Abstract
Thermal processes represent a considerable part of the total energy consumption in manufacturing industry, in sectors such as steel, aluminium, cement, ceramic and glass, among others. It can even be the predominant type of energy consumption in some sectors. High thermal energy processes are mostly associated to high thermal losses, (commonly denominated as waste heat), reinforcing the need for waste heat recovery (WHR) strategies. WHR has therefore been identified as a relevant solution to increase energy efficiency in industrial thermal applications, namely in energy intensive consumers. The ceramic sector is a clear example within the manufacturing industry mainly due to the fuel consumption required for the following processes: firing, drying and spray drying. This paper reviews studies on energy efficiency improvement measures including WHR practices applied to the ceramic sector. This focuses on technologies and strategies which have significant potential to promote energy savings and carbon emissions reduction. The measures have been grouped into three main categories: (i) equipment level; (ii) plant level; and (iii) outer plant level. Some examples include: (i) high efficiency burners; (ii) hot air recycling from kilns to other processes and installation of heat exchangers; and (iii) installation of gas turbine for combined heat and power (CHP). It is observed that energy efficiency solutions allow savings up to 50–60% in the case of high efficiency burners; 15% energy savings for hot air recycling solutions and 30% in the when gas turbines are considered for CHP. Limitations to the implementation of some measures have been identified such as the high investment costs associated, for instance, with certain heat exchangers as well as the corrosive nature of certain available exhaust heat.
1. Introduction
Industrial processes are overall associated to high energy consumption and industry holds about 25% of the final energy consumption in European Union (EU) [1]. Some industrial thermal processes require a significant energy demand and are usually associated with considerable heat losses (waste heat) [2]. In the EU, thermal energy can reach 70% of the total energy use [3]. Waste heat has been estimated to represent from 20 to 50% of overall industrial energy consumption [4] in the United States. In the EU, its potential for reuse means about 300 TWh/year, representing around 17% of the industrial energy consumption for process heat and 10% of the total industrial energy consumption [5]. In the prospect to improve the energy efficiency of industrial thermal processes, several sets of practices related to waste heat recovery (WHR) have been proposed and implemented [6].
The implementation of innovative measures for energy efficiency improvement reveals as a potential field of research to attain not only for the reduction in energy consumption but also in achieving clean and low carbon objectives regarding sustainability at the EU and worldwide level [6]. In this prospect, the adoption of a consistent energy management, in addition to the practices related to industrial symbiosis [7], the promotion of eco-efficiency [8] and the use of alternative fuels coming from renewable sources, attractive in energy-intensive sectors to reduce environmental impacts without compromising the technical requirements in the involved processes [9,10] are relevant to improve energy efficiency and promote sustainability in industry.
The ceramic industry is an energy intensive sector, similar to the steel, cement and glass industries [11]. A reference document for the best available techniques (BAT) is available in the EU for the ceramic industry [12] and its revision is currently ongoing. Overall, the improvement opportunities in this sector range from waste heat recovery, for which examples are given in [13], equipment optimisation examples are demonstrated in [14], and those for the use of renewable energy are expressed in [15]. The framework of energy efficiency improvement measures within the ceramic sector have been studied. However, as most recent studies have been focusing on the progresses achieved until the end of the 1990s [16], such frameworks are outdated. Furthermore, generalist studies have been performed for the framework of WHR technologies in the industry [17]. An updated review on energy efficiency technologies and strategies is therefore required for framing the most recent technological developments for energy efficiency improvement within the operation of ceramic industry plants, namely improvements at the equipment level, plant level and outer plant level for energy valorisation and cleaner thermal processes.
This paper aimed to review the most prominent energy efficiency technologies and strategies in the ceramic sector, focusing on waste heat recovery (WHR) and performing an analysis of improvements at the equipment level, plant level and outer plant level. This was set to establish a benchmark for the analysis of thermal processes in the ceramic industry, the assessment of energy efficiency improvement potential and the selection of the most favourable strategies for the distribution of waste heat within the plant processes attending to each process energy requirements.
2. Description of the Ceramic Sector
According to data from the European ceramic industry association, Ceramie-Unie (C-U) [18], the ceramic industry is an overall export-oriented sector (the EU exports 30% of its total production), it encompasses around 2000 companies, and it has an annual production value of EUR 30 billion. As an energy intensive sector, its competitiveness is highly dependent on fuel prices. Therefore, cost effective strategies that increase energy efficiency and reduce carbon emissions will highly improve both the environment and ceramic production costs.
The ceramic sector is categorised into several subsectors. A classification considered in the BAT reference document [12] considers the following subsectors: tiles (including roof and wall and floor); refractories; abrasives; household: technical and sanitaryware. There are also other subsectors with minor sales turnover and energy consumption (including vitrified clay pipes and expanded clay aggregates). The ceramic industry may also be characterised regarding sales turnover and energy consumption. Figure 1 presents the distribution of sales turnover for each subsector of the ceramic industry.
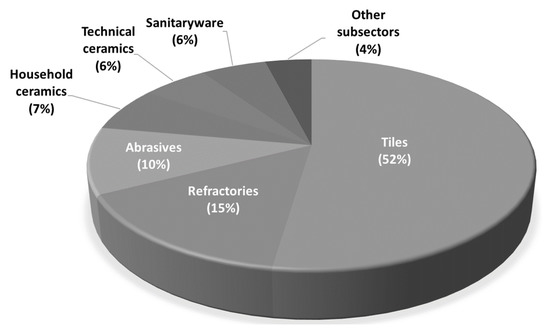
Figure 1.
Distribution of the sales turnover in the ceramic industry in Europe considering the reference year 2015 (data gathered from [12,19,20]).
The energy use within a ceramic plant is highly significant, representing about 30% of the overall production costs [21], which accounts for the evidence that the ceramic industry is an energy intensive sector. In terms of the distribution between the subsectors, the tiles production represents 80% of the total energy consumption in the ceramic industry [21]. Considering this and considering the data present in Figure 1, it is possible to verify that the tile manufacturing industry is the most representative subsector in terms of sales turnover and energy consumption.
3. Characterisation of Thermal Processes in the Ceramic Industry
The ceramic production includes several processes: material storage, mixture and preparation, shaping (extrusion or pressing), drying, glazing, firing, quality check, and packaging [16]. The intensive energy consumption in a ceramic production plant is mainly related to processes of firing, drying and spray drying [22]. In most ceramic subsectors, the specific fuel consumption (per tonne of produced ceramic material) is superior to the electric energy consumption [23], which is for instance due to the operation of these energy intensive thermal processes. The firing process is at the highest energy consumption level, due to the high annual operational times of the kilns and consequent high operational temperatures [22]. Figure 2 presents the distribution of thermal energy consumption per process for the ceramic tile manufacturing industry—the most significant ceramic subsector.
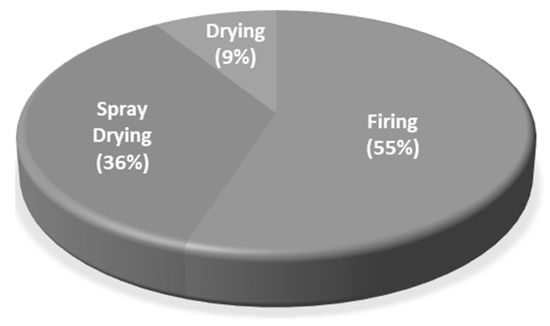
Figure 2.
Distribution of thermal energy consumption for each thermal process in the tiles manufacturing subsector (adapted from [24]).
The firing process is operated in ceramic kilns, including tunnel kilns [24], rotary kilns [16], roller kilns [25] and intermittent kilns [26]. Tunnel kilns are continuous kilns, in which the products to be fired, are transported in kiln cars, being normally open at the inlet and the outlet while heating occurs at the centre [24]. Rotary kilns use the process of calcination to heat up products in continuous operation [16], while roller kilns are constituted by a refractory roller conveyor for the transportation of products through a hot tunnel, enabling fast firing in rapid cycles [25]. Intermittent kilns are closed kilns, operating in discontinuous operation, and a schedule exists for the increase in temperature within the kiln [26]. The drying process may also occur in several types of dryers, which include vertical and horizontal dryers [27]. The tunnel dryer is an example of a horizontal dryer with a continuous operation [28]. In vertical dryers, the product is transported vertically within the dryer and is shaped by the press as it is placed into beds [29]. Figure 3 presents the most energy consuming operations in a ceramic plant, namely tunnel kiln, roller kiln, tunnel dryer and spray dryer.
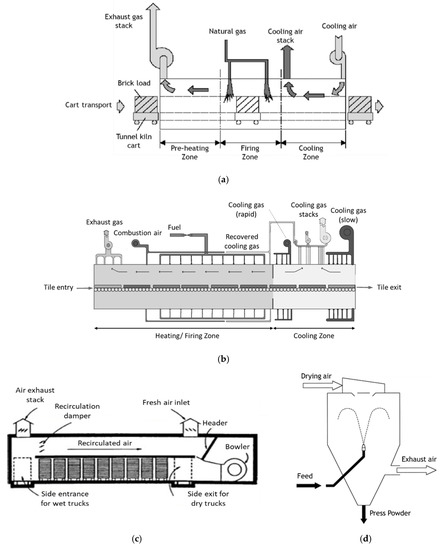
Figure 3.
(a) Scheme of the operation of a tunnel kiln; (b) scheme of the operation of a roller kiln; (c) scheme of the operation of a tunnel dryer; and (d) scheme of the operation of a spray dryer (adapted from [28,30,31,32]).
In the prospect of the improvement opportunities in ceramic thermal processes, several authors investigated the operation of tunnel kilns, intermittent kilns, rotary kilns and roller kilns, dryers and spray dryers. Such studies were based on the performance of mass and enthalpy balances [24,29], which were complemented by exergy analysis—applied to identify irreversibility to assess improvement opportunities [25,29,33] and thermal analysis—applied to identify potential improvements in heat transfer [26]. The performance of global balances to a process may be used to quantify the overall waste heat in a thermal process, and thus WHR opportunities. Considering the values presented by Mezquita et al. [24], it is possible to observe the heat losses associated to each stream of a ceramic kiln, as presented in Figure 4.
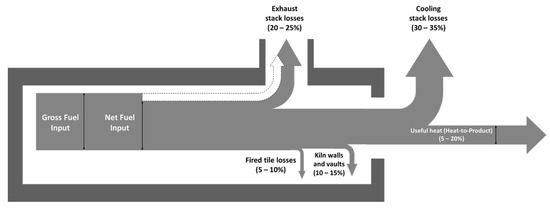
Figure 4.
Thermal energy losses in ceramic kiln (adapted from [24,34]).
While a quantification of typical heat losses for the remaining thermal processes, such as drying and spray drying, remain to be performed, practical studies to quantify the energy inputs and outputs of specific dryers and spray dryers can be found in the literature [32,33].
4. Framework of Waste Heat Recovery for Industrial Applications
Industrial thermal energy is primarily generated by fuel combustion in different processes. Electric energy may also generate waste heat from compressing and grinding operations [35]. In both systems, high amounts of heat are lost to the environment, mainly heat losses in equipment and heat losses in exhaust gas stacks [4]. The implementation of WHR technologies and strategies make use of such waste heat to obtain several associated benefits [24], such as: reduction in energy consumption and associated CO2 emissions; reduction in manufacturing costs; increase in company competitiveness; reduction in resource consumption and the associated environmental impacts, contributing to a low carbon economy. Several authors have been exploring the application of WHR technologies and strategies in the industry in general and in specific industrial sectors, exploring all its aspects and its framework within the area of energy efficiency. Table 1 presents the foremost progresses within the study of industrial WHR, studied by several authors, covering its contextualisation, optimisation through modelling and techno-economic assessment.

Table 1.
Progresses in industrial waste heat recovery (WHR) research.
According to Papapetrou et al. [5], Jouhara et al. [17] and Bruckner et al. [90], WHR technologies may be classified following their temperature range: high temperature (HT), medium temperature (MT) and low temperature (LT) as detailed in Table 2. Each category is also differentiated according to the origin of the waste heat, following Jouhara et al. [17]. While HT technologies are applied directly in combustion processes, MT technologies are applied to reuse the waste heat from exhaust gases and LT technologies are applied to use the waste heat from the products and equipment. The share over the total waste heat presented in Table 2 corresponds to the representativity of low-grade, medium-grade and high-grade waste heat over the total waste heat potential in the EU (300 TWh/year) [5].
Table 2.
Classification of WHR technologies.
5. Energy Efficiency Technologies and Strategies in the Ceramic Sector
The energy efficiency improvement opportunities in the ceramic sector include the optimisation of equipment performance, the use of material streams with considerable waste heat potential and the use of alternative fuels and renewable energy resources. Although opportunities are centred on processes of firing, drying and spray drying, improvement measures, in particular WHR technologies and strategies, may also be recovered from these processes to other thermal processes (such as boilers) and to produce electric energy. A summary on the progress of energy efficiency improvement in the ceramic sector focusing on WHR is presented in Table 3. The progress is categorised into energy efficiency improvement, the analysis of flow phenomena in thermal processes, modelling and the optimisation of thermal process and plants, the implementation of WHR strategies, WHR-based electricity generation, the use of alternative fuels and renewable energy resources and the application of water and energy integration.
Table 3.
Progresses on research on energy efficiency improvement in the ceramic sector.
In the following section, several energy efficiency technologies and strategies for the ceramic industry are presented, in three sub-sections: Equipment-Level Technologies and Strategies (Sub-Section 5.1), Plant-level Technologies and Strategies (Sub-Section 5.2) and Outer-Plant Systems (Sub-Section 5.3).
5.1. Equipment-Level Technologies and Strategies
The improvement of energy efficiency in a ceramic plant may be performed by the optimisation of the equipment operation. Authors have pointed in a generalist manner a set of best practices to be performed in a ceramic thermal processes [27,31,102,118] including: the automatic control of operational conditions (temperature and humidity); installation of fans in the zones of dryers with higher independent thermal contributions; improvement of thermal insulation of kilns by the application of refractory layers; control of the excess air at the inlet and outlet of kilns; automatic control of the kiln combustion regime; use of the kiln preheating zone to complete the drying and maximisation of the batch and continuous process synchronisation in the production flow. In this section, several technologies and strategies for the improvement of the operation of a ceramic plant’s processes (kilns, dryers and spray dryers) are presented. These technologies and strategies are described in Table 4 into two main findings: technical; and energy and economic aspects.
Table 4.
Description of equipment-level technologies and strategies.
In Figure 5, the description of the operation of the technologies and strategies identified in Table 4 are presented, namely high efficiency burners, airless drying and exhaust air recirculation in spray dryers.

Figure 5.
(a) Description of a self-recuperative burner; (b) description of a regenerative burner; (c) description of an airless drying operation; and (d) the description of exhaust air recirculation in a spray dryer (adapted from [42,43,54,124]).
5.2. Plant-Level Technologies and Strategies
The improvement of energy efficiency in a ceramic plant may be also performed by the application of several technologies and strategies. In these sections, several plant-level technologies and strategies are presented (Table 5).
Table 5.
Description of plant-level technologies and strategies.
In Figure 6, the flowsheets of some of the WHR strategies and process integration within a plant are presented. In the flowsheet presented in Figure 6, previously published by the authors [123], it is observable that the project of the implementation of a plant-level WHR strategy encompassing the most energy-consuming processes of the plant, contemplating the hot air recycling from the cooling zone of the kilns as combustion air between kilns and as drying air and the use of the waste heat potential from exhaust gas streams in a water–gas heat exchanger.
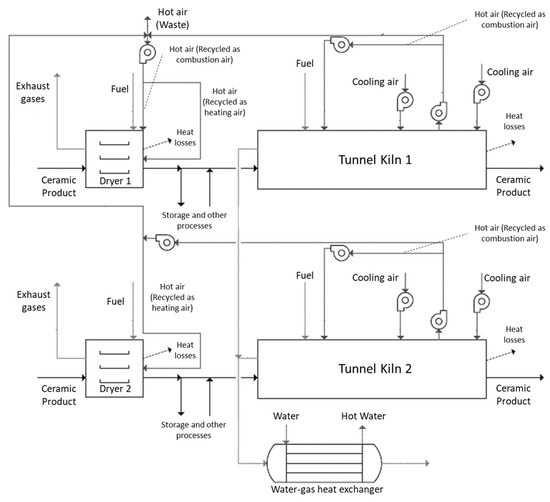
Figure 6.
Flowsheet of an integrated WHR strategy encompassing hot air recycling from tunnel kilns’ cooling zone to the respective combustion chambers and to two dryers and the use of an economiser (adapted from [117]).
In the ceramic sector, for plant-level technologies and strategies, two main types of heat exchangers can be installed, namely water–gas heat exchangers (also called economisers) and air–gas heat exchangers (air preheaters) [17]. Water–gas heat exchangers are finned tube heat exchangers applied for the heating of water through the heat recovered from a gas stream [80], normally exhaust gases as exemplified in Figure 6. While air–gas heat exchangers are mostly applied for the heating of an air stream, such as the preheating of a combustion air stream [108], these may present several configurations [166], such as: regenerators, recuperators, rotary regenerators and run around coil. Moreover, different designs exist [17], such as: plate heat exchangers and heat pipe heat exchangers. The application of heat exchangers is conditional to the type of fluid, namely if corrosive. Corrosion can be caused by the passage of acidic gases originating from combustion and due to the potential production of foaming; for hot air recycling usually this is not applicable, in which an equivalent amount of waste heat may be recovered to tunnel kilns or other processes within the plant, without the risk of corrosion or foaming formation [22].
5.3. Outer-Plant Technologies and Strategies
In addition to plant-level measures, namely WHR strategies encompassing the recycling of several streams may be applicable if there are significant remaining waste streams to furtherly improve energy efficiency beyond by directly reducing fuel consumption. Such an approach is based on the application of technologies for the generation of electric energy and the combined heat and power (CHP) generation [56]. These are methods of selection to increase the self-sufficiency of a plant [6]. In this section, the description of two measures which produce benefits to be used in outer-plant are detailed, namely through the measures presented in Table 6. The approached technologies consider the organic Rankine cycle—a system similar to a Clausius–Rankine cycle suitable for low-grade heat sources and; gas turbine cogeneration—a system that produces both heat and electric energy using a system containing a gas turbine).
Table 6.
Description of outer-plant technologies and strategies.
In Figure 7, the schematic of an organic Rankine cycle (ORC)and two gas turbine CHP installations is presented.
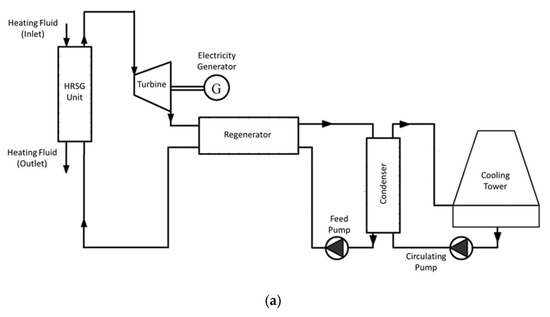
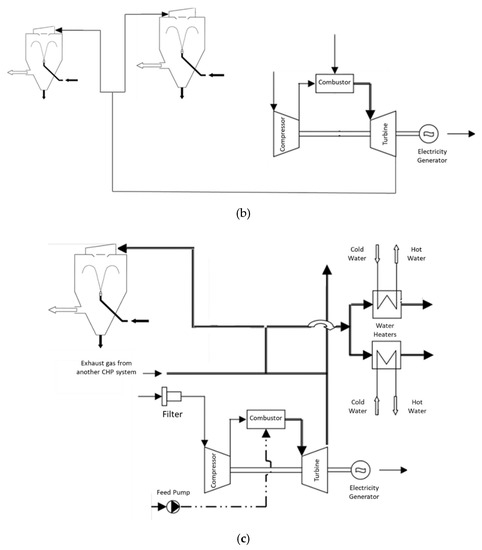
Figure 7.
(a) Organic Rankine cycle (ORC); (b) gas turbine combined heat and power (CHP) to reduce spray dryer fuel consumption; and (c) gas turbine CHP to reduce spray dryer fuel consumption and heat up water (adapted from [66,135,136]).
5.4. Future Goals
The improvement measures in the industry and in particular the implementation of WHR technologies and strategies presented in this paper, have been evolving in the scope of the requirements of each single plant to reduce its investment in energy use. Nonetheless, such requirements have been emerging under more far-reaching goals which comprise the need of promoting industrial sustainability in a worldwide perspective, namely of manufacturing industry. Within the EU, these sustainable goals may be linked to the 2030 climate and energy framework [167] and in a furthermost perspective, the 2050 long-term strategy [168]. Table 7 summarises the future goals regarding energy efficiency improvement in the European and the National industry—Portugal—correlating these goals with the current energy policies, with a focus on WHR and in the light of the improvement measures approached for the case of the ceramic industry.
Table 7.
Description of future goals and its association to EU and national-level policies.
6. Conclusions
In this paper, several technologies and strategies for energy efficiency improvement on the ceramic industry are presented:
- At the equipment level, several WHR technologies and strategies are applicable for the improvement of firing, drying and spray drying operations, such as the application of high efficiency burners (typical fuel savings of 50–60% for regenerative burners) and airless drying (typical thermal energy savings of 20–50%), in addition to the application of alternative fuels and improvement in ceramic material design;
- At plant-level implementation, there is great potential for measures such as hot air recycling from kilns to other processes (low associated payback time for implementation) and the use of dry routes instead of wet routes in raw material preparation (associated 78% of thermal energy savings and 36% reduction in electric energy savings), in addition to the use of renewable energy resources (such as CSP);
- At the outer-plant level, technologies and strategies, two main applications were presented: electricity production systems, namely the organic Rankine cycle (with an associated payback time of 4–5 years) and gas turbine CHP (with associated typical 25% electric energy savings and 30% fuel savings).
Throughout the paper, gaps regarding the existence of specific studies were also identified. These are mostly associated to techno-economic limitations, for instance:
- The practice of hot air recycling is generally favoured relatively to the installation of heat exchangers—higher investment costs and the problem of corrosion by the passing of exhaust gases and; as most of the performed studies focus on hot air recycling, with a verifiable lack of studies for the application of several types of heat exchangers;
- Despite the potential of industrial symbiosis encompassing this sector, namely regarding WHR, a lack of existing studies on the assessment of energy efficiency improvement caused by the implementation of an industrial symbiosis-based measure is observed.
Author Contributions
M.C.O., M.I., P.L.C. and H.M. performed the literature review; M.C.O. and H.M. wrote the paper; P.L.C. and H.M. revised the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This project has received funding from Portugal2020 03/SIAC/2016 under grant agreement “No. 26791”. The publishing procedure has received funding by the European Union’s Horizon 2020 research and innovation programmes under grant agreement “No. 810764”.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| Abbreviations | |
| BAT | Best available technologies |
| CHP | Combined heat and power |
| CSP | Concentrated solar power |
| HT | High temperature |
| LT | Low temperature |
| MT | Medium temperature |
| ORC | Organic Rankine cycle |
| PCM | Phase change materials |
| TES | Thermal energy storage |
| WHR | Waste heat recovery |
References
- Eurostat. Consumption of Energy. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Archive:Consumption_of_energy (accessed on 30 October 2019).
- Bendig, M.; Maréchal, F.; Favrat, D. Defining “Waste Heat” for industrial processes. Appl. Therm. Eng. 2013, 61, 134–142. [Google Scholar] [CrossRef]
- Agathokleous, R.; Bianchi, G.; Panayiotou, G.; Arestia, L.; Argyrou, M.; Georgiou, G.S.; Tassou, S.A.; Jouhara, H.; Kalogirou, S.A.; Florides, G.A.; et al. Waste Heat Recovery in the EU industry and proposed new technologies. Energy Procedia 2019, 161, 489–496. [Google Scholar] [CrossRef]
- U.S. Department of Energy Industrial Technologies Program. Waste Heat Recovery: Technology and Opportunities in U.S. Industry. 2008. Available online: https://www1.eere.energy.gov/manufacturing/intensiveprocesses/pdfs/waste_heat_recovery.pdf (accessed on 21 August 2019).
- Papapetrou, M.; Kosmadakis, G.; Cipollina, A.; La Commare, U.; Micale, G. Industrial waste heat: Estimation of the technically available resource in the EU per industrial sector, temperature level and country. Appl. Eng. 2018, 138, 207–216. [Google Scholar] [CrossRef]
- Fernandes, M.C.; Matos, H.A.; Nunes, C.P.; Cabrita, J.C.; Cabrita, I.; Martins, P.; Cardoso, C.; Partidário, P. Medidas Transversais de Eficiência Energética para a Indústria, 1st ed.; Direção-Geral de Energia e Geologia: Lisbon, Portugal, 2016; ISBN 978-972-8268-41-1. [Google Scholar]
- Schüch, A.; Hänel, A.; Thapper, C.; Nakrosiene, A.; Paulauskas, M.; Flink, P.; Lund, M. Technical Report on Industrial Symbiosis; Urban Baltic Industrial Symbiosis Gasverksgatan: Lund, Sweden, 2017. [Google Scholar]
- Monfort, E.; Mezquita, A.; Granel, R.; Vaquer, E.; Escrig, A.; Miralles, A.; Zaera, V. Analysis of Energy Consumption and Carbon Dioxide Emissions in Ceramic tile manufacture. Bol. Soc. Esp. Ceram. Vidr. 2010, 49, 303–310. [Google Scholar]
- O’Rielly, K.; Jeswiet, J. Improving industrial energy efficiency through the implementation of waste heat recovery systems. Trans. Can. Soc. Mech. Eng. 2014, 39, 125–136. [Google Scholar] [CrossRef]
- Fiehl, M.; Leicher, J.; Giese, A.; Görner, K.; Fleischmann, B.; Spielmann, S. Biogas as a co-firing fuel in thermal processing industries: Implementation in a glass melting furnace. Energy Procedia 2017, 120, 302–308. [Google Scholar] [CrossRef]
- European Comission. LIFE and energy intensive Industries. 2018. Available online: https://ec.europa.eu/environment/archives/life/products/download/factsheet_eii_web.pdf (accessed on 21 August 2019).
- European Comission. Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry. 2007. Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/cer_bref_0807.pdf (accessed on 21 August 2019).
- Rocha, C.S. O papel do Ecodesign na Eficiência Energética dos Produtos Cerâmicos. Available online: http://repositorio.lneg.pt/bitstream/10400.9/2403/1/art_tecnico_164_2.pdf (accessed on 30 October 2019).
- CTCV—Centro Tecnológico da Cerâmica e do Vidro. Definição das Principais Áreas de Inovação no Sector da Cerâmica e do Vidro. 2010. Available online: http://www.produtech.org/documentos/estrategia/definicao-das-principais-areas-de-inovacao-no-sector-da-ceramica-e-do-vidro/at_download/file (accessed on 21 August 2019).
- Sinton, C.W. Is there a place for renewable energy in ceramics, glass manufacturing? Am. Ceram. Soc. Bull. 2015, 84, 18–22. [Google Scholar]
- Agrafiotis, C.; Tsoutsos, T. Energy saving technologies in the European ceramic sector: A systematic review. Appl. Eng. 2001, 21, 1231–1249. [Google Scholar] [CrossRef]
- Jouhara, H.; Khordehgah, N.; Delpech, B.; Chauhan, A.; Tassou, S.A. Waste heat recovery technologies and applications. Therm. Sci. Eng. Prog. 2018, 6, 268–289. [Google Scholar] [CrossRef]
- Ceramie-Unie—The European Ceramic Industry Association. Available online: http://cerameunie.eu (accessed on 21 August 2019).
- European Commission. Cumulative Cost Assessment (CCA) of the EU Ceramics Industry—Final Report. 2017. Available online: File:///C:/Users/Ioana%20Cristea/Desktop/Cumulative%20Cost%20Assessment%20CCA%20of%20the%20EU%20CERAMICS%20Industry%20-%20Final%20Report.pdf (accessed on 10 July 2020).
- Fraunhofer Institute for Systems and Innovation Research. Methodology for the Free Allocation of Emission Allowances in the EU ETS Post 2012—Sector Report for the Ceramics Industry. 2009. Available online: https://ec.europa.eu/clima/sites/clima/files/ets/allowances/docs/bm_study-lime_en.pdf (accessed on 10 July 2020).
- EU-MERCI. Analysis of the Industrial Sectors in the European Union—WP4: Picture of Efficiency Projects Implemented by the Industry Sector-by-Sector and Process-by-Process. 2017. Available online: http://www.eumerci-portal.eu/documents/20182/38527/0+-+EU.pdf (accessed on 10 July 2020).
- Delpech, B.; Axcel, B.; Jouhara, H. A review on waste heat recovery from exhaust in the ceramics industry. E3s Web Conf. 2017, 22. [Google Scholar] [CrossRef]
- Pezzutto, P.; Zambotti, S.; Croce, A.; Zambelli, P.; Garegnani, G.; Scaramuzzino, C.; Pascuas, R.P.; Haas, F.; Exner, D.; Lucchi, E.; et al. Hotmaps—D2.3 WP2 Report—Open Data Set for the EU28. 2019. Available online: https://www.hotmaps-project.eu/wp-content/uploads/2018/03/D2.3-Hotmaps_for-upload_revised-final_.pdf (accessed on 10 July 2020).
- Mezquita, A.; Boix, J.; Monfort, E.; Mallol, G. Energy saving in ceramic tile kilns: Cooling gas heat recovery. Appl. Therm. Eng. 2014, 65, 102–110. [Google Scholar] [CrossRef]
- Ferrera, S.; Mezquita, A.; Aguilella, V.M.; Monfort, E. Beyond the energy balance: Exergy analysis of an industrial roller kiln firing porcelain tiles. Appl. Eng. 2019, 150, 1002–1015. [Google Scholar] [CrossRef]
- Gomez, R.S.; Porto, T.R.N.; Magalhães, H.L.F.; Moreira, G.; André, A.M.M.C.N.; Melo, R.B.F.; Lima, A.G.B. Natural Gas Intermittent Kiln for the Ceramic Industry: A Transient Thermal Analysis. Energies 2019, 12, 1568. [Google Scholar] [CrossRef]
- Magueijo, V.; Fernandes, M.C.; Matos, H.A.; Nunes, C.P.; Calau, J.P.; Carneiro, J.; Oliveira, F. Medidas de Eficiência Energética Aplicáveis à Indústria Portuguesa: Um Enquadramento Tecnológico Sucinto; ADENE—Agência para a Energia: Lisbon, Portugal, 2010; ISBN 978-972-8646-18-9. [Google Scholar]
- Mujumdar, A.S. Handbook of Industrial Drying; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Utlu, Z.; Hepbasli, A.; Turan, M. Performance Analysis and Assessment of an Industrial Dryer in Ceramic Production. Dry. Technol. 2011, 29, 1792–1813. [Google Scholar] [CrossRef]
- Dudam, V.P. Numerical and Experimental Thermal Analysis of a Tunnel Kiln used in Ceramic Production. J. Braz. Soc. Mech. Sci. Eng. 2009, 31, 297–304. [Google Scholar]
- Wang, Y.; Yang, H.; Xu, K. Thermal Performance Combined with Cooling System Parameters Study for a Roller Kiln Based on Energy-Exergy Analysis. Energies 2020, 13, 3922. [Google Scholar] [CrossRef]
- Ceramic Industry. Available online: https://www.ceramicindustry.com/articles/84527-successful-spray-drying (accessed on 31 October 2019).
- Caglayan, H.; Şöhret, Y.; Caliskan, H. Thermo-Ecologic Evaluation of a Spray Dryer for Ceramic Industry. Energy Procedia 2018, 144, 164–169. [Google Scholar] [CrossRef]
- Hasanuzzaman, M.; Rahima, N.A.; Hosenuzzaman, M.; Saidur, R.; Mahbubul, I.M. Energy savings in the combustion-based process heating in industrial sector. Renew. Sustain. Energy Rev. 2012, 16, 4527–4536. [Google Scholar] [CrossRef]
- Saidur, R. A review on electrical motors energy use and energy savings. Renew. Sustain. Energy Rev. 2010, 14, 877–898. [Google Scholar] [CrossRef]
- Hassan, A.; Eldrup, N.H.; Normann, F.; Andersson, V.; Skagestad, R.; Mathisen, A.; Øi, L.E. Cost estimation of heat recovery networks for utilization of industrial excess heat for carbon dioxide absorption. Int. J. Greenh. Gas Control 2018, 74, 219–228. [Google Scholar]
- Hektor, E.; Berntsson, T. Future CO2 removal from pulp mills-process integration consequences. Energy Convers. Manag. 2007, 48, 3025–3033. [Google Scholar] [CrossRef]
- Hegerland, G.; Pande, J.; Haugen, H.A.; Eldrup, N.; Tokheim, L.A.; Hatlevik, L.V. Capture of CO2 from a cement plant—Technical possibilities and economical estimates. In Proceedings of the 8th International Conference on Greenhouse Gas Control Technologies, Trondheim, Norway, 19–22 June 2006. [Google Scholar]
- Andersson, V.; Franck, P.Å.; Berntsson, T. Techno-economic analysis of excess heat driven post-combustion CCS at an oil refinery. Int. J. Greenh. Gas Control 2016, 45, 130–138. [Google Scholar] [CrossRef]
- Johansson, D.; Sjöblom, J.; Berntsson, T. Heat supply alternatives for CO2 capture in the process industry. Int. J. Greenh. Gas Control 2012, 8, 217–232. [Google Scholar] [CrossRef]
- Reddy, C.; Maidu, S.; Rangaish, G.P. Waste Heat Recovery Methods and Technologies. Chemical Engineering. New York; McGraw-Hill. Chem. Week Publ. 2013, 120, 28–38. [Google Scholar]
- Rozpondek, M.; Wnęk, M. The Application Aspects of Self-Recuperative and Self-Regenerative Burners in Thermal Devices. Available online: https://www.mtf.stuba.sk/buxus/docs/internetovy_casopis/2013/1/3_Rozpondek_Wnek.pdf (accessed on 28 August 2019).
- Elmabrouk, E.M. Enhance the Heat Transfer in a Heat Treatment Furnace through Improving the Combustion Process in the Radiation Tubes. Ph.D. Thesis, University of Sheffield, Sheffield, UK, 2011. [Google Scholar]
- Gitzinger, H.P.; Wicker, M.; Ballinger, P. Saving energy by modernizing the heating system, using modern self-recuperative burners. Heat Process. 2010, 8, 253–256. Available online: https://furnace-online.com/en/uploadha/2017/10/principle-of-self-recuperator-burner.pdf (accessed on 28 August 2019).
- ESA Pyronics International. Self-recuperative Burners High Speed Free Flame, Pyronics International—SAID Group. 2015. Available online: http://www.esapyronics.com/wp-content/uploads/2014/12/E3901FE.pdf (accessed on 28 August 2019).
- Danieli Centro Combustion. Available online: http://www.danielicentrocombustion.it/burners-direct-self-recuperative.html (accessed on 10 April 2020).
- Tangjitsicharoen, S.; Ratanakuakangwan, S.; Khonmeak, M.; Fuangworawong, N. Investigation of Regenerative and Recuperative Burners for Different Sizes of Reheating Furnaces. Int. J. Mech. Mechatron. 2013, 7, 2027–2031. [Google Scholar]
- The Institute for Industrial Productivity. Regenerative Burners for Reheating Furnaces. 2017. Available online: http://ietd.iipnetwork.org/content/regenerative-burners-reheating-furnaces (accessed on 18 September 2020).
- Gonzalez, J.C.M.; Nunes, M.P. Turbulence Promoters for Heat Transfer Enhancement. Prog. Petrochem. Sci. 2018. [Google Scholar] [CrossRef]
- Industrial Efficiency Technology Database. Available online: www.iipinetwork.org/wp-content/Ietd/content/regenerative-burners-reheating-furnaces.html (accessed on 10 April 2020).
- Maloney, N.; Wroe, R. Dual fuel firing of Ceramics. Ziegelind. Int. 1994, 4, 209–211. [Google Scholar]
- Sumer, G.; Rozak, S.; Gallimore, P.; Green, P.; Tordoff, J.; Kos, G.; Dahlman, G. Proper selection of kiln furniture. Am. Ceram. Soc. Bull 1995, 74, 54–65. [Google Scholar]
- Matthews, S.; Pickell, G. A new generation of low-mass kiln furniture. Am. Ceram. Soc. Bull 1999, 78, 77–78. [Google Scholar]
- Thermopedia. Available online: http://www.thermopedia.com/content/711 (accessed on 7 October 2019).
- Keith Engineering. Airless Drying Technology. Available online: https://keitheng.com.au/new-technology/airless-drying (accessed on 28 August 2019).
- Naik-Dhungel, N. Waste Heat to Power Systems. 2012. Available online: https://www.epa.gov/sites/production/files/2015-07/documents/waste_heat_to_power_systems.pdf (accessed on 28 August 2019).
- Kosowski, K.; Tucki, K.; Piwowarski, M.; Stępień, R.; Orynycz, O.; Włodarski, W. Thermodynamic Cycle Concepts for High-Efficiency Power Plants. Part B: Prosumer and Distributed Power Industry. Sustainability 2019, 11, 2647. [Google Scholar] [CrossRef]
- Science Direct. Organic Rankine Cycle. Available online: https://www.sciencedirect.com/topics/engineering/organic-rankine-cycle (accessed on 7 November 2019).
- Wang, D.; Ling, W.; Peng, H. Performance analysis of double organic Rankine cycle for discontinuous low temperature waste heat recovery. Appl. Eng. 2012, 48, 63–71. [Google Scholar] [CrossRef]
- Yamada, N.; Tominaga, Y.; Yoshida, T. Demonstration of 10-Wp micro organic Rankine cycle generator for low-grade heat recovery. Energy 2014, 78, 806–813. [Google Scholar] [CrossRef]
- Li, J.; Pei, G.; Li, Y.; Wang, D.; Ji, J. Energetic and exergetic investigation of an organic Rankine cycle at different heat source temperatures. Energy 2012, 38, 85–95. [Google Scholar] [CrossRef]
- Exergy. Available online: http://www.exergy-orc.com/orc (accessed on 23 August 2019).
- Tartière, T.; Astolfi, M. A World Overview of the Organic Rankine Cycle Market. Energy Procedia 2017, 129, 2–9. [Google Scholar] [CrossRef]
- Quoilin, S.; Van Den Broek, M.; Declaye, S.; Dewallef, P.; Lemort, V. Techno-economic survey of Organic Rankine Cycle (ORC) systems. Renew. Sustain. Energy Rev. 2013, 22, 168–186. [Google Scholar] [CrossRef]
- Jumel, S.; Feidt, M.; Le, V.L.; Kheiri, A. Working fluid selection and performance comparison of subcritical and supercritical organic Rankine cycle (ORC) for low-temperature waste heat recovery. In Proceedings of the ECEEE 2012 Summer Study on Energy Efficiency in Industry, Arnhem, The Netherlands, 11–14 September 2012. [Google Scholar]
- Zhang, C.; Fu, J.; Yuan, P.; Liu, J. Guidelines for Optimal Selection of Subcritical Low-Temperature Geothermal Organic Rankine Cycle Configuration Considering Reinjection Temperature Limits. Energies 2018, 11, 2878. [Google Scholar] [CrossRef]
- Haddad, C.; Périlhon, C.; Danlos, A.; François, M.; Descombes, G. Some efficient solutions to recover low and medium waste heat: Competitiveness of the thermoacoustic technology. Energy Procedia 2014, 50, 1056–1069. [Google Scholar] [CrossRef]
- Moussawi, H.A.; Fardoun, F.; Louahlia-Gualous, H. Review of tri-generation technologies: Design evaluation, optimization, decision-making, and selection approach. Energy Convers. Manag. 2016, 120, 157–196. [Google Scholar] [CrossRef]
- Budina, R.; Mihelic-Bogdanic, A.; Sutlovic, I.; Filipan, V. Advanced polymerization process with cogeneration and heat recovery. Appl. Eng. 2006, 26, 1998–2004. [Google Scholar] [CrossRef]
- Batier, R. The cogeneration in the EU ceramic industry. In Proceedings of the COGEN Europe Annual Conference, Belgium, 18–19 April 2013. [Google Scholar]
- PEI—Power Engineering International. Gas Turbines for Cogeneration—Efficiency is Everything. Available online: https://www.powerengineeringint.com/2007/03/01/gas-turbines-for-cogeneration-efficiency-is-everything (accessed on 7 November 2019).
- Stojkov, M.; Hnatko, E.; Kljajin, M.; Živić, M.; Hornung, K. CHP and CCHP Systems Today. Development of Power Engineering in Croatia. Int. J. Electr. Comput. Eng. Syst. 2011, 2, 2. [Google Scholar]
- Woolley, E.; Luo, Y.; Simeone, A. Industrial waste heat recovery: A systematic approach. Sustain. Energy Technol. Assess. 2018, 29, 50–59. [Google Scholar] [CrossRef]
- Simeoni, P.; Ciotti, G.; Cottes, M.; Meneghetti, A. Integrating industrial waste heat recovery into sustainable smart energy systems. Energy 2019, 175, 941–951. [Google Scholar] [CrossRef]
- Ziemele, J.; Kalnins, R.; Vigants, G.; Vigants, E.; Veidenbergs, I. Evaluation of the industrial waste heat potential for its recovery and integration into a fourth generation district heating system. Energy Procedia 2018, 147, 315–321. [Google Scholar] [CrossRef]
- Kayabasi, E.; Kurt, H. Simulation of heat exchangers and heat exchanger networks with an economic aspect. Eng. Sci. Technol. Int. J. 2018, 21, 70–76. [Google Scholar] [CrossRef]
- Savas, A.F.; Mafan, E. Utilization of stack gas and kiln cooling air temperature for factory heating through heat recovery method in ceramic kilns. Teh. Vjesn. 2015, 22, 893–898. [Google Scholar] [CrossRef][Green Version]
- Li, A. Study on Structural Optimization Design of Heat Exchangers of Hot air furnace. Energy Procedia 2014, 14, 1317–1322. [Google Scholar] [CrossRef][Green Version]
- Li, A. Study on Heat Transfer Performance of Heat exchanger of Hot air furnace. Chin. Counfryside Well-Off Technol. 2010, 3, 70–72. [Google Scholar]
- Wang, C.; He, B.; Sun, S.; Wu, Y.; Na, Y.; Yan, L.; Pei, X. Application of a low-pressure economizer for waste heat recovery from the exhaust flue gas in a 600 MW power plant. Energy 2012, 48, 196–202. [Google Scholar] [CrossRef]
- U.S. Department of Energy. An Overview of Industrial Waste Heat Recovery Technologies for Moderate Temperatures Less Than 1000 ºF. 2013. Available online: http://www.northwestchptap.org/NwChpDocs/AnOverviewOfIndustrialWasteHeatRecoveryTechForModerateTemps.pdf (accessed on 28 August 2019).
- Podbregar, G.; Strmčnik, B.; Dodig, V.; Lagler, B.; Žertek, A.; Haddad, C. Waste Heat. Heat to Electricity Techniques. 2019. Available online: https://www.spire2030.eu/sites/default/files/users/user222/epos%20technology%20focus%2011.pdf (accessed on 28 August 2019).
- Dou, Y.; Fujii, M.; Fujita, T.; Gomi, K.; Maki, S.; Tanikawa, H. Potential of Waste Heat Exchange Considering Industrial Location Changes: A Case of Shinchi-Soma Region in Fukushima, Japan. J. Jpn. Soc. Civ. Eng. Ser. G. Environ. Res. 2017, 73, 353–363. [Google Scholar] [CrossRef]
- Hammond, G.P.; Norman, J.B. Heat recovery opportunities in UK industry. Appl. Energy 2014, 116, 387–397. [Google Scholar] [CrossRef]
- Ma, Q.; Luo, L.; Wang, R.Z.; Sauce, G. A review on transportation of heat energy over long distance: Exploratory development. Renew. Sustain. Energy Rev. 2009, 13, 1532–1540. [Google Scholar] [CrossRef]
- Economic and Social Added-Value in Energy SYMBIOSis of Waste Heat Valorisation in Industrial Surroundings (SYMBIOS). 2019. Available online: https://agenciaeconomica.amb.cat/en/economia-circular/detall/-/contactes/economic-and-social-added-value-in-energy-symbiosis-of-waste-heat-valorisation/7688421/11708 (accessed on 3 July 2020).
- INCUBIS: An Energy Symbiosis Incubator for Supporting Waste Heat & Cold Valorization in Industrial Parks, Zones and Districts. 2020. Available online: http://www.incub-is.eu/ (accessed on 3 July 2020).
- EPOS: Enhanced Energy and Resource Efficiency and Performance in Process Industry Operations Via Onsite and Cross-Sectorial Symbiosis. Available online: https://www.spire2030.eu/projects/outputs/epos-technology-focus-waste-heat (accessed on 3 July 2020).
- Quintana, J.B.; Sockeel, C.X.; Bredimas, A. SCALER Synergies Socio-Economic Impact Assessment. Industrial Symbiosis Potential and Impacts. 2019. Available online: https://www.scalerproject.eu/wp-content/uploads/2019/10/Synergies-socio-economic-impact-assessment-SCALER-D3.4.pdf (accessed on 3 July 2020).
- Bruckner, S.; Liu, S.; Laia, M.; Radspieler, M.; Cabeza, L.F.; Eberhead, L. Industrial waste heat recovery technologies: An economic analysis of heat transformation technologies. Appl. Energy 2015, 151, 157–167. [Google Scholar] [CrossRef]
- Pressure casting spearheads sanitaryware automation. Ceram. Ind. Int. 1996, 18–21.
- United Nations Framework Convention on Climate Change. Kyoto Protocol Reference Manual on Accounting of Emissions and Assigned Manuals. 2008. Available online: https://unfccc.int/resource/docs/publications/08_unfccc_kp_ref_manual.pdf (accessed on 3 July 2020).
- Commission of the European Communities. Energy Saving Methods in the Ceramic Tiles Industry (Maxi-Brochure). Thermie 1998 Programme Action; Istituto Cooperativo per l’Innovazione for the European Commission, Directorate-General for Energy (DG XVII): Luxembourg, 1993. [Google Scholar]
- Walchhuetter, U. Evolution in presses. Am. Ceram. Soc. Bull. 1995, 74, 65–68. [Google Scholar]
- Strumiłło, C.; Jones, P.L.; Zyłła, R. Energy Aspects in Drying. In Handbook of Industrial Drying; Taylor & Francis Group: Abingdon, UK, 2014. [Google Scholar]
- Ren, H. Industrial microwave drying makes the breakthrough Cfi/ber DKG. Cfi-Ceram. Forum Int. 1995, 72, 230–231. [Google Scholar]
- Commission of the European Communities. Energy Saving in the Brick and Tile Industry Industry (Maxi-Brochure). Thermie Programme Action I 227; Istituto Cooperativo per l’Innovazione for the European Commission, Directorate-General for Energy (DG XVII): Luxembourg, 1998. [Google Scholar]
- Nasetti, G. New technologies for the rational use of energy in the ceramics industry. Sprechsaal 1992, 125, 495–499. [Google Scholar]
- Venmans, F. Triggers and barriers to energy efficiency measures in the ceramic, cement and lime sectors. J. Clean. Prod. 2014, 69, 133–142. [Google Scholar] [CrossRef]
- Caglayan, H.; Caliskan, H. Thermo-ecological analysis of industrial kilns. J. Env. Manag. 2019, 241, 149–155. [Google Scholar] [CrossRef]
- Ros-Dosdá, T.; Fullana-i-Palmer, P.; Mezquita, A.; Masoni, P.; Monfort, E. How can the European ceramic tile industry meet the EU’s low-carbon targets? A life cycle perspective. J. Clean. Prod. 2018, 199, 554–564. [Google Scholar] [CrossRef]
- Rentz, O.; Schmittinger, A.; Jochum, R.; Schultmann, F. Exemplary Investigation into the State of Practical Realisation of Integrated Environmental Protection within the Ceramics Industry under Observance of the IPPC-Directive and the Development of BAT Reference Documents. Fr. Ger. Inst. Environ. 2001, 44–52. [Google Scholar]
- Bhamu, J.; Sangwan, K.S. Reduction of Post-kiln Rejections for improving Sustainability in Ceramic Industry: A Case Study. Procedia Cirp 2015, 26, 618–623. [Google Scholar] [CrossRef]
- Mezquita, A.; Monfort, E.; Ferrera, S.; Gabaldón-Estevan, D. How to reduce energy and water consumption in the preparation of raw materials for ceramic tile manufacturing: Dry versus wet route. J. Clean. Prod. 2017, 168, 1566–1570. [Google Scholar] [CrossRef]
- Agnani, E.; Cavazutti, M.; Corticelli, M.A. Optimization of recuperative burners for industrial kilns through CFD simulation. In Proceedings of the ASME-ATI-UIT 2015 Conference on Thermal Energy Systems: Production, Storage, Utilization and the Environment, Napoli, Italy, 17–20 May 2015. [Google Scholar]
- Borrell, A.; Salvador, M.D. Advanced Ceramic Materials Sintered by Microwave Technology. Sinter. Technol. Method Appl. 2018, 3–24. [Google Scholar]
- Stubbing, T. Airless drying: A quiet revolution. Glob. Ceram. Rev. 1995, 95, 17–18. [Google Scholar]
- Delpech, B.; Milani, M.; Montorsi, L.; Boscardin, D.; Chauhan, A.; Almahmoud, S.; Axcell, B.; Jouhara, H. Energy efficiency enhancement and waste heat recovery in industrial processes by means of the heat pipe technology: Case of the ceramic industry. Energy 2018, 158, 656–665. [Google Scholar] [CrossRef]
- Delpech, B.; Axcell, B.; Jouhara, H. Experimental investigation of a radiative heat pipe for waste heat recovery in a ceramics kiln. Energy 2019, 170, 636–651. [Google Scholar] [CrossRef]
- Mohammadi, A.M. Renewable Energy from Thermal: Electrical Power Generation in Ceramic and Tile Industry. Innov. Ener. Res. 2018, 7. [Google Scholar] [CrossRef]
- Cruz, J.A.F. Optimização Energética dos Fornos de Uma Indústria do Setor Cerâmico; Instituto Superior de Engenharia do Porto: Porto, Lisbon, 2009. [Google Scholar]
- Kaya, S.; Mançuhan, E.; Küçükada, K. Modelling and optimization of the firing zone of a tunnel kiln to predict the optimal feed locations and mass fluxes of the fuel and secondary air. Appl. Energy 2009, 86, 325–332. [Google Scholar] [CrossRef]
- Refaey, H.A.; Abdel-Aziz, A.A.; Ali, R.K.; Abdelrahman, H.E.; Salem, M.R. Augmentation of convective heat transfer in the cooling zone of brick tunnel kiln using guide vanes: An experimental study. Int. J. Sci. 2017, 122, 172–185. [Google Scholar] [CrossRef]
- Kaya, S.; Küçükada, K.; Mançuhan, E. Model-based optimization of heat recovery in the cooling zone of a tunnel kiln. Appl. Eng. 2008, 28, 633–641. [Google Scholar] [CrossRef]
- Tuaamah Al-Hasnawi, A.G.; Qayyum, A.; Specht, E. Flow Mixing in the Gap between the Cars in Tunnel Kilns. Energy Procedia 2017, 120, 635–642. [Google Scholar] [CrossRef]
- Montorsi, I.; Milani, M.; Stefani, M.; Terzi, S. Numerical analysis of the exhaust gases recovery from a turbine CHP unit to improve the energy efficiency of a ceramic kiln. Therm. Sci. Eng. Prog. 2018, 5, 444–453. [Google Scholar] [CrossRef]
- Monteiro, H.; Cruz, P.L.; Oliveira, M.C.; Iten, M. Technical and economical assessment of waste heat recovery on a ceramic industry. Wastes: Solutions, Treatments and Opportunities III. In Proceedings of the 5th International Conference Wastes, Lisbon, Portugal, 4–6 September 2019. [Google Scholar]
- Milani, M.; Montorsi, L.; Stefani, M.; Saponelli, R.; Lizzano, M. Numerical analysis of an entire ceramic kiln under actual operating conditions for the energy efficiency improvement. J. Env. Manag. 2017, 203, 1026–1037. [Google Scholar] [CrossRef] [PubMed]
- Ribesse, S.; Lybaert, P.; Meunier, H. Numerical simulation of gas-fired tunnel kilns for the ceramic industry, a tool for optimization. Proc. Eur. Appl. Res. Conf. Nat. Gas 1999, 438, 275–278. [Google Scholar]
- Li, H.; Yang, H.; Yang, B.; Zhu, C.; Yin, S. Modelling and simulation of energy consumption of ceramic production chains with mixed flows using hybrid petri nets. Int. J. Prod. Res. 2018, 56, 3007–3024. [Google Scholar] [CrossRef]
- Navalertporn, T.; Afzulpurkar, N.V. Optimization of tile manufacturing process using particle swarm optimization. Swarm Evol. Comput. 2011, 1, 97–109. [Google Scholar] [CrossRef]
- Caglayan, H.; Caliskan, H. Investigation of the energy recovery in the burners of the ceramic factory kiln. Energy Procedia 2018, 144, 118–124. [Google Scholar] [CrossRef]
- Soussi, N.; Kriaa, W.; Mhiri, H. Reduction of the energy consumption of a tunnel kiln by optimization of the recovered air mass flow from the cooling zone to the firing zone. Appl. Eng. 2017, 124, 1382–1391. [Google Scholar] [CrossRef]
- Golman, B.; Julklang, W. Analysis of heat recovery from a spray dryer by recirculation of exhaust air. Energy Convers. Manag. 2014, 88, 641–649. [Google Scholar] [CrossRef]
- Golman, B.; Julklang, W. Simulation of exhaust gas heat recovery from a spray dryer. Appl. Eng. 2014, 73, 899–913. [Google Scholar] [CrossRef]
- Almeida, M.; Frade, P.; Amado, A. Guião de Estratégias para Economia de Baixas Emissões de Carbono. APICER.; Projeto CER++ - Atividade 5: Promoção de Estratégias de Economia Circular. 2018. Available online: https://issuu.com/apicer-ceramicsportugal/docs/5.4_-_gui_o_estrat_gias_baixas_emis (accessed on 2 July 2020).
- Danilov, O.L.; Konoval’tsev, S.I. Optimization of a convection dryer with recirculation of the drying agent. Chem. Pet. Eng. 1994, 30, 11–12. [Google Scholar] [CrossRef]
- Pratten, N.A.; Guildford, P.M. Energy Technology in the Ceramics Industry Sector—A Thermie Programme Action; ETSU, CEC: Brighton, UK, 1993. [Google Scholar]
- Mancuhan, E.; Kucukad, K. Optimization of fuel and air use in a tunnel kiln to produce coal admixed bricks. Appl. Eng. 2006, 26, 1556–1563. [Google Scholar] [CrossRef]
- Cassani, F. Recovering energy—From kilns, dryers, spray dryers and mills. Ceram. Forum Int. 2010, 87, 35–39. [Google Scholar]
- Egilegor, B.; Jouhara, H.; Zuazua, J.; Al-Mansour, F.; Plesnik, K.; Montorsi, L.; Manzini, L. ETEKINA: Analysis of the potential for waste heat recovery in three sectors: Aluminium low pressure die casting, steel sector and ceramic tiles manufacturing sector. Int. J. 2020, 1–2, 100002. [Google Scholar]
- Royo, P.; Acevedo, L.; Ferreira, V.J.; García-Armingol, T.; López-Sabirón, A.M.; Ferreira, G. High-temperature PCM-based thermal energy storage for industrial furnaces installed in energy-intensive industries. Energy 2019, 173, 1030–1040. [Google Scholar] [CrossRef]
- Royo, P.; Ferreira, V.J.; Ure, Z.; Gledhill, S.; López-Sabirón, A.M.; Ferreira, G. Multiple-Criteria Decision Analysis and characterisation of phase change materials for waste heat recovery at high temperature for sustainable energy-intensive industry. Mater. Des. 2020, 186, 108215. [Google Scholar] [CrossRef]
- Peris, B.; Navarro-Esbrí, J.; Molés, F.; Mota-Babiloni, A. Experimental study of an ORC (organic Rankine cycle) for low grade waste heat recovery in a ceramic industry. Energy 2015, 85, 534–542. [Google Scholar] [CrossRef]
- Caglayan, H.; Caliskan, H. Energy, exergy and sustainability assessments of a cogeneration system for ceramic industry. Appl. Eng. 2018, 136, 504–515. [Google Scholar] [CrossRef]
- Hepbasli, A.; Ozalp, N. Co-generation studies in Turkey: An application of a ceramic factory in Izmir, Turkey. Appl. Eng. 2011, 22, 679–691. [Google Scholar] [CrossRef]
- Tonrangklang, P.; Therdyothin, A.; Preechawuttipong, I. Overview of Biogas Production Potential from Industry Sector to Produce Compressed Bio-methane Gas in Thailand. Energy Procedia 2017, 138, 919–924. [Google Scholar] [CrossRef]
- Puttapoun, W.; Moran, J.; Aggarangsi, P.; Bunkham, A. Powering shuttle kilns with compressed biomethane gas for the Thai ceramic industry. Energy Sustain. Dev. 2015, 28, 95–101. [Google Scholar] [CrossRef]
- Beralmar. Beralmar S.A. | Firing | Biogas Burners. Available online: https://www.beralmar.com/en/product/show/firing/Biogas-burners (accessed on 2 July 2020).
- Ayats, A.; Jiménez, E.; Cabré, J. Energy recovery of biogas generated in landfills for manufacturing high quality ceramic products. In Proceedings of the Sardinia 2007 Eleventh International Waste Management and Landfill Symposium S. Margherita di Pula, Cagliari, Italy, 1–5 October 2007. [Google Scholar]
- Ecocerámica. Producción Ecológica con Biogás—Piera Ecocerámica. Available online: http://www.pieraecoceramica.com/produccion-ecologica-con-biogas (accessed on 2 July 2020).
- Coates, R.E.; Smoot, L.D.; Hatfield, K.E. Hydrogen Firing for a High-Capacity Rotary Kiln. In Proceedings of the 29th Oil Shale Symposium, Colorado School of Mines, Golden, CO, USA, 20 October 2009. [Google Scholar]
- Zdrazil, D.J. Firing with hydrogen. Ceram. Tech. 2011, 60–63. [Google Scholar]
- Cellek, M.S.; Pınarbaşı, A. Investigations on performance and emission characteristics of an industrial low swirl burner while burning natural gas, methane, hydrogen-enriched natural gas and hydrogen as fuels. Int. J. Hydrog. Energy 2018, 43, 1194–1207. [Google Scholar] [CrossRef]
- Gómez, H.O.; Calleja, M.C.; Fernández, L.A.; Kiedrzyńska, A.; Lewtak, R. Application of the CFD simulation to the evaluation of natural gas replacement by syngas in burners of the ceramic sector. Energy 2019, 185, 15–27. [Google Scholar] [CrossRef]
- Punnarapong, P.; Sucharitakul, T.; Tippayawong, N. Simulation of Producer Gas Combustion in a Premixed Burner for Ceramic Firing Process. Energy Procedia 2017, 138, 622–627. [Google Scholar] [CrossRef]
- Kandilli, C.; Ayna, O.M.; Sahin, M. Evaluation of the performance of a hydrogen enriched combustion system for ceramic sector. Int. J. Hydrog. Energy 2015, 40, 11195–11206. [Google Scholar] [CrossRef]
- Dodds, P.E.; Staffell, I.; Hawkes, A.D.; Li, F.; Grünewald, P.; McDowal, W. Hydrogen and fuel cell technologies for heating: A review. Int. J. Hydrog. Energy 2015, 40, 2065–2083. [Google Scholar] [CrossRef]
- Dorrington, M.; Lewitt, M.; Summerfield, I.; Robson, P.; Howes, J. DECC Desk Study on the Development of a Hydrogen-Fired Appliance Supply Chain; Kiwa Ltd.: Cheltenham, UK, 2016. [Google Scholar]
- Hydrogen Europe. Hydrogen Europe Vision on the Role of Hydrogen and Gas Infrastructure on the Road Toward a Climate Neutral Economy—A Contribution to the Transition of the Gas Market; Hydrogen Europe Secretariat: Brussels, Belgium, 2019. [Google Scholar]
- Melaina, M.W.; Antonia, O.; Penev, M. Blending Hydrogen into Natural Gas Pipeline Networks: A Review of Key Issues; Technical Report; National Renewable Energy Laboratory: Golden, CO, USA, 2013. [Google Scholar]
- Fuel Cells and Hydrogen Joint Undertaking. Hydrogen Roadmap Europe. A Sustainable Pathway for the European Energy Transition. 2019. Available online: https://www.fch.europa.eu/news/hydrogen-roadmap-europe-sustainable-pathway-european-energy-transition (accessed on 2 July 2020).
- Manrique, R.; Vásquez, D.; Vallejo, G.; Chejne, F.; Amell, A.A. Analysis of barriers to the implementation of energy efficiency actions in the production of ceramics in Colombia. Energy 2018, 143, 575–584. [Google Scholar] [CrossRef]
- Valdés, C.F.; Chejne, F.; Marrugo, G.; Macias, R.J.; Gómez, C.A.; Montoya, J.I.; Londoño, C.A.; De La Cruz, J.; Arenas, E. Co-gasification of sub-bituminous coal with palm kernel shell in fluidized bed coupled to a ceramic industry process. Appl. Eng. 2016, 107, 1201–1209. [Google Scholar] [CrossRef]
- IRENA, ETSAP. Solar Heat for Industrial Processes. 2015. Available online: https://www.irena.org/publications/2015/Jan/Solar-Heat-for-Industrial-Processes (accessed on 2 July 2020).
- Observatoire Méditerranéen de L’Energie. Technical Study Report on Solar Heat for Industrial Processes; Observatoire Méditerranéen de l’Energie: Nanterre, France, 2010. [Google Scholar]
- Schweiger, H.; Vannoni, C.; Pinedo, I.; Facci, E.; Baehrens, D.; Koch, M. Evaluación del potencial de la energía solar térmica en el sector industrial. Estudio Técnico PER 2011–2020. Available online: https://www.idae.es/uploads/documentos/documentos_11227_e8_ST_industria_bf2e9296.pdf (accessed on 2 July 2020).
- Krummenacher, P.; Muster, B. Methodologies and Software Tools for Integrating Solar Heat into Industrial Processes. 2015. Available online: http://www.inship.eu/docs/sh3.pdf (accessed on 2 July 2020).
- Le, K.A. Optimisation of Energy Usage in Ceramic Kiln Using Pinch Technique. Chem. Eng. Trans. 2018, 63, 313. [Google Scholar]
- Cuviella-Suárez, C.; Colmenar-Santos, A.; Borge-Diez, D.; López-Rey, A. Heat recovery in sanitary-ware industry applied to water and energy saving by multi-effect distillation. J. Clean. Prod. 2019, 213, 1322–1336. [Google Scholar] [CrossRef]
- Dou, Y.; Togawa, T.; Ding, L.; Fugita, M.; Ohnishia, S.; Tanikawa, H.; Fujita, T. Innovative planning and evaluation system for district heating usingwaste heat considering spatial configuration: A case in Fukushima, Japan. Resour. Conserv. Recycl. 2018, 128, 406–416. [Google Scholar] [CrossRef]
- Notarnicola, B.; Tassielli, G.; Renzulli, P.A. Industrial symbiosis in the Taranto industrial district: Current level, constraints and potential new synergies. J. Clean. Prod. 2016, 122, 133–143. [Google Scholar] [CrossRef]
- Neves, A.; Godina, R.; Azevedo, S.; Pimentel, C.; Matia, J.C.O. The Potential of Industrial Symbiosis: Case Analysis and Main Drivers and Barriers to Its Implementation. Sustainability 2019, 11, 7095. [Google Scholar] [CrossRef]
- Bonet-Martínez, E.; Pérez-Villarejo, L.; Eliche-Quesada, D.; Sánchez-Soto, P.J.; Carrasco-Hurtado, B.; Castro-Galiano, E. Manufacture of sustainable clay ceramic composite with composition SiO2-Al2O3-CaO-K2O materials valuing biomass ash from olive pomace. Mater. Lett. 2018, 229, 21–25. [Google Scholar] [CrossRef]
- Köhler, R. Energy saving concepts for the European ceramic industry CERAMIN—Tutorial About Energy Saving. 2009. Available online: http://www.ceramin.eu/downloads/D7_Tutorial_Energy_saving_UK.pdf (accessed on 2 July 2020).
- Nicholson, R. Recuperative and Regenerative Techniques. Heat Recovery Syst. 1983, 3, 385–404. [Google Scholar] [CrossRef]
- Europa. 2030 Climate & Energy Framework. Available online: https://ec.europa.eu/clima/policies/strategies/2030_en (accessed on 7 November 2020).
- Europa. 2050 Long-Term Strategy. Available online: https://ec.europa.eu/clima/policies/strategies/2050_en (accessed on 7 November 2020).
- Europa. A European Green Deal. Available online: https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal_en (accessed on 7 November 2020).
- Europa. Powering a Climate-Neutral Economy: Commission Sets out Plans for the Energy System of the Future and Clean Hydrogen. Available online: https://ec.europa.eu/commission/presscorner/detail/en/ip_20_1259 (accessed on 7 November 2020).
- República Portuguesa—Ambiente e Ação Climática. EN-H2—Estratégia Nacional para o Hidrogénio. 2020. Available online: https://participa.pt/pt/consulta/en-h2-estrategia-nacional-para-o-hidrogenio (accessed on 7 November 2020).








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).