Rapid Wear Modelling in a Slurry Pump Using Soft 3D Impeller Material



Abstract
1. Introduction
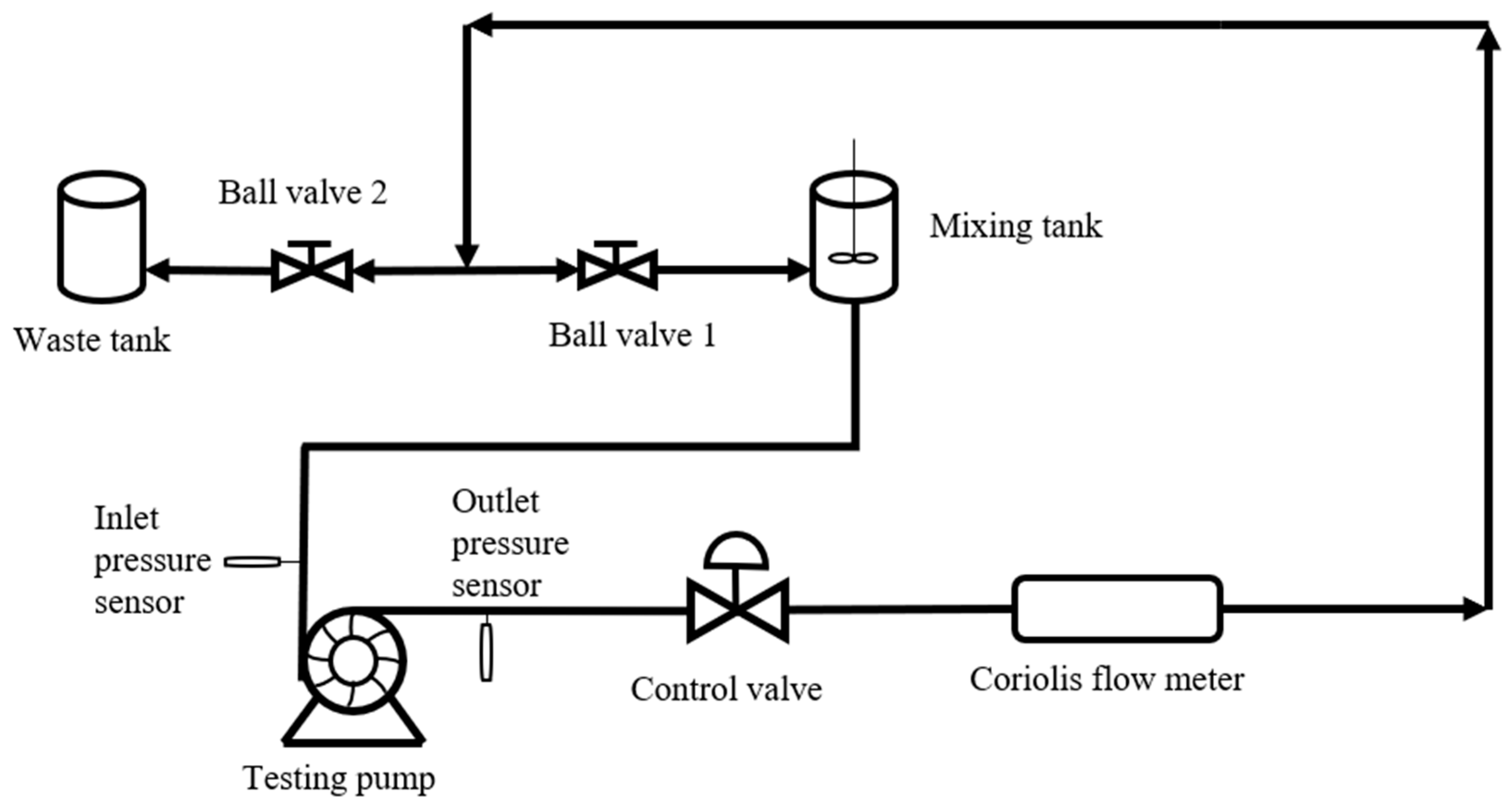
2. Experimental Development
3. Results and Discussion
3.1. Wear Pattern Observation
3.2. Effect of Flow Rate and Solids Concentration
3.3. Effect of Damaged Impeller on Pump Performance
4. Conclusions and Future Work
- (1)
- The highest rate of mass loss occurs at the trailing edges of the blades and intersections between the blades and hub.
- (2)
- From the observation of the wear patterns and parametric studies on solids concentration and flow rate, the effect of flow rate is dominant.
- (3)
- Using soft materials to produce samples increases wear rate, which makes exponents of parameters larger than in field studies using harder materials.
- (4)
- Damaged impellers affect pump performance, and the relationship between pump head and the degree of damage to impellers can be predicted for an impeller with particular shape and material. We have developed a novel and simple method to characterize the observed derate, which could be developed to harder materials to provide useful estimates of future deratings in design and operation. The estimate that head performance derate is a function of mass loss alone is reasonably valid.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Roman Symbols | |
| C | Concentration (kg/kg) |
| Drag coefficient | |
| D | Diameter of particle (m) |
| E | Wear rate (kg/s) |
| H | Pump head (m) |
| Initial material hardness (N/mm2) | |
| ML | Percentage of mass loss for an impeller (%) |
| Mass of a single particle (kg) | |
| p | Constant plastic flow stress when particle impacting wall |
| Q | Flow capacity (m3/h) |
| Volume loss of material removed by a single particle (m3) | |
| Particle roundness factor | |
| r | Particle radius (m) |
| T | Rotational Speed (rpm) |
| V | Flow velocity (m/s) |
| Particle velocity (m/s) | |
| Greek Letters | |
| Angle of particles striking the surface (rad) | |
| Density of air (kg/m3) | |
| Particle density (kg/m3) | |
| Material flow stress (Pa) | |
| Ratio of depth of particle contact surface and the depth of the cut | |
References
- Wu, J.; Ngyuen, B.; Graham, L.; Zhu, Y.; Kilpatrick, T.; Davis, J. Minimizing impeller slurry wear through multilayer paint modelling. Can. J. Chem. Eng. 2005, 83, 835–842. [Google Scholar] [CrossRef]
- Lipsett, M.G.; Bhushan, V. Modeling erosion wear rates in slurry flotation cells. J. Fail. An. Preven. 2011, 12, 51–65. [Google Scholar] [CrossRef]
- Walker, C.I. Slurry pump side-liner wear: Comparison of some laboratory and field results. Wear 2001, 250, 81–87. [Google Scholar] [CrossRef]
- Chandel, S.; Singh, S.N.; Seshadri, V. Experimental study of erosion wear in a centrifugal slurry pump using coriolis wear test rig. Particul. Sci. Technol. 2012, 30, 179–195. [Google Scholar] [CrossRef]
- Arabnejad, H.; Mansouri, A.; Shirazi, S.A.; McLaury, B.S. Development of mechanistic erosion equation for solid particles. Wear 2015, 332, 1044–1050. [Google Scholar] [CrossRef]
- Zhong, Y.; Minemura, K. Measurement of erosion due to particle impingement and numerical prediction of wear in pump casing. Wear 1996, 199, 36–44. [Google Scholar] [CrossRef]
- Shen, Z.J.; Li, R.N.; Han, W.; Zhao, W.G.; Wang, X.H. The research on particle trajectory of solid-liquid two-phase flow and erosion predicting in screw centrifugal pump. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Hangzhou, China, 18–21 October 2015; Volume 129, pp. 12–52. [Google Scholar]
- Nguyen, V.B.; Nguyen, Q.B.; Zhang, Y.W.; Lim, C.Y.M.; Khoo, B.C. Effect of particle size on erosion characteristics. Wear 2016, 348, 126–137. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, H.; Wang, X. Finite Element Analysis of wear for centrifugal slurry pump. In Proceedings of the 6th International Conference on Mining Science & Technology, Procedia Earth and Planetary Science, Xuzhou, China, 18–20 October 2009. [Google Scholar]
- Tian, H.H.; Addie, G.R.; Pagalthivarthi, K.V. Determination of wear coefficients for erosive wear prediction through Coriolis wear testing. Wear 2005, 259, 160–170. [Google Scholar] [CrossRef]
- Yoganandh, J.; Natarajan, S.; Kumaresh Babu, S.P. Erosive wear behavior of nickel-based high alloy white cast iron under mining conditions using Orthogonal Array. J. Mater. Eng. Perform. 2013, 22, 2534–2541. [Google Scholar] [CrossRef]
- Li, Y.; Zhu, Z.; He, Z.; He, W. Abrasion characteristic analyses of solid-liquid two-phase centrifugal pump. J. Therm. Sci. 2011, 20, 283. [Google Scholar] [CrossRef]
- Pagalthivarthi, K.V.; Gupta, P.K. Prediction of erosion wear in multi-size particulate flow through a rotating channel. Fluid Dyn. Mater. Process. 2009, 5, 93–122. [Google Scholar]
- Fort, I.; Jirout, T. The relation between the rate of erosion wear of a pitched blade impeller and its process characteristics. Chem. Eng. Res. Des. 2011, 89, 1929–1937. [Google Scholar] [CrossRef]
- Wei, L.; Shi, W.; Jiang, X.; Chen, B.; Wu, Y. Analysis on Internal Solid-liquid Two-phase Flow in the Impeller of Sewage Pump. Proc. Eng. 2012, 31, 170–175. [Google Scholar] [CrossRef][Green Version]
- Varley, F.A. Effects of impeller design and surface roughness on the performance of centrifugal pumps. Proc. Inst. Mech. Eng. 1961, 175, 955–989. [Google Scholar] [CrossRef]
- Elkholy, A. Prediction of abrasion wear for slurry pump materials. Wear 1983, 84, 39–49. [Google Scholar] [CrossRef]
- Gupta, R.; Singh, S.N.; Sehadri, V. Prediction of uneven wear in a slurry pipeline on the basis of measurements in a pot tester. Wear 1995, 184, 169. [Google Scholar] [CrossRef]
- Finnie, I. Erosion of surface by solid particles. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Oka, Y.I.; Okamura, K.; Yoshida, T. Practical estimation of erosion damage caused by solid particle impact: Part 1: Effects of impact parameters on a predictive equation. Wear 2005, 259, 95–101. [Google Scholar] [CrossRef]
- Hashish, M. A model for abrasive-waterjet (AWJ) machining. J. Eng. Mater. Technol. 1989, 111, 154–162. [Google Scholar] [CrossRef]
- Gandhi, B.K.; Singh, S.N.; Seshadri, V. Effect of speed on the performance characteristics of a centrifugal slurry pump. J. Hydraul. Eng. 2002, 128, 225–233. [Google Scholar] [CrossRef]
- Noon, A.A.; Kim, M. Erosion wear on centrifugal pump casing due to slurry flow. Wear 2016, 364, 103–111. [Google Scholar] [CrossRef]
- Kumar, S.; Gandhi, B.K.; Mohapatra, S.K. Performance characteristics of centrifugal slurry pump with multi-sized particulate bottom and fly ash mixtures. Particul. Sci. Technol. 2014, 32, 466–476. [Google Scholar] [CrossRef]
- Burgess, K.E.; Reizes, J.A. The effect of sizing, specific gravity and concentration on the performance of centrifugal slurry pumps. Proc. Institut. Mech. Eng. 1976, 190, 391–399. [Google Scholar] [CrossRef]
- Walker, C.I.; Goulas, A. Performance characteristics of centrifugal pumps when handling non-Newtonian homogeneous slurries. Proc. Institut. Mech. Eng. Part A Power Process. Eng. 1984, 198, 41–49. [Google Scholar] [CrossRef]
- Walker, C.F.; Wells, P.J.; Pomat, C. The Effect of Impeller Geometry on the Performance of Centrifugal Slurry Pump. In Proceedings of the 4th International Conference on Bulk Materials, Storage, Handling and Transportation: 7th International Symposium on Freight Pipelines, Institution of Engineers, Wollongong, Australia, 6–8 July 1992. [Google Scholar]
- Cellek, M.S.; Engin, T. Parametric investigation of a centrifugal slurry pump while handling clear water. J. Therm. Sci. Technol. 2016, 36, 19. [Google Scholar]
- Roco, M.C.; Marsh, M.; Addie, G.R.; Maffett, J.R. Dredge pump performance prediction. J. Pipelines 1986, 5, 171–190. [Google Scholar]
- Jiang, C. Investigating Impeller Wear and Its Effect on Pump Performance. Master’s Thesis, University of Alberta, Edmonton, AB, Canada, 2019. [Google Scholar]
- Mehta, M.; Kadambi, J.R.; Sastry, S.; Sankovic, J.M.; Wernet, M.P.; Addie, G.; Visintainer, R. Particle Velocities in the Rotating Impeller of a Slurry Pump. In Proceedings of the 5th Joint Fluids Engineering Conference, Fluids Engineering Division, San Diego, CA, USA, 30 July–2 August 2007. [Google Scholar]
- Zhang, Y.; Li, Y.; Cui, B.; Zhu, Z.; Dou, H. Numerical simulation and analysis of solid-liquid two-phase flow in centrifugal pump. Chin. J. Mech. Eng. 2013, 26, 53–60. [Google Scholar] [CrossRef]
- Pool, K.V.; Dharan, C.K.H.; Finnie, I. Erosive wear of composite materials. Wear 1986, 107, 1–12. [Google Scholar] [CrossRef]
- Roy, M.; Vishwanathan, B.; Sundararajan, G. The solid particle erosion of polymer matrix composites. Wear 1994, 171, 149–161. [Google Scholar] [CrossRef]
- Karassik, I.J. Centrifugal pump operation at off-design conditions. Chem. Proce. 1987, 157–158. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rotational Speed (rpm) | Solids Concentration [g/g (mass%)] |
|---|---|
| 1050 | 5% |
| 10% | |
| 15% | |
| 1200 | 5% |
| 10% | |
| 15% | |
| 1350 | 10% |
| 1500 | 5% |
| 1765 | 5% |
| Parameters That Affect Wear Rate | Relationship |
|---|---|
| 5 g/g (5 mass%) solids concentration | |
| 10 g/g (10 mass%) solids concentration | |
| 1200 rpm rotational speed | |
| 1050 rpm rotational speed |
| Studies | Exponents of Velocity | Exponents of Concentration |
|---|---|---|
| Gupta et al. [18]: Brass Mild steel | 2.4882 2.148 | 0.516 0.556 |
| Elkholy [17] (Cast iron) | 2.39 | 0.682 |
| Pool et al. [33]: Ductile polymer Brittle polymer | 2–3 3–5 | N/A |
| This work (VeroGray) | 2.7278 | 1.0161 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, C.; Fleck, B.A.; Lipsett, M.G. Rapid Wear Modelling in a Slurry Pump Using Soft 3D Impeller Material. Energies 2020, 13, 3264. https://doi.org/10.3390/en13123264
Jiang C, Fleck BA, Lipsett MG. Rapid Wear Modelling in a Slurry Pump Using Soft 3D Impeller Material. Energies. 2020; 13(12):3264. https://doi.org/10.3390/en13123264
Chicago/Turabian StyleJiang, C., B. A. Fleck, and M. G. Lipsett. 2020. "Rapid Wear Modelling in a Slurry Pump Using Soft 3D Impeller Material" Energies 13, no. 12: 3264. https://doi.org/10.3390/en13123264
APA StyleJiang, C., Fleck, B. A., & Lipsett, M. G. (2020). Rapid Wear Modelling in a Slurry Pump Using Soft 3D Impeller Material. Energies, 13(12), 3264. https://doi.org/10.3390/en13123264