Optimization of Cold Pressing Process Parameters of Chopped Corn Straws for Fuel

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Methods
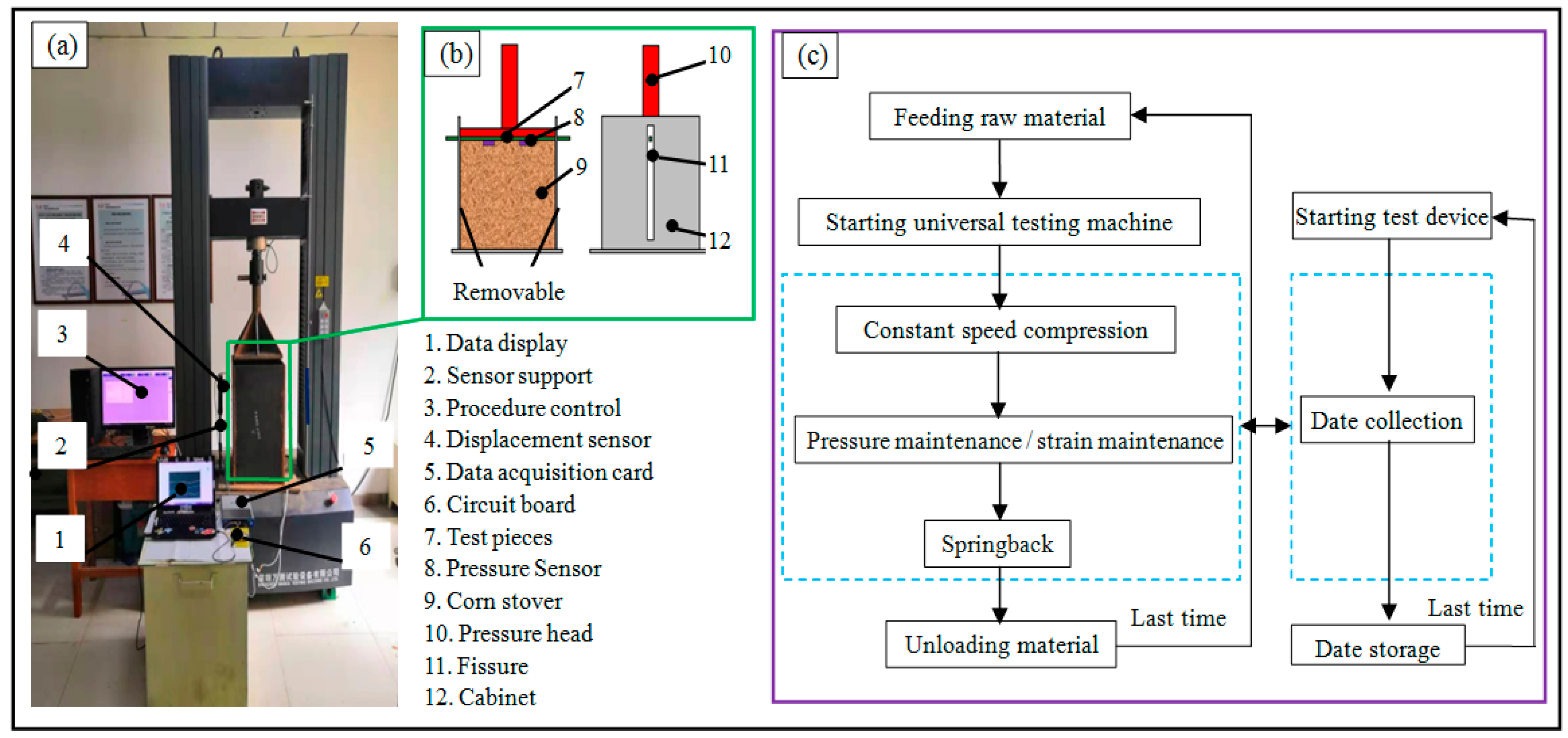
2.2.1. Instruments and Procedures
2.2.2. Experimental Design
2.2.3. Evaluation Indices
2.2.4. Data Analysis
2.2.5. Combustion Characteristics of Cold-Pressed Straw Blocks
3. Results and Discussion
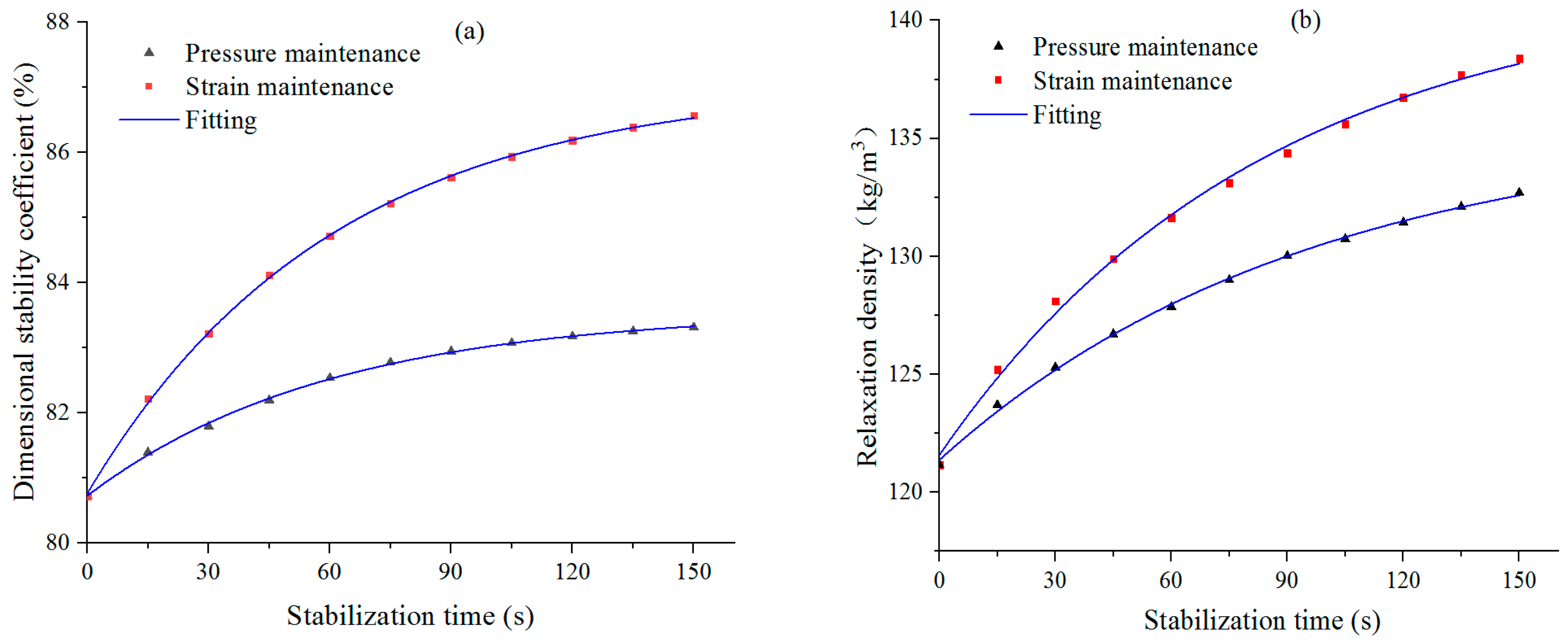
3.1. Compression Stabilization Time
3.2. Results and Analysis of Combined Tests
3.2.1. Analysis of Variance (ANOVA) and Regression Equations
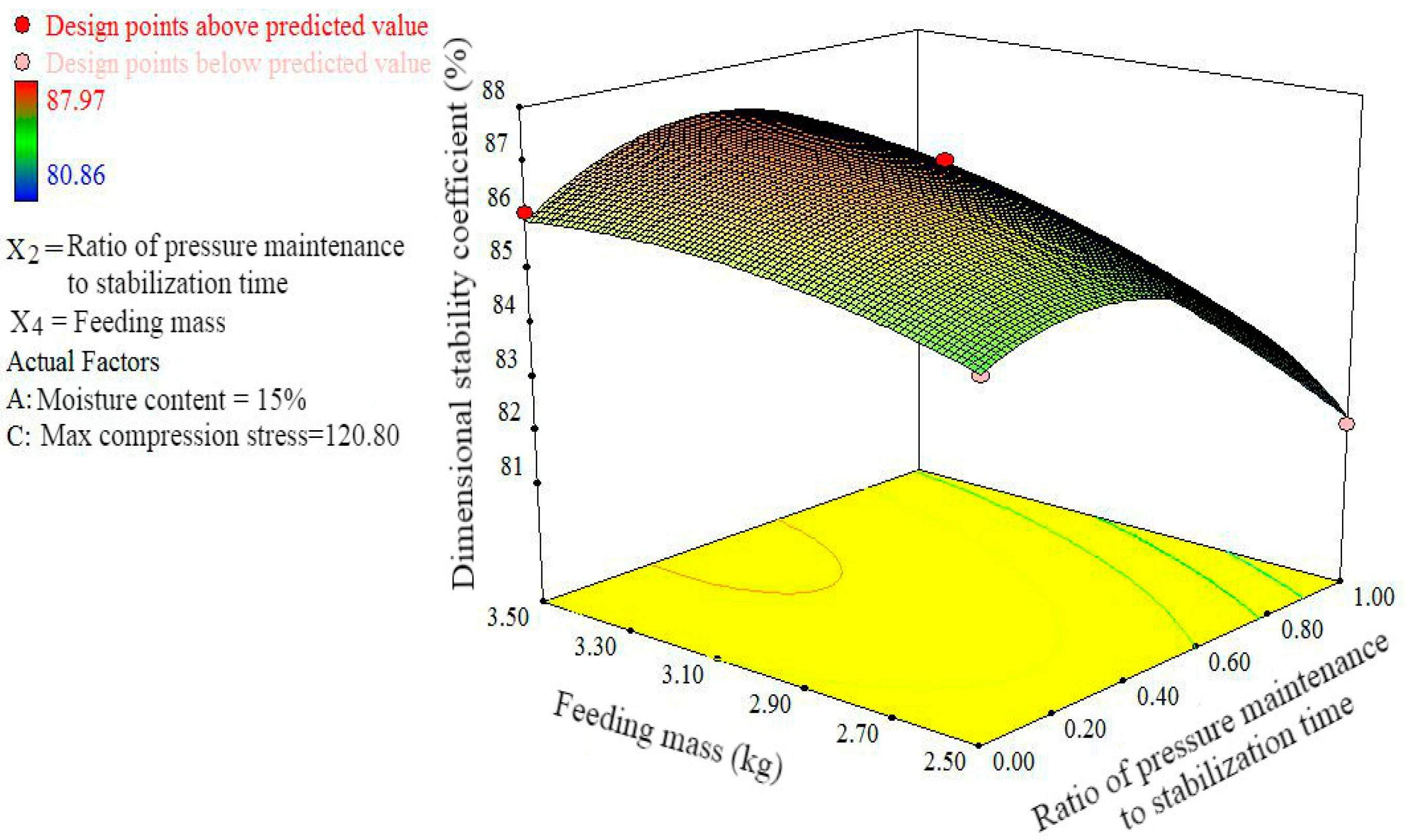
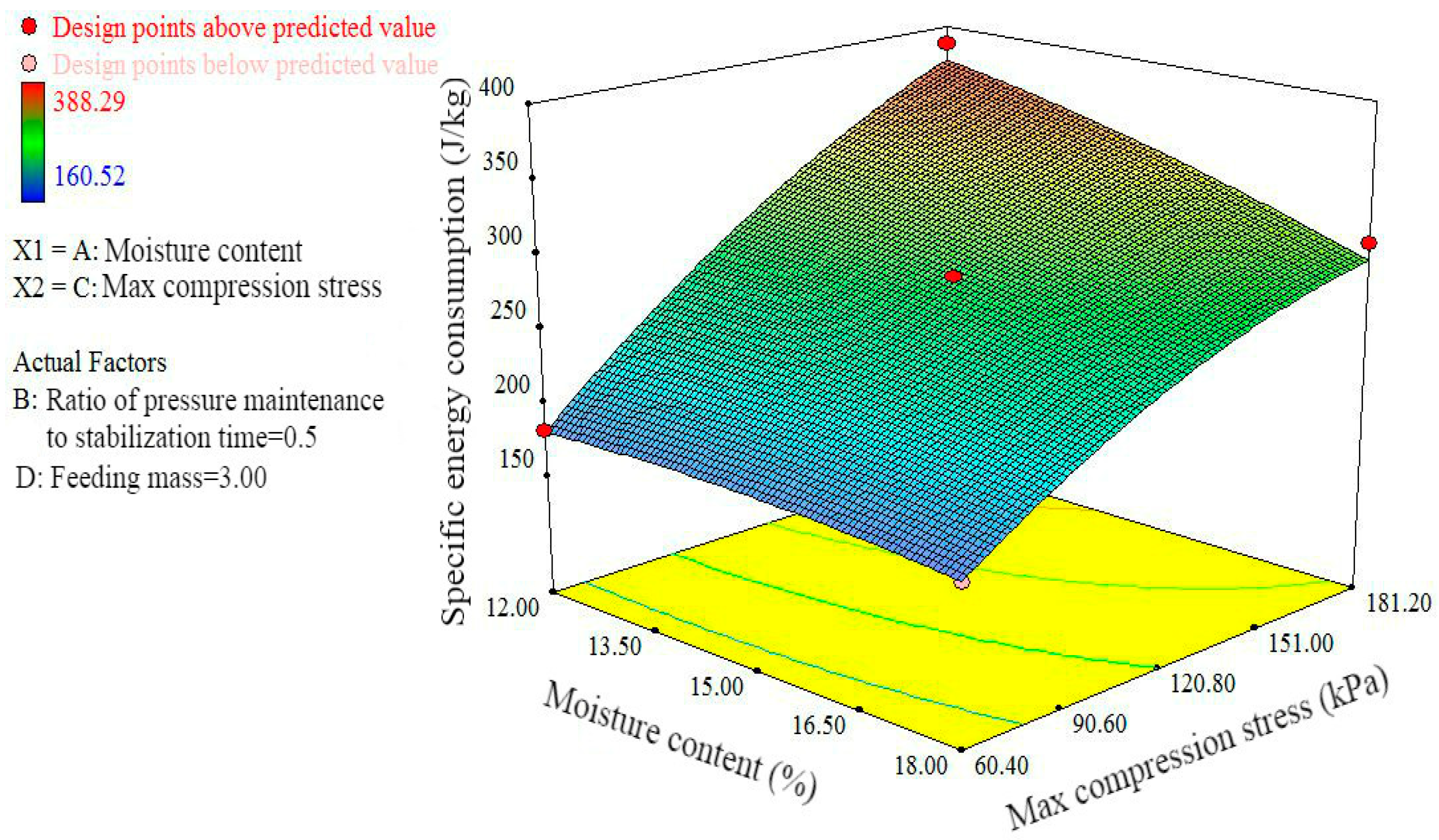
3.2.2. Two-Factor RSM Analysis
3.2.3. Comprehensive Optimization and Verification Tests
3.3. Characteristics of Straw Blocks for Fuel
4. Conclusions
- The relationships of stabilization time with the dimensional stability coefficient and relaxation density can be both expressed by exponential functions, and the coefficient of determination R2 was larger than 0.99 in both cases. As the stabilization time was prolonged, the dimensional stability coefficient and relaxation density both significantly increased, but the increasing rates declined. Comprehensive consideration of the compression effect, efficiency, energy consumption and significance implies that the stabilization time is 60 s.
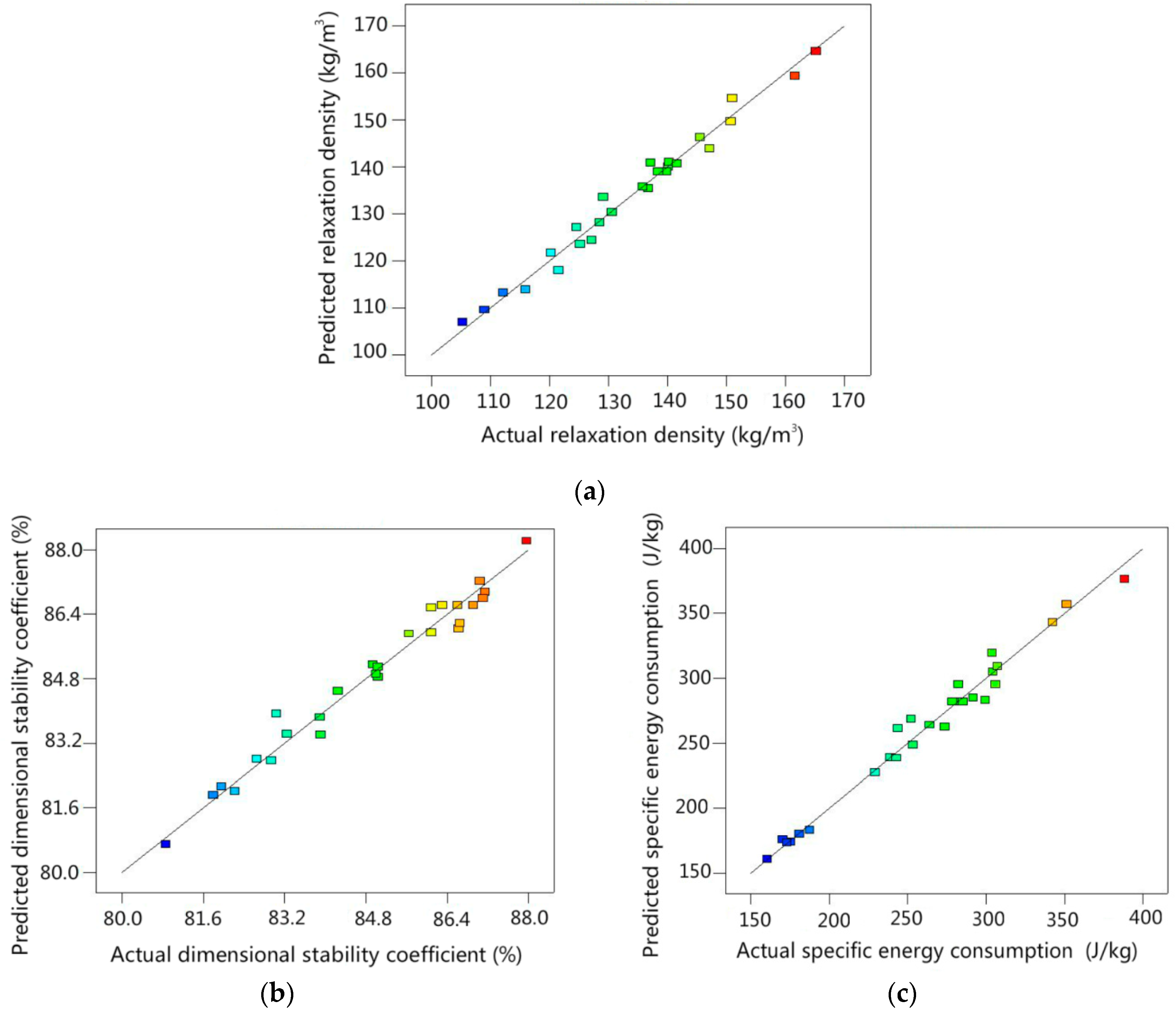
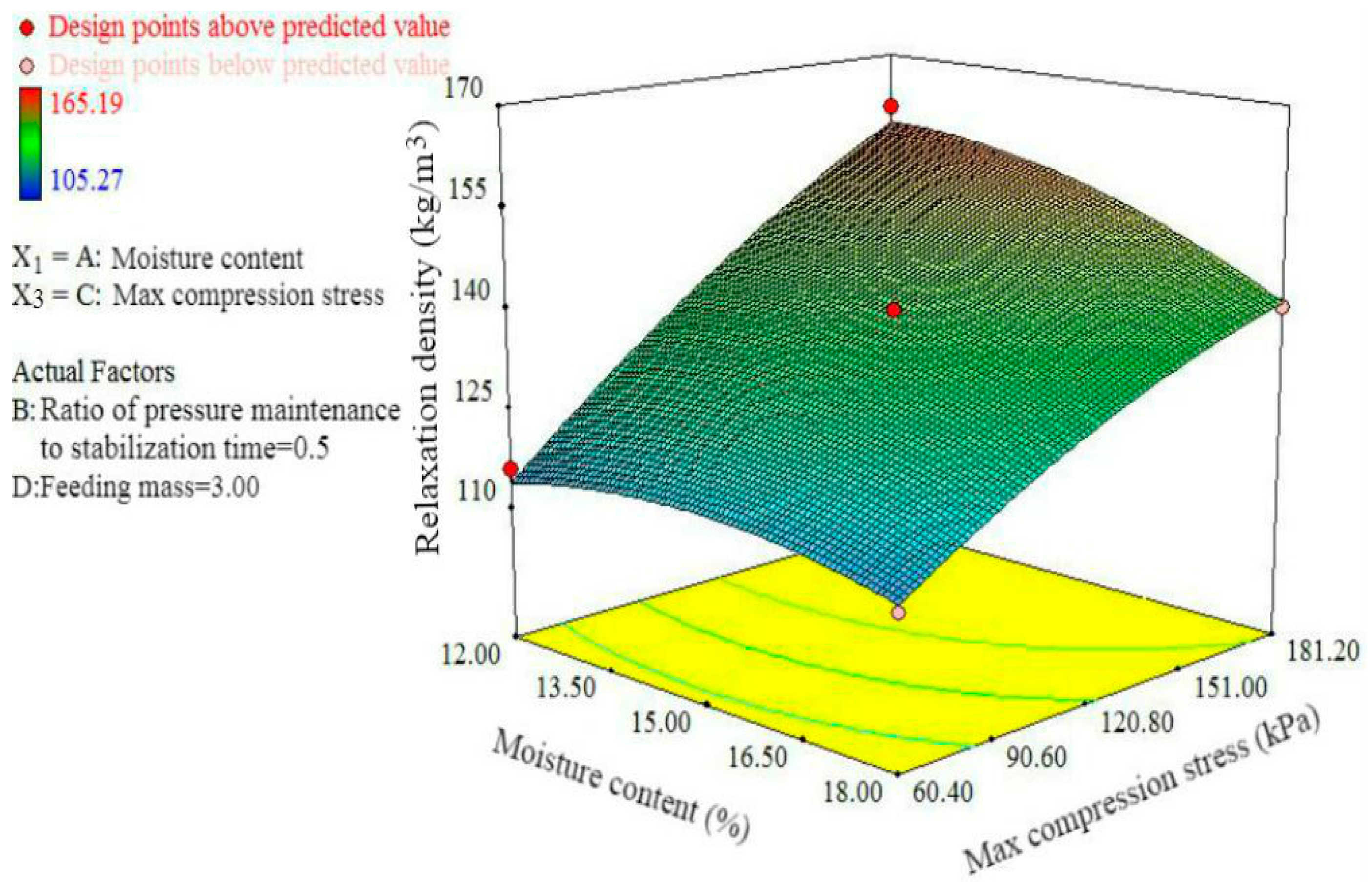
- Water content, ratio of pressure maintenance time to stabilization time, maximum compression stress, and feeding mass all very significantly affected the dimensional stability coefficient, relaxation density and compression energy consumption. In terms of interaction, the interaction between water content and maximum compression stress significantly affected both relaxation density and specific energy consumption. The interaction between the ratio of pressure maintenance time to stabilization time and feeding mass significantly affected the dimensional stability. The factors and the indices were regressed by quadratic equations, with the coefficients of determination larger than 0.97 in all equations.
- The optimized process parameters were water content of 13.63%, ratio of pressure maintenance time to stabilization time at 0.38 (pressure maintenance time of 22.8 s, strain maintenance time of 37.2 s), maximum compression stress of 109.58 kPa, and straw feeding mass of 3.5 kg. Under these conditions, the relaxation density of cold-pressed corn straw blocks was 145.63 kg/m3, the dimensional stability coefficient was 86.89%, and specific energy consumption was 245.78 J/kg. The errors between test results and predicted results were less than 2%.
- The cold-pressed chopped corn straws showed a smaller low calorific value (12.8 MJ/kg) than agricultural coals and were featured by larger volatile content and lower ash content. Moreover, the combustion of the chopped corn straws produced fewer ashes and S- or N-containing polluting gases. Compared with other forms of straw blocks, the cold-pressed chopped straw blocks displayed smaller differences in calorific values and a significantly lower forming energy consumption. From the aspects of use costs, environmental protection and energy sustainability, we suggest cold-pressed chopped corn straw blocks are feasible for heating by farmers. Through the SWOT analysis, our findings may provide a reference for corn straw bundling, cold-press forming processes and straw bale re-compressing, but there are many threats for straw fuel application.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Marks-Bielska, R.; Bielski, S.; Novikova, A.; Romaneckas, K. Straw Stocks as a Source of Renewable Energy. A Case Study of a District in Poland. Sustainability 2019, 11, 4714. [Google Scholar] [CrossRef]
- Wang, H.Y.; Wang, F.; Sun, R.H.; Gao, C.Y.; Wang, Y.J.; Sun, N.; Wang, L.; Bi, Y.Y. Policies and regulations of crop straw utilization of foreign countries and its experience and inspiration for China. Trans. Chin. Soc. Agric. Eng. 2016, 32, 216–222. [Google Scholar]
- Yuan, X.F.; Li, P.P.; Wang, H.; Wang, X.F.; Cheng, X.; Cui, Z.J. Enhancing the anaerobic digestion of corn stalks using composite microbial pretreatment. J. Microbiol. Biotechnol. 2011, 21, 746–752. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.J.; Liao, N.; Li, X.; Han, L.J. Description of Wheat Straw Relaxation Behavior Based on a Fractional-Order Constitutive Model. Agron. J. 2013, 105, 134–142. [Google Scholar] [CrossRef]
- Fushimi, A.; Saitoh, K.; Hayashi, K.; Ono, K.; Fujitani, Y.; Villalobos, A.M.; Shelton, B.R.; Takami, A.; Tanabe, K.; Schauer, J.J. Chemical characterization and oxidative potential of particles emitted from open burning of cereal straws and rice husk under flaming and smoldering conditions. Atmos. Environ. 2017, 163, 118–127. [Google Scholar] [CrossRef]
- Miao, Z.; Phillips, J.W.; Grift, T.E.; Mathanker, S.K. Measurement of mechanical compressive properties and densification energy requirement of miscanthus × giganteus and switchgrass. BioEnergy Res. 2015, 8, 152–164. [Google Scholar] [CrossRef]
- Adapa, P.; Tabil, L.; Schoenau, G. Grinding performance and physical properties of non-treated and steam-exploded barley, canola, oat, and wheat straw. Biomass Bioenergy 2011, 35, 549–561. [Google Scholar] [CrossRef]
- Dinesha, P.; Kumar, S.; Rosen, M.A. Biomass Briquettes as an Alternative Fuel: A Comprehensive Review. Energy Technol. 2019, 7, 1801011. [Google Scholar] [CrossRef]
- Cong, H.B.; Zhao, L.X.; Meng, H.B. Applicability evaluation of biomass yrolytic poly-generation technology on clean heating in northern rural of China. Trans. Chin. Soc. Agric. Eng. 2018, 34, 8–14. [Google Scholar]
- Ma, Y.H.; Xuan, C.Z.; Wu, P.; Yang, J.N.; Su, H.; Zhang, Y. Experiment on stress relaxation of corn stoverduring compression with assisted vibration. Trans. Chin. Soc. Agric. Eng. 2016, 32, 88–94. [Google Scholar]
- Ma, F.; Bai, X.W.; Liu, D.J.; Gong, Y.J.; Chen, Z.Y. The typical biomass cold-pressing constitutive model and influence factors analysis of viscous—Elastic—Plasticity. Acta Energy Sol. Sin. 2017, 38, 98–105. [Google Scholar]
- Jha, S.K.; Singh, A.; Kumar, A. Physical characteristics of compressed cotton stalks. Biosyst. Eng. 2008, 99, 205–210. [Google Scholar] [CrossRef]
- Adapa, P.; Tabil, L.; Schoenau, G. Compaction characteristics of barley, canola, oat and wheat straw. Biosyst. Eng. 2009, 104, 335–344. [Google Scholar] [CrossRef]
- Wongsiriamnuay, T.; Nakorn, T. Effect of densification parameters on the properties of maize residue pellets. Biosyst. Eng. 2015, 139, 111–120. [Google Scholar] [CrossRef]
- Adapa, P.; Schoenau, G.; Tabil, L. Compression of fractionated sun-cured and dehydrated alfalfa chops into cubes—Specific energy models. Bioresour. Technol. 2007, 98, 38–45. [Google Scholar] [CrossRef]
- Chen, T.Y.; Meng, J.; Xing, M.J.; Zhang, Q.; Song, Y.Q. Compaction Behavior of Biochar from Corn Stalk. J. Shenyang Agric. Univ. 2016, 47, 728–733. [Google Scholar]
- Li, Y.; Liu, H. High-pressure densification of wood residues to form an upgraded fuel. Biomass Bioenergy 2000, 19, 177–186. [Google Scholar] [CrossRef]
- Panwar, V.; Prasad, B.; Wasewar, K.L. Biomass Residue Briquetting and Characterization. J. Energy Eng. 2011, 137, 108–114. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Gao, B.; Zhao, S.N.; Wu, P.F.; Han, L.J.; Liu, X. Optimization of a ‘coal-like’pelletization technique based on the sustainable biomass fuel of hydrothermal carbonization of wheat straw. J. Clean. Prod. 2020, 242, 118426. [Google Scholar] [CrossRef]
- Henriksson, L.; Frodeson, S.; Berghel, J.; Andersson, S.; Ohlson, M. Bioresources for sustainable pellet production in Zambia: Twelve biomasses pelletized at different moisture contents. BioResources 2019, 14, 2550–2575. [Google Scholar]
- Stasiak, M.; Molenda, M.; Bańda, M.; Wiącek, J.; Parafiniuk, P.; Gondek, E. Mechanical and combustion properties of sawdust-Straw pellets blended in different proportions. Fuel Process. Technol. 2017, 156, 366–375. [Google Scholar] [CrossRef]
- Said, N.; Daiem, M.M.A.; García-Maraver, A.; Zamorano, M. Influence of densification parameters on quality properties of rice straw pellets. Fuel Process. Technol. 2015, 138, 56–64. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresour. Technol. 2006, 97, 1420–1426. [Google Scholar] [CrossRef] [PubMed]
- Kashaninejad, M.; Tabil, L.G.; Knox, R. Effect of compressive load and particle size on compression characteristics of selected varieties of wheat straw grinds. Biomass Bioenergy 2014, 60, 1–7. [Google Scholar] [CrossRef]
- Gong, C.; Lu, D.; Wang, G. Compression characteristics and energy requirement of briquettes made from a mixture of corn stover and peanut shells. BioResources 2015, 10, 5515–5531. [Google Scholar] [CrossRef]
- Lu, D.H.; Tabil, L.G.; Wang, D.C.; Wang, G.H.; Wang, Z.Q. Optimization of binder addition and compression load for pelletization of wheat straw using response surface methodology. Int. J. Agric. Biol. Eng. 2014, 7, 67–78. [Google Scholar]
- Tumuluru, J.S.; Tabil, L.G.; Song, Y.Q.; Iroba, K.L.; Meda, V. Impact of process conditions on the density and durability of wheat, oat, canola, and barley straw briquettes. BioEnergy Res. 2015, 8, 388–401. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Bohm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Kashaninejad, M.; Tabil, L.G. Effect of microwave-chemicalpre-treatment on compression characteristics of biomassgrinds. Biosyst. Eng. 2011, 108, 36–45. [Google Scholar] [CrossRef]
- Mostafa, M.E.; Hu, S.; Wang, Y.; Su, S.; Hu, X.; Elsayed, S.A.; Xiang, J. The signifcance of pelletization operating conditions: An analysis of physical and mechanical characteristics as well as energy consumption of biomass pellets. Renew. Sustain. Energy Rev. 2019, 105, 332–348. [Google Scholar] [CrossRef]
- Shaw, M.D. Feedstock and Process Variables Influencing Biomass Densification. Master’s Thesis, University of Saskatchewan, Saskatoon, SK, Canada, 2008. [Google Scholar]
- Adapa, P.K.; Tabil, L.G.; Schoenau, G.J. Factors affecting the quality of biomass pellet for biofuel and energy analysis of pelleting process. Int. J. Agric. Biol. Eng. 2013, 6, 1–12. [Google Scholar]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy. 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Guo, L.; Wang, D.F.; Tabil, L.G.; Wang, G.H. Compression and relaxation properties of biomass for briquetting. Biosyst. Eng. 2016, 148, 101–110. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified products. In Proceedings of the Annual International Meeting, Portland, OR, USA, 9–12 July 2006; Paper Number 066077. American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2006. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Densification characteristics of corn stover and switchgrass. In Proceedings of the ASABE Annual International Meeting, Portland, OR, USA, 9–12 July 2006; Paper Number 066174. American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2006. [Google Scholar]
- Yan, C.Z. Study on the Comoression Performance and Rheological Properties of Straw Bales. Master’s Thesis, Nanjing Agricultural University, Nanjing, China, 2015. [Google Scholar]
- Jayakumar, E.; Chittibabu, S.; Shanmugasundaram, S.; Tabil, L.G. Synergetic effect of microwave heated alkali pre-treatment on densification of rice (Oryza sativa) husk biomass grinds. Energy Sources Part A Recovery Util. Environ. Eff. 2019, 8, 1–11. [Google Scholar]
- Okot, D.K.; Bilsborrow, P.E.; Phan, A.N. Briquetting characteristics of bean straw-maize cob blend. Biomass Bioenergy 2019, 126, 150–158. [Google Scholar] [CrossRef]
- Guo, L.; Tabil, L.G.; Wang, D.C.; Wang, G.H. Influence of moisture content and hammer mill screen size on the physical quality of barley, oat, canola and wheat straw briquettes. Biomass Bioenergy 2016, 94, 201–208. [Google Scholar] [CrossRef]
- Brand, M.A.; Jacinto, R.C.; Antunes, R.; Cunha, A.B.D. Production of briquettes as a tool to optimize the use of waste from rice cultivation and industrial processing. Renew. Energy 2017, 111, 116–123. [Google Scholar] [CrossRef]
- ASABE Standards. S358.2, Moisture Measurement–Forages; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2008. [Google Scholar]
- Zvicevicius, E.; Raila, A.; Cipliene, A.; Cerniauskiene, Z.; Kadziuliene, Z.; Tilvikiene, V. Effects of moisture and pressure on densification process of raw material from, Artemisia dubia, Wall. Renew. Energy 2018, 119, 185–192. [Google Scholar] [CrossRef]
- Cui, X.Y.; Yang, J.H.; Shi, X.Y.; Lei, W.N.; Huang, T.; Bai, C. Pelletization of Sunflower Seed Husks: Evaluating and Optimizing Energy Consumption and Physical Properties by Response Surface Methodology (RSM). Processes 2019, 591, 591. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Pelleting of pine and switchgrass blends: Effect of process variables and blend ratio on the pellet quality and energy consumption. Energies 2019, 12, 1198. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Constitutive model for densification of corn stoverand switchgrass. Biosyst. Eng. 2009, 104, 47–63. [Google Scholar] [CrossRef]
- Li, W. Study on Creep Properties Maize Straw Rubbed During Open Compression. Master’s Thesis, Inner Mongolia Agricultural University, Huhhot, China, 2011. [Google Scholar]
- Tooyserkani, Z.; Kumar, L.; Sokhansanj, S.; Saddler, J.; Bi, X.T.; Lim, J.C.; Lau, A.; Melin, S. SO2–Catalyzed steam pretreatment enhances the strength and stability of soft wood pellets. Bioresour. Technol. 2013, 130, 59–68. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.; Daemen, J.J.K. An experimental study on creep of welded tuff. Int. J. Rock Mech. Min. Sci. 2006, 43, 282–291. [Google Scholar] [CrossRef]
- Yu, H.C.; Shi, G.C.; Liu, H.D.; Deng, X.B.; Cui, X.L.; Pan, G.Z.; Xi, W. A nonlinear viscoelastic stress relaxation model of rock based on Fractional calculus. J. Basic Sci. Eng. 2019, 27, 199–209. [Google Scholar]
- Theerarattananoon, K.; Xu, F.; Wilson, J.; Ballard, R.; Mckinney, L.; Staggenborg, S.; Vadlani, P.; Pei, Z.J.; Wang, D. Physical properties of pellets made from sorghum stalk, corn stover, wheat straw, and big bluestem. Ind. Crop Prod. 2011, 33, 325–332. [Google Scholar] [CrossRef]
- Wang, J.; Liu, S.Y.; Zhang, P.; Yuan, F.; Lu, J.; Liu, T.T. Study on combustion characteristics of baled corn stalk. Acta Energy Sol. Sin. 2018, 39, 3499–3504. [Google Scholar]
- Jia, J.X.; Yao, Z.L.; Zhao, L.X.; Cong, H.B.; Liu, G.H.; Zhao, Y.N. Design and emission characteristics of straw bales fuel combustion-boiler. Trans. Chin. Soc. Agric. Eng. 2019, 35, 148–153. [Google Scholar]
- Hu, J.J.; Lei, T.Z.; Xu, G.Y.; Shen, S.Q.; Liu, J.W. Experimental study of stress relaxation in the process of cold molding with straw. BioResources 2009, 4, 1158–1167. [Google Scholar]
- Herak, D.; Kabutey, A.; Choteborsky, R.; Petru, M.; Sigalingginga, R. Mathematical models describing the relaxation behaviour of Jatropha curcas L. bulk seeds under axial compression. Biosyst. Eng. 2015, 131, 77–83. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. Fuel pellets from biomass: The importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 2011, 90, 3285–3290. [Google Scholar] [CrossRef]
- Unpinit, T.; Poblarp, T.; Sailoon, N.; Wongwicha, P.; Thabuot, M. Fuel properties of biopellets produced from selected materials under various compacting pressure. Energy Procedia 2015, 79, 657–662. [Google Scholar] [CrossRef]
- Lisowski, A.; Pajor, M.; Świętochowski, A.; Dabrowska, M.; Klonowski, J.; Mieszkalski, L.; Ekielski, A.; Stasiak, M.; Piatek, M. Effects of moisture content, temperature, and die thickness on the compaction process, and the density and strength of walnut shell pellets. Renew. Energy 2019, 141, 770–781. [Google Scholar] [CrossRef]
- Yang, M.S. Rheology of Agricultural Materials, 1st ed.; China Agriculture Press: Beijing, China, 2010; pp. 56–79. [Google Scholar]
- Iftikhar, M.; Asghar, A.; Ramzan, N.; Sajjadi, B.; Chen, W.Y. Biomass densification: Effect of cow dung on the physicochemical properties of wheat straw and rice husk based biomass pellets. Biomass Bioenergy 2019, 122, 1–16. [Google Scholar] [CrossRef]
- Li, H.; Jiang, L.B.; Li, C.Z.; Liang, J.; Yuan, X.Z.; Xiao, Z.H. Co-pelletization of sewage sludge and biomass: The energy input and properties of pellets. Fuel Process. Technol. 2015, 132, 55–61. [Google Scholar] [CrossRef]
- Greinert, A.; Mrówczy’nska, M.; Szefner, W. Study on the possibilities of natural use of ash granulate obtained from the combustion of pellets from plant biomass. Energies 2019, 12, 2569. [Google Scholar] [CrossRef]
- Toscano, G.; Alfano, V.; Scarfone, A.; Pari, L. Pelleting vineyard pruning at low cost with a mobile technology. Energies 2018, 11, 2477. [Google Scholar] [CrossRef]
- Falemara, B.C.; Joshua, V.I.; Aina, O.O.; Nuhu, R.D. Performance evaluation of the physical and combustion properties of briquettes produced from agro-wastes and wood residues. Recycling 2018, 3, 37. [Google Scholar] [CrossRef]
- Houshfar, E.; Løvås, T.; Skreiberg, Ø. Experimental Investigation on NOx Reduction by Primary Measures in Biomass Combustion: Straw, Peat, Sewage Sludge, Forest Residues and Wood Pellets. Energies 2012, 5, 270–290. [Google Scholar] [CrossRef]
- Zajac, G.; Szyszlak-Bargłowicz, J.; Gołebiowski, W.; Szczepanik, M. Chemical Characteristics of Biomass Ashes. Energies 2018, 11, 2885. [Google Scholar] [CrossRef]
- Han, J.; Liu, X.H.; He, J.D. Experimental study on the combustion of typical coal fuels in domestic decoupling stoves. Chin. J. Pro. Eng. 2019. [Google Scholar] [CrossRef]
- Zhao, X.Q.; Zhang, J.; Song, Z.L.; Liu, H.Z.; Li, L.X.; Ma, C.Y. Microwave pyrolysis of straw bale and energy balance analysis. J. Anal. Appl. Pyrolysis 2011, 92, 43–49. [Google Scholar] [CrossRef]
- Saletnik, B.; Zagula, G.; Bajcar, M.; Czernicka, M.; Puchalski, C. Biochar and Biomass Ash as a Soil Ameliorant: The Effect on Selected Soil Properties and Yield of Giant Miscanthus (Miscanthus x giganteus). Energies 2018, 11, 2535. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Combustion of Miscanthus: Composition of the Ash by Particle Size. Energies 2019, 12, 178. [Google Scholar] [CrossRef]
- El-Sayed, S.A.; Mohamed, M.K.E. Mechanical properties and characteristics of wheat straw and pellets. Energy Environ. 2018, 29, 1224–1246. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Evaluation of compaction equations applied to four biomass species. Can. Biosyst. Eng. 2004, 46, 355–361. [Google Scholar]
- Kaliyan, N.; Schmidt, D.R.; Morey, R.V.; Tiffany, D.G. Commercial Scale Tub Grinding of Corn Stover and Perennial Grasses. Appl. Eng. Agric. 2012, 28, 79–85. [Google Scholar] [CrossRef]
- Bai, X.W. Process Parameters Optimization and Mechanical Simulation in Densification of Corn Stalk Powder. Ph.D. Thesis, Shenyang Agricultural University, Shenyang, China, 2014. [Google Scholar]
- Zhang, Y.; Zhang, Z.; Zhou, Y.; Dong, R. The Influences of Various Testing Conditions on the Evaluation of Household Biomass Pellet Fuel Combustion. Energies 2018, 11, 1131. [Google Scholar] [CrossRef]
- Huo, L.L.; Zhao, L.X.; Meng, H.B.; Yao, Z.L. Study on straw multi-use potential in China. Trans. Chin. Soc. Agric. Eng. 2019, 35, 218–224. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variables | Symbols | Coded and Actual Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Moisture content (%) | x1 | 12 | 15 | 18 |
| Ratio of pressure maintenance to stabilization time | x2 | 0 | 0.5 | 1 |
| Max compression stress (kPa) | x3 | 60.4 | 120.8 | 181.2 |
| Feeding mass (kg) | x4 | 2.5 | 3 | 3.5 |
| Stabilization Way | Dimensional Stability Coefficient (%) | Relaxation Density (kg/m3) | ||
|---|---|---|---|---|
| Fitting Equation | R2 | Fitting Equation | R2 | |
| Pressure maintenance | y = 83.56 − 2.83 × exp (−x/59.84) | 0.999 | y = 135.53 − 14.15 × exp (−x/83.75) | 0.999 |
| Strain maintenance | y = 87.05 − 6.28 × exp (−x/60.1) | 0.999 | y = 141.48 − 19.89 × exp (−x/83.75) | 0.997 |
| Stabilization Way | Stabilization Time (s) | Indicators | |
|---|---|---|---|
| Dimensional Stability Coefficient (%) | Relaxation Density (kg/m3) | ||
| Pressure maintenance | 45 | 82.20 ± 0.11 a | 126.71 ± 0.44 a |
| 60 | 82.54 ± 0.11 b | 127.86 ± 0.56 b | |
| 75 | 82.78 ± 0.16 b | 129.00 ± 0.61 b | |
| 90 | 82.95 ± 0.17 b | 130.02 ± 0.54 b | |
| Strain maintenance | 45 | 84.12 ± 0.22 a | 129.89 ± 0.54 a |
| 60 | 84.72 ± 0.25 b | 131.63 ± 0.58 b | |
| 75 | 85.22 ± 0.26 b | 133.12 ± 0.64 c | |
| 90 | 85.62 ± 0.23 b | 134.39 ± 0.69 c | |
| Test Number | Factors | Indicators | |||||
|---|---|---|---|---|---|---|---|
| Moisture Content x1 (%) | Ratio of Pressure Maintenance to Stabilization Time x2 | Max Compression Stress x3 (kPa) | Feeding Mass x4 (kg) | Relaxation Density (kg/m3) | Dimensional Stability Coefficient (%) | Specific Energy Consumption (J/kg) | |
| 1 | −1 | −1 | 0 | 0 | 129.07 | 87.15 | 299.56 |
| 2 | 1 | −1 | 0 | 0 | 125.20 | 82.94 | 239.00 |
| 3 | −1 | 1 | 0 | 0 | 124.57 | 85.04 | 304.27 |
| 4 | 1 | 1 | 0 | 0 | 121.51 | 80.86 | 243.75 |
| 5 | 0 | 0 | −1 | −1 | 120.23 | 84.94 | 175.29 |
| 6 | 0 | 0 | 1 | −1 | 150.98 | 83.90 | 342.45 |
| 7 | 0 | 0 | −1 | 1 | 127.12 | 87.11 | 160.52 |
| 8 | 0 | 0 | 1 | 1 | 165.19 | 86.63 | 307.25 |
| 9 | −1 | 0 | 0 | −1 | 147.14 | 86.65 | 282.40 |
| 10 | 1 | 0 | 0 | −1 | 130.58 | 81.96 | 253.51 |
| 11 | −1 | 0 | 0 | 1 | 145.49 | 87.97 | 252.31 |
| 12 | 1 | 0 | 0 | 1 | 137.12 | 83.04 | 229.33 |
| 13 | 0 | −1 | −1 | 0 | 108.94 | 85.65 | 170.51 |
| 14 | 0 | 1 | −1 | 0 | 105.27 | 83.25 | 187.68 |
| 15 | 0 | −1 | 1 | 0 | 150.75 | 84.25 | 303.82 |
| 16 | 0 | 1 | 1 | 0 | 140.11 | 82.65 | 351.40 |
| 17 | −1 | 0 | −1 | 0 | 115.96 | 87.05 | 180.98 |
| 18 | 1 | 0 | −1 | 0 | 112.13 | 83.91 | 173.02 |
| 19 | −1 | 0 | 1 | 0 | 161.59 | 86.09 | 388.29 |
| 20 | 1 | 0 | 1 | 0 | 140.24 | 82.22 | 306.00 |
| 21 | 0 | −1 | 0 | −1 | 136.73 | 85.04 | 264.00 |
| 22 | 0 | 1 | 0 | −1 | 128.47 | 81.8 | 291.87 |
| 23 | 0 | −1 | 0 | 1 | 141.59 | 86.09 | 242.85 |
| 24 | 0 | 1 | 0 | 1 | 135.78 | 85.00 | 273.70 |
| 25 | 0 | 0 | 0 | 0 | 138.63 | 86.31 | 280.98 |
| 26 | 0 | 0 | 0 | 0 | 139.80 | 86.92 | 285.36 |
| 27 | 0 | 0 | 0 | 0 | 138.40 | 86.61 | 278.63 |
| Indicators | R2 | Adjusted R2 | Predicted R2 | Predicted Precision |
|---|---|---|---|---|
| Relaxation density | 0.98 | 0.96 | 0.89 | 25.79 |
| Dimensional stability coefficient | 0.97 | 0.94 | 0.85 | 21.38 |
| Specific energy consumption | 0.98 | 0.96 | 0.88 | 23.25 |
| Source | Relaxation Density | Dimensional Stability Coefficient | Specific Energy Consumption | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sum of Squares | df | F Value | P Value | Sum of Squares | df | F Value | P Value | Sum of Squares | df | F Value | P Value | |
| Model | 5611.32 | 14 | 44.55 | <0.01 ** | 99 | 14 | 31.69 | <0.01 ** | 88772.5 | 14 | 40.99 | <0.01 ** |
| x1 | 271.13 | 1 | 30.13 | <0.01 ** | 52.17 | 1 | 233.76 | <0.01 ** | 5772.85 | 1 | 37.32 | <0.01 ** |
| x2 | 111.45 | 1 | 12.39 | <0.01 ** | 13.06 | 1 | 58.53 | <0.01 ** | 1472.53 | 1 | 9.52 | <0.01 ** |
| x3 | 4004.42 | 1 | 445.04 | <0.01 ** | 3.17 | 1 | 14.22 | <0.01 ** | 75400.04 | 1 | 487.39 | <0.01 ** |
| x4 | 121.35 | 1 | 13.49 | <0.01 ** | 11.12 | 1 | 49.82 | <0.01 ** | 1717.46 | 1 | 11.1 | <0.01 ** |
| x1x2 | 0.16 | 1 | 0.02 | 0.89 | 0 | 1 | 0 | 0.98 | 0 | 1 | 0 | 0.1 |
| x1x3 | 76.74 | 1 | 8.53 | 0.01 * | 0.13 | 1 | 0.6 | 0.45 | 1381.24 | 1 | 8.93 | 0.01 * |
| x1x4 | 16.77 | 1 | 1.86 | 0.2 | 0.1 | 1 | 0.07 | 0.8 | 8.73 | 1 | 0.06 | 0.82 |
| x2x3 | 12.15 | 1 | 1.35 | 0.27 | 0.16 | 1 | 0.72 | 0.41 | 231.19 | 1 | 1.49 | 0.25 |
| x2x4 | 1.5 | 1 | 0.17 | 0.69 | 1.16 | 1 | 5.18 | 0.04 * | 2.22 | 1 | 0.01 | 0.91 |
| x3x4 | 13.4 | 1 | 1.49 | 0.25 | 0.08 | 1 | 0.35 | 0.56 | 104.35 | 1 | 0.67 | 0.43 |
| 87.62 | 1 | 9.74 | <0.01 ** | 6.21 | 1 | 27.85 | <0.01 ** | 198.4 | 1 | 1.28 | 0.28 | |
| 469.21 | 1 | 52.15 | <0.01 ** | 15.86 | 1 | 71.08 | <0.01 ** | 69.14 | 1 | 0.45 | 0.52 | |
| 50.09 | 1 | 5.57 | 0.04 * | 2.87 | 1 | 12.85 | <0.01 ** | 1976.42 | 1 | 12.78 | <0.01 ** | |
| 156.92 | 1 | 17.44 | <0.01 ** | 0.96 | 1 | 4.28 | 0.06 | 1317.41 | 1 | 8.52 | 0.01 * | |
| Lack of Fit | 106.85 | 10 | 18.96 | 0.05 | 2.49 | 10 | 2.68 | 0.3 | 1833.07 | 10 | 15.71 | 0.06 |
| Fuel Type | Elemental Analysis (%) | Industrial Analysis (%) | Low Calorific Value (MJ/kg) | Ref. | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cad | Had | Nad | Sad | Oad | Mad | Aad | Vad | Fad | |||
| Straws briquette | 41.6 | 5.55 | 0.74 | 0.2 | 38.37 | 10.42 | 3.78 | 79.68 | 6.12 | 12.8 | This paper |
| Bituminous lump coal | 68.24 | 4.52 | 1.34 | 0.57 | 8.79 | 4.01 | 12.53 | 39.26 | 44.2 | 28.27 | [67] |
| Anthracite lump coal | 81.73 | 2.78 | 1.26 | 0.32 | 2 | 2.53 | 9.38 | 7.21 | 80.88 | 31.1 | |
| Lump semicoke | 71.74 | 0.64 | 0.78 | 0.48 | 0.32 | 2.49 | 23.55 | 8.46 | 65.5 | 23.86 | |
| Briquette coal | 61.27 | 3.91 | 1.17 | 0.43 | 8.87 | 1.45 | 22.9 | 33.26 | 42.39 | 23.27 | |
| Molding Method | Material Characteristics | Density (kg/m3) | Low Calorific Value (MJ/kg-1) | Specific Energy Consumption (kJ/kg) | Heating Fuel Cost B ($·m-2) | Ref. | ||
|---|---|---|---|---|---|---|---|---|
| Milling | Compression | Total A | ||||||
| Straw bale | 10–100 mm | 108.8 | 12.5 | — | 0.4–0.9 | 0.4–0.9 | 1.53–2.05 | [53] |
| Cold compression | 10–100 mm | 145.63 | 12.8 | — | 0.25 | 0.25 | — | This paper |
| 5.6 mm | 650–950 | — | 25.06–661 | 12–30 | 37.06–691 | — | [33] | |
| Heat compression | 1.4 mm | 811 | 13.4 | 25.06–661 | 282 | 307.06–943 | 3.47–4.62 | [47,53,74] |
| 0.66–0.8 mm | 830–1000 | 25.06–661 | 189 | 214.06–850 | [36,53,72] | |||
| SWOT | Items |
|---|---|
| Strengths | 1. Low cost for compression molding. 2. Higher efficiency due to the avoidance of crushing. 3. Cold-pressed blocks are clean fuels that can reduce pollution. |
| Weaknesses | 1. Low the calorific value. |
| Opportunities | 1. The optimized cold-pressed process can be used for baling. 2. The straw bales can be re-compressed to improve density according to the optimized process. 3. Cold-pressed blocks for rural heating can reduce transport and storage costs. 4. The straws are recycled, and the burning residues can be returned as fertilizers to farmlands. |
| Threats | 1. Mechanical cold-pressed equipment is needed. 2. Special furnaces and flue gas purification equipment are needed for block combustion. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.; Jia, H.; Zhang, S.; Sun, X.; Song, Y.; Yuan, H. Optimization of Cold Pressing Process Parameters of Chopped Corn Straws for Fuel. Energies 2020, 13, 652. https://doi.org/10.3390/en13030652
Chen T, Jia H, Zhang S, Sun X, Song Y, Yuan H. Optimization of Cold Pressing Process Parameters of Chopped Corn Straws for Fuel. Energies. 2020; 13(3):652. https://doi.org/10.3390/en13030652
Chicago/Turabian StyleChen, Tianyou, Honglei Jia, Shengwei Zhang, Xumin Sun, Yuqiu Song, and Hongfang Yuan. 2020. "Optimization of Cold Pressing Process Parameters of Chopped Corn Straws for Fuel" Energies 13, no. 3: 652. https://doi.org/10.3390/en13030652
APA StyleChen, T., Jia, H., Zhang, S., Sun, X., Song, Y., & Yuan, H. (2020). Optimization of Cold Pressing Process Parameters of Chopped Corn Straws for Fuel. Energies, 13(3), 652. https://doi.org/10.3390/en13030652