4.1. Design of Experiments
In order to show the validity of the improved material-drilling power model, experimental studies were conducted on a XHK-714F CNC machining center (Hangzhou HangJi Machine Tool Co., Ltd., Hangzhou, China) and a JTVM6540 CNC milling machine (Jinan Third Machine Tool Co., Ltd., Jinan, China). The rated power of the spindle motor of the XHK-714F CNC machining center is 7.5 kW and the rapid-positioning speeds of
X,
Y, and
Z-axis are 12,000, 12,000, and 10,000 mm/min, respectively. For the JTVM6540 CNC milling machine, the rated power of the spindle motor is 4.0 kW and the rapid-positioning speeds of
X,
Y, and
Z-axis are all 6000 mm/min. Based on to the improved material-drilling power model, the experimental design parameters are selected as the drill diameter
d, feed rate
f, and spindle speed
n. According to the machining process manual, the recommended cutting parameters of the cutter, and the machine tool performance [
19,
48,
49], the drilling parameters and their levels were determined, as shown in
Table 1.
Based on the number of the drilling parameters and levels of the experiment, a L27 (3
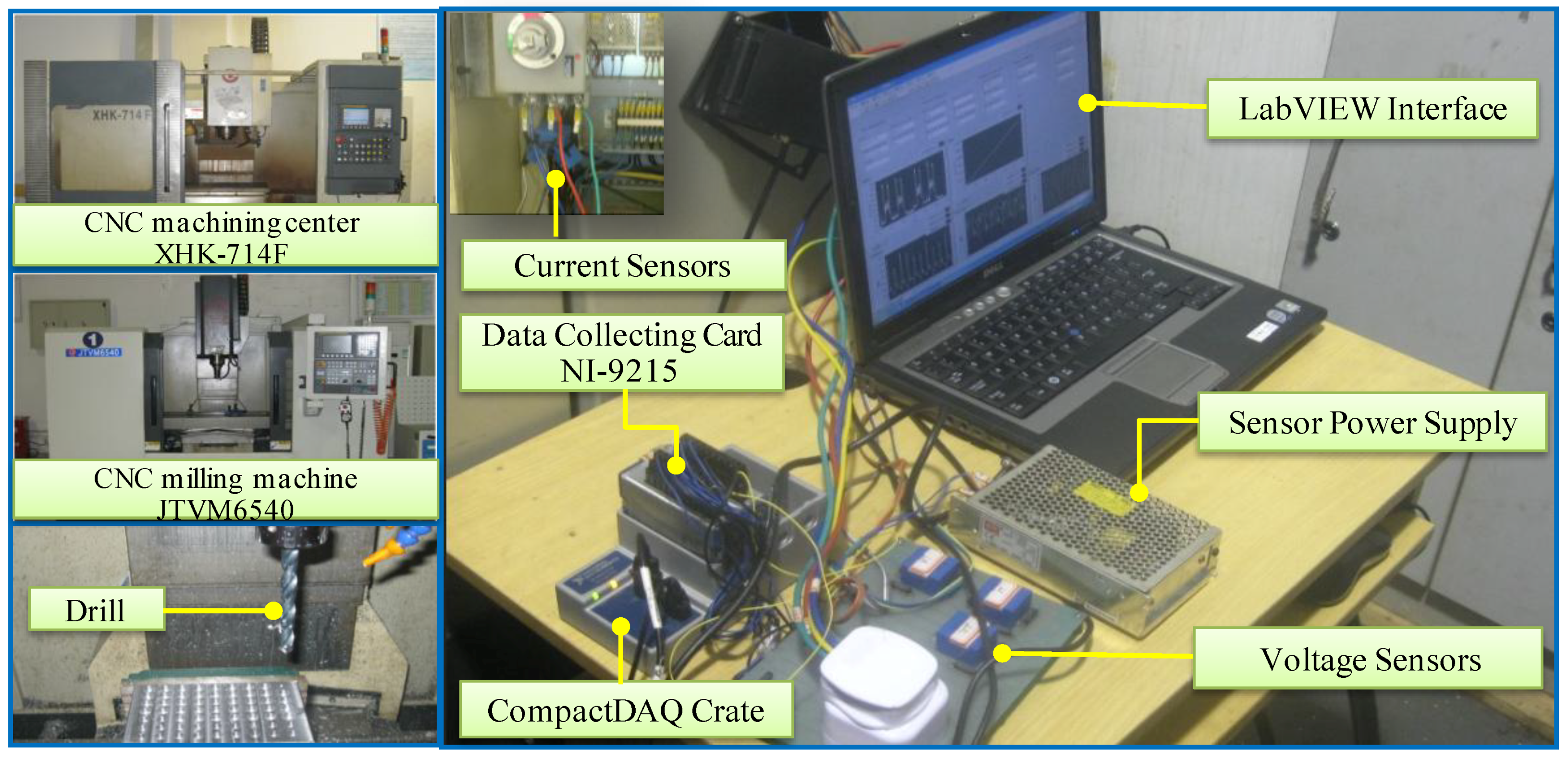
13) orthogonal table was used to arrange the experiments. The selected cutter is a parallel shank twist drill manufactured by NACHI Company (Tokyo, Japan) and the drill point angle is 118°. The material of the workpiece for experiments is 45# steel and the shape of the workpiece is 150 × 150 × 30 mm. Moreover, the drilling condition is wet cutting and the ordinary water base emulsion was used as the cutting fluid. In order to measure the material-drilling power during experiments, a power-energy acquisition system has been established by our research group [
36]. As shown in
Figure 6, the power-energy acquisition system is mainly composed of one compactDAQ crate, two NI-9215 (National Instruments, Austin, TX, USA) data collection cards, one sensor power supply, three voltage sensors, and three current sensors. The experiments were conducted on the XHK-714F CNC machining center and JTVM6540 CNC milling machine, respectively. Simultaneously, the power-energy acquisition system was connected with the machine tool and the power and energy data during experiments were recorded once every 0.1 s.
4.2. Results and Discussion
The values of material-drilling power during the experiments can be obtained by using the power-energy acquisition system shown in
Figure 6. The measured material-drilling power under different combinations of drilling parameters for the XHK-714F CNC machining center and JTVM654 CNC milling machine are shown in
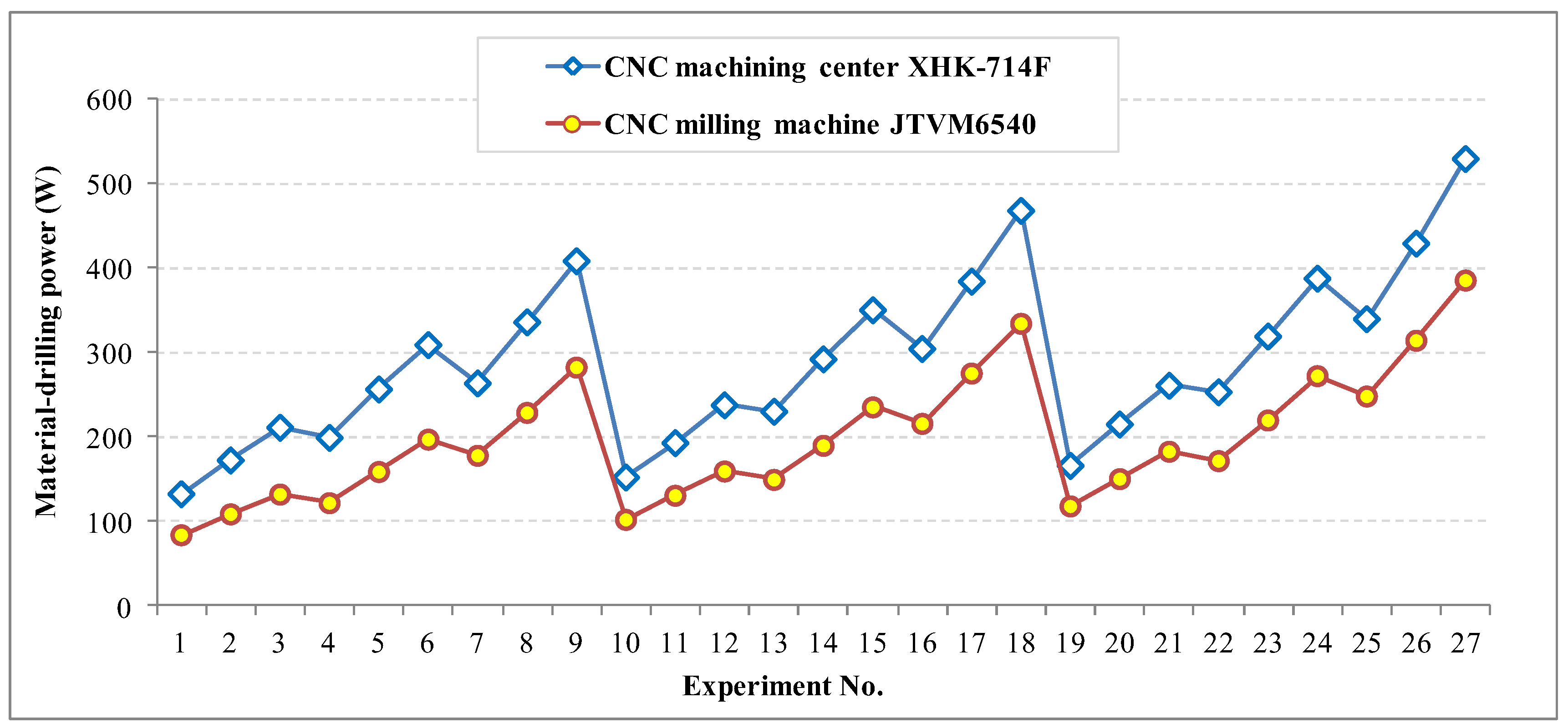
Table 2. In order to clearly display the characteristics and trends of the material-drilling power, the measured material-drilling power values for the researched machine tools are also shown in
Figure 7. It can be seen that the material-drilling power of the XHK-714F CNC machining center is larger than the JTVM654 CNC milling machine under the same combination of the drilling parameters. The main reason for this is that the rated power of spindle motor (7.5 kW) of the XHK-714F CNC machining center is far greater than the rated power of spindle motor (4.0 kW) of the JTVM654 CNC milling machine. The material-drilling power is influenced by the additional loss power, which is related with the rated power of the spindle motor.
According to the above measured material-drilling power values, the curve fitting was carried out according to Equations (6) and (10) with the Origin8.0
® Software (OriginLab Corporation, Northampton, MA, USA). The curve fitting results for material-drilling power of the XHK-714F CNC machining center are shown in
Table 3. In addition, the Analysis Of Variance (ANOVA) for the material-drilling power of the XHK-714F CNC machining center is shown in
Table 4.
According to the fitting results of
Table 3, the coefficients and exponents in the traditional empirical model of material-drilling power are as follows:
= 0.095,
= 1.675, and
= 0.856. Therefore, the traditional empirical model of material-drilling power of the CNC machining center XHK-714F can be expressed as:
Similarly, the coefficients and exponents in the improved model of material-drilling power are obtained according to
Table 3. The values are shown as follows:
= 0.866,
= 1.673,
= 0.856, and
= 0.652. Consequently, the improved material-drilling power model of the CNC machining center XHK-714F can be written as:
According to the ANOVA table for material-drilling power of the CNC machining center XHK-714F (
Table 4), the P value for the model A and model B are both very small (Prob = 0 < 0.05, 95% confidence level), which indicates the strong correlation between
Pmd (material-drilling power) and the drilling parameter
d (cutter diameter),
f (feed rate) and
n (spindle speed). In addition, the R-Square value can be obtained according to
Table 3, R-Square = 0.974 for the model A and R-Square = 0.998 for the model B. The closer the R-Square value is to 1, the better the fitting result is. Therefore, the model B (improved material-drilling power model) could describe the material-drilling power under various combinations of cutter diameter, feed rate and spindle speed better than the model A (traditional empirical material-drilling power model).
In order to further show the validity of the improved material-drilling power model, the experimental data obtained on the JTVM654 CNC milling machine were analyzed. Similarly, the curve fitting was conducted according to Equations (6) and (10) with the Origin8.0
® Software. The curve fitting results for material-drilling power of the JTVM654 CNC milling machine were shown in
Table 5. In addition, the Analysis Of Variance (ANOVA) for material-drilling power of the JTVM654 CNC milling machine is shown in
Table 6.
According to the fitting results of
Table 5, the coefficients and exponents in the traditional empirical model of material-drilling power are as follows:
= 0.045,
= 1.860, and
= 0.881. Therefore, the traditional empirical model of material-drilling power of the JTVM6540 CNC milling machine can be expressed as:
Similarly, the coefficients and exponents in the improved model of material-drilling power are obtained according to
Table 5. The values are shown as follows:
= 0.103,
= 1.860,
= 0.881, and
= 0.870. Consequently, the improved material-drilling power model of the JTVM6540 CNC milling machine can be written as:
According to the ANOVA table for material-drilling power of the JTVM654 CNC milling machine (
Table 6), the P value for the model A and model B are both very small (Prob = 0 < 0.05, 95% confidence level), which indicates the strong correlation between
Pmd (material-drilling power) and the drilling parameter
d (cutter diameter),
f (feed rate) and
n (spindle speed). In addition, the R-Square value can be obtained according to
Table 5, R-Square = 0.996 for the model A and R-Square = 0.999 for the model B. The closer the R-Square value is to 1, the better the fitting result is. Therefore, for the JTVM654 CNC milling machine the model B (improved material-drilling power model) is also better than the model A (traditional empirical material-drilling power model) for describing the material-drilling power under various combinations of cutter diameter, feed rate and spindle speed.
In order to show the effectiveness of the improved material-drilling power model, four random tests were selected and the detailed drilling parameters of the four tests are listed in
Table 7. In order to make the experiments more scientific and more credible, the four test experiments were carried out on both the XHK-714F CNC machining center and the JTVM6540 CNC milling machine. The material-drilling power during drilling process of the researched machine tool were measured by the power-energy acquisition system shown in
Figure 6. The predicted material-drilling power values were obtained with both the traditional empirical model and the improved power model in this paper, as shown in
Table 7.
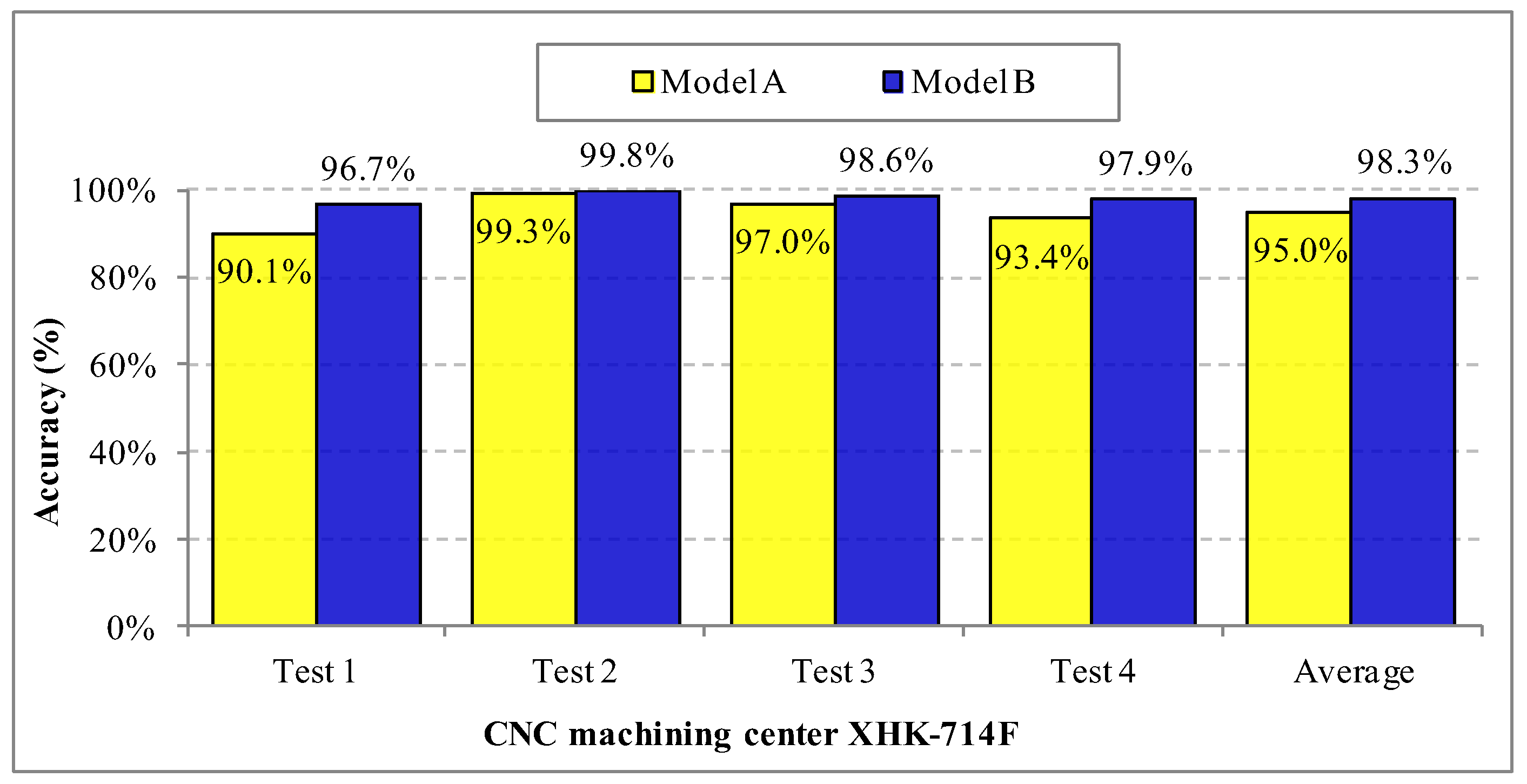
The comparison of accuracy of the traditional empirical model (model A) and the improved power model in this paper (model B) for the researched machine tools (XHK-714F CNC machining center and JTVM6540 CNC milling machine) are shown in
Figure 8 and
Figure 9. It can be seen that the improved material-drilling power model can improve the prediction accuracy of the material-drilling power. As shown in
Figure 8, the prediction accuracies of Test 1–Test 4 are 96.7%, 99.8%, 98.6%, and 97.9% for the XHK-714F CNC machining center. The prediction accuracies are improved by 6.6%, 0.5%, 1.6%, and 4.5% compared with the traditional empirical model of material-drilling power. Moreover, the average accuracy of the improved material-drilling power model is up to 98.3%, which is improved by 3.3% compared with the traditional empirical model.
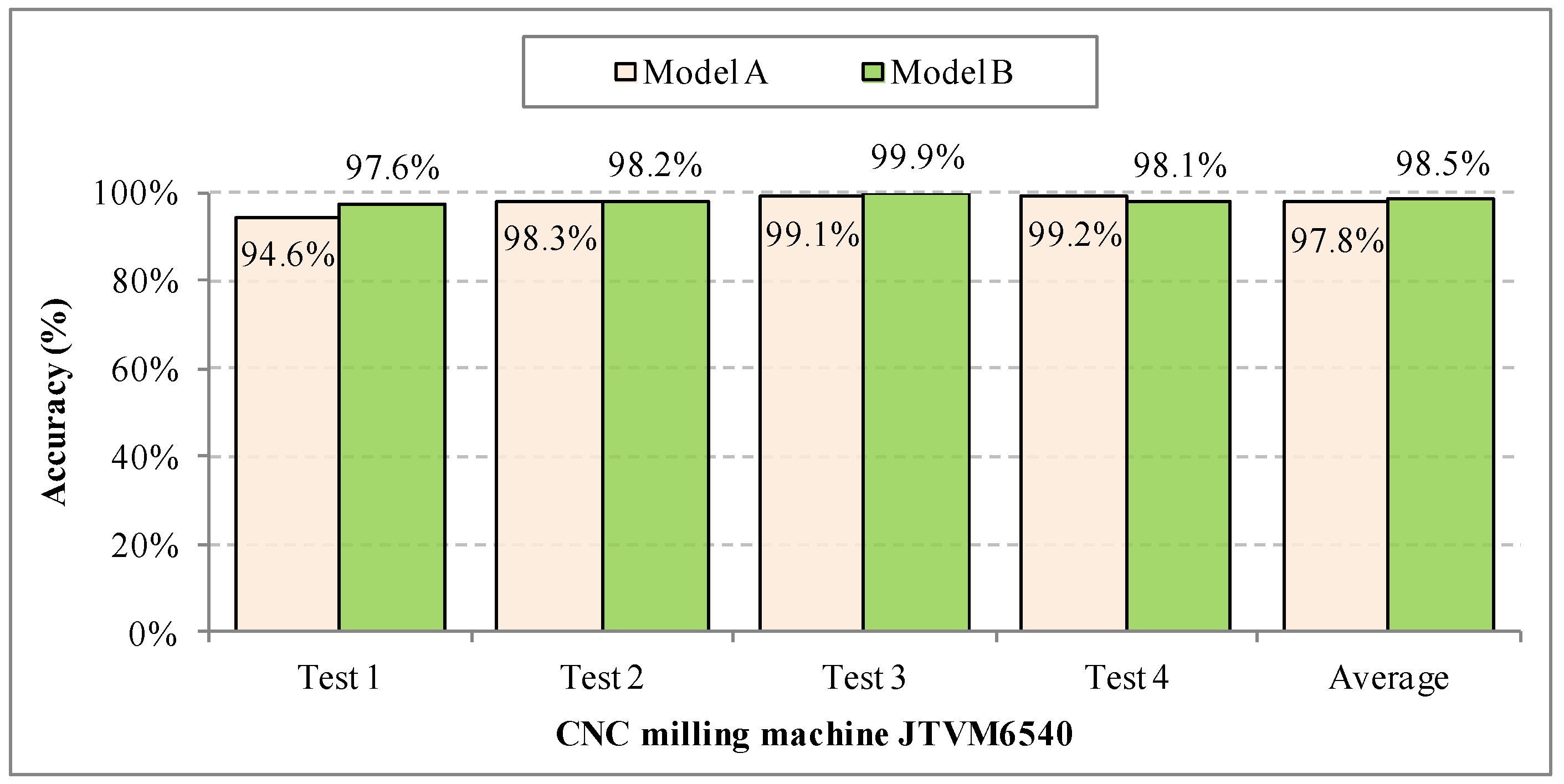
As shown in
Figure 9, the improved material-drilling power model (model B) can improve the prediction accuracy of the material-drilling power compared with the traditional empirical model of the material-drilling power (model B). It can be seen that the average accuracy of the improved material-drilling power model is up to 98.5%, which is improved by 0.7% compared with the traditional empirical model. The results show that the prediction accuracy of the improved material-drilling power model established in this paper is significantly improved, generally higher than 96% for all the test experiments of the researched machine tools (XHK-714F CNC machining center and JTVM6540 CNC milling machine).
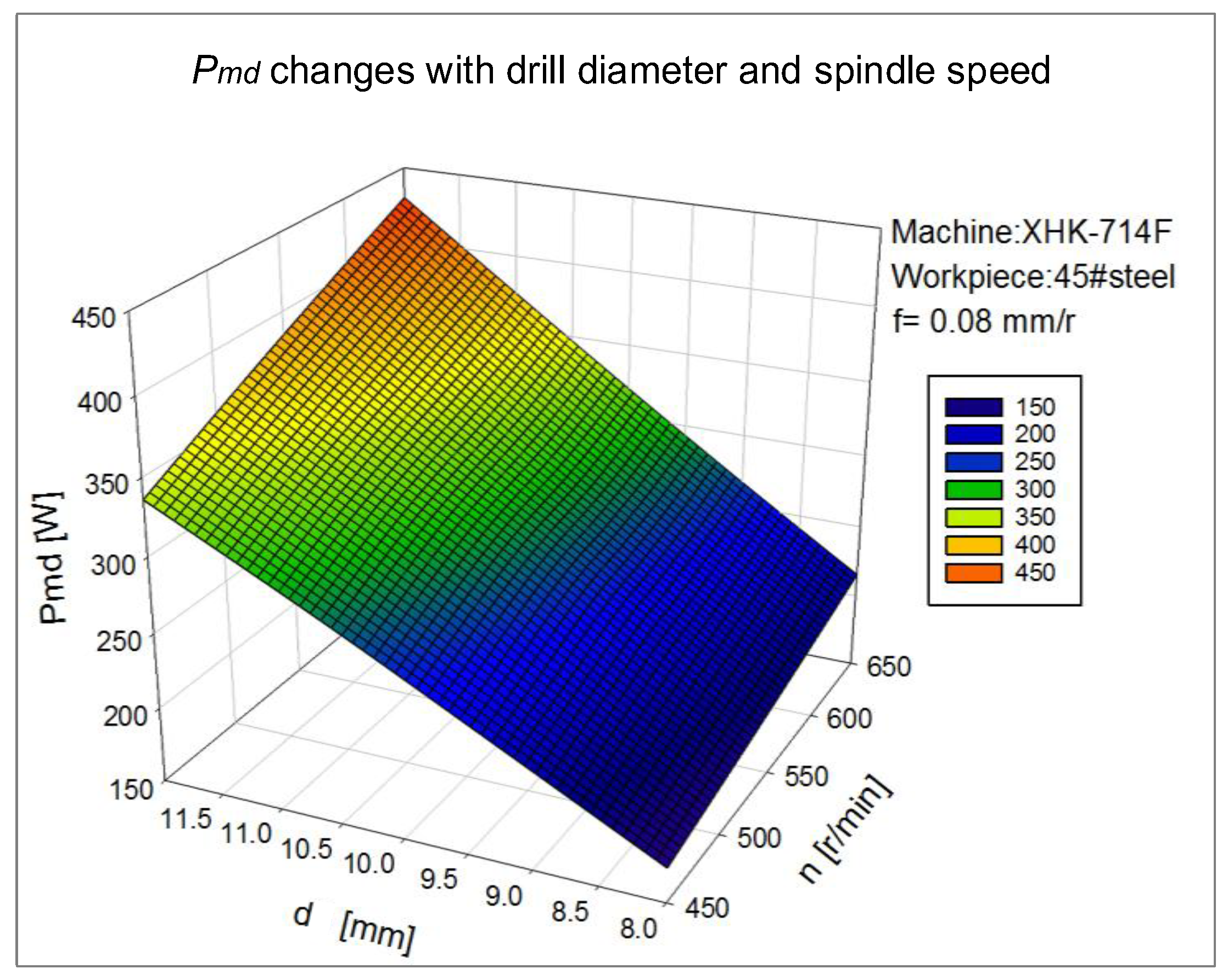
It can be seen that although the accuracy of the traditional empirical model is not low, it can further be improved by the improved material-drilling power model in this paper. The main reason is that the exponent of the spindle speed was assumed to be a fixed value (fixed to 1) in the traditional empirical model. However, this assumption is not very consistent with the exiting research result [
51] and our previous experimental result showed in
Figure 5. Actually, the influence of the drilling parameters (drill diameter
d, feed rate
f, and spindle speed
n) on the material-drilling power are different. The different influence of each drilling parameter has been reflected in the improved material-drilling power model. The exponent of the spindle speed in the improved model is not a fixed value. Its value is affected by the cutting tool, workpiece material, and machine tool. That is to say, the value may be different under different combinations of cutting tools, workpiece materials, and machine tools. It can be drawn that the improved material-drilling power model is more reasonable and scientific compared with the traditional empirical model. The prediction accuracy can be expected to become better with the improved material-drilling power model. The experimental results also verify the above statement.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}