Experimental Study on the Mechanical Properties of Biomass Briquettes from a Mixture of Rice Husk and Pine Sawdust


Abstract

1. Introduction
2. Materials and Methods
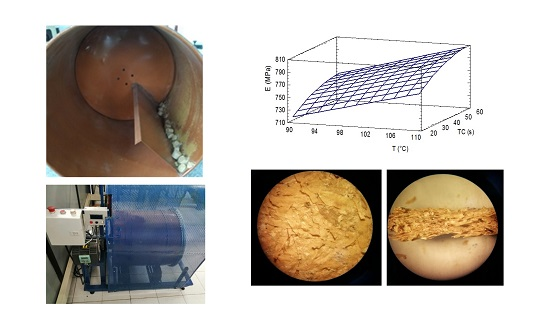
2.1. Biomass Preparation
2.2. Test to Determine Briquettes’ Density
2.3. Test to Determine the Mechanical Durability Index
2.4. Compression Test
2.5. Test to Determine Moisture Content
2.6. Microscopy
3. Results
3.1. Results for Briquettes’ Density
3.2. Results for Mechanical Durability Index
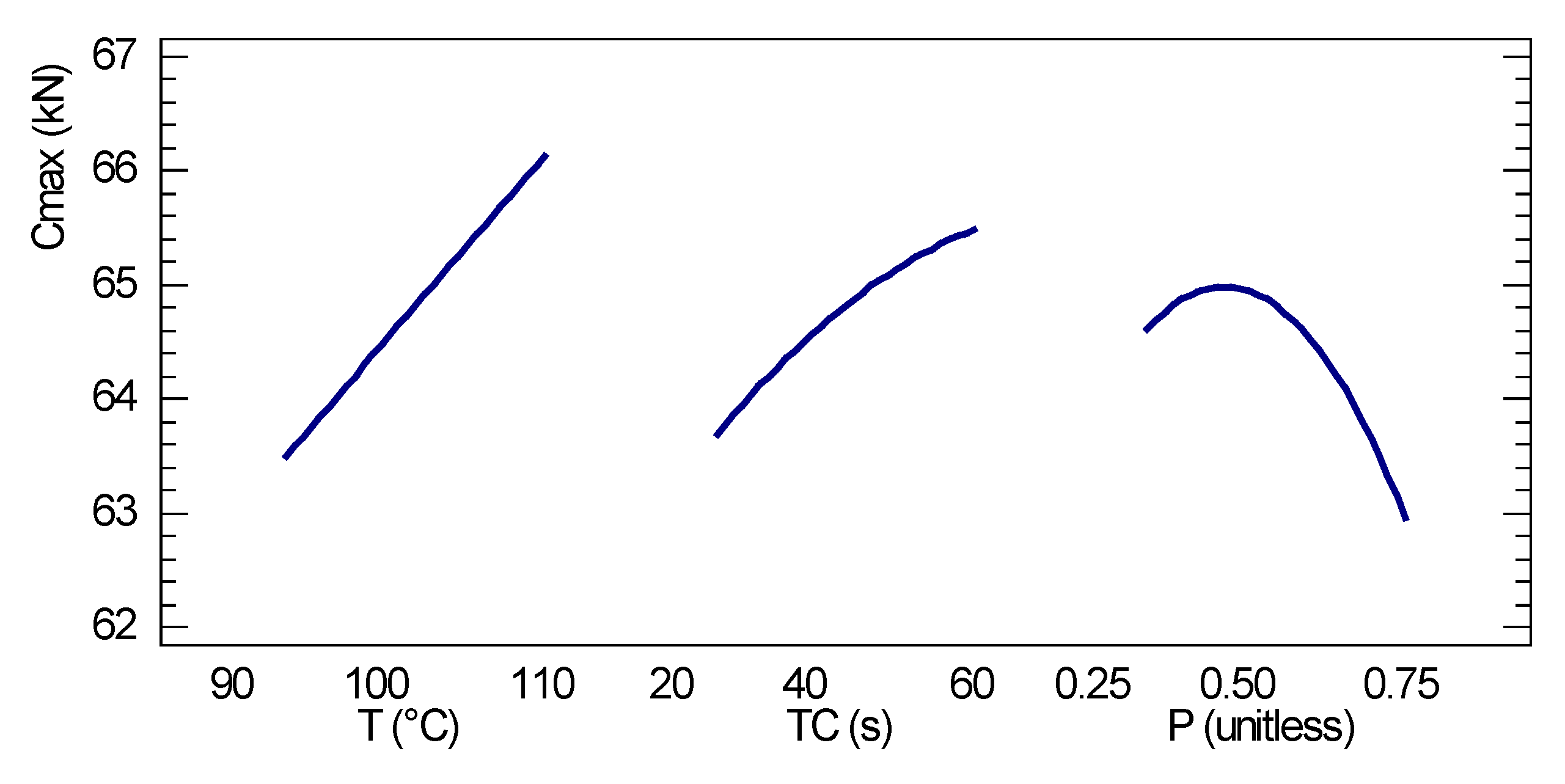
3.3. Results for Compressive Strength
3.4. Results for the Modulus of Elasticity
3.5. Results for Moisture Content
3.6. Results Obtained by Microscopy
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hernandez, A. Energy and Environmental Significance of Biomass in Colombia. Colomb. Agron. 1994, 11, 228–235. [Google Scholar]
- Lian, J.; Zhang, Y.; Ma, C.; Yang, Y.; Chaima, E.A. Review on recent sizing methodologies of hybrid renewable energy systems. Energy Convers. Manag. 2019, 199. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Peterson, T.; Sharma, N.; Shojaeiarani, J.; Bajwa, S.G. A review of densified solid biomass for energy production. Renew. Sustain. Energy Rev. 2018, 96, 296–305. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Valverde, A.; Sarria, L.; Monteagudo, J. Análisis comparativo de las características fisicoquímicas de la cascarilla de arroz. Sci. Et Tech. 2007, 13, 255–260. [Google Scholar]
- Prada, A.; Cortés, C.E. Thermal decomposition of rice husk: An alternative integral use. ORINOQUIA 2010, 14, 155–170. [Google Scholar]
- Chávez-Sifontes, M.; Domine, M.E. Lignin, Structure and applications: Depolymerization methods for obtaining aromatic derivatives of industrial interest. Cienc. E Ing 2013, 4, 15–46. [Google Scholar]
- Bernabé, R.; Avila, L.; Rutiaga, J. Chemical components of the wood of five species of pine from the municipality of Morelia, Michoacán. Wood For. 2013, 19, 21–35. [Google Scholar]
- Fonseca, M. Determination of the Chemical Composition of Candelillo Pine Wood (Pinus maximinoi HE Moore) from the Farm Rio Frio, Tactic, Alta Verapaz; Universidad de San Carlos de Guatemala: Guatemala City, Guatemala, 2006. [Google Scholar]
- Gendek, A.; Aniszewska, M.; Malaťák, J.; Velebil, J. Evaluation of selected physical and mechanical properties of briquettes produced from cones of three coniferous tree species. Biomass Bioenergy 2018, 117, 173–179. [Google Scholar] [CrossRef]
- Chou, C.S.; Lin, S.H.; Lu, W.C. Preparation and characterization of solid biomass fuel made from rice straw and rice bran. Fuel Process. Technol. 2009, 90, 980–987. [Google Scholar] [CrossRef]
- Lela, B.; Barišic, B.; Nizetic, S. Cardboard/sawdust briquettes as biomass fuel: Physical-mechanical and thermal characteristics. Waste Manag. 2015, 47, 236–245. [Google Scholar] [CrossRef] [PubMed]
- Muazu, R.; Stegemann, J. Effects of operating variables on durability of fuel briquettes from rice husks and corn cobs. Fuel Process. Technol. 2015, 133, 137–145. [Google Scholar] [CrossRef]
- Yank, A.; Ngadi, M.; Kok, R. Physical properties of rice husk and bran briquettes under low pressure densification for rural applications. Biomass Bioenergy 2016, 84, 22–30. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Constitutive model for densification of corn stover and switchgrass. Biosyst. Eng. 2009, 104, 47–63. [Google Scholar] [CrossRef]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sørensen, L.H. Towards an understanding of controlling parameters in softwood and hardwood pellets production. Energy Fuels 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Chen, Z.; Xu, Y.; Shivkumar, S. Microstructure and tensile properties of various varieties of rice husk. J. Sci. Food Agric. 2018, 98, 1061–1070. [Google Scholar] [CrossRef]
- UNE-EN ISO 18134-3: Determination of the Moisture Content. Drying Method in the Oven. Part 3: Sample Humidity for General Analysis; AENOR: Madrid, Spain, 2016.
- UNE-EN ISO 17831-2: Determination of the Mechanical Durability of Pellets and Briquettes—Part 2: Briquettes; AENOR: Madrid, Spain, 2016.
- Moliner, C.; Lagazzo, A.; Bosio, B.; Botter, R.; Arato, E. Production, Characterization, and Evaluation of Pellets from Rice Harvest Residues. Energies 2020, 13, 479. [Google Scholar] [CrossRef]
- ASABE s269.4. Cubes, Pellets, and Crumbles-Definitions and Methods for Determining Density, Durability and Moisture Content; ASABE: St. Joseph, MI, USA, 2007.
- ASTM International. Standard Test Methods of Compression Testing, ASTM E9-89; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Ndindeng, S.; Mbassi, J.; Mbacham, W.; Manful, J.; Graham-Acquaah, S.; Moreira, J.; Futakuchi, K. Quality optimization in briquettes made from rice milling by-products. Energy Sustain. Dev. 2015, 29, 24–31. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Ramírez-Gómez, Á.; Gallego, E.; Fuentes, J.M.; González-Montellano, C.; Ayuga, F. Values for particle-scale properties of biomass briquettes made from agroforestry residues. Particuology 2014, 12, 100–106. [Google Scholar] [CrossRef]
- Fortes, M.A.; Nogueira, M.T. The poison effect in cork. Mater. Sci. Eng. 1989, 122, 227–232. [Google Scholar] [CrossRef]
- Marmier, A.; Biesheuvel, S.; Elmalik, M.; Kirke, A.; Langhof, M.; Paiva, J.P.; Evans, K.E. Evidence of negative Poisson’s ratio in wood from finite element analysis and off-axis compression experiments. Mater. Lett. 2018, 210, 255–257. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Ultimate Tensile Strength * (MPa) | Modulus of Elasticity * (MPa) | Poisson Coefficient, νLR | Density (kg·m−3) |
|---|---|---|---|---|
| Pine | 78 | 6634 | 0.337 | 383 |
| Rice husk | 106 | 1500 | − | 1800 |
| Experimental Factor | Symbol | Real Value | Coded Value |
|---|---|---|---|
| Proportion (P, rice husk mass between total dough, [%]) | A | 25 | −1 |
| B | 50 | 0 | |
| C | 75 | +1 | |
| Compaction time (TC, [s]) | I | 20 | −1 |
| II | 40 | 0 | |
| III | 60 | +1 | |
| Temperature (T, [°C]) | L | 90 | −1 |
| H | 110 | +1 |
| Compaction Time | A | B | C | |||
|---|---|---|---|---|---|---|
| L | H | L | H | L | H | |
| I | AIL | AIH | BIL | BIH | CIL | CIH |
| II | AIIL | AIIH | BIIL | BIIH | CIIL | CIIH |
| III | AIIIL | AIIIH | BIIIL | BIIIH | CIIIL | CIIIH |
| Treatment | Briquettes Density (kg·m−3) | ||||||
|---|---|---|---|---|---|---|---|
| T (°C) | P (Unitless) | TC (s) | Maximum Density | Minimum Density | Average Density | Standard Deviation | CV (%) |
| 90 | 0.25 | 20 | 1174.9 | 1087.9 | 1136.1 | 24.8 | 2.2 |
| 90 | 0.25 | 40 | 1175.2 | 1118.3 | 1145.8 | 17.6 | 1.5 |
| 90 | 0.25 | 60 | 1178.0 | 1026.1 | 1141.3 | 34.6 | 3.0 |
| 90 | 0.50 | 20 | 1156.0 | 1077.5 | 1114.1 | 19.5 | 1.7 |
| 90 | 0.50 | 40 | 1168.9 | 1087.0 | 1129.1 | 22.3 | 2.0 |
| 90 | 0.50 | 60 | 1166.5 | 1100.1 | 1129.0 | 18.1 | 1.6 |
| 90 | 0.75 | 20 | 1157.8 | 1040.7 | 1099.8 | 29.4 | 2.7 |
| 90 | 0.75 | 40 | 1159.4 | 1056.2 | 1113.9 | 25.1 | 2.3 |
| 90 | 0.75 | 60 | 1151.6 | 1099.6 | 1124.4 | 16.7 | 1.5 |
| 110 | 0.25 | 20 | 1194.9 | 1138.7 | 1163.9 | 15.8 | 1.4 |
| 110 | 0.25 | 40 | 1215.0 | 1058.6 | 1170.3 | 35.8 | 3.1 |
| 110 | 0.25 | 60 | 1218.3 | 1149.8 | 1181.5 | 16.8 | 1.4 |
| 110 | 0.50 | 20 | 1181.2 | 1112.6 | 1152.4 | 20.8 | 1.8 |
| 110 | 0.50 | 40 | 1196.8 | 1108.6 | 1156.8 | 19.9 | 1.7 |
| 110 | 0.50 | 60 | 1205.3 | 1128.1 | 1164.6 | 17.0 | 1.5 |
| 110 | 0.75 | 20 | 1182.8 | 1056.6 | 1130.6 | 28.0 | 2.5 |
| 110 | 0.75 | 40 | 1167.7 | 1124.6 | 1144.3 | 13.4 | 1.2 |
| 110 | 0.75 | 60 | 1202.0 | 1120.4 | 1156.6 | 24.8 | 2.1 |
| Source | Sum of Squares | DoF | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| T | 73,399 | 1 | 73,399 | 180.79 | 0.0000 |
| TC | 13,491.3 | 1 | 13,491.3 | 33.23 | 0.0000 |
| P | 38,140.6 | 1 | 38,140.6 | 93.95 | 0.0000 |
| T·TC | 165.084 | 1 | 165.084 | 0.41 | 0.5242 |
| T·P | 0.7596 | 1 | 0.7596 | 0.00 | 0.9655 |
| TC2 | 304.502 | 1 | 304.502 | 0.75 | 0.3872 |
| TC·P | 1551.55 | 1 | 1551.55 | 3.82 | 0.0516 |
| P2 | 120.243 | 1 | 120.243 | 0.30 | 0.5867 |
| Total error | 107,179 | 264 | 405.98 | ||
| Total (corr.) | 273,119 | 287 |
| Treatment | Mechanical Durability Index (%) | ||||
|---|---|---|---|---|---|
| T (°C) | P (Unitless) | TC (s) | 1 | 2 | Mean |
| 90 | 0.25 | 20 | 98.59 | 98.71 | 98.7 |
| 90 | 0.25 | 40 | 98.84 | 98.47 | 98.7 |
| 90 | 0.25 | 60 | 98.62 | 99.07 | 98.8 |
| 90 | 0.50 | 20 | 97.56 | 96.52 | 97.0 |
| 90 | 0.50 | 40 | 97.46 | 97.70 | 97.6 |
| 90 | 0.50 | 60 | 97.21 | 97.13 | 97.2 |
| 90 | 0.75 | 20 | 94.44 | 96.44 | 95.4 |
| 90 | 0.75 | 40 | 93.22 | 96.95 | 95.1 |
| 90 | 0.75 | 60 | 96.24 | 95.77 | 96.0 |
| 110 | 0.25 | 20 | 98.98 | 98.61 | 98.8 |
| 110 | 0.25 | 40 | 99.16 | 99.24 | 99.2 |
| 110 | 0.25 | 60 | 99.20 | 99.10 | 99.2 |
| 110 | 0.50 | 20 | 98.10 | 97.81 | 98.0 |
| 110 | 0.50 | 40 | 98.53 | 97.72 | 98.1 |
| 110 | 0.50 | 60 | 98.55 | 97.46 | 98.0 |
| 110 | 0.75 | 20 | 96.00 | 96.23 | 96.1 |
| 110 | 0.75 | 40 | 96.61 | 97.36 | 97.0 |
| 110 | 0.75 | 60 | 97.03 | 97.68 | 97.4 |
| Source | Sum of Squares | DoF | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| T | 5.804 | 1 | 5.804 | 12.07 | 0.0018 |
| TC | 1.076 | 1 | 1.078 | 2.24 | 0.1465 |
| P | 44.381 | 1 | 44.381 | 92.29 | 0.0000 |
| T·TC | 0.096 | 1 | 0.096 | 0.20 | 0.6589 |
| T·P | 1.430 | 1 | 1.430 | 2.97 | 0.0965 |
| TC2 | 0.030 | 1 | 0.030 | 0.06 | 0.8054 |
| TC·P | 0.4007 | 1 | 0.401 | 0.83 | 0.3697 |
| P2 | 0.121 | 1 | 0.121 | 0.25 | 0.6201 |
| Total error | 12.503 | 26 | 0.481 | ||
| Total (corr.) | 66.214 | 35 |
| Treatment | Compressive Strength (kN) | |||||||
|---|---|---|---|---|---|---|---|---|
| T (°C) | P (Unitless) | TC (s) | 1 | 2 | 3 | 4 | 5 | SD |
| 90 | 0.25 | 20 | 61.60 | 59.74 | 49.13 | 58.49 | 73.43 | 8.69 |
| 90 | 0.25 | 40 | 60.08 | 58.72 | 65.87 | 60.78 | 74.73 | 6.56 |
| 90 | 0.25 | 60 | 62.41 | 62.35 | 63.57 | 65.58 | 67.24 | 2.13 |
| 90 | 0.50 | 20 | 56.96 | 60.23 | 63.09 | 63.67 | 74.64 | 6.66 |
| 90 | 0.50 | 40 | 61.23 | 63.63 | 62.90 | 62.06 | 76.05 | 6.15 |
| 90 | 0.50 | 60 | 62.79 | 63.96 | 64.01 | 61.30 | 69.91 | 3.28 |
| 90 | 0.75 | 20 | 57.03 | 60.16 | 58.48 | 66.34 | 65.41 | 4.17 |
| 90 | 0.75 | 40 | 56.37 | 54.91 | 57.50 | 57.86 | 67.51 | 4.99 |
| 90 | 0.75 | 60 | 56.37 | 63.17 | 63.11 | 61.27 | 64.16 | 3.11 |
| 110 | 0.25 | 20 | 65.13 | 60.34 | 61.65 | 49.93 | 73.38 | 8.48 |
| 110 | 0.25 | 40 | 63.91 | 68.49 | 62.32 | 67.80 | 82.74 | 8.08 |
| 110 | 0.25 | 60 | 61.25 | 63.62 | 62.90 | 64.43 | 82.20 | 8.64 |
| 110 | 0.50 | 20 | 59.39 | 63.02 | 65.53 | 69.28 | 72.73 | 5.22 |
| 110 | 0.50 | 40 | 57.98 | 60.80 | 62.85 | 66.18 | 73.04 | 5.79 |
| 110 | 0.50 | 60 | 65.40 | 64.34 | 62.48 | 58.93 | 71.59 | 4.64 |
| 110 | 0.75 | 20 | 65.34 | 65.81 | 57.80 | 62.20 | 70.16 | 4.59 |
| 110 | 0.75 | 40 | 61.54 | 58.68 | 65.03 | 67.27 | 65.03 | 3.39 |
| 110 | 0.75 | 60 | 67.60 | 62.65 | 65.92 | 65.86 | 73.62 | 4.05 |
| Source | Sum of Squares | DoF | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| T | 155.621 | 1 | 155.621 | 10.21 | 0.0020 |
| TC | 48.381 | 1 | 48.381 | 3.17 | 0.0788 |
| P | 41.035 | 1 | 41.035 | 2.69 | 0.1050 |
| T·TC | 1.1505 | 1 | 1.151 | 0.08 | 0.7843 |
| T·P | 5.700 | 1 | 5.700 | 0.37 | 0.5427 |
| TC2 | 1.034 | 1 | 1.034 | 0.07 | 0.7952 |
| TC·P | 19.177 | 1 | 19.177 | 1.26 | 0.2656 |
| P2 | 21.327 | 1 | 21.327 | 1.40 | 0.2406 |
| Total error | 1174.02 | 77 | 15.247 | ||
| Total (corr.) | 2967.6 | 89 |
| Treatment | Modulus of Elasticity (MPa) | |||||||
|---|---|---|---|---|---|---|---|---|
| T (°C) | P (Unitless) | TC (s) | 1 | 2 | 3 | 4 | 5 | SD |
| 90 | 0.25 | 20 | 642.2 | 638.8 | 630.0 | 628.0 | 795.7 | 72.2 |
| 90 | 0.25 | 40 | 655.1 | 635.3 | 755.3 | 759.6 | 806.4 | 73.5 |
| 90 | 0.25 | 60 | 677.1 | 682.9 | 681.2 | 783.1 | 785.2 | 56.9 |
| 90 | 0.50 | 20 | 659.7 | 679.2 | 748.5 | 736.9 | 824.2 | 64.8 |
| 90 | 0.50 | 40 | 748.8 | 675.6 | 707.5 | 791.9 | 849.1 | 68.6 |
| 90 | 0.50 | 60 | 700.0 | 714.0 | 759.0 | 737.7 | 803.7 | 40.8 |
| 90 | 0.75 | 20 | 669.4 | 748.1 | 727.3 | 771.3 | 764.2 | 40.9 |
| 90 | 0.75 | 40 | 674.6 | 646.1 | 726.0 | 728.4 | 749.8 | 43.0 |
| 90 | 0.75 | 60 | 719.7 | 791.5 | 743.2 | 782.9 | 822.3 | 40.6 |
| 110 | 0.25 | 20 | 739.7 | 658.4 | 682.0 | 718.4 | 817.3 | 61.3 |
| 110 | 0.25 | 40 | 755.0 | 951.5 | 672.3 | 788.2 | 902.9 | 112.9 |
| 110 | 0.25 | 60 | 689.8 | 746.5 | 689.2 | 726.7 | 927.6 | 99.1 |
| 110 | 0.50 | 20 | 707.5 | 757.3 | 728.5 | 850.2 | 836.8 | 64.2 |
| 110 | 0.50 | 40 | 691.8 | 741.7 | 804.0 | 812.8 | 878.9 | 71.6 |
| 110 | 0.50 | 60 | 849.2 | 755.0 | 806.6 | 735.1 | 837.6 | 50.2 |
| 110 | 0.75 | 20 | 809.3 | 738.7 | 719.2 | 755.8 | 799.2 | 38.8 |
| 110 | 0.75 | 40 | 736.1 | 735.0 | 765.5 | 848.1 | 766.3 | 46.1 |
| 110 | 0.75 | 60 | 818.6 | 820.7 | 775.7 | 836.8 | 900.2 | 45.1 |
| Source | Sum of Squares | DoF | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| T | 60,158.1 | 1 | 60,158.1 | 24.40 | 0.0000 |
| TC | 20,800 | 1 | 20,800 | 8.44 | 0.0048 |
| P | 12,573 | 1 | 12,573 | 5.10 | 0.0268 |
| T·TC | 99.176 | 1 | 99.1763 | 0.04 | 0.8416 |
| T·P | 371.259 | 1 | 371.259 | 0.15 | 0.6990 |
| TC2 | 1068.23 | 1 | 1068.23 | 0.43 | 0.5123 |
| TC·P | 124.221 | 1 | 124.221 | 0.05 | 0.8230 |
| P2 | 4969.97 | 1 | 4969.97 | 2.02 | 0.1597 |
| Total error | 189,817 | 77 | 2465.16 | ||
| Total (corr.) | 430,677 | 89 |
| Treatment | Moisture Content (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| T (°C) | P (Unitless) | TC (s) | 1 | 2 | 3 | 4 | 5 | 6 | SD |
| 90 | 0.25 | 20 | 6.07 | 5.43 | 5.74 | 2.44 | 3.01 | 5.08 | 1.52 |
| 90 | 0.25 | 40 | 3.96 | 4.01 | 3.30 | 4.42 | 4.72 | 4.27 | 0.49 |
| 90 | 0.25 | 60 | 5.03 | 3.58 | 5.60 | 4.18 | 5.07 | 5.28 | 0.76 |
| 90 | 0.50 | 20 | 4.53 | 5.23 | 4.82 | 5.58 | 3.51 | 3.61 | 0.84 |
| 90 | 0.50 | 40 | 3.88 | 6.24 | 5.71 | 4.67 | 5.87 | 4.24 | 0.97 |
| 90 | 0.50 | 60 | 4.77 | 5.80 | 4.40 | 3.53 | 4.10 | 4.60 | 0.76 |
| 90 | 0.75 | 20 | 4.75 | 4.10 | 4.64 | 5.22 | 3.85 | 3.66 | 0.60 |
| 90 | 0.75 | 40 | 3.58 | 4.92 | 3.86 | 4.61 | 3.01 | 3.36 | 0.74 |
| 90 | 0.75 | 60 | 3.56 | 4.07 | 2.93 | 3.25 | 3.48 | 3.48 | 0.38 |
| 110 | 0.25 | 20 | 5.32 | 4.43 | 4.23 | 4.17 | 3.51 | 3.97 | 0.60 |
| 110 | 0.25 | 40 | 2.17 | 2.67 | 3.75 | 2.95 | 2.87 | 1.05 | 0.91 |
| 110 | 0.25 | 60 | 3.59 | 3.94 | 2.27 | 2.15 | 1.92 | 2.43 | 0.84 |
| 110 | 0.50 | 20 | 3.58 | 1.80 | 3.80 | 4.25 | 4.21 | 4.45 | 0.98 |
| 110 | 0.50 | 40 | 3.13 | 1.94 | 1.96 | 2.31 | 2.57 | 2.00 | 0.47 |
| 110 | 0.50 | 60 | 3.97 | 3.13 | 2.28 | 2.72 | 4.56 | 3.82 | 0.85 |
| 110 | 0.75 | 20 | 1.88 | 3.50 | 4.36 | 4.55 | 3.32 | 6.48 | 1.54 |
| 110 | 0.75 | 40 | 5.26 | 5.49 | 4.78 | 5.43 | 4.02 | 3.86 | 0.72 |
| 110 | 0.75 | 60 | 2.52 | 3.82 | 3.23 | 2.98 | 4.43 | 3.04 | 0.68 |
| Experimental Factor | Coded Value | Real Value |
|---|---|---|
| Temperature (T) | 1 | 110 °C |
| Compaction time (TC) | 1 | 60 s |
| Proportion of rice husk (P) | −0.7848 | 30.4% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niño, A.; Arzola, N.; Araque, O. Experimental Study on the Mechanical Properties of Biomass Briquettes from a Mixture of Rice Husk and Pine Sawdust. Energies 2020, 13, 1060. https://doi.org/10.3390/en13051060
Niño A, Arzola N, Araque O. Experimental Study on the Mechanical Properties of Biomass Briquettes from a Mixture of Rice Husk and Pine Sawdust. Energies. 2020; 13(5):1060. https://doi.org/10.3390/en13051060
Chicago/Turabian StyleNiño, Andrés, Nelson Arzola, and Oscar Araque. 2020. "Experimental Study on the Mechanical Properties of Biomass Briquettes from a Mixture of Rice Husk and Pine Sawdust" Energies 13, no. 5: 1060. https://doi.org/10.3390/en13051060
APA StyleNiño, A., Arzola, N., & Araque, O. (2020). Experimental Study on the Mechanical Properties of Biomass Briquettes from a Mixture of Rice Husk and Pine Sawdust. Energies, 13(5), 1060. https://doi.org/10.3390/en13051060