Scribing Method for Carbon Perovskite Solar Modules

 ,
, 

Abstract
1. Introduction
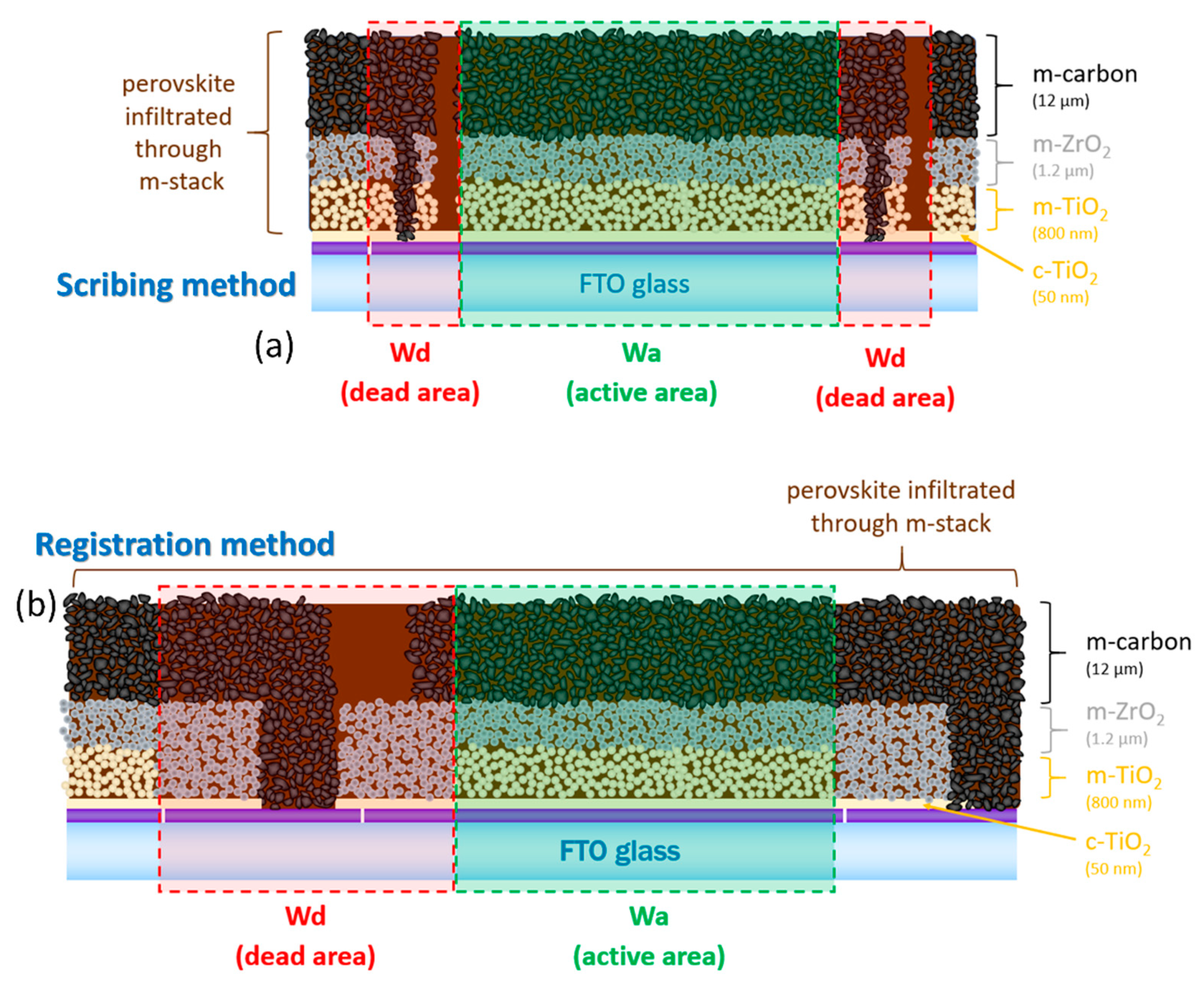
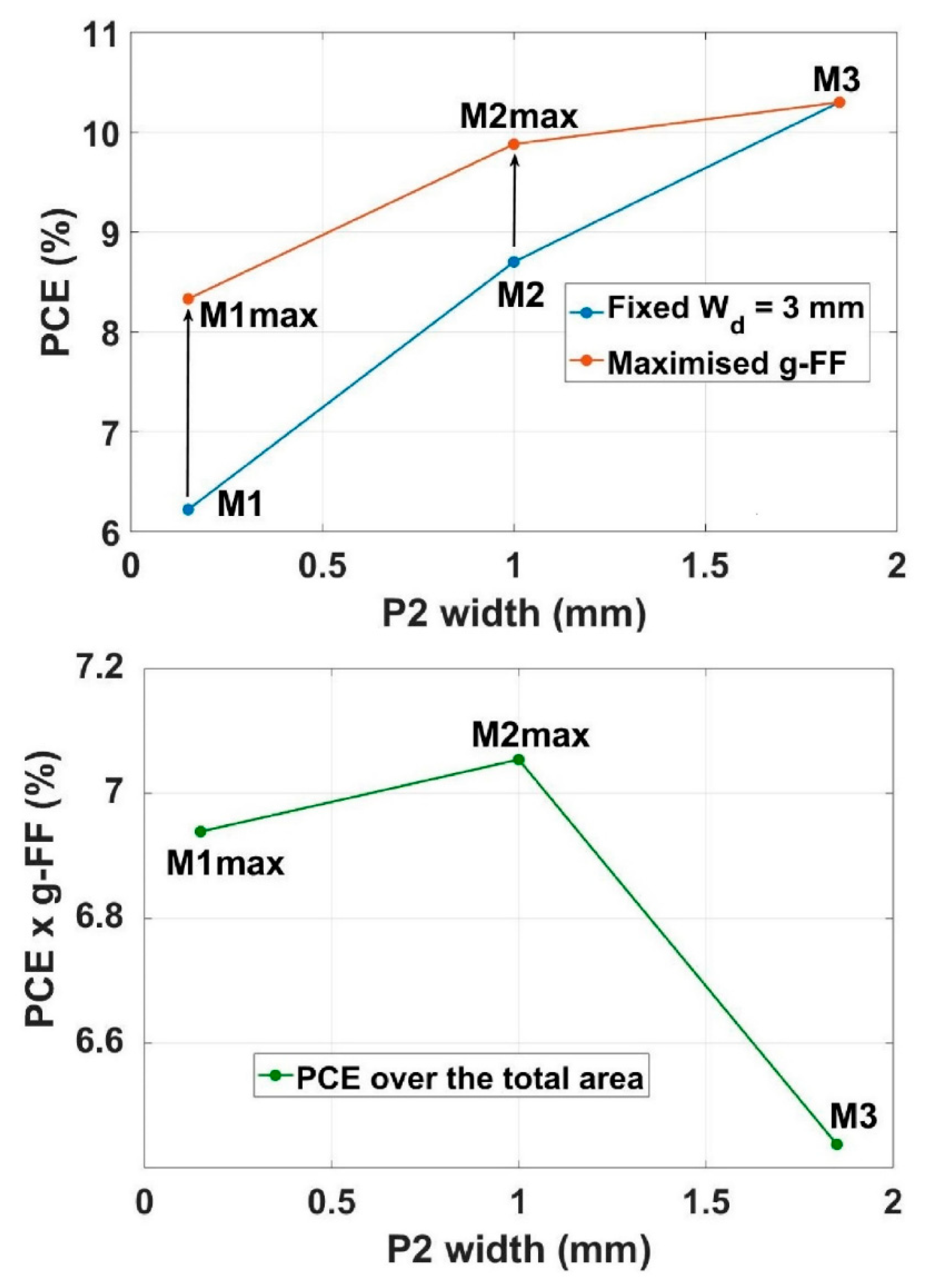
- the active area width (Wa), which is the result of a trade-off between PCE and the g-FF [18];
- the dead area width (Wd) or distance between the cells, which is limited by the manufacture method that is adopted and the contact area width;
- the contact area width, which reduces the contact resistance (Rc) but limits the minimization of the Wd.
2. Materials and Methods
2.1. Materials
2.2. Device Fabrication
2.3. Characterization
3. Results and Discussion
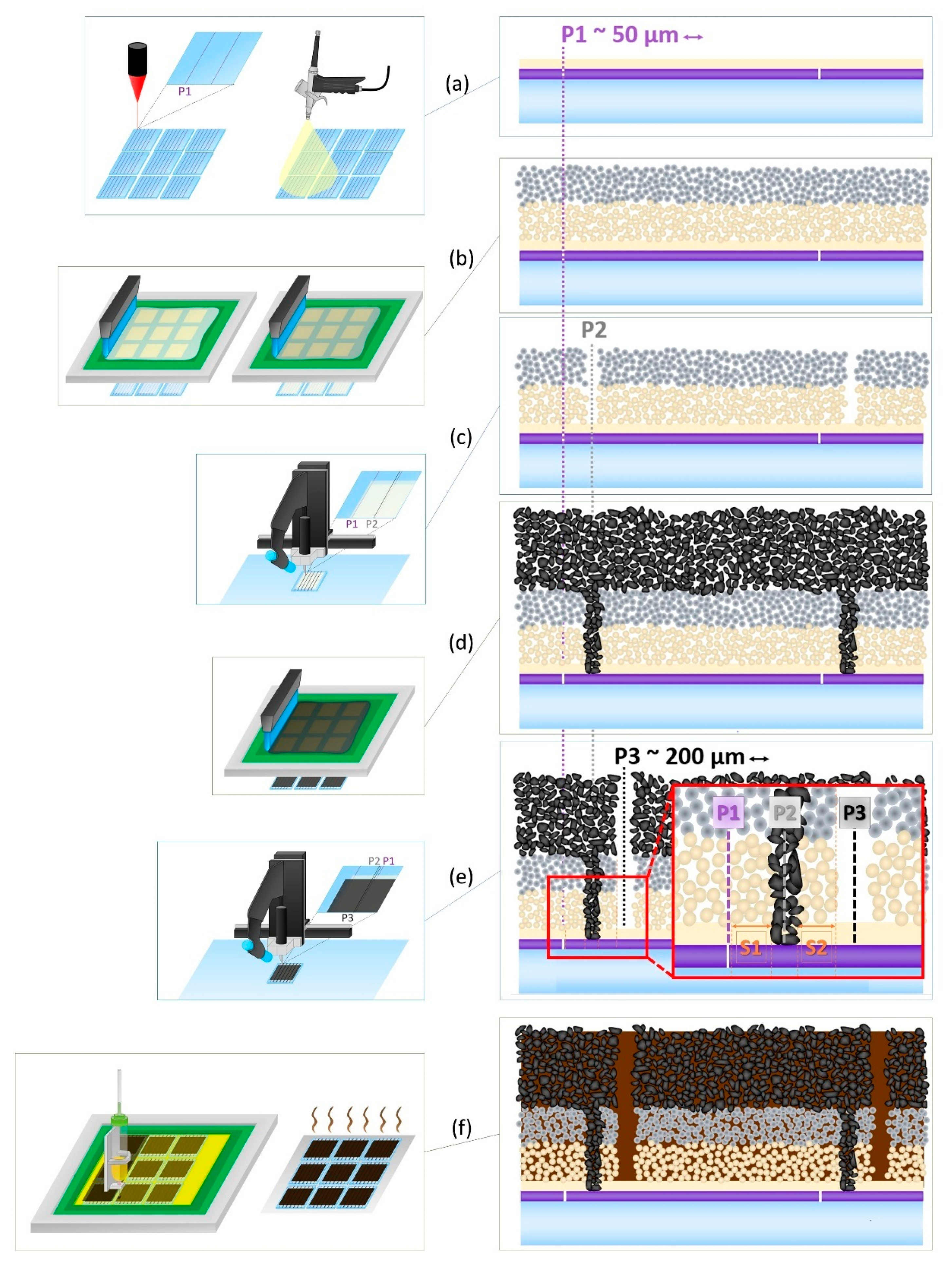
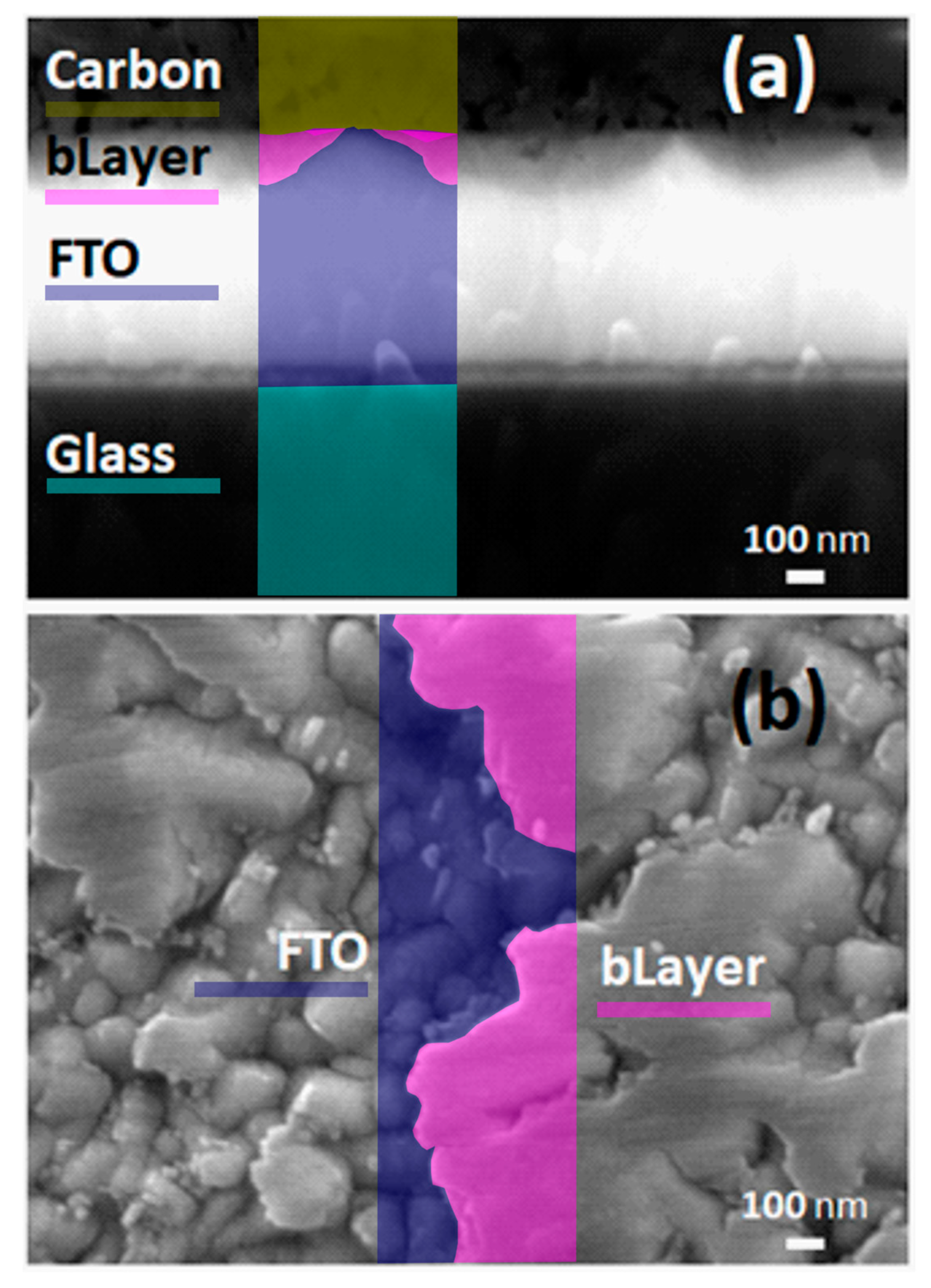
3.1. P2: TiO2/ZrO2 Removal
3.2. P3: TiO2/ZrO2/carbon Removal
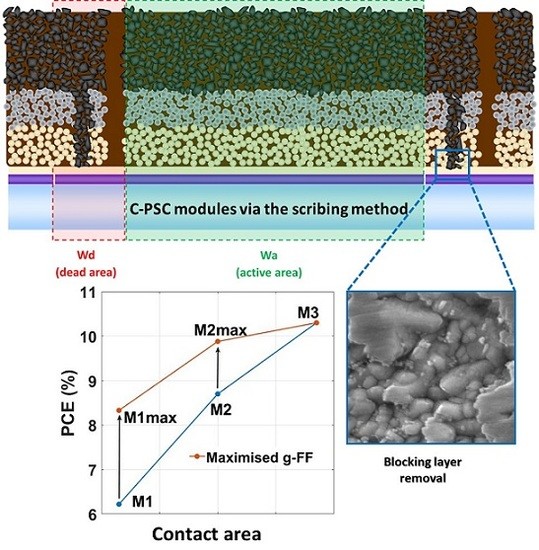
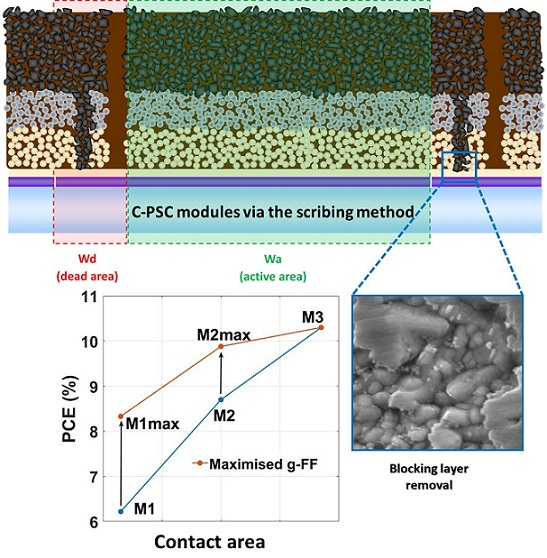
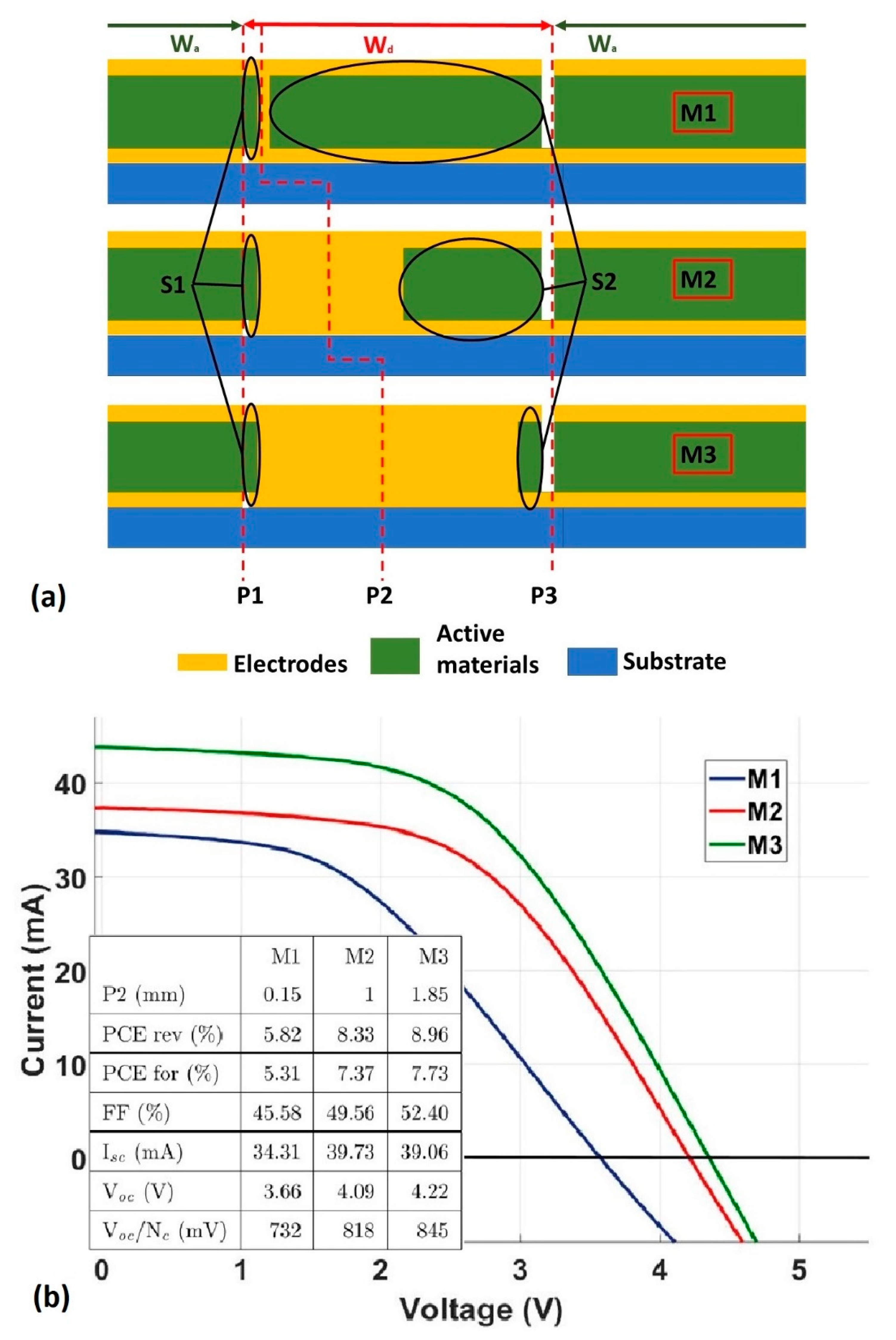
3.3. Module Design: the Effect of the Contact Area
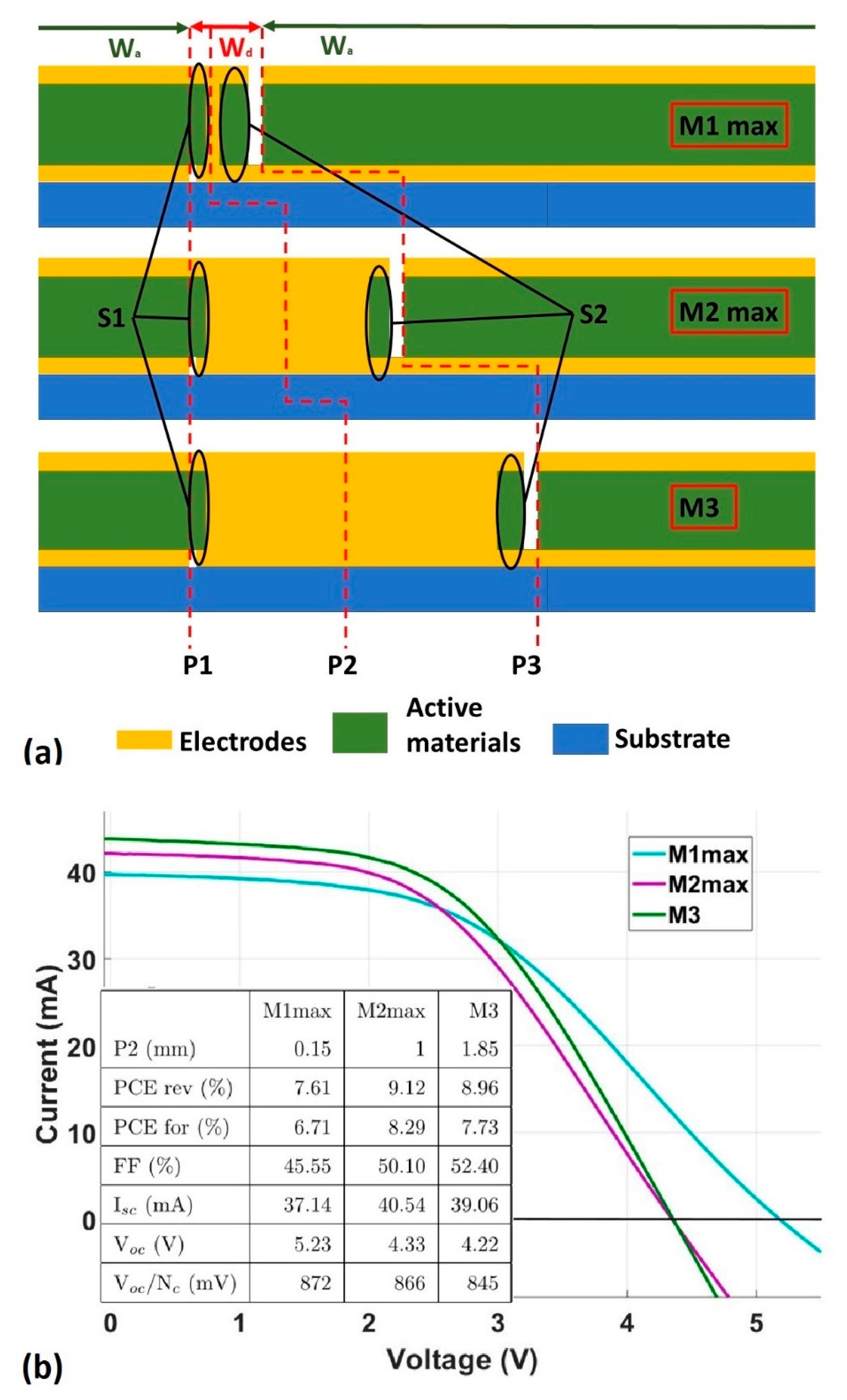
3.4. Module Design: Geometric Fill Factor Optimisation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Kojima, A.; Teshima, K.; Shirai, Y.; Miyasaka, T. Organometal halide perovskites as visible-light sensitizers for photovoltaic cells. J. Am. Chem. Soc. 2009, 131, 6050–6051. [Google Scholar] [CrossRef] [PubMed]
- Liu, M.; Johnston, M.B.; Snaith, H.J. Efficient planar heterojunction perovskite solar cells by vapour deposition. Nature 2013, 501, 395–398. [Google Scholar] [CrossRef] [PubMed]
- Baikie, T.; Fang, Y.; Kadro, J.M.; Schreyer, M.; Wei, F.; Mhaisalkar, S.; Graetzel, M.; White, T.J. Synthesis and crystal chemistry of the hybrid perovskite (CH3NH3)PbI3 for solid-state sensitised solar cell applications. J. Mater. Chem. A 2013, 1, 5628. [Google Scholar] [CrossRef]
- Ku, Z.; Rong, Y.; Xu, M.; Liu, T.; Han, H. Full Printable Processed Mesoscopic CH3NH3PbI3/TiO2 Heterojunction Solar Cells with Carbon Counter Electrode. Sci. Rep. 2013, 3, 3132. [Google Scholar] [CrossRef]
- Chen, H.; Yang, S. Carbon-Based Perovskite Solar Cells without Hole Transport Materials: The Front Runner to the Market? Adv. Mater. 2017, 29, 1603994. [Google Scholar] [CrossRef]
- Li, X.; Tschumi, M.; Han, H.; Babkair, S.S.; Alzubaydi, R.A.; Ansari, A.A.; Habib, S.S.; Nazeeruddin, M.K.; Zakeeruddin, S.M.; Grätzel, M. Outdoor Performance and Stability under Elevated Temperatures and Long-Term Light Soaking of Triple-Layer Mesoporous Perovskite Photovoltaics. Energy Technol. 2015, 3, 551–555. [Google Scholar] [CrossRef]
- Grancini, G.; Roldán-Carmona, C.; Zimmermann, I.; Mosconi, E.; Lee, X.; Martineau, D.; Narbey, S.; Oswald, F.; De Angelis, F.; Graetzel, M.; et al. One-Year stable perovskite solar cells by 2D/3D interface engineering. Nat. Commun. 2017, 8, 15684. [Google Scholar] [CrossRef]
- Baker, J.; Hooper, K.; Meroni, S.M.P.; Pockett, A.; McGettrick, J.; Wei, Z.; Escalante, R.; Oskam, G.; Carnie, M.J.; Watson, T. High throughput fabrication of mesoporous carbon perovskite solar cells. J. Mater. Chem. A 2017, 5, 18643–18650. [Google Scholar] [CrossRef]
- Péan, E.V.; De Castro, C.S.; Dimitrov, S.; De Rossi, F.; Meroni, S.; Baker, J.; Watson, T.; Davies, M.L. Investigating the Superoxide Formation and Stability in Mesoporous Carbon Perovskite Solar Cells with an Aminovaleric Acid Additive. Adv. Funct. Mater. 2020, 30, 1909839. [Google Scholar] [CrossRef]
- Liu, L.; Mei, A.; Liu, T.; Jiang, P.; Sheng, Y.; Zhang, L.; Han, H. Fully Printable Mesoscopic Perovskite Solar Cells with Organic Silane Self-Assembled Monolayer. J. Am. Chem. Soc. 2015, 137, 1790–1793. [Google Scholar] [CrossRef]
- Tian, C.; Mei, A.; Zhang, S.; Tian, H.; Liu, S.; Qin, F.; Xiong, Y.; Rong, Y.; Hu, Y.; Zhou, Y.; et al. Oxygen management in carbon electrode for high-performance printable perovskite solar cells. Nano Energy 2018, 53, 160–167. [Google Scholar] [CrossRef]
- Liu, S.; Huang, W.; Liao, P.; Pootrakulchote, N.; Li, H.; Lu, J.; Li, J.; Huang, F.; Shai, X.; Zhao, X.; et al. 17% efficient printable mesoscopic PIN metal oxide framework perovskite solar cells using cesium-containing triple cation perovskite. J. Mater. Chem. A 2017, 5, 22952–22958. [Google Scholar] [CrossRef]
- Yates, H.; Meroni, S.; Raptis, D.; Hodgkinson, J.; Watson, T. Flame assisted chemical vapour deposition NiO hole transport layers for mesoporous carbon perovskite cells. J. Mater. Chem. C 2019, in press. [Google Scholar] [CrossRef]
- Yates, H.M.; Hodgkinson, J.L.; Meroni, S.M.P.; Richards, D.; Watson, T.M. Flame Assisted Chemical Vapour Deposition of NiO hole transport layers for planar perovskite cells. Surf. Coat. Technol. 2020, 385, 125423. [Google Scholar] [CrossRef]
- Priyadarshi, A.; Haur, L.J.; Fu, D.; Kulkarni, S.; Xing, G.; Mhaisalkar, S.; Murray, P.; Sum, T.C.; Mathews, N. A large area (70 cm2) monolithic perovskite solar module with a high efficiency and stability. Energy Environ. Sci. 2016, 9, 3687–3692. [Google Scholar] [CrossRef]
- Hu, Y.; Si, S.; Mei, A.; Rong, Y.; Liu, H.; Li, X.; Han, H. Stable Large-Area (10 × 10 cm2) Printable Mesoscopic Perovskite Module Exceeding 10% Efficiency. Sol. RRL 2017, 1, 1600019. [Google Scholar] [CrossRef]
- De Rossi, F.; Baker, J.; Beynon, D.; Hooper, K.; Meroni, S.M.P.; Williams, D.; Wei, Z.; Yasin, A.; Charbonneau, C.; Jewell, E.; et al. All Printable Perovskite Solar Modules with 198 cm2 Active Area and Over 6% Efficiency. Adv. Mater. Technol. 2018, 3, 1800156. [Google Scholar] [CrossRef]
- Mouhamad, Y.; Meroni, S.M.P.; De Rossi, F.; Baker, J.; Watson, T.; Searle, J.; Jewell, E. Geometrical optimization for high efficiency carbon perovskite modules. Sol. Energy 2019, 187, 129–136. [Google Scholar] [CrossRef]
- Razza, S.; Di Giacomo, F.; Matteocci, F.; Cinà, L.; Palma, A.L.; Casaluci, S.; Cameron, P.J.; D’Epifanio, A.; Licoccia, S.; Reale, A.; et al. Perovskite solar cells and large area modules (100 cm2) based on an air flow-assisted PbI2blade coating deposition process. J. Power Sources 2015, 277, 286–291. [Google Scholar] [CrossRef]
- Moon, S.J.; Yum, J.-H.; Lofgren, L.; Walter, A.; Sansonnens, L.; Benkhaira, M.; Nicolay, S.; Bailat, J.; Ballif, C. Laser-scribing patterning for the production of organometallic halide perovskite solar modules. IEEE J. Photovolt. 2015, 5, 1087–1092. [Google Scholar] [CrossRef]
- Rakocevic, L.; Gehlhaar, R.; Merckx, T.; Qiu, W.; Paetzold, U.W.; Fledderus, H.; Poortmans, J. Interconnection Optimization for Highly Efficient Perovskite Modules. IEEE J. Photovolt. 2017, 7, 404–408. [Google Scholar] [CrossRef]
- Palma, A.L.; Matteocci, F.; Agresti, A.; Pescetelli, S.; Calabro, E.; Vesce, L.; Christiansen, S.; Schmidt, M.; Di Carlo, A. Laser-Patterning Engineering for Perovskite Solar Modules with 95% Aperture Ratio. IEEE J. Photovolt. 2017, 7, 1674–1680. [Google Scholar] [CrossRef]
- Calabrò, E.; Matteocci, F.; Palma, A.L.; Vesce, L.; Taheri, B.; Carlini, L.; Pis, I.; Nappini, S.; Dagar, J.; Battocchio, C.; et al. Low temperature, solution-processed perovskite solar cells and modules with an aperture area efficiency of 11%. Sol. Energy Mater. Sol. Cells 2018, 185, 136–144. [Google Scholar] [CrossRef]
- Matteocci, F.; Cinà, L.; Di Giacomo, F.; Razza, S.; Palma, A.L.; Guidobaldi, A.; D’Epifanio, A.; Licoccia, S.; Brown, T.M.; Reale, A.; et al. High efficiency photovoltaic module based on mesoscopic organometal halide perovskite. Prog. Photovolt. Res. Appl. 2016, 24, 436–445. [Google Scholar] [CrossRef]
- Qiu, W.; Merckx, T.; Jaysankar, M.; De La Huerta, C.M.; Rakocevic, L.; Zhang, W.; Paetzold, U.W.; Gehlhaar, R.; Froyen, L.; Poortmans, J.; et al. Pinhole-free perovskite films for efficient solar modules. Energy Environ. Sci. 2016, 9, 484–489. [Google Scholar] [CrossRef]
- Meroni, S.M.P.; Mouhamad, Y.; De Rossi, F.; Pockett, A.; Baker, J.; Escalante, R.; Searle, J.; Carnie, M.J.; Jewell, E.; Oskam, G.; et al. Homogeneous and highly controlled deposition of low viscosity inks and application on fully printable perovskite solar cells. Sci. Technol. Adv. Mater. 2018, 19, 1–9. [Google Scholar] [CrossRef]
- Smith, B.; Troughton, J.; Lewis, A.; McGettrick, J.; Pockett, A.; Carnie, M.; Charbonneau, C.; Pleydell-Pearce, C.; Searle, J.; Warren, P.; et al. Mass Manufactured Glass Substrates Incorporating Prefabricated Electron Transport Layers for Perovskite Solar Cells. Adv. Mater. Interfaces 2019, 6, 1801773. [Google Scholar] [CrossRef]
- Hooper, K.E.A.; Lee, H.K.H.; Newman, M.J.; Meroni, S.M.P.; Baker, J.; Watson, T.; Tsoi, W.C. Probing the degradation and homogeneity of embedded perovskite semiconducting layers in photovoltaic devices by Raman spectroscopy. Phys. Chem. Chem. Phys. 2014, 19, 5246–5253. [Google Scholar] [CrossRef]
- Tress, W.; Yavari, M.; Domanski, K.; Yadav, P.; Niesen, B.; Baena, J.P.C.; Hagfeldt, A.; Graetzel, M. Interpretation and evolution of open-circuit voltage, recombination, ideality factor and subgap defect states during reversible light-soaking and irreversible degradation of perovskite solar cells. Energy Environ. Sci. 2018, 11, 151–165. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modules | P2 mm | g-FF % | Wa mm | Wd mm | S1 mm | S2 mm | Nc | PCE % | PCE Average % |
|---|---|---|---|---|---|---|---|---|---|
| M1 | 0.15 | 62.5 | 5 | 3 | 0.3 | 2.3 | 5 | 6.22 | 5.82 ± 0.32 |
| M2 | 1 | 62.5 | 5 | 3 | 0.3 | 1.45 | 5 | 8.70 | 8.33 ± 0.33 |
| M3 | 1.85 | 62.5 | 5 | 3 | 0.3 | 0.6 | 5 | 10.29 | 8.96 ± 0.84 |
| Modules | P2 mm | g-FF % | Wa mm | Wd mm | S1 mm | S2 mm | Nc | PCE % | PCE Average % |
|---|---|---|---|---|---|---|---|---|---|
| M1max | 0.15 | 83.3 | 5 | 1 | 0.3 | 0.3 | 6 | 8.33 | 7.61 ± 0.81 |
| M2max | 1 | 71.4 | 5 | 2 | 0.3 | 0.45 | 5 | 9.88 | 9.12 ± 0.94 |
| M3 | 1.85 | 62.5 | 5 | 3 | 0.3 | 0.6 | 5 | 10.29 | 8.96 ± 0.84 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meroni, S.M.P.; Hooper, K.E.A.; Dunlop, T.; Baker, J.A.; Worsley, D.; Charbonneau, C.; Watson, T.M. Scribing Method for Carbon Perovskite Solar Modules. Energies 2020, 13, 1589. https://doi.org/10.3390/en13071589
Meroni SMP, Hooper KEA, Dunlop T, Baker JA, Worsley D, Charbonneau C, Watson TM. Scribing Method for Carbon Perovskite Solar Modules. Energies. 2020; 13(7):1589. https://doi.org/10.3390/en13071589
Chicago/Turabian StyleMeroni, Simone M. P., Katherine E. A. Hooper, Tom Dunlop, Jenny A. Baker, David Worsley, Cecile Charbonneau, and Trystan M. Watson. 2020. "Scribing Method for Carbon Perovskite Solar Modules" Energies 13, no. 7: 1589. https://doi.org/10.3390/en13071589
APA StyleMeroni, S. M. P., Hooper, K. E. A., Dunlop, T., Baker, J. A., Worsley, D., Charbonneau, C., & Watson, T. M. (2020). Scribing Method for Carbon Perovskite Solar Modules. Energies, 13(7), 1589. https://doi.org/10.3390/en13071589