Parametric Modelling and Multi-Objective Optimization of Electro Discharge Machining Process Parameters for Sustainable Production





Abstract
1. Introduction
2. Experimental Procedure
3. Experimental Design
4. Results, Analysis and Discussions
4.1. Development of Empirical Models
4.1.1. Material Removal Rate (MRR)
4.1.2. Electrode Wear Rate (EWR)
4.1.3. Surface Roughness (SR)
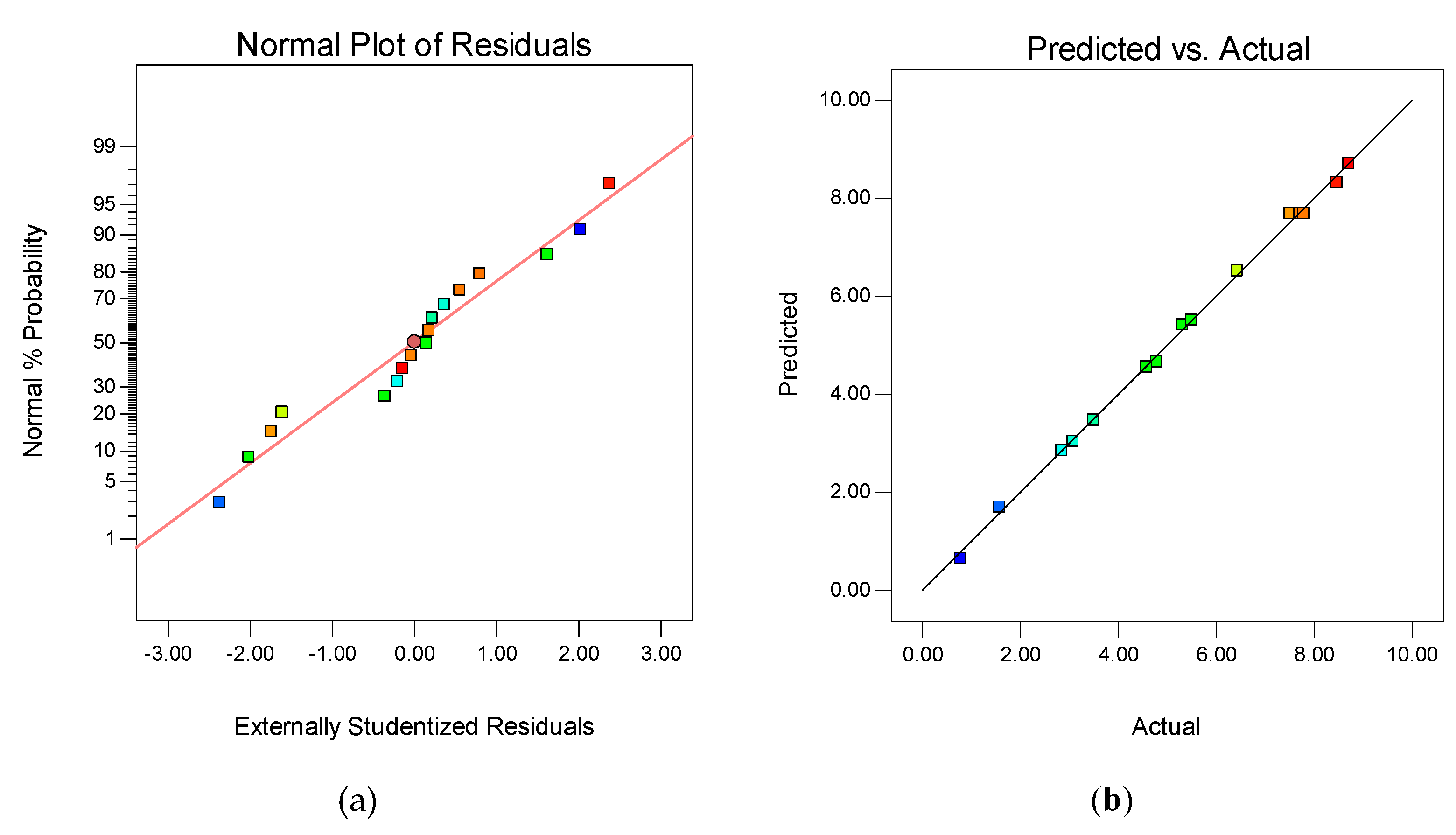
4.2. Validation of Model
4.3. 3D Response Surface
4.3.1. Material Removal Rate (MRR)
4.3.2. Electrode Wear Rate (EWR)
4.3.3. Surface Roughness (SR)
5. Optimization Associated with Sustainability
6. Microstructures Analysis
7. Conclusions
- Pon and current are the most significant process parameters influencing performance measures, MRR, EWR and SR, to a great extent.
- The higher values of MRR (productivity) can be achieved by keeping both Pon and current at their higher settings with Poff at its lower level. Conversely, lower values of SR and EWR (quality and cost) can be maintained at lower agreeable level of both Pon and current and upper level of Poff.
- By performing multi-objective optimization while incorporating the sustainability measures, maximum MRR of 4.47 mm3/min, minimum EWR of 1.8 mm3/min and SR of 2.01 μm is obtained as compared to individual values obtained for maximum MRR (6.4 mm3/min), minimum EWR (1.5 mm3/min) and minimum SR (1.47 µm).
- The microstructure analysis highlighted that the increase in Pon and current results in prominent micro-cracks, craters, debris, globules, pits and voids due to increase in vaporization at the high level of Pon and current.
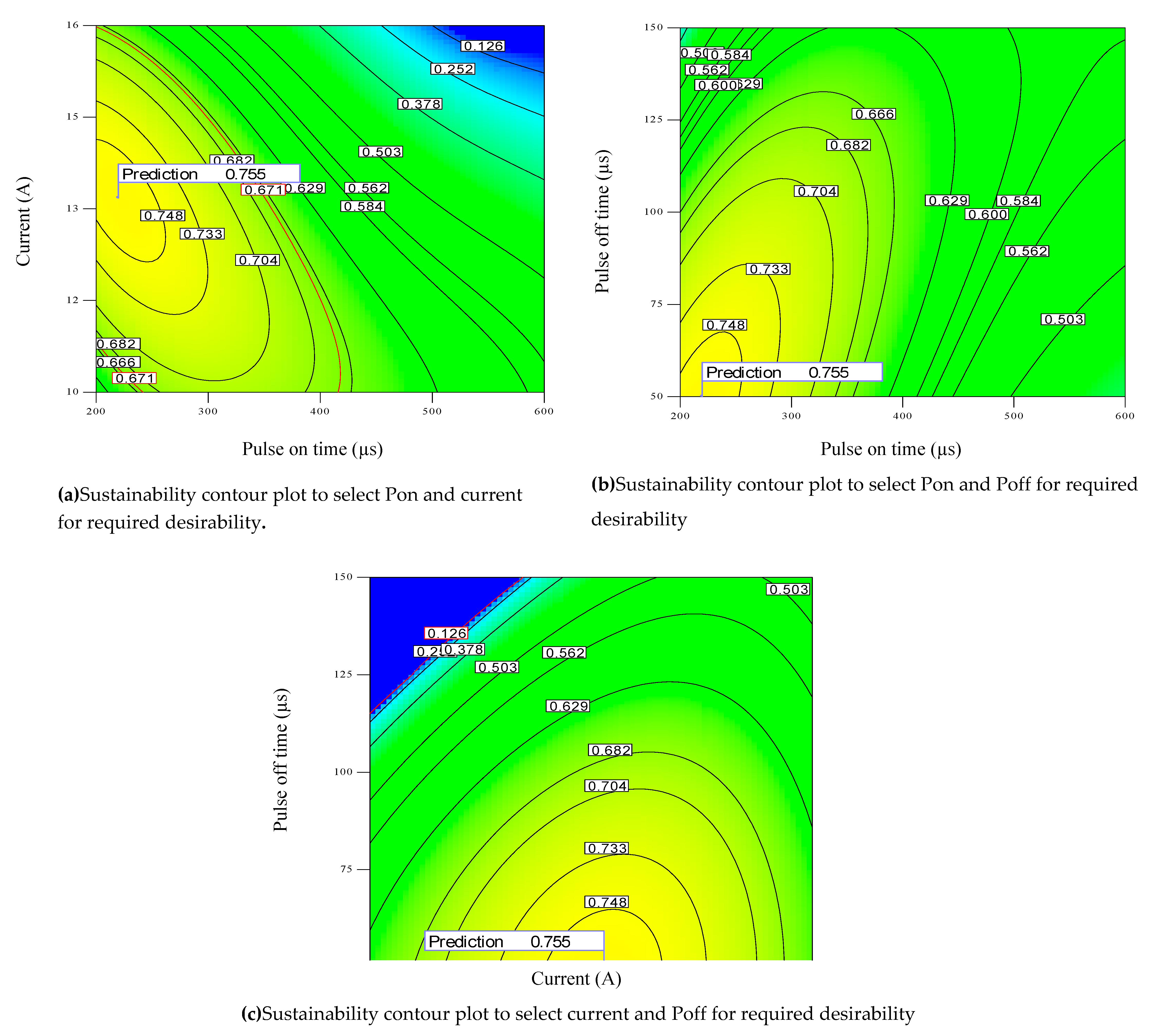
- The established sustainability contour plots can be employed successfully for feasible machine limits to attain a certain level of desirability.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Torres, A.; Puertas, I.; Luis, C.J. Modelling of surface finish, electrode wear and material removal rate in electrical discharge machining of hard-to-machine alloys. Precis. Eng. 2015, 40, 33–45. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Cheng, C.-H.; Su, B.-L.; Hwang, L.-R. Machining characteristics and optimization of machining parameters of SKH 57 high-speed steel using electrical-discharge machining based on Taguchi method. Mater. Manuf. Process. 2006, 21, 922–929. [Google Scholar] [CrossRef]
- Cverna, F.; Conti, P. Worldwide Guide to Equivalent Irons and Steels; ASM International: Cleveland, OH, USA, 2006. [Google Scholar]
- Ho, K.; Newman, S. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Gamage, J.R.; DeSilva, A.K.M. Assessment of research needs for sustainability of unconventional machining processes. Procedia CIRP 2015, 26, 385–390. [Google Scholar] [CrossRef]
- Padhi, S.K.; Mahapatra, S.S.; Padhi, R.; Das, H.C. Performance analysis of a thick copper-electroplated FDM ABS plastic rapid tool EDM electrode. Adv. Manuf. 2018, 6, 442–456. [Google Scholar] [CrossRef]
- Mandaloi, G.; Singh, S.; Kumar, P.; Pal, K. Effect on crystalline structure of AISI M2 steel using copper electrode through material removal rate, electrode wear rate and surface finish. Measurement 2015, 61, 305–319. [Google Scholar] [CrossRef]
- Salonitis, K.; Stournaras, A.; Stavropoulos, P.; Chryssolouris, G. Thermal modeling of the material removal rate and surface roughness for die-sinking EDM. Int. J. Adv. Manuf. Technol. 2009, 40, 316–323. [Google Scholar] [CrossRef]
- Mondal, R.; De, S.; Mohanty, S.K.; Gangopadhyay, S. Thermal energy distribution and optimization of process parameters during electrical discharge machining of AISI D2 steel. Mater. Today Proc. 2015, 2, 2064–2072. [Google Scholar] [CrossRef]
- Guu, Y.H.; Hocheng, H.; Chou, C.Y.; Deng, C.S. Effect of electrical discharge machining on surface characteristics and machining damage of AISI D2 tool steel. Mater. Sci. Eng. A 2003, 358, 37–43. [Google Scholar] [CrossRef]
- Dhobe, M.M.; Chopde, I.K.; Gogte, C.L. Optimization of wire electro discharge machining parameters for improving surface finish of cryo-treated tool steel using DOE. Mater. Manuf. Process. 2014, 29, 1381–1386. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Skoric, B.; Sekulic, M. Effect of electrical pulse parameters on the machining performance in EDM. Indian J. Eng. Mater. Sci. 2012, 18, 411–415. [Google Scholar]
- Thomas, D.; Kumar, R.; Singh, G.K.; Sinha, P.; Mishra, S. Modelling of surface roughness in coated wire electric discharge machining through response surface methodology. Mater. Today Proc. 2015, 2, 3520–3526. [Google Scholar] [CrossRef]
- Payal, H.S.; Choudhary, R.; Singh, S. Analysis of electro discharge machined surfaces of EN-31 tool steel. J. Sci. Ind. Res. 2008, 67, 1072–1077. [Google Scholar]
- Singh, A.; Kanth Grover, N. Wear properties of cryogenic treated electrodes on machining of En-31. Mater. Today Proc. 2015, 2, 1406–1413. [Google Scholar] [CrossRef]
- Baraskar, S.S.; Banwait, S.S.; Laroiya, S.C. Multiobjective optimization of electrical discharge machining process using a hybrid method. Mater. Manuf. Process. 2013, 28, 348–354. [Google Scholar] [CrossRef]
- Kanlayasiri, K.; Jattakul, P. Simultaneous optimization of dimensional accuracy and surface roughness for finishing cut of wire-EDMed K460 tool steel. Precis. Eng. 2013, 37, 556–561. [Google Scholar] [CrossRef]
- Tosun, N.; Cogun, C.; Tosun, G. A study on kerf and material removal rate in wire electrical discharge machining based on Taguchi method. J. Mater. Process. Technol. 2004, 152, 316–322. [Google Scholar] [CrossRef]
- Pellicer, N.; Ciurana, J.; Delgado, J. Tool electrode geometry and process parameters influence on different feature geometry and surface quality in electrical discharge machining of AISI H13 steel. J. Intell. Manuf. 2011, 22, 575–584. [Google Scholar] [CrossRef]
- Ferreira, J.C. A study of die helical thread cavity surface finish made by Cu-W electrodes with planetary EDM. Int. J. Adv. Manuf. Technol. 2007, 34, 1120–1132. [Google Scholar] [CrossRef]
- Shabgard, M.R.; Seyedzavvar, M.; Oliaei, S.N. Influence of input parameters on characteristics of EDM process. Strojniški vestnik-Journal Mech. Eng. 2011, 57, 689–696. [Google Scholar] [CrossRef]
- Amorim, F.L.; Weingaertner, W.L. The influence of generator actuation mode and process parameters on the performance of finish EDM of a tool steel. J. Mater. Process. Technol. 2005, 166, 411–416. [Google Scholar] [CrossRef]
- Kiyak, M.; Çakır, O. Examination of machining parameters on surface roughness in EDM of tool steel. J. Mater. Process. Technol. 2007, 191, 141–144. [Google Scholar] [CrossRef]
- Zarepour, H.; Tehrani, A.F.; Karimi, D.; Amini, S. Statistical analysis on electrode wear in EDM of tool steel DIN 1.2714 used in forging dies. J. Mater. Process. Technol. 2007, 187–188, 711–714. [Google Scholar] [CrossRef]
- Sultan, T.; Kumar, A.; Gupta, R.D. Material removal rate, electrode wear rate, and surface roughness evaluation in die sinking EDM with hollow tool through response surface methodology. Int. J. Manuf. Eng. 2014, 2014, 1–16. [Google Scholar] [CrossRef]
- Lin, J.L.; Lin, C.L. The use of grey-fuzzy logic for the optimization of the manufacturing process. J. Mater. Process. Technol. 2005, 160, 9–14. [Google Scholar] [CrossRef]
- Bundel, B. Experimental investigation of electrode wear in die-sinking EDM on different pulse-on & off time (µs) in cylindrical copper electrode. Int. J. Mod. Eng. Res. 2015, 5, 49–54. [Google Scholar]
- Dixit, A.C.; Kumar, A.; Singh, R.K.; Bajpai, R. An experimental study of material removal rate and electrode wear rate of high carbon-high chromium steel (AISI D3) in EDM process using copper tool electrode. Int. J. Innov. Res. Adv. Eng. 2015, 2, 257–262. [Google Scholar]
- Annamalai, N.; Sivaramakrishnan, V.; Baskar, N. Response surface modeling of electric discharge machining process parameters for EN 24 low alloy steel. In Proceedings of the 5th International & 26th All India Manufacturing Technology, Design and Research Conference, Guwahati, India, 12–14 December 2014. [Google Scholar]
- Mathew, N.; Kumar, D.; Beri, N.; Kumar, A. Study of material removal rate of different tool materials during EDM of H11 steel at reverse polarity. Int. J. Adv. Eng. Technol. 2014, 5, 25–30. [Google Scholar]
- Vates, U.K.; Singh, N.K. Optimization of surface roughness process parameters of electrical discharge machining of EN-31 by response surface methodology. Int. J. Eng. Res. Technol. 2013, 6, 835–840. [Google Scholar]
- Arunkumar, N.; Rawoof, H.S.A.; Vivek, R. Investigation on the effect of process parameters for machining Of EN31 (air hardened steel) by EDM. Int. J. Eng. Res. Appl. 2012, 2, 1111–1121. [Google Scholar]
- Singh, S.; Maheshwari, S.; Pandey, P.C. Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J. Mater. Process. Technol. 2004, 149, 272–277. [Google Scholar] [CrossRef]
- Purohit, R.; Rana, R.S.; Dwivedi, R.K.; Banoriya, D.; Singh, S.K. Optimization of electric discharge machining of M2 tool steel using grey relational analysis. Mater. Today Proc. 2015, 2, 3378–3387. [Google Scholar] [CrossRef]
- Amorim, F.L.; Dalcin, V.A.; Soares, P.; Mendes, L.A. Surface modification of tool steel by electrical discharge machining with molybdenum powder mixed in dielectric fluid. Int. J. Adv. Manuf. Technol. 2017, 91, 341–350. [Google Scholar] [CrossRef]
- Long, B.T.; Phan, N.H.; Cuong, N.; Jatti, V.S. Optimization of PMEDM process parameter for maximizing material removal rate by Taguchi’s method. Int. J. Adv. Manuf. Technol. 2016, 87, 1929–1939. [Google Scholar] [CrossRef]
- Molinetti, A.; Amorim, F.L.; Soares, P.C.; Czelusniak, T. Surface modification of AISI H13 tool steel with silicon or manganese powders mixed to the dielectric in electrical discharge machining process. Int. J. Adv. Manuf. Technol. 2016, 83, 1057–1068. [Google Scholar] [CrossRef]
- Samanta, A.; Sekh, M.; Sarkar, S. Influence of different control strategies in wire electrical discharge machining of varying height job. Int. J. Adv. Manuf. Technol. 2019, 100, 1299–1309. [Google Scholar] [CrossRef]
- Singh, V.; Bhandari, R.; Yadav, V.K. An experimental investigation on machining parameters of AISI D2 steel using WEDM. Int. J. Adv. Manuf. Technol. 2017, 93, 203–214. [Google Scholar] [CrossRef]
- Gov, K. The effects of the dielectric liquid temperature on the hole geometries drilled by electro erosion. Int. J. Adv. Manuf. Technol. 2017, 92, 1255–1262. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Hung, J.-C.; Lee, H.-M.; Wang, A.-C.; Chen, J.-T. Machining characteristics of a hybrid process of EDM in gas combined with ultrasonic vibration. Int. J. Adv. Manuf. Technol. 2017, 92, 2801–2808. [Google Scholar] [CrossRef]
- Dwivedi, A.P.; Choudhury, S.K. Effect of tool rotation on MRR, TWR, and surface integrity of AISI-D3 steel using the rotary EDM process. Mater. Manuf. Process. 2016, 31, 1844–1852. [Google Scholar] [CrossRef]
- Tripathy, S.; Tripathy, D.K. Multi-response optimization of machining process parameters for powder mixed electro-discharge machining of H-11 die steel using grey relational analysis and topsis. Mach. Sci. Technol. 2017, 21, 362–384. [Google Scholar] [CrossRef]
- Talla, G.; Gangopadhyay, S.; Biswas, C.K. Multi response optimization of powder mixed electric discharge machining of aluminum/alumina metal matrix composite using grey relation analysis. Procedia Mater. Sci. 2014, 5, 1633–1639. [Google Scholar] [CrossRef]
- Shao, G.; Kibira, D.; Lyons, K. A virtual machining model for sustainability analysis. In Proceedings of the Volume 3: 30th Computers and Information in Engineering Conference, Parts A and B. (ASMEDC 2010), Montreal, QC, Canada, 15–18 August 2010; pp. 875–883. [Google Scholar]
- Pradhan, M.K. Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int. J. Adv. Manuf. Technol. 2013, 68, 591–605. [Google Scholar] [CrossRef]
- Niamat, M.; Sarfraz, S.; Aziz, H.; Jahanzaib, M.; Shehab, E.; Ahmad, W.; Hussain, S. Effect of different dielectrics on material removal rate, electrode wear rate and microstructures in EDM. Procedia CIRP 2017, 60, 2–7. [Google Scholar] [CrossRef]
- Niamat, M.; Sarfraz, S.; Shehab, E.; Ismail, S.O.; Khalid, Q.S. Experimental characterization of electrical discharge machining of aluminum 6061 T6 alloy using Different Dielectrics. Arab. J. Sci. Eng. 2019, 44, 8043–8052. [Google Scholar] [CrossRef]
- Sarfraz, S.; Jahanzaib, M.; Wasim, A.; Hussain, S.; Aziz, H. Investigating the effects of as-casted and in situ heat-treated squeeze casting of Al-3.5 % Cu alloy. Int. J. Adv. Manuf. Technol. 2017, 89, 3547–3561. [Google Scholar] [CrossRef]
- Sarfraz, S.; Shehab, E.; Salonitis, K.; Suder, W. Experimental Investigation of Productivity, Specific Energy Consumption, and Hole Quality in Single-Pulse, Percussion, and Trepanning Drilling of IN 718 Superalloy. Energies 2019, 12, 4610. [Google Scholar] [CrossRef]
- Davoodi, B.; Eskandari, B. Tool wear mechanisms and multi-response optimization of tool life and volume of material removed in turning of N-155 iron–nickel-base superalloy using RSM. Measurement 2015, 68, 286–294. [Google Scholar] [CrossRef]
- Assarzadeh, S.; Ghoreishi, M. A dual response surface-desirability approach to process modeling and optimization of Al2O3 powder-mixed electrical discharge machining (PMEDM) parameters. Int. J. Adv. Manuf. Technol. 2013, 64, 1459–1477. [Google Scholar] [CrossRef]
- Hanif, M.; Ahmad, W.; Hussain, S.; Jahanzaib, M.; Shah, A.H. Investigating the effects of electric discharge machining parameters on material removal rate and surface roughness on AISI D2 steel using RSM-GRA integrated approach. Int. J. Adv. Manuf. Technol. 2019, 101, 1255–1265. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Cr | Mn | P | Si | S | V | Fe |
|---|---|---|---|---|---|---|---|---|
| Weightage (%) | 1.02 | 1.3 | 0.59 | 0.01 | 0.32 | 0.01 | 0.18 | Balance |
| Process Parameters | Levels | ||
|---|---|---|---|
| Low | Middle | High | |
| Pulse On Time (µs) | 200 | 400 | 600 |
| Current (A) | 10 | 13 | 16 |
| Pulse Off Time (µs) | 50 | 100 | 150 |
| Exp Run | Process Parameters | Performance Measures | ||||
|---|---|---|---|---|---|---|
| Pulse On Time | Current | Pulse Off Time | Material Removal Rate | Electrode Wear Rate | Surface Roughness | |
| (Pon) | (Poff) | (MRR) | (EWR) | (SR) | ||
| µs | A | µs | mm3/min | mm3/min | µm | |
| 1 | 200 | 10 | 100 | 1.57 | 1.14 | 0.64 |
| 2 | 600 | 10 | 100 | 3.49 | 2.59 | 1.18 |
| 3 | 200 | 16 | 100 | 2.84 | 1.77 | 3.10 |
| 4 | 600 | 16 | 100 | 8.46 | 4.58 | 3.58 |
| 5 | 200 | 13 | 50 | 3.07 | 1.39 | 1.65 |
| 6 | 600 | 13 | 50 | 5.30 | 2.50 | 2.40 |
| 7 | 200 | 13 | 150 | 0.77 | 1.00 | 1.20 |
| 8 | 600 | 13 | 150 | 5.49 | 4.09 | 1.63 |
| 9 | 400 | 10 | 50 | 4.77 | 2.24 | 1.21 |
| 10 | 400 | 16 | 50 | 8.70 | 3.56 | 3.56 |
| 11 | 400 | 10 | 150 | 4.57 | 2.64 | 0.67 |
| 12 | 400 | 16 | 150 | 6.42 | 3.57 | 3.10 |
| 13 | 400 | 13 | 100 | 7.50 | 3.11 | 2.10 |
| 14 | 400 | 13 | 100 | 7.80 | 3.00 | 2.19 |
| 15 | 400 | 13 | 100 | 7.69 | 3.26 | 2.23 |
| 16 | 400 | 13 | 100 | 7.72 | 3.12 | 2.12 |
| 17 | 400 | 13 | 100 | 7.77 | 3.11 | 2.22 |
| Material Removal Rate | |||||
|---|---|---|---|---|---|
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F |
| Model | 100.14 | 9 | 11.13 | 546.97 | <0.0001 |
| A-Pon | 26.25 | 1 | 26.25 | 1290.18 | <0.0001 |
| B-Current | 18.06 | 1 | 18.06 | 887.81 | <0.0001 |
| C-Poff | 2.63 | 1 | 2.63 | 129.46 | <0.0001 |
| AB | 3.42 | 1 | 3.42 | 168.25 | <0.0001 |
| AC | 1.55 | 1 | 1.55 | 76.20 | <0.0001 |
| BC | 1.08 | 1 | 1.08 | 53.17 | 0.0002 |
| A2 | 38.70 | 1 | 38.70 | 1902.51 | <0.0001 |
| B2 | 1.39 | 1 | 1.39 | 68.26 | <0.0001 |
| C2 | 4.27 | 1 | 4.27 | 209.79 | <0.0001 |
| Residual | 04 | 7 | 0.020 | ||
| Lack of Fit | 0.087 | 3 | 0.029 | 2.10 | 0.2432 |
| Pure Error | 0.055 | 4 | 0.014 | ||
| Cor. Total | 100.28 | 16 | |||
| Std. Dev. | 0.14 | R-Squared | 0.9986 | ||
| Mean | 5.53 | Adj. R-Squared | 0.9968 | ||
| C.V. % | 2.58 | Pred. R-Squared | 0.9852 | ||
| PRESS | 1.48 | Adeq Precision | 73.693 | ||
| Electrode wear rate | |||||
| Source | Sum of Squares | df | Mean Square | F Value | p-value Prob > F |
| Model | 15.82 | 7 | 2.26 | 104.91 | <0.0001 |
| A-Pon | 8.95 | 1 | 8.95 | 415.23 | <0.0001 |
| B-Current | 2.96 | 1 | 2.96 | 137.60 | <0.0001 |
| C-Poff | 0.32 | 1 | 0.32 | 15.04 | 0.0037 |
| AB | 0.46 | 1 | 0.46 | 21.46 | 0.0012 |
| AC | 0.98 | 1 | 0.98 | 45.49 | <0.0001 |
| A2 | 1.92 | 1 | 1.92 | 89.18 | <0.0001 |
| C2 | 0.16 | 1 | 0.16 | 7.23 | 0.0248 |
| Residual | 0.19 | 9 | 0.022 | ||
| Lack of Fit | 0.16 | 5 | 0.032 | 3.74 | 0.1129 |
| Pure Error | 0.034 | 4 | 8.55 × 10−3 | ||
| Cor. Total | 16.02 | 16 | |||
| Std. Dev. | 0.15 | R-Squared | 0.9879 | ||
| Mean | 2.75 | Adj. R-Squared | 0.9785 | ||
| C.V. % | 5.35 | Pred. R-Squared | 0.9398 | ||
| PRESS | 0.96 | Adeq Precision | 35.252 | ||
| Surface roughness | |||||
| Source | Sum of Squares | df | Mean Square | F Value | p-value Prob > F |
| Model | 13.42 | 7 | 1.92 | 653.02 | <0.0001 |
| A-Pon | 0.61 | 1 | 0.61 | 206.02 | <0.0001 |
| B-Current | 11.62 | 1 | 11.62 | 3955.57 | <0.0001 |
| C-Poff | 0.62 | 1 | 0.62 | 209.78 | <0.0001 |
| AC | 0.026 | 1 | 0.026 | 8.72 | 0.0162 |
| A2 | 0.22 | 1 | 0.22 | 76.51 | <0.0001 |
| B2 | 0.14 | 1 | 0.14 | 48.54 | <0.0001 |
| C2 | 0.21 | 1 | 0.21 | 70.03 | <0.0001 |
| Residual | 0.026 | 9 | 2.937 × 10−3 | ||
| Lack of Fit | 0.013 | 5 | 2.51 × 10−3 | 0.72 | 0.6406 |
| Pure Error | 0.014 | 4 | 3.47 × 10−3 | ||
| Cor. Total | 13.45 | 16 | |||
| Std. Dev. | 0.054 | R-Squared | 0.9980 | ||
| Mean | 2.05 | Adj. R-Squared | 0.9965 | ||
| C.V. % | 2.65 | Pred. R-Squared | 0.9905 | ||
| PRESS | 0.13 | Adeq Precision | 79.960 | ||
| Run No. | Process Parameters | Performance Measures | Percentage Error | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Predicted | Actual | |||||||||||
| Pon | Current | Poff | MRR | EWR | SR | MRR | EWR | SR | MRR | EWR | SR | |
| μs | A | μs | mm3/min | mm3/min | μm | mm3/min | mm3/min | μm | % | % | % | |
| 1 | 300 | 12 | 80 | 5.75 | 2.30 | 1.66 | 5.96 | 2.24 | 1.61 | 3.65 | 2.6 | 3.01 |
| 2 | 500 | 12 | 80 | 7.00 | 3.04 | 1.96 | 7.18 | 2.93 | 1.92 | 2.57 | 3.61 | 2.04 |
| 3 | 300 | 12 | 120 | 5.18 | 2.26 | 1.8 | 5.38 | 2.24 | 1.88 | 3.80 | 0.89 | 4.4 |
| 4 | 500 | 14 | 120 | 8.10 | 3.92 | 2.51 | 8.18 | 3.87 | 2.57 | 0.98 | 1.28 | 2.39 |
| 5 | 300 | 14 | 120 | 5.73 | 2.55 | 2.27 | 5.56 | 2.63 | 2.31 | 2.9 | 3.14 | 1.76 |
| 6 | 500 | 14 | 80 | 8.45 | 3.56 | 2.77 | 8.57 | 3.64 | 2.8 | 1.42 | 2.25 | 1.08 |
| Parameters | As-Is Function (Achieved Function) | To-Be Sustainability Function (Desired Sustainability Function) | ||||
|---|---|---|---|---|---|---|
| MRR | EWR | SR | MRR | EWR | SR | |
| A: Pon |  | | | |  | |
| B: Current | | | | | | |
| C: Poff | | | | | | |
represents increasing function and represents decreasing function.| Condition | Units | Goal | Limits | Weights | Importance | ||
|---|---|---|---|---|---|---|---|
| Lower | Upper | Lower | Upper | ||||
| A:Pon | µs | In range | 200 | 600 | 1 | 1 | 3 |
| B:Current | µs | In range | 10 | 16 | 1 | 1 | 3 |
| C:Poff | A | In range | 50 | 150 | 1 | 1 | 3 |
| MRR | mm3/min | Maximize | 1.90 | 6.40 | 1 | 1 | 3 |
| EWR | mm3/min | Minimize | 1.49 | 4.23 | 1 | 1 | 3 |
| SR | µm | Minimize | 1.47 | 5.11 | 1 | 1 | 3 |
| No. | Pon | Current | Poff | MRR | EWR | SR | Desirability | Remarks |
|---|---|---|---|---|---|---|---|---|
| µs | A | µs | mm3/min | mm3/min | µm | |||
| 1 | 220.21 | 13.17 | 50.00 | 4.47186 | 1.80364 | 2.01094 | 0.755 | Selected |
| 2 | 220.13 | 13.21 | 50.00 | 4.48082 | 1.80449 | 2.02074 | 0.755 | |
| 3 | 215.90 | 13.28 | 50.00 | 4.45033 | 1.7644 | 2.03568 | 0.755 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niamat, M.; Sarfraz, S.; Ahmad, W.; Shehab, E.; Salonitis, K. Parametric Modelling and Multi-Objective Optimization of Electro Discharge Machining Process Parameters for Sustainable Production. Energies 2020, 13, 38. https://doi.org/10.3390/en13010038
Niamat M, Sarfraz S, Ahmad W, Shehab E, Salonitis K. Parametric Modelling and Multi-Objective Optimization of Electro Discharge Machining Process Parameters for Sustainable Production. Energies. 2020; 13(1):38. https://doi.org/10.3390/en13010038
Chicago/Turabian StyleNiamat, Misbah, Shoaib Sarfraz, Wasim Ahmad, Essam Shehab, and Konstantinos Salonitis. 2020. "Parametric Modelling and Multi-Objective Optimization of Electro Discharge Machining Process Parameters for Sustainable Production" Energies 13, no. 1: 38. https://doi.org/10.3390/en13010038
APA StyleNiamat, M., Sarfraz, S., Ahmad, W., Shehab, E., & Salonitis, K. (2020). Parametric Modelling and Multi-Objective Optimization of Electro Discharge Machining Process Parameters for Sustainable Production. Energies, 13(1), 38. https://doi.org/10.3390/en13010038