1. Introduction
Cleanrooms are special spaces that maintain the controlled environments required for the manufacture of certain products [
1]. In most cleanrooms, ISO standards for cleanliness are applied depending, on the size of the particles that affect the products [
2]. To maintain a specified cleanliness level, the concentration of airborne particles and microorganisms in the air are controlled to within a target set-point. In addition, cleanrooms require precise control of environmental conditions such as temperature, humidity, and pressure, depending on the production requirements of the particular products [
3,
4].
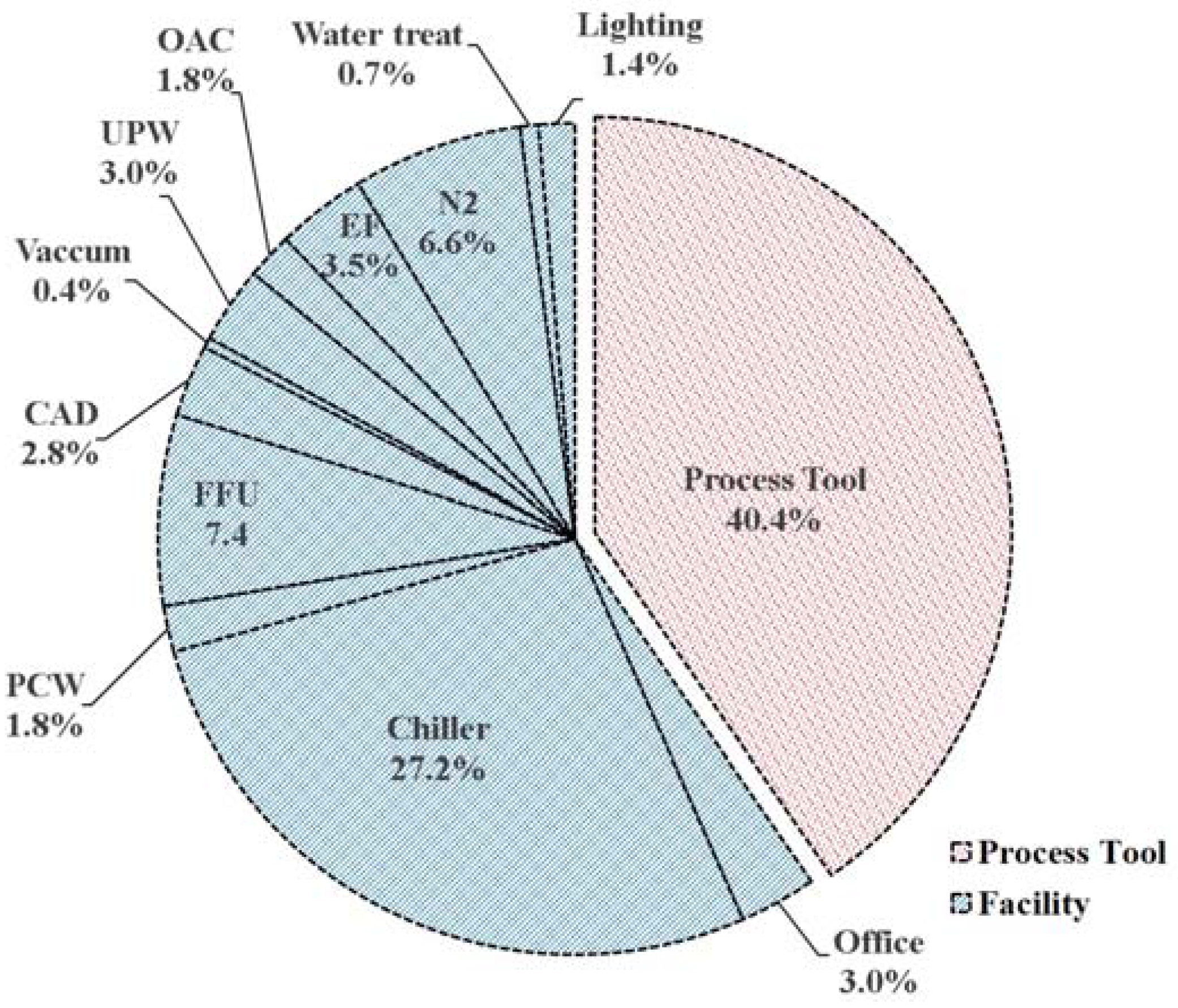
In large-scale industrial cleanrooms that have high energy demands, such as semiconductor fabrication plants, a large amount of outdoor air is introduced into the cleanroom to maintain cleanliness and a positive pressure [
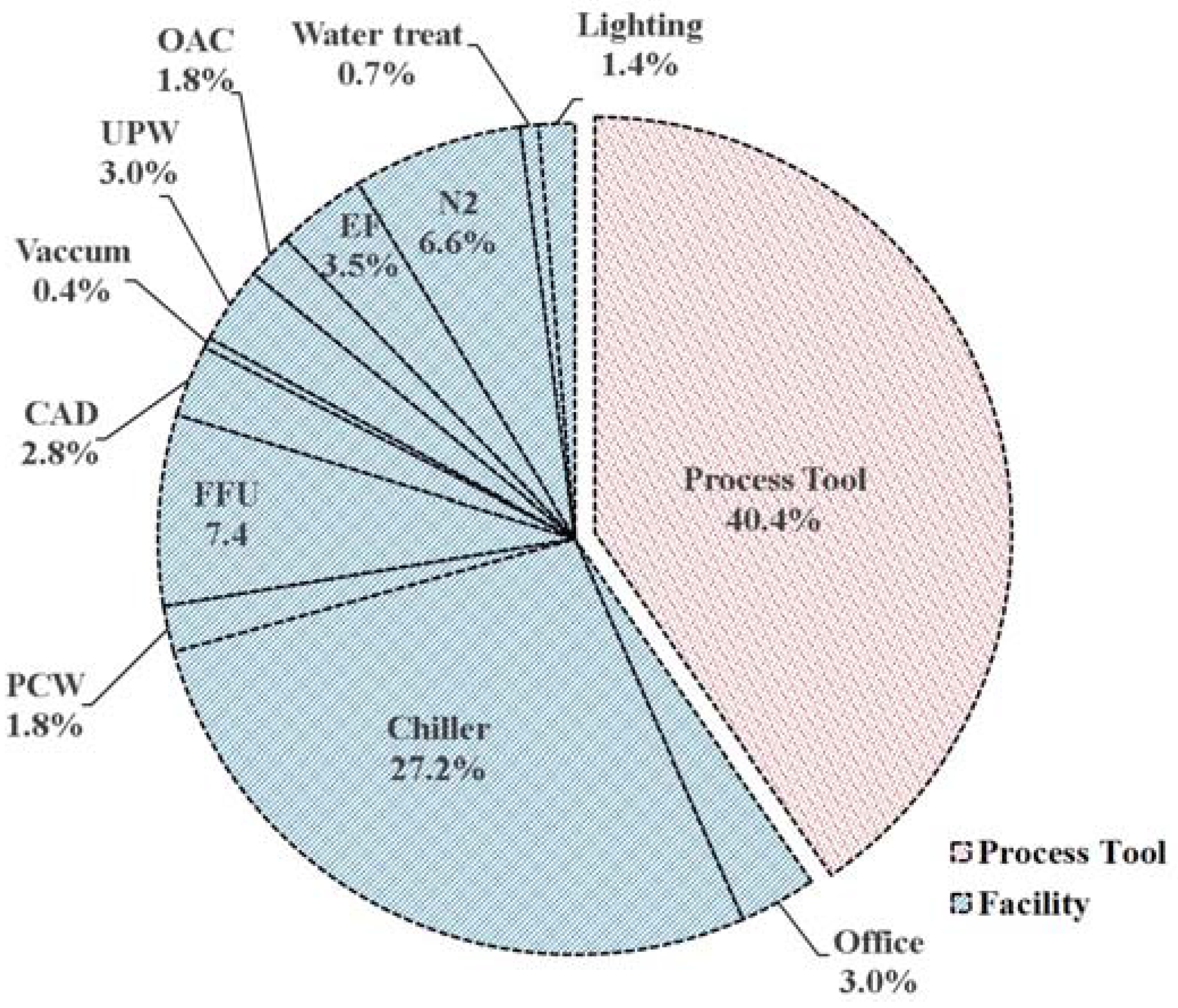
5]. As shown in
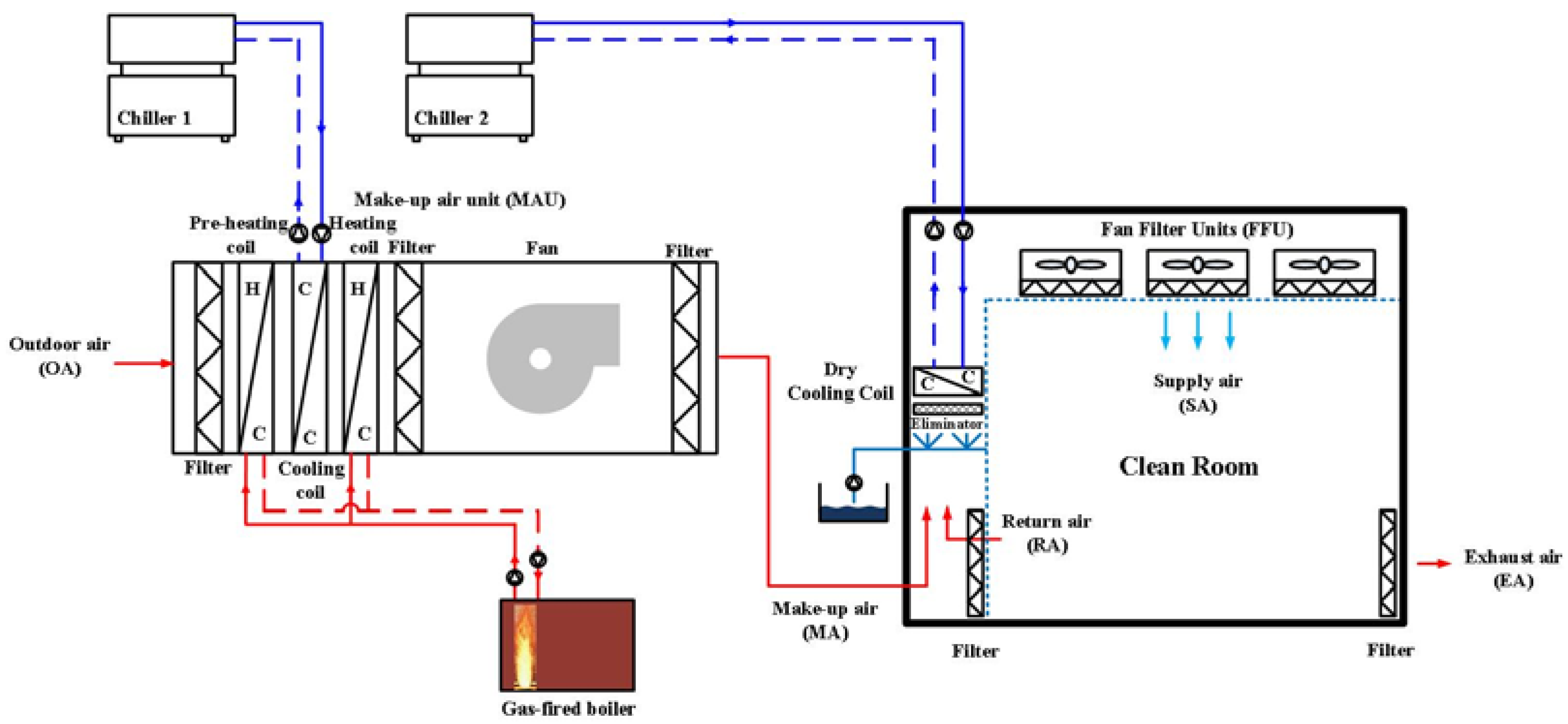
Figure 1, generally, the energy consumed in the facility systems (e.g., air conditioning system, nitrogen plant, lighting and water treatment components) is approximately 60% of the total energy consumption in semiconductor cleanrooms and the rest is used by the tools for making semiconductor products [
6].
Maintaining a constant environment at 23 °C and 45% relative humidity throughout the year, 24 h a day, is essential in cleanrooms because semiconductors are very sensitive to electrostatic problems. In addition, due to the high heating load generated by the manufacturing tools and fans, the energy consumption of HVAC systems such as chilled water systems, make-up air systems, exhaust air systems, process cooling water systems and ultra-pure water systems is very large. As a result, the cooling capacities of HVAC systems in semiconductor cleanrooms are much larger than those of common commercial buildings [
5]. Therefore, according to the Semiconductor Equipment and Materials International (SEMI) website [
7], the energy conservation of HVAC systems for semiconductor cleanrooms is one of the top priorities in the semiconductor industry.
Much research on energy savings for HVAC systems applied in semiconductor cleanrooms has been conducted. Brown [
8] confirmed the energy-saving effects of an energy recovery method applied in the MAU for five climatic conditions. Hu and Tsao [
9] compared the energy performance of five HVAC systems in semiconductor cleanrooms and found that the HVAC system that consisted of a FFU, a DCC, and a MAU consumed the least energy as compared to the other HVAC systems. Tsao and Hu [
10] analyzed the energy consumption of systems of various component arrangements such as cooling coil, heating coil, preheating coil and fan in the MAU. Suzuki et al. [
11] improved the cooling performance of MAUs in high-tech fabrication plants by increasing the condensation efficiency of the cooling coil resulting in a 3% energy saving compared with conventional MAUs. Lin and Hu [
12] suggested a Fan Dry Coil Unit (FDCU) system that has a higher particle removal efficiency and a low energy consumption rate as compared to existing HVAC systems. Hunt et al. [
13] investigated the effects of fan efficiency on the overall operational cost of cleanrooms. Hu et al. [
14] compared the performance and energy consumption of cleanrooms with axial fans and FFUs using computational fluid dynamics.
Most of the previous studies were conducted with a focus on reducing the energy consumption of HVAC systems in semiconductor cleanrooms by improving the cooling performance of the MAU as well as the fan efficiency. When the outdoor air is very dry and cold in the winter, conventional HVAC systems may use steam as the humidification method to maintain the humidity of the cleanroom constant. However, using steam is energy intensive due to the large amount of energy required to generate the steam [
15]. In contrast to the conventional humidification method using steam, adiabatic humidification methods using water are a suitable alternative. In addition, like direct evaporative coolers, adiabatic humidification methods using water have an additional cooling effect due to evaporation. A variety of applications of adiabatic humidification have been used to control the temperature and humidity in the environment [
16]. Evaluations of the applicability of adiabatic humidification in greenhouses, indoor poultry farms, and textile-spinning mills have also been conducted [
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29]. However, few studies has been conducted on the applicability of adiabatic humidification in semiconductor cleanrooms. Recent studies on humidification methods for cleanrooms are as follows: Tsao and Hu [
20] compared the pump and fan energy requirements of four different humidification methods in the MAU, including wet media, direct water atomization, steam and two-phase flow. According to the simulation results, direct water atomization was the most suitable method to be applied in the MAU because the pump energy required was lower than that of other humidification methods. In addition, this method had a smaller required installation area. Chen et al. [
21] also demonstrated the feasibility and energy saving effects of two adiabatic humidification methods—one using a high-pressure water atomizer and the other using two fluids—through experiment and simulation of adiabatic humidification methods applied in the return duct and MAU for semiconductor cleanrooms. According to the results, adiabatic humidification systems exhibited a 75% reduction in energy consumption as compared to conventional humidification methods using steam. The high-pressure water atomizer consumed less energy as compared to humidification systems using two fluids. Also the results of experiment showed that adiabatic humidification systems using the high-pressure water atomizer kept the cleanroom at target relative humidity level within ±5%. Therefore, adiabatic humidification systems maintained the stable relative humidity level in semiconductor cleanrooms.
However, in the previous studies, only conveyance energy which was consumed for humidifying the process air was estimated, such as for a fan and pump, instead of the total operating energy consumption of the air conditioning systems. Furthermore, none of the above studies presented a theoretical estimation of the annual energy consumption of total HVAC systems and evaporative cooling effect of adiabatic humidification in semiconductor cleanrooms in terms of the various humidification methods. Therefore, in this paper, with the aim of reducing the humidification energy requirements and maintaining stable humidity levels in cleanrooms, an adiabatic humidification method is proposed as an alternative to conventional steam humidifiers. To evaluate the applicability of the adiabatic humidification method in HVAC system for semiconductor cleanrooms, the annual operating energy consumption and processes of three HVAC systems using different humidification methods were compared and analyzed as case studies.
2. Humidification Methods
There are two typical methods for humidification: isothermal and adiabatic. These methods are the most commonly used in commercial and industrial humidification for maintaining set-point humidity levels in their operating zones [
22]. Isothermal humidification, which generates steam vapor from external energy, injects steam directly into the air. In adiabatic humidification, the air is in direct contact with water, which is not heated.
Table 1, which is an extract from the ASHRAE (American Society of Heating, Refrigerating, and Air-Conditioning Engineers) handbook [
23], shows various systems for each humidification method. Isothermal humidification methods can be classified according to the heat exchanging method and the external energy used to produce the steam vapor, as shown in
Table 1. Adiabatic humidification is divided into atomization and evaporation methods. In the evaporation method, the air is humidified as it passes through the wetted media. In the atomization method, the water as the form of mist is physically atomized into the air. Atomizers are classified into four types: ultrasonic, centrifugal, pressurized-water, and compressed air atomizers.
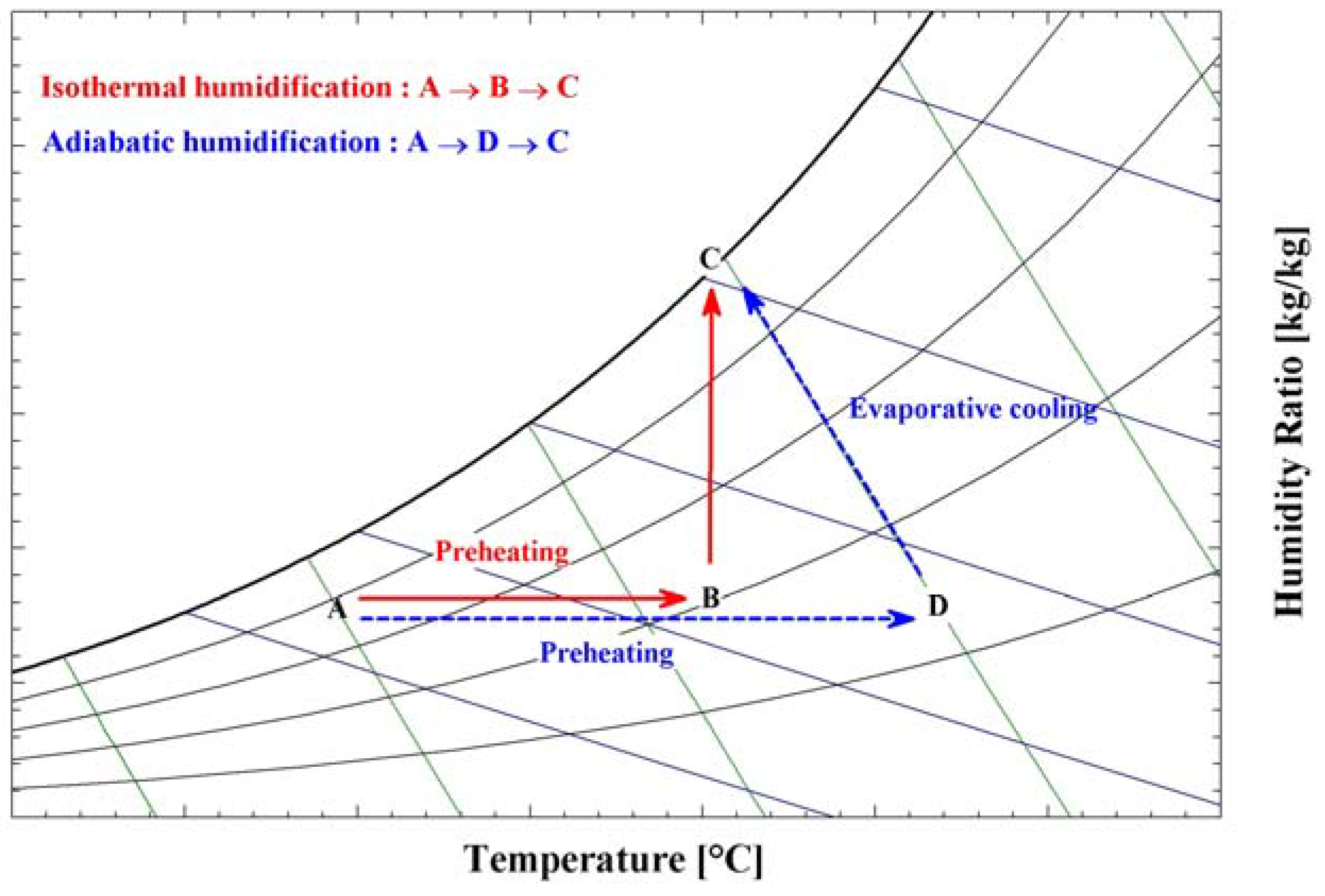
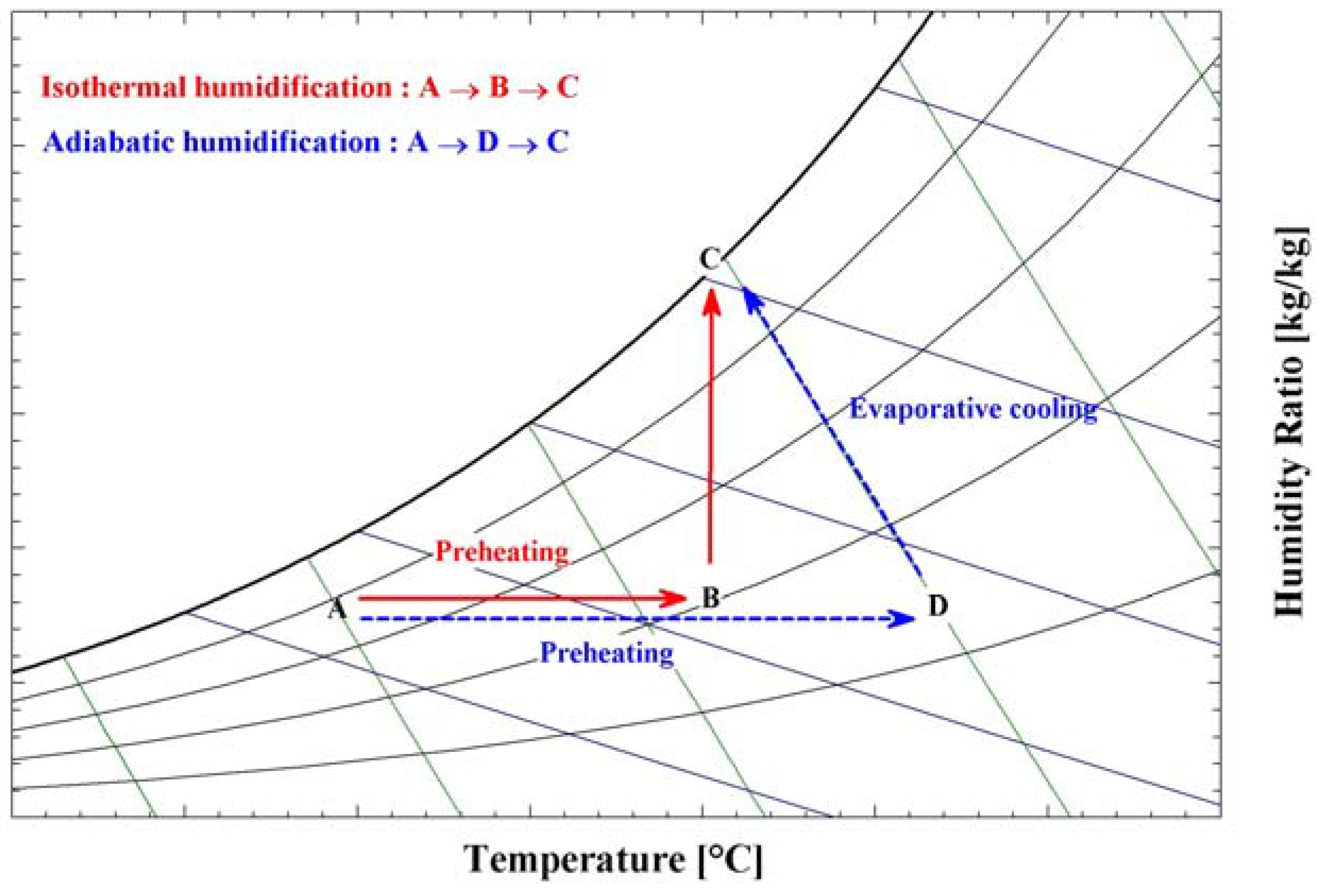
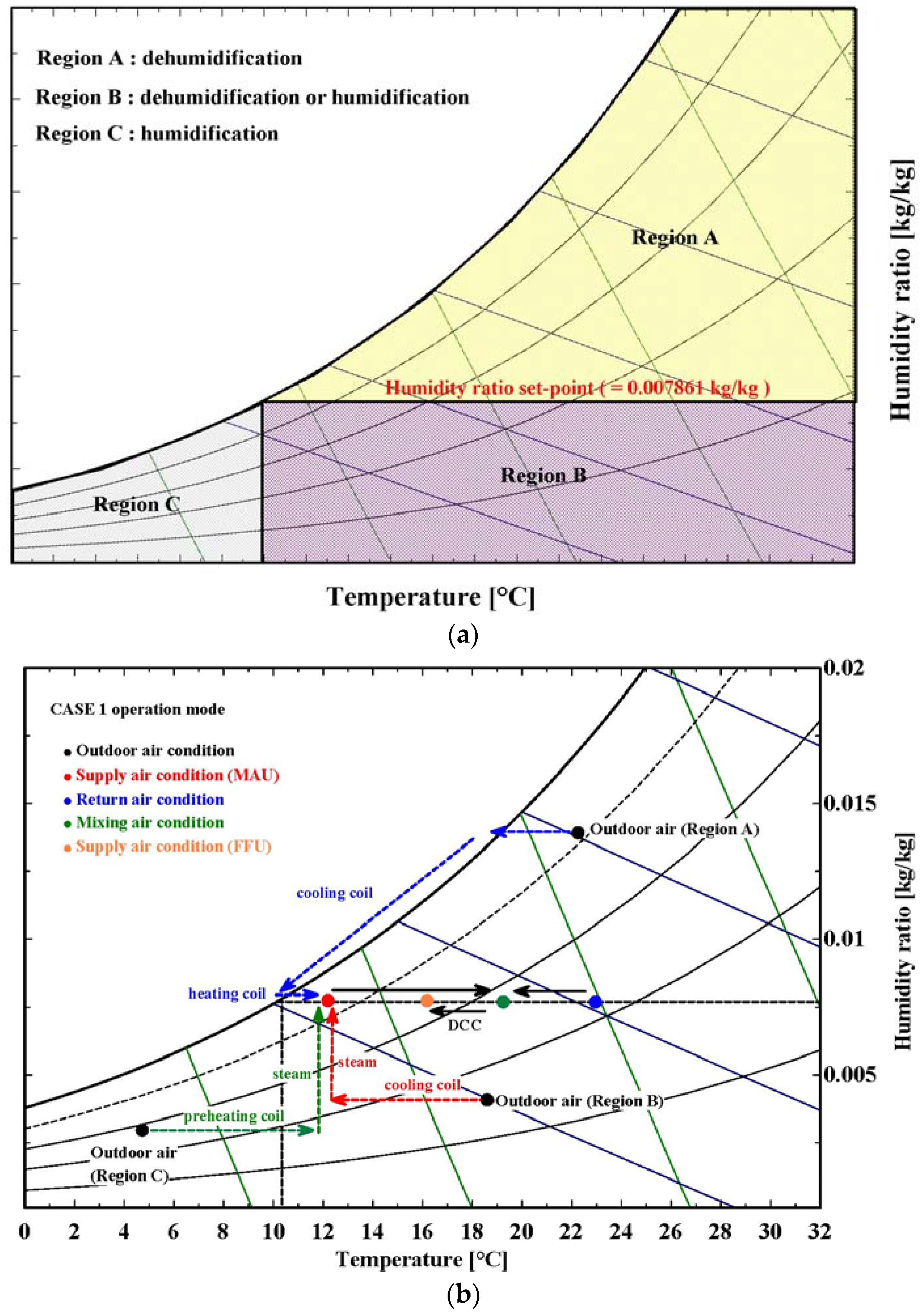
In the case of isothermal humidification using water vapor, the humidification process exhibits an almost vertical line on the psychrometric diagram. However, in adiabatic humidification, the air is humidified till the saturation curve along the isenthalpic line or the wet bulb temperature line [
15]. In addition, in this process, the air is humidified and cooled simultaneously through evaporative cooling. A diagram of the psychrometric process for both methods is shown in
Figure 2. To humidify the air to the set-point condition, the air follows the path from D to C for adiabatic humidification and from B to C for isothermal humidification. As seen in
Figure 2, the air is to be heated by external energy before humidification for both isothermal and adiabatic humidification from A to B and from A to D, respectively.
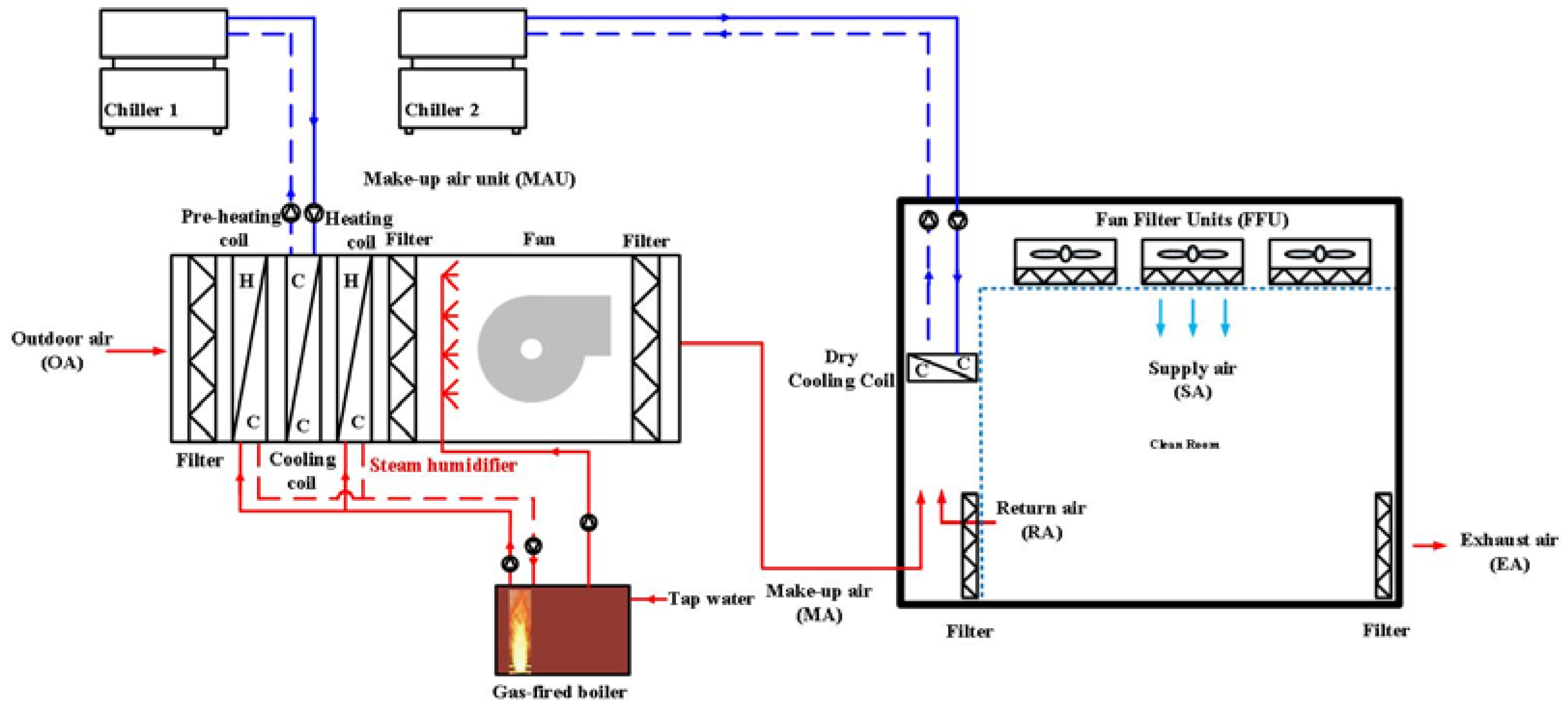
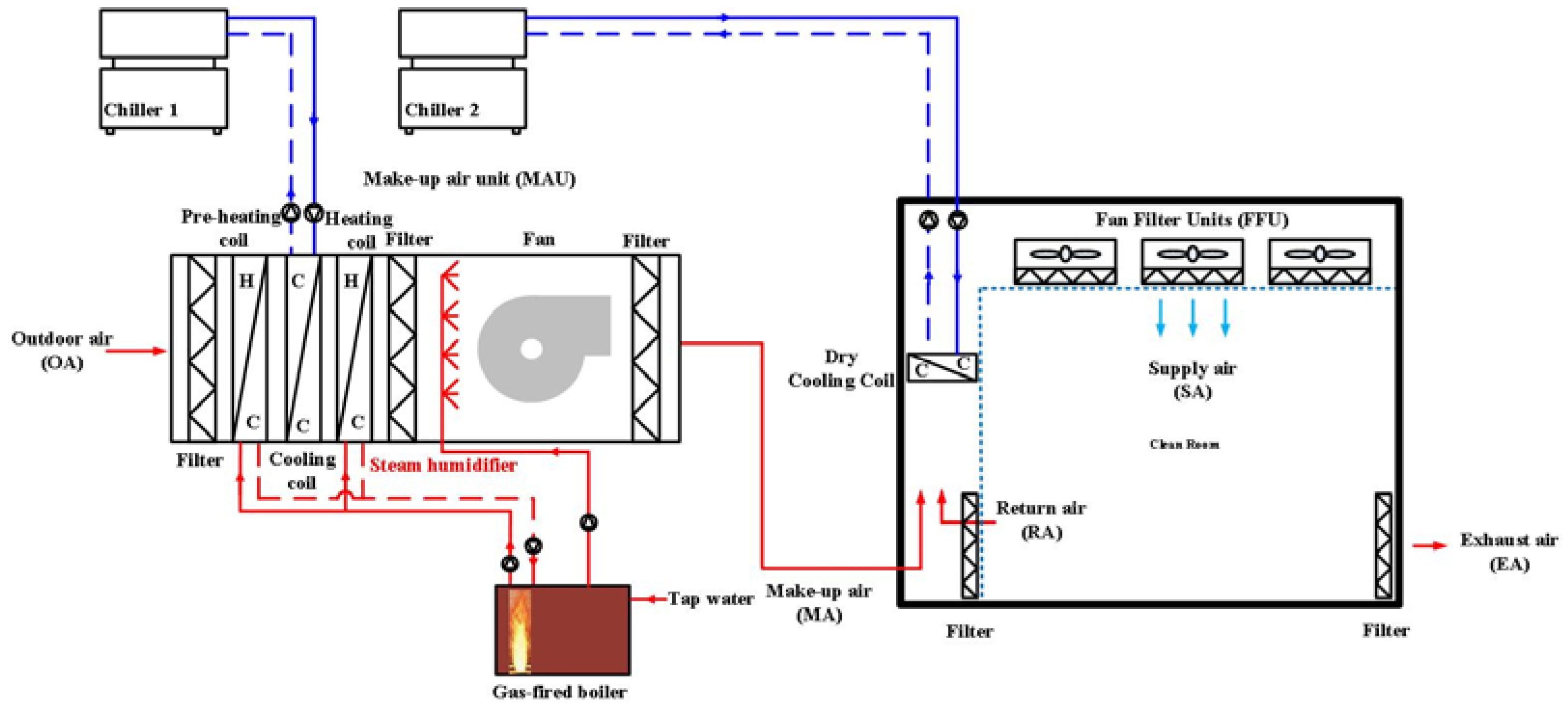
In semiconductor cleanrooms, suitable humidification and dehumidification are necessary to prevent electrostatic problems for the semiconductor products. Generally, when supplying outdoor air to the cleanroom for ventilation, a MAU humidifies or dehumidifies the air depending on the outdoor air to maintain the set-point humidity of the cleanroom [
10]. For humidification of cleanroom, ultra-purified water (UWP) would be ideal for avoiding pollution in cleanrooms. However, electrode-type steam humidifiers cannot be applied in the cleanroom as isothermal humidification due to very-low conductivity of UWP [
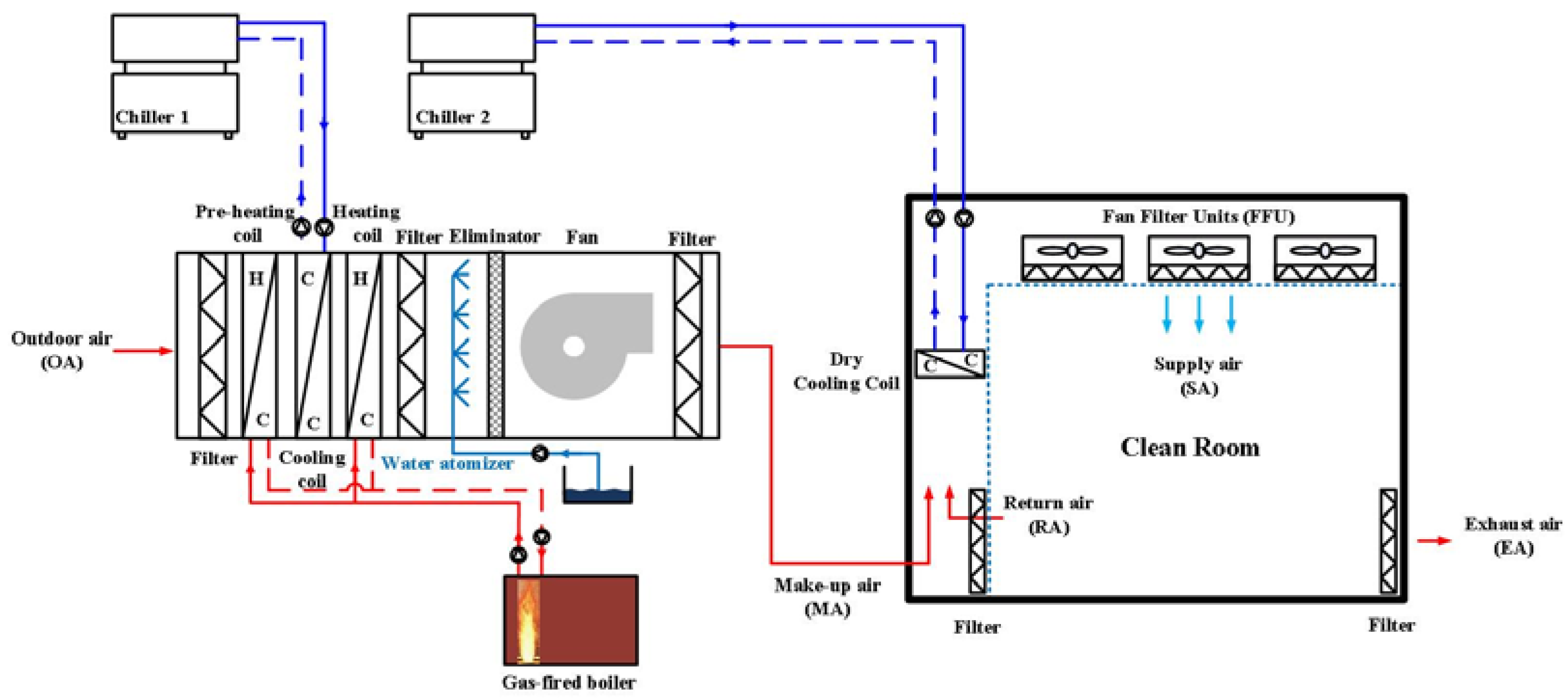
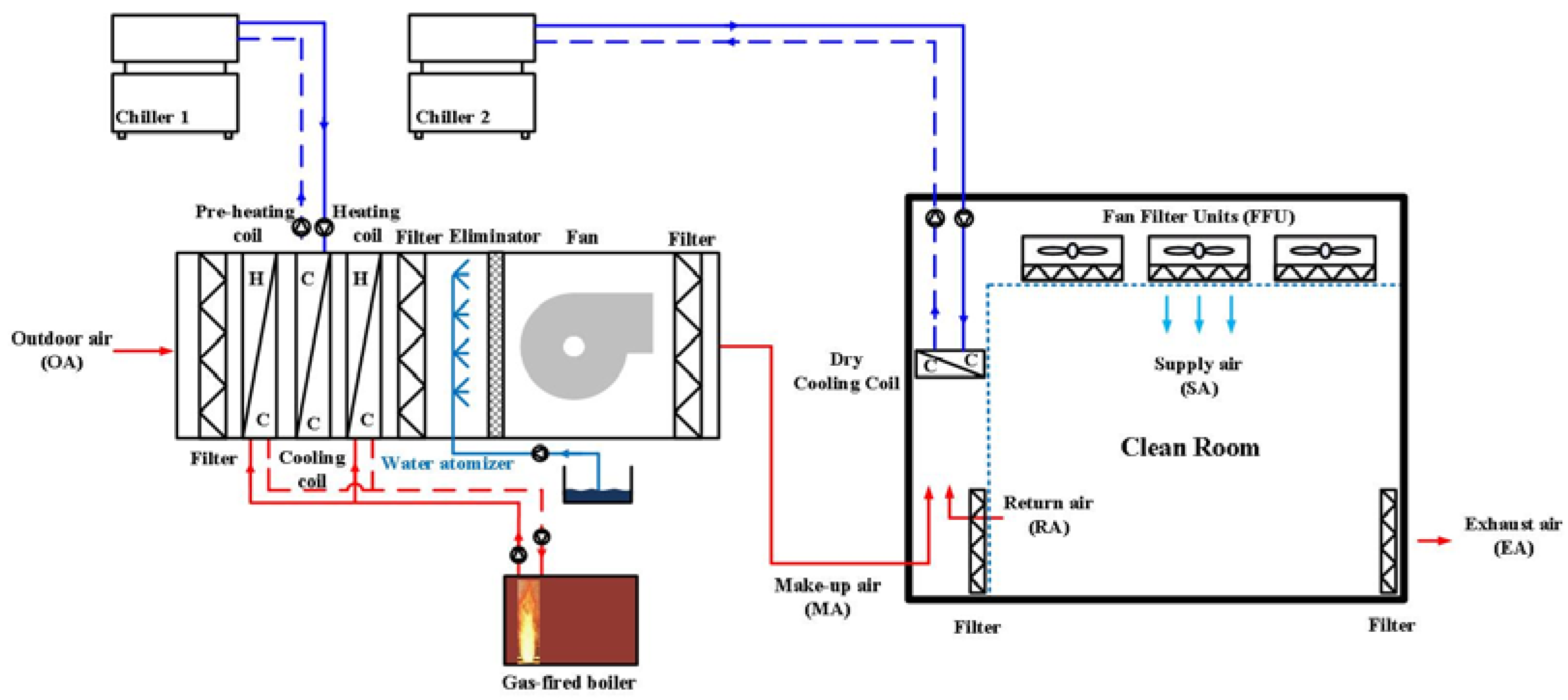
20]. Instead, in semiconductor cleanrooms, direct-injection steam humidifiers that use steam from a boiler are commonly used. Meanwhile, when applying adiabatic humidification to HVAC systems of semiconductor cleanrooms, the size of the water droplets (e.g., 5–50 μm) and the ability to meet the humidification demands are essential for precise humidity control [
15,
21,
24]. However, evaporative adiabatic humidification methods using wetted media, centrifugal, and ultrasonic humidification methods are not suitable for large spaces such as semiconductor cleanrooms because either the size of the water droplets sprayed by those systems is too large or the humidification capacity of the system is not sufficient [
20,
24]. Therefore, among the adiabatic humidification methods, the pressurized water and compressed air atomizers using a nozzle are the most suitable for maintaining the humidity in semiconductor cleanrooms. According to previous research [
20,
21], compressed air atomizers are considered to be unsuitable for cleanroom application because of the large amount of energy consumed for humidification compared to the pressurized water atomizer. Therefore, in this study, to evaluate the applicability of adiabatic humidification in cleanroom HVAC systems, the pressurized water atomizer and the direct-injection steam humidifier are employed.
5. Simulation Results and Discussion
5.1. Cleanroom Load Simulation
The cooling load of the semiconductor cleanroom is simulated using a transient system simulation tool (TRNSYS 17) [
35] and the energy consumption of different HVAC systems in operation are evaluated using a commercial engineering equation solver (EES) [
36].
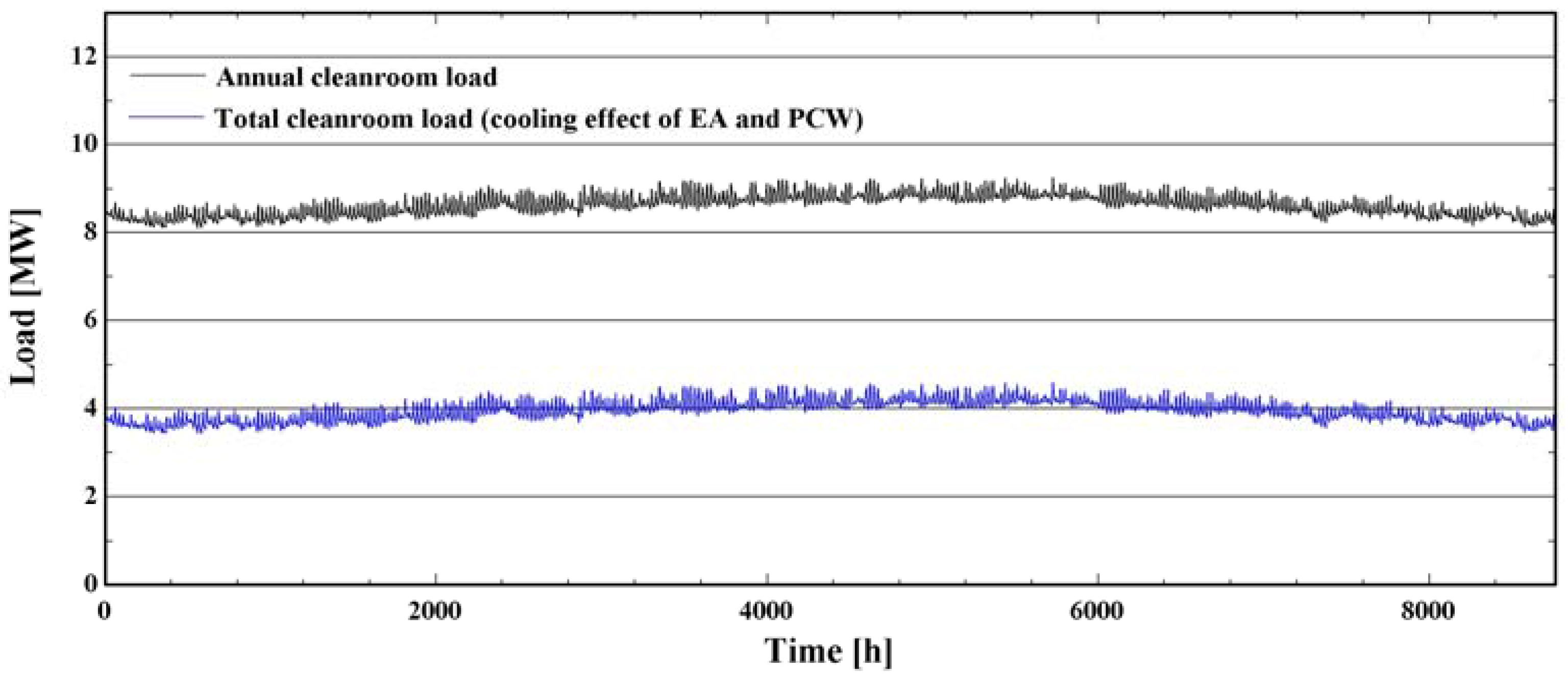
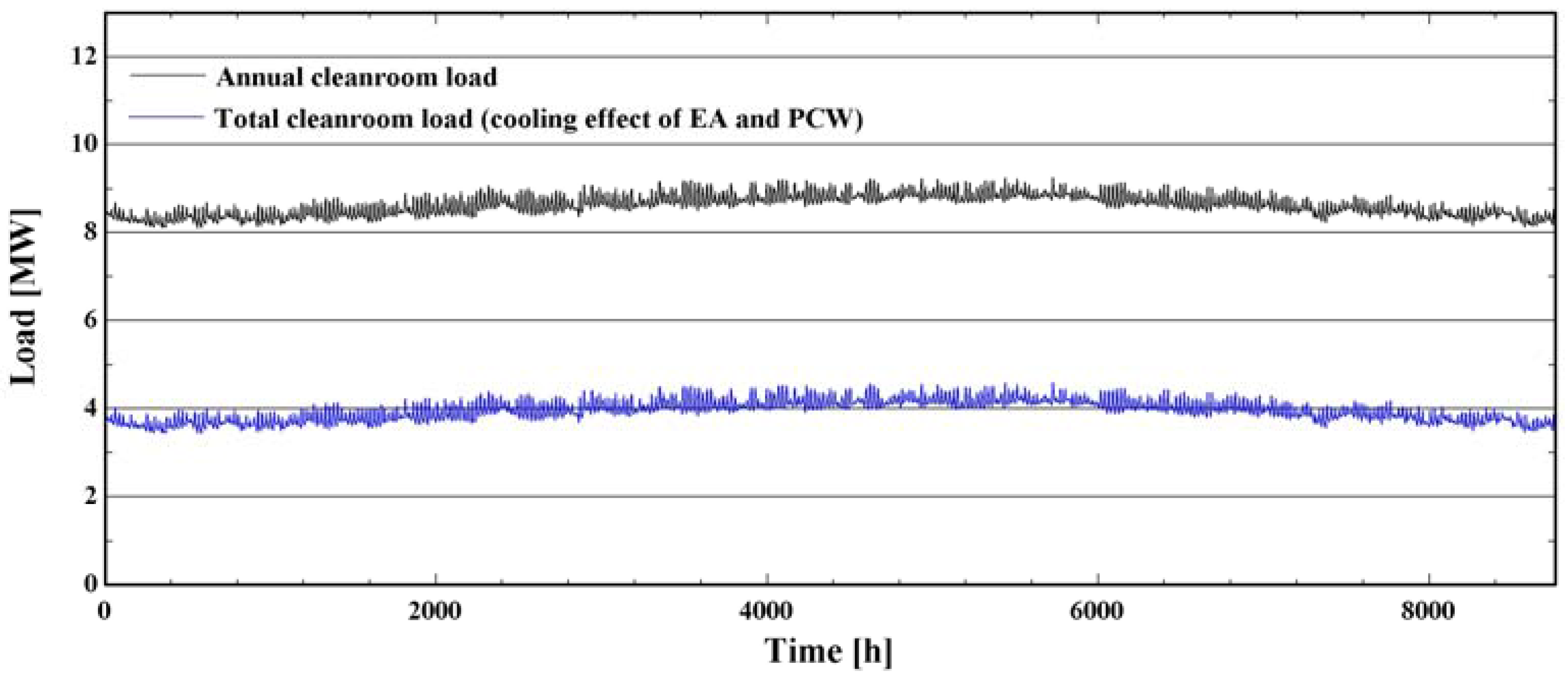
Figure 9 shows the annual cooling load of the cleanroom according to Seoul weather data from IWEC. Due to the large heating load generated by the equipment and fan, the HVAC system operates for treating the cooling load all year round to maintain the set-point air condition in the cleanroom. In
Figure 9, the black lines represent the total cooling load of the cleanroom while the blue lines represent the cooling load of that considering the cooling effects of the exhaust air and the PCW. According to the results, and considering the cooling effects of the exhaust air and the PCW, the cooling load of the semiconductor cleanroom is reduced by about 50%, resulting in a load similar to that expressed by the blue line.
5.2. Comparison of the Case Loads
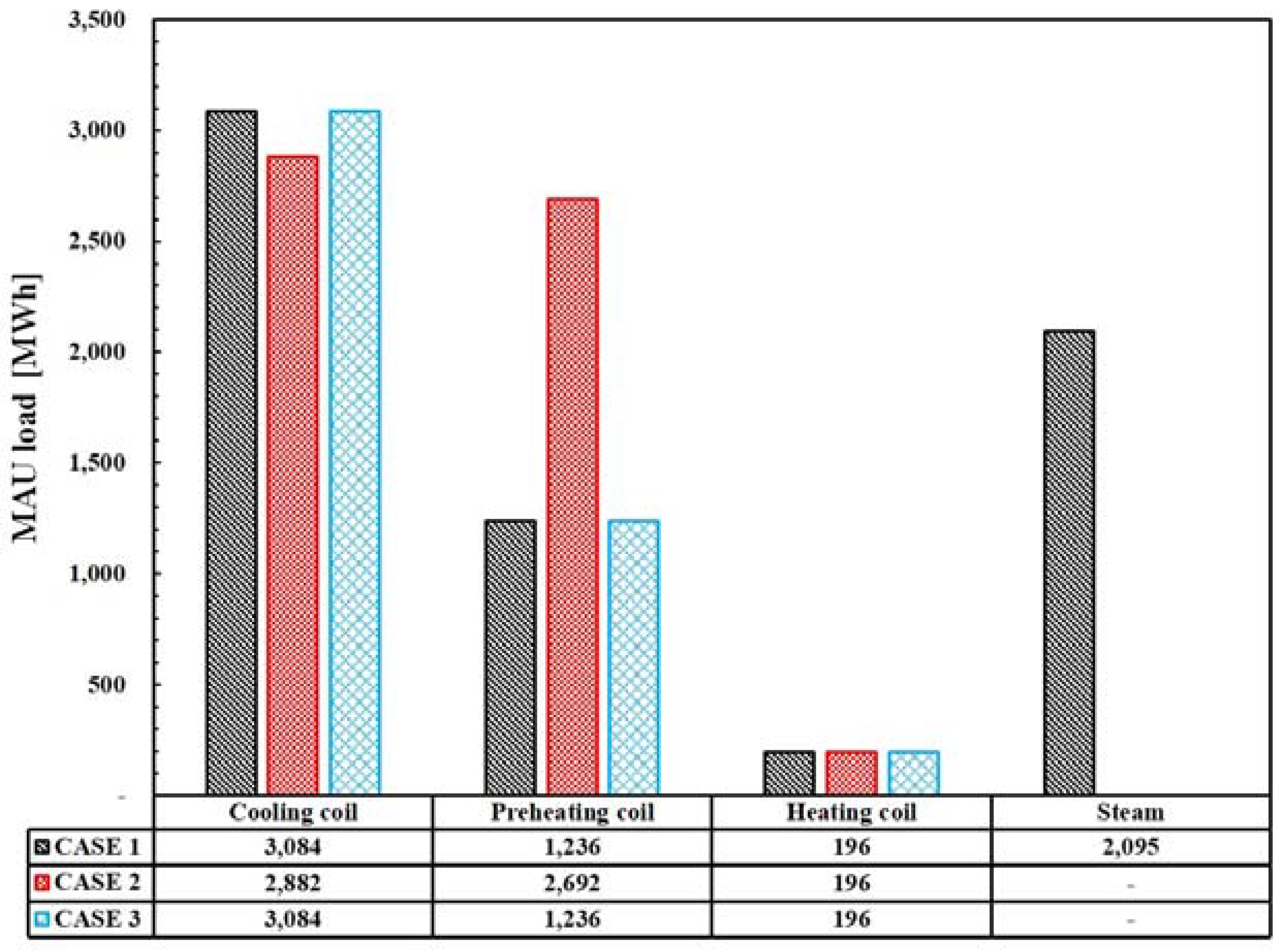
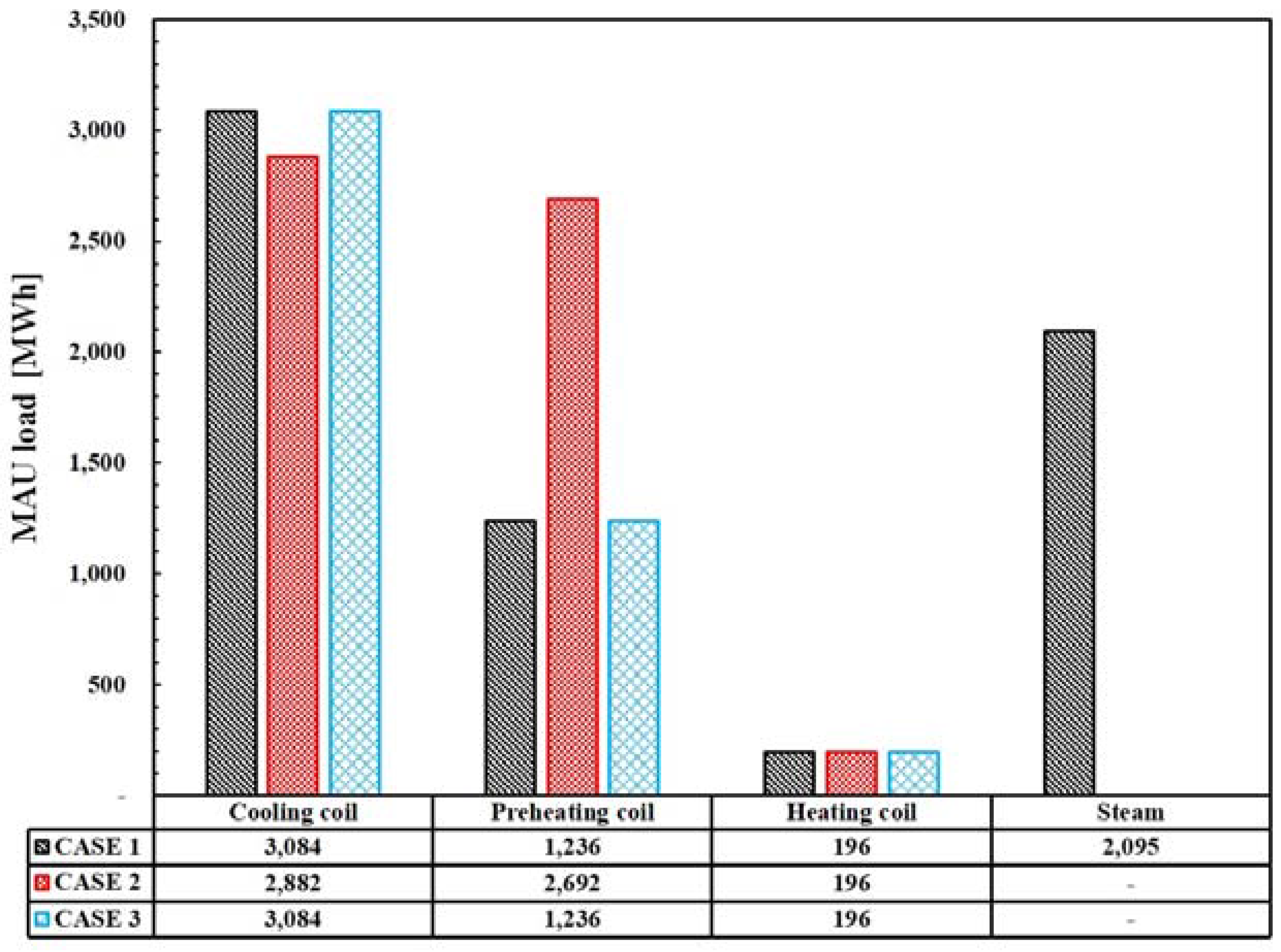
Figure 10 and
Figure 11 show the annual operating load in the MAUs and in the overall HVAC system. The operating load of each MAU is sub-divided by the loads on the cooling, preheating, electric heating coils as well as by the steam load for humidification.
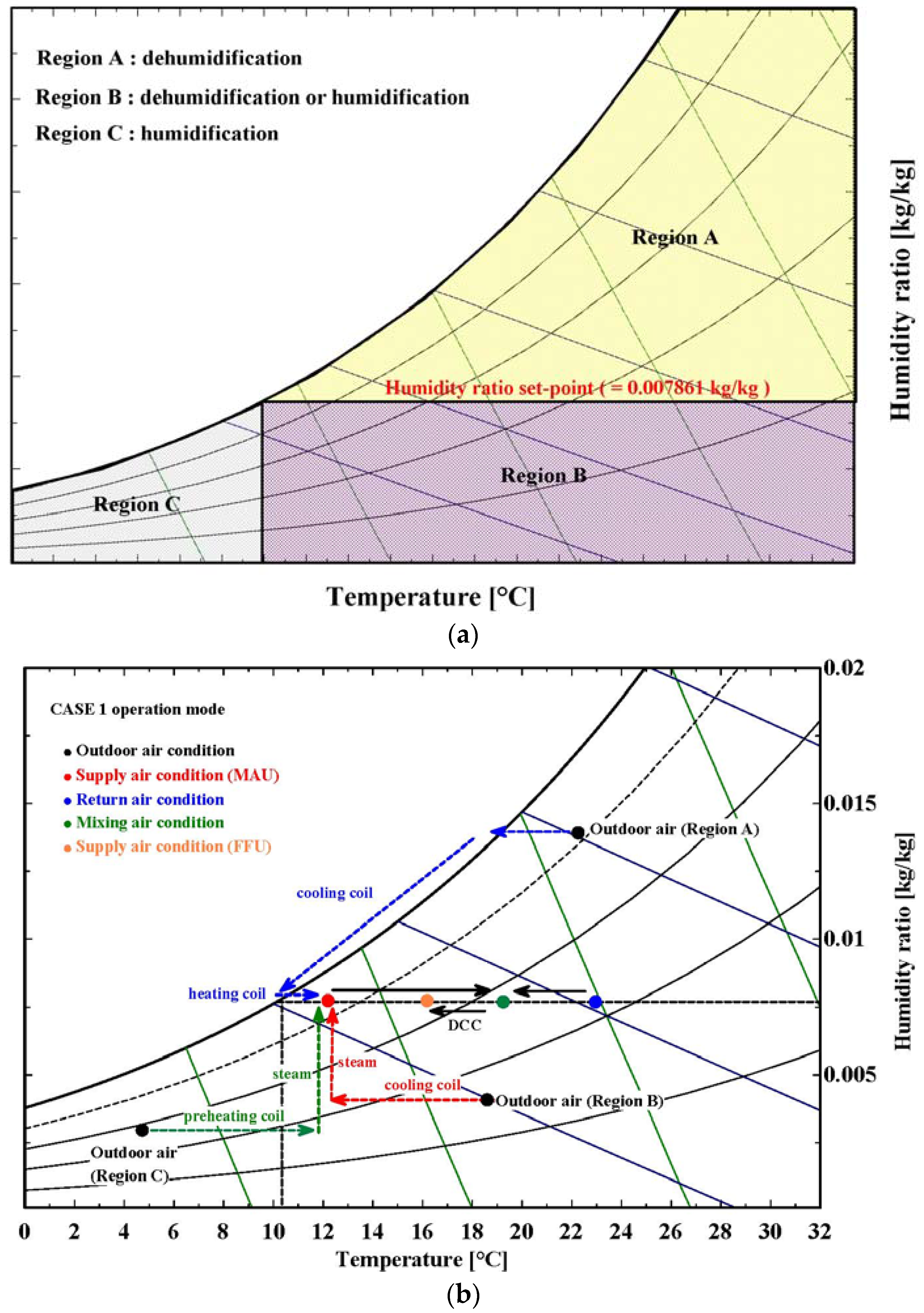
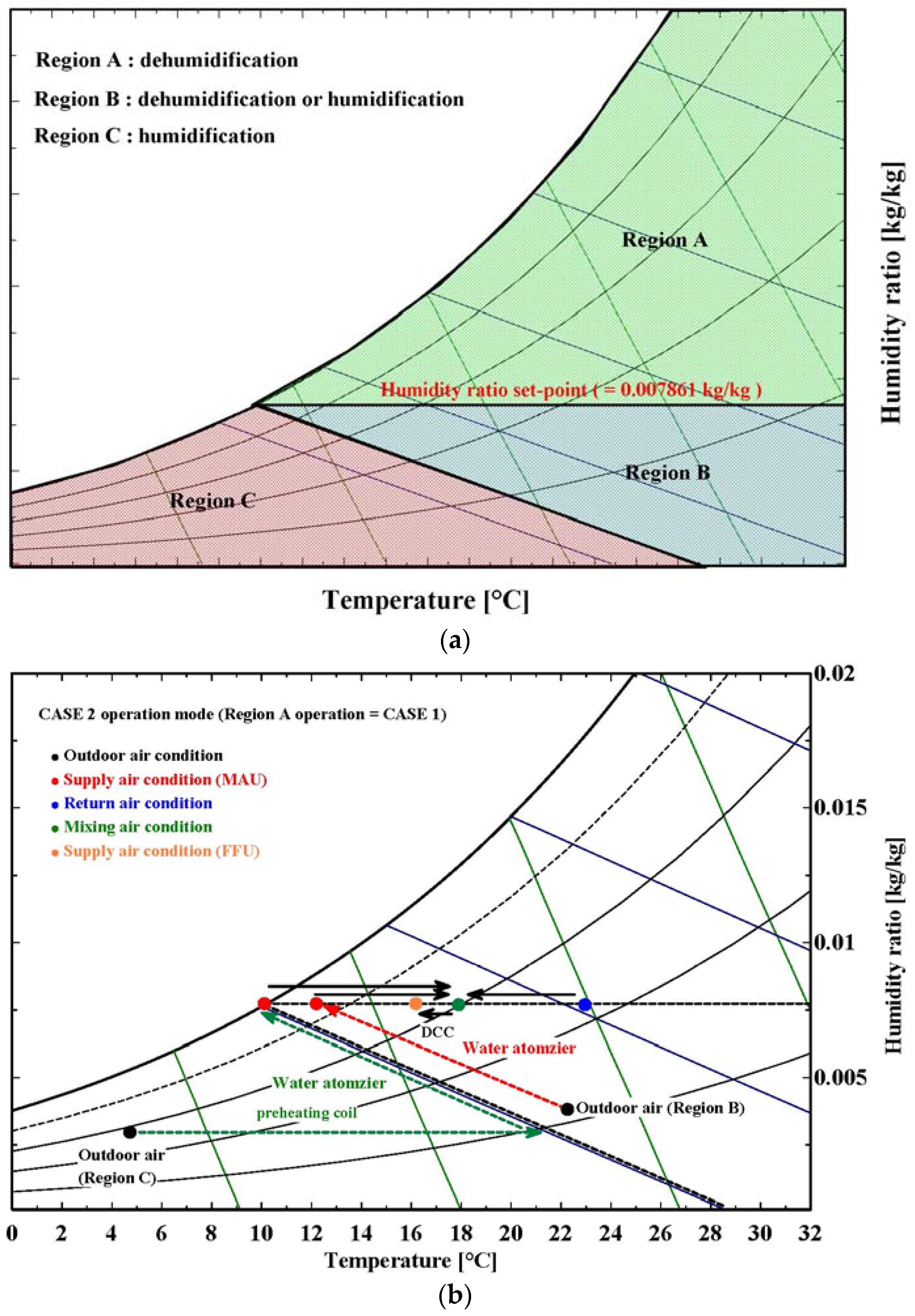
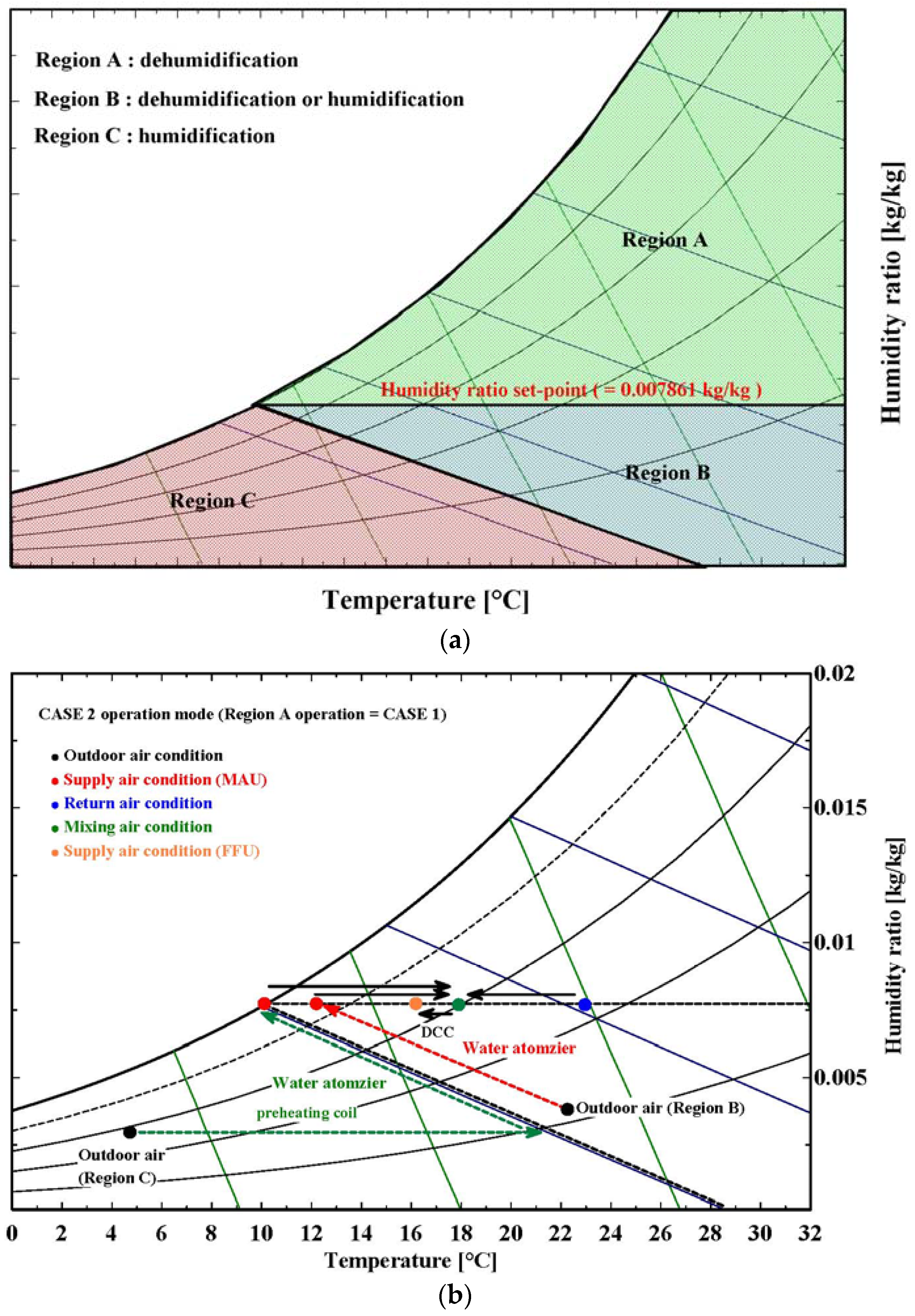
The cooling coil operates when the outdoor air needs to be dehumidified and cooled (i.e., Regions A and B). When the outdoor air conditions are included in Region A, the cooling coil load for all three cases is identical. For CASE 2, if the outdoor air conditions are included in Region B, only the pressurized water atomizer installed downstream of MAU operates in humidification without operating the cooling coil. Therefore, the cooling coil load in CASE 2 is decreased by 7% as compared to other cases.
The electric heating coil is used to prevent the overcooling of the air when dehumidifying the outdoor air with the cooling coil. For that reason, the coil only operates in Region A. Therefore, the load on the electric heating coil is identical for all cases due to operating processes of the three cases being equivalent.
On the other hand, the steam humidification load generated in CASE 1 with the direct-injection steam humidifier is not present in CASE 2 and 3, which uses a pressurized water atomizer Therefore, in CASE 1 exhibits the highest steam load of all the cases for humidification.
If the outdoor air conditions are included in Region C, the preheating coil load is equivalent for CASE 1 and CASE 3 because the MAU operation is identical. However, in CASE 2, the outdoor air is heated to a higher temperature than that of CASE 1 due to the characteristics of adiabatic humidification (
Figure 7). Therefore, the preheating coil load of CASE 2 is increased by 54% as compared to the other cases. Among all the loads, with the exception of the cooling coil load, the steam generation load is the highest in CASE 1 due to the direct-injection steam humidifier and the preheating coil load is the highest in CASE 2 where adiabatic humidification is employed.
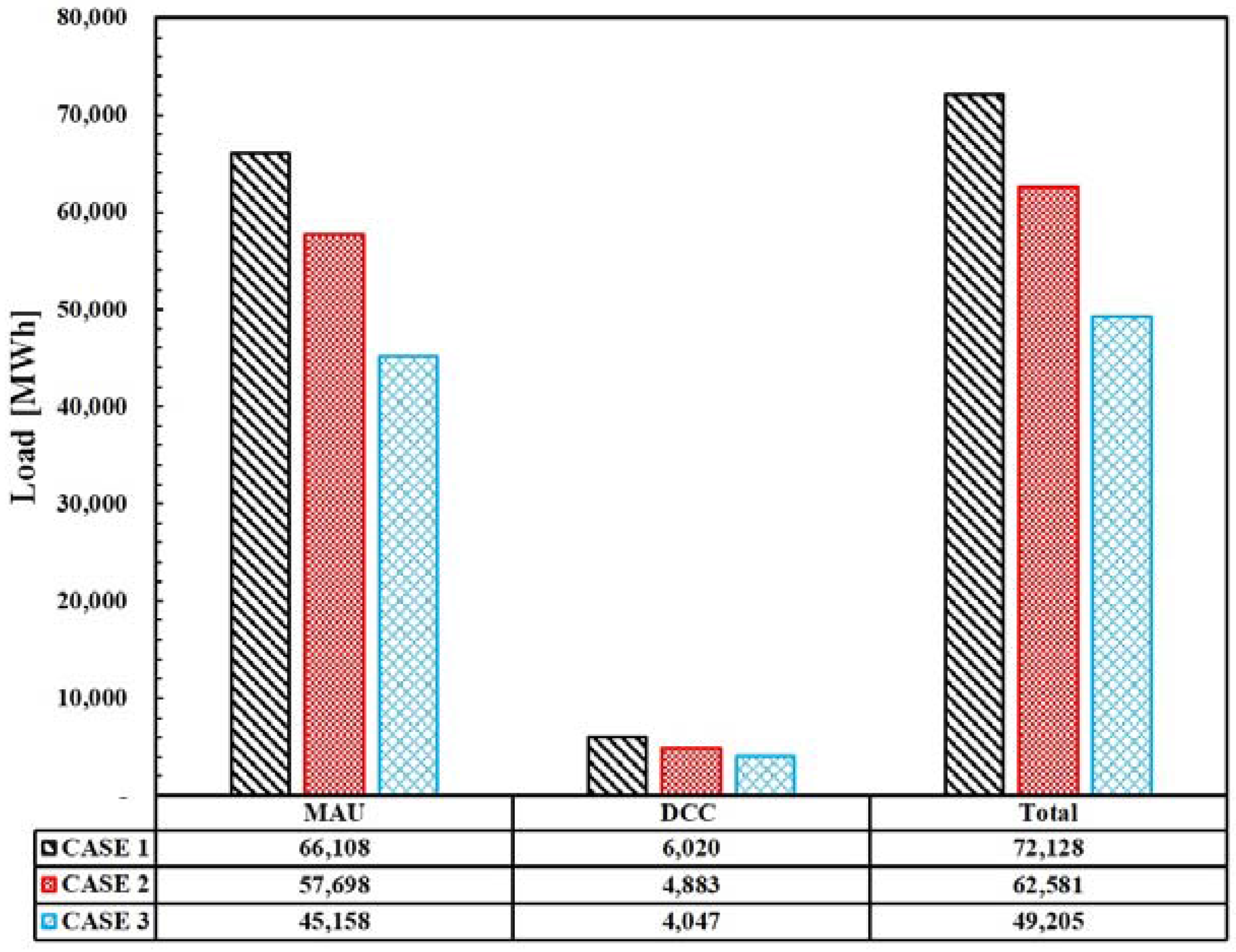
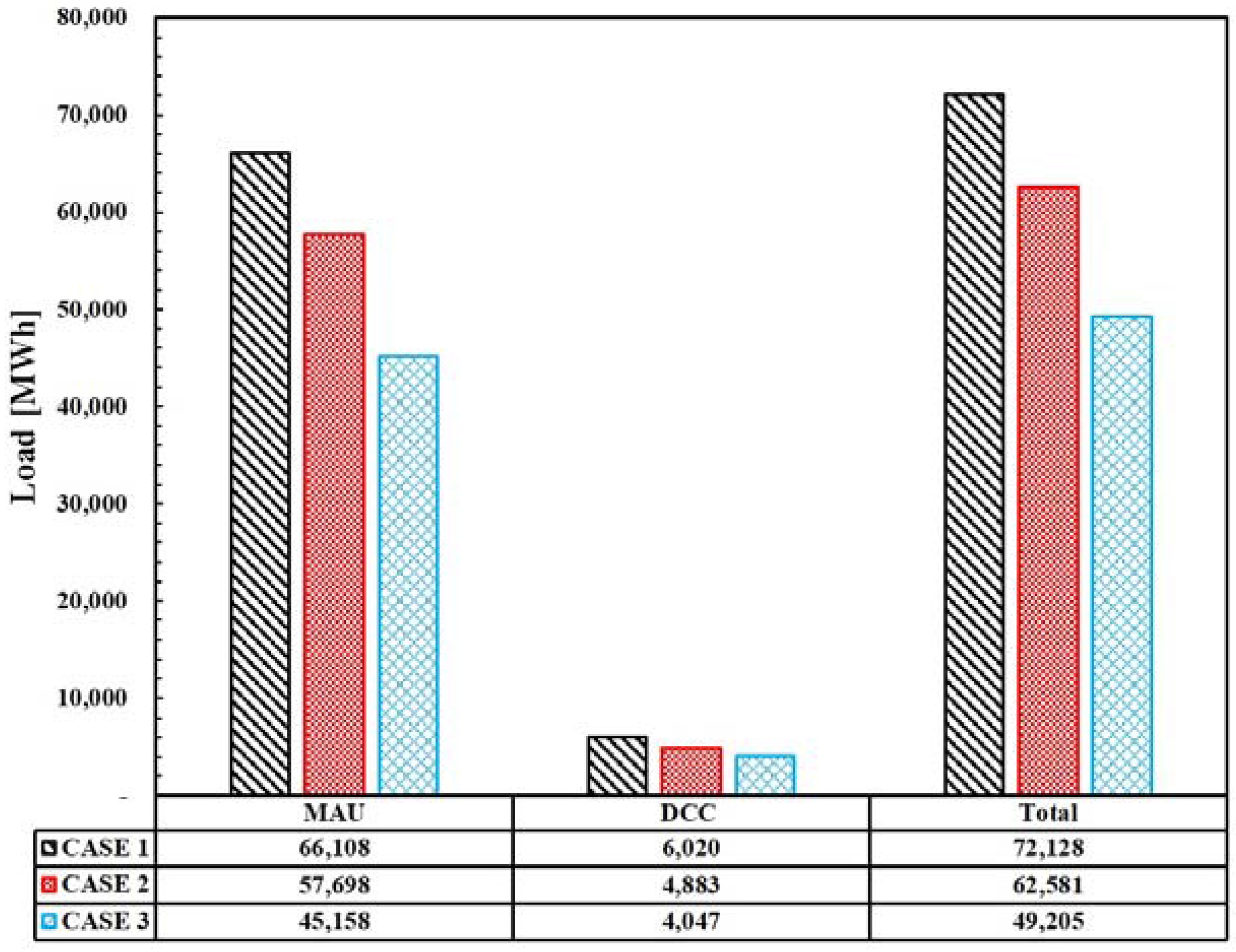
HVAC system loads according to the different cases are shown in
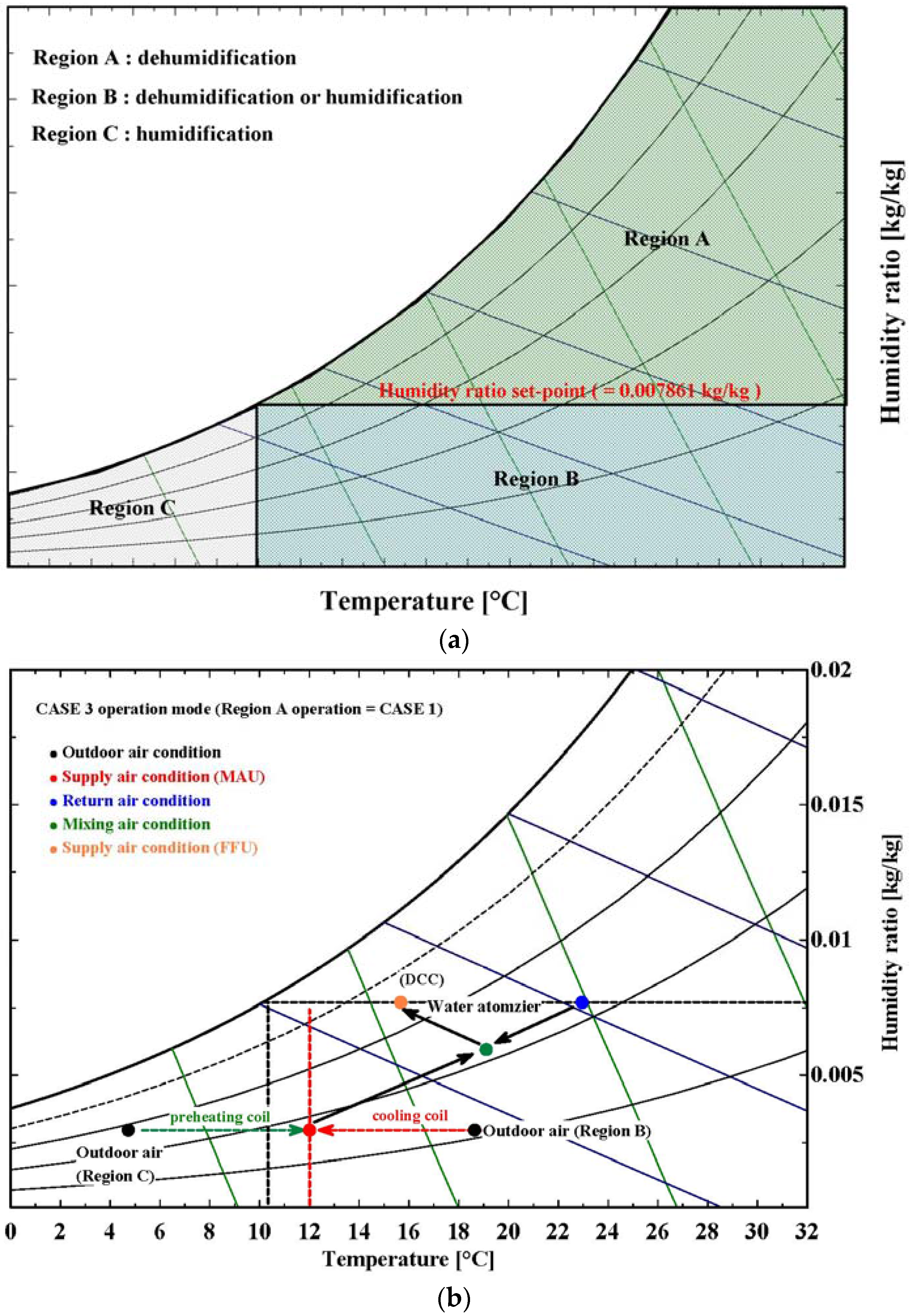
Figure 11. CASE 1 and CASE 3 show the largest and smallest load in the MAU, respectively. In regard to the DCC load, due to the evaporative cooling effect of adiabatic humidification, CASE 2 and CASE 3 exhibit a decrease of 19% and 33%, respectively, as compared to CASE 1. In addition, CASE 3 with the pressurized water atomizer in the return duct results in a DCC load less than that of CASE 2, which employs a pressurized water atomizer in the MAU. When humidifying by adiabatic humidification method, A greater evaporative cooling effect of CASE 3 compared to CASE 2 due to the airflow to be evaporative cooled more than CASE 2. Therefore, CASE 1 shows the largest total load for the overall HVAC system. CASE 2 and CASE 3, both of which uses a pressurized water atomizer, shows a load reduction of 13% and 32%, respectively, as compared to CASE 1. As a result, water atomizers in cleanroom HVAC systems are expected to reduce energy consumption as to conventional steam humidifiers.
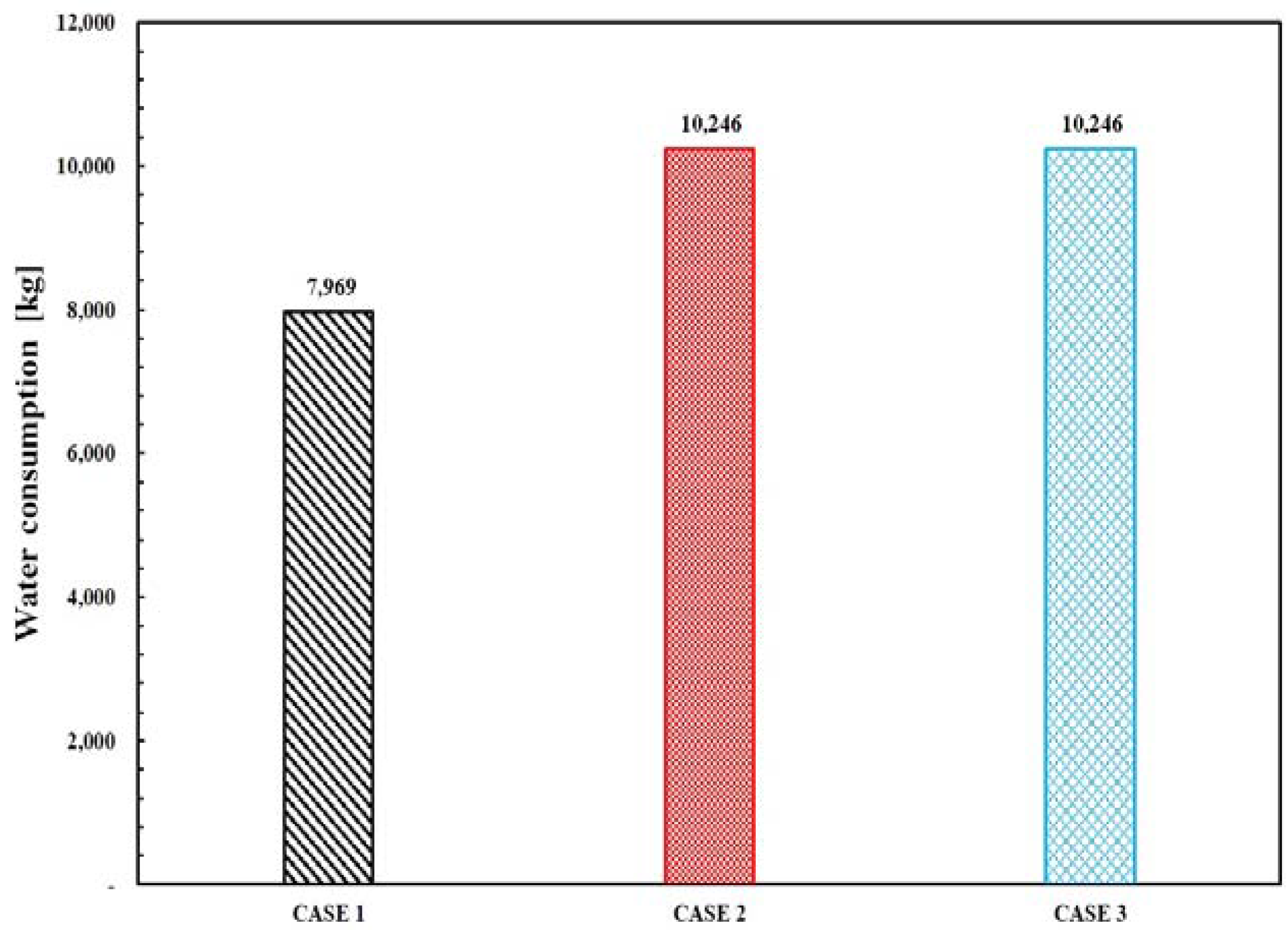
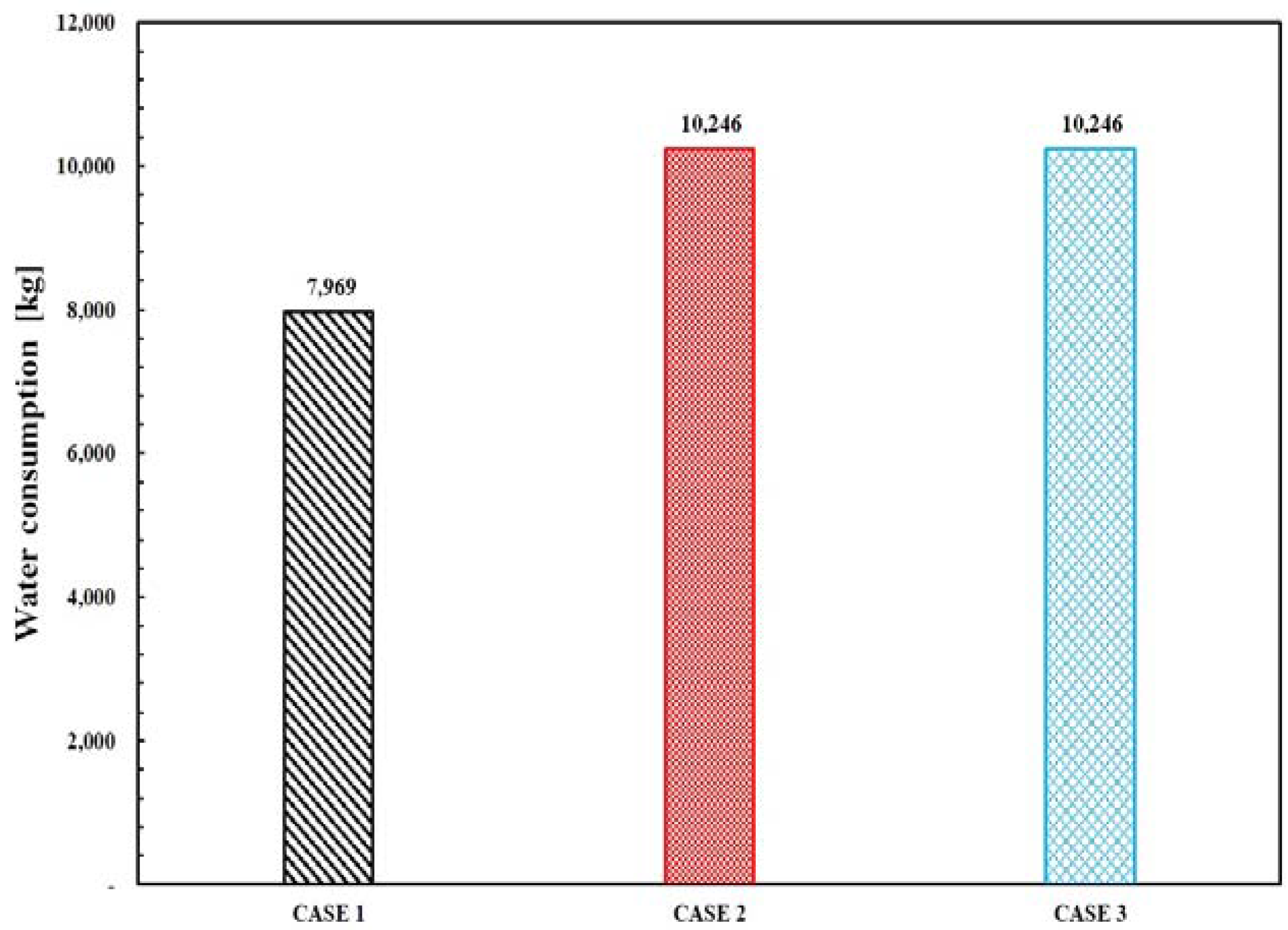
On the other hand, when using direct-injection steam humidifiers and pressured water atomizers for humidifying the air, the amount of required water according to the humidification methods is estimated from different humidification efficiency. Therefore, as shown in
Figure 12, due to the lower humidification efficiency of the pressurized water atomizer as compared to that of direct-injection steam humidifiers, the amount of water required for CASE 2 and CASE 3 using the water atomizer is increased by 29% as compared to CASE 1 using the steam humidifier.
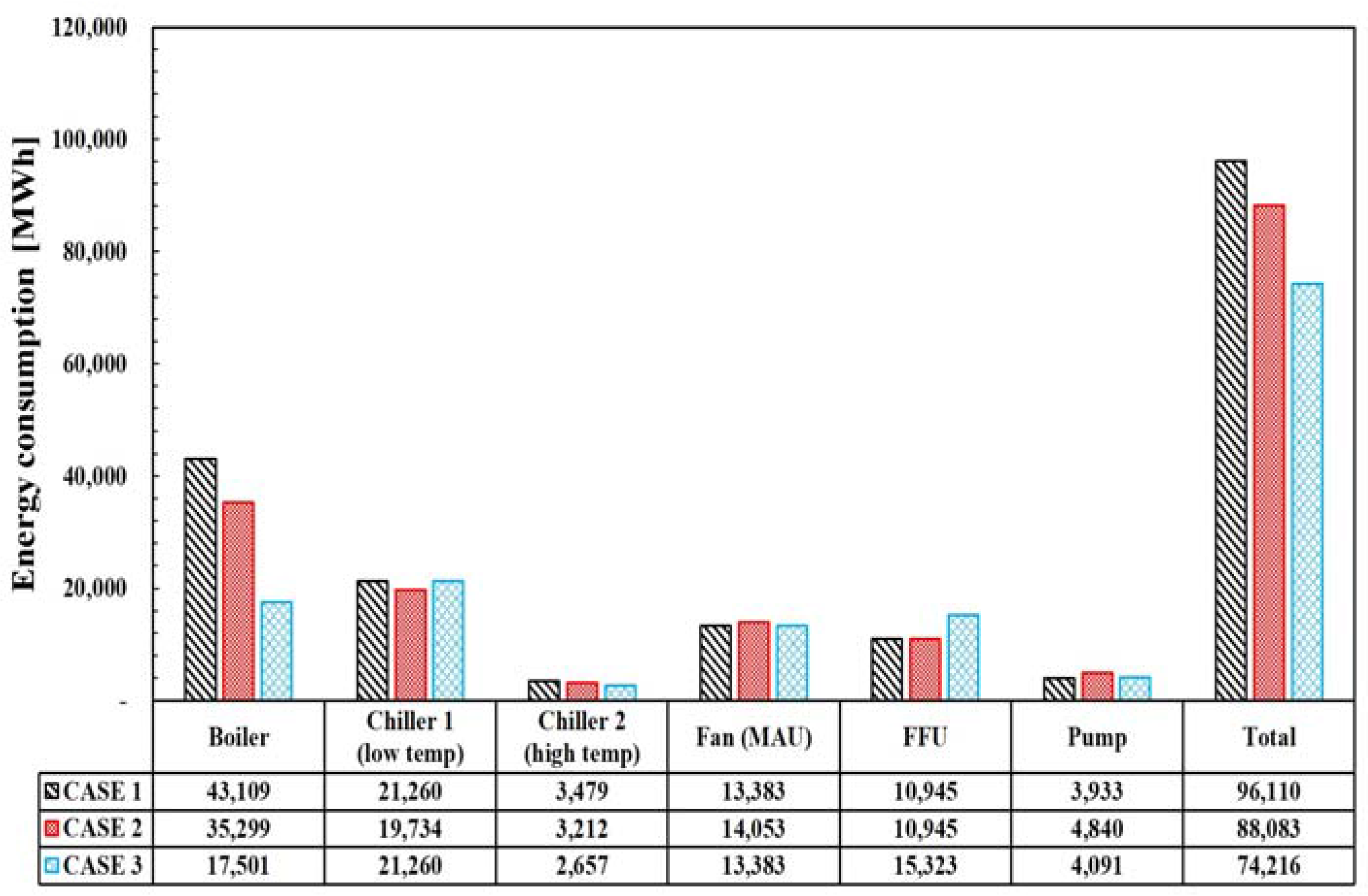
5.3. Comparison of Annual Operating Energy Consumption
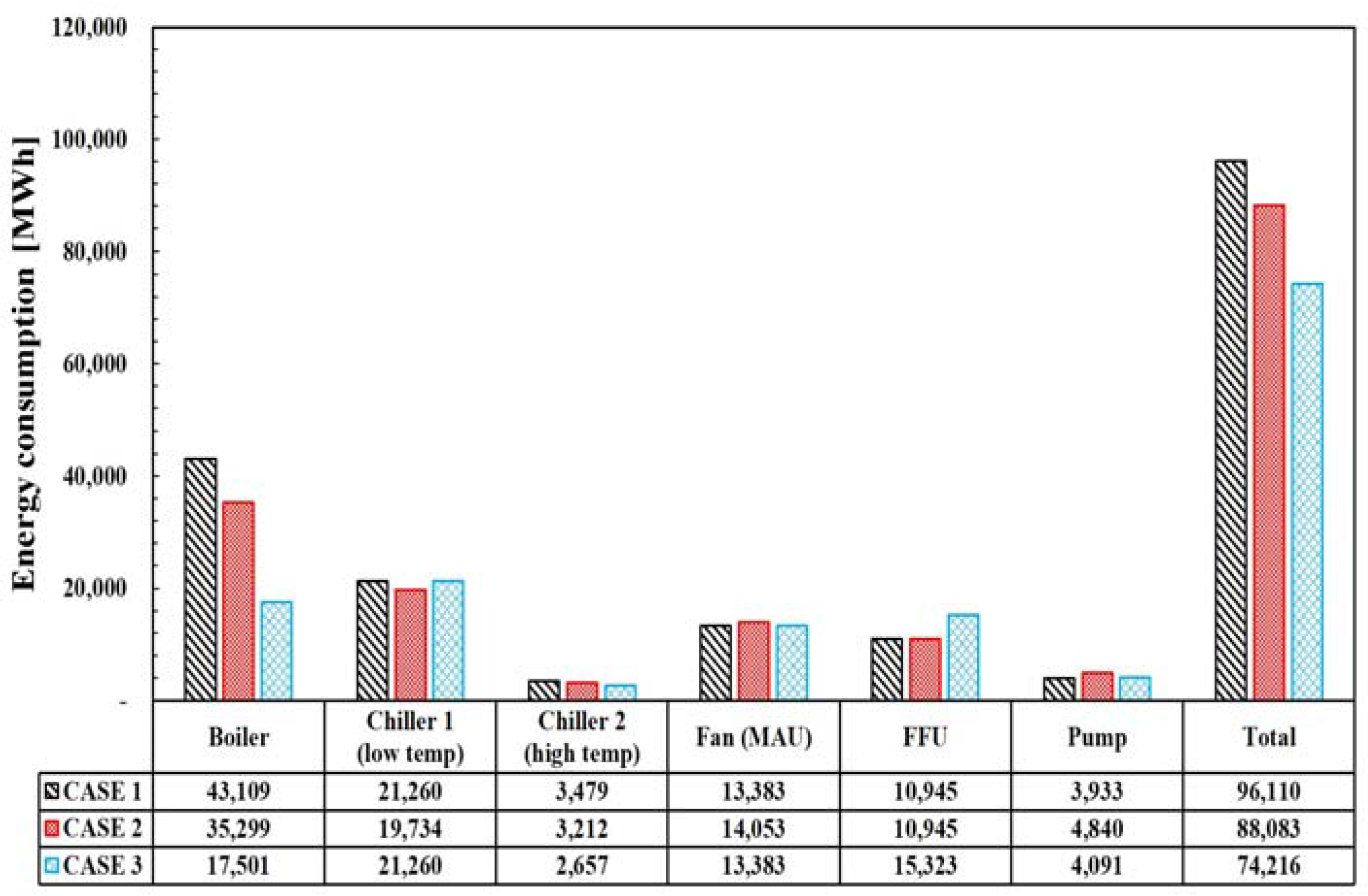
Figure 13 shows the energy consumption for the overall HVAC system to maintain the indoor environment of the cleanroom for each case. The components of the entire HVAC system are as follows: a boiler, low temperature chiller, high temperature chiller, fan, FFU, and pump. Additionally, for comparing the energy consumption of HVAC systems, the primary energy conversion factors of electricity and gas were adopted as 2.75 and 1.1 respectively [
37].
A boiler is used to process the load of the preheating coil and the direct-injection steam humidifier. To humidify the process air, a large amount of heating energy is required to generate the steam required for the steam humidifier. As a result, the energy consumption of the boiler is the greatest in Case 1. CASE 2 and CASE 3 exhibits a 13% and 56% reduction in of boiler energy consumption compared to CASE 1, respectively, because there is no need for heat energy in the humidification process. Additionally, the preheating coil load required for humidification depends on the location of the pressurized water atomizer (i.e., whether placed in the MAU or in the return duct). The system in CASE 2 consumes about twice the boiler energy as in CASE 3 due to it having the greatest preheating coil load of the three cases.
The chiller energy is consumed by the low-temperature chiller, which supplied low-temperature chilled water to the cooling coil of the MAU, and the high-temperature chiller, which supplied the DCC with relatively high-temperature chilled water. Depending on operating mode of the MAU for each case, the energy consumed by the low-temperature chiller in both CASE 1 and CASE 3 is equivalent. However, in CASE 2, only the pressurized water atomizer operates when the outdoor air condition is included in Region B. Therefore, the low-temperature chiller energy consumption of CASE 2 shows a 7% savings in energy consumption as compared to other cases. The operating energy of the high temperature chiller is the lowest in CASE 3, which employs a pressurized water atomizer in the return duct, due to the evaporative cooling effect of the adiabatic humidification. The DCC load is reduced during the humidification process when the pressurized water atomizer is located in front of the DCC. On the other hand, in CASE 2, when the outdoor air condition is located in Region B, only the pressurized water atomizer operates in the MAU. The supply air temperature in the MAU changes depending on the amount of humidification from evaporative cooling. Accordingly, the air temperature passing through the MAU is higher than the set-point temperature (i.e., 12 °C). Therefore, the DCC load is increased when operating in Region B. However, when the outdoor air condition is in Region C, the air is supplied to the return duct shaft at the dew-point temperature (i.e., 10.4 °C), which is lower than the MAU set-point temperature. The high-temperature chiller load in CASE 2 is reduced, as compared to CASE 1. CASE 2 and CASE 3 exhibit an 8% and 24% reduction in the energy consumption of the high-temperature chiller, respectively, as compared to CASE 1.
The pressurized water atomizer an adiabatic humidification requires the installation of an eliminator. For CASE 2 and CASE 3, the eliminator is assumed to be installed in the MAU and in the return duct, respectively, to prevent carry over. As a result, the energy consumption rate of the fan in the MAU exhibits a 5% increase for CASE 2 as compared to the other cases, whereas the energy consumption of the FFU in CASE 3 exhibits a 40% increase over the other cases due to the large amount of air flow supplied to the cleanroom.
In terms of pump energy, CASE 2 and CASE 3 using the pressurized water atomizer exhibits a 23% and 4% increase in energy consumption with respect to CASE 1, respectively. To inject the fine water droplets from a pressurized water atomizer, a high-pressure pump is required, resulting in an increase in energy consumption relative to the pumps used in direct-injection steam humidifiers. In addition, the droplet size in CASE 2 differs from that in CASE 3 depending on the location of the pressurized water atomizer resulting in different pressure drops at the nozzle. CASE 2, which has a pressurized water atomizer installed in the MAU, has a short evaporation distance than CASE 3 resulting in that spraying finer droplets. On the other hand, in CASE 3, the evaporation distance is longer than that for CASE 2. This results in a larger droplet size and a smaller pressure drop relative to CASE 2. As a result, CASE 3 consumes 15% less energy for pumping as compared to CASE 2.
In regard to the total energy consumption, CASE 3 shows the least amount among the three cases. The energy consumption of CASE 2 and CASE 3 using the pressurized water atomizer exhibits a reduction of 8% and 23%, respectively, relative to CASE 1. In addition, with respect to CASE 2, the greater energy savings in CASE 3 is a result of installation position of the pressurized water atomizer.
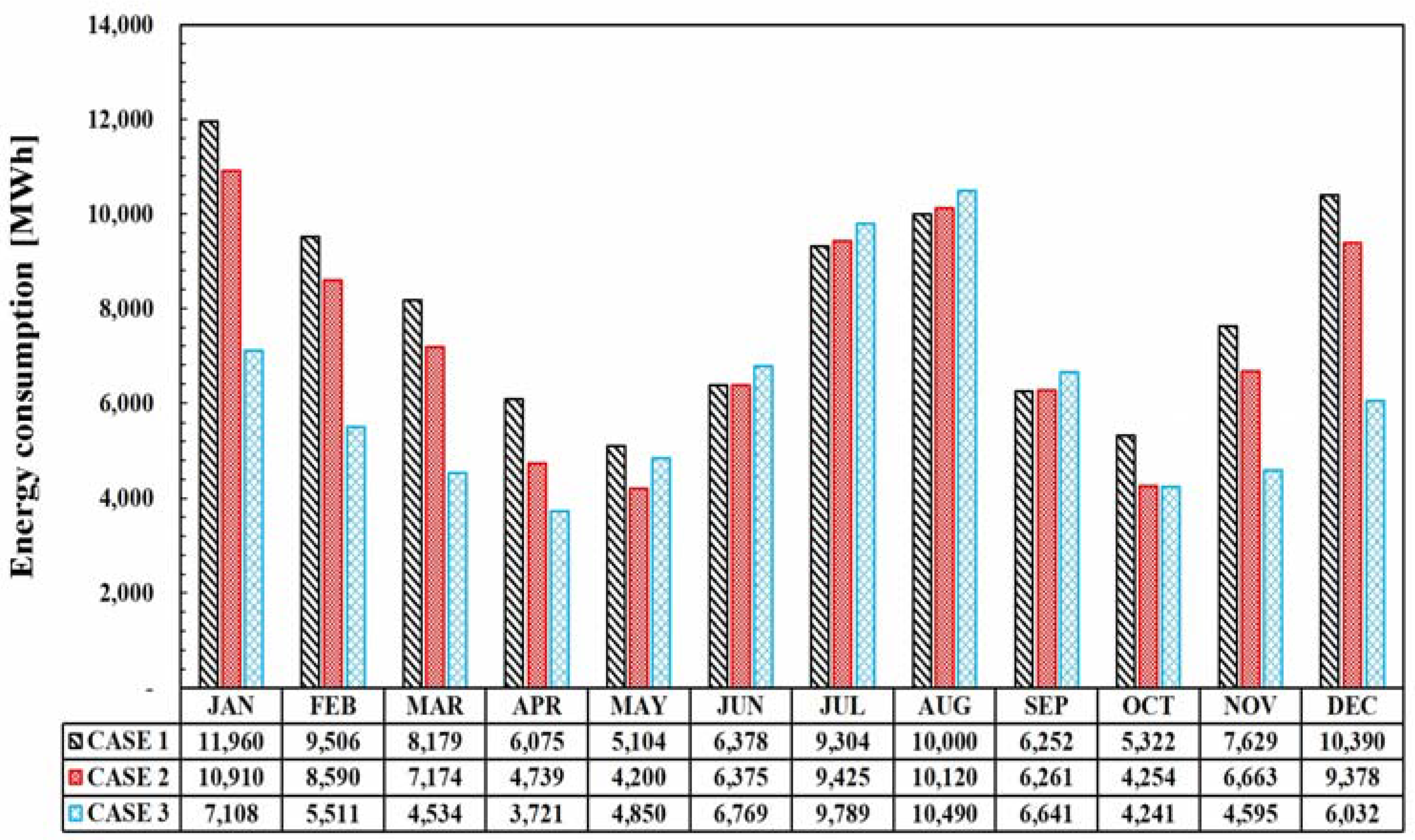
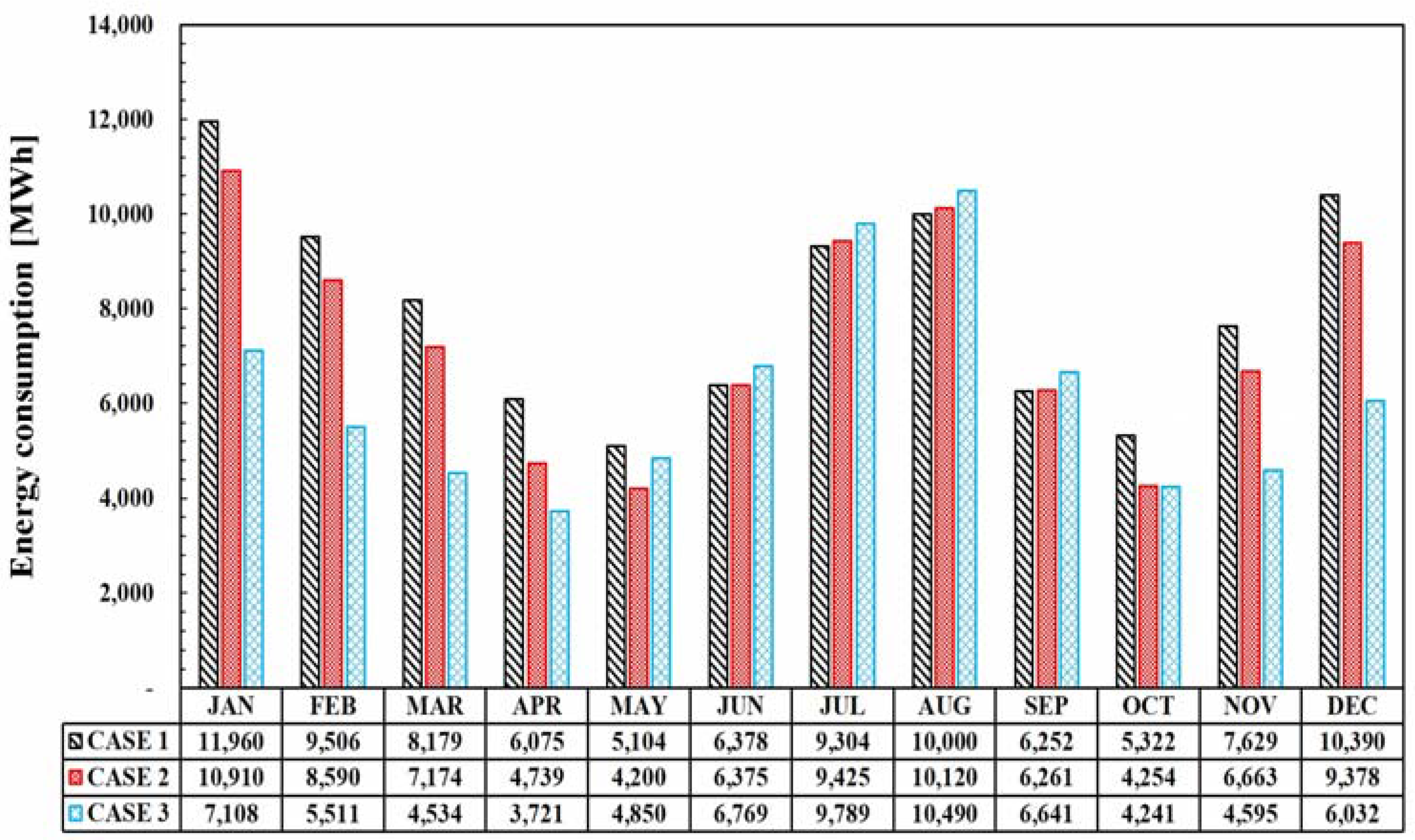
5.4. Comparison of Monthly Operating Energy Consumption
Figure 14 shows the monthly energy consumption of the overall HVAC system for each case. The energy consumption of CASE 1, as a reference case, is at the lowest in June, July, and August, when humidification of the outdoor air is not required, and in September when the humidity of the outdoor air is relatively high
. In CASE 2 and CASE 3, an eliminator is necessary to employ a pressurized water atomizer in an HVAC system. In addition, since the amount of airflow supplied from the FFU to the cleanroom is larger than that supplied to the return duct from the MAU, the pressure drop across the FFU is larger than that across the fan in MAU. Therefore, the energy consumption rate of the MAU fan and the FFU increases in CASE 2 and CASE 3, respectively compared to CASE 1. Furthermore, in June, July, August, and September, the total energy consumption rate of the HVAC system is at its highest in CASE 3, whose pressurized water atomizer is installed in the return duct. On the other hand, during winter and the intermediate seasons that require humidification, CASE 2 and CASE 3 exhibit a lower amount of total energy consumption relative to CASE 1. Thus, by replace the steam humidifier with a water atomizer, energy savings can be expected when humidification is required. However, when humidification is not required, HVAC systems with a pressurized water atomizer consumes more energy than systems employing conventional steam humidifiers.
6. Conclusions
In this paper, the applicability of an adiabatic humidification method using a pressurized water atomizer was evaluated. The operating energy consumption and processes of HVAC systems for semiconductor cleanrooms were compared and analyzed as case studies. Three HVAC system cases were studied: CASE 1 included a MAU with a direct-injection steam humidifier, DCC, and FFU. CASE 2 included a MAU with a pressurized water atomizer, DCC, and FFU. CASE 3 included a MAU, DCC, FFU, and a pressurized water atomizer installed in the return duct. When a pressurized water atomizer is employed in an HVAC system, it is necessary to install an eliminator. Because of the increase in energy consumption for the fan, HVAC systems with a pressurized water atomizer consume more energy than those employing direct-injection steam humidifiers when not operating in humidification mode. Also, pressured water atomizer exhibit greater water usage than direct-injection steam humidifiers. However, pressurized water atomizers have an energy-saving potential as compared to conventional direct-injection steam humidifiers because the adiabatic humidification has an evaporative cooling effect and no heat source is required to generate the steam used in conventional steam humidification systems. As a result, CASE 2 and CASE 3 consumed 8% and 23% less total energy relative to CASE 1, respectively. Therefore, pressurized water atomizers for humidification consume lower energy than conventional steam humidifiers in cleanroom HVAC systems. Additionally, a pressurized water atomizer installed in the return duct exhibits greater energy conservation potential than when installed in the MAU.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}