1. Introduction
A grasp of the mechanical characteristics of various rocks for cutting and drilling is critical for different engineering applications such as tunneling and rock drilling. The primary concern in these applications is how the failure evolves in each particular condition. For instance, brittle failure mode is the desired cutting mechanism during drilling operations for achieving higher penetration rates [
1]. In contrast, the ductile mode also known as strength driven mode is the preferred mechanism in concrete design as the deformation can be seen visually before an immediate collapse in the ductile mode [
2]. Additionally, the size of the resultant drill cuttings impacts the hole cleaning efficiency in vertical wells, which consequently affects the rate of penetration [
3]. The large size cuttings are difficult to transport through the horizontal section of the lateral wells and may settle down in the lateral section and form cuttings bed. Cutting beds are considered as one of the main reasons for the stuck pipe problems.
Two dominated failure mechanisms can be observed along the entire scratching action: ductile and brittle modes [
4,
5]. The ductile mode is the main failure mechanism when the depth of cut (DOC) is relatively small [
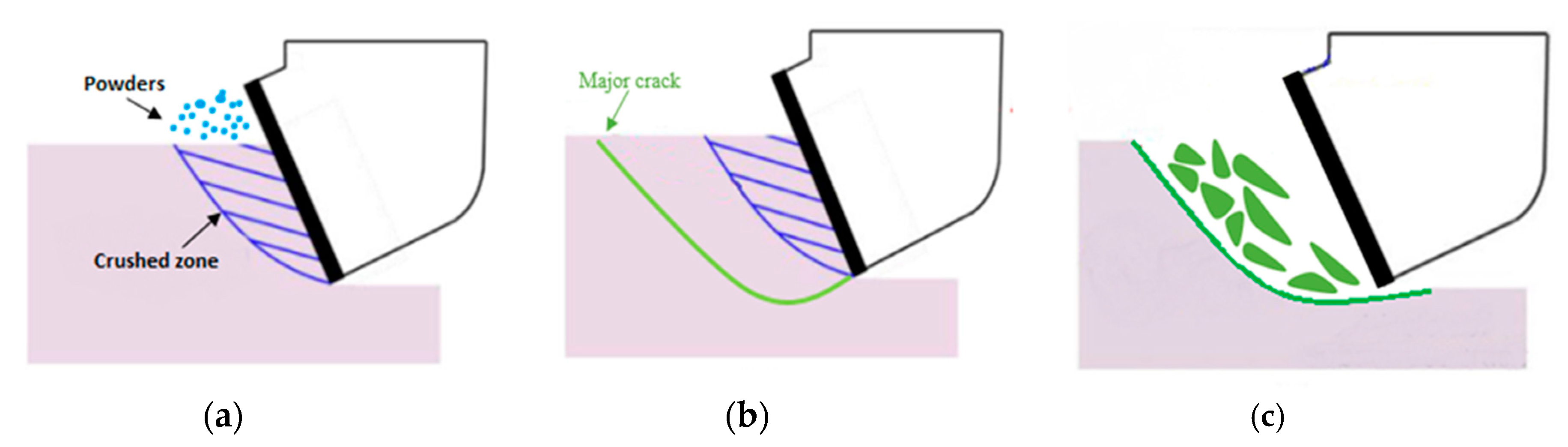
6]. The rock acts as plastic in this situation and the cuttings are in the form of powder (see
Figure 1a). As a result of grinding, the scratching process would become a smooth process with moderate fluctuations of the tangential force. On the other hand, the brittle mode reveals when the DOC reaches above the critical depth of cut (DOC). A discontinuous set of cracks is created underneath the cutter face in this model, as coalescence cracks propagate toward the free surface of the rock sample (see
Figure 1b). During the chipping process, the cutting force starts to rise with the initiation of a crack. It has an upward trend until the crack propagation ends. Then, the shear force experiences a sharp drop, as cracks break into the groove surface [
6].
The concept of the critical DOC was introduced when seeking the correct strength of industrial brittle materials such as glass and ceramics [
7]. Molloy et al. [
8] scratched the samples with a diamond cutter to obtain normal and tangential forces for different DOCs, they pointed out that chipping-type cutting occurs at deep DOCs. Additionally, Bifano and Fawcett [
7] utilized the specific energy approach to investigate the relationship between rock features and critical DOC [
7].
Later, Adachi et al. [
9] developed the scratch test device in the current commercial form to find a correlation between the shear force during cutting and the unconfined compressive strength (UCS) of the rock [
9]. This mechanical device scratches rock and metal samples using a single slanted PDC (Polycrystalline Diamond Compact) cutter. The scratch test has been used in various areas to obtain necessary engineering design information such as rock properties [
10] or estimation of the cutting wear [
11].
The scratch test device is kinematically controlled, which means that the cutting sweeps the sample surface at a constant velocity while the DOC is set to remain constant during the test. The shear and normal forces required to maintain this constant velocity are measured and recorded during the process. Detournay and Defourny [
12] pointed out that there is a linear relationship between cutting force and DOC in the ductile mode (i.e., when the groove depth is shallow). In the case of the ductile mode, the shear (cutting) force can be expressed as:
where
ϵ is the intrinsic specific energy, i.e., the amount of energy necessary to scratch a unit volume of rock.
A represents the cross-sectional area of the rock surface touching the cutter. The cross-section area can be approximated for a sharp rectangular cutter as:
where
w and
d are the width of the cutter and the depth of the groove, respectively.
On the contrary, the linear relationship between
and
d turns into an upward slowing curve as the DOC increases. At this stage, this relationship follows Linear Elastic Fracture Mechanics (LEFM) and the ratio between the shear force and the groove depth can be written as:
where
is the fracture toughness of the rock. The validity of this equation has been proven numerically by Zhu et al. [
13]. Shojaei and Dahi Taleghani [
14] investigated this problem through continuum damage mechanics framework. Richard [
5] claims that the correlation between the transition point for the rock failure mechanism and the intrinsic specific energy to be
Nicodeme [
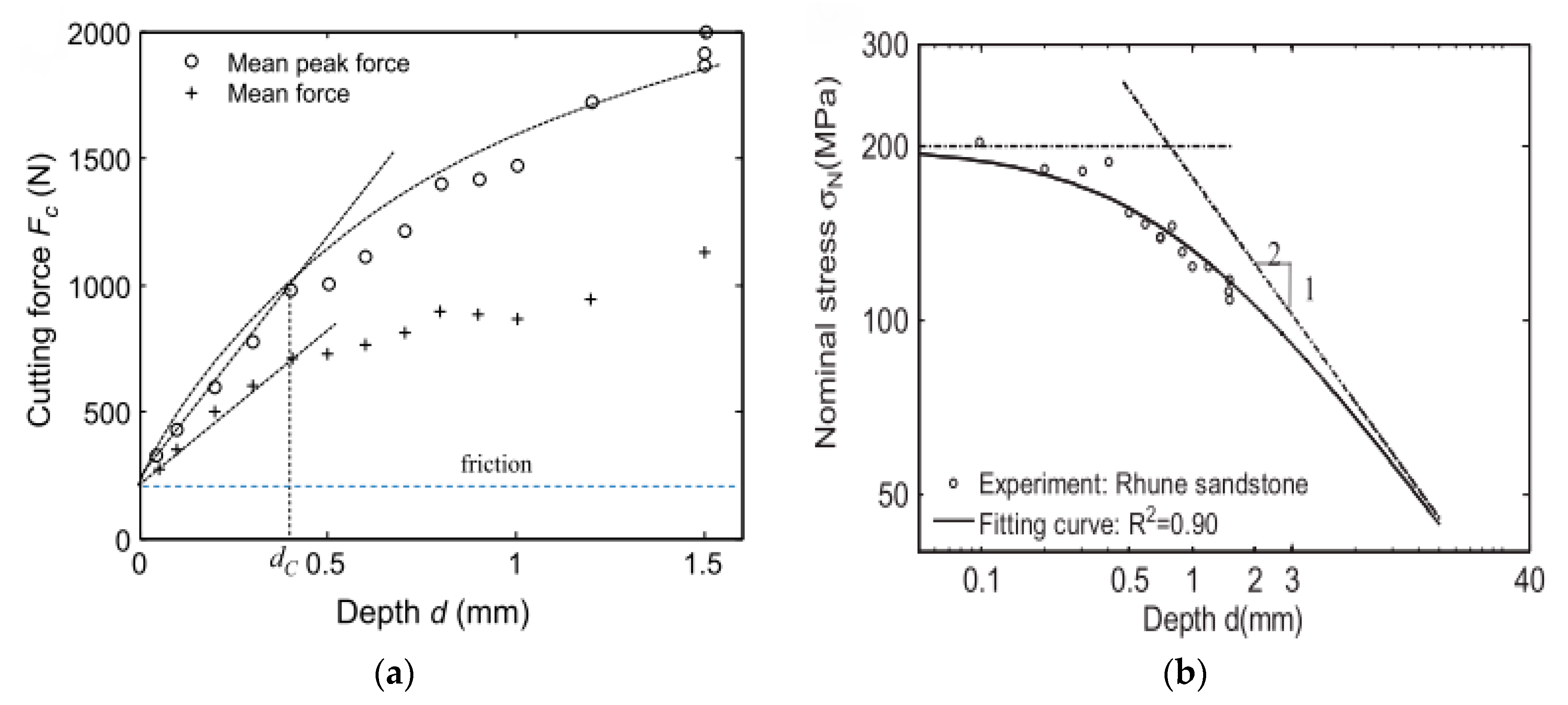
4] did the scratch tests for three sandstone samples to obtain the averaged peak shear force and the mean cutting load evaluation with the rising DOC. These laboratory test results have proven that the averaged peak shear load increases linearly up to a point, presumed as the transition point between the ductile and brittle failure modes, such that the critical DOC is found at about 0.4 mm for Rhune sandstone (see
Figure 2a).
Obtaining data from the ductile mode is critical for rock engineering purposes since these results are employed to find the uniaxial compressive strength value of rock specimens [
10]. This situation persuaded researchers over the following years to conduct studies to delineate rock failure mechanisms and their implications. The size effect contribution has been formulated by Bazant et al. [
15] for concrete, rock, and metal samples to explain the structure size effect over the failure transition point. The brittleness of material increases with increased structural volume and the nominal stress declines if the structure size goes above a critical point [
16]. The nominal stress of cracked structures can be calculated as:
where
is the tensile strength,
represents structure volume.
indicates the critical structure size.
Depending on
and
numbers, Equation (5) illustrates two characteristics of the size effect. For small values of
(i.e.,
<<
), the size effect can be ignored since
is almost constant. If the size of the material is very large (
>>
),
has a relationship with the square root of the structure size and the inclination of bi-harmonic
verses
plot is −1/2
[
17]. If the structure is assumed as two-dimensional (2D), the nominal stress can be written as:
where
F shows the peak force value and
represents the structure cross-section. This formula can be used to calculate the nominal strength of undamaged structures, while Equation (5) is employed for a structure with serious damage.
In terms of the numerical modeling, some works have used the combination of Equations (5) and (6) to obtain the transition point of rock samples [
18,
19]. He et al. [
19] employed the latter formula for shallow depths in their analysis assuming the cutting force has a linear correlation with DOC. On the other hand, the former formula is used for large DOCs to get a better fitting with the experimental results. The entire cutting process is defined as follows:
As seen from Equation (7),
is the transition point between two different trends. In other words,
illustrates the transition for the rock cutting process. Zhou and Lin [
18] applied Equation (7) to Rhune sandstone sample to obtain acceptable fits. As highlighted in
Figure 2b, this approach does not fit the Rhune sandstone results very well since the higher correlation coefficient value (
is 0.9. The critical DOC for Rhune sandstone is found by fitting cutting data to be 0.8 mm.
Another model for determining the transition point is proposed by He and Xu [
20]. In their analysis, they used the specific cutting energy approach and found the critical DOC for limestone samples using the energy consumption difference between two failure modes. The specific cutting energy in the ductile mode for a sharp cutter can be calculated as:
where
λ is a geometric factor related to the back-rake angle. As indicated in Equation (8), the specific cutting energy is not related to the DOC. The specific cutting energy remains constant even if the DOC increases in the strength driven mode; only the back-rake angle of the cutter increases the average cutting force [
19].
On the other hand, chip-like cuttings in the brittle mode cause a much bigger damage volume than what is projected. Liu et al. [
1] calculated the specific cutting energy in the brittle mode by finding the required cutting energy for removing a piece of rock given as:
where
is related to the groove geometry and rock properties (such as Young’s modulus and fracture toughness),
d represents DOC, and
is a constant value. Equation (9) shows that the specific cutting energy declines with the groove depth in the brittle failure mode. The entire rock cutting process can be written in term of specific cutting energy:
where
illustrates the transition of rock cutting. Extensive laboratory experiments have been conducted by He et al. [
19], Liu et al. [
1], and He and Xu [
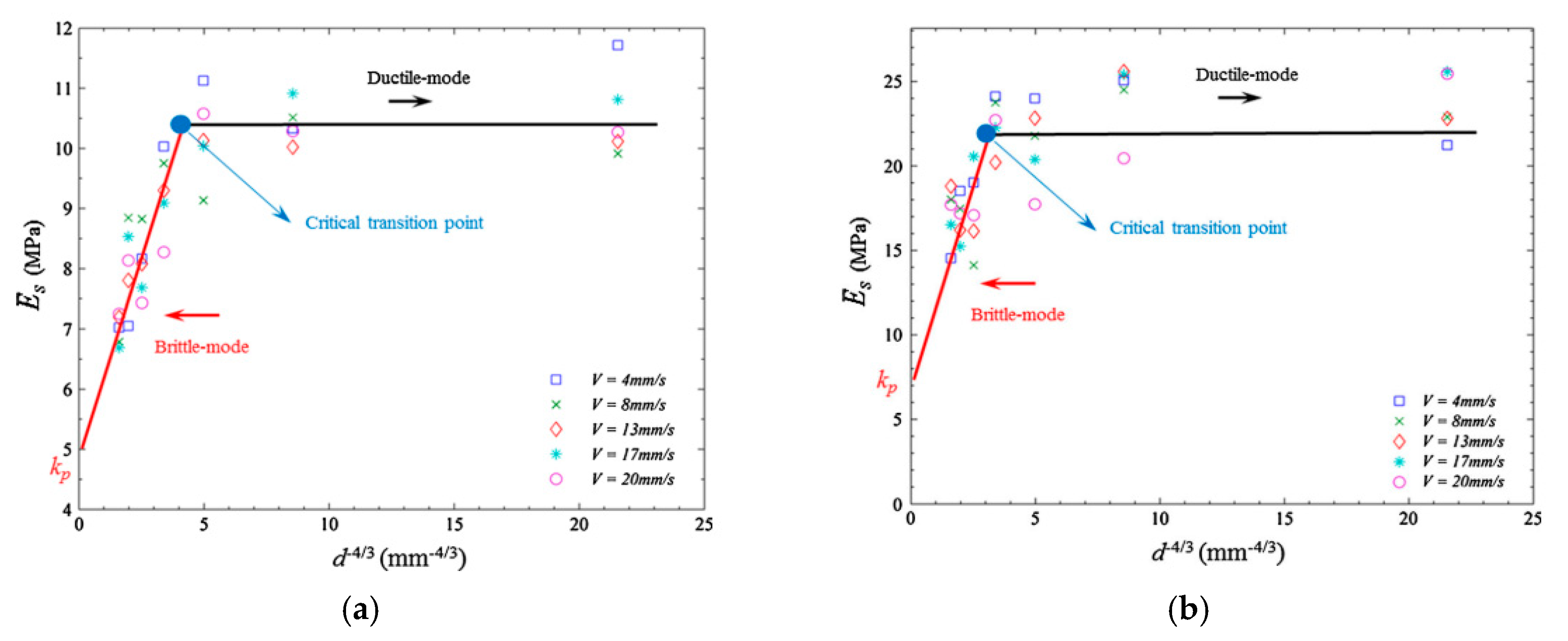
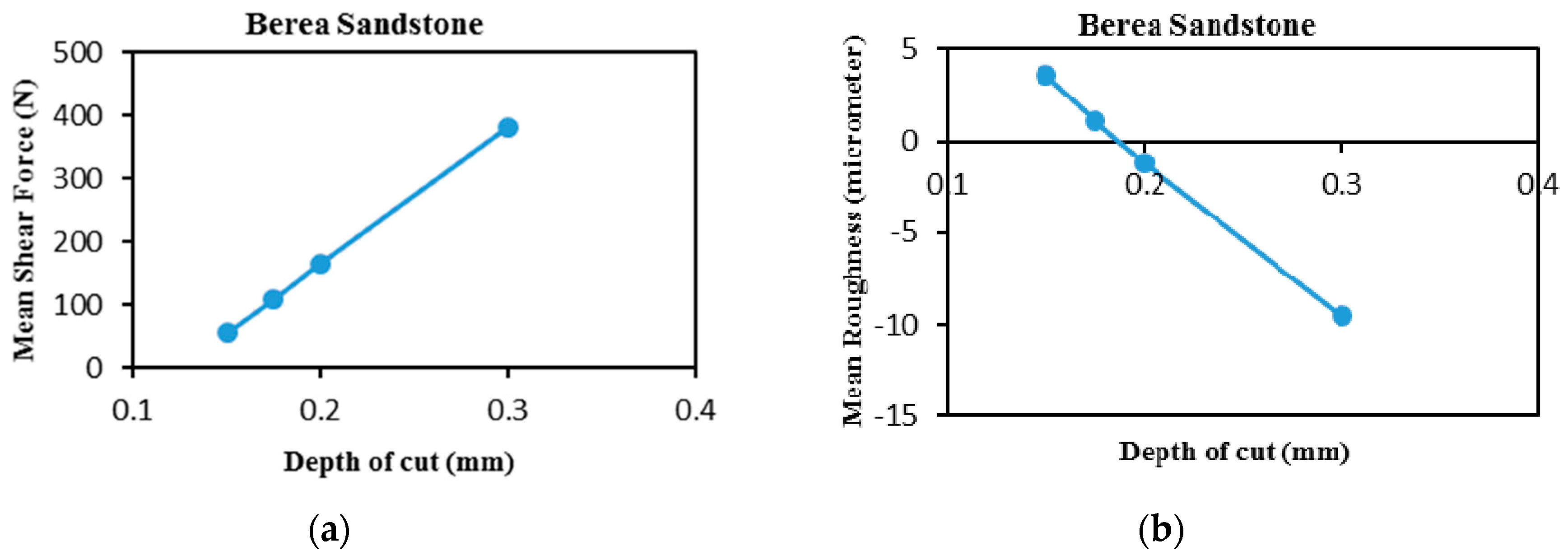
20] to obtain the failure transition point of Tuffeau limestone and Savonnières limestone to validate the specific cutting energy approach. As illustrated in
Figure 3, He and Xu [
20] found the transition point of failure modes for two different limestone samples, respectively. However, this approach does not give accurate results when compared with experimental results and the highest number of the correlation coefficient (
is 0.82 in the fitting analysis.
Although these three methods (DD model, size effect method, and the specific energy approach) give approximate numbers for the transition point in different rocks, they all involve a curve fitting step. It is notable that some constants such as and are related to rock properties and back-rake angle so these numbers differ for each sample condition.
Despite numerous experimental and simulation studies that have been carried out to obtain information about the rock cutting process, the focus has been mainly on using cutter normal and shear forces [
6,
21]. Even though surface asperities can be measured with less complexity, there have not been any efforts to extract potential data that might be locked in the surface roughness to extract more information. The roughness is basically the difference between the scratched surfaces versus what is supposed to be in an ideal situation that rock is only scratched exactly at the given depth of cut. In the strength driven (ductile) mode, the cutter crushes a core sample to remove particles, so the surface of the groove remains smooth after the cutting process. On the other hand, chipping is a major rock breaking mechanism in the fracture driven (brittle) mode. Therefore, the surface of the cleared path is rough in this mode (see
Figure 4).
This paper looks at the groove surface asperity and its relationship with critical DOC through a series of scratch tests conducted on samples of Berea sandstone, Indiana limestone, and Mudstone. The laboratory tests reveal the relationship between the shear force and the surface roughness during scratching. Moreover, the critical DOC is obtained using the groove roughness measured in these sedimentary rock samples. Lastly, the results of this work are expected to provide a more physical explanation for the ductile-brittle transition mechanism without difficulties involved in acquiring force data.
2. The Roughness Model
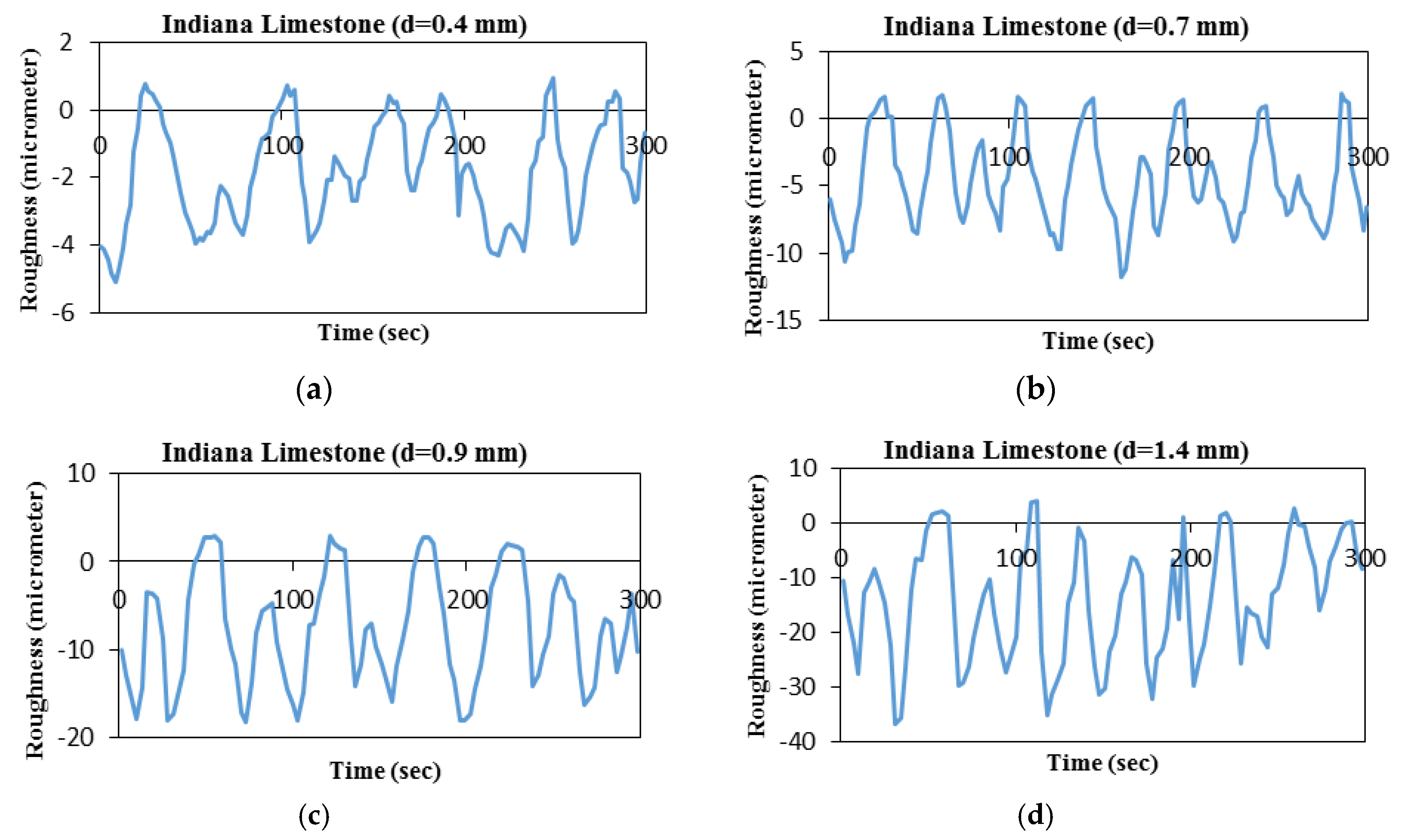
The ductile-brittle failure mode transition in the rock cutting process is an active research topic since it is a crucial issue for the cutter and bit design. The scratch test can be one of the known methods to identify this transitional feature. The observation of each scratch test shows that the rock surface after cutting is rough. The DOC is controlled and imposed by setting the cutter location during the cutting process but there are big height changes on the cleared surface path of rock specimens. Even though the surface roughness value is easily measured by an up-to-date scratch test device, the results have not been analyzed sufficiently to-date. It is notable that our study is basically limited to two-dimensional analysis although rock scratching might be considered as a 3D problem but by avoiding very narrow blades and boundary effects that might reveal along the blade edges, 2D analyses will provide more confidence in our analysis with less level of complexities of any 3D analysis.
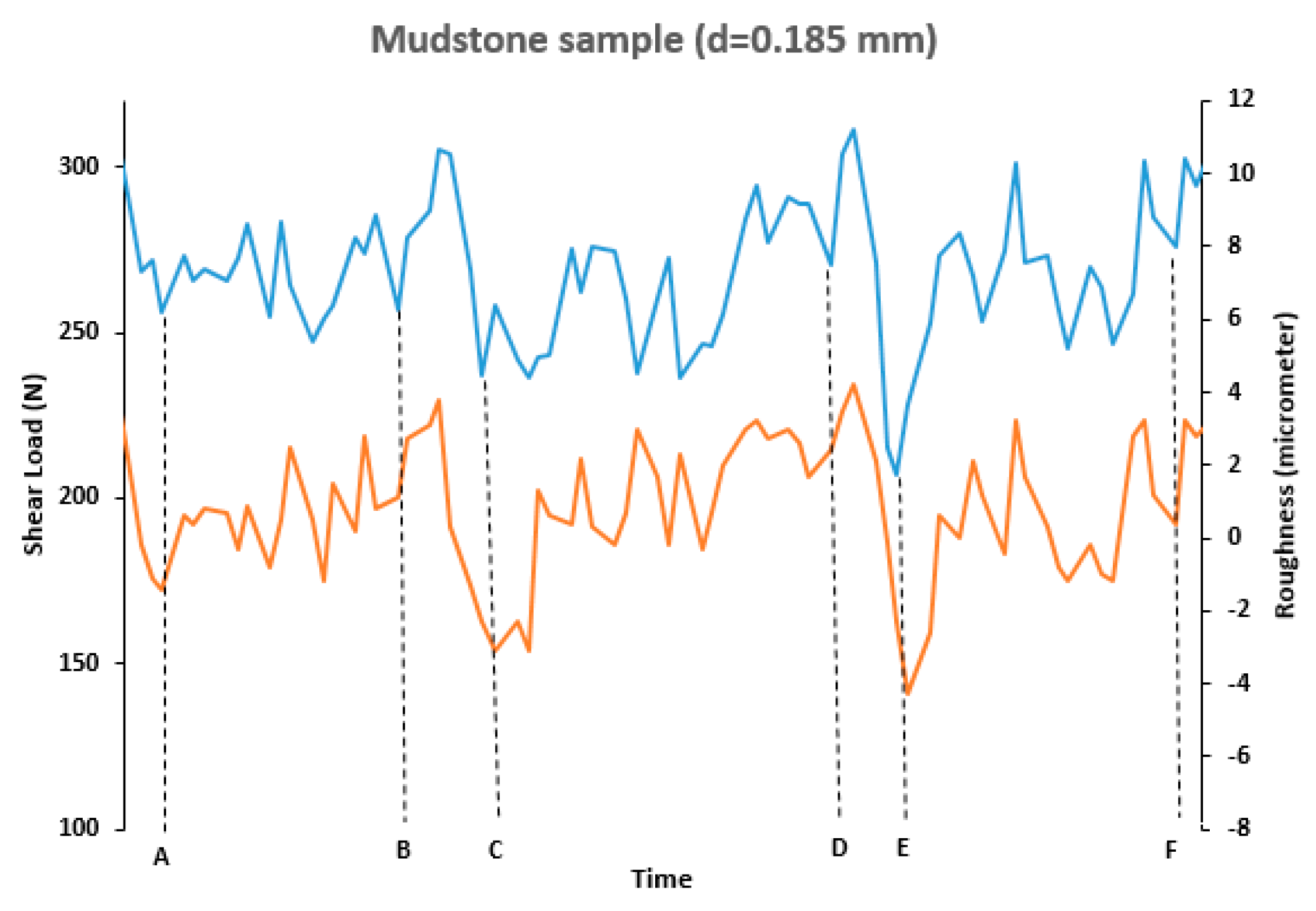
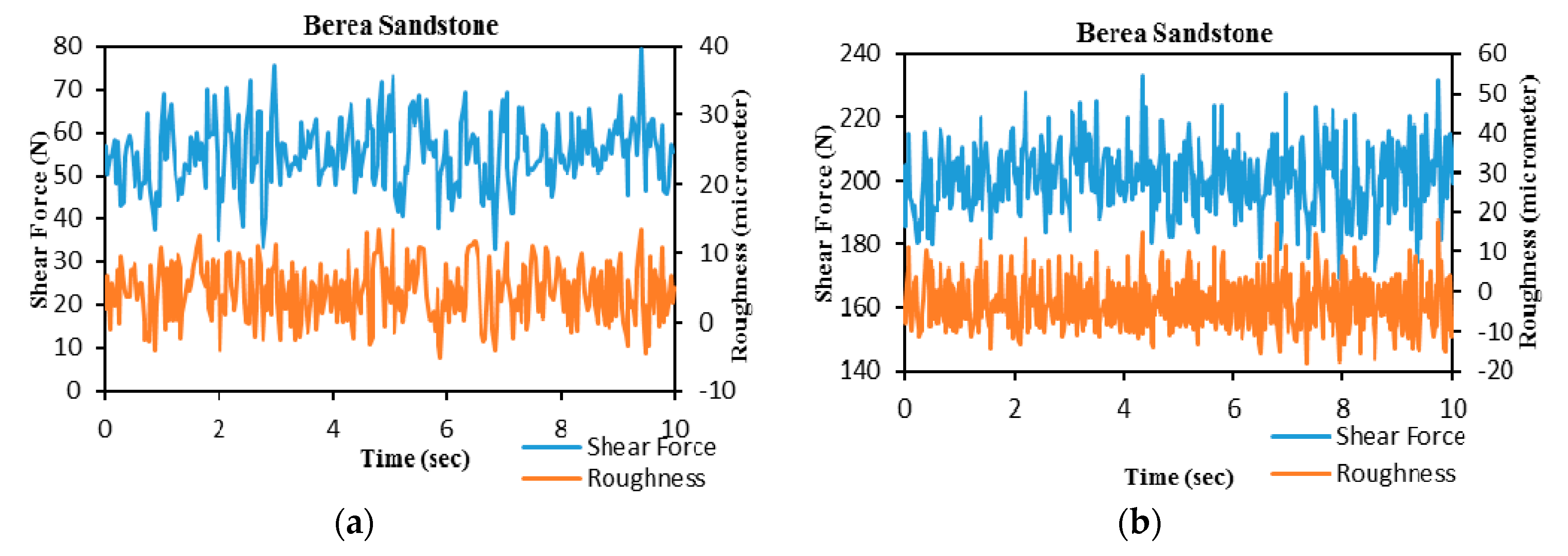
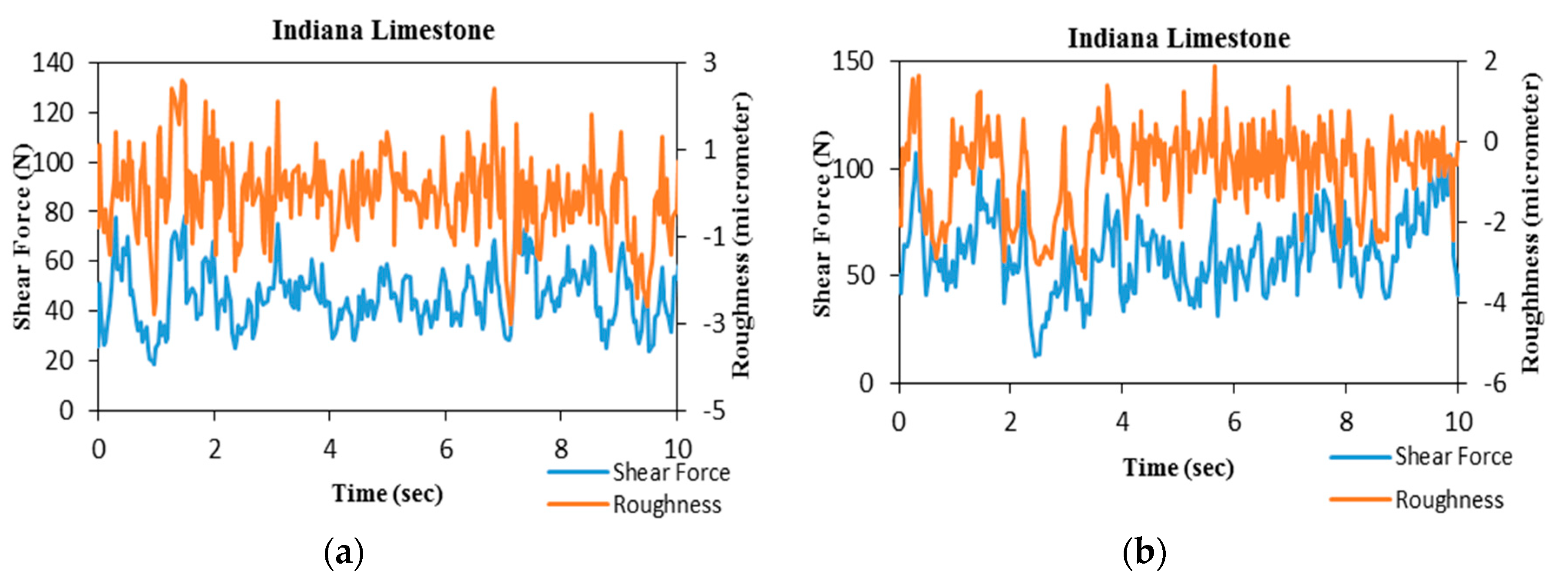
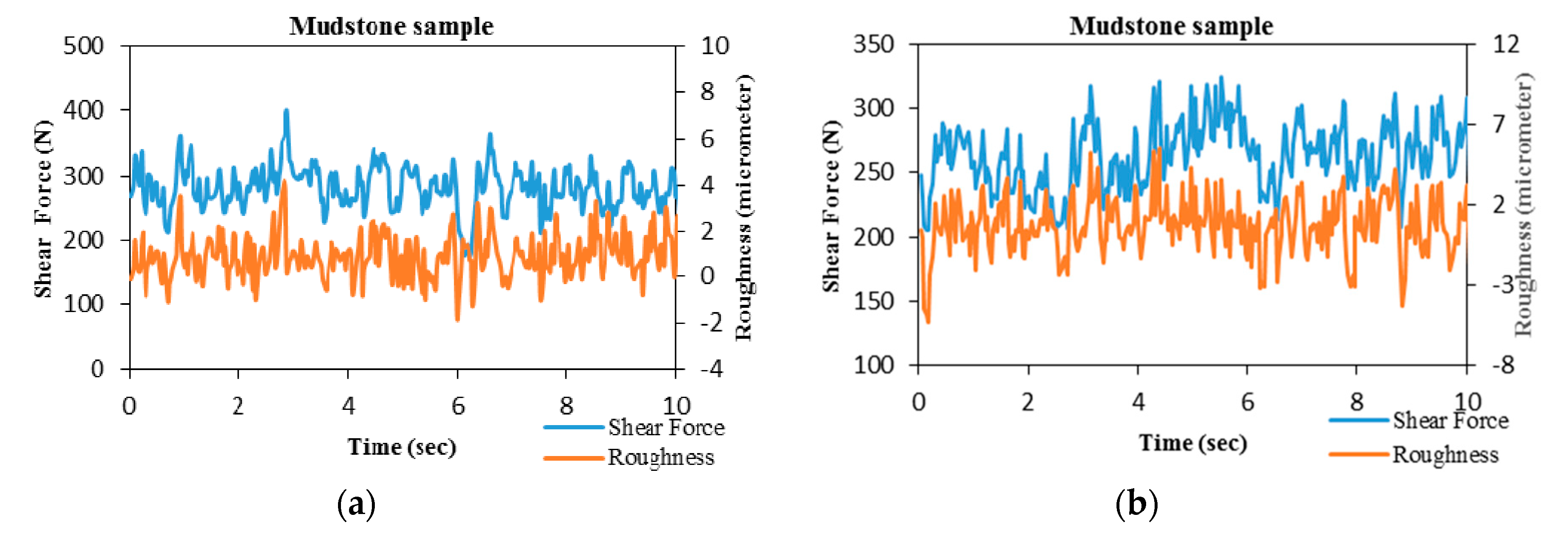
Scratch test results represent lines that show the rock cutting force and the surface roughness of rock follows a similar pattern during the entire cutting process (see
Figure 5). In other words, the cutting groove surface is a reflection of the shear force variation, which is the nature of rock cutting. If the fluctuation of the tangential load is moderate, the resultant cuttings are in the form of powder, so the rock surface is smooth after scratching. In contrast, the groove surface is rough when the cutting force shows a big change in a short time as the debris consists of chips.
The combination of the cutting force and groove asperities may reveal a better explanation of the rock cutting process. In the strength driven mode, the debris in front of the cutter is powder. This consists of small particles that cannot strongly resist the cutter movement, and so the tangential force experiences small fluctuations along the entire cut [
22]. On the contrary, chips being the major in the brittle mode, these are big particles, and removing them from the groove surface needs more energy, so the high variation is expected in the tangential force component of the measured force. In other words, it can be proposed that small variance of the cutting force is a dominant factor for the cutting type in the ductile dominant failure mode, whereas a sudden change in the shear force leads to major cracks in the brittle dominant failure mode.
Figure 6 represents the shear force and the surface roughness of mudstone rock sample values during a scratch test. At the beginning of time A, the cutter starts to compress the surface and creates a crushed zone until time B (see
Figure 7a). During this time interval, cutting force and surface roughness numbers exhibit small fluctuations. After this period, the cutting force rises and reaches its peak between time B and C. As a result, a major crack defining the chip in front of the cutter is formed (see
Figure 7b). Another proof for this explanation is seen in the change of roughness magnitude. The surface roughness value stays within a small range before chipping begins, but the sharp increase of the cutting force causes a big altitude change in surface asperities. After a crack is expelled from the rock surface, the cutting force reduces, and the cutter moves very fast in a short time due to inertia (see
Figure 7c). This chip removal leads to deep damage on the groove surface, so it makes for a significant change in surface roughness in this part. After time C, this process as outlined above repeats. In this graph, the time interval between A and B, C and D, and lastly E and F illustrate the ductile failure mode (a smooth cut path), while the results at intervals from B to C and D to E display examples of brittle failure (the groove surface is rough).
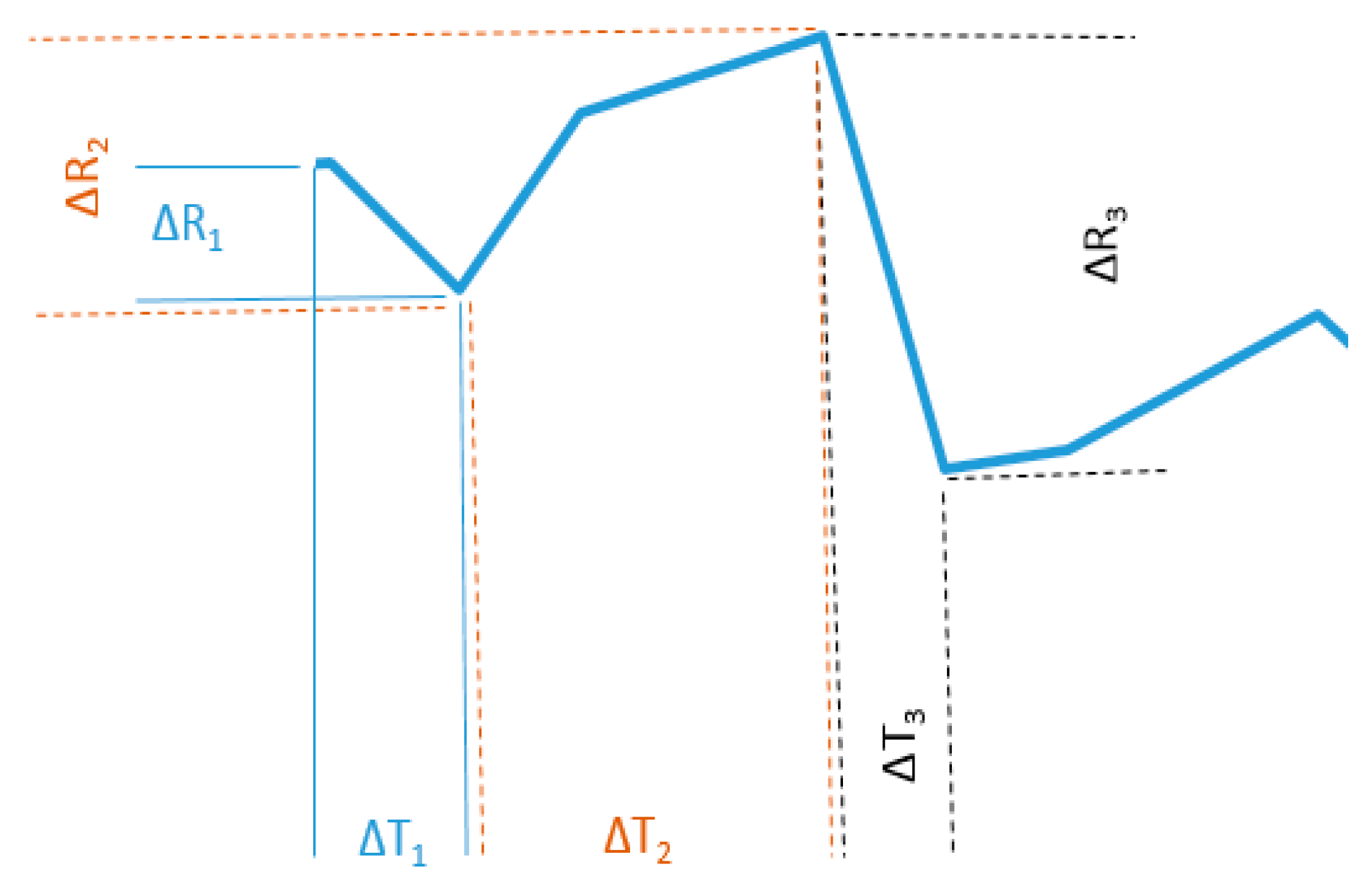
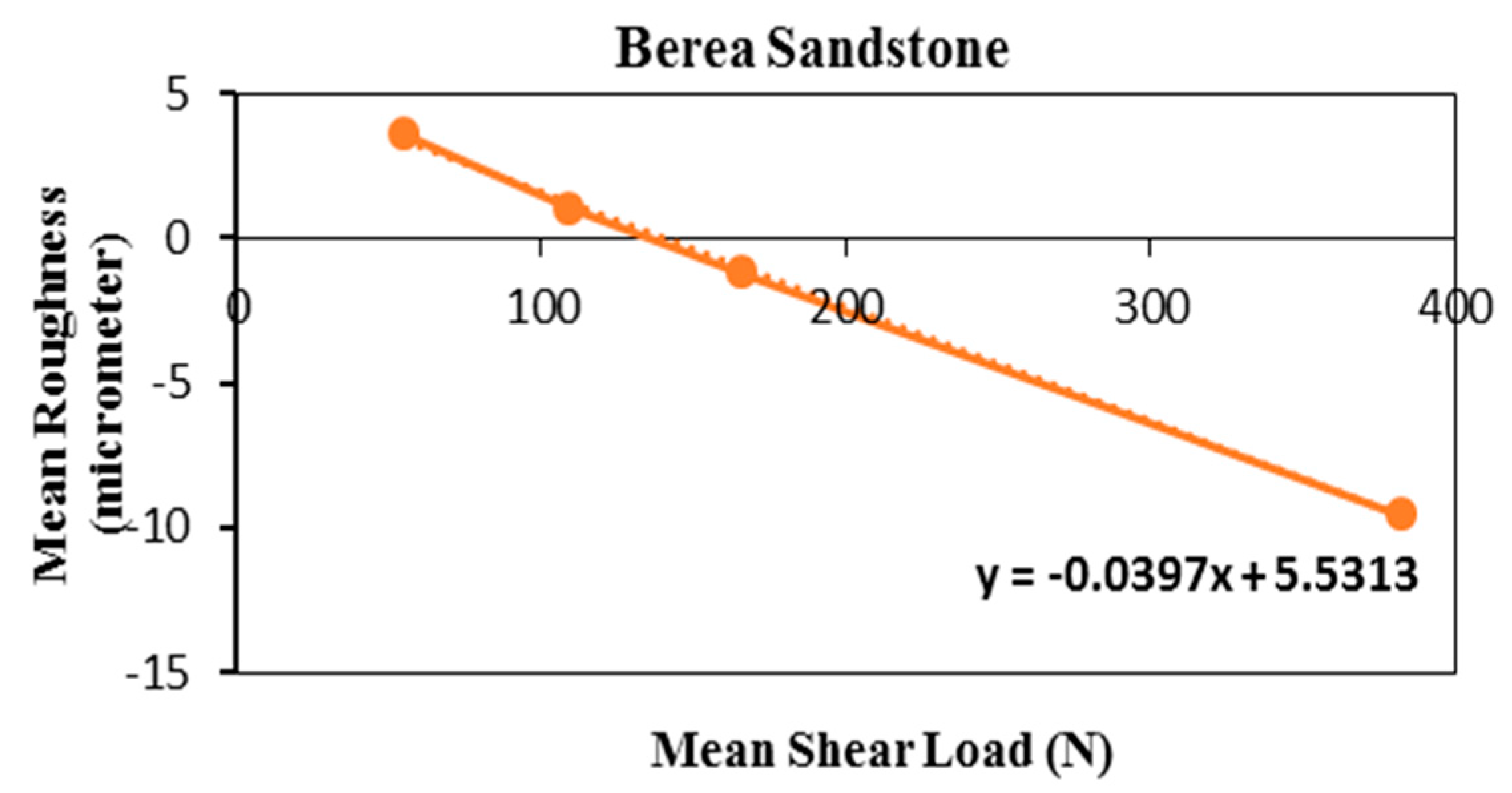
Based on the extensive scratch tests conducted in this research, the surface roughness can be realized as another method for delineating the rock cutting mechanism. It is seen that small asperities on the cut surface and long process time are characteristics of the strength-driven mode. On the contrary, the groove surface has big fluctuations over a short distance/time when the fracture-driven mode is dominant. As shown in
Figure 8,
and
show the scratched surface altitude difference and the time difference, respectively. The ratio of
and
illustrates an average change in the surface roughness is defined as follows:
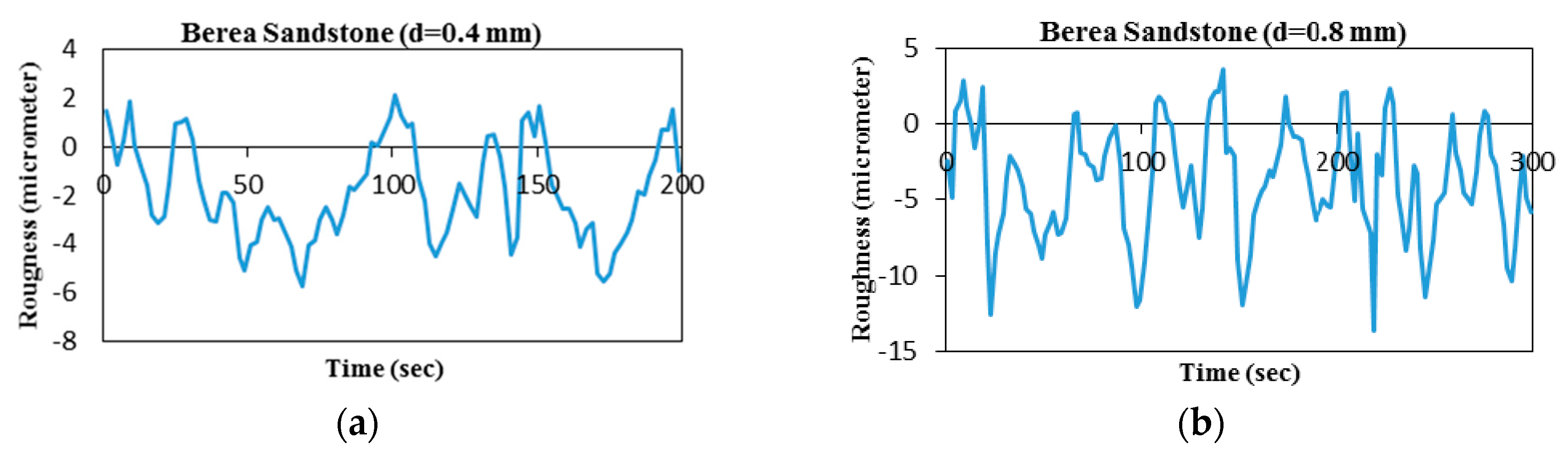
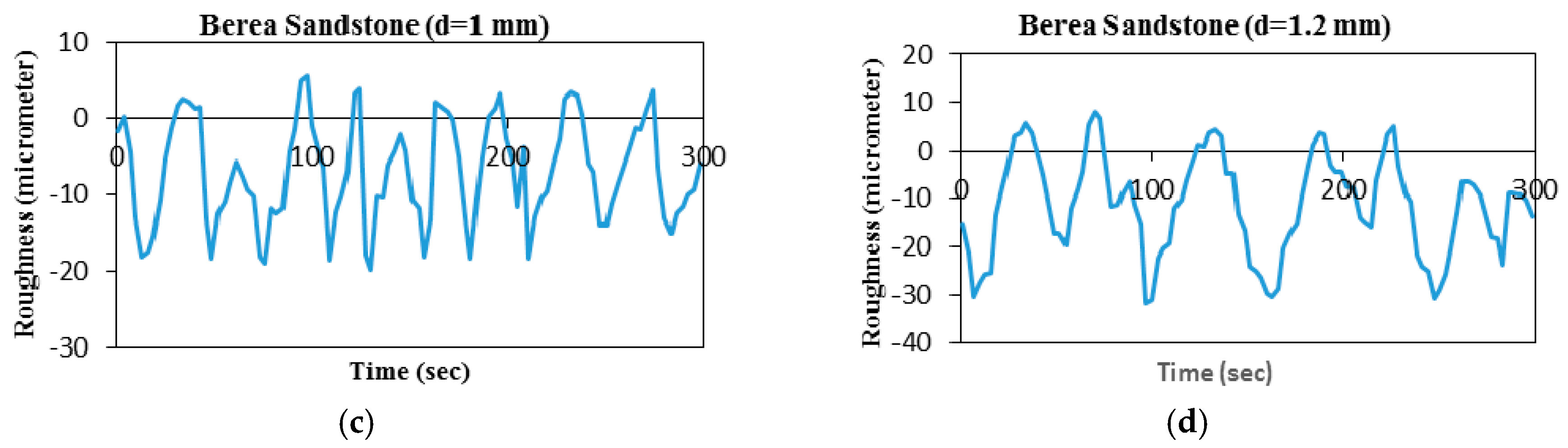
It is notable that, due to the discontinuous nature of the measured forces, it is not possible to take its derivative. The value of
depends on the failure mode. When the magnitude of
is small and cuttings are in the form of powder, the failure mechanism occurs in the ductile mode. If the failure mode is fracture-driven and cuttings are chunks, the value of
is high. As shown in
Figure 8,
and
, which have small surface asperities change over a long time, exemplify the ductile failure mode. On the other hand,
is the biggest and shows features of the fracture-driven failure.
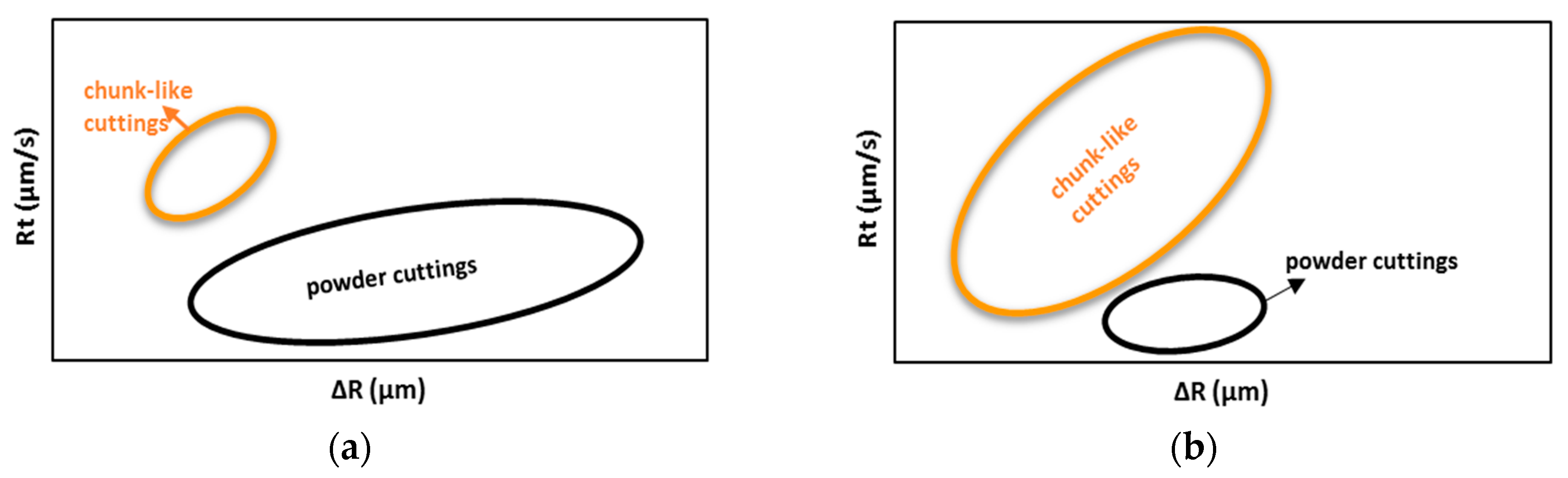
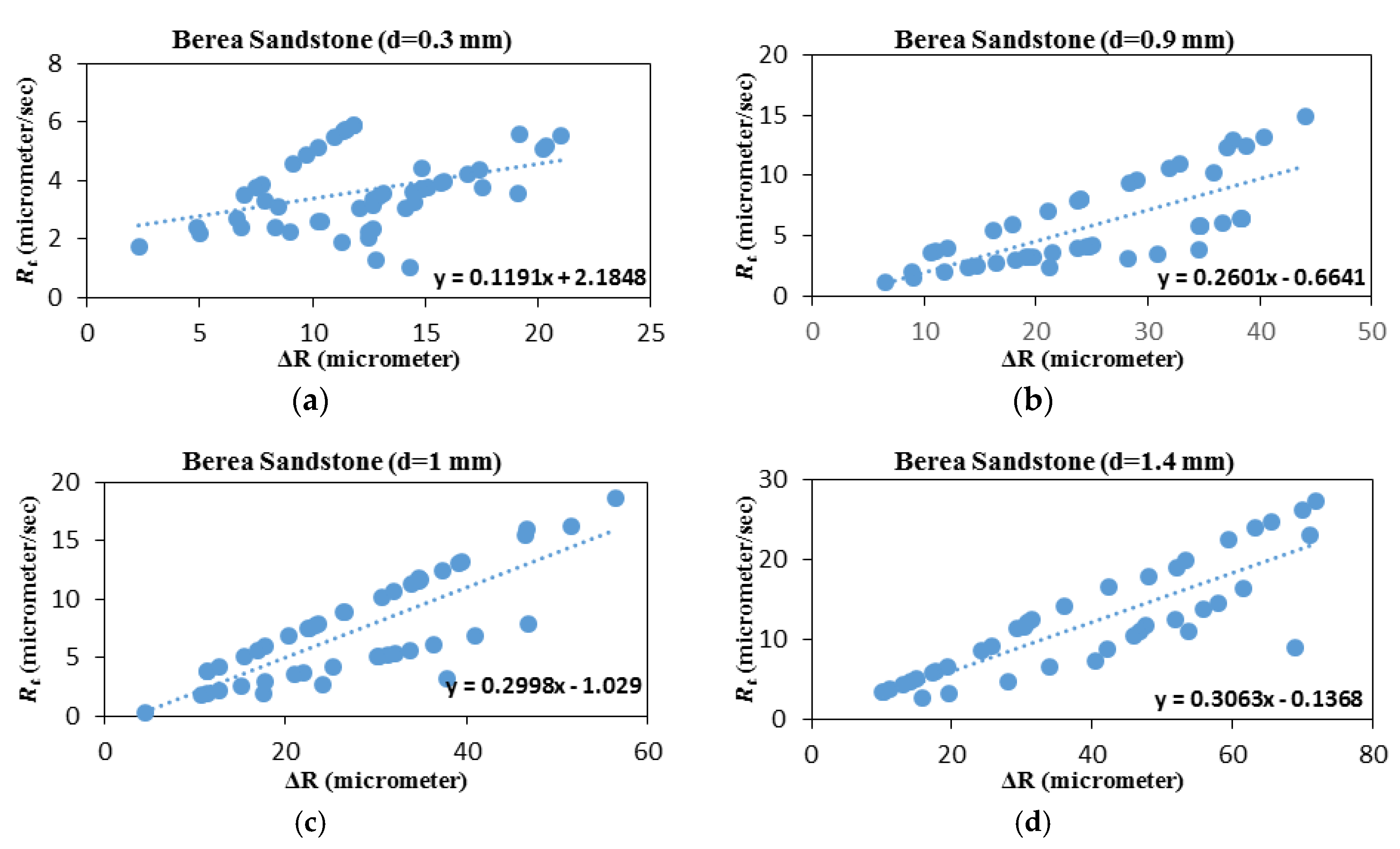
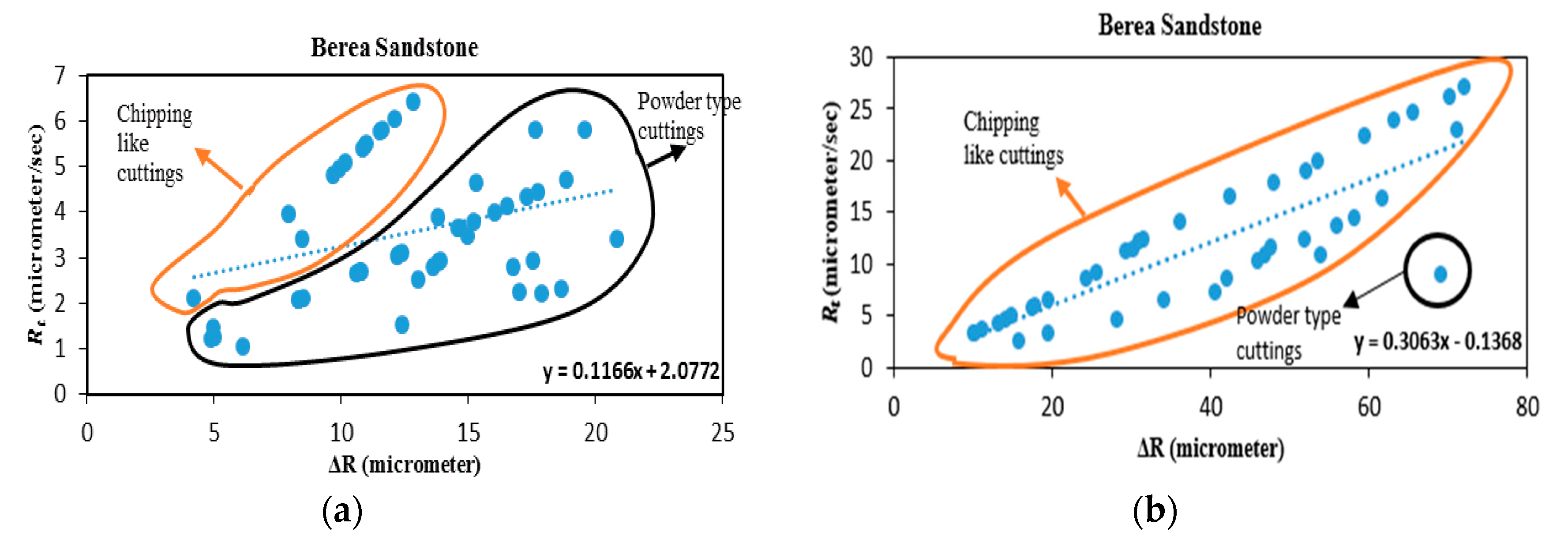
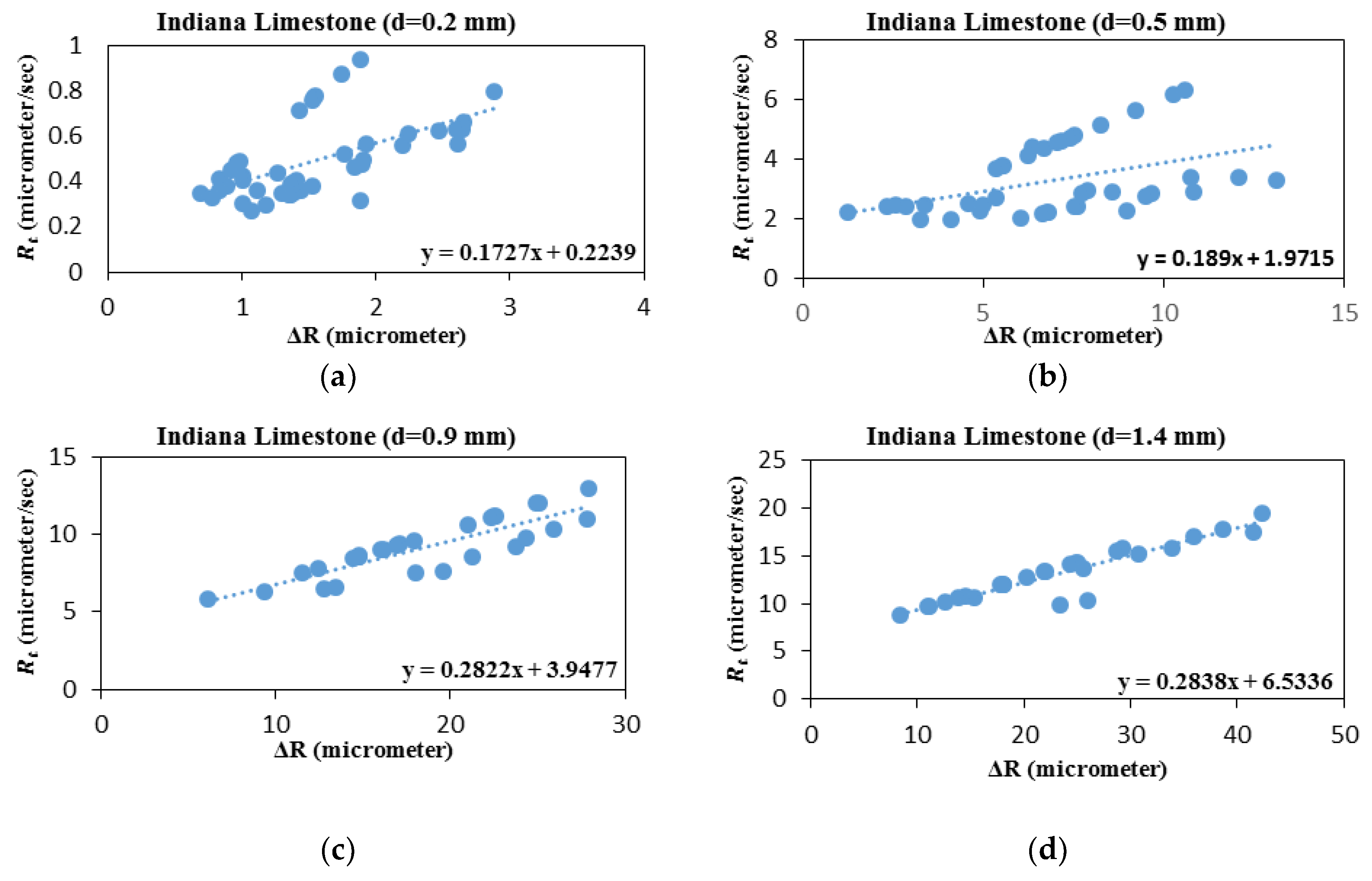
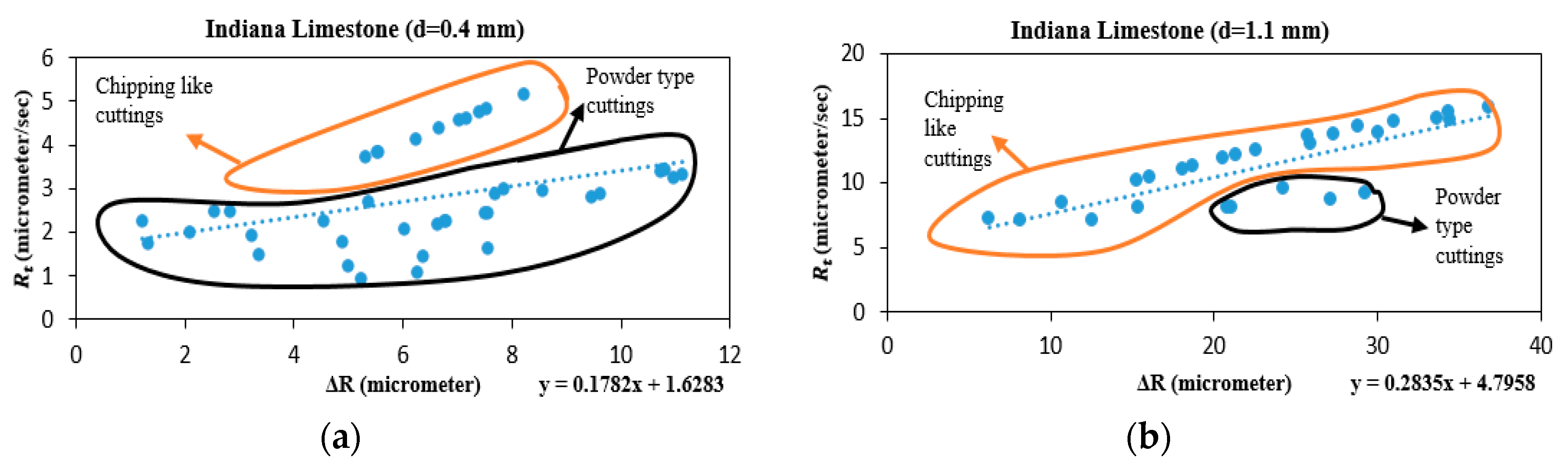
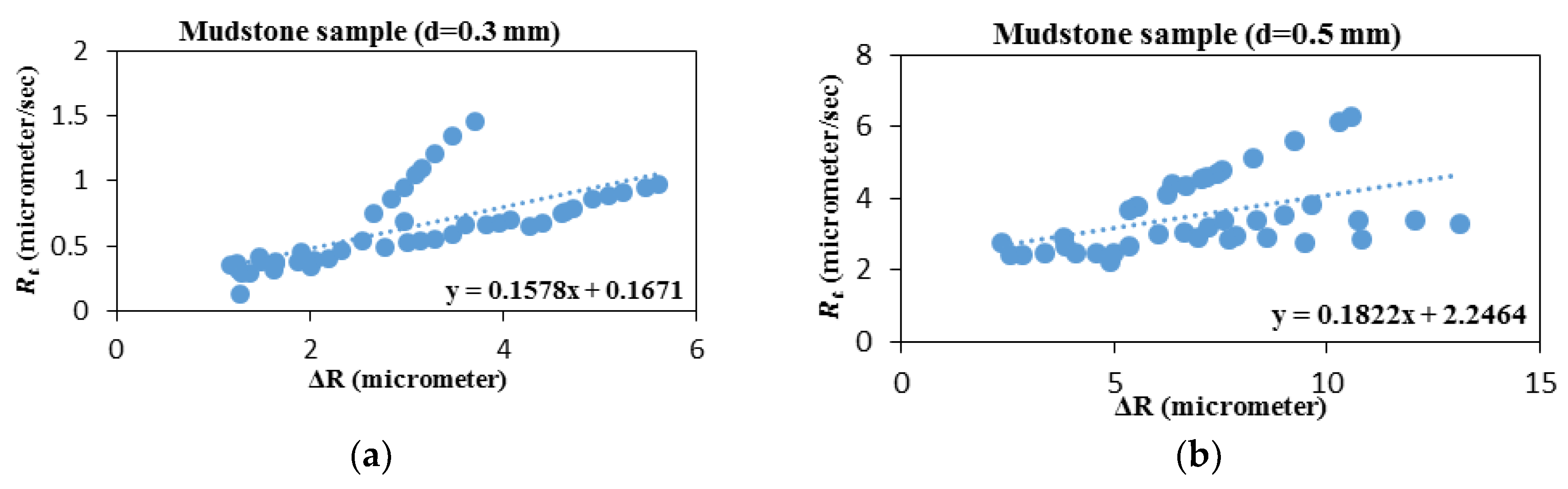
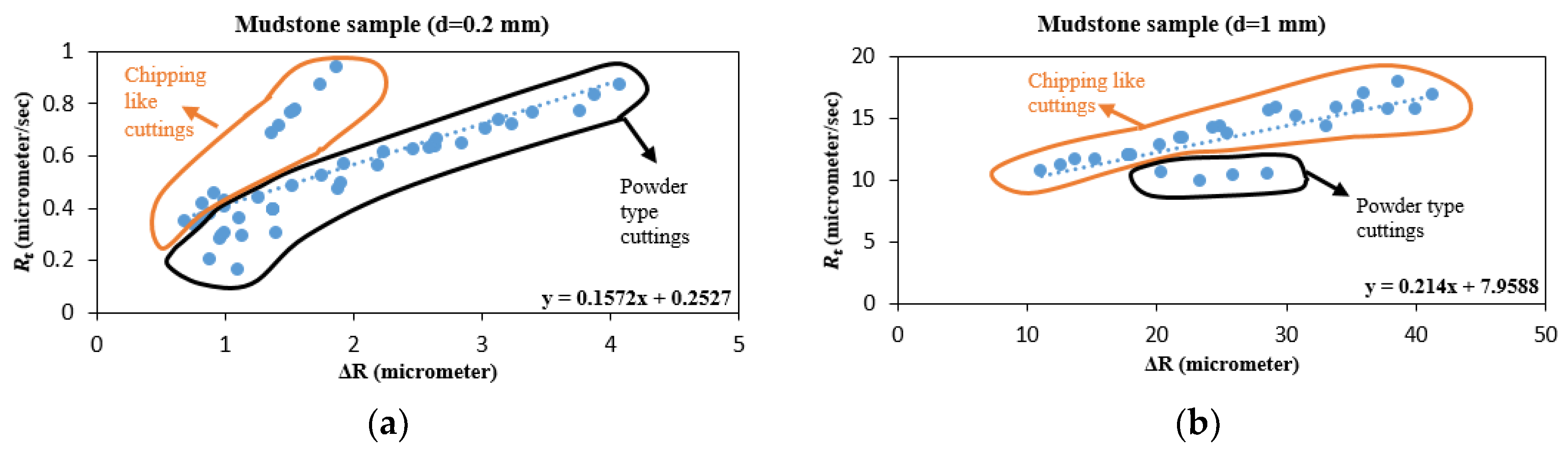
It is expected that data points separate into two trends in the
and Δ
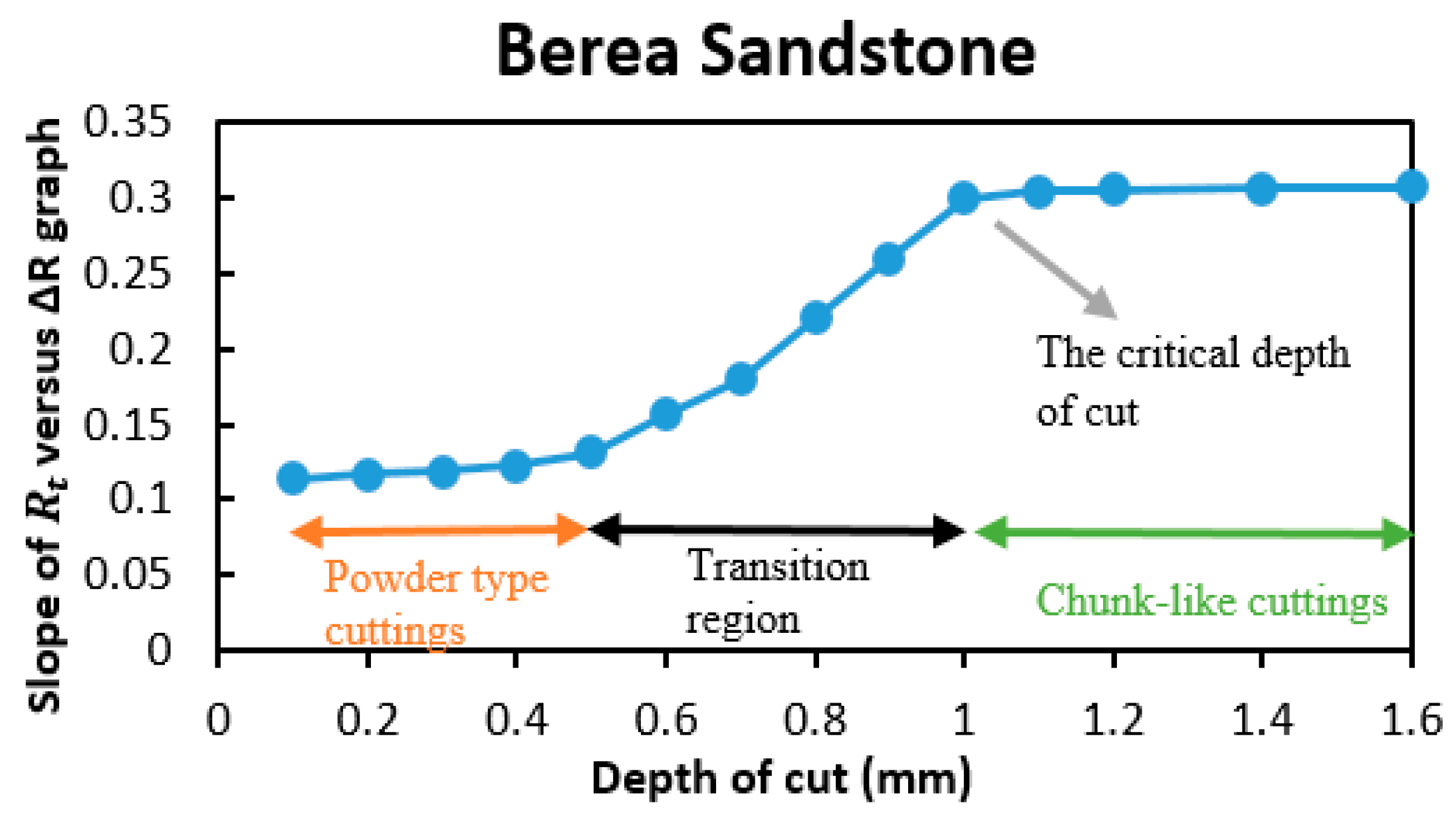
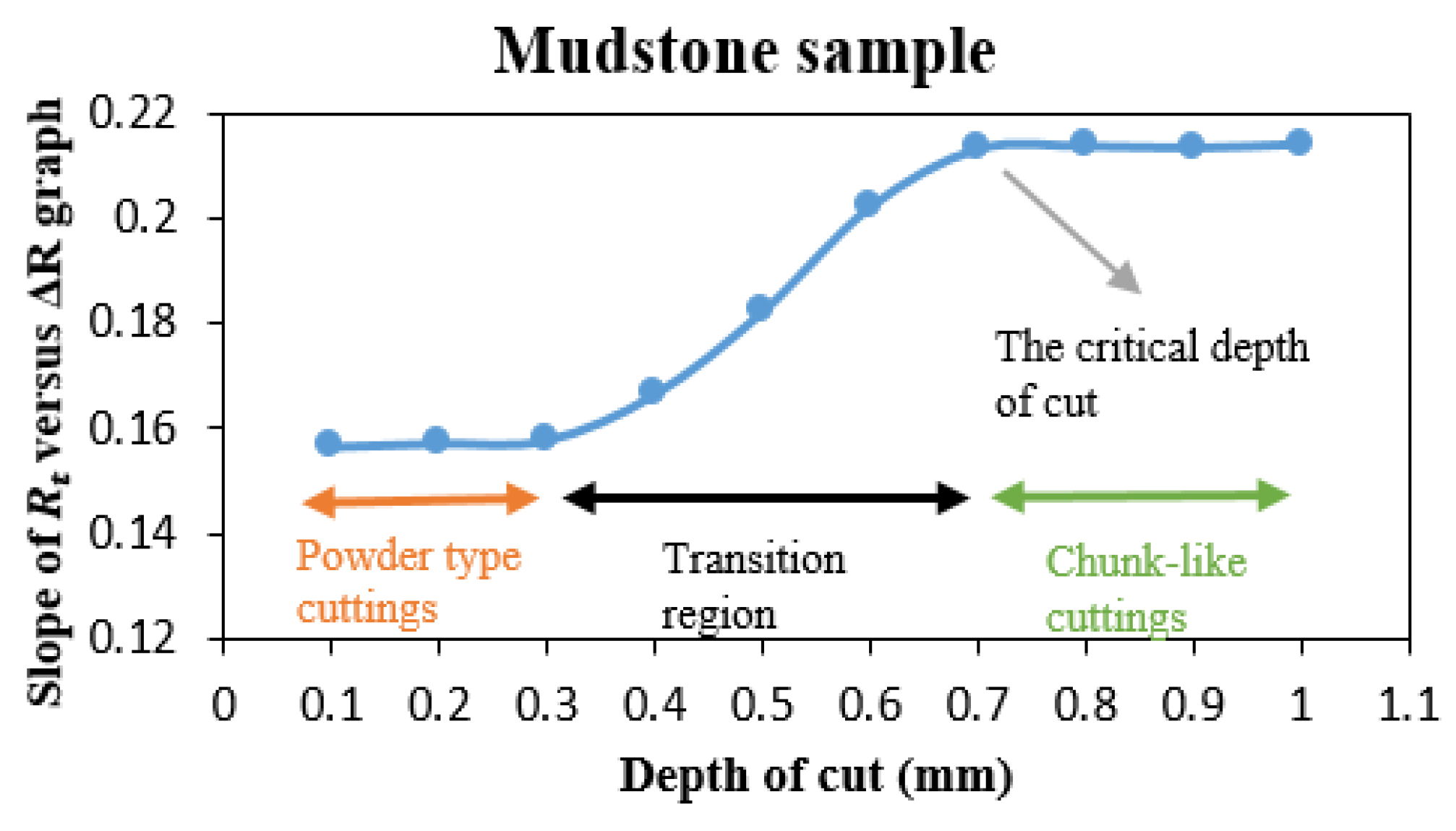
R graph. The upper trend of this graph belongs to chunk-like cuttings since the roughness of cut surface changes remarkably over a short time. The lower group represents powder type cuttings during the rock cutting process, owing to the smooth surface roughness. In the small DOC of the rock cutting process, lower part points would dominate. However, this density falls off, and some dots show up on the upper side with rising DOC. This trend continues until reaching the transition point. Beyond the critical DOC, upper side points are much denser than the lower side ones (see
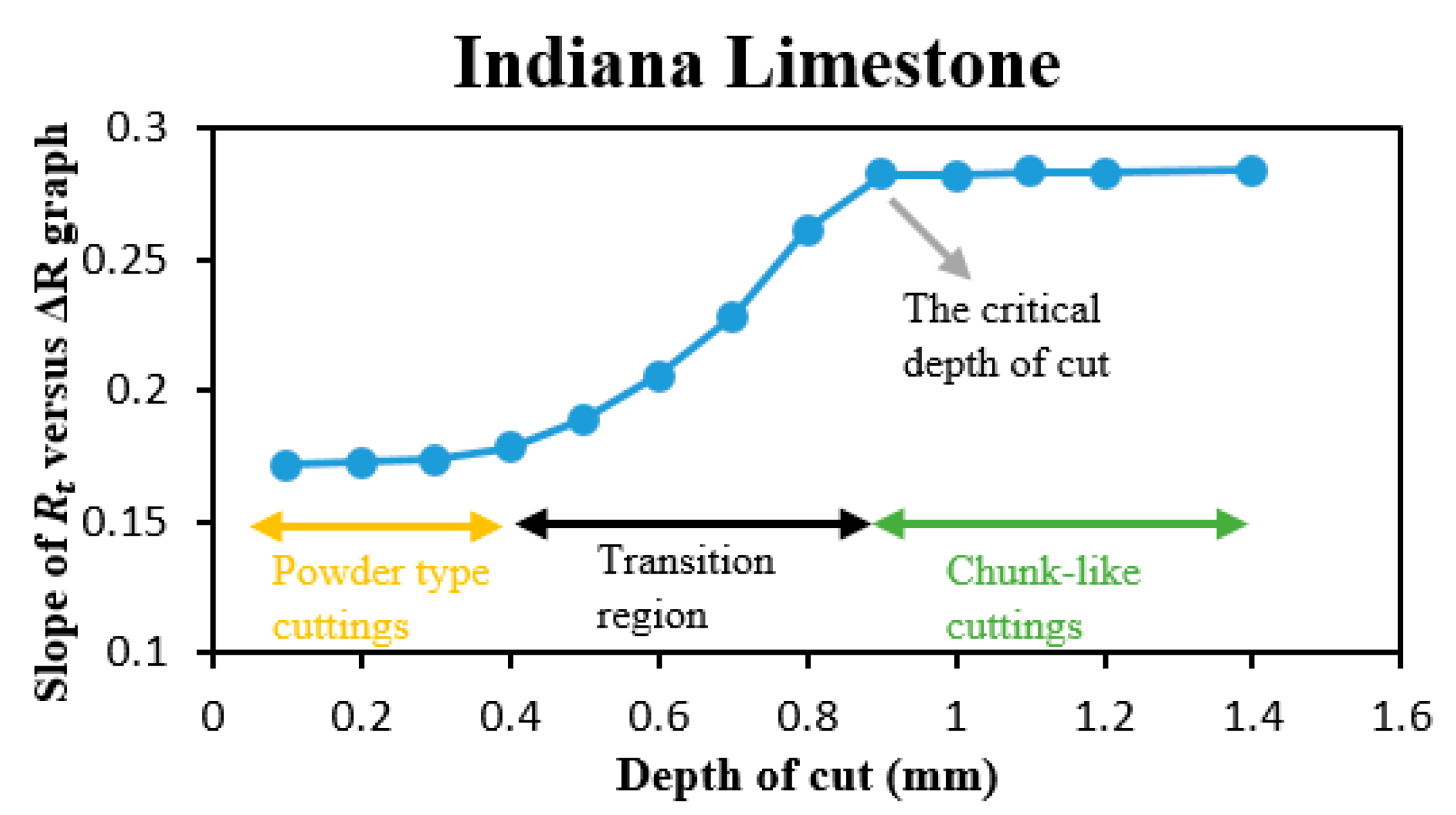
Figure 9). The number of the chips is negligible at small DOCs, where so the slope remains almost steady. Later, chunk-like cuttings start to dominate the graph and the slope of the line goes up sharply until reaching the critical DOC. Then, the slope levels out again because the failure mechanism turns to the brittle mode (no powder cutting). As a result, the slope of
and
chart versus the DOC graph is another way to determine the critical DOC.


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}