The Impact of Particles Comminution on Mechanical Durability of Wheat Straw Briquettes

 ,
, 
 and
and
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials Used in the Experiment and Its Pre-Treatment
2.2. Moisture Measurement and Briquette Preparation Procedure
2.3. Mechanical Durability Test
2.4. Statistical Analysis
3. Results and Discussion
3.1. The Moisture Content in the Briquettes
3.2. The Mechanical Durability Index—PN-EN ISO 17831-2: 2016-02 Standard
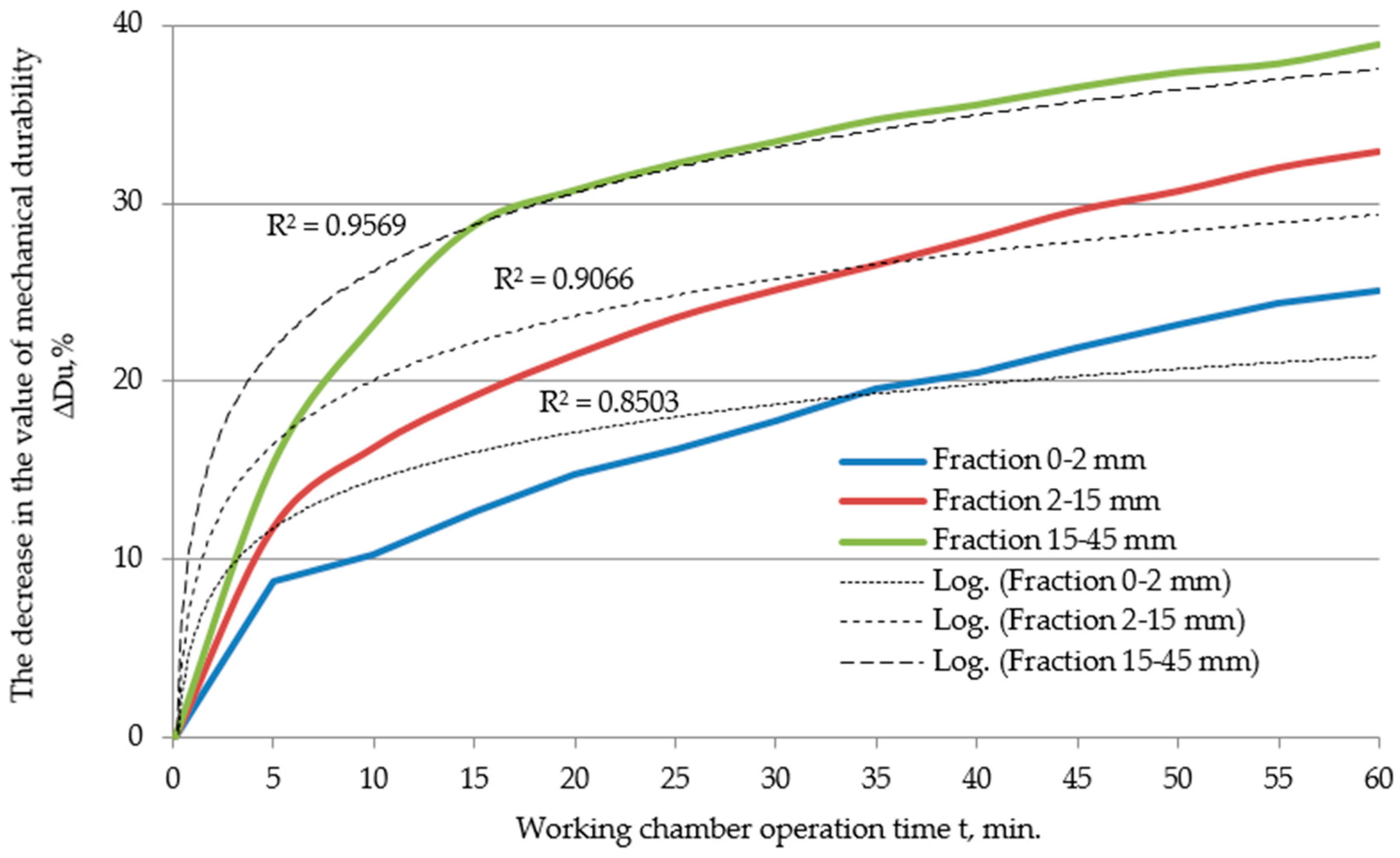
3.3. The Mechanical Durability Index—The Influence of the Operation Time of the Working Chamber
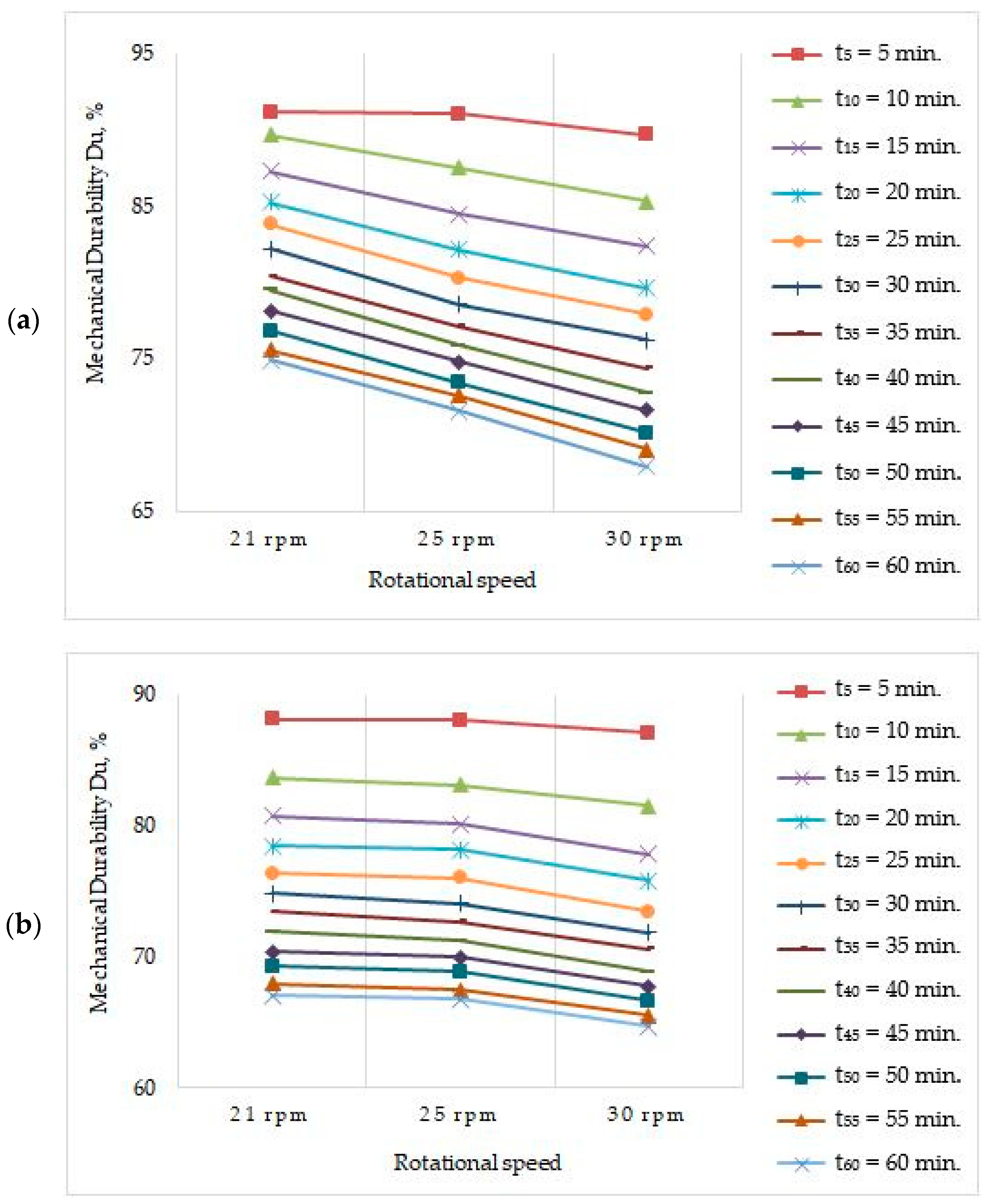
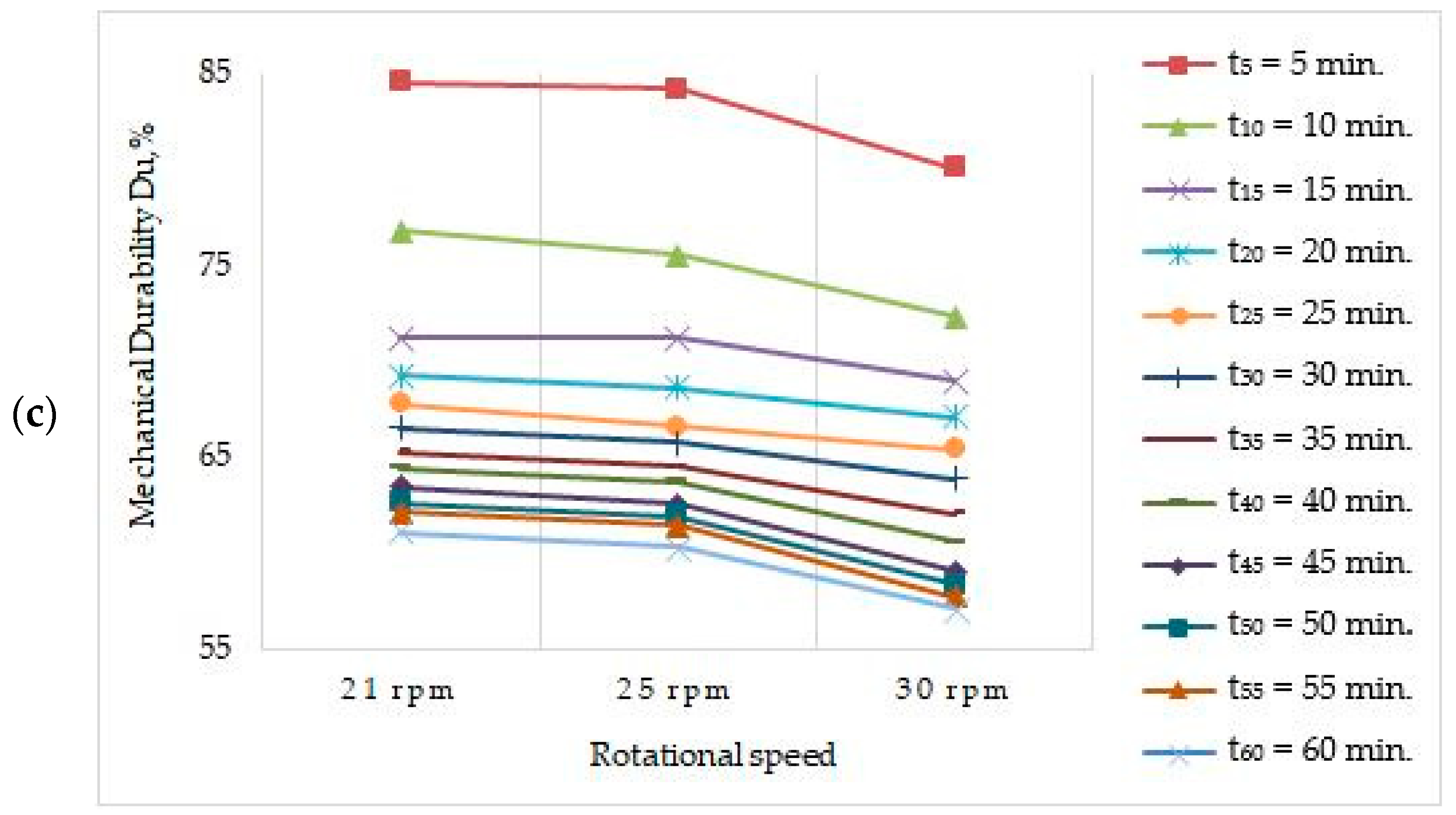
3.4. The Mechanical Durability Index—The Influence of the Rotational Speed of the Working Chamber
3.5. Main Results of Statistical Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- International Energy Agency. World Energy Outlook 2019; IEA: Paris, France, 2019.
- Mir, A.A.; Alghassab, M.; Ullah, K.; Khan, Z.A.; Lu, Y.; Imran, M. A Review of Electricity Demand Forecasting in Low and Middle Income Countries: The Demand Determinants and Horizons. Sustainability 2020, 12, 5931. [Google Scholar] [CrossRef]
- Tumuluru, S.J.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densifi cation systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Bioref. 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Toklu, E. Biomass Energy potential and utilization in Turkey. Renew. Energy 2017, 107, 235–244. [Google Scholar] [CrossRef]
- Hejft, R.; Obidziński, S. Produkcja granulatów i brykietów w aspekcie cech jakościowych (Production of granules and briquettes in terms of quality features). Czysta Energ. 2006, 6, 26–27. (In Polish) [Google Scholar]
- Tripathi, A.K.; Iyer, P.V.R.; Kandpal, T.C. A Techno-economic evaluation of biomass briquetting in India. Biomass Bioenergy 1998, 14, 479–488. [Google Scholar] [CrossRef]
- Wu, C.Z.; Yin, X.L.; Yuan, Z.H.; Zhou, Z.Q.; Zhuang, X.S. The development of bioenergy technology in China. Energy 2010, 35, 4445–4450. [Google Scholar] [CrossRef]
- Chen, H. Lignocellulose biorefinery product engineering. In Lignocellulose Biorefinery Engineering, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2015; pp. 125–165. [Google Scholar]
- Onukak, I.E.; Mohammed-Dabo, I.A.; Ameh, A.O.; Okoduwa, S.I.; Fasanya, O.O. Production and Characterization of Biomass Briquettes from Tannery Solid Waste. Recycling 2017, 2, 17. [Google Scholar] [CrossRef]
- Mendoza-Martinez, C.L.; Sermyagina, E.; Carneiro, O.A.D.C.; Vakkilainen, E.; Cardoso, M. Production and characterization of coffee-pine wood residue briquettes as an alternative fuel for local firing systems in Brazil. Biomass Bioenergy 2019, 123, 70–77. [Google Scholar] [CrossRef]
- Ujjinappa, S.; Sreepathi, L.K. Production and quality testing of fuel briquettes made from pongamia and tamarind shell. Sadhana 2018, 43, 1–7. [Google Scholar] [CrossRef]
- Nwabue, F.I.; Unah, U.; Itumoh, E.J. Production and characterization of smokeless bio-coal briquettes incorporating plastic waste materials. Environ. Technol. Innov. 2017, 8, 233–245. [Google Scholar] [CrossRef]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Sotannde, O.A.; Oluyege, A.O.; Abah, G.B. Physical and combustion properties of briquettes from sawdust of Azadirachta indica. J. Res. 2010, 21, 63–67. [Google Scholar] [CrossRef]
- Bonassa, G.; Schneider, L.T.; Canever, V.B.; Cremonez, P.A.; Frigo, E.P.; Dieter, J.; Teleken, J.G. Scenarios and prospects of solid biofuel use in Brazil. Renew. Sustain. Energy Rev. 2018, 82, 2365–2378. [Google Scholar] [CrossRef]
- Polish Committee for Standardization. Solid Biofuels—Methods for the Determination of Mechanical Durability of Pellets and Briquettes—Part 2: Briquettes; EN-ISO 17831-2:2016-02; Polish Committee for Standardization: Warsaw, Poland, 2016.
- Kaliyan, N.; Vance Morey, R. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Muazu, R.I.; Stegemann, J.A. Effects of operating variables on durability of fuel briquettes from rice husks and corn cobs. Fuel Process. Technol. 2015, 133, 137–145. [Google Scholar] [CrossRef]
- Ivanova, T.; Kolacíková, M.; Havrland, B.; Hutla, P. Mechanical and chemical properties of briquettes made of waste hemp (Cannabis sativa var. Finola) biomass. AgriTech Sci. 2014, 8, 1–4. [Google Scholar]
- Riva, L.; Nielsen, H.K.; Skreiberg, Ø.; Wang, L.; Bartocci, P.; Barbanera, M.; Bidini, G.; Fantozzi, F. Analysis of optimal temperature, pressure and binder quantity for the production of biocarbon pellet to be used as a substitute for coke. Appl. Energy 2019, 256, 113933. [Google Scholar] [CrossRef]
- Repsa, E.; Kronbergs, E.; Pudans, E. Durability of compacted energy crop biomass. Eng. Rural Dev. 2014, 13, 436–439. [Google Scholar]
- Brunerová, A.; Pecen, J.; Brožek, M.; Ivanova, T. Mechanical durability of briquettes from digestate in different storage conditions. Agron. Res. 2016, 14, 327–336. [Google Scholar]
- Temmerman, M.; Rabier, F.; Jensen, P.; Hartmann, H.; Bohm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Dyjakon, A.; Noszczyk, T. The Influence of Freezing Temperature Storage on the Mechanical Durability of Commercial Pellets from Biomass. Energies 2019, 12, 2627. [Google Scholar] [CrossRef]
- Kpalo, S.Y.; Zainuddin, M.F.; Manaf, L.A.; Roslan, A.M. A Review of Technical and Economic Aspects of Biomass Briquetting. Sustainability 2020, 12, 4609. [Google Scholar] [CrossRef]
- Karunanithy, C.; Wang, Y.; Muthukumarappan, K.; Pugalendhi, S. Physiochemical characterization of briquettes made from different feedstocks. Biotechnol. Res. Int. 2012, 2012, 1–12. [Google Scholar] [CrossRef]
- Mitchual, S.J.; Frimpong-Mensah, K.; Darkwa, N.A. Effect of species, particle size and compacting pressure on relaxed density and compressive strength of fuel briquettes. Int. J. Energy Environ. Eng. 2013, 4, 1–6. [Google Scholar] [CrossRef]
- Grover, P.D.; Mishra, S.K. Biomass Briquetting: Technology and Practices. Regional Wood Energy Development Programme In Asia; Field Document No. 46; Food and Agriculture Organization: Rome, Italy, 1996. [Google Scholar]
- Brunerová, A.; Brožek, M. Optimal Feedstock Particle Size and Its Influence on Final Briquette Quality. In Proceedings of the 6th International Conference on Trends in Agricultural Engineering, Prague, Czech Republic, 7–9 September 2016; pp. 95–101. [Google Scholar]
- Emerhi, E.A. Physical and combustion properties of briquettes produced from sawdust of three hardwood species and different organic binders. Adv. Appl. Sci. Res. 2011, 2, 236–246. [Google Scholar]
- Rahaman, S.A.; Salam, P.A. Characterization of cold densified rice straw briquettes and the potential use of sawdust as binder. Fuel Process. Technol. 2017, 158, 9–19. [Google Scholar] [CrossRef]
- Wróbel, M. Zagęszczalność i Kompaktowalność Biomasy Lignocelulozowej (Lignocellulosic Biomass Compressibility and Compactibility); Polskie Wydawnictwo Inżynierii Rolniczej: Cracow, Poland, 2019. (In Polish) [Google Scholar]
- Eriksson, S.; Prior, M. The Briquetting of Agricultural Wastes for Fuel; FAO: Rome, Italy, 1990. [Google Scholar]
- Giuntoli, J.; Boulamanti, A.K.; Corrado, S.; Motegh, M.; Agostini, A.; Baxter, D. Environmental impacts of future bioenergy pathways: The case of electricity from wheat straw bales and pellets. GCB Bioenergy 2013, 5, 497–512. [Google Scholar] [CrossRef]
- Scarlat, N.; Martinov, M.; Dallemand, J.-F. Assessment of the availability of agricultural crop residues in the European Union: Potential and limitations for bioenergy use. Waste Manag. 2010, 30, 1889–1897. [Google Scholar] [CrossRef]
- Jarosz, Z. Potencjał techniczny słomy w Polsce i efekty środowiskowe jej alternatywnego wykorzystania (Technical potential of straw in Poland and environmental effects of its alternative use). In Stowarzyszenie Ekonomistów Rolnictwa i Agrobiznesu Roczniki Naukowe, 18th ed.; Stowarzyszenie Ekonomistów Rolnictwa i Agrobiznesu: Poznan, Poland, 2020; pp. 84–89. [Google Scholar]
- PN-EN. In Solid Biofuels. In Determination of Moisture Content—Oven Dry Method—Part 2: Total Moisture—Simplified Method; ISO 18134-2:2017-03E; European Committee for Standardization: Brussels, Belgium, 2017. [Google Scholar]
- Brožek, M. Influence of moisture content of feedstock materials on briquettes properties. Manuf. Technol. 2017, 17, 680–685. [Google Scholar] [CrossRef]
- Hebda, T.; Złobecki, A. Wpływ wilgotności słomy na trwałość kinetyczną brykietów (Influence of straw moisture on kinetics durability of briquettes). Inżynieria Rol. 2011, 6, 45–52. (In Polish) [Google Scholar]
- Brožek, M. The Effect of Moisture of the Raw Material on the Properties Briquettes for Energy Use. Acta Univ. Agric. Silvic. Mendel. Brun. 2016, 64, 1453–1458. [Google Scholar] [CrossRef]
- Plíštil, D. Briquetting and Packeting [In Czech: Briketování a Paketování]. Ph.D. Thesis, Czech University of Life Sciences, Prague, Czech Republic, 2005. [Google Scholar]
- Niño, A.; Arzola, N.; Araque, O. Experimental Study on the Mechanical Properties of Biomass Briquettes from a Mixture of Rice Husk and Pine Sawdust. Energies 2020, 13, 1060. [Google Scholar] [CrossRef]
- Garrido, M.A.; Conesa, J.A.; Garcia, M.D. Characterization and Production of Fuel Briquettes Made from Biomass and Plastic Wastes. Energies 2017, 10, 850. [Google Scholar] [CrossRef]
- Brunerová, A.; Roubík, H.; Brožek, M.; Haryanto, A.; Hasanudin, U.; Iryani, D.A.; Herák, D. Valorization of Bio-Briquette Fuel by Using Spent Coffee Ground as an External Additive. Energies 2020, 13, 54. [Google Scholar] [CrossRef]
- Borkowski, Ł.; Gendek, A. Określenie Trwałości Brykietów Wytworzonych z Materiału Pochodzenia Rolniczego i Leśnego (Determination of the Durability of Briquettes Produced from Agricultural and Forest Materials). In Proceedings of the XXI Międzynarodowa Konferencja Naukowa Studentów: Współczesne Aspekty Inżynierii Produkcji, Warszawa, Poland, 23 May 2012; pp. 19–26. (In Polish). [Google Scholar]
- Muntean, A.; Ivanova, T.; Hutla, P.; Havrland, B. Influence of raw material properties on the quality of solid biofuel and energy consumption in briquetting process. Agron. Res. 2017, 15, 1708–1715. [Google Scholar]
- Niedziółka, I.; Szymanek, M.; Zuchniarz, A. Durability evaluation for briquettes made of fodder corn phytomass. Inż. Rol. 2008, 9, 235–240. [Google Scholar]
- Ivanova, T.; Kolarikova, M.; Havrland, B.; Passian, L. Mechanical Durability of Briquettes Made of Energy Crops and Wood Residues. In Proceedings of the Engineering for Rural Development, Jelgavia, Latvia, 29–30 May 2014; pp. 131–136. [Google Scholar]
- Nurek, T.; Gendek, A.; Roman, K.; Dąbrowska, M. The Impact of Fractional Composition on the Mechanical Properties of Agglomerated Logging Residues. Sustainability 2020, 12, 6120. [Google Scholar] [CrossRef]
- Ndindeng, S.A.; Mbassi, J.E.G.; Mbacham, W.F.; Manful, J.; Graham-Acquaah, S.; Moreira, J.; Dossou, J.; Futakuchi, K. Quality optimization in briquettes made from rice milling by-products. Energy Sustain. Dev. 2015, 29, 24–31. [Google Scholar] [CrossRef]
- Chou, C.-S.; Lin, S.-H.; Peng, C.-C.; Lu, W.-C. The optimum conditions for preparing solid fuel briquette of rice straw by a piston-mold process using the Taguchi method. Fuel Process. Technol. 2009, 90, 1041–1046. [Google Scholar] [CrossRef]
- Wróbel, M.; Frączek, J.; Francik, S.; Ślipek, Z.; Mudryk, K. Influence of Degree of Fragmentation on Chosen Quality Parameters of Briquette Made from Biomass of Cup Plant Silphium perfoliatum L. In Proceedings of the Engineering for Rural Development, Jelgava, Latvia, 23–24 May 2013; pp. 653–657. [Google Scholar]
- Ryu, C.; Yang, Y.B.; Khor, A.; Yates, N.E.; Sharifi, V.N.; Swithenbank, J. Effect of fuel properties on biomass combustion: Part I. Experiments—Fuel type, equivalence ratio and particle size. Fuel 2006, 85, 1039–1046. [Google Scholar] [CrossRef]
- Antwi-Boasiako, C.; Acheampong, B.B. Strength properties and calorific values of sawdust-briquettes as wood-residue energy generation source from tropical hardwoods of different densities. Biomass Bioenergy 2016, 85, 144–152. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Tabil, L.G.; Song, Y.; Iroba, K.L.; Meda, V. Impact of process conditions on the density and durability of wheat, oat, canola, and barley straw briquettes. Bioenergy Res. 2015, 8, 388–401. [Google Scholar] [CrossRef]
- Schineberger, L. Understanding Adhesives; Hitchcock Publishing Co.: Wheaton, IL, USA, 1971. [Google Scholar]
- Brancher, L.R.; Nunes, M.F.O.; Grisa, A.M.C.; Pagnussat, D.T.; Zeni, M. Acoustic Behavior of Subfloor Lightweight Mortars Containing Micronized Poly (Ethylene Vinyl Acetate) (EVA). Materials 2016, 9, 51. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Result |
|---|---|---|
| Producer | - | Por Ecomec |
| Model | - | STANDARD |
| Product diameter | mm | 65 |
| Maximum briquette length | mm | 50 |
| Engine power | kW | 5.55 |
| Hydraulic crushing | kg·cm−2 | 1000 |
| Fraction Range | Average Value of Mechanical Durability (Du) | Standard Deviation (SD) | Coefficient of Variation |
|---|---|---|---|
| mm | % | % | % |
| 0–2 | 91.17 | 1.18 | 1.30 |
| 2–15 | 88.12 | 0.40 | 0.46 |
| 15–45 | 84.48 | 1.08 | 1.28 |
| Source | Briquetted Material | Tested Fraction | Test Standard | The Range of Mechanical Durability |
|---|---|---|---|---|
| Muntean et al. [46] | Hemp, Miscanthus, Apple Wood | 4 mm, 8 mm, 12 mm | EN ISO 17831-2:2015 with respect to EN ISO 16559:2014 | 91.00–98.00% |
| Niedziółka et al. [47] | Fodder maize (straw and chaff) | 3–12 mm, 25–70 mm | Insertion into the rotation drum (dimension not specified), rotational speed: 14 rpm, time: 5 min | 0.00–88.00% |
| Ivanova et al. [48] | Miscanthus, Giant Reed, Giant Knotweed, Hemp, Sweet Sorghum | 3.8 mm, 8 mm, | EN 1510-2 | 74.40–97.70% |
| Nurek et al. [49] | Mixture of logging residues, including branches and needles from Scots Pine | 0–1 mm, 1–4 mm, 4–8 mm, 8–16 mm | EN-ISO 17831-2:2016-02 | 42.00–72.50% |
| Ndindeng et al. [50] | Two types of rice residues | ≥1 mm, 0.301–0.99 mm, ≤0.300 mm | The drop resistance test | No data |
| Chou et al. [51] | Rice bran, Soybean residue, Sawdust of Acacia confusa | 10–5 mm, 5–2 mm, <2 mm, 250–450 µm | Taguchi method | No data |
| Wróbel et al. [52] | Silphium perfoliatum L. | 10 mm, 6 mm | PN-EN 15210-2:2011 | 80.20–95.04% |
| Effect | SS | df | MS | F | p |
|---|---|---|---|---|---|
| For the 0–2 mm fraction | |||||
| Intercept | 511,905.5 | 1 | 511,905.5 | 250,465.9 | 0.000000 |
| Rotational speed of the working chamber (n) | 4731.9 | 12 | 394.3 | 192.9 | 0.000000 |
| Working chamber operation time (t) | 446.5 | 2 | 223.2 | 109.2 | 0.000000 |
| Interaction (n·t) | 75.5 | 24 | 3.1 | 1.5 | 0.112650 |
| Error | 79.7 | 39 | 2.0 | ||
| For the 2–15 mm fraction | |||||
| Intercept | 453,629.6 | 1 | 453,629.6 | 2,734,809 | 0.000000 |
| Rotational speed of the working chamber (n) | 95.3 | 2 | 47.6 | 287 | 0.000000 |
| Working chamber operation time (t) | 6631.6 | 12 | 552.6 | 3332 | 0.000000 |
| Interaction (n·t) | 13.3 | 24 | 0.6 | 3 | 0.000413 |
| Error | 6.5 | 39 | 0.2 | ||
| For the 15–45 mm fraction | |||||
| Intercept | 373,089.7 | 1 | 373,089.7 | 632,796.2 | 0.000000 |
| Rotational speed of the working chamber (n) | 179.4 | 2 | 89.7 | 152.1 | 0.000000 |
| Working chamber operation time (t) | 9347.2 | 12 | 778.9 | 1321.1 | 0.000000 |
| Interaction (n·t) | 28.7 | 24 | 1.2 | 2.0 | 0.024200 |
| Error | 23.0 | 39 | 0.6 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dyjakon, A.; Sobol, Ł.; Krotowski, M.; Mudryk, K.; Kawa, K. The Impact of Particles Comminution on Mechanical Durability of Wheat Straw Briquettes. Energies 2020, 13, 6186. https://doi.org/10.3390/en13236186
Dyjakon A, Sobol Ł, Krotowski M, Mudryk K, Kawa K. The Impact of Particles Comminution on Mechanical Durability of Wheat Straw Briquettes. Energies. 2020; 13(23):6186. https://doi.org/10.3390/en13236186
Chicago/Turabian StyleDyjakon, Arkadiusz, Łukasz Sobol, Mateusz Krotowski, Krzysztof Mudryk, and Krzysztof Kawa. 2020. "The Impact of Particles Comminution on Mechanical Durability of Wheat Straw Briquettes" Energies 13, no. 23: 6186. https://doi.org/10.3390/en13236186
APA StyleDyjakon, A., Sobol, Ł., Krotowski, M., Mudryk, K., & Kawa, K. (2020). The Impact of Particles Comminution on Mechanical Durability of Wheat Straw Briquettes. Energies, 13(23), 6186. https://doi.org/10.3390/en13236186