
Experimental Research on the Effect of Fiberglass on the Performance of Epoxy Asphalt Concrete

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Epoxy Asphalt Concrete
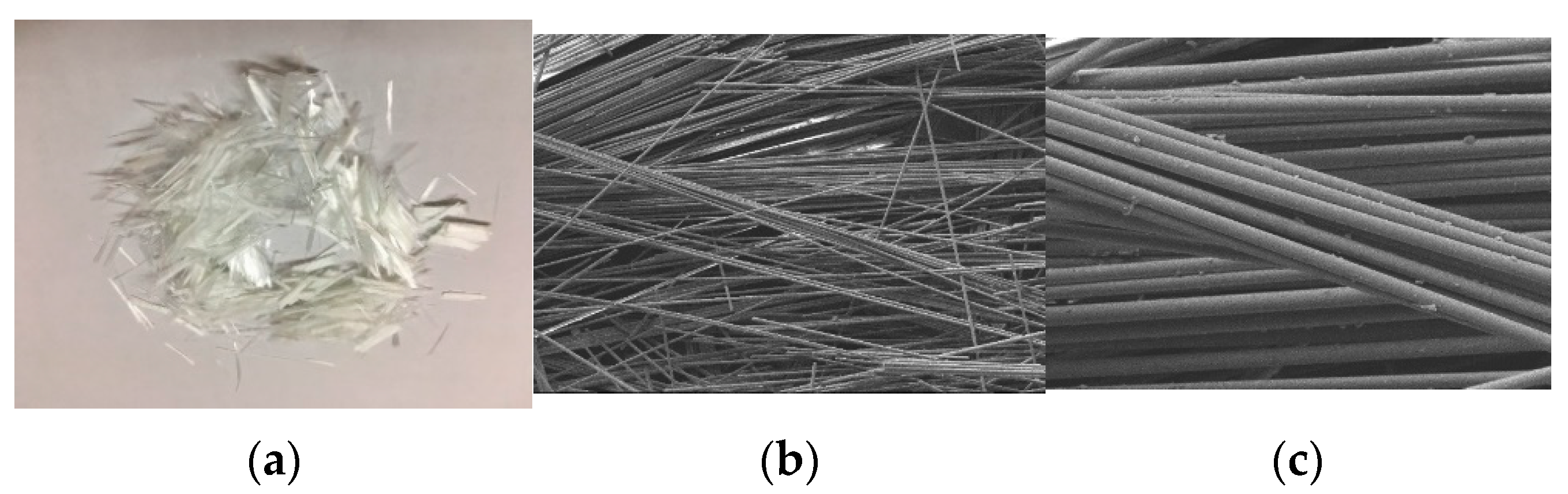
2.2. Fiberglass
2.3. Related Tests of Fiberglass-Modified Epoxy Asphalt Mastic
2.3.1. Preparation of Epoxy Asphalt Mastic Specimens
2.3.2. Tensile Test
2.3.3. SEM Scanning Test
2.4. Relevant Tests of Fiberglass-Modified Epoxy Asphalt Mixture
2.4.1. Marshall Test
2.4.2. Bending Test
2.4.3. Four-Point Bending Fatigue Test
2.4.4. SEM Scanning Test
3. Results and Discussion
3.1. Properties of Fiberglass-Modified Epoxy Asphalt Mastic
3.1.1. Tensile Test
- (1)
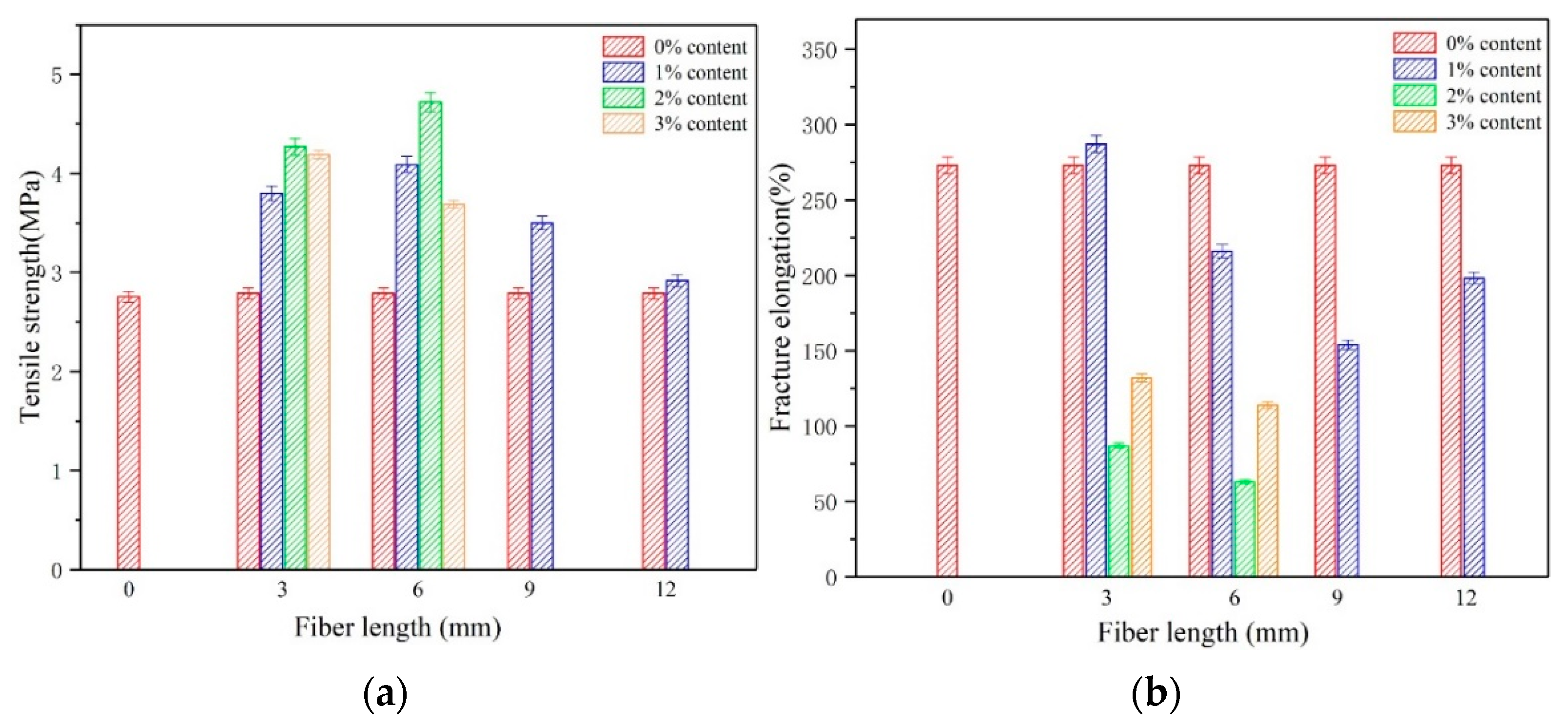
- The enhancement effect of fiberglass on epoxy asphalt mastic varies with the doping amount of the same fiberglass length. According to the tensile test results following the doping of different amounts of 3 mm and 6 mm fiberglass, the effect was most obvious when 2% was added, and the tensile strength increased by 53.0% and 69.2%, respectively, compared with the control group.
- (2)
- When the fiberglass content remained the same and the length of the fiberglass varied, the reinforcement effect on the epoxy asphalt mastic varied. At a 1% dose, the effect of modification was best at 6 mm length, and the strength was 46.6% higher than that of the control group. Therefore, the length and content of fiberglass plays an important role in the tensile strength of epoxy asphalt mastic.
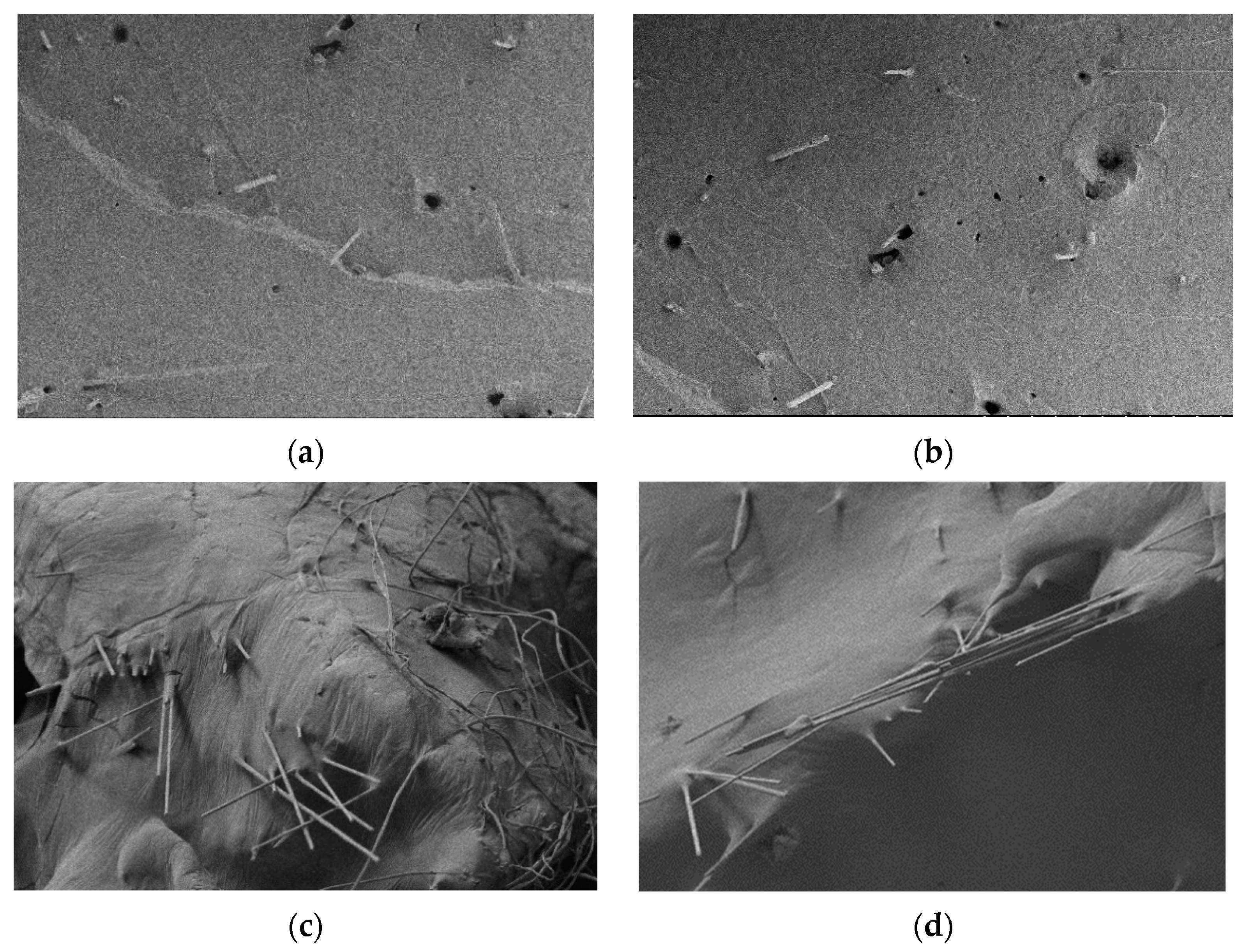
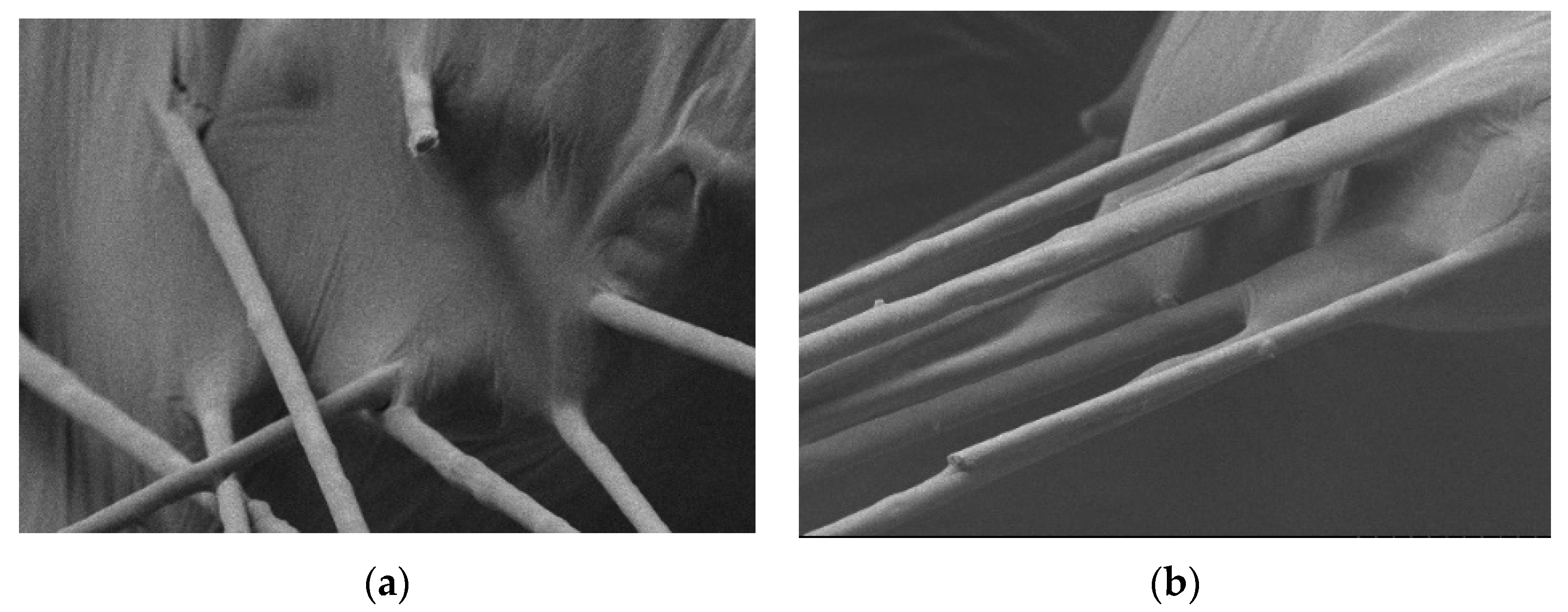
3.1.2. Microscopic Analysis of the Fracture Surface of the Mastic Tensile Specimen
3.2. Properties of Fiberglass-Modified Epoxy Asphalt Mixture
3.2.1. Determination of the Content of Glass Fiber
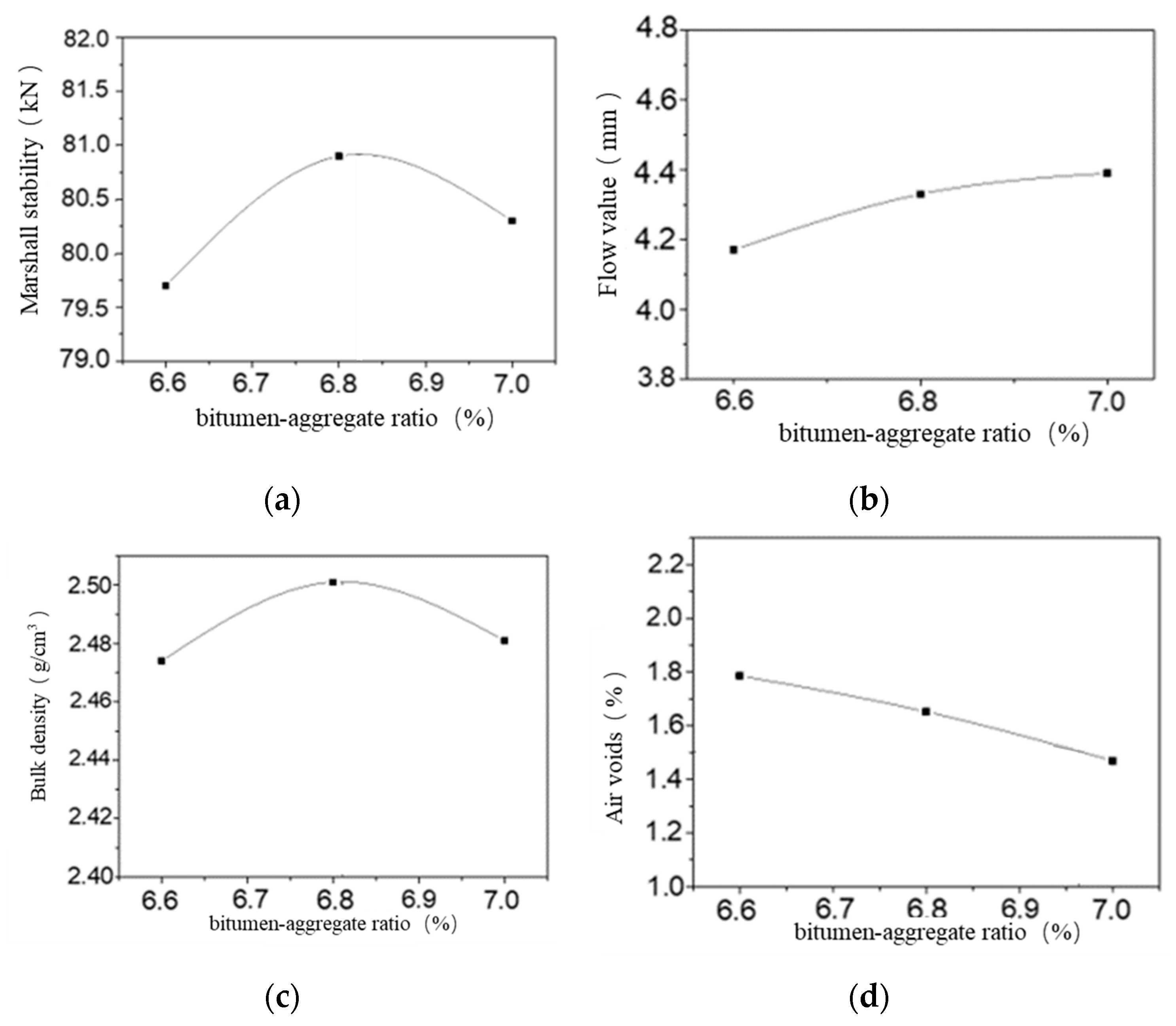
3.2.2. Determination of Optimum Bitumen/Aggregate Ratio
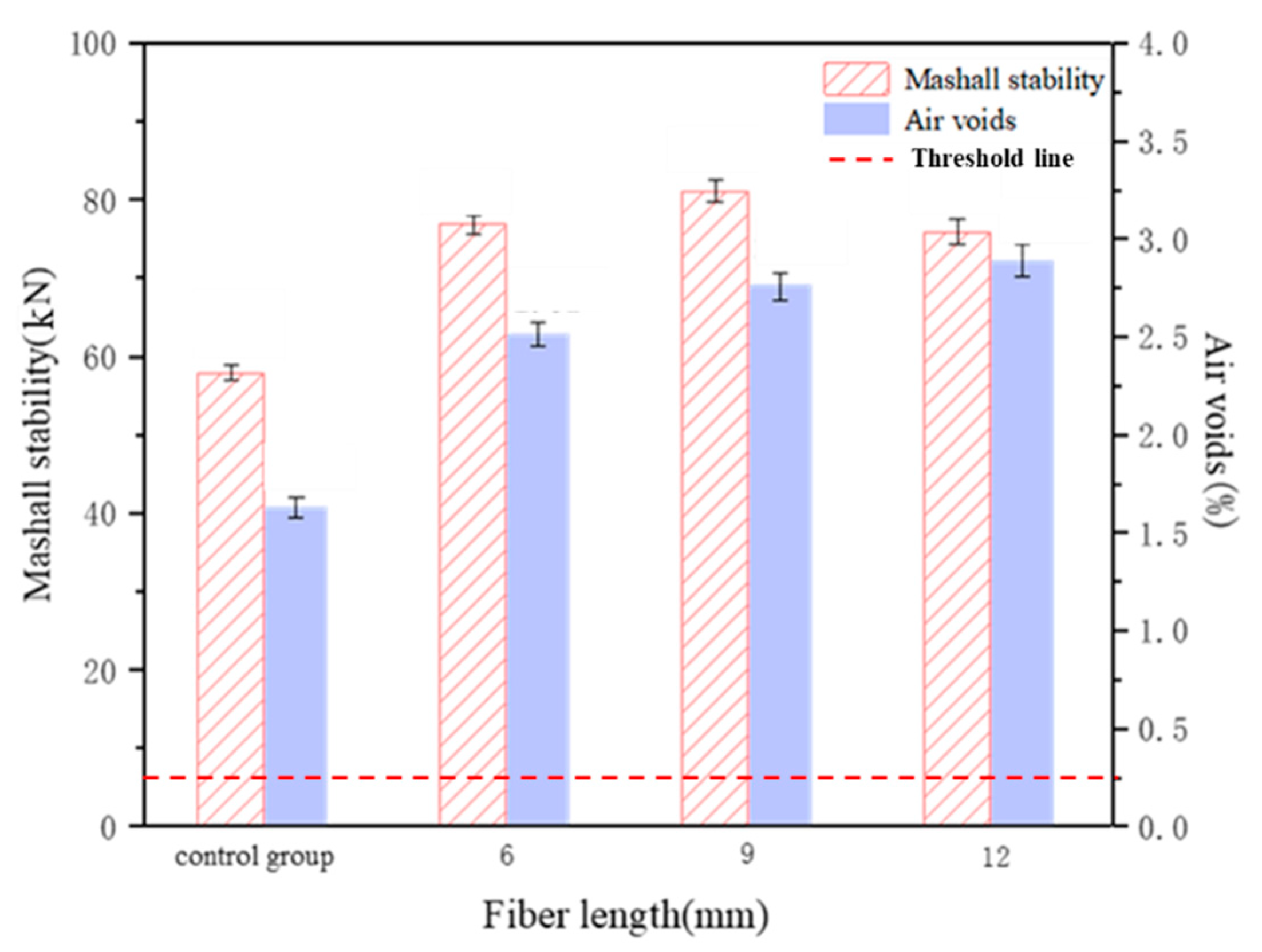
3.2.3. Marshall Stability Test
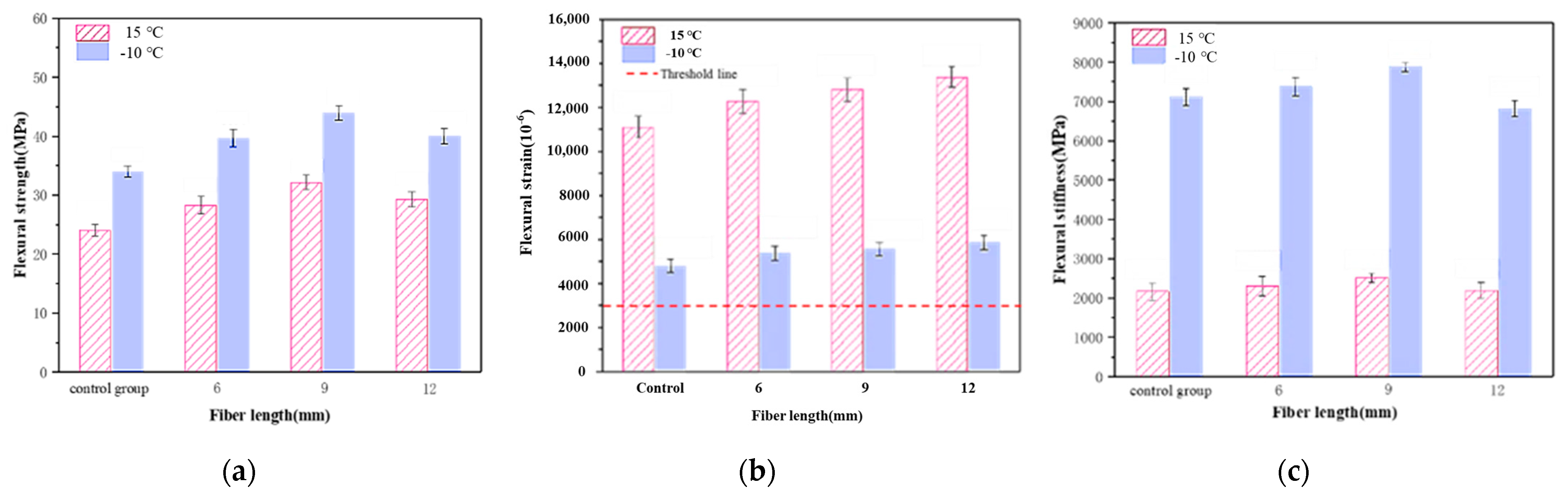
3.2.4. Bending Property Test of Mixture
- (1)
- Under the test temperature of 15 °C, the bending tensile strength of the epoxy asphalt mixtures with 6 mm, 9 mm and 12 mm fiberglass was 17.6%, 33.7% and 21.7% higher, respectively, than that in the control group, i.e., the epoxy asphalt mixture with the 9 mm fiberglass had the highest bending tensile strength. The ultimate bending tensile strain was 10.6%, 15.3% and 20.4% higher, respectively, than that in the control group. The epoxy asphalt mixture with the 12 mm fiberglass had the highest ultimate bending tensile strain and the best low-temperature flexibility. The bending strength modulus was 6.4%, 16.0% and 1.1% higher, respectively, than that in the control group, and the bending strength modulus of the epoxy asphalt mixture with the 9 mm fiberglass was the highest.
- (2)
- The bending and tensile strengths of the epoxy asphalt mixtures with 6 mm, 9 mm and 12 mm fiberglass were 16.8%, 29.25% and 17.7% higher, respectively, than that of the control group at −10 °C. Compared with those in the control group, the final bending and tensile strain were 12.6%, 16.7% and 22.8% higher, respectively, and the bending stiffness modulus of the epoxy asphalt mixture was 3.7% and 10.7% higher, respectively, than that of the 6 mm and 9 mm fiberglass mixtures. The bending stiffness of the 12 mm fiberglass mixture was 4.1% lower than that of the control group.
- (3)
- The bending test results show that fiberglass can obviously improve the bending performance of epoxy asphalt mixtures. The laws of the influences of the fiberglass length on the bending tensile strength and ultimate bending tensile strain were basically the same; that is, the bending tensile strength of the epoxy asphalt mixture with the 9 mm fiberglass was the highest, and the ultimate bending tensile strain increased with an increase in the length of the fibers. The range of the intensity and strain index was similar under different temperature conditions. At 15 °C, the improvements in the bending and flexural tensile strengths of the mixture were slightly higher than those at −10 °C, but the improvement in the ultimate flexural tensile strain was slightly lower than that at −10 °C. Compared with the mixing dispersibility of the fibers, the effective length of the fibers has a great influence on the ultimate bending and tensile strain of the epoxy asphalt mixture.
3.2.5. Mixture Fatigue Property Test
- (1)
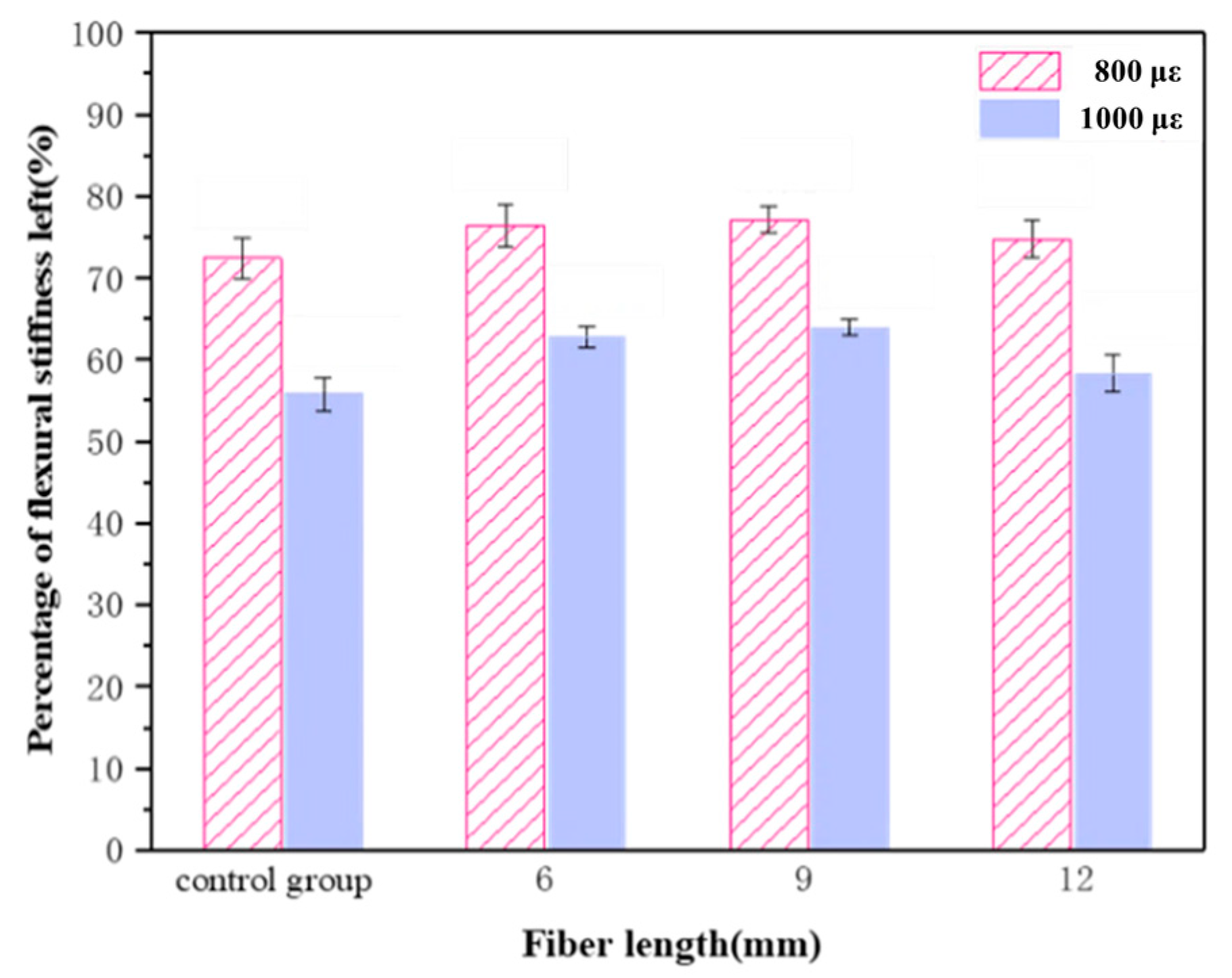
- The fatigue life of the control group and the experimental group for the three lengths of fiberglass exceeded 1 million times at both 800 μm and 1000 μm strain levels, and their fatigue properties were evaluated by comparing the flexural stiffness modulus residue ratio at 1 million times the load of each group, considering the conditions at the time of the tests.
- (2)
- When the strain level was 800 με, the addition of fiberglass can significantly improve the fatigue property of the epoxy asphalt mixture, and the fatigue property of the epoxy asphalt mixture with the 9 mm fiberglass showed the most obvious improvement. However, the performance improvement for the 6 mm fiberglass mixture was not very different, and the performance improvement for the 12 mm fiberglass mixture was smaller. The stiffness modulus of the 9 mm fiberglass mixture remained high during the experiment, while the poor dispersibility of the 12 mm fiberglass increased the porosity of the mixture, resulting in less performance improvement.
- (3)
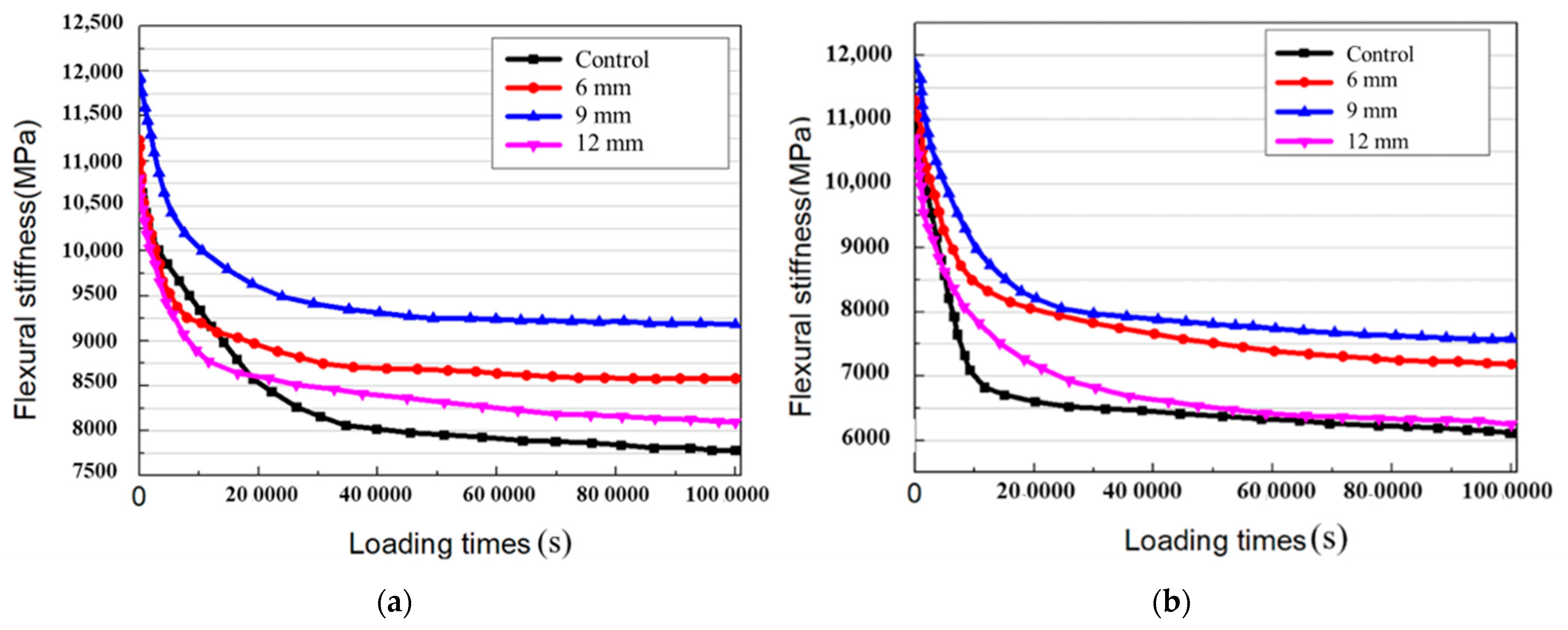
- When the strain level was 1000 με, the fatigue property improvement effect of adding fiberglass to the epoxy asphalt mixture was higher than that at the 800 με strain level test, and the best fatigue property improvement effect was achieved by adding fiberglass with a length of 9 mm. The addition of fiberglass changed the change trend for the modulus decay of the mixture, which tended to be moderate at the time of loading up to 100,000 times.
3.2.6. Statistical Analysis of Fatigue Property Test Data
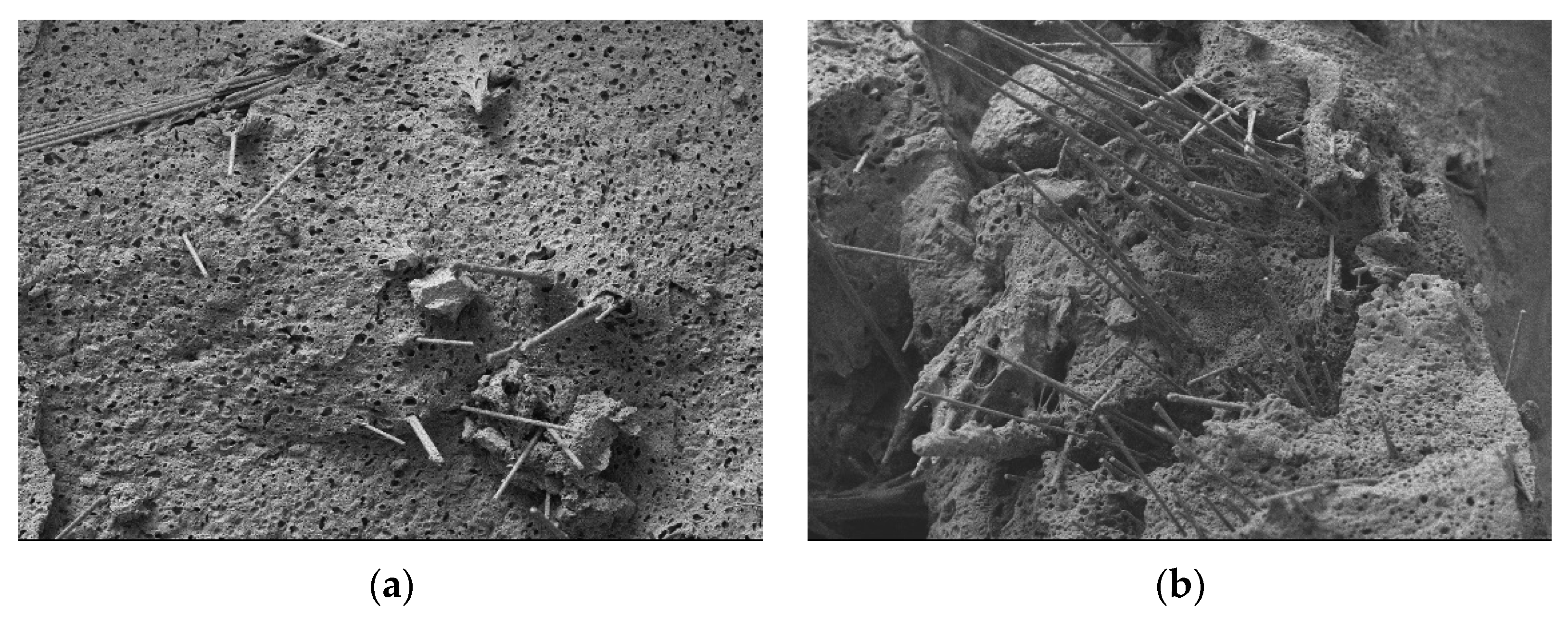
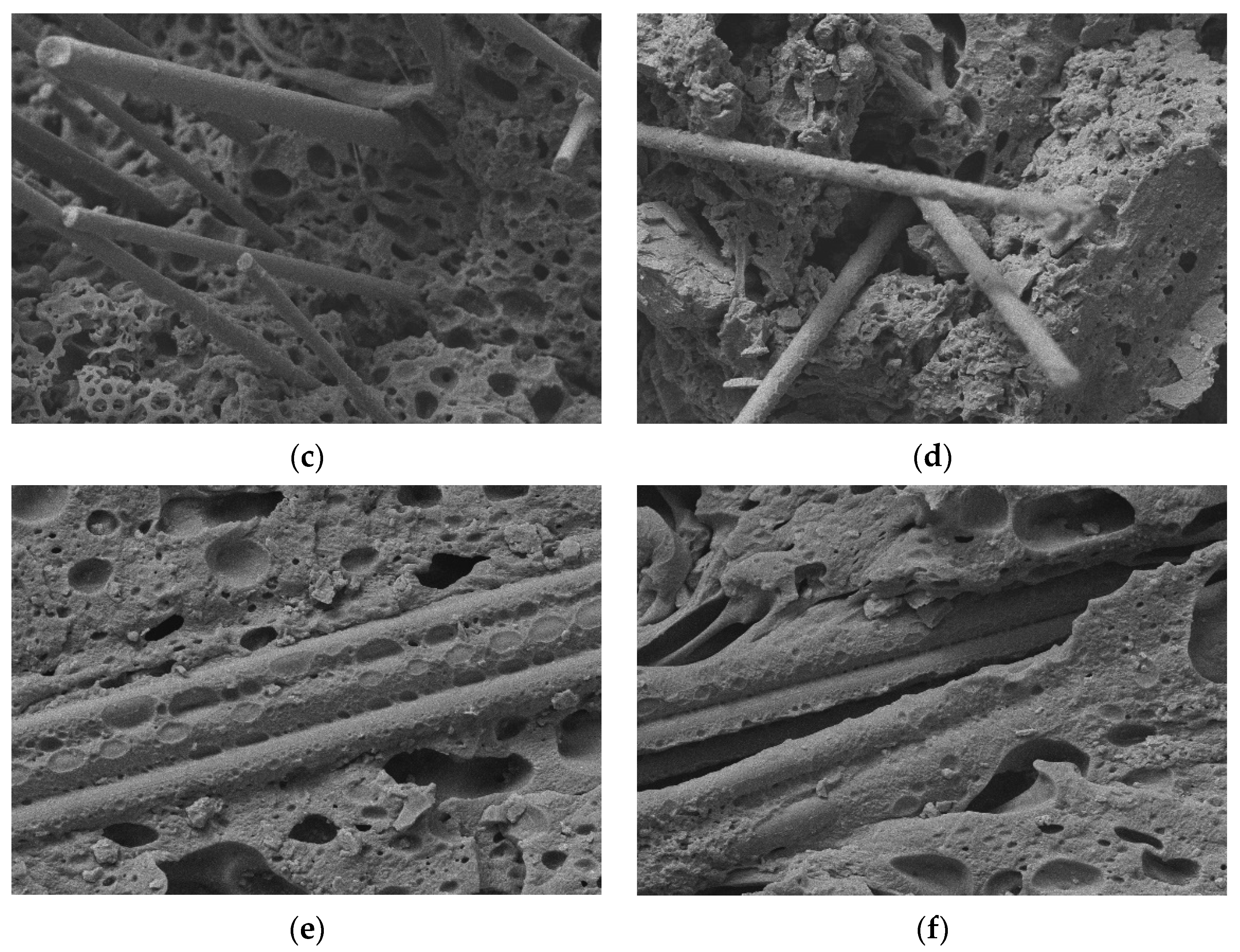
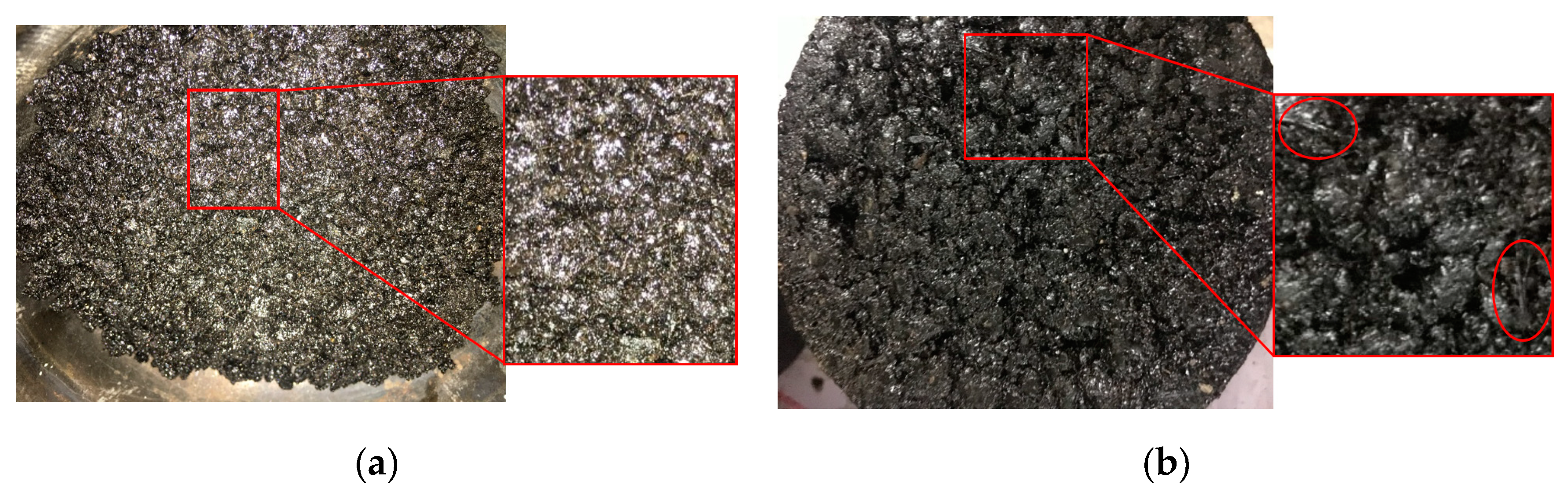
3.2.7. Mixture Cross-Sectional Microscopic Analysis
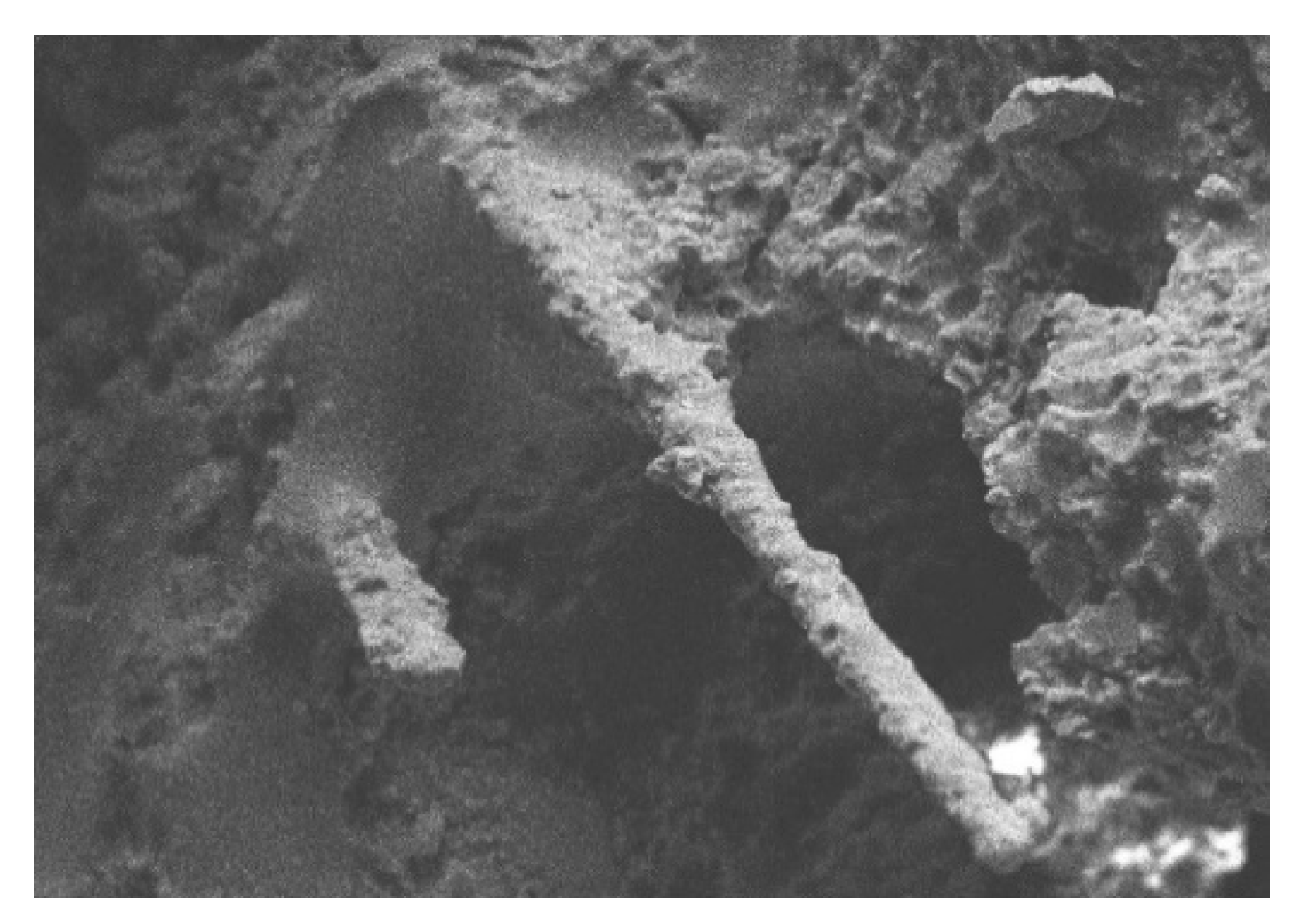
- (1)
- Before etching, the fiberglass surface on the fractured surface of the mixture was coated with epoxy asphalt, indicating that the fiberglass epoxy asphalt had a good bonding effect.
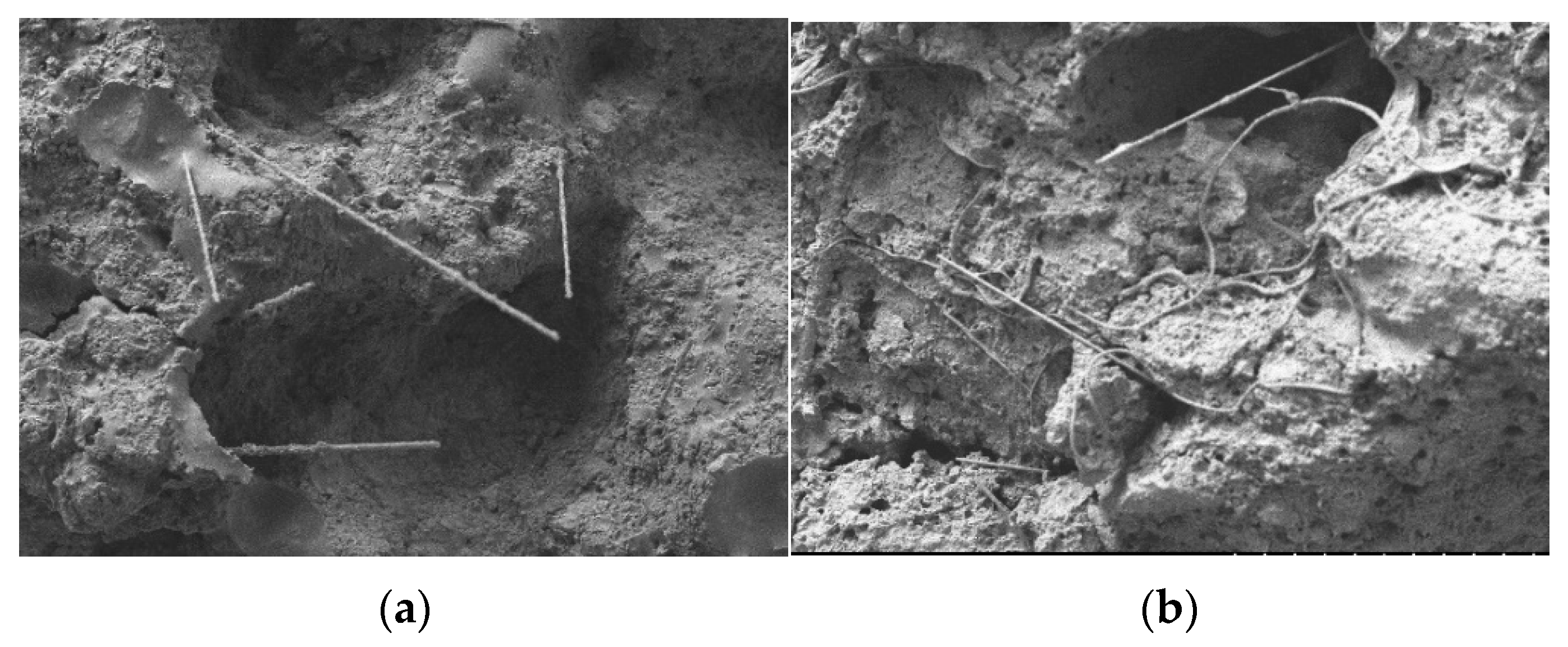
- (2)
- After etching, the asphalt on the surface of the specimen had dissolved away, the epoxy resin skeleton structure was exposed, the fiberglass surface was wrapped in epoxy resin and staggered in space, the fiberglass spanned both sides of the microcrack, and more agglomerates and clusters of the 12 mm fiberglass appeared.
- (3)
- The SEM images demonstrated that the fiberglass and epoxy asphalt mixture had good deformation coordination abilities and remarkable crack resistance effects. Fiberglass, as a reinforcing material in the epoxy asphalt mixture matrix, can effectively inhibit the development of microcracks and reduce stress concentration. The enhancement effect of fiberglass on an epoxy asphalt mixture depends on the dispersibility and effective length of the fiberglass. There was slight agglomeration and clustering in the epoxy asphalt mixture with the 9 mm fiberglass. This effective length of the fiberglass still allowed for good performance improvements, but there was too much aggregation and condensation in the mixture with the 12 mm fiberglass. As a result, the fiberglass and matrix material did not combine well, leading to an increase in the weak links in the mixture and a decrease in its properties.
4. Conclusions
- The tensile test of the asphalt mastic showed that the tensile strength of an epoxy asphalt mastic can be significantly increased by fiberglass. Compared with the epoxy asphalt mastic without fiberglass, the tensile strength of the fiberglass epoxy asphalt mastic with a length of 6 mm and a content of 2% increased by 69.2%. It was necessary to optimize the amount of fiber added.
- The SEM scanning observation of the tensile section of the epoxy asphalt mastic demonstrated that the fiberglass with high strength was distributed uniformly and randomly in space. However, there were more fiber agglomeration and bundles at the fracture of the specimen with a lower strength. The mixing of the fiberglass, due to excessive amounts or lengths, causes serious fiber agglomeration, and the reinforcement effect is not ideal.
- The optimal amount of fiberglass in the epoxy asphalt mixture was 5%, and the optimal length was 9 mm. The addition of fiberglass can significantly improve the Marshall stability, flexural strength and fatigue resistance. The Marshall stability increased by 43.5%, and the flexural and tensile strengths increased by 33.7%. The strength and fatigue resistance of epoxy asphalt bridge deck pavement can be effectively improved by optimizing the design and adding fiberglass.
- The dispersibility of fiberglass played an important role in its reinforcement effect. Evenly dispersed fiberglass can form a spatial network structure in the epoxy asphalt mixture, which can strengthen cracks and inhibit microcrack expansion. Unevenly dispersed agglomerated or bundled fibers may lead to local defects that are detrimental to the binding of fibers to matrix materials. The 9 mm fiberglass had both good dispersibility and a large length of action, with the most obvious enhancement effect.
- The microscopic observation of the epoxy asphalt mixture confirmed that the evenly distributed fiberglass bound well to the epoxy resin matrix on the fracture surface and can prevent cracking during the tensile process. Compared with the fiberglass distributed as monofilaments, bundled or agglomerated fibers are mostly distributed along the fracture surface, which is inconsistent with the direction of the tensile force and not conducive to reinforcement.
- In the future, we will explore more appropriate methods with which to study and evaluate the dispersion effect of glass fibers in epoxy asphalt mixtures and improve the analysis of the fiber-strengthening mechanism. Additionally, we will adopt a variety of gradation methods to study the fiber-strengthening effect and mechanism under different gradation conditions and to evaluate the performance-enhancing effects of different types, lengths and dosages of glass fibers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Apostolidis, P.; Liu, X.; Erkens, S.; Scarpas, A. Evaluation of Epoxy Modification in Bitumen. Constr. Build. Mater. 2019, 208, 361–368. [Google Scholar] [CrossRef]
- Xue, Y.; Qian, Z. Development and Performance Evaluation of Epoxy Asphalt Concrete Modified with Mineral Fiber. Constr. Build. Mater. 2016, 102, 378–383. [Google Scholar] [CrossRef]
- Qian, Z.; Liu, Y.; Liu, C.; Zheng, D. Design and Skid Resistance Evaluation of Skeleton-Dense Epoxy Asphalt Mixture for Steel Bridge Deck Pavement. Constr. Build. Mater. 2016, 114, 851–863. [Google Scholar] [CrossRef]
- Yin, H.; Zhang, Y.; Sun, Y.; Xu, W.; Yu, D.; Xie, H.; Cheng, R. Performance of Hot Mix Epoxy Asphalt Binder and Its Concrete. Mater. Struct. 2015, 48, 3825–3835. [Google Scholar] [CrossRef]
- Bocci, E.; Canestrari, F. Analysis of Structural Compatibility at Interface Between Asphalt Concrete Pavements and Orthotropic Steel Deck Surfaces. Transp. Res. Rec. J. Transp. Res. Board 2012, 2293, 1–7. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, S. Fatigue Endurance Limit of Epoxy Asphalt Concrete Pavement on the Deck of Long-Span Steel Bridge. Int. J. Pavement Res. Technol. 2018, 11, 408–415. [Google Scholar] [CrossRef]
- Luo, S.; Qian, Z.; Yang, X.; Lu, Q. Fatigue Behavior of Epoxy Asphalt Concrete and Its Moisture Susceptibility from Flexural Stiffness and Phase Angle. Constr. Build. Mater. 2017, 145, 506–517. [Google Scholar] [CrossRef]
- Cong, P.; Chen, S.; Yu, J. Investigation of the properties of epoxy resin--modified asphalt mixtures for application to orthotropic bridge decks. J. Appl. Polym. Sci. 2011, 121, 2310–2316. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Satheeshkumar, S.; Naveen, J. Glass Fiber-Reinforced Polymer Composites—A Review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Arabani, M.; Shabani, A. Evaluation of the Ceramic Fiber Modified Asphalt Binder. Constr. Build. Mater. 2019, 205, 377–386. [Google Scholar] [CrossRef]
- Chen, Z.; Yi, J.; Chen, Z.; Feng, D. Properties of Asphalt Binder Modified by Corn Stalk Fiber. Constr. Build. Mater. 2019, 212, 225–235. [Google Scholar] [CrossRef]
- Kim, M.-J.; Kim, S.; Yoo, D.-Y.; Shin, H.-O. Enhancing Mechanical Properties of Asphalt Concrete Using Synthetic Fibers. Constr. Build. Mater. 2018, 178, 233–243. [Google Scholar] [CrossRef]
- Guo, Q.; Li, L.; Cheng, Y.; Jiao, Y.; Xu, C. Laboratory Evaluation on Performance of Diatomite and Glass Fiber Compound Modified Asphalt Mixture. Mater. Des. 2015, 66, 51–59. [Google Scholar] [CrossRef]
- Xiong, R.; Fang, J.; Xu, A.; Guan, B.; Liu, Z. Laboratory Investigation on the Brucite Fiber Reinforced Asphalt Binder and Asphalt Concrete. Constr. Build. Mater. 2015, 83, 44–52. [Google Scholar] [CrossRef]
- Xiang, Q.; Xiao, F. Applications of Epoxy Materials in Pavement Engineering. Constr. Build. Mater. 2020, 235, 117529. [Google Scholar] [CrossRef]
- Morampudi, P.; Namala, K.K.; Gajjela, Y.K.; Barath, M.; Prudhvi, G. Review on Glass Fiber Reinforced Polymer Composites. Mater. Today Proc. 2021, 43, 314–319. [Google Scholar] [CrossRef]
- Ferrotti, G. Experimental Evaluation of the Influence of Surface Coating on Fiberglass Geogrid Performance in Asphalt Pavements. Geotext. Geomembr. 2012, 34, 11–18. [Google Scholar] [CrossRef]
- Mrema, A.H.; Noh, S.-H.; Kwon, O.-S.; Lee, J.-J. Performance of Glass Wool Fibers in Asphalt Concrete Mixtures. Materials 2020, 13, 4699. [Google Scholar] [CrossRef] [PubMed]
- Fakhri, M.; Hosseini, S.A. Laboratory Evaluation of Rutting and Moisture Damage Resistance of Glass Fiber Modified Warm Mix Asphalt Incorporating High RAP Proportion. Constr. Build. Mater. 2017, 134, 626–640. [Google Scholar] [CrossRef]
- Wu, S.; Ye, Q.; Li, N. Investigation of Rheological and Fatigue Properties of Asphalt Mixtures Containing Polyester Fibers. Constr. Build. Mater. 2008, 22, 2111–2115. [Google Scholar] [CrossRef]
- Lou, K.; Wu, X.; Xiao, P.; Zhang, C. Investigation on Fatigue Performance of Asphalt Mixture Reinforced by Basalt Fiber. Materials 2021, 14, 5596. [Google Scholar] [CrossRef] [PubMed]
- Arsenie, I.M.; Chazallon, C.; Themeli, A.; Duchez, J.L.; Doligez, D. Measurement and Prediction Model of the Fatigue Behavior of Glass Fiber Reinforced Bituminous Mixture. In Proceedings of the 7th RILEM International Conference on Cracking in Pavements, Dordrecht, The Netherlands, 20–22 June 2012; Scarpas, A., Kringos, N., Al-Qadi, I.A.L., Eds.; Springer: Dordrecht, The Netherlands, 2012; pp. 653–664. [Google Scholar] [CrossRef]
- Das, D.; Dubey, O.P.; Sharma, M.; Nayak, R.K.; Samal, C. Mechanical Properties and Abrasion Behaviour of Glass Fiber Reinforced Polymer Composites—A Case Study. Mater. Today Proc. 2019, 19, 506–511. [Google Scholar] [CrossRef]
- Rodsin, K.; Ali, N.; Joyklad, P.; Chaiyasarn, K.; Al Zand, A.W.; Hussain, Q. Improving Stress-Strain Behavior of Waste Aggregate Concrete Using Affordable Glass Fiber Reinforced Polymer (GFRP) Composites. Sustainability 2022, 14, 6611. [Google Scholar] [CrossRef]
- Wang, X.; Wu, R.; Zhang, L. Development and Performance Evaluation of Epoxy Asphalt Concrete Modified with Glass Fibre. Road Mater. Pavement Des. 2019, 20, 715–726. [Google Scholar] [CrossRef]
- Wang, W.-C.; Wang, H.-Y.; Chang, K.-H.; Wang, S.-Y. Effect of High Temperature on the Strength and Thermal Conductivity of Glass Fiber Concrete. Constr. Build. Mater. 2020, 245, 118387. [Google Scholar] [CrossRef]
- Zarei, A.; Zarei, M.; Janmohammadi, O. Evaluation of the Effect of Lignin and Glass Fiber on the Technical Properties of Asphalt Mixtures. Arab. J. Sci. Eng. 2019, 44, 4085–4094. [Google Scholar] [CrossRef]
- Ahmad, J.; González-Lezcano, R.A.; Majdi, A.; Ben Kahla, N.; Deifalla, A.F.; El-Shorbagy, M.A. Glass Fibers Reinfor-ced Concrete: Overview on Mechanical, Durability and Microstructure Analysis. Materials 2022, 15, 5111. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Z.; Tan, L.; Xu, Y.; Wang, C.; Liu, P.; Yu, H.; Oeser, M. Laboratory Evaluation of Emulsified Asphalt Reinforced with Glass Fiber Treated with Different Methods. J. Clean Prod. 2020, 274, 123116. [Google Scholar] [CrossRef]
- Mousa, S.; Alomari, A.S.; Vantadori, S.; Alhazmi, W.H.; Abd-Elhady, A.A.; Sallam, H.E.-D.M. Mechanical Behavior of Epoxy Reinforced by Hybrid Short Palm/Glass Fibers. Sustainability 2022, 14, 9425. [Google Scholar] [CrossRef]
- Xu, W.; Zhuang, G.; Chen, Z.; Wei, J. Experimental Study on the Micromorphology and Strength Formation Mechanism of Epoxy Asphalt During the Curing Reaction. Appl. Sci. 2020, 10, 2610. [Google Scholar] [CrossRef]
- Devendra, K.; Rangaswamy, T. Strength Characterization of E-Glass Fiber Reinforced Epoxy Composites with Filler Materials. JMMCE 2013, 1, 353–357. [Google Scholar] [CrossRef]
- Habal, A.; Singh, D. Effects of Warm Mix Asphalt Additives on Bonding Potential and Failure Pattern of Asphalt-Aggr-egate Systems Using Strength and Energy Parameters. Int. J. Pavement Eng. 2021, 22, 467–479. [Google Scholar] [CrossRef]
- Habal, A.; Singh, D. Establishing Threshold Value of Surface Free Energy and Binder Bond Strength Parameters for Basaltic Asphalt Mixes. Road Mater. Pavement Des. 2022, 23, 1877–1899. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Item | Unit | Test Result | Test Method |
|---|---|---|---|
| Tensile strength at 23 °C | MPa | 4.79 | ASTM D638 |
| Fracture elongation at 23 °C | % | 105 | ASTM D638 |
| Type of Binder | Test Item | Unit | Test Result | Test Method |
|---|---|---|---|---|
| A-70 matrix asphalt | Penetration at 25 °C | 0.1 mm | 65 | ASTM D5 |
| Softening point | °C | 47 | ASTM D36 | |
| Ductility at 15 °C, 50 mm/min | cm | >100 | ASTM D113 | |
| Density at 15 °C | g/cm3 | 1.032 | ASTM D1298 | |
| Solubility | % | 99.60 | ASTM D2042 | |
| Flash point | °C | 345 | ASTM D92 | |
| Epoxy asphalt | Penetration at 25 °C | 0.1 mm | 19 | ASTM D5 |
| Softening point | °C | >100 | ASTM D36 | |
| Tensile strength at 23 °C | MPa | 2.93 | ASTM D638 |
| Sieve/mm | 13.2 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.15 | 0.075 |
| Percentage passing/% | 100.0 | 98.5 | 76.6 | 55.2 | 42.1 | 31.9 | 22.5 | 17.8 | 12.3 |
| Test Item | Unit | Test Result |
|---|---|---|
| Diameter | Μm | 12 |
| Density | g/cm3 | 2.6 |
| Tensile strength | MPa | 3100 |
| Fracture elongation | % | 3.50 |
| Elastic modulus | GPa | 80 |
| Softening point | °C | 900 |
| Fiber Length (mm) | Serial Number | Fiber Content (%) | Stability (kN) | Flow Value (mm) | Bulk Density (g/cm3) | Air Voids (%) |
|---|---|---|---|---|---|---|
| Control group | A | 0 | 57.9 | 4.13 | 2.564 | 1.63 |
| 3 | B1 | 2 | 64.7 | 4.95 | 2.545 | 2.36 |
| B2 | 5 | 69.4 | 3.98 | 2.536 | 2.67 | |
| B3 | 10 | 61.5 | 4.27 | 2.508 | 3.75 | |
| 6 | C1 | 2 | 69.4 | 4.17 | 2.546 | 2.32 |
| C2 | 5 | 76.9 | 4.31 | 2.540 | 2.51 | |
| C3 | 10 | 64.0 | 4.47 | 2.508 | 3.75 | |
| 9 | D1 | 2 | 67.9 | 4.91 | 2.538 | 2.61 |
| D2 | 5 | 81.1 | 4.53 | 2.518 | 2.76 | |
| D3 | 10 | 65.2 | 4.67 | 2.491 | 4.41 | |
| 12 | E1 | 2 | 64.5 | 3.52 | 2.537 | 2.63 |
| E2 | 5 | 75.9 | 4.33 | 2.531 | 2.89 | |
| E3 | 10 | 64.1 | 4.66 | 2.503 | 3.97 |
| Fiber Length (mm) | Bitumen/Aggregate Ratio (%) | Stability (kN) | Flow Value (mm) | Bulk Density (g/cm3) | Air Voids (%) |
|---|---|---|---|---|---|
| 6 | 6.6% | 79.7 | 4.17 | 2.474 | 1.79 |
| 6.8% | 80.9 | 4.33 | 2.501 | 1.65 | |
| 7.0% | 80.3 | 4.39 | 2.481 | 1.47 | |
| 9 | 6.6% | 81.0 | 4.89 | 2.533 | 2.61 |
| 6.8% | 83.1 | 4.93 | 2.540 | 2.48 | |
| 7.0% | 82.3 | 4.97 | 2.538 | 2.40 | |
| 12 | 6.6% | 75.9 | 4.33 | 2.537 | 2.87 |
| 6.8% | 76.9 | 4.36 | 2.531 | 2.68 | |
| 7.0% | 76.2 | 4.41 | 2.503 | 2.62 |
| Glass Fiber Length (mm) | Optimal Dosage (%) | OAC (%) |
|---|---|---|
| 6 | 5 | 6.88 |
| 9 | 5 | 6.90 |
| 12 | 5 | 6.83 |
| Fiberglass (Average Value ± Standard Deviation) | F | p | ||||
|---|---|---|---|---|---|---|
| 12 mm (n = 3) | 6 mm (n = 3) | 9 mm (n = 3) | Control Group (n = 3) | |||
| Residual modulus ratio (%) | 74.70 ± 0.70 | 76.40 ± 0.40 | 77.10 ± 0.10 | 72.40 ± 1.30 | 22.349 | 0.000 ** |
| (I) Fiberglass | (J) Fiberglass | (I) Average Value | (J) Average Value | Difference Value (I–J) | p | |
|---|---|---|---|---|---|---|
| Residual modulus ratio (%) | 12 mm | 6 mm | 74.700 | 76.400 | −1.700 | 0.099 |
| 12 mm | 9 mm | 74.700 | 77.100 | −2.400 | 0.021 * | |
| 12 mm | Control group | 74.700 | 72.400 | 2.300 | 0.026 * | |
| 6 mm | 9 mm | 76.400 | 77.100 | −0.700 | 0.676 | |
| 6 mm | Control group | 76.400 | 72.400 | 4.000 | 0.001 ** | |
| 9 mm | Control group | 77.100 | 72.400 | 4.700 | 0.001 ** |
| Fiberglass (Average Value ± Standard Deviation) | F | p | ||||
|---|---|---|---|---|---|---|
| 12 mm (n = 3) | 6 mm (n = 3) | 9 mm (n = 3) | Control Group (n = 3) | |||
| Residual modulus ratio (%) | 58.30 ± 0.10 | 62.70 ± 1.50 | 63.90 ± 0.60 | 55.80 ± 2.20 | 23.007 | 0.000 ** |
| (I) Fiberglass | (J) Fiberglass | (I) Average Value | (J) Average Value | Difference Value (I–J) | p | |
|---|---|---|---|---|---|---|
| Residual modulus ratio (%) | 12 mm | 6 mm | 58.300 | 62.700 | −4.400 | 0.018 * |
| 12 mm | 9 mm | 58.300 | 63.900 | −5.600 | 0.005 ** | |
| 12 mm | Control group | 58.300 | 55.800 | 2.500 | 0.192 | |
| 6 mm | 9 mm | 62.700 | 63.900 | −1.200 | 0.697 | |
| 6 mm | Control group | 62.700 | 55.800 | 6.900 | 0.001 ** | |
| 9 mm | Control group | 63.900 | 55.800 | 8.100 | 0.001 ** |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, J.; Mao, X.; Xu, W.; Xi, C.; Yan, S.; Sun, T.; Hu, X.; Wang, Y.; Chi, F. Experimental Research on the Effect of Fiberglass on the Performance of Epoxy Asphalt Concrete. Sustainability 2022, 14, 14724. https://doi.org/10.3390/su142214724
Wei J, Mao X, Xu W, Xi C, Yan S, Sun T, Hu X, Wang Y, Chi F. Experimental Research on the Effect of Fiberglass on the Performance of Epoxy Asphalt Concrete. Sustainability. 2022; 14(22):14724. https://doi.org/10.3390/su142214724
Chicago/Turabian StyleWei, Jintao, Xin Mao, Wei Xu, Chenchen Xi, Shoujing Yan, Tuanwei Sun, Xuquan Hu, Yangyang Wang, and Fengxia Chi. 2022. "Experimental Research on the Effect of Fiberglass on the Performance of Epoxy Asphalt Concrete" Sustainability 14, no. 22: 14724. https://doi.org/10.3390/su142214724
APA StyleWei, J., Mao, X., Xu, W., Xi, C., Yan, S., Sun, T., Hu, X., Wang, Y., & Chi, F. (2022). Experimental Research on the Effect of Fiberglass on the Performance of Epoxy Asphalt Concrete. Sustainability, 14(22), 14724. https://doi.org/10.3390/su142214724