters is related with the increase of gas phase production, with the rise of temperature. The high content of water in the feed (52%) also contributes to this behavior as it potentiates the tar and methane reforming reactions at higher temperatures.
The producer gas higher heating value decreased with the temperature rise, from 15.8 to 14.5 MJ/m
3 (
Figure 5), as a consequence of the behavior observed in the composition of the producer gas (
Figure 2). As the temperature increases a decrease in the concentration of CH
4 and CO was observed, and an increase in the concentration of H
2 in the producer gas. As the individual HHVs of CO and H
2 are of the same order of magnitude, the reduction seen in the HHV of the producer gas is essentially related to the decrease in the concentration of CH
4, the component with the highest individual HHV.
With this preliminary study, good results were obtained for the co-gasification parameters of crude glycerol/fat mixtures. However, in the following tests, it was decided to reduce the incorporation of fat in the fat/glycerol mixtures to reduce the experimental difficulties found in obtaining a homogeneous feed flow with the existing experimental set up. Furthermore, it is known that the ratio between the amount of this fat residue and the amount of crude glycerol produced, per year, in Portugal, is around 3%.
3.2. Effect of Fat Content in the Feed
Two fat/glycerol mixtures were tested with 3% and 5% (w/w d.b.) of fat and with the same organic matter/H2O ratio of 1.65% and 38% (w/w) of water. Considering the annual production of animal fat and glycerol, it appears that a fat incorporation rate in the crude glycerol varying between 5.2% and 8.0% (w/w d.b.) would allow to exhaust all the produced fat and solve the problem of the management and treatment of this waste. As, in practice, it is not expected that this scenario will be possible to implement, it was decided to study two incorporation rates up to 5% (w/w).
The obtained results were compared with those obtained in the steam reforming of treated crude glycerol using a mixture with the same ratios of C/H2O and H/H2O but with an organic matter/H2O ratio of 1.89% and 35% (w/w) of water
During the experimental tests the dry gas phase mass flow rate was measured, and at the end of each test the final mass of liquid phase produced was weighed. The liquid phase mass flow rate was estimated using the mass of liquid and the time of the test. The solid phase was estimated by mass difference. The results obtained for the phase yields are presented in
Figure 6. Although these results are largely affected by experimental uncertainty (error bars represent the standard deviation which varied between 0.4% and 5.3%), they reflect the behavior of the gasification process.
Increasing fat content in the mixture, from 3% (w/w) to 5% (w/w), results in a reduction of gas phase yield and an increase in the solid phase yield. On average, the gas phase yield was between 50% and 60%, the liquid phase yield between 30% and 50%, and the solid phase yield was below 10%.
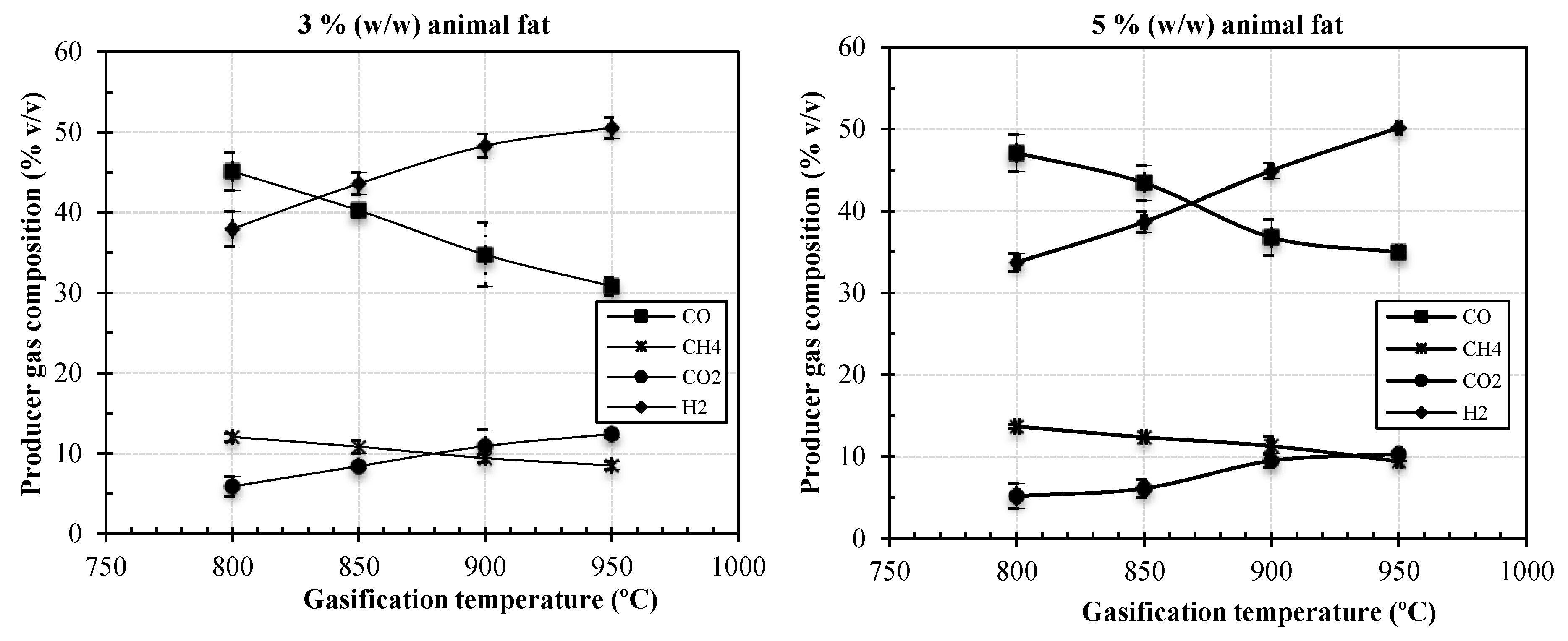
In
Figure 7, for all the tested conditions, the results obtained for the evolution of producer gas composition in the co-gasification tests are presented. The increase of fat content in the feed from 3% to 5% (
w/
w) results in a decrease of H
2 and CO
2 concentrations and an increase of CO and CH
4 concentrations in the producer gas. For the highest temperature tested and for the mixture with 3% (
w/
w) of fat, mean concentration (
v/
v) values of 51% for H
2, 31% for CO, 9% for CH
4, and 12% for CO
2 were obtained in the producer gas.
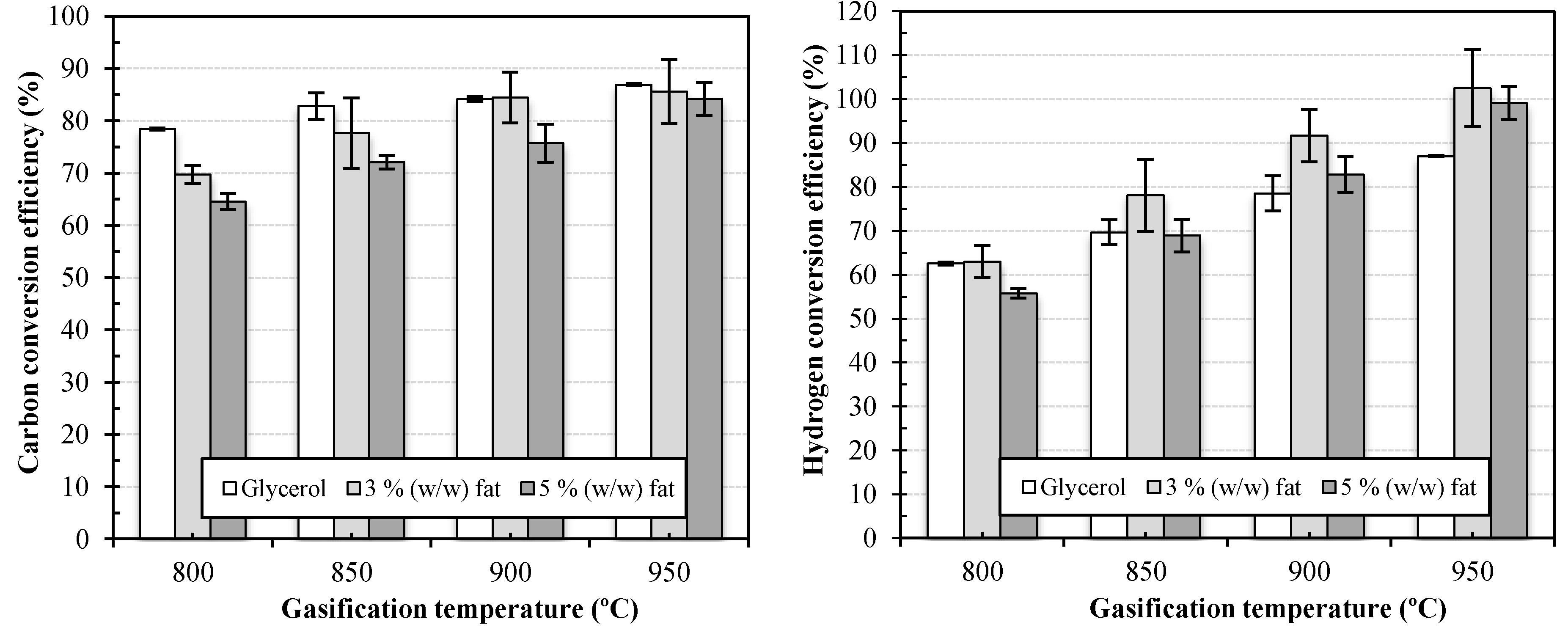
Concerning the gasification parameters, the results have shown a reduction of mean values of carbon and hydrogen conversion efficiencies and dry gas yield with the increase of fat content in the feed (
Figure 8 and
Figure 9). Considering that all the tests were performed with fat/glycerol mixtures with the same C/H
2O mass ratio, it seems that mixtures with higher carbon content from heavier chain hydrocarbons present more difficulties in the gasification process. A reduction in all the previous mentioned gasification parameters were observed with the increase of fat content in the feed from 3% to 5% (
w/
w). However, this difficulty seems to be minimized with the increase of temperature and a reduction of this effect was observed at the highest tested temperature (950 °C). The best results were obtained with the 3% (
w/
w) fat mixture and maximum values of 85.5%, 102.5%, and 1.35 m
3/kg were obtained for carbon and hydrogen conversion efficiencies and dry gas yield, respectively.
The decrease of carbon and hydrogen conversion efficiencies, with the increase of fat content from 3% to 5% (w/w), may be related to the increase of solid phase yield observed when increasing fat content in the feed. When steam is used as the gasification agent the gasification efficiency can reach values above 100% because, in these circumstances, the dissociation of steam can contribute to the increase of the hydrogen concentration in the production gas. The reduction of dry gas yield seems to be associated with the reduction of gas phase yield, measured when the fat content in the feed was increased.
The results also show that incorporating small amounts of animal fat to the feed causes a slight reduction in carbon conversion efficiency (
Figure 8), when compared with the values obtained in the gasification of treated glycerol/water mixtures. However, this effect was attenuated with the increase of bed temperature and for the tests performed at 950 °C carbon conversion efficiency values of the same order of magnitude (85%) were obtained.
Regarding the remaining two gasification parameters, it was found that, in general, low rates of incorporation of fat in the feed contribute to the increase of the overall obtained values. These values are on average about 10%–15% higher than those obtained in the treated crude glycerol steam reforming.
Regarding higher heating value of the producer gas (
Figure 10), an increase of its value was observed with the increase of fat content in the feed mixture from 3% to 5% (
w/
w). This behavior is correlated with the rise in the CO and CH
4 volumetric concentrations and the decrease in the H
2 concentration in the producer gas, detected with the increase of fat content in the mixture. The individual HHV value of CO is similar to that of H
2 and the individual HHV value of CH
4 is much higher than these. Thus, the behavior observed in the evolution of concentrations tends to raise the producer gas HHV.
The efficiency of cold gas is a parameter that measures the chemical energy conversion of the raw material and it was observed that the increase in the fat content in the feed from 3% to 5% (
w/
w) promotes the reduction of its value (
Figure 10). The decrease in the produced gas flow rate also seems to be the explanation for this reduction. However, at temperatures above 900 °C, the reduction in the difference of results observed for this gasification parameter can be explained by the increase of
HHV difference of the producer gas obtained between mixtures with 3% and 5% (
w/
w) of fat. The highest values (118%) were obtained at tests performed at 950 °C. Taking into account how cold gas efficiency was defined, given by Equation (17), it is possible to obtain values higher than 100% if steam is used as a gasification agent. Additionally, at higher temperatures, the liquid phase yields were lower than the feed water percentage (38%
w/
w), showing that vapor dissociation may contribute to hydrogen production. Under these conditions, the increase in energy of producer gas due to the contribution of hydrogen from water may outweigh the energy losses through the produced tars and char.
The difference in the observed results between the steam reforming of glycerol and the co-gasification of fat/glycerol mixtures was unexpected and may partly be due to experimental uncertainty. However, as the differences in behavior are systematic, this can also result from the different initial composition of the gas phase resulting from the pyrolysis process of raw materials with different chemical compositions. This fact can affect the chemical kinetics during the gasification process. Further testing is needed to confirm this trend.
4. Conclusions
The study of crude glycerol/animal fat co-gasification using a fixed bed reactor and steam as gasification agent was performed in order to understand the effect of gasification temperature and fat content in feedstock on overall gasification performance.
For all the tested gasification temperatures and using a mixture of 10% (w/w) of fat with a C/H2O mass ratio of 0.45, there was a decrease in the concentration of CO and CH4 and an increase in concentration of H2 and CO2 in the producer gas, with increasing gasification temperature. The increase of bed temperature also contributed to the increase of both carbon and hydrogen conversion efficiencies, cold gas efficiency, and dry gas yield. As expected, the higher heating value of the gas decreased with the increase of bed temperature. Regarding the gasification parameters, maximum values of 76% and 77% were obtained for carbon and hydrogen conversion efficiencies, respectively, and values of 105%, 1.4 m3/kg, and 15 MJ/m3 were obtained for cold gas efficiency, dry gas yield, and producer gas higher heating value.
Regarding the study of the two fat/glycerol mixtures with the same C/H2O mass ratio of 0.72, the increase of fat content from 3% to 5% (w/w) in the feed mixture results in a decrease of H2 and CO2 concentrations and an increase of CO and CH4 concentrations in the producer gas. With the increase of fat content in the feed, the results have shown a reduction of mean values of carbon and hydrogen conversion efficiencies and dry gas yield, and an increase of HHV of producer gas. Although tests were not carried out with the necessary conditions to identify the optimal fat incorporation rate, better results were obtained with a fat incorporation rate of 3% (w/w) than with an incorporation rate of 5% (w/w). Best results were obtained at a bed temperature of 950 °C and 3% (w/w) of fat, with values 86% and 103%, for carbon and hydrogen conversion efficiencies, and 118%, 1.35 m3/kg, and 14 MJ/m3 for cold gas efficiency, dry gas yield, and producer gas higher heating value, respectively.
It was found that, at low rates of fat incorporation in the treated glycerol, there was a small increase of carbon and hydrogen conversion efficiencies, cold gas efficiency, and dry gas yield, when compared to the values obtained for the steam gasification of treated crude glycerol with the same order of magnitude of the raw material/H2O ratio and water content. Slightly lower values were obtained for the producer gas HHV.
The results revealed that the co-gasification of treated crude glycerol and animal fat mixtures seems to be a feasible technical option for the disposal of these two by-products.
As future work we intend to study the co-gasification of glycerol/fat mixtures using dolomite as a catalyst.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}