
Impacts of Lubricant Type on the Densification Behavior and Final Powder Compact Properties of Cu–Fe Alloy under Different Compaction Pressures

Abstract
:1. Introduction
- Study the effects of different solid lubricants, PW and SA and their composites, along with different compaction pressure levels on the densification behavior and final compact properties of Cu–15Fe alloys based on the PM route.
- Evaluate and analyze the tribological properties of final compacts under dry sliding conditions, such as coefficients of friction, specific wear rates, and friction temperature gains.
- Investigate the porosity behavior, mechanical properties, microhardness, and microstructural changes in the sintered samples.
2. Experimental Procedure
2.1. Materials and Powder Compositions
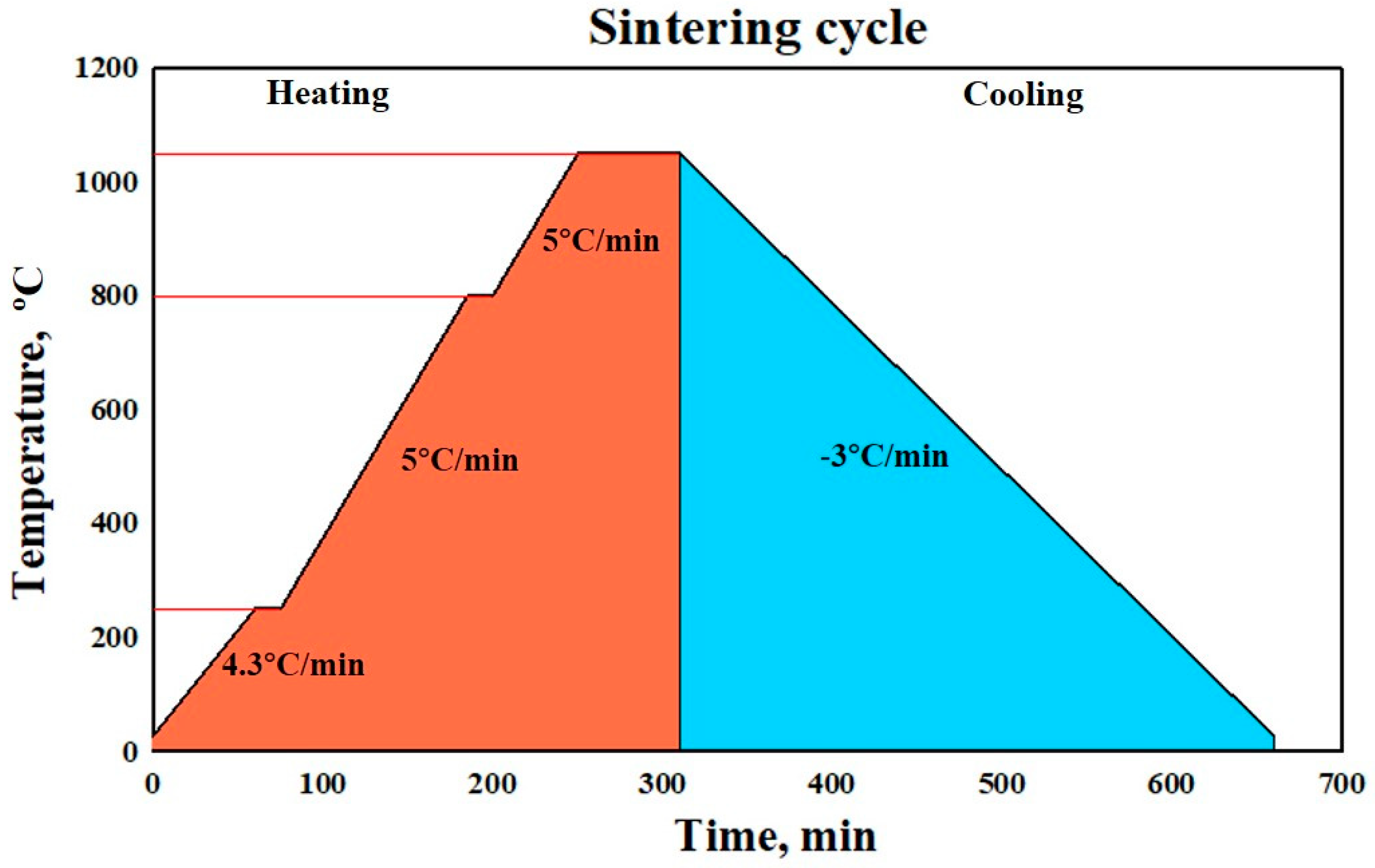
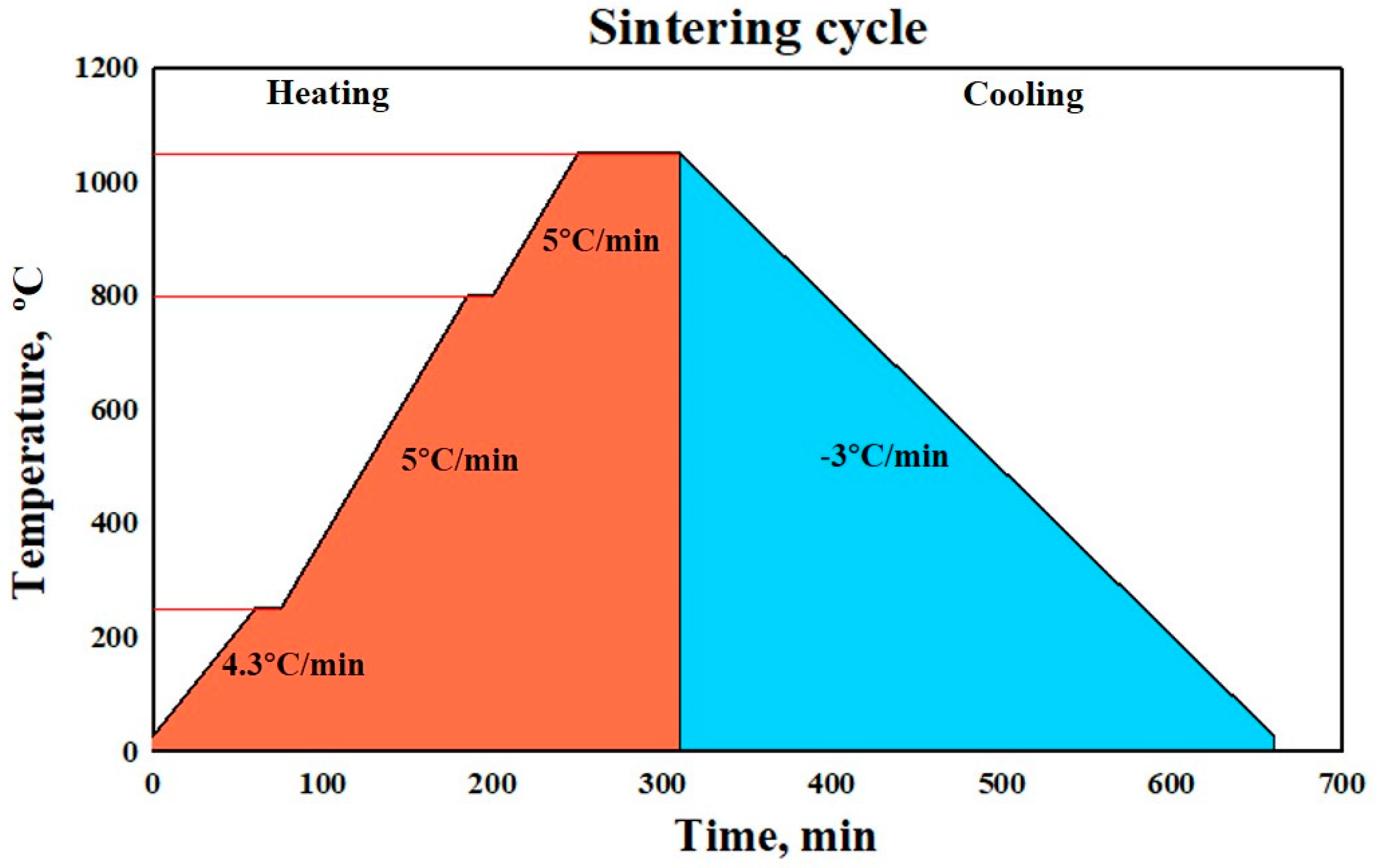
- Heat up to 250 °C for 1 h and hold for 15 min for wax removal.
- Heat up to 600 °C at 5 °C/min and hold at 600 °C for 15 min for internal stress relief.
- Heat up to sintering temperature of 1050 °C at 5 °C/min and hold for the sintering time of 60 min.
- Slow cool at 3 °C/min down to room temperature in order to prevent cracking.
2.2. Microscopic, Porosity and Microhardness Studies
2.3. Tribological Evaluation
2.3.1. Coefficient of Friction (µ)
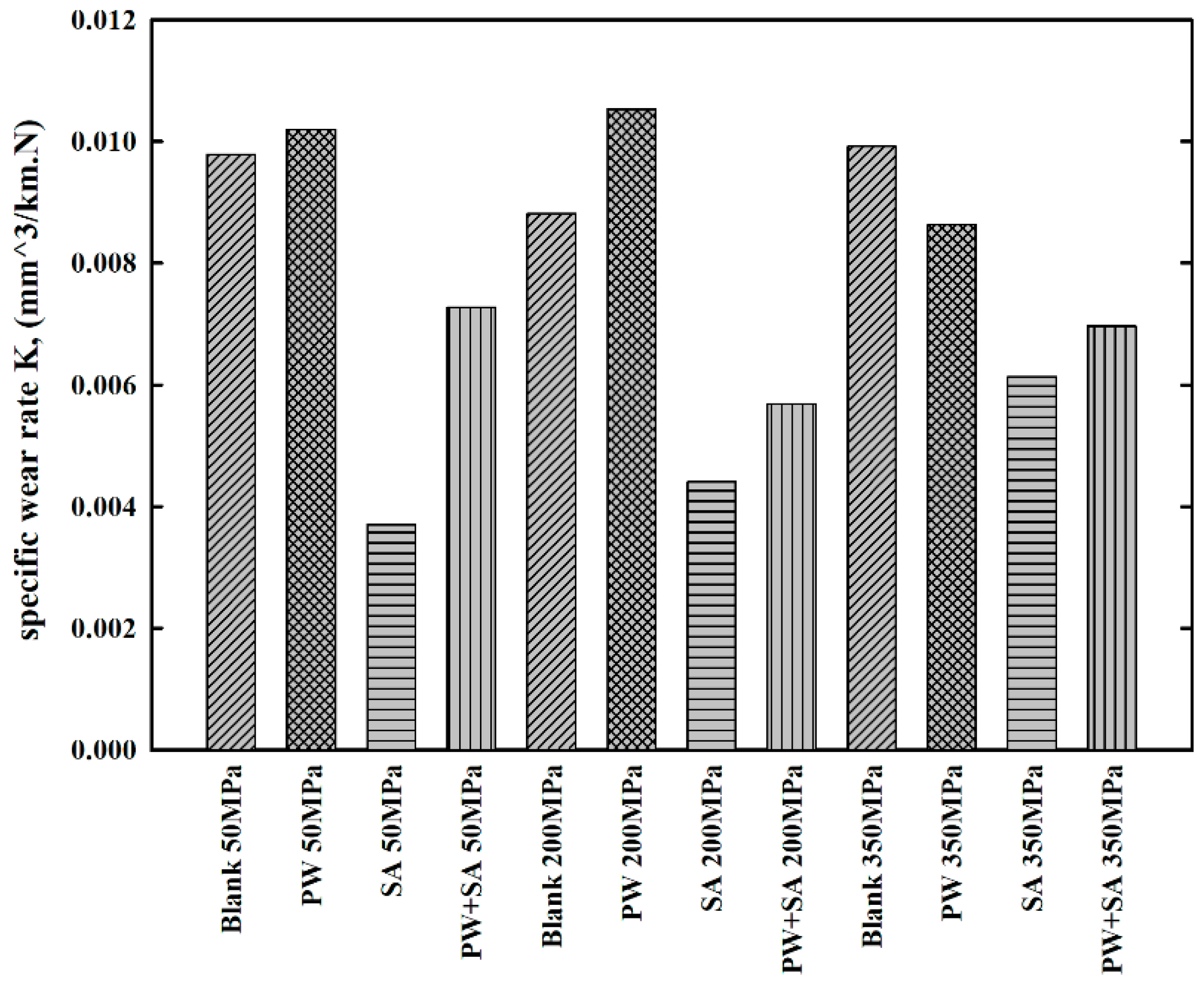
2.3.2. Specific Wear Rate
3. Results and Discussion
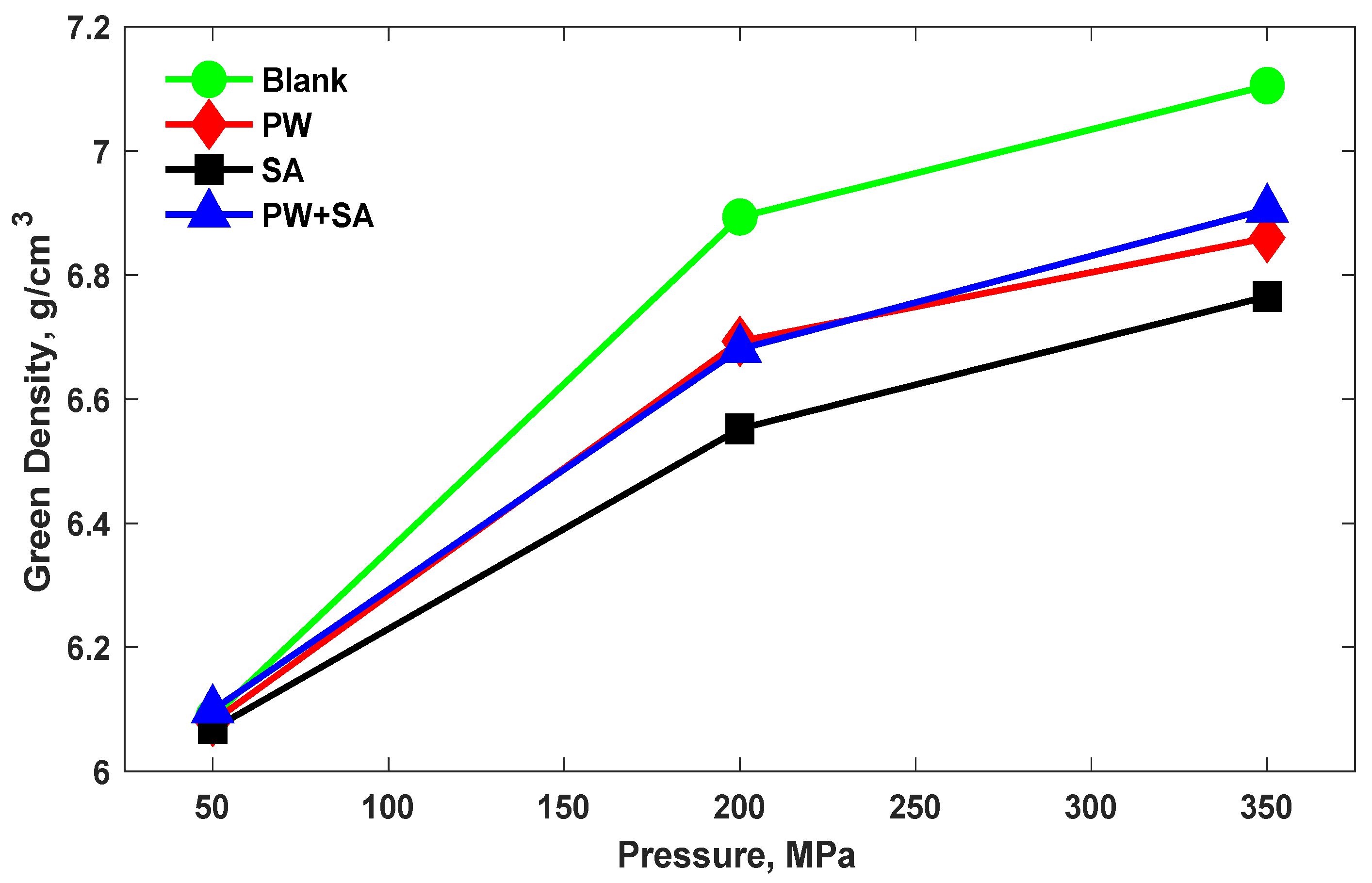
3.1. The Green and Sintered Densities of Compacts
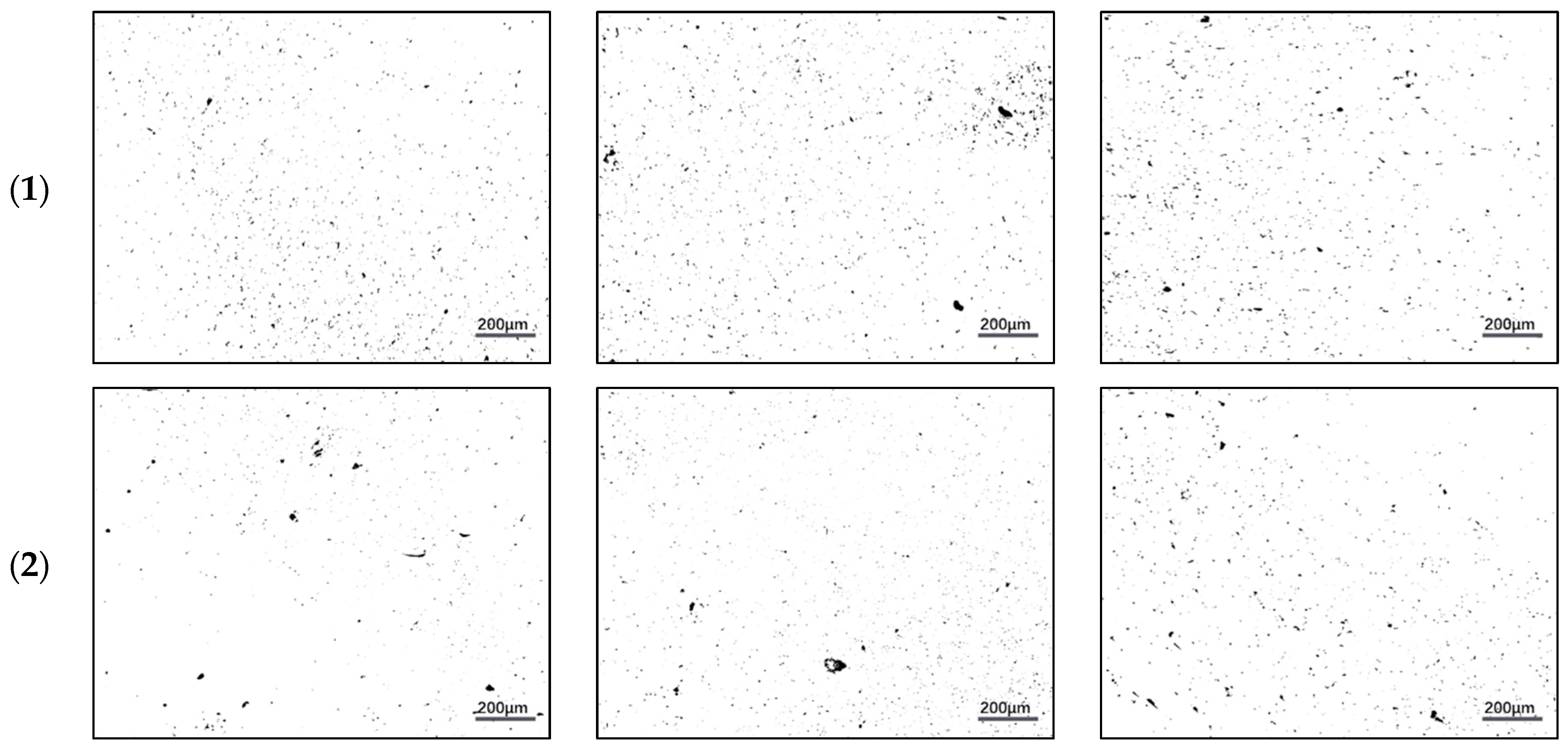
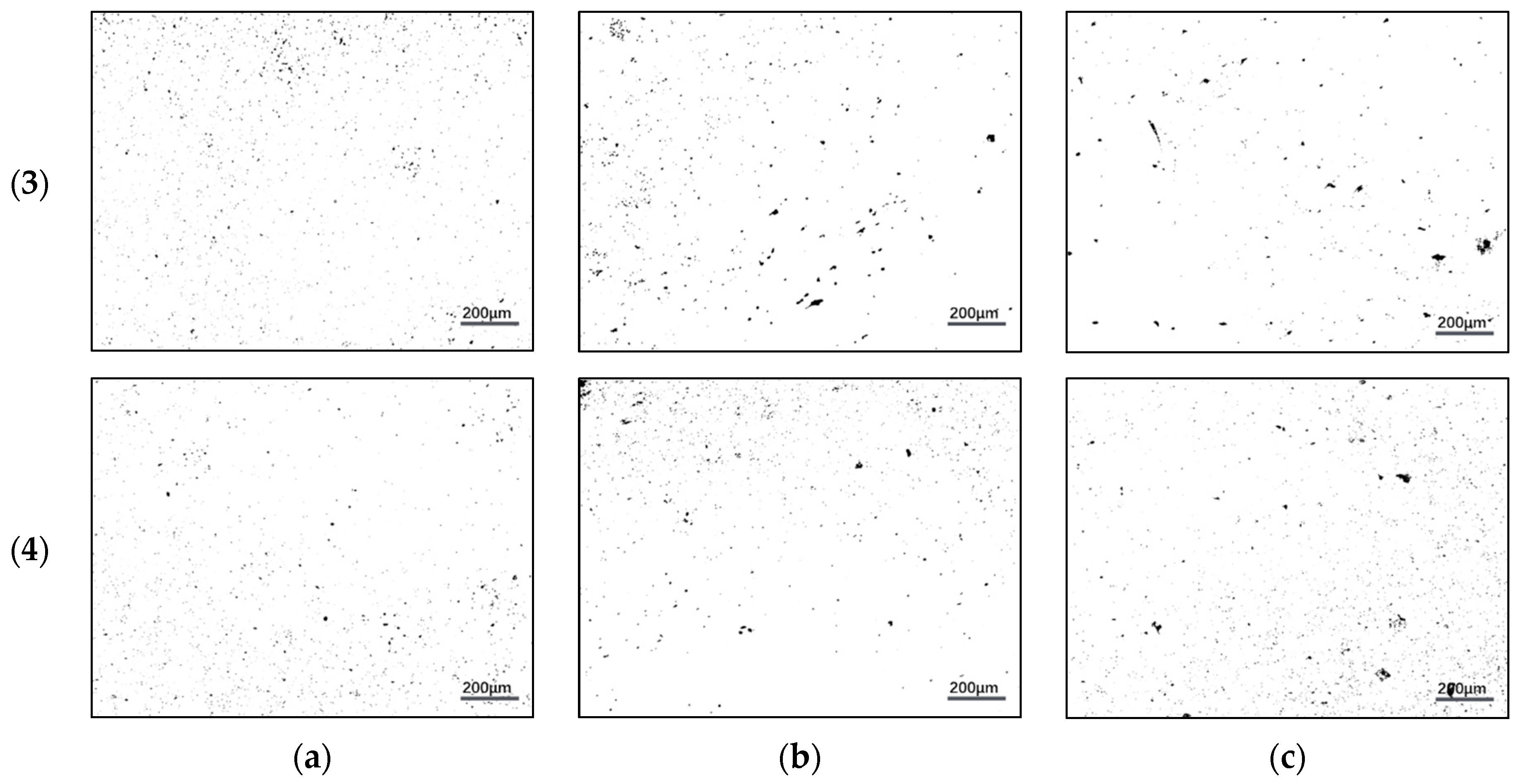
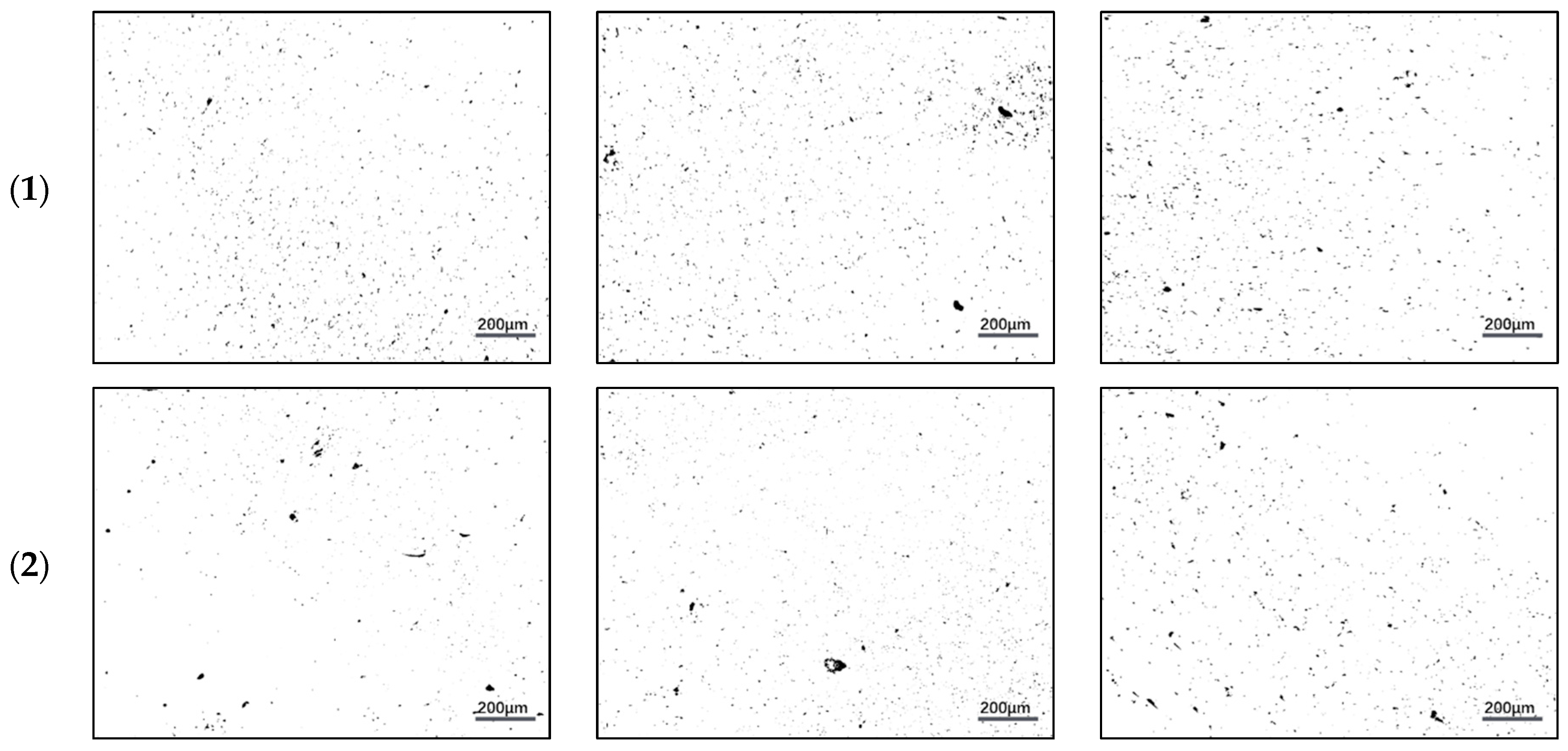
3.2. Porosity of Sintered Compacts
3.3. Hardness
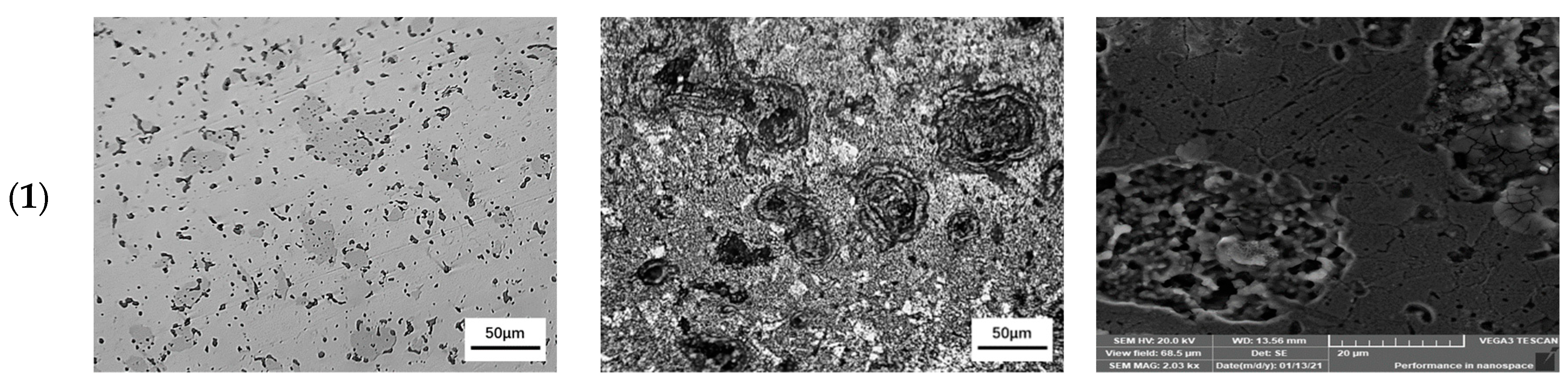
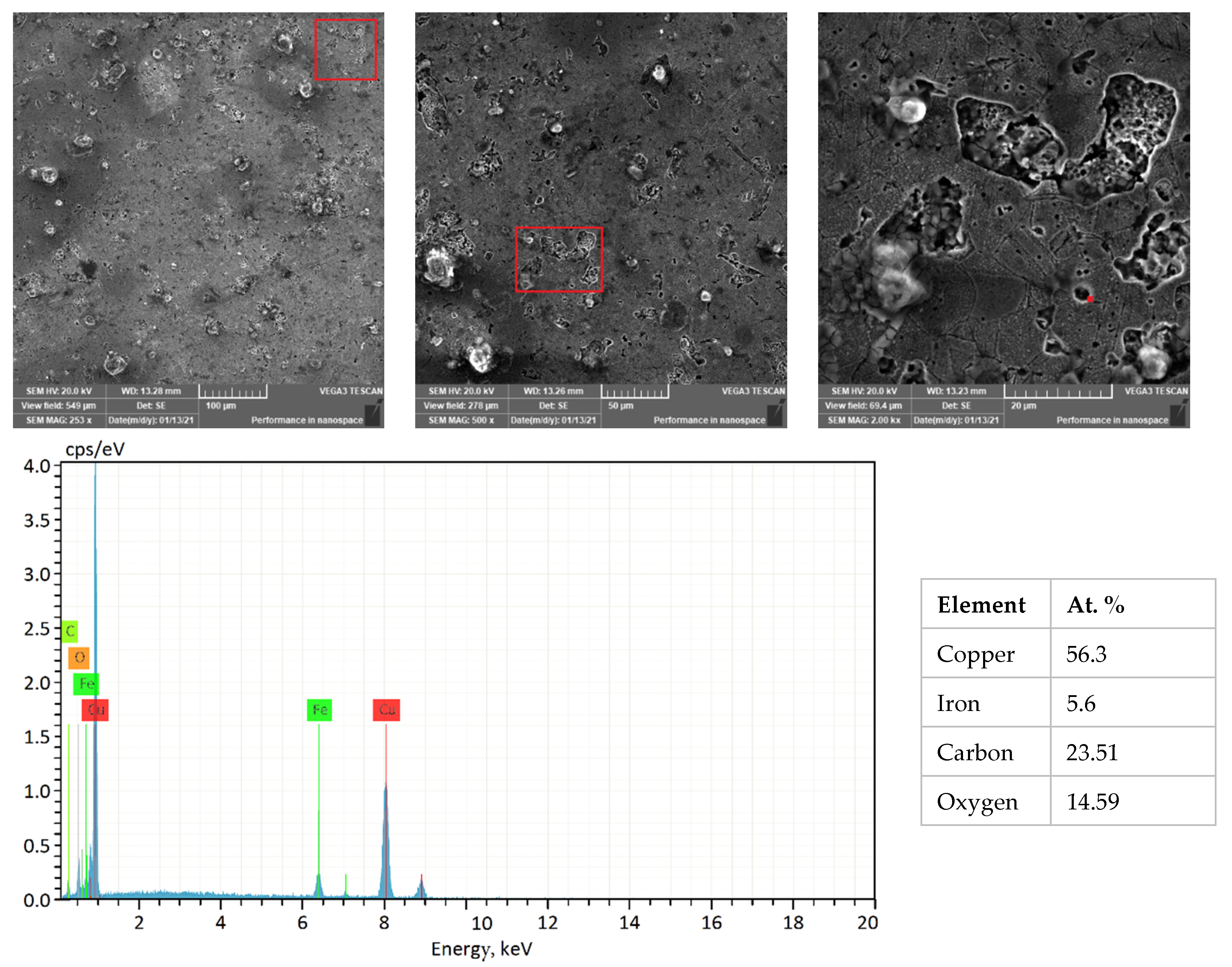
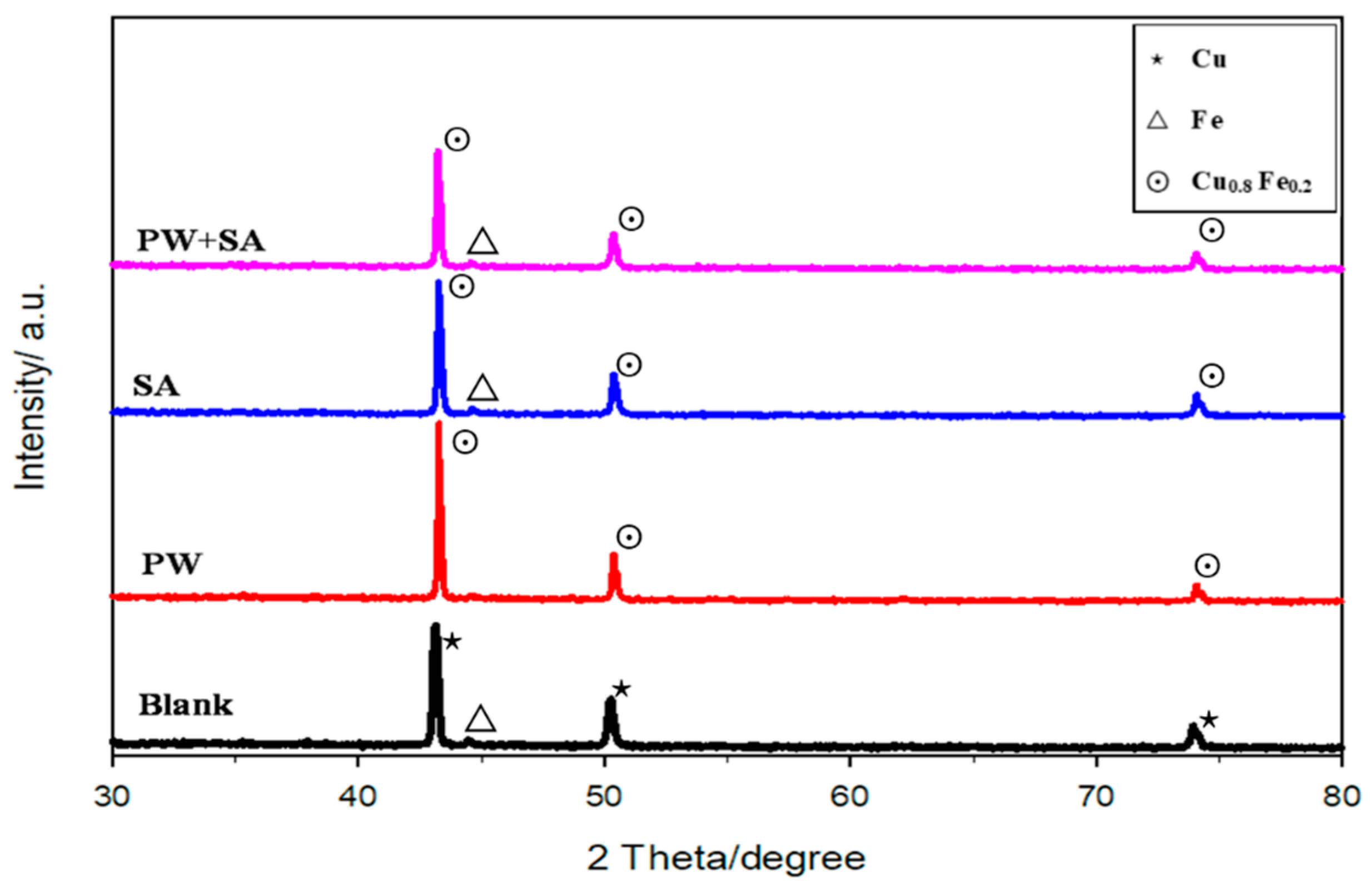
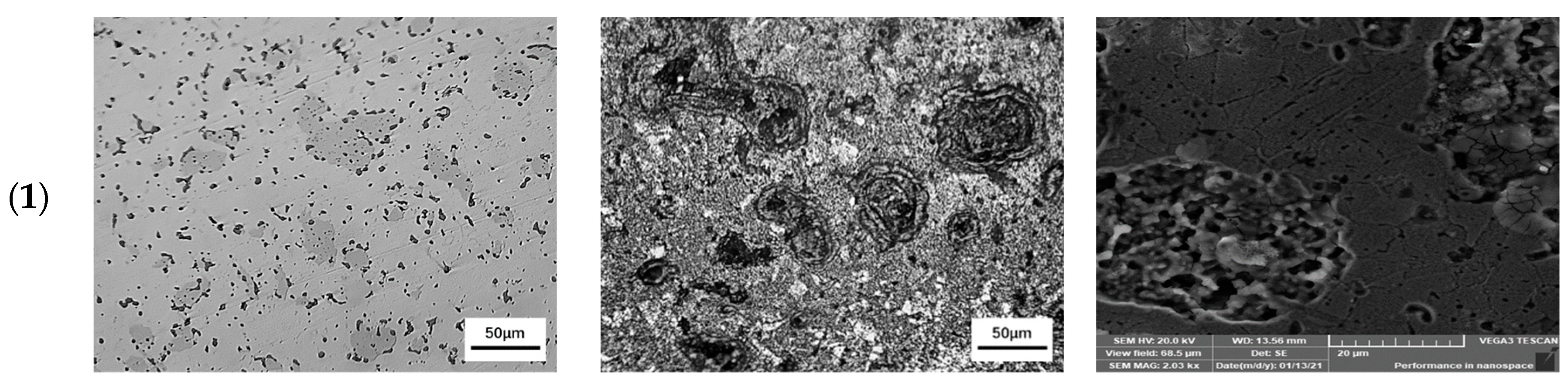
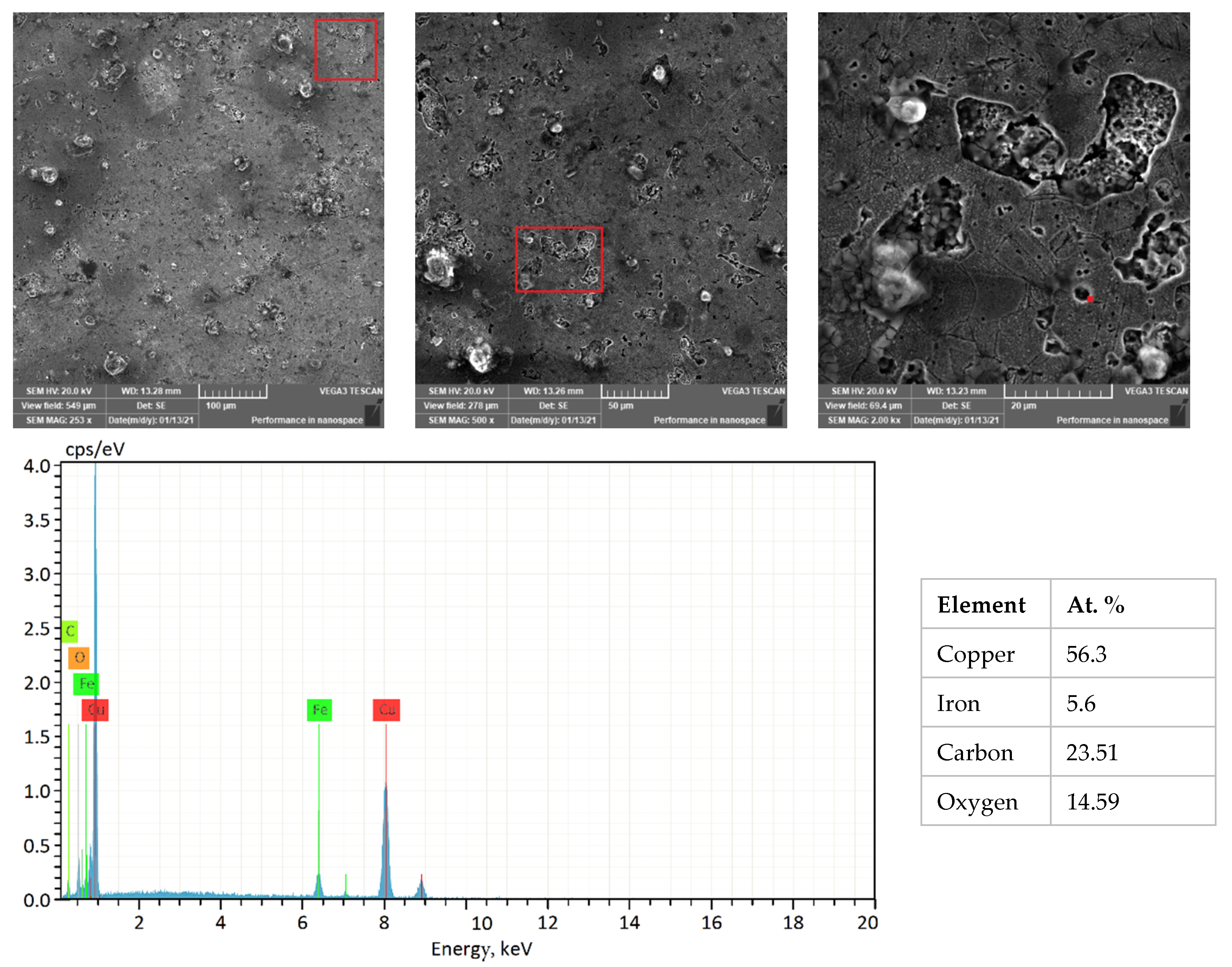
3.4. Microstructure of Sintered Samples
3.5. Tribological Properties
3.5.1. Friction Behavior
3.5.2. Wear Characteristics of Sintered Samples
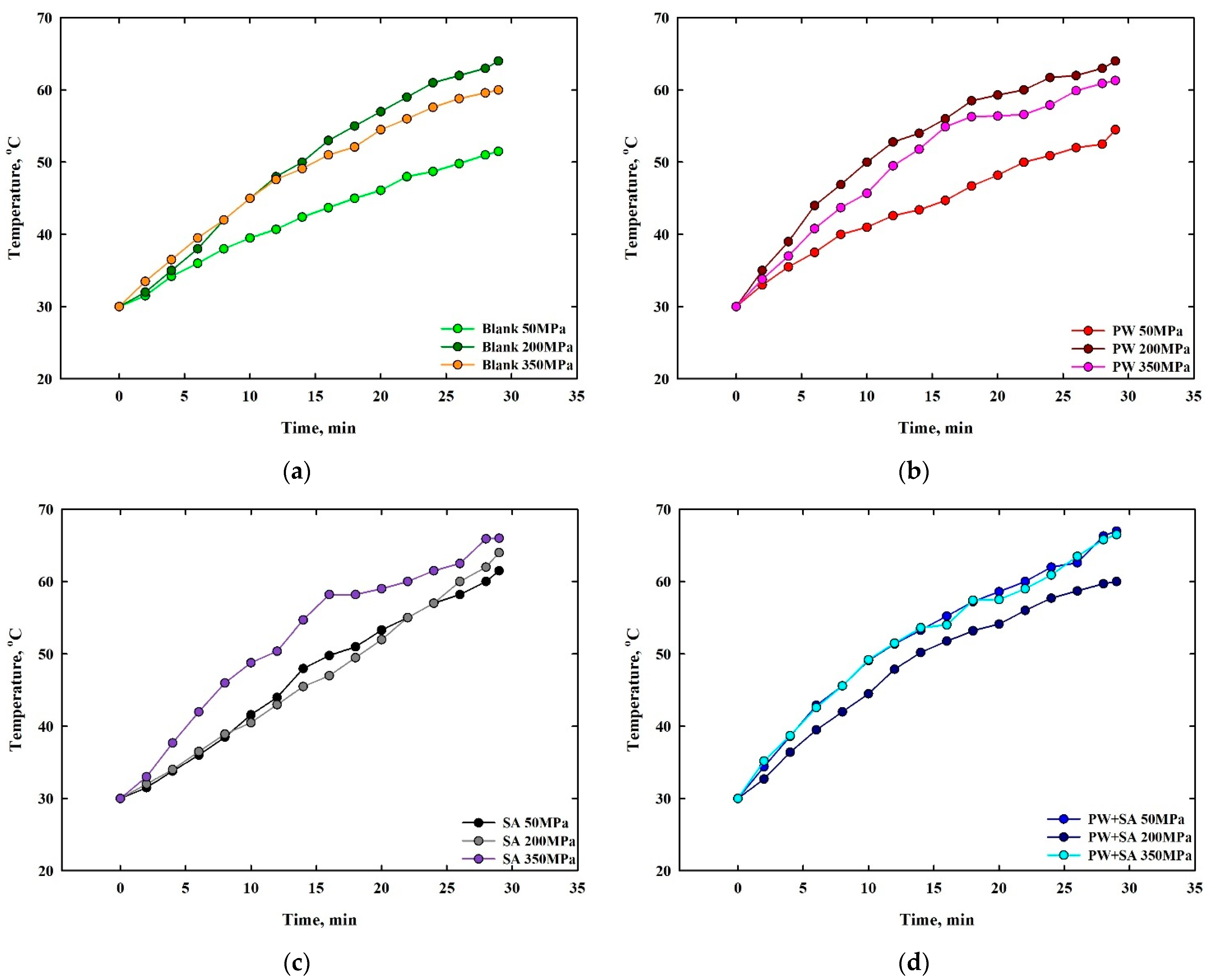
3.5.3. Friction Temperature Gain
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thompson, L.J. Copper. In Veterinary Toxicology; Elsevier: Amsterdam, The Netherlands, 2018; pp. 425–427. ISBN 9780128114100. [Google Scholar]
- Sander, B.; Nizam, A.; Garrison, L.P.; Postma, M.J.; Halloran, M.E.; Longini, I.M. Economic Evaluation of Influenza Pandemic Mitigation Strategies in the United States Using a Stochastic Microsimulation Transmission Model. Value Health 2009, 12, 226–233. [Google Scholar] [CrossRef] [Green Version]
- Zortea, T.; Fraisse, C.W.; Dewdney, M.M. Development of a Web-Based System to Optimize Copper Fungicide Application in Citrus Groves. Appl. Eng. Agric. 2013, 29, 893–903. [Google Scholar] [CrossRef]
- Muhsin, N.M.B.; Alhashimi, M.T.M. Review on Electrical Wiring (Types, Sizes, and Installation). J. Instrum. Technol. Innov. 2020, 9, 31–39. [Google Scholar] [CrossRef]
- Selvan, K.V.; Rehman, T.; Saleh, T.; Ali, M.S.M. Copper–Cobalt Thermoelectric Generators: Power Improvement Through Optimized Thickness and Sandwiched Planar Structure. IEEE Trans. Electron Devices 2019, 66, 3459–3465. [Google Scholar] [CrossRef]
- Finley, W.R.; Hodowanec, M.M. Selection of Copper versus Aluminum Rotors for Induction Motors. IEEE Trans. Ind. Appl. 2001, 37, 1563–1573. [Google Scholar] [CrossRef]
- Marfoli, A.; DiNardo, M.; Degano, M.; Gerada, C.; Jara, W. Squirrel Cage Induction Motor: A Design-Based Comparison Between Aluminium and Copper Cages. IEEE Open J. Ind. Appl. 2021, 2, 110–120. [Google Scholar] [CrossRef]
- Olivares-Galván, J.C.; de León, F.; Georgilakis, P.S.; Escarela-Pérez, R. Selection of Copper against Aluminium Windings for Distribution Transformers. IET Electr. Power Appl. 2010, 4, 474. [Google Scholar] [CrossRef] [Green Version]
- Moreno-Leiva, S.; Haas, J.; Junne, T.; Valencia, F.; Godin, H.; Kracht, W.; Nowak, W.; Eltrop, L. Renewable Energy in Copper Production: A Review on Systems Design and Methodological Approaches. J. Clean. Prod. 2020, 246, 118978. [Google Scholar] [CrossRef]
- Bidikoudi, M.; Kymakis, E. Novel Approaches and Scalability Prospects of Copper Based Hole Transporting Materials for Planar Perovskite Solar Cells. J. Mater. Chem. C 2019, 7, 13680–13708. [Google Scholar] [CrossRef] [Green Version]
- Tavares, A.C.; Kuzin, B.L.; Beresnev, S.M.; Bogdanovich, N.M.; Kurumchin, E.K.; Dubitsky, Y.A.; Zaopo, A. Novel Copper-Based Anodes for Solid Oxide Fuel Cells with Samaria-Doped Ceria Electrolyte. J. Power Sources 2008, 183, 20–25. [Google Scholar] [CrossRef]
- Brito, E., Jr.; de Souza, L.V.; Patrício, É.T.; Castro, A.L.S.; dos Cavalcante, G.S.P.; Costa, J.C.W.A.; Ericson, K.; Lindqvist, F.; Riu, J.R.I. A Methodology for Measurements of Basic Parameters in a XDSL System. In Proceedings of the VI International Telecommunications Symposium (ITS2006), Fortaleza, Brazil, 1 October 2006; p. 63900M. [Google Scholar]
- Greggains, D. ADSL and High Bandwidth Over Copper Lines. Int. J. Netw. Manag. 1997, 7, 277–287. [Google Scholar] [CrossRef]
- Ma, X.C.; He, G.Q.; He, D.H.; Chen, C.S.; Hu, Z.F. Sliding Wear Behavior of Copper–Graphite Composite Material for Use in Maglev Transportation System. Wear 2008, 265, 1087–1092. [Google Scholar] [CrossRef]
- Ezuber, H.M.; Al-Shater, A.; Murra, F.; Al-Shamri, N. Corrosion Behavior of Copper-Nickel Alloys in Seawater Environment. In Proceedings of the 16th Middle East Corrosion Conference & Exhibition, Manama City, Bahrain, 8–11 February 2016. [Google Scholar]
- Jiang, C.-P.; Chen, P.-S.; Erisov, Y.; Chen, C.-C. Microforming a Miniature Cup-Shaped Internal Gear Using a Cold Lateral Extrusion Process. Metals 2022, 12, 826. [Google Scholar] [CrossRef]
- Ünlü, B.S.; Atik, E. Evaluation of Effect of Alloy Elements in Copper Based CuSn10 and CuZn30 Bearings on Tribological and Mechanical Properties. J. Alloys Compd. 2010, 489, 262–268. [Google Scholar] [CrossRef]
- Laudani, A.A.M.; Senis, E.C.; Lewin, P.L.; Golosnoy, I.O.; Kremer, J.; Klein, H.; Thomsen, O.T. Estimation of Contact Resistivity in Lightning Protection Equipotential Bonding Joints of Wind Turbine Blades. IEEE Trans. Electromagn. Compat. 2021, 63, 1163–1178. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry and Physics, 97th ed.; CRC Press: London, UK; New York, NY, USA, 2016. [Google Scholar]
- Agunsoye, J.O.; Bello, S.A.; Hassan, S.B.; Adeyemo, R.G.; Odii, J.M. The Effect of Copper Addition on the Mechanical and Wear Properties of Grey Cast Iron. J. Miner. Mater. Charact. Eng. 2014, 2, 470–483. [Google Scholar] [CrossRef]
- Wei, H.; Cui, Y.; Cui, H.; Wei, Y.; Hou, L. Effects of Multiple Trace Alloying Elements on the Microstructure and Properties of Cu-4 Wt% Ti Alloys. Mater. Sci. Eng. A 2017, 707, 392–398. [Google Scholar] [CrossRef]
- Shadkam, A.; Sinclair, C.W. The Coupled Effect of Grain Size and Solute on Work Hardening of Cu–Ni Alloys. Philos. Mag. Lett. 2015, 95, 555–563. [Google Scholar] [CrossRef]
- Lee, S.; Matsunaga, H.; Sauvage, X.; Horita, Z. Strengthening of Cu–Ni–Si Alloy Using High-Pressure Torsion and Aging. Mater. Charact. 2014, 90, 62–70. [Google Scholar] [CrossRef]
- Islamgaliev, R.K.; Nesterov, K.M.; Bourgon, J.; Champion, Y.; Valiev, R.Z. Nanostructured Cu-Cr Alloy with High Strength and Electrical Conductivity. J. Appl. Phys. 2014, 115, 194301. [Google Scholar] [CrossRef]
- Zhang, P.; Yuan, X.; Li, Y.; Zhou, Y.; Lai, R.; Li, Y.; Lei, Q.; Chiba, A. Influence of Minor Ag Addition on the Microstructure and Properties of Powder Metallurgy Cu-10 Wt% Fe Alloy. J. Alloys Compd. 2022, 904, 163983. [Google Scholar] [CrossRef]
- Zhang, J.; Cui, X.; Yang, Y.; Wang, Y. Solidification of the Cu-35wt Pct Fe Alloys with Liquid Separation. Metall. Mater. Trans. A 2013, 44, 5544–5548. [Google Scholar] [CrossRef]
- Azabou, M.; Ibn Gharsallah, H.; Escoda, L.; Suñol, J.J.; Kolsi, A.W.; Khitouni, M. Mechanochemical Reactions in Nanocrystalline Cu–Fe System Induced by Mechanical Alloying in Air Atmosphere. Powder Technol. 2012, 224, 338–344. [Google Scholar] [CrossRef]
- He, J.; Zhao, J. Behavior of Fe-Rich Phase during Rapid Solidification of Cu–Fe Hypoperitectic Alloy. Mater. Sci. Eng. A 2005, 404, 85–90. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, R.; Xiao, Z.; Gong, S.; Jiang, Y.; Li, Z. Microstructure and Properties of Cu-10 Wt%Fe Alloy Produced by Double Melt Mixed Casting and Multi-Stage Thermomechanical Treatment. J. Alloys Compd. 2020, 820, 153323. [Google Scholar] [CrossRef]
- Adam, O.; Jan, V. Microstructure Evolution of Cu-Fe-Based Immiscible Alloys Prepared by Powder Metallurgy. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1178, 012001. [Google Scholar] [CrossRef]
- Yang, C.; Lee, S.; Lee, J. Entry Barrier’s Difference between ICT and Non-ICT Industries. Ind. Manag. Data Syst. 2013, 113, 461–480. [Google Scholar] [CrossRef]
- Baccino, R.; Moret, F. Numerical Modeling of Powder Metallurgy Processes. Mater. Des. 2000, 21, 359–364. [Google Scholar] [CrossRef]
- Report, S.; Academy, N. Materials and Man’s Needs: Materials Science and Engineering; National Academies Press: Washington, DC, USA, 1975. [Google Scholar]
- Chandramouli, R.; Kandavel, T.K.; Shanmugasundaram, D.; Ashok Kumar, T. Deformation, Densification, and Corrosion Studies of Sintered Powder Metallurgy Plain Carbon Steel Preforms. Mater. Des. 2007, 28, 2260–2264. [Google Scholar] [CrossRef]
- Hryha, E.; Zubko, P.; Dudrová, E.; Pešek, L.; Bengtsson, S. An Application of Universal Hardness Test to Metal Powder Particles. J. Mater. Process. Technol. 2009, 209, 2377–2385. [Google Scholar] [CrossRef]
- Grum, J. Book Review: Powder Metallurgy and Particulate Materials Processing: The Processes, Materials, Products, Properties, and Applications. Int. J. Mater. Prod. Technol. 2006, 27, 290. [Google Scholar] [CrossRef]
- Höganäs AB. Production of Sintered Components. In Höganäs Handbook for Sintered Components; Höganäs AB: Höganäs, Sweden, 2013. [Google Scholar]
- Black, J.T.; Kohser, R.A. DeGarmo’s Materials and Processes in Manufacturing; John Wiley: New York, NY, USA, 2019; ISBN 978-1-119-49282-5. [Google Scholar]
- Hernandez, S. Friction and Wear Phenomena in Steels at Elevated Temperatures. Ph.D. Thesis, Division of Machine Elements, Department of Engineering Sciences and Mathematics, Luleå University of Technology, Luleå, Sweden, 2016. [Google Scholar]
- Li, Y.Y.; Ngai, T.L.; Zhang, D.T.; Long, Y.; Xia, W. Effect of Die Wall Lubrication on Warm Compaction Powder Metallurgy. J. Mater. Process. Technol. 2002, 129, 354–358. [Google Scholar] [CrossRef]
- Huang, H.; Lin, Y.; Hwang, K. Effect of Lubricant Addition on the Powder Properties and Compacting Performance of Spray-Dried Molybdenum Powders. Int. J. Refract. Met. Hard Mater. 2002, 20, 175–180. [Google Scholar] [CrossRef]
- Babakhani, A.; Haerian, A. Effect of Die Temperature on Mechanical Properties of Hot Pressed P/M Parts. Mater. Sci. Forum 2010, 638–642, 1802–1810. [Google Scholar] [CrossRef]
- Li, J.; Wu, Y. Lubricants in Pharmaceutical Solid Dosage Forms. Lubricants 2014, 2, 21–43. [Google Scholar] [CrossRef]
- Straffelini, G. Lubrication and Lubricants. In Springer Tracts in Mechanical Engineering; Springer: Cham, Switzerland, 2015; Volume 11, pp. 61–84. [Google Scholar]
- Jackson, M.J. Grinding and Finishing Processes. In Modern Machining Technology; Elsevier: Amsterdam, The Netherlands, 2011; pp. 305–333. [Google Scholar]
- Ohnishi, O.; Suzuki, H.; Uhlmann, E.; Schröer, N.; Sammler, C.; Spur, G.; Weismiller, M. Grinding. In Handbook of Ceramics Grinding and Polishing; Elsevier: Amsterdam, The Netherlands, 2015; pp. 133–233. [Google Scholar]
- Wang, J.; Hu, W.; Li, J. Lubrication and Anti-Rust Properties of Jeffamine-Triazole Derivative as Water-Based Lubricant Additive. Coatings 2021, 11, 679. [Google Scholar] [CrossRef]
- Huang, X.; Liu, Z.; Liu, X.; Tang, Z.; Li, H.; Li, D.; Zou, Y. Effects of Erucylamide and EBS Composite Lubricant on the Properties of Fe Based Powder and Green Compact. Mater. Res. Express 2017, 4, 116509. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H.; Liu, X.; Li, D.; Huang, X.; Fang, Z.; Zou, Y. Effect of Warm Compaction Lubricant on the Properties of Fe-Based Powder Metallurgy Materials. Mater. Res. Express 2019, 6, 046534. [Google Scholar] [CrossRef]
- Adin, H.; Adin, M.Ş. Effect of Particles on Tensile and Bending Properties of Jute Epoxy Composites. Mater. Test. 2022, 64, 401–411. [Google Scholar] [CrossRef]
- Sokolowski, P.; Milbrath, A.; Vitti, D.; Fontana, S. Industrial Performance of a New Lubricant for Manufacturing PM Gears. Met. Powder Rep. 2016, 71, 180–183. [Google Scholar] [CrossRef]
- Rahman, M.M.; Nor, S.S.M.; Rahman, H.Y. Investigation on the Effect of Lubrication and Forming Parameters to the Green Compact Generated from Iron Powder through Warm Forming Route. Mater. Des. 2011, 32, 447–452. [Google Scholar] [CrossRef]
- Babakhani, A.; Haerian, A.; Ghambari, M. On the Combined Effect of Lubrication and Compaction Temperature on Properties of Iron-Based P/M Parts. Mater. Sci. Eng. A 2006, 437, 360–365. [Google Scholar] [CrossRef]
- Simchi, A. Effects of Lubrication Procedure on the Consolidation, Sintering and Microstructural Features of Powder Compacts. Mater. Des. 2003, 24, 585–594. [Google Scholar] [CrossRef]
- Enneti, R.K.; Lusin, A.; Kumar, S.; German, R.M.; Atre, S.V. Effects of Lubricant on Green Strength, Compressibility and Ejection of Parts in Die Compaction Process. Powder Technol. 2013, 233, 22–29. [Google Scholar] [CrossRef]
- St-Laurent, S.; Thomas, Y.; Azzi, L. High Performance Lubricants for Demanding PM Applications. Fenmo Yejin Jishu/Powder Metall. Technol. 2014, 32, 1–12. [Google Scholar] [CrossRef]
- Capus, J. Compaction and Lubrication Advances at EURO PM2015. Met. Powder Rep. 2016, 71, 78–80. [Google Scholar] [CrossRef]
- Rahman, M.M.; Nor, S.S.M.; Ariffin, A.K. Effect of Lubricant Content to the Properties of Fe-Based Components Formed at above Ambient Temperature. Procedia Eng. 2013, 68, 425–430. [Google Scholar] [CrossRef] [Green Version]
- Kokunešoski, M.; Kićević, D.; Šaponjić, Đ.; Ilić, S.; Egelja, A.; Šaponjić, A. Influence of Methyl Methacrylate as an Acrylic Binder on a Green Machining of Alumina Ceramics. Zast. Mater. 2019, 60, 157–161. [Google Scholar] [CrossRef] [Green Version]
- Machio, C.; Machaka, R.; Chikwanda, H.K. Consolidation of Titanium Hydride Powders during the Production of Titanium PM Parts: The Effect of Die Wall Lubricants. Mater. Des. 2016, 90, 757–766. [Google Scholar] [CrossRef]
- Larsson, M.; Knutsson, P. Warm Die Compaction of High Density PM Components. In Proceedings of the Euro PM 2017: International Powder Metallurgy Congress and Exhibition, Milan, Italy, 1–5 October 2017. [Google Scholar]
- Toledo dos Santos, D.; Zadra, M.; Girardini, L.; Albonetti, P.; Bordin, S.; Molinari, A. Influence of Die Wall Lubrication on Tensile Properties of High Temperature Sintered and Sinterhardened Low Alloy Steel. Powder Metall. 2020, 63, 268–276. [Google Scholar] [CrossRef]
- Lin, Y.C.; Hwang, K.S. Effect of Lubricant on Powder Properties and Compacting Performance of Iron and Stainless Steel Powders. J. Mater. Sci. Eng. 2001, 33, 223–232. [Google Scholar]
- Ahlin, Å.; Ahlquist, A.; Larsson, P.O.; Solimnjad, N. Lubricant for Powder Metallurgical Compositions. U.S. Patent 7,993,429, 9 August 2011. p. 823. [Google Scholar]
- Suzuki, H.; Fujisawa, K.; Fujiura, T.; Hroie, K.; Kojima, M.; Yoshihara, T. Lubricant for Powder Metallurgy, Powdery Mixture for Powder Metallurgy, and Process for Producing Sinter. U.S. Patent 7,789,934, 7 September 2010. [Google Scholar]
- Taniguchi, Y.; Dohda, K.; Wang, Z. Effect of Lubrication on the Improvement of Uniformity in Uniaxial Powder Compaction. JSME Int. J. Ser. A 2005, 48, 393–398. [Google Scholar] [CrossRef]
- Lou, J.; Gabbitas, B.; Zhang, D. Improving the Uniformity in Mechanical Properties of a Sintered Ti Compact Using a Trace Amount of Internal Lubricant. J. Mater. Process. Technol. 2014, 214, 1798–1805. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Types and Percentage of Lubricant (wt.%) | Amount of Lubricant in Cu–15Fe Composite Powder (wt.%) | |
|---|---|---|---|
| Paraffin Wax (PW) | Stearic Acid (SA) | ||
| Blank | 0 | 0 | 2 |
| PW | 100 | 0 | 2 |
| SA | 0 | 100 | 2 |
| PW+SA | 50 | 50 | 2 |
| Samples | 50 MPa (%) | 200 MPa (%) | 350 MPa (%) |
|---|---|---|---|
| Blank | 0.86 | 1.24 | 1.1 |
| PW | 0.5 | 0.77 | 0.85 |
| SA | 0.9 | 0.8 | 0.6 |
| PW+SA | 0.7 | 0.81 | 1.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korim, N.S.; Elsayed, A.; Hu, L. Impacts of Lubricant Type on the Densification Behavior and Final Powder Compact Properties of Cu–Fe Alloy under Different Compaction Pressures. Materials 2022, 15, 5750. https://doi.org/10.3390/ma15165750
Korim NS, Elsayed A, Hu L. Impacts of Lubricant Type on the Densification Behavior and Final Powder Compact Properties of Cu–Fe Alloy under Different Compaction Pressures. Materials. 2022; 15(16):5750. https://doi.org/10.3390/ma15165750
Chicago/Turabian StyleKorim, Nada S., Ayman Elsayed, and Lianxi Hu. 2022. "Impacts of Lubricant Type on the Densification Behavior and Final Powder Compact Properties of Cu–Fe Alloy under Different Compaction Pressures" Materials 15, no. 16: 5750. https://doi.org/10.3390/ma15165750
APA StyleKorim, N. S., Elsayed, A., & Hu, L. (2022). Impacts of Lubricant Type on the Densification Behavior and Final Powder Compact Properties of Cu–Fe Alloy under Different Compaction Pressures. Materials, 15(16), 5750. https://doi.org/10.3390/ma15165750