Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture


Abstract
1. Introduction
2. Assessing the Technical Performances of CLAS System Using Copper Oxides as Oxygen Carrier Integrated in Oxy-Combustion and Gasification Power Plants with Carbon Capture
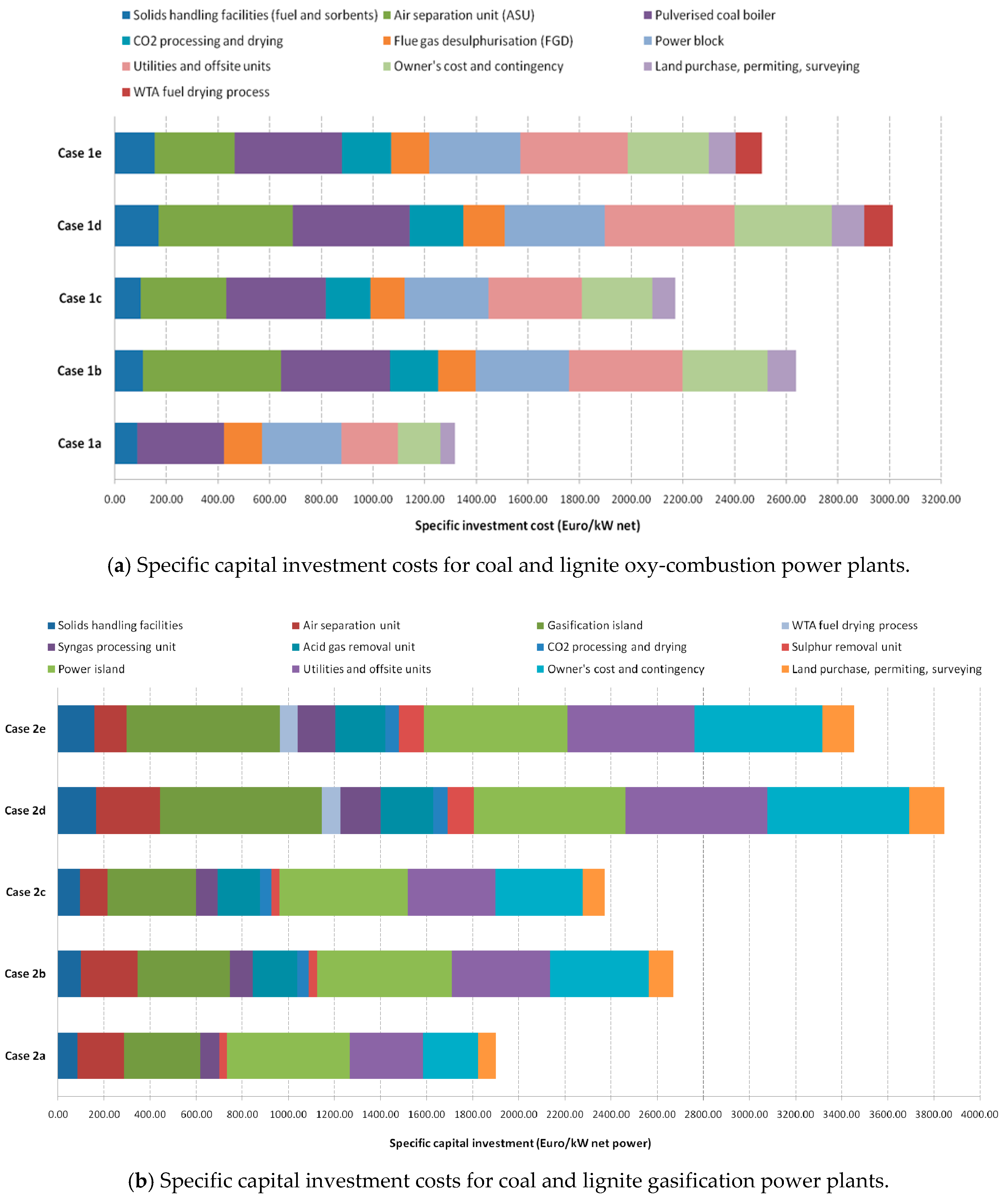
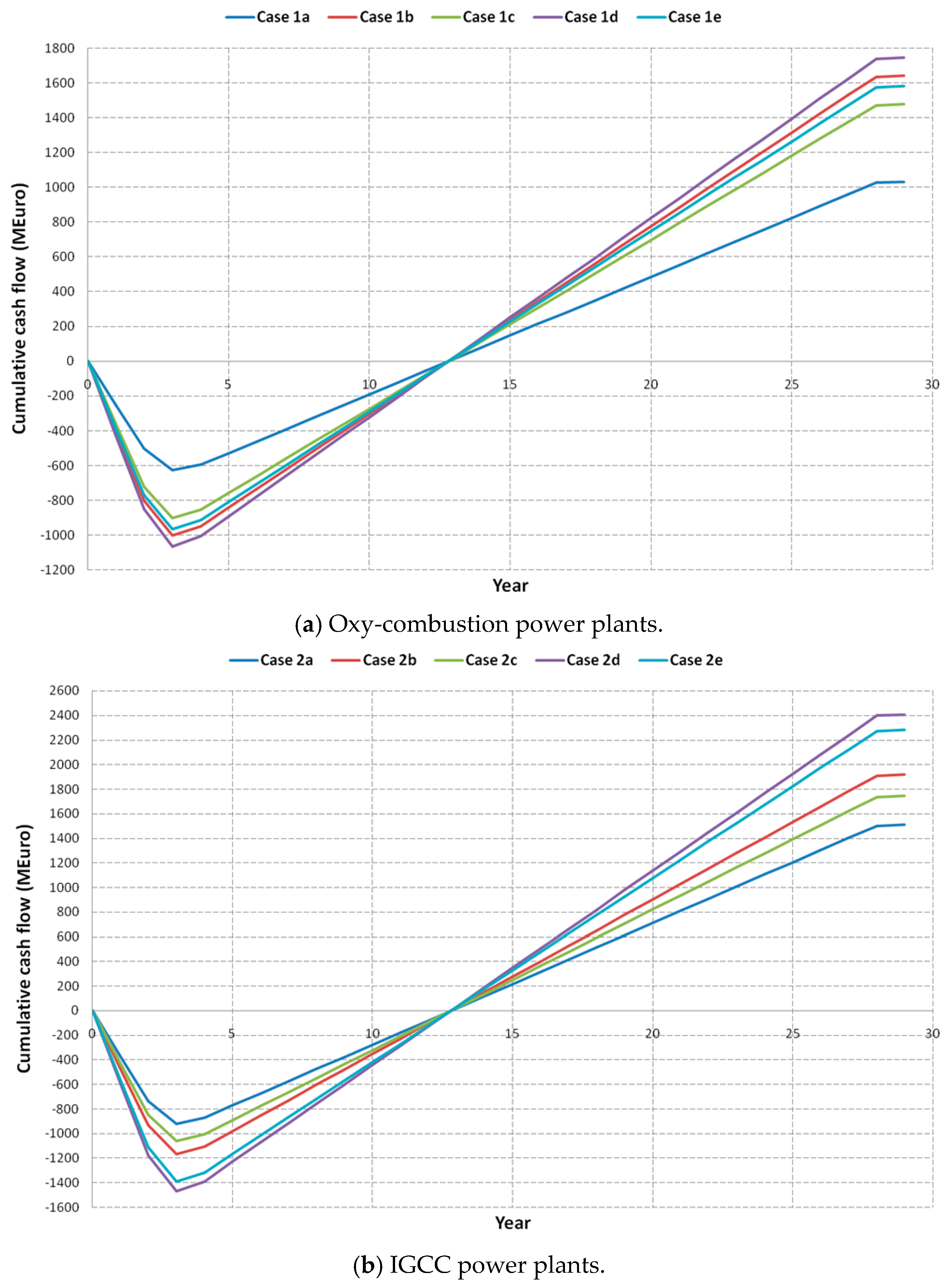
- Case 1a: Super-critical pulverized coal (PC) power plant without CO2 capture;
- Case 1b: Coal-based oxy-combustion power plant with cryogenic ASU and CO2 capture;
- Case 1c: Coal-based oxy-combustion power plant with CLAS system and CO2 capture;
- Case 1d: Lignite-based oxy-combustion power plant with cryogenic ASU and CO2 capture;
- Case 1e: Lignite-based oxy-combustion power plant with CLAS system and CO2 capture;
- Case 2a: Coal-based IGCC power plant with cryogenic ASU and without CO2 capture;
- Case 2b: Coal-based IGCC power plant with cryogenic ASU and CO2 capture;
- Case 2c: Coal-based IGCC power plant with CLAS system and CO2 capture;
- Case 2d: Lignite-based IGCC power plant with cryogenic ASU and CO2 capture;
- Case 2e: Lignite-based IGCC power plant with CLAS system and CO2 capture.
3. Assessing the Economic Performances of CLAS System Using Copper Oxides as Oxygen Carrier Integrated in Oxy-Combustion and Gasification Power Plants with Carbon Capture
- CE—equipment cost having capacity Q;
- CB—base cost for equipment having capacity QB;
- M—constant (equipment type dependent);
- fM, fT, fP—correction factors for material of construction, temperature and pressure.
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Metz, B.; Davidson, O.; de Coninck, H.; Loos, M.; Meyer, L. Carbon Dioxide Capture and Storage; Intergovernmental Panel on Climate Change (IPCC): Geneva, Switzerland, 2005; pp. 75–178. ISBN 13 978-0-521-68551-1. [Google Scholar]
- European Commission. A policy framework for climate and energy in the period from 2020 to 2030. In Technical Report COM (2014); 15 final; Official Journal of the European Union: Brussels, Belgium, 2014. [Google Scholar]
- Pettinau, A.; Ferrara, F.; Tola, V.; Cau, G. Techno-economic comparison between different technologies for CO2-free power generation from coal. Appl. Energy 2017, 193, 426–439. [Google Scholar] [CrossRef]
- Lohwasser, R.; Madlener, R. Economics of CCS for coal plants: Impact of investment costs and efficiency on market diffusion in Europe. Energy Econ. 2012, 34, 850–863. [Google Scholar] [CrossRef]
- Hanak, D.P.; Powell, D.; Manovic, V. Techno-economic analysis of oxy-combustion coal-fired power plant with cryogenic oxygen storage. Appl. Energy 2017, 191, 193–203. [Google Scholar] [CrossRef]
- Fan, L.S. Chemical Looping Systems for Fossil Energy Conversions; Wiley-AIChE: Hoboken, NJ, USA, 2010; ISBN 978-0-470-87252-9. [Google Scholar]
- Adanez, J.; Abad, A.; Garcia-Labiano, F.; Gayan, P.; de Diego, L.F. Progress in chemical-looping combustion and reforming technologies. Prog. Energy Combust. 2012, 38, 215–282. [Google Scholar] [CrossRef]
- Luo, M.; Yi, Y.; Wang, S.; Wang, Z.; Du, M.; Pan, J.; Wang, Q. Review of hydrogen production using chemical-looping technology. Renew. Sust. Energy Rev. 2018, 81, 3186–3214. [Google Scholar] [CrossRef]
- Shi, B.; Wu, E.; Wu, W. Novel design of chemical looping air separation process for generating electricity and oxygen. Energy 2017, 134, 449–457. [Google Scholar] [CrossRef]
- Skorek-Osikowska, A.; Bartela, L.; Kotowicz, J. A comparative thermodynamic, economic and risk analysis concerning implementation of oxy-combustion power plants integrated with cryogenic and hybrid air separation units. Energy Convers. Manag. 2015, 92, 421–430. [Google Scholar] [CrossRef]
- Cormos, C.C. Oxy-combustion of coal, lignite and biomass: A techno-economic analysis for a large scale Carbon Capture and Storage (CCS) project in Romania. Fuel 2016, 169, 50–57. [Google Scholar] [CrossRef]
- International Energy Agency—Greenhouse Gas R&D Programme (IEAGHG). Potential for Improvement in Gasification Combined Cycle Power Generation with CO2 Capture; Report PH4/19; IEAGHG: Cheltenham, UK, 2003. [Google Scholar]
- Parraga, J.; Khalilpour, K.R.; Vassallo, A. Polygeneration with biomass-integrated gasification combined cycle process: Review and prospective. Renew. Sustain. Energy Rev. 2018, 92, 219–234. [Google Scholar] [CrossRef]
- Cormos, C.C. Assessment of copper-based chemical looping air separation system for energy efficiency improvements of oxy-combustion and gasification power plants. Appl. Therm. Eng. 2018, 130, 120–126. [Google Scholar] [CrossRef]
- Song, T.; Shen, L. Review of reactor for chemical looping combustion of solid fuels. Int. J. Greenh. Gas Control 2018, 76, 92–110. [Google Scholar] [CrossRef]
- Moghtaderi, B. Application of chemical looping concept for air separation at high temperatures. Energy Fuel 2010, 24, 190–198. [Google Scholar] [CrossRef]
- Shah, K.; Moghtaderi, B.; Wall, T. Selection of suitable oxygen carriers for chemical looping air separation: A thermodynamic approach. Energy Fuel 2012, 26, 2038–2045. [Google Scholar] [CrossRef]
- Ghoniem, A.F.; Zhao, Z.; Dimitrakopoulos, G. Gas oxy combustion and conversion technologies for low carbon energy: Fundamentals, modeling and reactors. Proc. Combust. Inst. 2018. [Google Scholar] [CrossRef]
- The WTA Technology—An Advanced Method of Processing and Drying Lignite. Available online: https://www.rwe.com/web/cms/mediablob/en/2858/data/77254/2/rwe-power-ag/wta-plant/Download.pdf (accessed on 10 October 2018).
- Zhu, L.; Wang, F.; Zhang, Z. Thermodynamic evaluation of a conceptual process for coal gasification coupled with chemical looping air separation. Chem. Eng. Process. 2016, 106, 33–41. [Google Scholar] [CrossRef]
- Cormos, C.C. Chemical Looping with Oxygen Uncoupling (CLOU) concepts for high energy efficient power generation with near total fuel decarbonisation. Appl. Therm. Eng. 2016, 112, 924–931. [Google Scholar] [CrossRef]
- Cormos, C.C. Integrated assessment of IGCC power generation technology with carbon capture and storage (CCS). Energy 2012, 42, 434–445. [Google Scholar] [CrossRef]
- Deng, Z.; Jin, B.; Zhao, Y.; Gao, H.; Huang, Y.; Luo, X.; Liang, Z. Process simulation and thermodynamic evaluation for chemical looping air separation using fluidized bed reactors. Energy Convers. Manag. 2018, 160, 289–301. [Google Scholar] [CrossRef]
- Bandyopadhyay, S.; Varghese, J.; Bansal, V. Targeting for cogeneration potential through total site integration. Appl. Therm. Eng. 2010, 30, 6–14. [Google Scholar] [CrossRef]
- Cloete, S.; Giuffrida, A.; Romano, M.; Chiesa, P.; Pishahang, M.; Larring, Y. Integration of chemical looping oxygen production and chemical looping combustion in integrated gasification combined cycles. Fuel 2018, 220, 725–743. [Google Scholar] [CrossRef]
- Shah, K.; Moghtaderi, B.; Zanganeh, J.; Wall, T. Integration options for novel chemical looping air separation (ICLAS) process for oxygen production in oxy-fuel coal fired power plants. Fuel 2013, 107, 356–370. [Google Scholar] [CrossRef]
- Department of Energy—National Energy Technology Laboratory (NETL). Cost and Performance Baseline for Fossil Energy Plants. Volume 1: Bituminous Coal and Natural Gas to Electricity; Report DOE/NETL—2010/1397; NETL: Pittsburgh, PA, USA, 2010.
- International Energy Agency—Greenhouse Gas R&D Programme (IEAGHG). CO2 Capture in Low Rank Coal Power Plants; Report 2006/1; IEAGHG: Cheltenham, UK, 2006. [Google Scholar]
- Higman, C.; van der Burgt, M. Gasification, 2nd ed.; Gulf Professional Publishing: Houston, TX, USA, 2008; ISBN 9780750685283. [Google Scholar]
- Cormos, C.C.; Vatopoulos, K.; Tzimas, E. Assessment of the consumption of water and construction materials in state-of-the-art fossil fuel power generation technologies involving CO2 capture. Energy 2013, 51, 37–49. [Google Scholar] [CrossRef]
- Cloete, S.; Tobiesen, A.; Morud, J.; Romano, M.; Chiesa, P.; Giuffrida, A.; Larring, Y. Economic assessment of chemical looping oxygen production and chemical looping combustion in integrated gasification combined cycles. Int. J. Greenh. Gas Control 2018, 78, 354–363. [Google Scholar] [CrossRef]
- Smith, R. Chemical Process Design and Integration, 2nd ed.; Wiley: Hoboken, NJ, USA, 2016; ISBN 978-1119990130. [Google Scholar]
- Peters, M.S.; Timmerhaus, K.S. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw Hill: New York, NY, USA, 2002; ISBN 978-0072392661. [Google Scholar]
- Towler, G.; Sinnott, R.K. Chemical Engineering Design: Principles, Practice and Economics of Plant and Process Design, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2012; ISBN 978-0080966595. [Google Scholar]
- International Energy Agency—Greenhouse Gas R&D Programme (IEAGHG). Co-Production of Hydrogen and Electricity by Coal Gasification with CO2 Capture—Updated Economic Analysis; Report 2008/9; IEAGHG: Cheltenham, UK, 2008. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | Parameter |
|---|---|
| Coal | Elementary (ultimate) analysis (wt% dry): 72.31% carbon, 4.10% hydrogen, 1.69% nitrogen 7.45% oxygen, 0.56% sulphur, 13.89% ash; Moisture: 8%; Lower calorific value: 25.17 MJ/kg |
| Lignite | Elementary (ultimate) analysis (wt% dry): 45.17% carbon, 3.64% hydrogen, 0.33% nitrogen 21.70% oxygen, 1.17% sulphur, 27.99% ash; Moisture: 40%; Lower calorific value: 15.03 MJ/kg |
| Fuel (lignite) drying | Drying technology: Fluidized bed system with internal waste heat utilization—WTA Final fuel moisture (after drying): 10 wt. %; Power consumption: 120 kWh/t removed water |
| Boiler (Cases 1a to 1e) | Super-critical pulverized coal (PC) boiler; Fuel conversion: 99.5% |
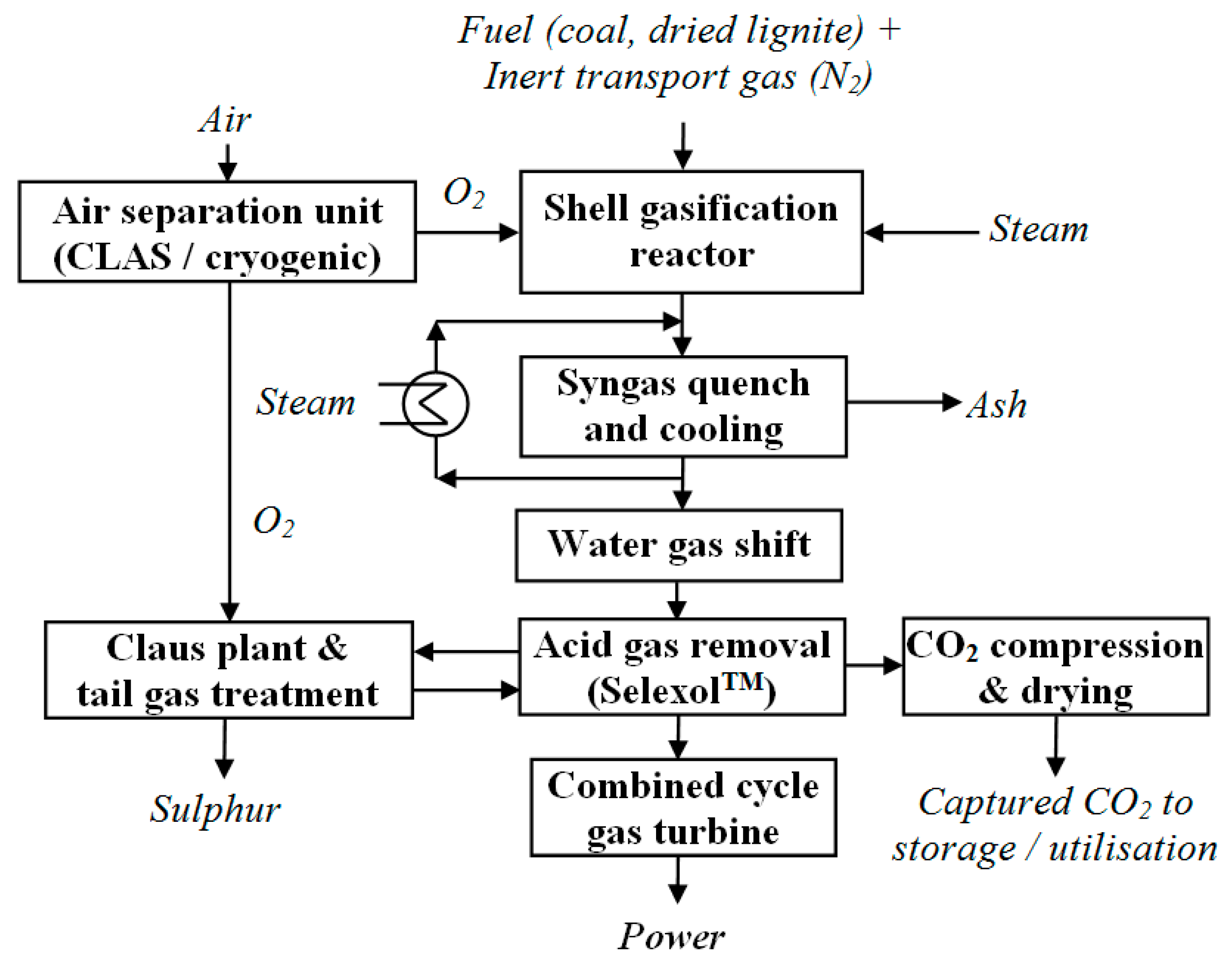
| Gasification reactor (Cases 2a to 2e) | Dry fed syngas quench reactor (Shell type) operated at 40 bar and 1400 °C; Fuel conversion: 99.5% Oxygen to coal ratio: 0.84 kg/kg; Steam to coal ratio: 0.12 kg/kg; Nitrogen to coal ratio: 0.09 kg/kg O2 pressure fed to gasifier: 48 bar; Reactor pressure drop: 1.5 bar |
| Cryogenic air separation unit | Oxygen purity: 95% (vol.); ASU electricity consumption: 200 kWh/t oxygen |
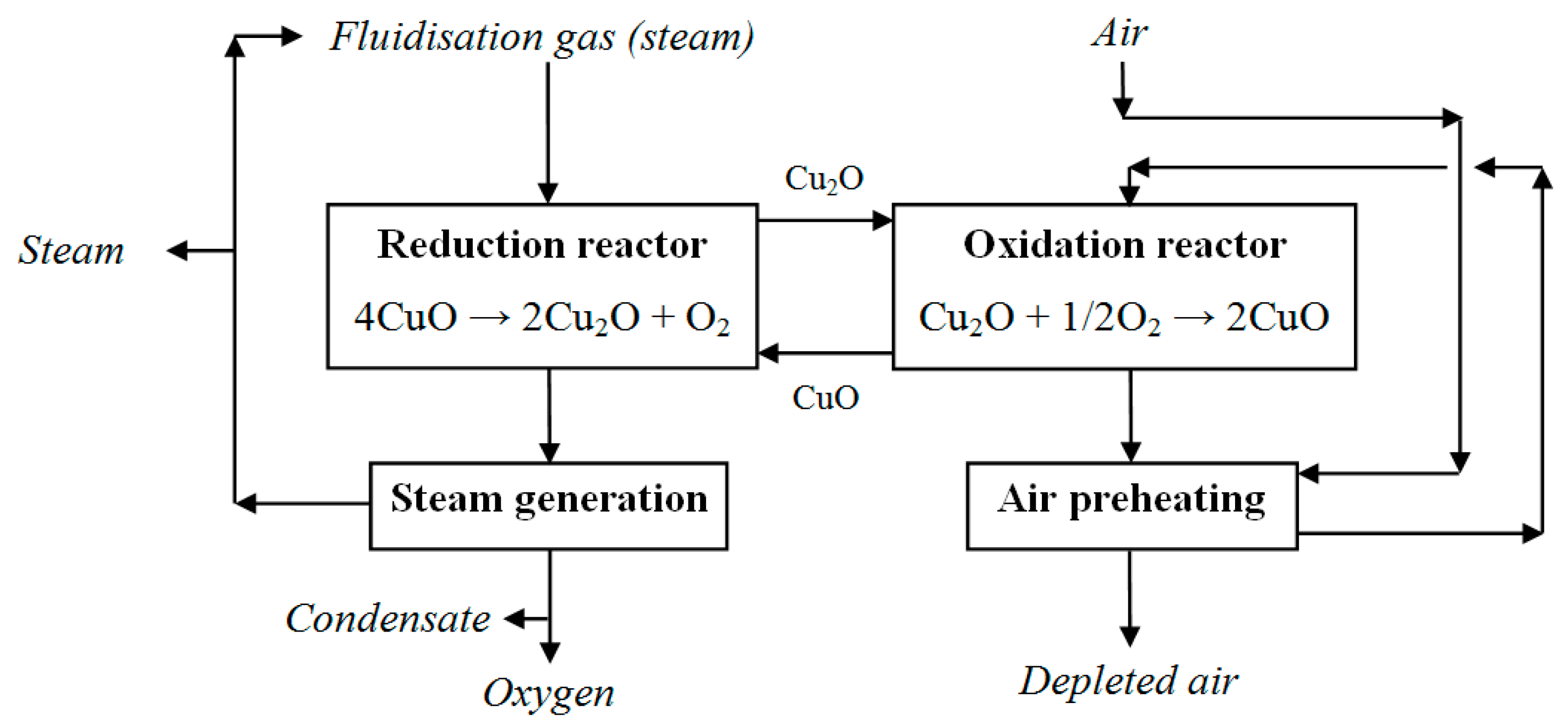
| Copper-based chemical looping cycle as air separation unit | Oxygen carrier: CuO/Cu2O:TiO2 = 50:50 (weight basis) Reduction reactor T and p: 900 °C and 1.25 bar; Reactor type: kinetic; Thermal operation: adiabatic Oxidation reactor T and p: 995 °C and 1.25 bar; Reactor type: kinetic; Thermal operation: adiabatic Oxygen purity: 96% (vol.); Electricity consumption: 66.1 kWh/t oxygen; Steam consumption: 0.84 t/t |
| Water gas shift stage (Cases 2a to 2e) | Sour shift catalyst; Two water gas shift reactors (fixed bed); Steam/CO ratio: 2 CO conversion: 96–98%; Reactor type: kinetic; Reactor thermal mode: adiabatic |
| Desulphurization unit | Cases 1a to 1e: Limestone FGD; 98–99% efficiency Cases 2a to 2e: SelexolTM acid gas removal system coupled with O2-blown Claus plant |
| Carbon capture unit (Cases 2a to 2e) | SelexolTM acid gas removal system with separate H2S and CO2 capture Overall desulphurization yield: ~99%; Overall carbon capture yield: ~95% |
| Conditioning unit for captured CO2 (only for carbon capture designs) | Four-stage compression with stage intercooling, Final delivery pressure: 120 bar Captured CO2 dehydration system: Tri-ethylene-glycol (TEG) CO2 quality specification (vol.%): >95% CO2; <2000 ppm CO; <250 ppm H2O; <100 ppm H2S <4% non-condensable components (e.g., H2, N2, Ar) |
| Power block | Cases 1a to 1e: Steam turbine Cases 2a to 2e: Gas turbine combined cycle; 1 × M701G2 gas turbine Net electricity output: 334 MW; Net power efficiency: 39.5%; Pressure ratio: 21 |
| Steam (Rankine) cycle | Cases 1a to 1e: 290 bar/582 °C; Two reheats: 75 bar/580 °C and 20 bar/580 °C Cases 2a to 2e: 3 steam pressure levels (HP: 120 bar MP: 34 bar LP: 3 bar); One MP reheat |
| Condenser pressure | 45 mbar |
| Cooling water temperature | 15 °C |
| Heat exchanger ΔTmin. | 10 °C |
| Heat exchanger pressure drop | 1–3% of inlet pressure |
| Main Plant Data | Units | Case 1a | Case 1b | Case 1c | Case 1d | Case 1e |
|---|---|---|---|---|---|---|
| Coal/lignite flowrate | t/h | 156.74 | 156.74 | 156.74 | 262.34 | 262.34 |
| Coal/lignite lower calorific value | MJ/kg | 25.17 | 15.03 | |||
| Coal/lignite thermal energy (A) | MWth | 1095.87 | 1095.87 | 1095.87 | 1095.77 | 1095.77 |
| Steam turbine output | MWe | 502.85 | 520.84 | 510.50 | 521.50 | 511.20 |
| Gross power output (B) | MWe | 502.85 | 520.84 | 510.50 | 521.50 | 511.20 |
| Fuel processing | MWe | 5.47 | 5.48 | 5.48 | 5.47 | 5.47 |
| Lignite drying (WTA process) | MWe | 0.00 | 0.00 | 0.00 | 24.41 | 24.41 |
| Air separation unit | MWe | 0.00 | 68.50 | 23.05 | 62.75 | 20.75 |
| CO2 capture and conditioning | MWe | 0.00 | 52.70 | 52.65 | 60.35 | 60.40 |
| Power island power consumption | MWe | 22.05 | 14.55 | 14.68 | 15.48 | 15.52 |
| Total ancillary power consumption (C) | MWe | 27.52 | 141.23 | 95.86 | 168.46 | 126.55 |
| Net power output (D = B − C) | MWe | 475.33 | 379.61 | 414.64 | 353.04 | 384.65 |
| Gross power efficiency (B/A × 100) | % | 45.88 | 47.52 | 46.58 | 47.59 | 46.65 |
| Net power efficiency (D/A × 100) | % | 43.37 | 34.64 | 37.83 | 32.21 | 35.10 |
| Carbon capture rate | % | 0.00 | 90.00 | 90.00 | 90.00 | 90.00 |
| CO2 specific emissions | kg/MWh | 799.80 | 100.17 | 91.70 | 118.28 | 108.56 |
| Main Plant Data | Units | Case 2a | Case 2b | Case 2c | Case 2d | Case 2e |
|---|---|---|---|---|---|---|
| Coal/lignite flowrate | t/h | 150.50 | 168.50 | 168.50 | 285.54 | 285.54 |
| Coal/lignite lower calorific value | MJ/kg | 25.17 | 15.03 | |||
| Coal/lignite thermal energy (A) | MWth | 1052.30 | 1178.10 | 1178.10 | 1192.71 | 1192.71 |
| Gas turbine output | MWe | 334.00 | 334.00 | 334.00 | 334.00 | 334.00 |
| Steam turbine output | MWe | 224.75 | 219.98 | 218.49 | 208.10 | 206.75 |
| Expander power output | MWe | 1.35 | 0.50 | 0.50 | 0.75 | 0.75 |
| Gross power output (B) | MWe | 560.10 | 554.48 | 552.99 | 542.85 | 541.50 |
| Air separation including O2 compression | MWe | 41.85 | 47.32 | 25.14 | 46.49 | 24.01 |
| Lignite drying (WTA process) | MWe | 0.00 | 0.00 | 0.00 | 19.23 | 19.23 |
| Gasification island power consumption | MWe | 8.62 | 10.45 | 10.45 | 8.81 | 8.82 |
| AGR including CO2 drying and compression | MWe | 6.70 | 39.62 | 39.65 | 67.78 | 67.75 |
| Power island power consumption | MWe | 19.12 | 19.30 | 19.35 | 18.48 | 18.55 |
| Total ancillary power consumption (C) | MWe | 76.29 | 116.69 | 94.59 | 160.79 | 138.36 |
| Net power output (D = B − C) | MWe | 483.81 | 437.78 | 458.40 | 382.06 | 403.14 |
| Gross power efficiency (B/A × 100) | % | 53.22 | 47.06 | 46.93 | 45.51 | 45.40 |
| Net power efficiency (D/A × 100) | % | 45.97 | 37.16 | 38.91 | 32.03 | 33.80 |
| Carbon capture rate | % | 0.00 | 90.00 | 90.00 | 90.00 | 90.00 |
| CO2 specific emissions | kg/MWh | 760.12 | 86.25 | 82.37 | 98.52 | 92.52 |
| Parameter | Value |
|---|---|
| Coal and lignite price | 2.5 €/GJ |
| Auxiliary fuel (for IGCC cases) price | 6.0 €/GJ |
| Limestone (fluxing material) price | 20 €/t |
| Sulphur (by-product) price | 100 €/t |
| Boiler fed water and process water price | 0.10 €/t |
| Cooling water price | 0.01 €/t |
| Catalysts (WGS, Claus) cost per year | 1,500,000 € |
| SelexolTM solvent price | 6500 €/t |
| Copper oxide price | 1000 €/t |
| CW chemical treatment | 0.0025 €/m3 |
| Boiler fed water and process water treatment | 90,000 €/month |
| Slag (ash) disposal price | 10.0 €/t |
| Direct labor (number of plant personnel) | 105 persons (oxy-combustion) 120 persons (IGCC) |
| Direct labor cost per year | 50,000 €/person |
| Administrative, support and overhead cost | 30% from direct labor cost |
| Maintenance costs per year | 3.5% from capital costs |
| Working capital | 30 days plant supply |
| Average annual operational hours | 7500 h/year |
| Discount rate | 8% |
| CO2 price | 5 €/t |
| Plant construction time/capital share per year | 3 years/40%; 40%; 20% |
| Economic plant life | 25 years |
| O&M Costs | Units | Case 1a | Case 1b | Case 1c | Case 1d | Case 1e |
|---|---|---|---|---|---|---|
| Fixed O&M costs | ||||||
| Annual maintenance cost | M€/year | 18.05 | 26.22 | 26.46 | 28.43 | 26.47 |
| Direct labor cost | M€/year | 5.25 | 5.25 | 5.25 | 5.25 | 5.25 |
| Administrative, support and overhead cost | M€/year | 1.58 | 1.58 | 1.58 | 1.58 | 1.58 |
| Total fixed O&M costs (year) | M€/year | 24.88 | 33.04 | 33.28 | 35.26 | 33.30 |
| Total fixed O&M costs (MWh net power) | €/MWh | 6.97 | 11.60 | 10.70 | 13.31 | 11.54 |
| Variable O&M costs | ||||||
| Fuel | M€/year | 73.98 | 73.98 | 73.98 | 65.09 | 65.09 |
| Make up water | M€/year | 0.08 | 0.17 | 0.16 | 2.76 | 2.76 |
| Catalysts | M€/year | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 |
| Sorbent (limestone) and Oxygen carrier (copper oxide) | M€/year | 0.38 | 1.13 | 8.63 | 4.05 | 11.55 |
| Chemicals | M€/year | 1.37 | 1.91 | 1.91 | 1.26 | 1.26 |
| Total variable O&M costs (year) | M€/year | 76.31 | 77.68 | 85.18 | 73.66 | 81.16 |
| Total variable O&M costs (MWh net power) | €/MWh | 21.40 | 27.28 | 27.39 | 27.81 | 28.13 |
| Total fixed and variable costs (year) | M€/y | 101.19 | 110.72 | 118.46 | 108.92 | 114.46 |
| Total fixed and variable costs (MWh net power) | €/MWh | 28.38 | 38.89 | 38.09 | 41.13 | 39.67 |
| Levelized cost of electricity (LCOE) | €/MWh | 47.78 | 83.14 | 74.04 | 96.54 | 86.55 |
| CO2 removal cost | €/t | - | 39.21 | 31.80 | 45.80 | 39.66 |
| CO2 avoided cost | €/t | - | 50.52 | 37.12 | 71.54 | 56.06 |
| O&M Costs | Units | Case 2a | Case 2b | Case 2c | Case 2d | Case 2e |
|---|---|---|---|---|---|---|
| Fixed O&M costs | ||||||
| Annual maintenance cost | M€/year | 27.36 | 31.55 | 30.00 | 39.59 | 38.13 |
| Direct labor cost | M€/year | 5.60 | 6.00 | 6.00 | 6.00 | 6.00 |
| Administrative, support and overhead cost | M€/year | 1.68 | 1.80 | 1.80 | 1.80 | 1.80 |
| Total fixed O&M costs (year) | M€/year | 34.64 | 39.35 | 37.80 | 47.39 | 45.93 |
| Total fixed O&M costs (MWh net power) | €/MWh | 9.54 | 11.98 | 10.99 | 16.53 | 15.19 |
| Variable O&M costs | ||||||
| Fuel | M€/year | 71.04 | 79.53 | 79.53 | 80.51 | 80.51 |
| Auxiliary fuel | M€/year | 0.16 | 0.16 | 0.16 | 0.16 | 0.16 |
| Make up water | M€/year | 0.07 | 0.28 | 0.28 | 0.29 | 0.29 |
| Catalysts | M€/year | 0.00 | 1.50 | 1.50 | 1.50 | 1.50 |
| Solvent (Selexol) and Oxygen carrier (copper oxide) | M€/year | 0.73 | 1.46 | 5.21 | 1.46 | 5.36 |
| Chemicals | M€/year | 1.74 | 1.83 | 1.83 | 1.92 | 1.92 |
| Waste disposal | M€/year | 1.49 | 1.62 | 1.62 | 1.49 | 1.49 |
| Total variable O&M costs (year) | M€/year | 75.22 | 86.38 | 90.13 | 87.32 | 91.22 |
| Total variable O&M costs (MWh net power) | €/MWh | 20.72 | 26.30 | 26.21 | 30.47 | 30.17 |
| Total fixed and variable costs (year) | M€/y | 109.86 | 125.73 | 127.93 | 134.71 | 137.15 |
| Total fixed and variable costs (MWh net power) | €/MWh | 30.27 | 38.29 | 37.21 | 47.01 | 45.36 |
| Levelized cost of electricity (LCOE) | €/MWh | 57.76 | 81.01 | 74.86 | 100.77 | 99.98 |
| CO2 removal cost | €/t | - | 27.86 | 18.18 | 56.38 | 50.70 |
| CO2 avoided cost | €/t | - | 34.39 | 25.37 | 75.56 | 63.24 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cormos, C.-C. Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture. Energies 2018, 11, 3095. https://doi.org/10.3390/en11113095
Cormos C-C. Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture. Energies. 2018; 11(11):3095. https://doi.org/10.3390/en11113095
Chicago/Turabian StyleCormos, Calin-Cristian. 2018. "Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture" Energies 11, no. 11: 3095. https://doi.org/10.3390/en11113095
APA StyleCormos, C.-C. (2018). Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture. Energies, 11(11), 3095. https://doi.org/10.3390/en11113095