Recoveries of Oil and Hydrolyzed Sugars from Corn Germ Meal by Hydrothermal Pretreatment: A Model Feedstock for Lipid-Producing Energy Crops




Abstract
1. Introduction
2. Materials and Methods
2.1. Corn Germ Meal Samples
2.2. Lab-Scale Hot Water Pretreatment (LHW)
2.3. Lipid Extraction and Analysis
2.4. Compositional Analysis of Raw and Pretreated Corn Germ Meal
2.5. Enzymatic Hydrolysis of Raw and Pretreated Corn Germ Meal
2.6. HPLC Analysis for Compositional and Sugar Analysis
2.7. Data Analysis
3. Results and Discussions
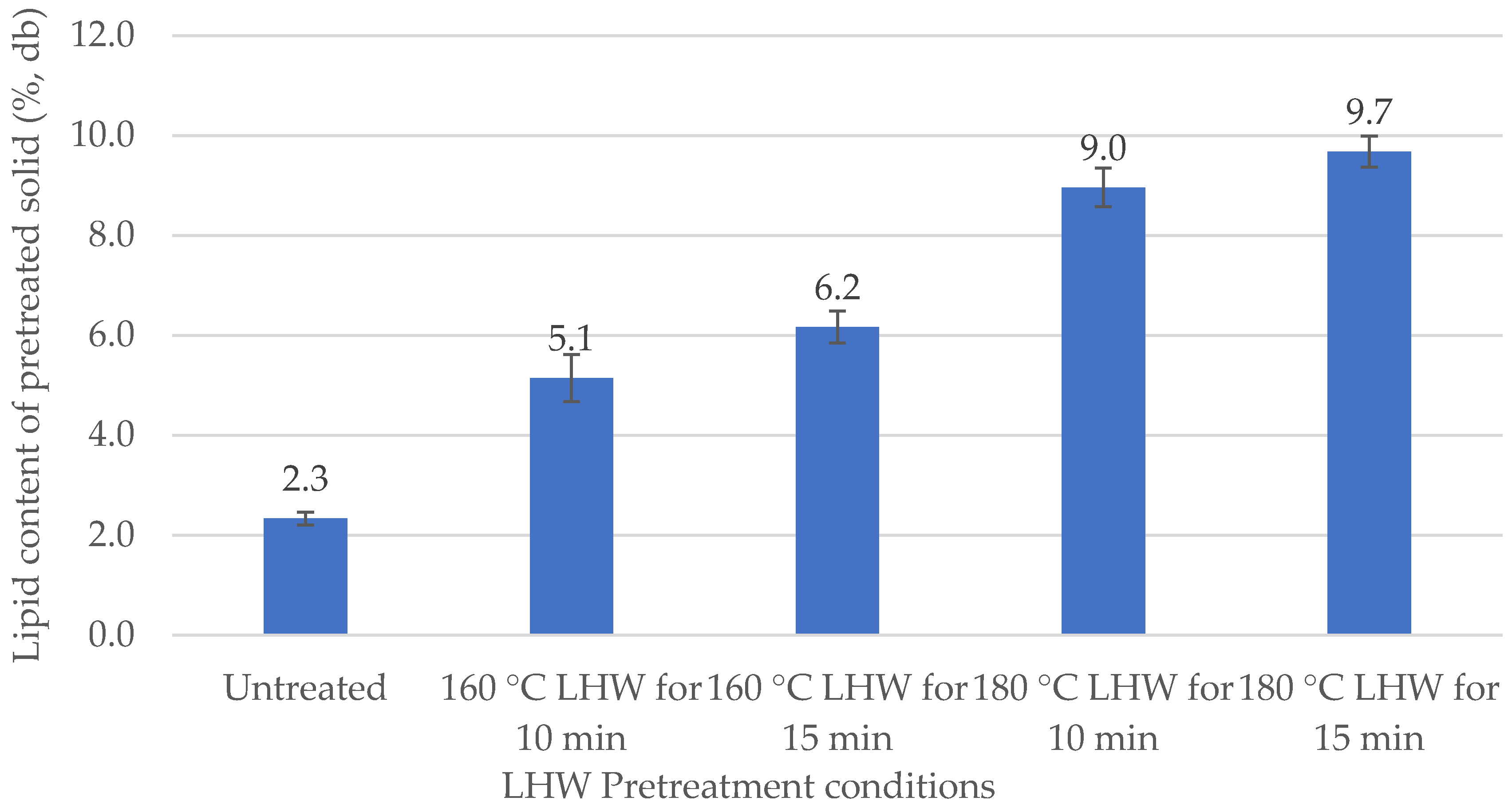
3.1. Effect of LHW Pretreatment on Lipid Recovery and Solid Recovery Rate
3.2. Effect of LHW Pretreatment on Lipid Components of Corn Germ Meal
3.3. Effect of LHW Preatment on Corn Germ Meal Composition
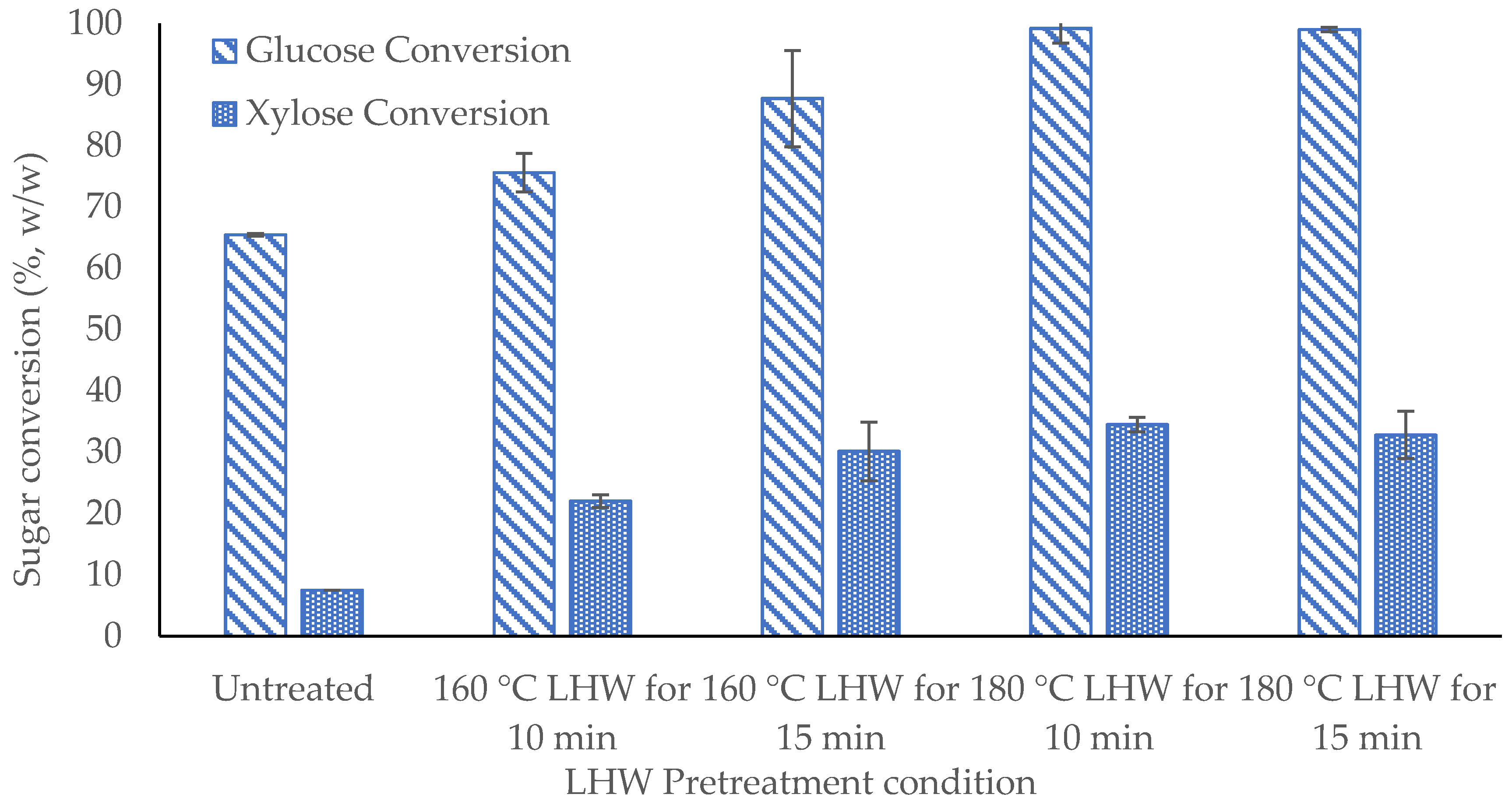
3.4. Effect of LHW Pretreatment on Sugar Conversion
3.5. Structure of Corn Germ Meal and LD
3.6. Effect of Enhanced Lipid Recovery on Commercial Model
4. Conclusions
5. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
| Experiment Data | Untreated | 160 °C LHW/10 min | 160 °C LHW/15 min | 180 °C LHW/10 min | 180 °C LHW/15 min |
|---|---|---|---|---|---|
| Lipid Content (%, w/w) | a | b | b | c | c |
| Glucose Conversion (%, w/w) | a | a | b | b | b |
| Xylose Conversion (%, w/w) | a | b | bc | c | c |
References
- Graboski, M.S.; McCormick, R.L. Combustion of fat and vegetable oil derived fuels in diesel engines. Science 1998, 24, 125–164. [Google Scholar] [CrossRef]
- Haas, M.J.; McAloon, A.J.; Yee, W.C.; Foglia, T.A. A process model to estimate biodiesel production costs. Bioresour. Technol. 2006, 97, 671–678. [Google Scholar] [CrossRef] [PubMed]
- Lapuerta, M.; Rodríguez-Fernández, J.; Ramos, Á.; Álvarez, B. Effect of the test temperature and anti-oxidant addition on the oxidation stability of commercial biodiesel fuels. Fuel 2012, 93, 391–396. [Google Scholar] [CrossRef]
- Tasić, I.; Mićić, R.; Tomić, M.; Aleksić, A.; Simikić, M. Storing, distribution and blending of biodiesel. Agric. Eng. Int. CIGR J. 2020, 22, 105–111. [Google Scholar]
- U.S. Energy Information Administration. Monthly Biodiesel Production Report; U.S. Energy Information Administration: Washington, DC, USA, 2019; p. 10.
- U.S. Energy Information Administration. September 2019 Monthly Energy Review; U.S. Energy Information Administration: Washington, DC, USA, 2019; Volume 24.
- Zale, J.; Jung, J.H.; Kim, J.Y.; Pathak, B.; Karan, R.; Liu, H.; Chen, X.; Wu, H.; Candreva, J.; Zhai, Z.; et al. Metabolic engineering of sugarcane to accumulate energy-dense triacylglycerols in vegetative biomass. Plant Biotechnol. J. 2016, 14, 661–669. [Google Scholar] [CrossRef]
- Vanhercke, T.; El Tahchy, A.; Liu, Q.; Zhou, X.R.; Shrestha, P.; Divi, U.K.; Ral, J.P.; Mansour, M.P.; Nichols, P.D.; James, C.N.; et al. Metabolic engineering of biomass for high energy density: Oilseed-like triacylglycerol yields from plant leaves. Plant Biotechnol. J. 2014, 12, 231–239. [Google Scholar] [CrossRef]
- Liu, Q.; Guo, Q.; Akbar, S.; Zhi, Y.; El Tahchy, A.; Mitchell, M.; Li, Z.; Shrestha, P.; Vanhercke, T.; Ral, J.P.; et al. Genetic enhancement of oil content in potato tuber (Solanum tuberosum L.) through an integrated metabolic engineering strategy. Plant Biotechnol. J. 2017, 15, 56–67. [Google Scholar] [CrossRef]
- Xu, X.Y.; Yang, H.K.; Singh, S.P.; Sharp, P.J.; Liu, Q. Genetic Manipulation of Non-Classic Oilseed Plants for Enhancement of Their Potential as a Biofactory for Triacylglycerol Production. Engineering 2018, 4, 523–533. [Google Scholar] [CrossRef]
- Parajuli, S.; Kannan, B.; Karan, R.; Sanahuja, G.; Liu, H.; Garcia-Ruiz, E.; Kumar, D.; Singh, V.; Zhao, H.; Long, S.; et al. Towards oilcane: Engineering hyperaccumulation of triacylglycerol into sugarcane stems. GCB Bioenergy 2020, 12, 476–490. [Google Scholar] [CrossRef]
- Kumar, D.; Murthy, G.S. Impact of pretreatment and downstream processing technologies on economics and energy in cellulosic ethanol production. Biotechnol. Biofuels 2011, 4. [Google Scholar] [CrossRef]
- Mosier, N.S. Fundamentals of Aqueous Pretreatment of Biomass. In Aqueous Pretreatment of Plant Biomass for Biological and Chemical Conversion to Fuels and Chemicals; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; pp. 129–143. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Rausch, K.D.; Belyea, R.L. The future of coproducts from corn processing. Appl. Biochem. Biotechnol. 2006, 128, 47–86. [Google Scholar] [CrossRef]
- Johnston, D.B.; McAloon, A.J.; Moreau, R.A.; Hicks, K.B.; Singh, V. Composition and economic comparison of germ fractions from modified corn processing technologies. J. Am. Oil Chem. Soc. 2005, 82, 603–608. [Google Scholar] [CrossRef]
- Hofvander, P.; Ischebeck, T.; Turesson, H.; Kushwaha, S.K.; Feussner, I.; Carlsson, A.S.; Andersson, M. Potato tuber expression of Arabidopsis WRINKLED1 increase triacylglycerol and membrane lipids while affecting central carbohydrate metabolism. Plant Biotechnol. J. 2016, 14, 1883–1898. [Google Scholar] [CrossRef]
- Huang, H.; Moreau, R.A.; Powell, M.J.; Wang, Z.; Kannan, B.; Altpeter, F.; Grennan, A.K.; Long, S.P.; Singh, V. Evaluation of the quantity and composition of sugars and lipid in the juice and bagasse of lipid producing sugarcane. Biocatal. Agric. Biotechnol. 2017, 10, 148–155. [Google Scholar] [CrossRef]
- McLachlan, D.H. Plant Lipid Droplets. In eLS; John Wiley & Sons Ltd., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2018; pp. 1–8. ISBN 978-0-470-01590-2. [Google Scholar]
- Huang, A.H.C. Structure of plant seed oil bodies. Curr. Opin. Struct. Biol. 1994, 4, 493–498. [Google Scholar] [CrossRef]
- Wang, Z.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Fermentation of undetoxified sugarcane bagasse hydrolyzates using a two stage hydrothermal and mechanical refining pretreatment. Bioresour. Technol. 2018. [Google Scholar] [CrossRef]
- Cheng, M.H.; Dien, B.S.; Lee, D.K.; Singh, V. Sugar production from bioenergy sorghum by using pilot scale continuous hydrothermal pretreatment combined with disk refining. Bioresour. Technol. 2019. [Google Scholar] [CrossRef]
- Kim, S.M.; Dien, B.S.; Tumbleson, M.E.; Rausch, K.D.; Singh, V. Improvement of sugar yields from corn stover using sequential hot water pretreatment and disk milling. Bioresour. Technol. 2016. [Google Scholar] [CrossRef]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. A 1987, 321, 523–536. [Google Scholar]
- Moreau, R.A.; Powell, M.J.; Hicks, K.B. Extraction and Quantitative Analysis of Oil from Commercial Corn Fiber. J. Agric. Food Chem. 1996, 44, 2149–2154. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass: Laboratory Analytical Procedure (LAP); Issue Date 7/17/2005, Technical Report NREL/TP-510-42619; National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass: Laboratory Analytical Procedure (LAP) (NREL/TP-510-42618); National Renewable Energy Laboratory: Golden, CO, USA, 2012; p. 17.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Ribeiro, A.; Castro, F.; Carvalho, J. Influence of free fatty acid content in biodiesel production on non-edible oil. In Proceedings of the 1st International Conference on WASTES: Solutions, Treatmentsand Opportunities, Guimarães, Portugal, 12–14 September 2011. [Google Scholar]
- Ma, F.; Hanna, M.A. Biodiesel production: A review. Bioresour. Technol. 1999, 70, 1–15. [Google Scholar] [CrossRef]
- Hood, E.E. Plant-based biofuels. F1000Research 2016, 5, 185. [Google Scholar] [CrossRef] [PubMed]
- Biofuels: Prospects, Risks and Opportunities; The State of Food and Agriculture; FAO, Ed.; FAO: Rome, Italy, 2008; ISBN 978-92-5-105980-7. [Google Scholar]
- Wang, H.; Tang, H.; Salley, S.; Simon Ng, K.Y. Analysis of sterol glycosides in biodiesel and biodiesel precipitates. J. Am. Oil Chem. Soc. 2010, 87, 215–221. [Google Scholar] [CrossRef]
- Hashmi, M.; Sun, Q.; Tao, J.; Wells, T.; Shah, A.A.; Labbé, N.; Ragauskas, A.J. Comparison of autohydrolysis and ionic liquid 1-butyl-3-methylimidazolium acetate pretreatment to enhance enzymatic hydrolysis of sugarcane bagasse. Bioresour. Technol. 2017. [Google Scholar] [CrossRef] [PubMed]
- Shinde, S.D.; Meng, X.; Kumar, R.; Ragauskas, A.J. Recent advances in understanding the pseudo-lignin formation in a lignocellulosic biorefinery. Green Chem. 2018, 20, 2192–2205. [Google Scholar] [CrossRef]
- Dickey, L.C.; Kurantz, M.J.; Parris, N. Oil separation from wet-milled corn germ dispersions by aqueous oil extraction and aqueous enzymatic oil extraction. Ind. Crops Prod. 2008. [Google Scholar] [CrossRef]
- Tnani, H.; López Ribera, I.; Vicient Sánchez, C.M.; Ferrer Prats, A. The Structure and Function of Maize Scutellum during Early Stages of Germination. Ph.D. Thesis, Universitat de Barcelona, Barcelona, Spain, 2012. [Google Scholar]
- Swift, J.; O’Brien, T. Vascularization of the scutellum of wheat. Aust. J. Bot. 1970, 18, 45–53. [Google Scholar] [CrossRef]
- Tzen, J.; Cao, Y.; Laurent, P.; Ratnayake, C.; Huang, A. Lipids, Proteins, and Structure of Seed Oil Bodies from Diverse Species. Plant Physiol. 1993, 101, 267–276. [Google Scholar] [CrossRef]
- Pyc, M.; Cai, Y.; Greer, M.S.; Yurchenko, O.; Chapman, K.D.; Dyer, J.M.; Mullen, R.T. Turning over a New Leaf in Lipid Droplet Biology. Trends Plant. Sci. 2017, 22, 596–609. [Google Scholar] [CrossRef]
- Majoni, S.; Wang, T.; Johnson, L.A. Enzyme treatments to enhance oil recovery from condensed corn distillers solubles. J. Am. Oil Chem. Soc. 2011, 88, 523–532. [Google Scholar] [CrossRef]
- Lersten, N.R.; Czlapinski, A.R.; Curtis, J.D.; Freckmann, R.; Horner, H.T. Oil bodies in leaf mesophyll cells of angiosperms: Overview and a selected survey. Am. J. Bot. 2006, 93, 1731–1739. [Google Scholar] [CrossRef] [PubMed]
- van der Schoot, C.; Paul, L.K.; Paul, S.B.; Rinne, P.L.H. Plant lipid bodies and cell-cell signaling: A new role for an old organelle? Plant. Signal. Behav. 2011, 6, 1732–1738. [Google Scholar] [CrossRef] [PubMed]
- Chapman, K.D.; Dyer, J.M.; Mullen, R.T. Biogenesis and functions of lipid droplets in plants: Thematic Review Series: Lipid Droplet Synthesis and Metabolism: From Yeast to Man. J. Lipid Res. 2012, 53, 215–226. [Google Scholar] [CrossRef]
- Van Wijk, K.J.; Kessler, F. Plastoglobuli: Plastid Microcompartments with Integrated Functions in Metabolism, Plastid Developmental Transitions, and Environmental Adaptation. Annu. Rev. Plant. Biol. 2017, 68, 253–289. [Google Scholar] [CrossRef]
- Lundquist, P.K.; Poliakov, A.; Giacomelli, L.; Friso, G.; Appel, M.; McQuinn, R.P.; Krasnoff, S.B.; Rowland, E.; Ponnala, L.; Sun, Q.; et al. Loss of Plastoglobule Kinases ABC1K1 and ABC1K3 Causes Conditional Degreening, Modified Prenyl-Lipids, and Recruitment of the Jasmonic Acid Pathway. Plant Cell 2013, 25, 1818–1839. [Google Scholar] [CrossRef]
- Woods, R.R.; Kacmar, J. Cellulose Co-feed For Dry Mill Corn Ethanol Operations. U.S. Patent 2014/0315259 A1, 23 October 2014. Available online: https://patentimages.storage.googleapis.com/b9/ca/ea/3b536adf160cb0/US20140315259A1.pdf (accessed on 14 July 2020).
- Javers, J.E.; Gerken, C.R.W.; Griend, S.V.; Spooner, J.; Licklider, J.P. Process for Producing Cellulosic Biofuel. CA Patent 2846489 A1, 29 May 2014. Available online: https://patentimages.storage.googleapis.com/64/f7/8f/95e6010ae0c7c5/CA2846489A1.pdf (accessed on 14 July 2020).
- ICM, Inc. Successfully Completes 1,000-Hour Run Proving Generation 1.5: Integrated Fiber to Cellulosic Ethanol Technology; ICM, Inc.: Colwich, KS, USA, 2012. [Google Scholar]


| Pretreatment Condition | Severity Factor | Solid Recovery (%, w/w) | Lipid Yield (mg of Lipid/g of Raw Biomass) |
|---|---|---|---|
| Untreated | N/A | N/A | 23.4 |
| 160 °C LHW/10 min | 2.8 | 48.8 ± 3.1 | 25.1 |
| 160 °C LHW/15 min | 3.0 | 42.3 ± 2.1 | 26.1 |
| 180 °C LHW/10 min | 3.4 | 36.8 ± 1.0 | 33.0 |
| 180 °C LHW/15 min | 3.5 | 35.2 ± 0.4 | 34.0 |
| Lipids | Untreated | 160 °C LHW/10 min | 160 °C LHW/15 min | 180 °C LHW/10 min | 180 °C LHW/15 min |
|---|---|---|---|---|---|
| Triacylglycerols (%, w/w) | 52.5 ± 10.9 | 64.7 ± 6.6 | 70.4 ± 8.5 | 63.6 ± 7.1 | 71.6 ± 4.8 |
| Diacylglycerols (%, w/w) | 2.4 ± 0.6 | 3.9 ± 0.5 | 5.4 ± 0.9 | 9.9 ± 3.1 | 13.5 ± 0.6 |
| Monoacylglycerols (%, w/w) | BDL 2 | 0.4 ± 0.3 | 0.6 ± 0.0 | 1.5 ± 0.3 | 2.4 ± 0.4 |
| Free Fatty Acids (%, w/w) | BDL 2 | BDL 2 | BDL 2 | 0.1 ± 0.3 | 0.3 ± 0.6 |
| Steryl Esters (%, w/w) | 0.9 ± 0.2 | 1.1 ± 0.1 | 1.2 ± 0.1 | 1.2 ± 0.2 | 1.3 ± 0.1 |
| Steryl Ferulates (%, w/w) | 0.3 ± 0.0 | 0.4 ± 0.0 | 0.4 ± 0.0 | 0.5 ± 0.0 | 0.5 ± 0.0 |
| Hydrocarbons (%, w/w) | 5.6 ± 1.1 | 1.9 ± 0.2 | 1.7 ± 0.1 | 2.0 ± 0.3 | 2.0 ± 0.6 |
| Pretreatment Condition | Severity Factor | Extractive | Glucan | Xylan | AIL 2 | ASL 3 | Ash |
|---|---|---|---|---|---|---|---|
| Untreated | N/A | 13.6 ± 0.2 a | 31.0 ± 1.1 a | 22.4 ± 0.8 a | 5.1 ± 0.1 a | 8.4 ± 0.03 a | 0.0 ± 0.0 a |
| 60 °C LHW/10 min | 2.77 | 14.6 ± 1.8 a | 28.9 ± 0.9 a | 8.3 ± 0.0 b | 8.1 ± 2.8 ab | 10.6 ± 0.5 b | 1.1 ± 0.3 a |
| 160 °C LHW/15 min | 2.94 | 19.8 ± 2.7 a | 26.5 ± 1.8 ab | 6.9 ± 0.8 bc | 12.0 ± 1.2 b | 9.1 ± 0.1 ab | 1.8 ± 0.6 a |
| 180 °C LHW/10 min | 3.36 | 27.4 ± 2.2 b | 22.4 ± 0.5 bc | 5.0 ± 0.2 cd | 17.9 ± 1.4 c | 8.5 ± 1.3 a | 0.9 ± 0.3 a |
| 180 °C LHW/15 min | 3.53 | 31.4 ± 3.3 b | 20.9 ± 1.1 c | 3.6 ± 0.8 d | 24.0 ± 1.2 d | 6.0 ± 0.9 c | 0.9 ± 0.2 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Y.; Kumar, D.; Winkler-Moser, J.K.; Dien, B.; Singh, V. Recoveries of Oil and Hydrolyzed Sugars from Corn Germ Meal by Hydrothermal Pretreatment: A Model Feedstock for Lipid-Producing Energy Crops. Energies 2020, 13, 6022. https://doi.org/10.3390/en13226022
Jia Y, Kumar D, Winkler-Moser JK, Dien B, Singh V. Recoveries of Oil and Hydrolyzed Sugars from Corn Germ Meal by Hydrothermal Pretreatment: A Model Feedstock for Lipid-Producing Energy Crops. Energies. 2020; 13(22):6022. https://doi.org/10.3390/en13226022
Chicago/Turabian StyleJia, Yuyao, Deepak Kumar, Jill K. Winkler-Moser, Bruce Dien, and Vijay Singh. 2020. "Recoveries of Oil and Hydrolyzed Sugars from Corn Germ Meal by Hydrothermal Pretreatment: A Model Feedstock for Lipid-Producing Energy Crops" Energies 13, no. 22: 6022. https://doi.org/10.3390/en13226022
APA StyleJia, Y., Kumar, D., Winkler-Moser, J. K., Dien, B., & Singh, V. (2020). Recoveries of Oil and Hydrolyzed Sugars from Corn Germ Meal by Hydrothermal Pretreatment: A Model Feedstock for Lipid-Producing Energy Crops. Energies, 13(22), 6022. https://doi.org/10.3390/en13226022