
Performance of Different Concrete Types Exposed to Elevated Temperatures: A Review




Abstract
:1. Introduction
2. Response of Different Concrete Types Exposed to Elevated Temperature
2.1. Normal Strength Concrete (NSC)
2.1.1. Natural Cooling outside the Furnace
2.1.2. Natural Cooling inside the Furnace
2.1.3. Water Cooling
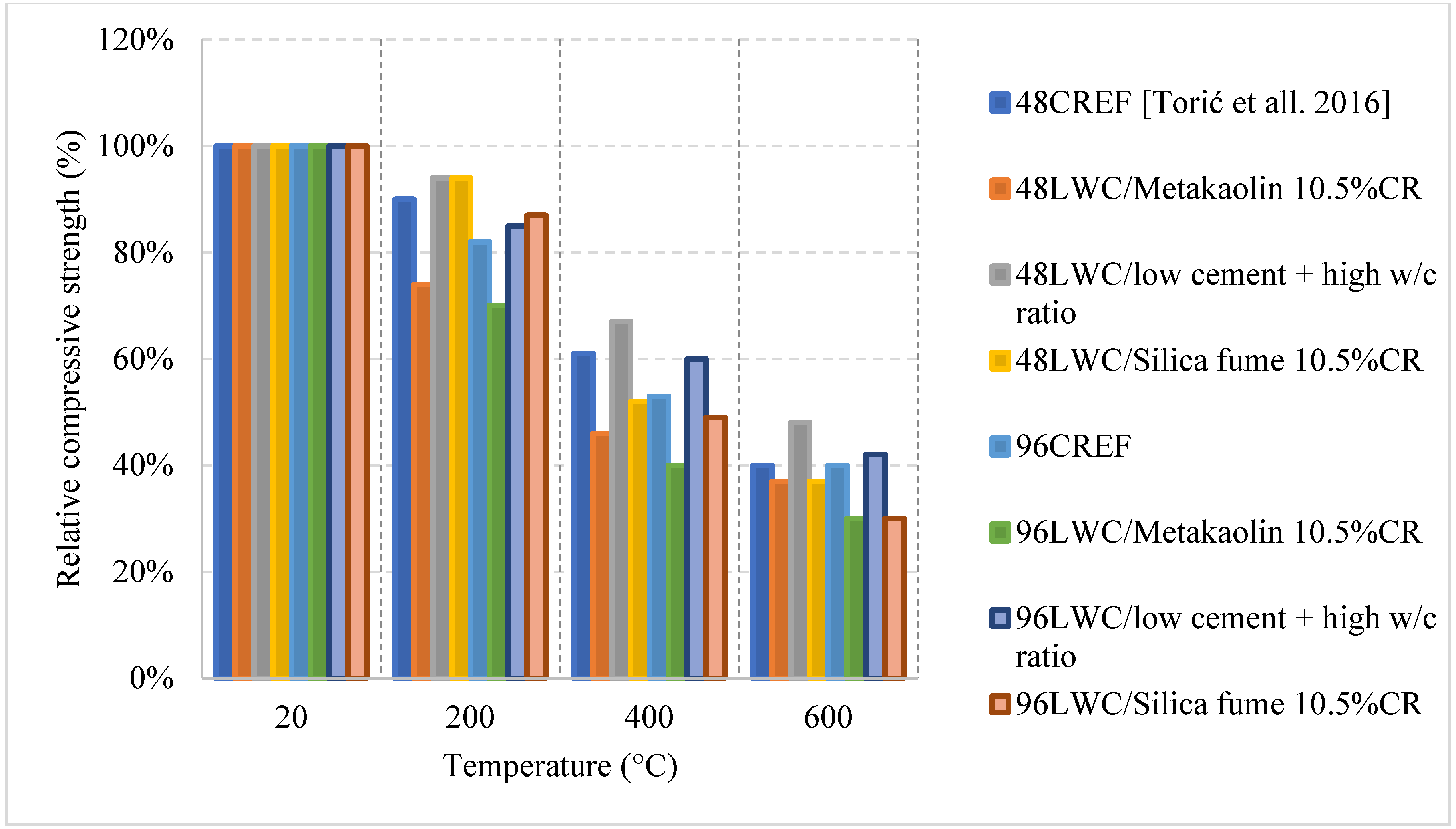
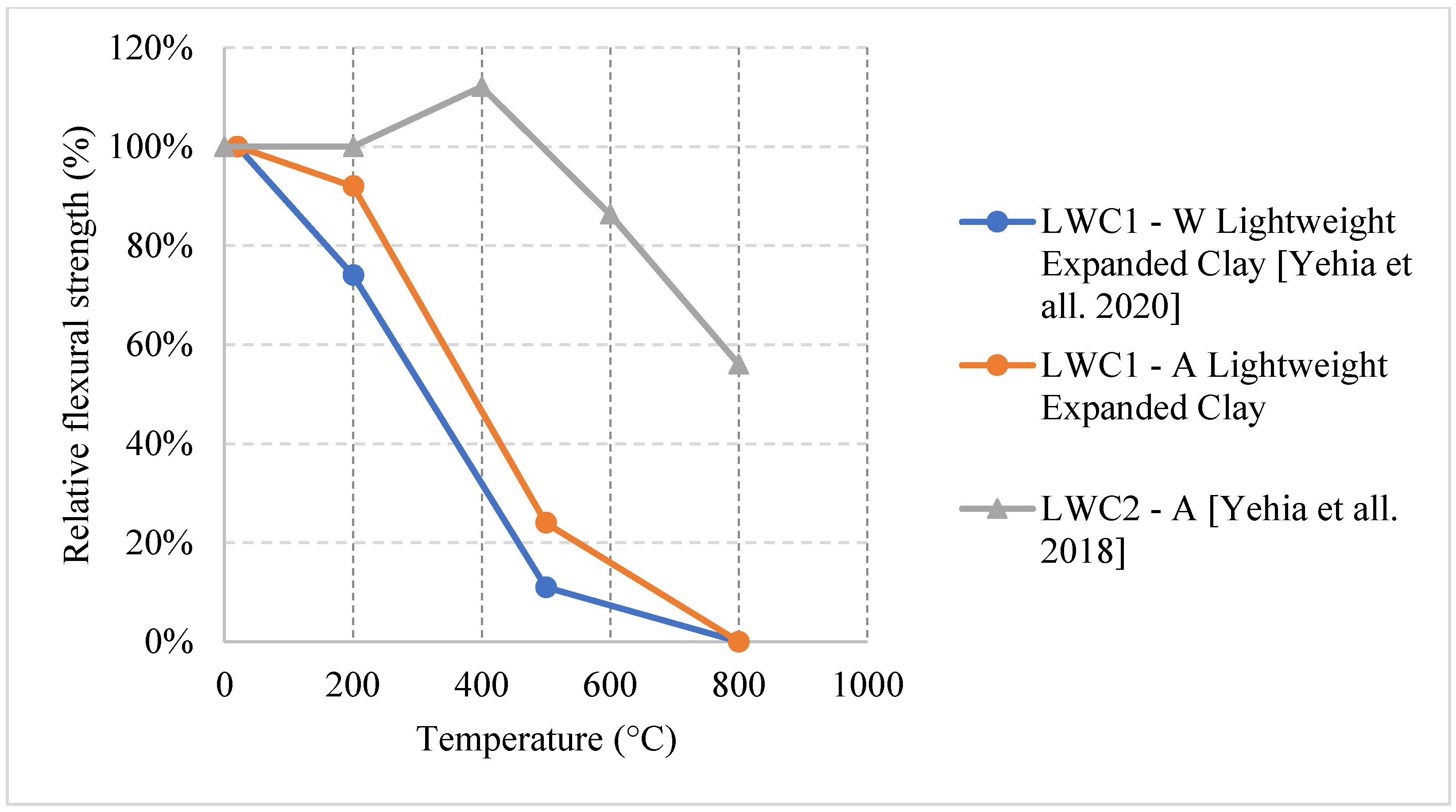
2.2. Lightweight Concrete (LWC)
Literature Results Performance of LWC Exposed to Different Cooling Conditions
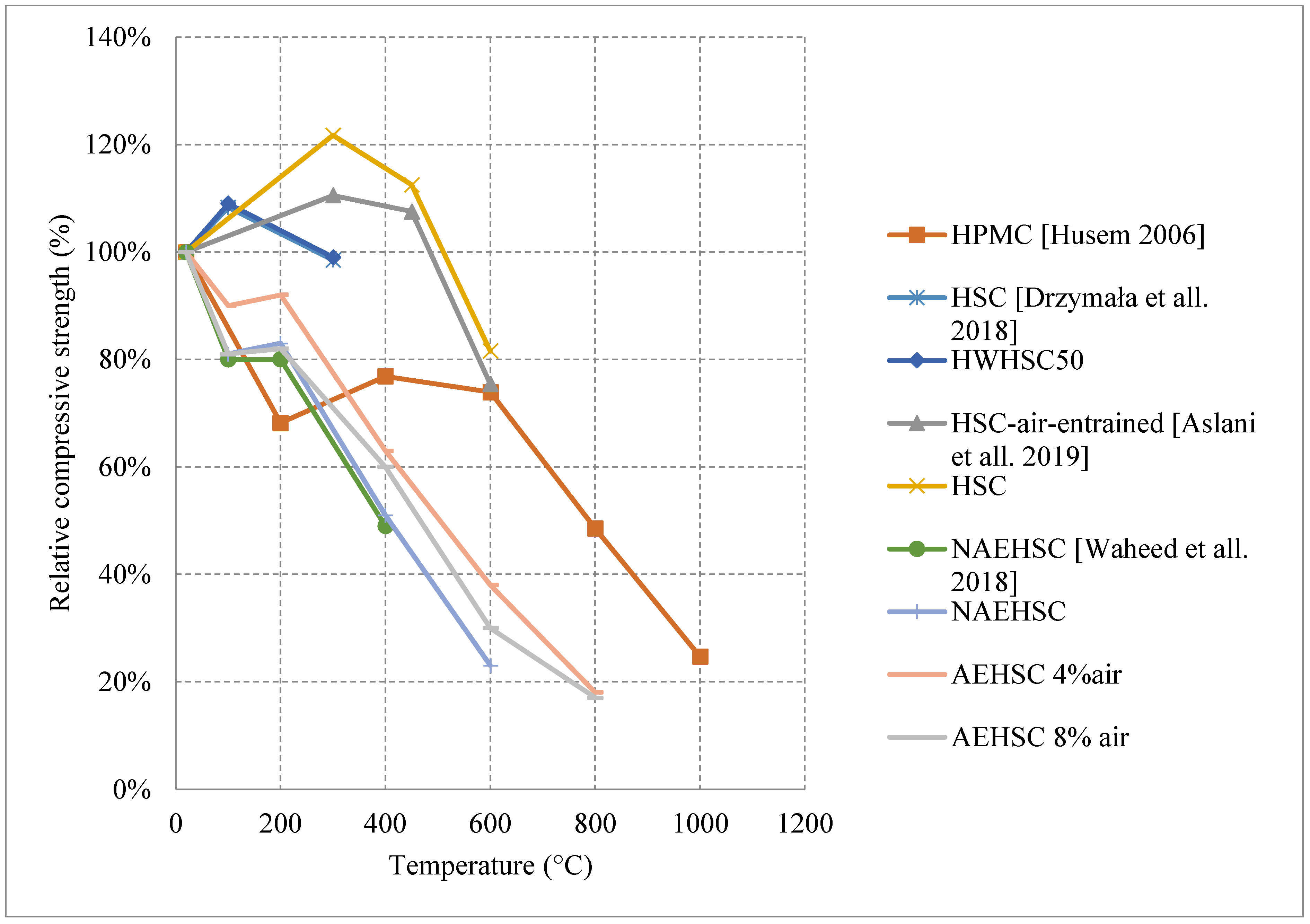
2.3. High Strength Concrete (HSC)
2.3.1. Natural Cooling outside the Furnace
2.3.2. Natural Cooling inside of the Furnace
2.3.3. Water Cooling
2.4. Fiber Reinforced Concrete (FRC)
2.4.1. Natural Cooling outside the Furnace
2.4.2. Natural Cooling inside the Furnace
2.4.3. Water Cooling
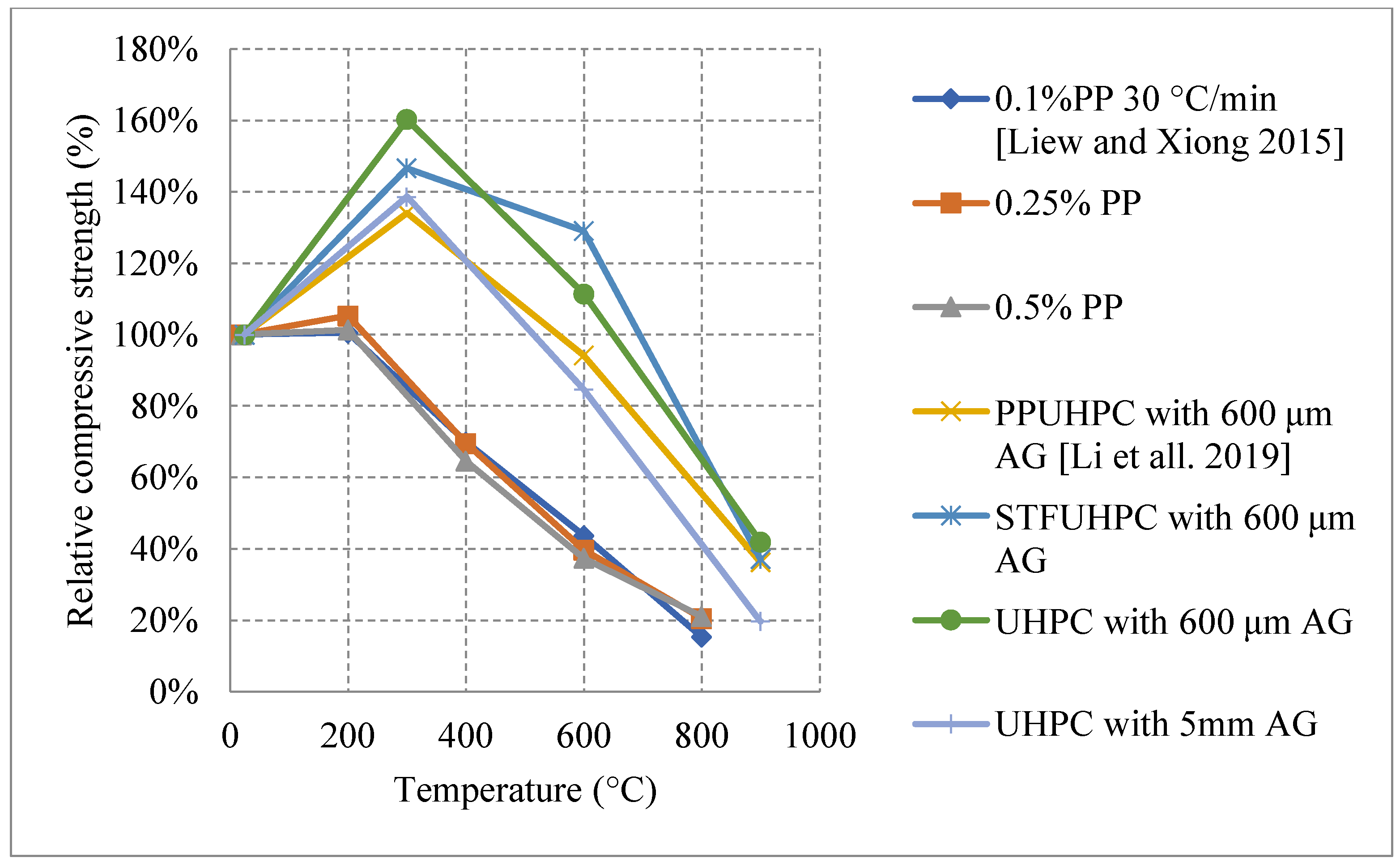
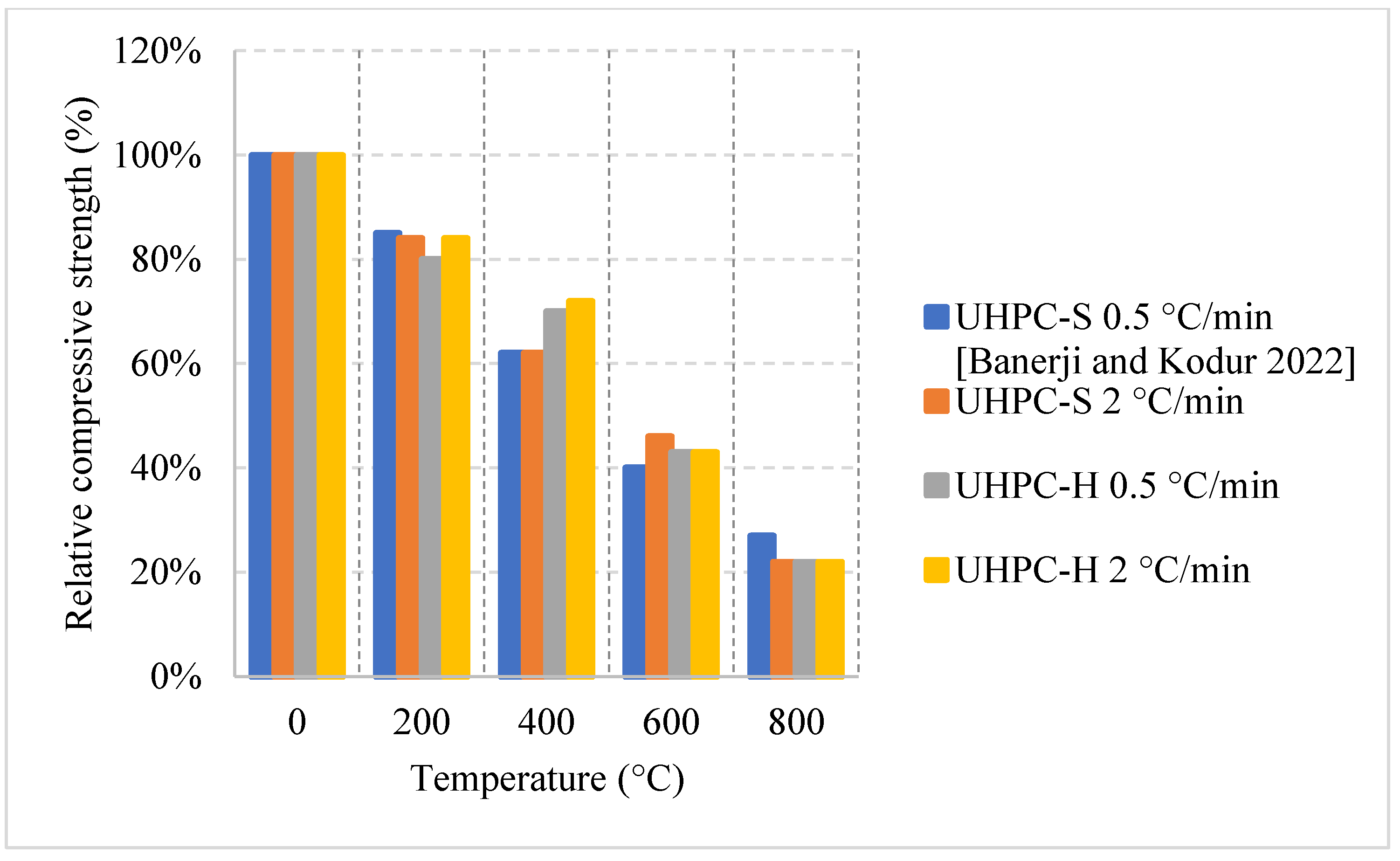
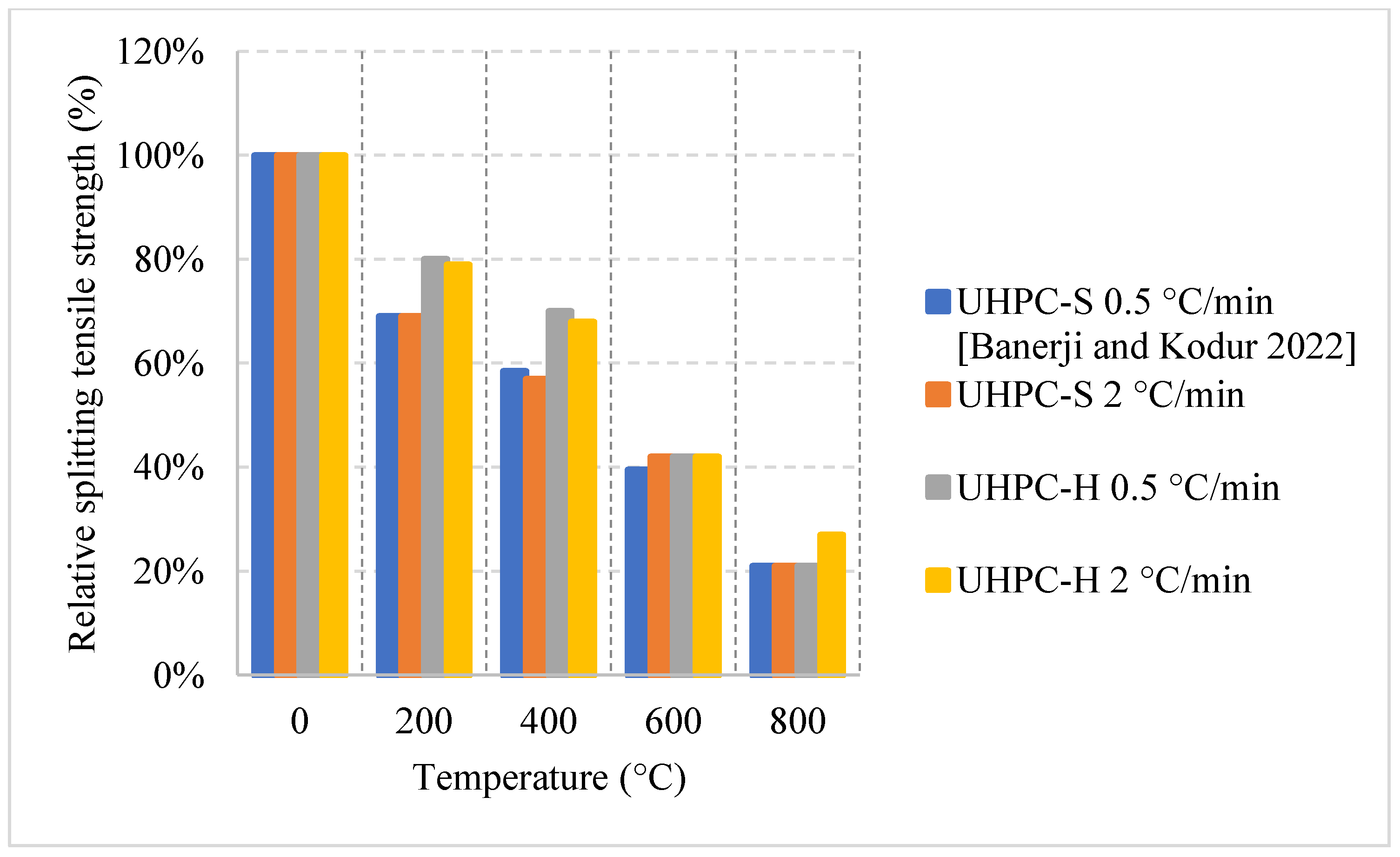
2.5. Ultra-High-Performance Concrete (UHPC)
2.5.1. Natural Cooling outside the Furnace
2.5.2. Natural Cooling inside the Furnace
2.5.3. No Cooling
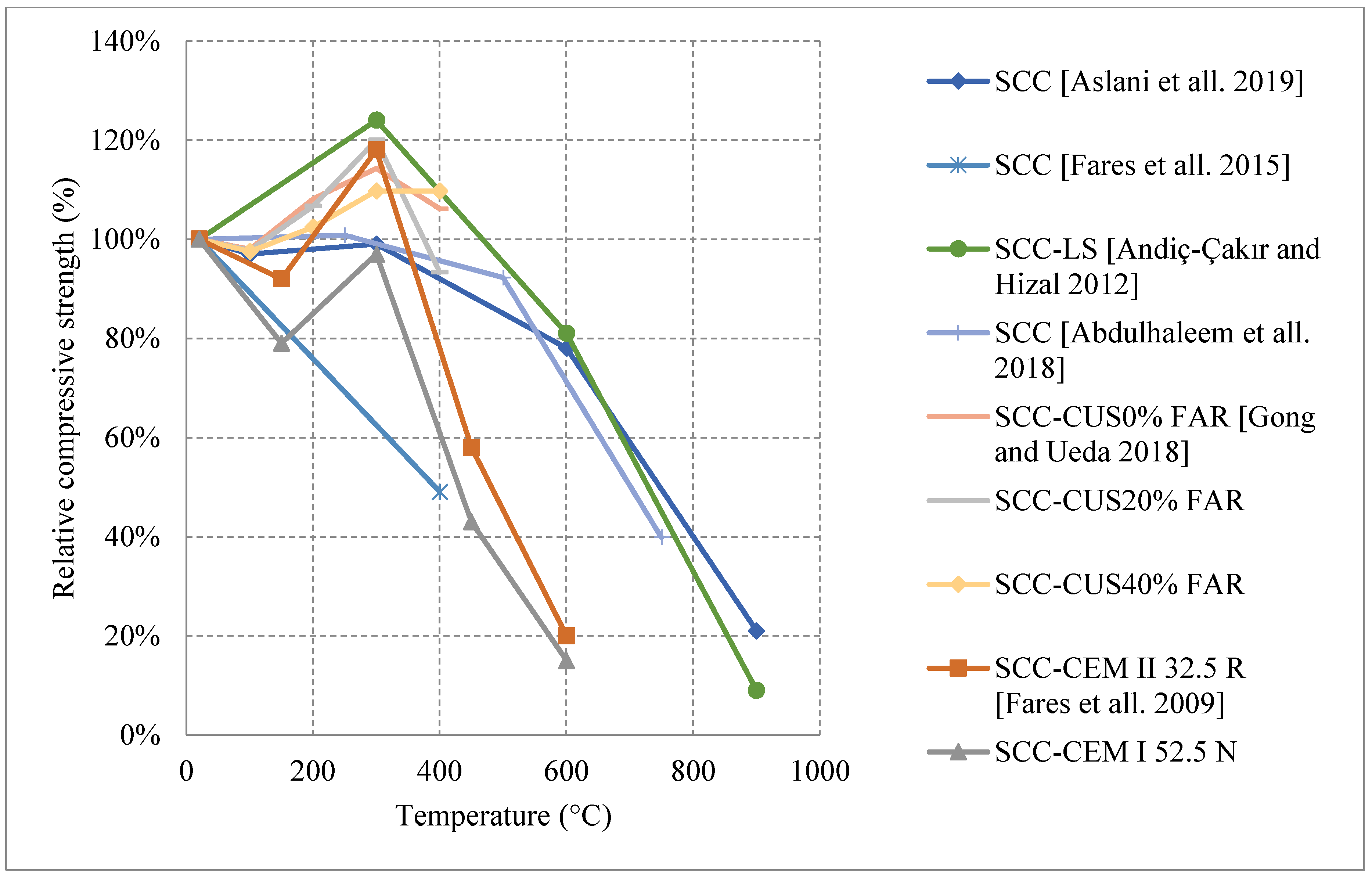
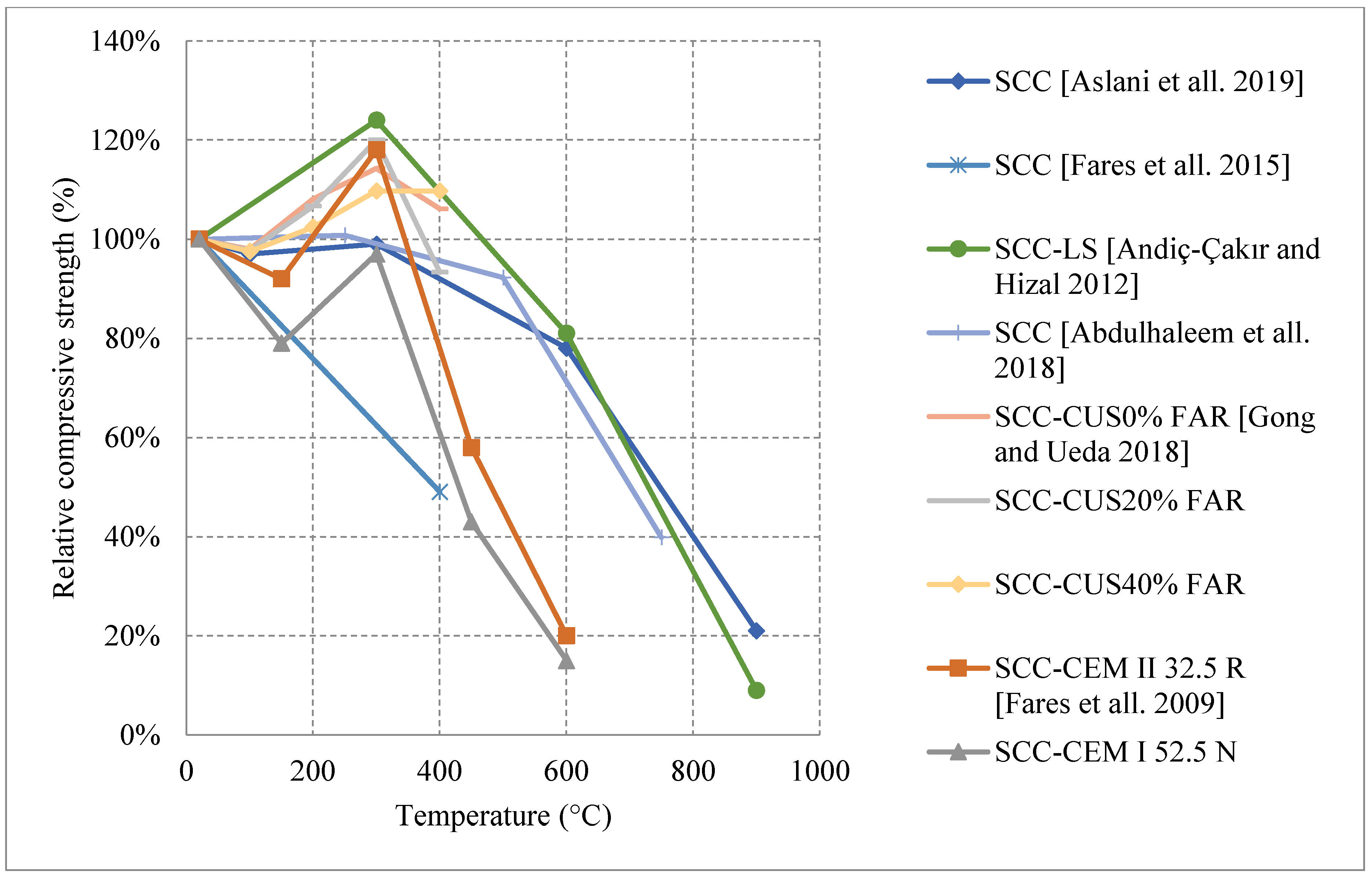
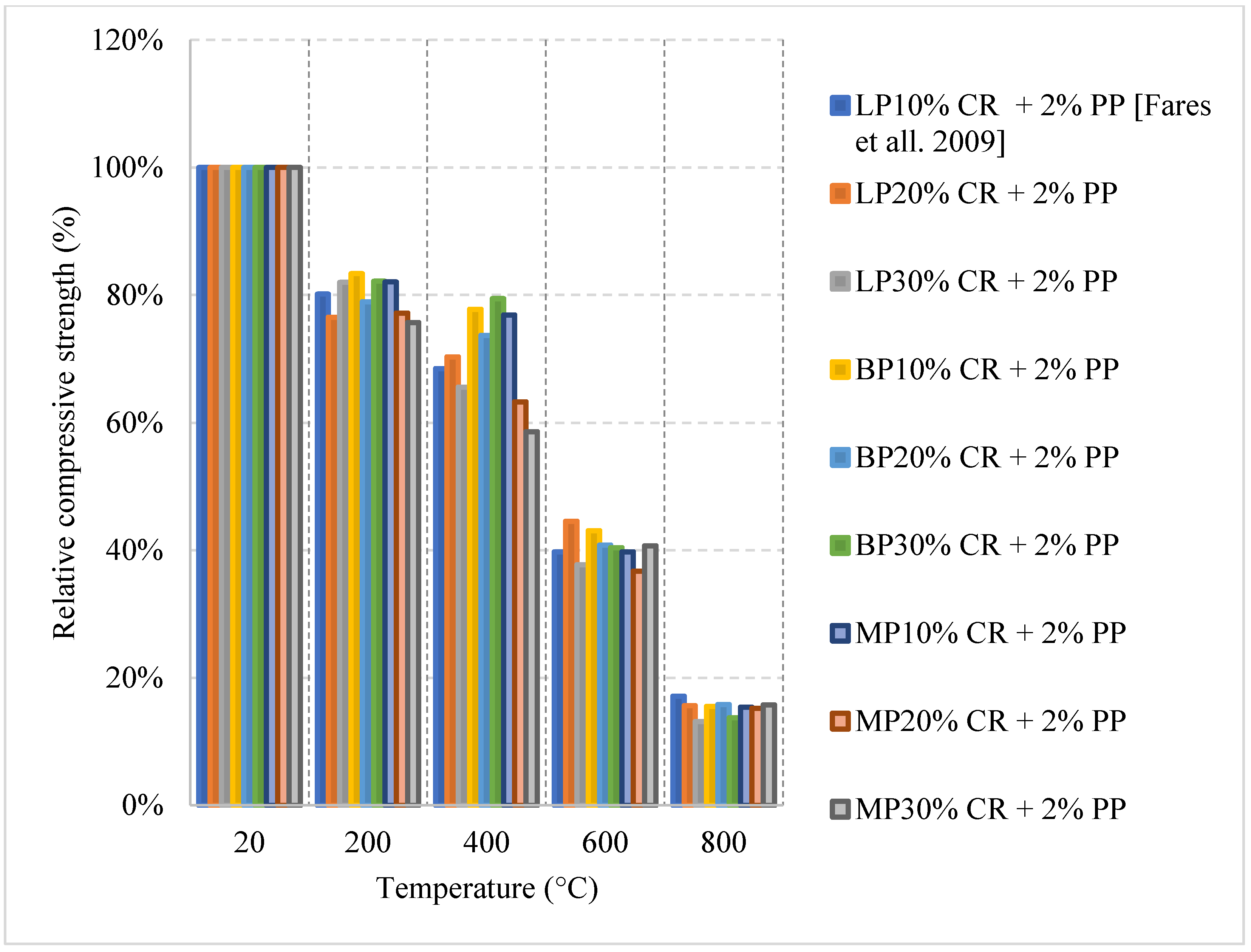
2.6. Self-Consolidating Concrete (SCC)
Natural Cooling outside of the Furnace
- Normal weight SCC (NWSCC):
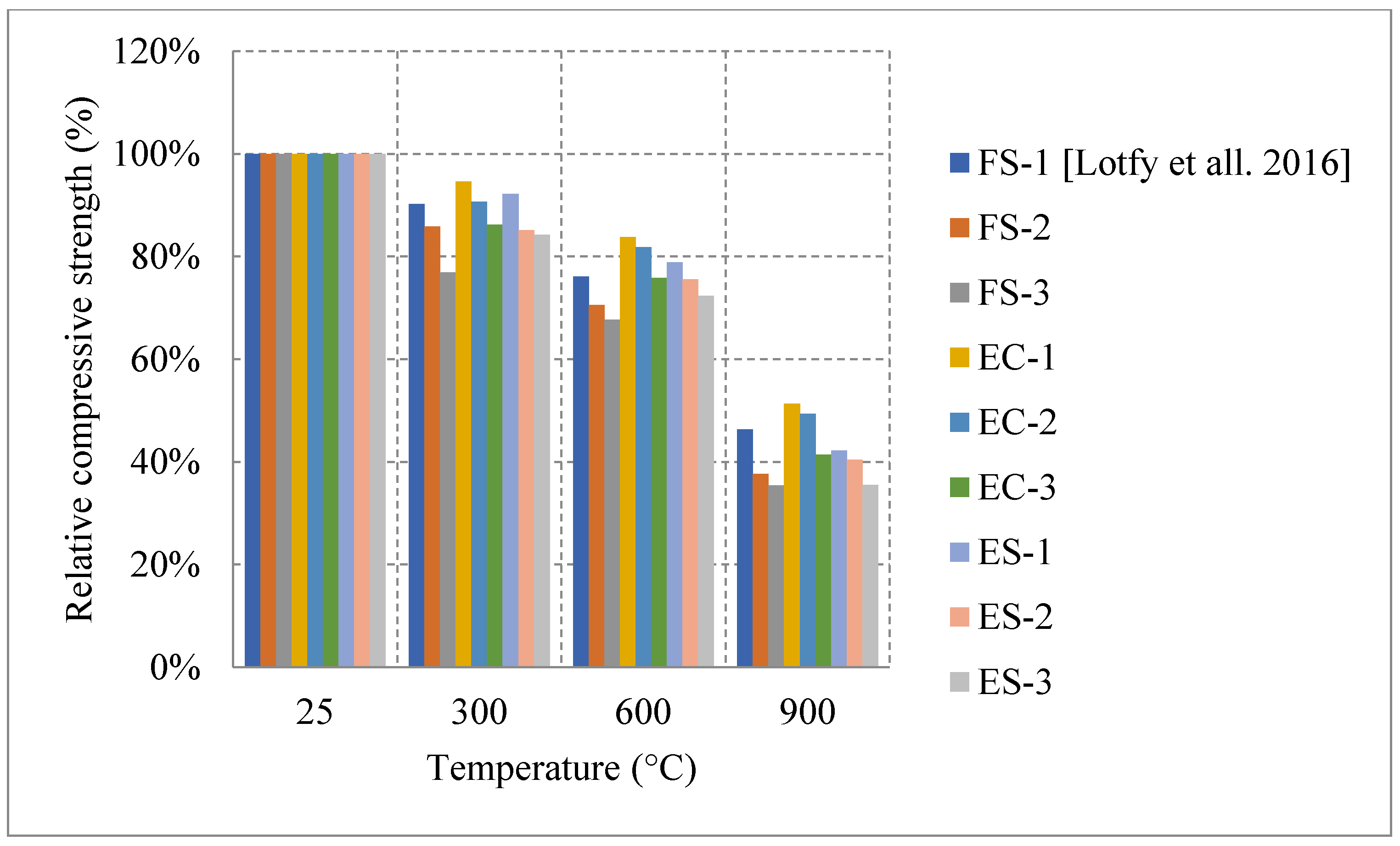
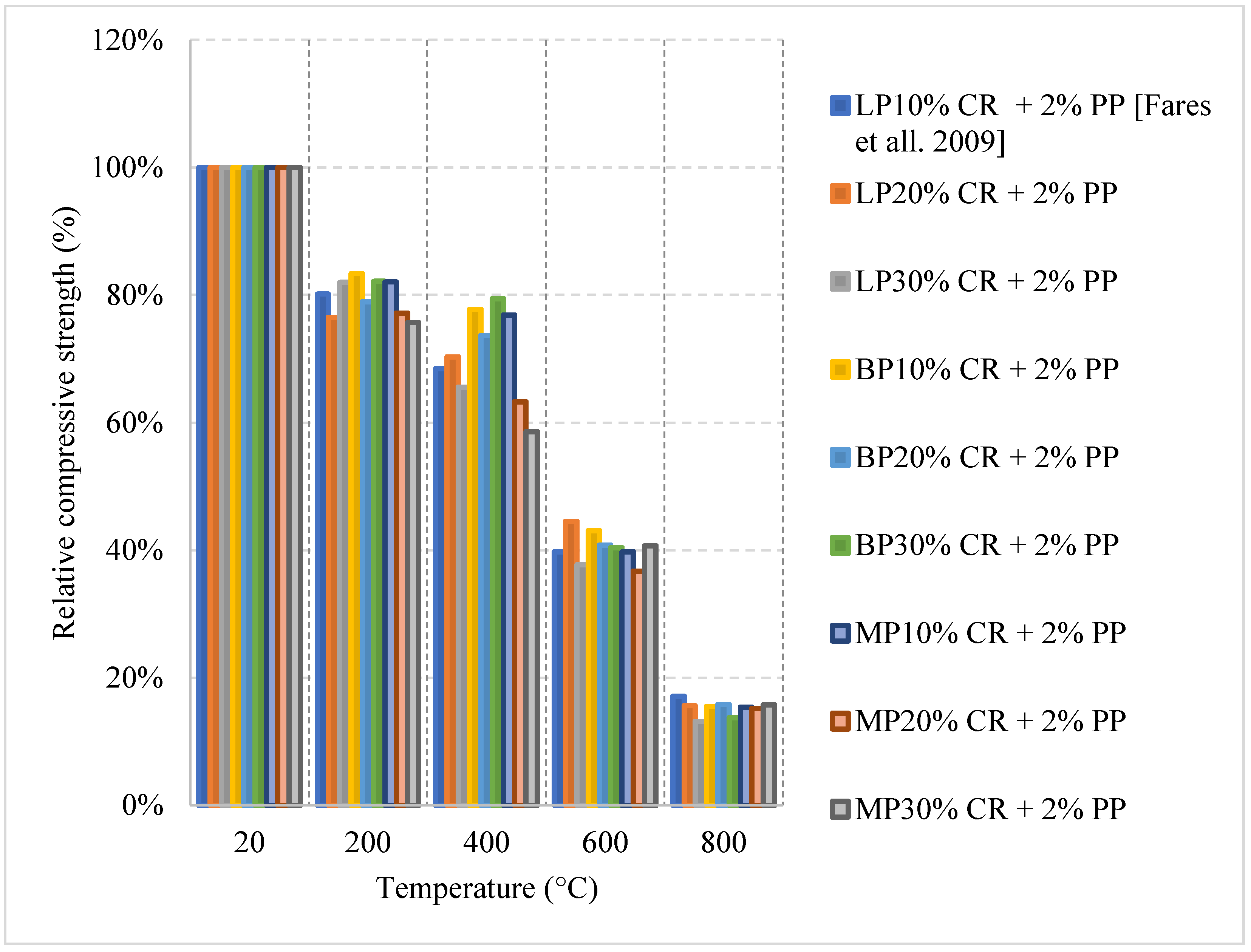
- Lightweight SCC (LWSCC):
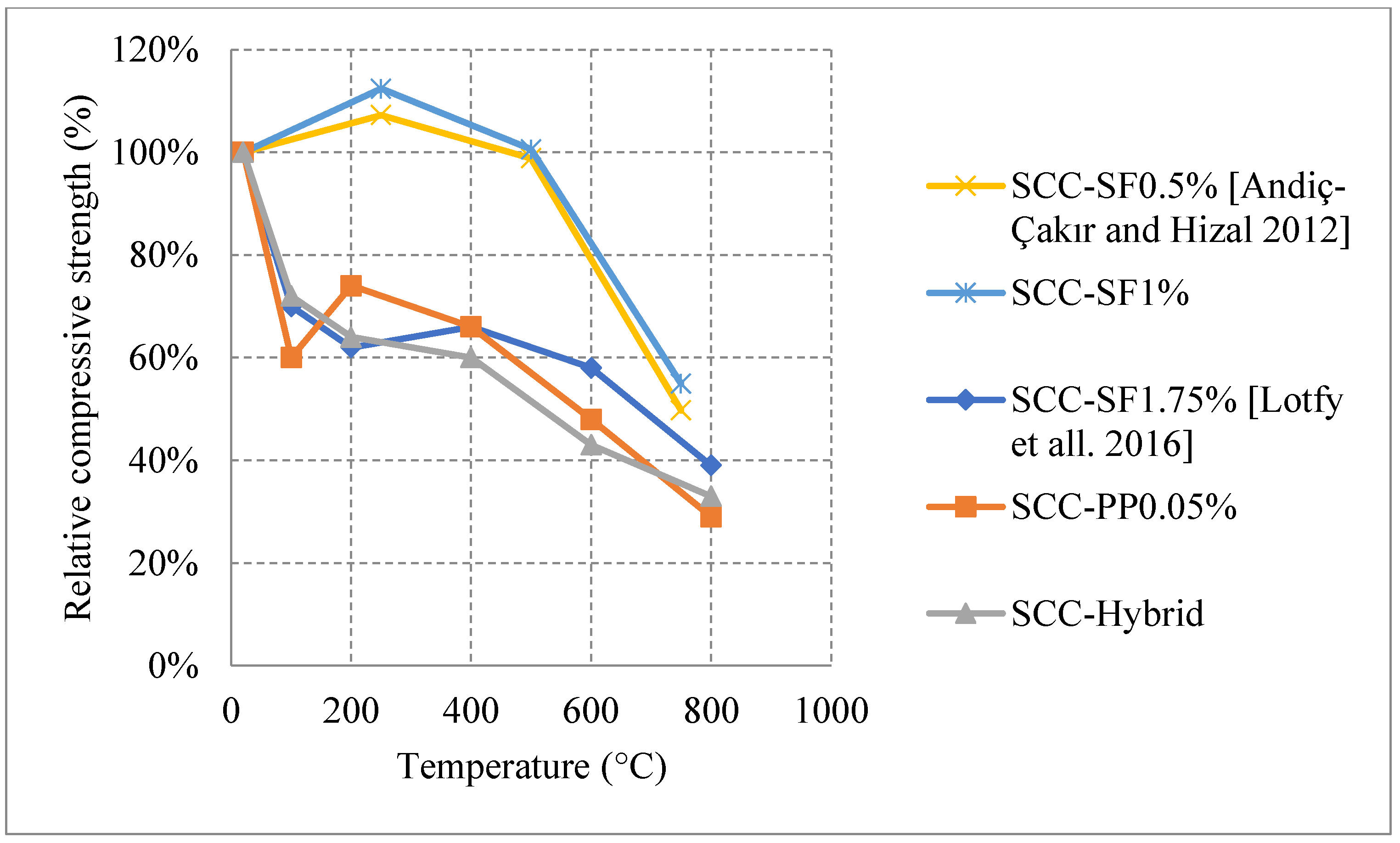
- Fiber reinforced SCC (FRSCC)
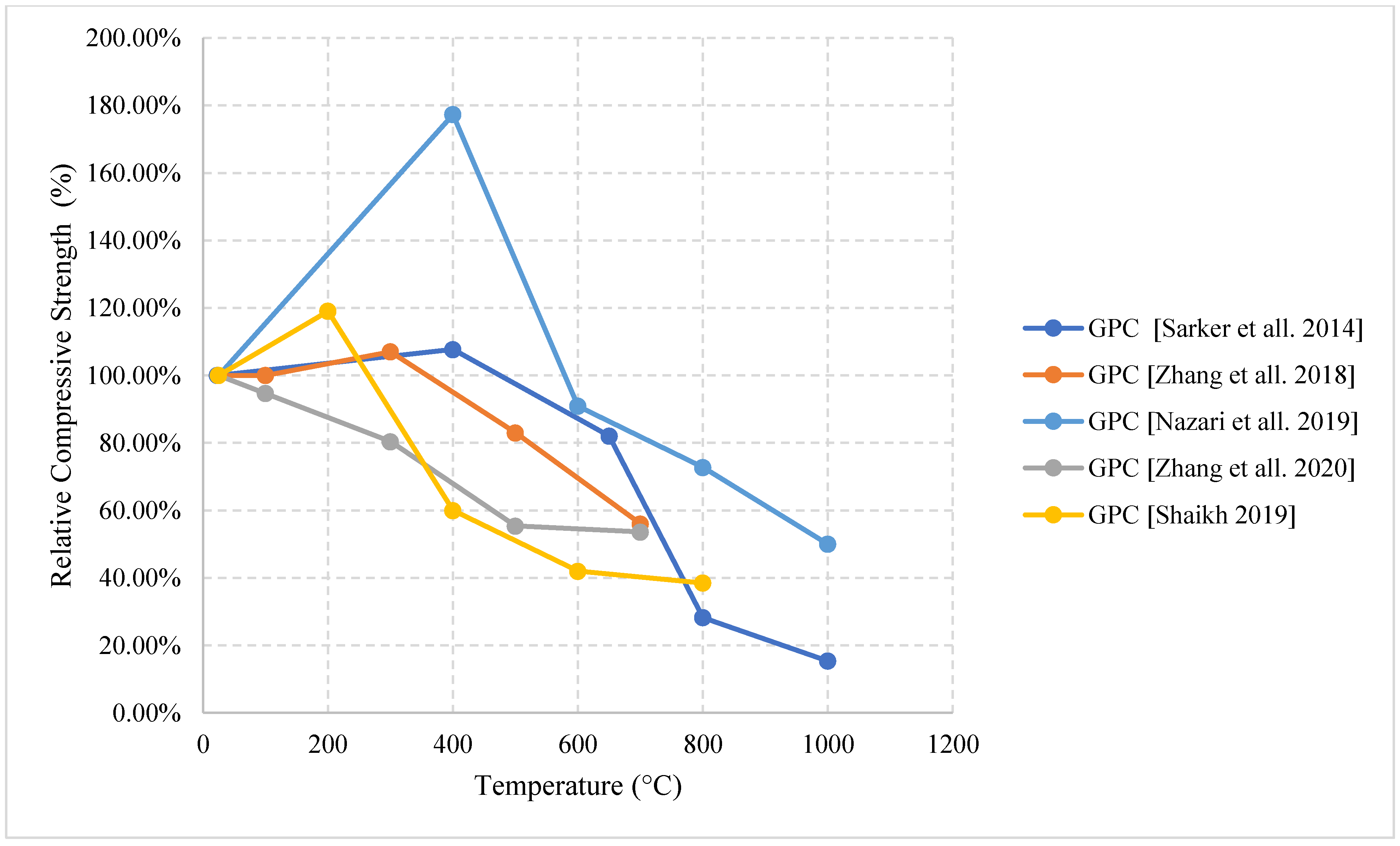
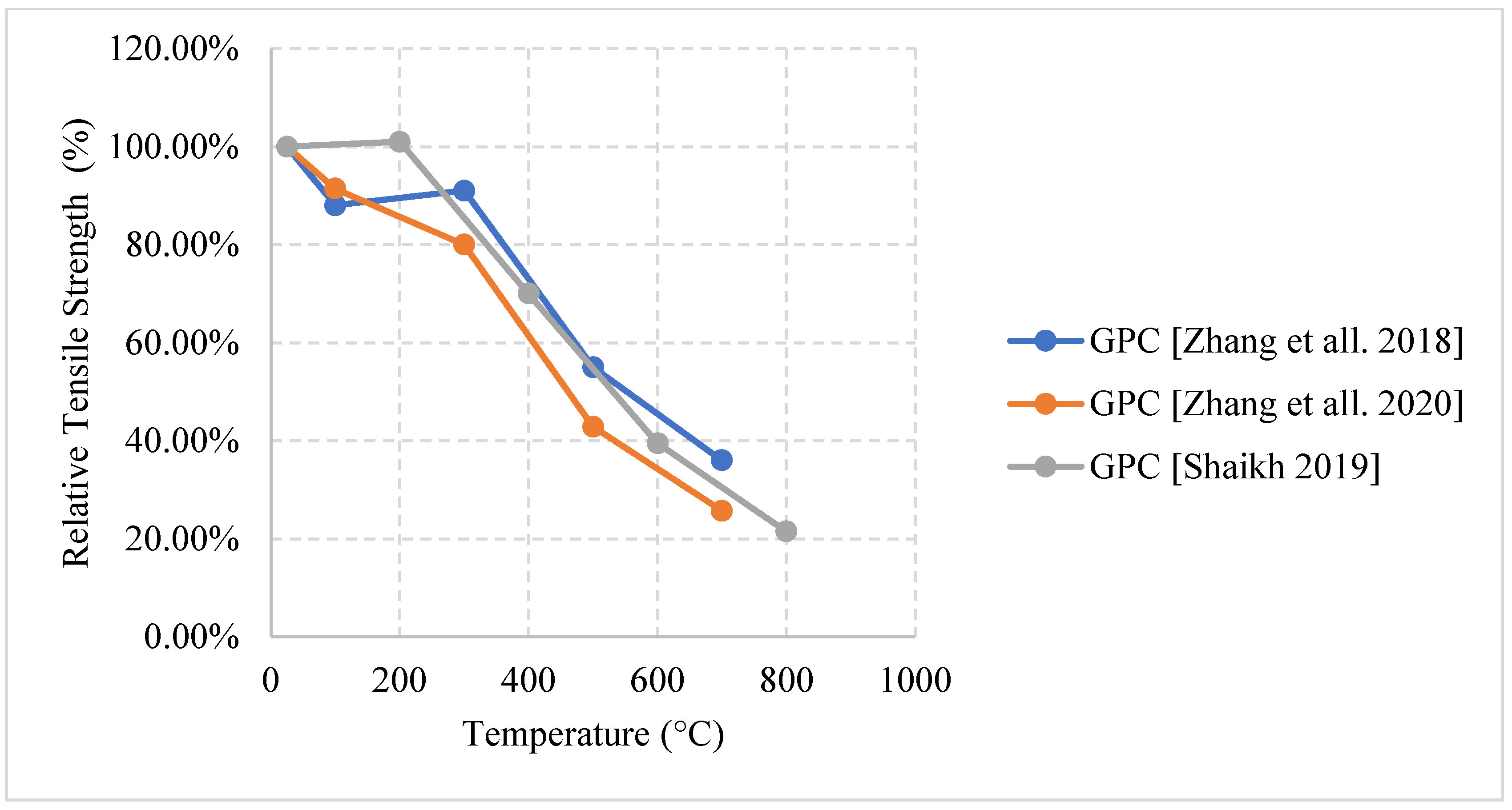
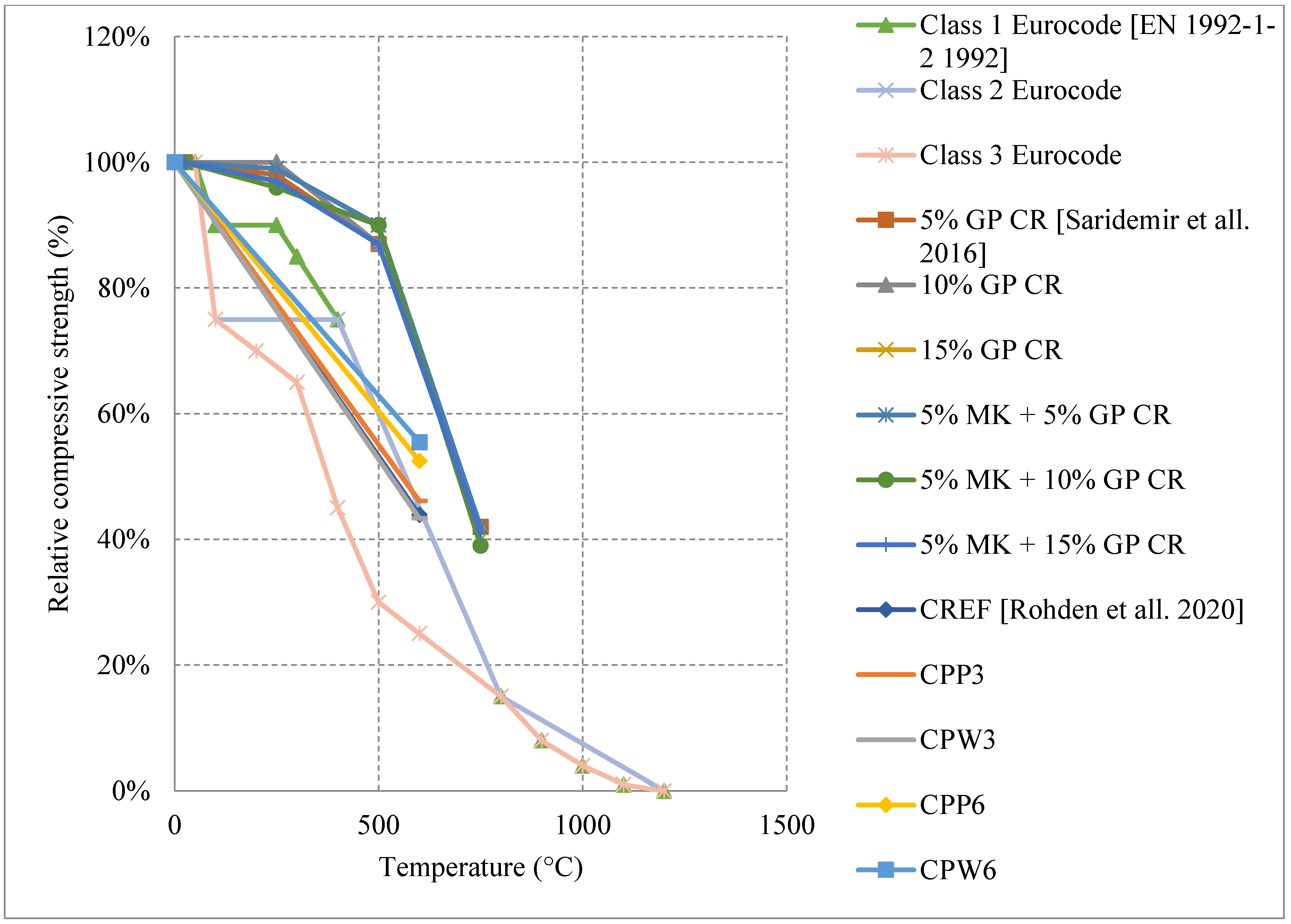
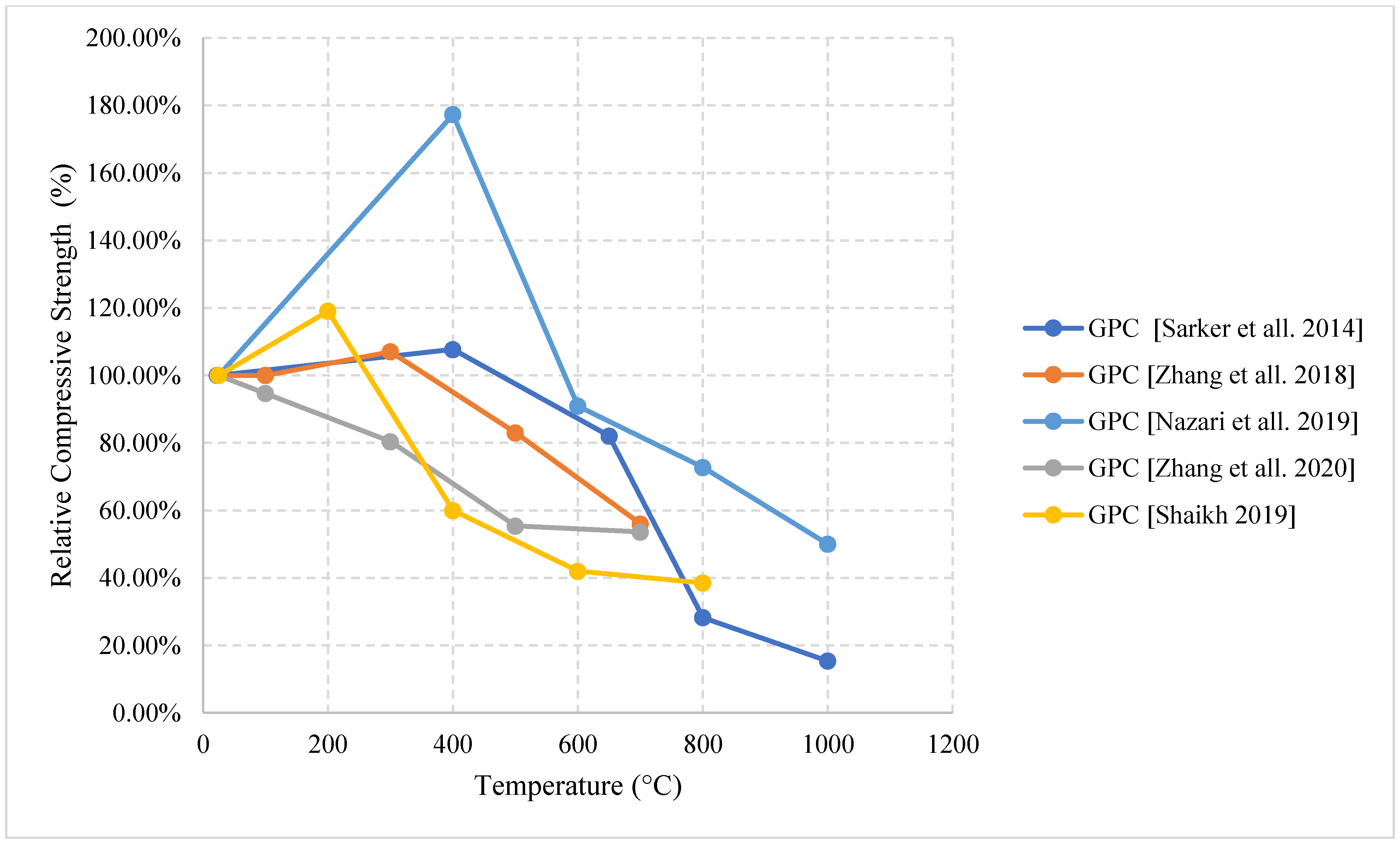
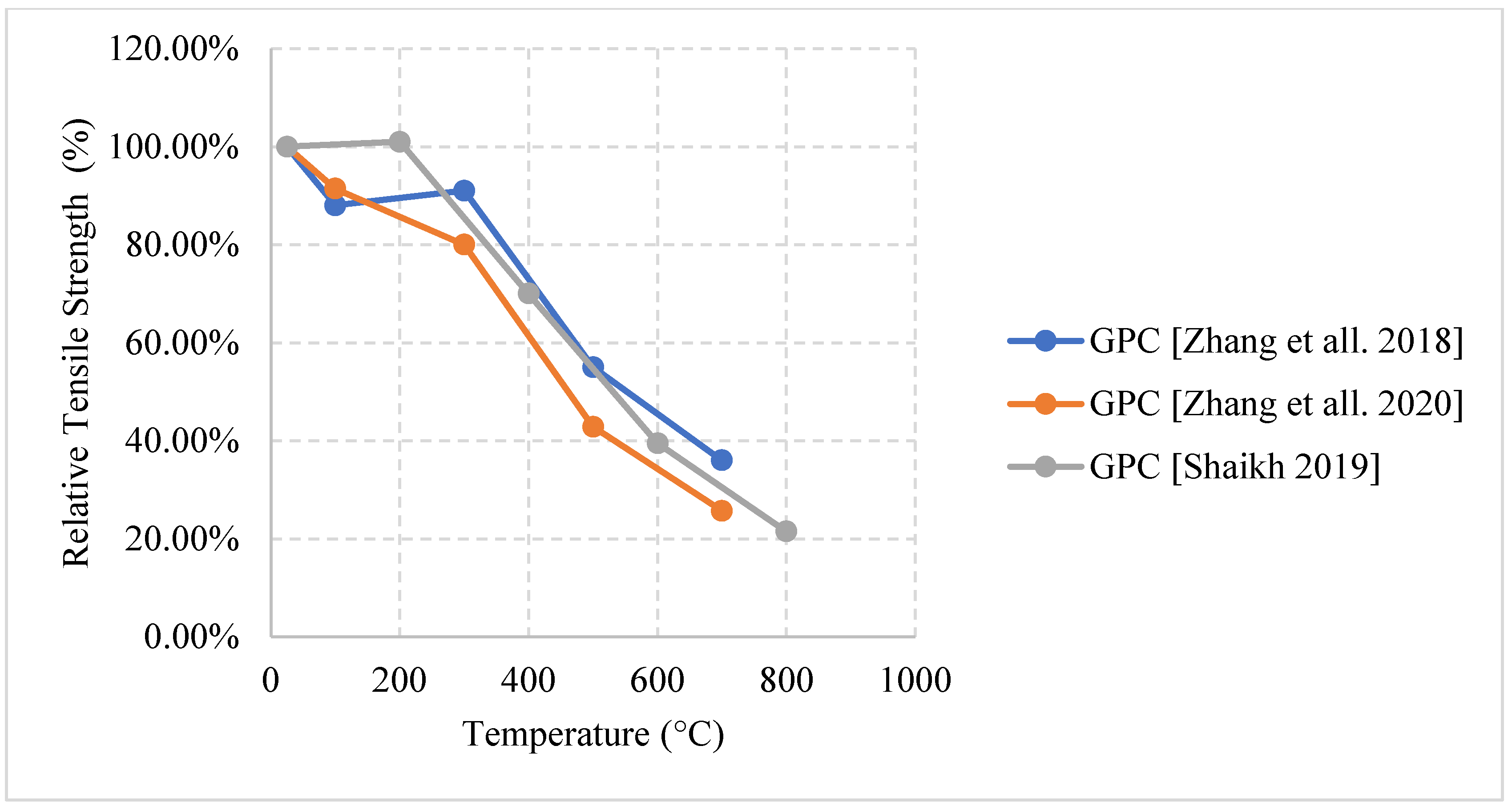
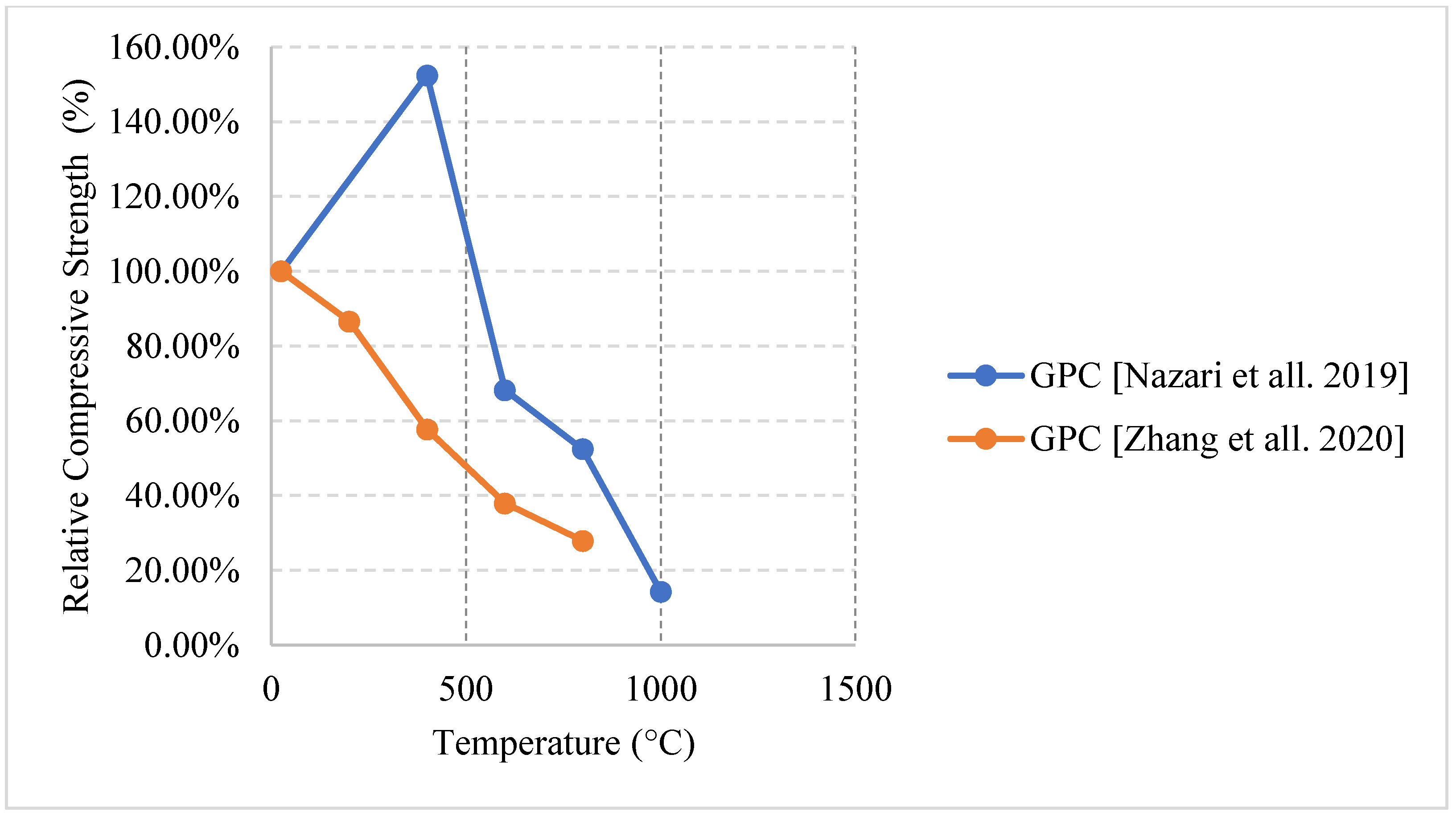
2.7. Geopolymer Concrete (GPC)
2.7.1. Natural Cooling outside the Furnace
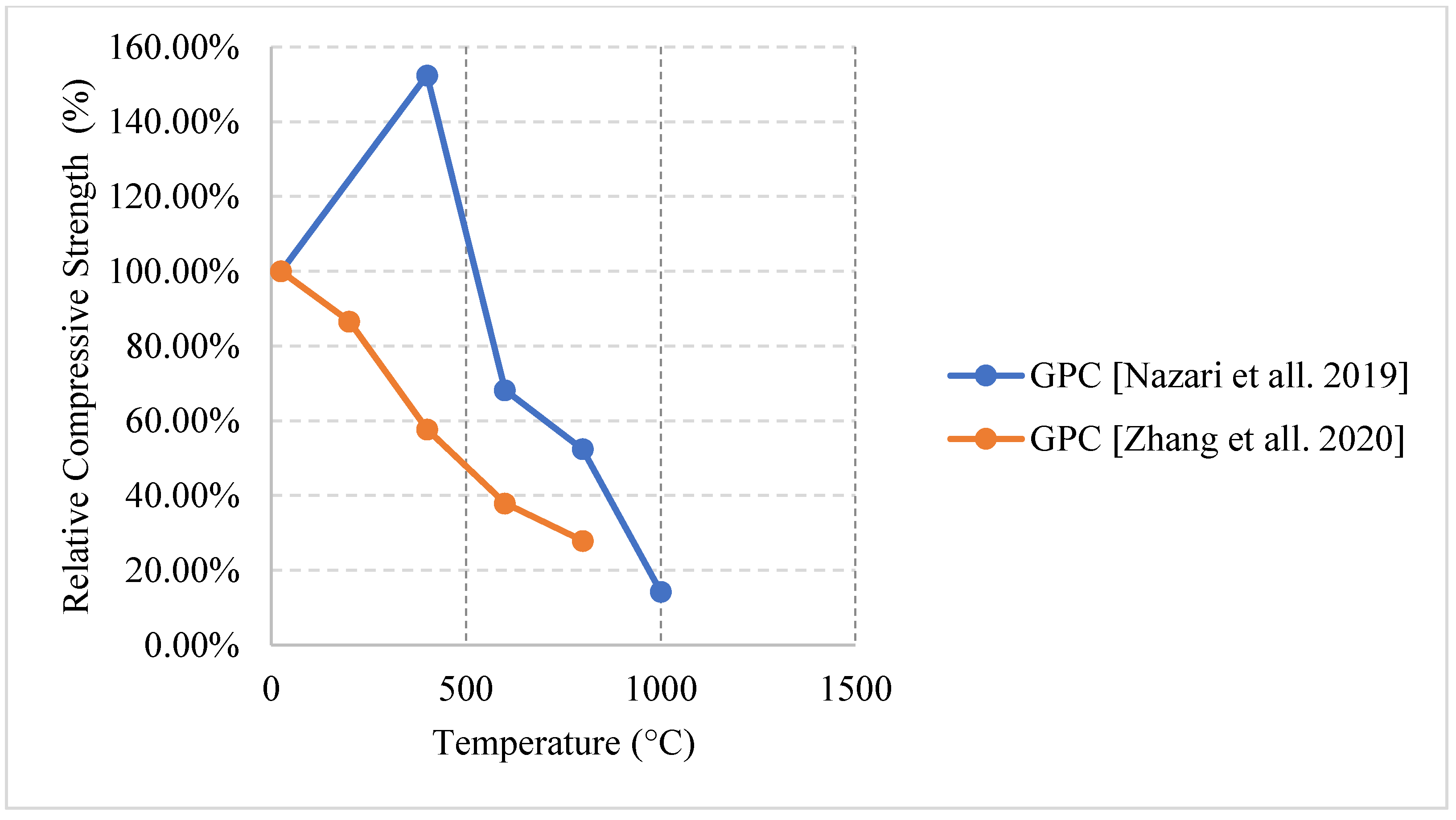
2.7.2. Water Cooling
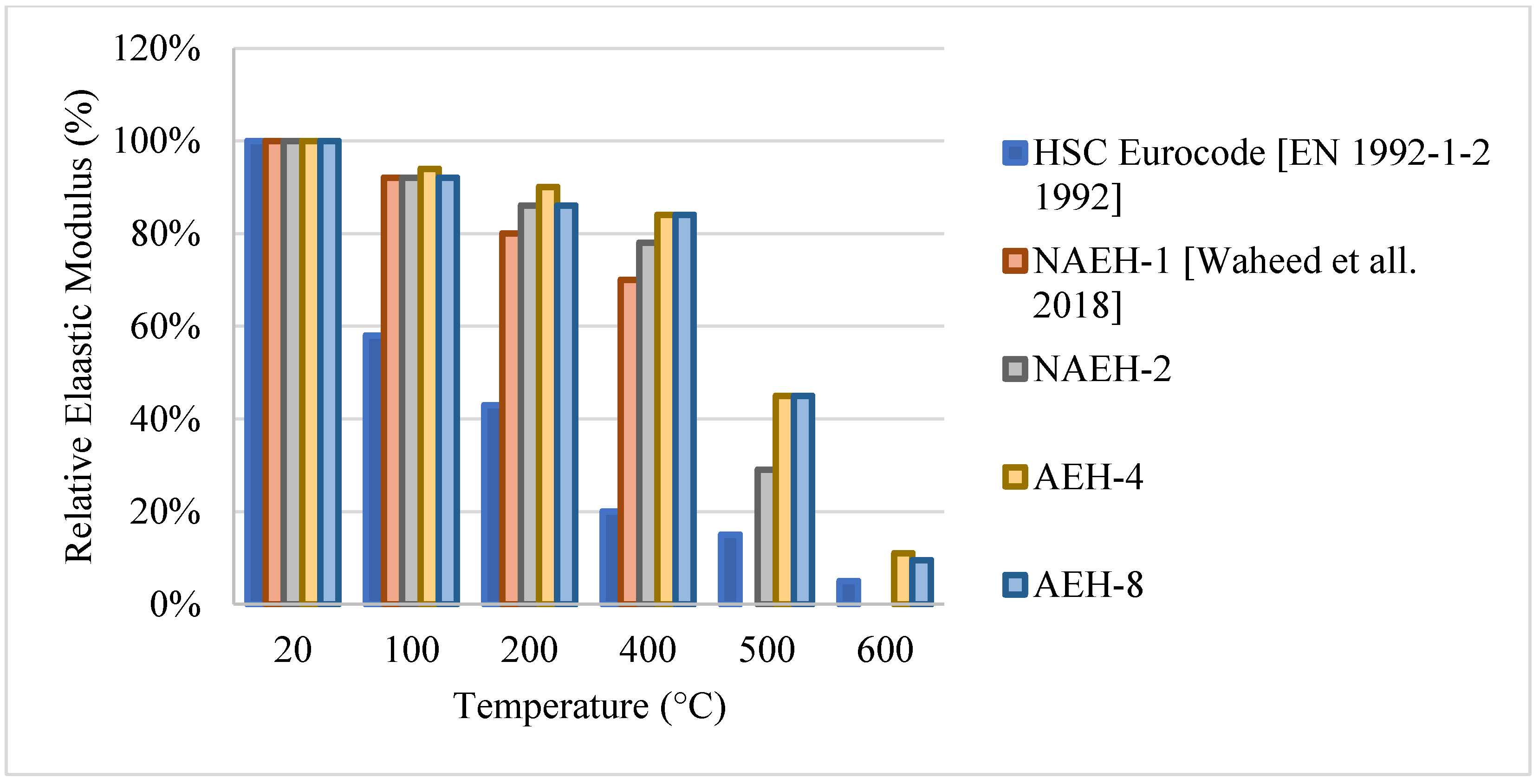
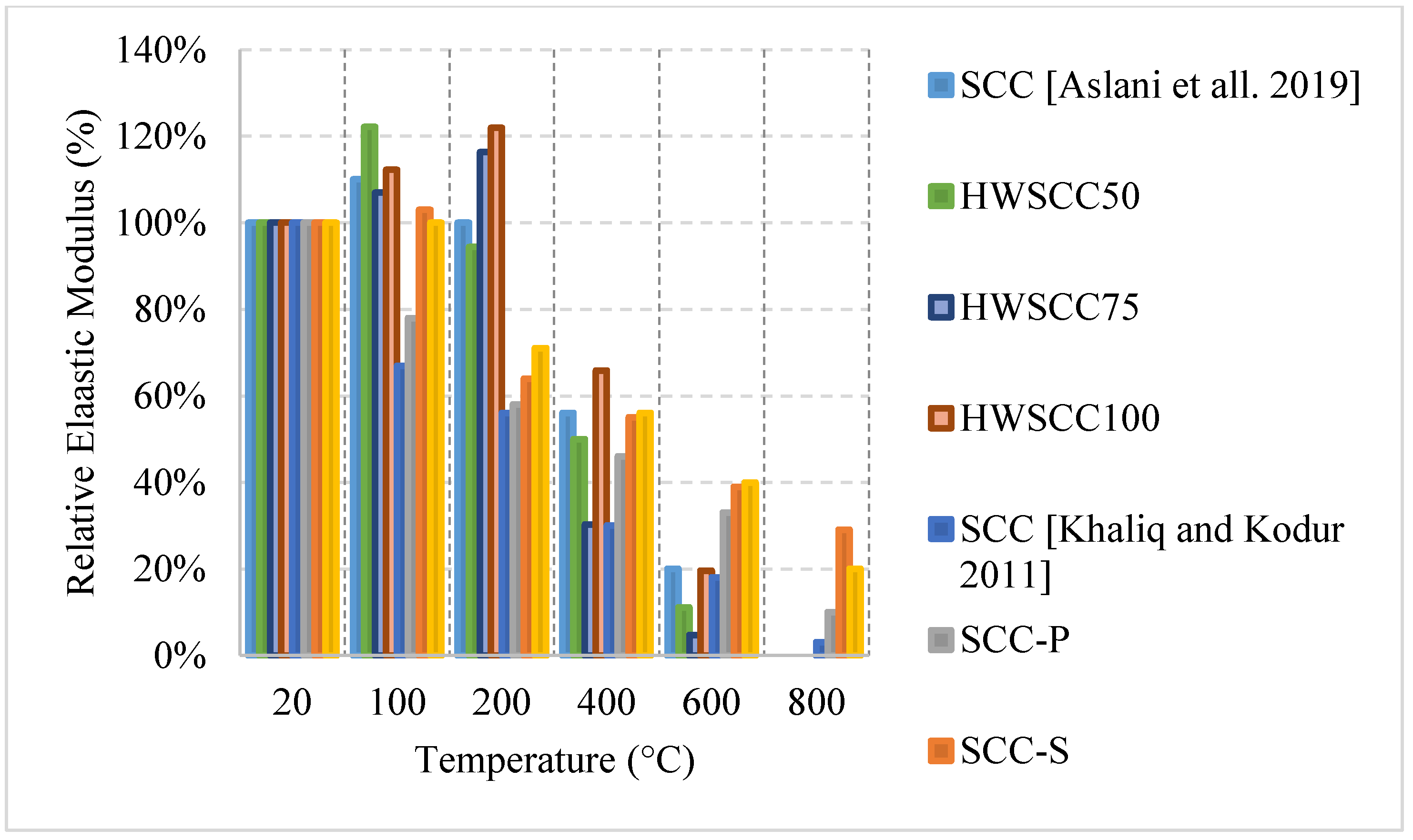
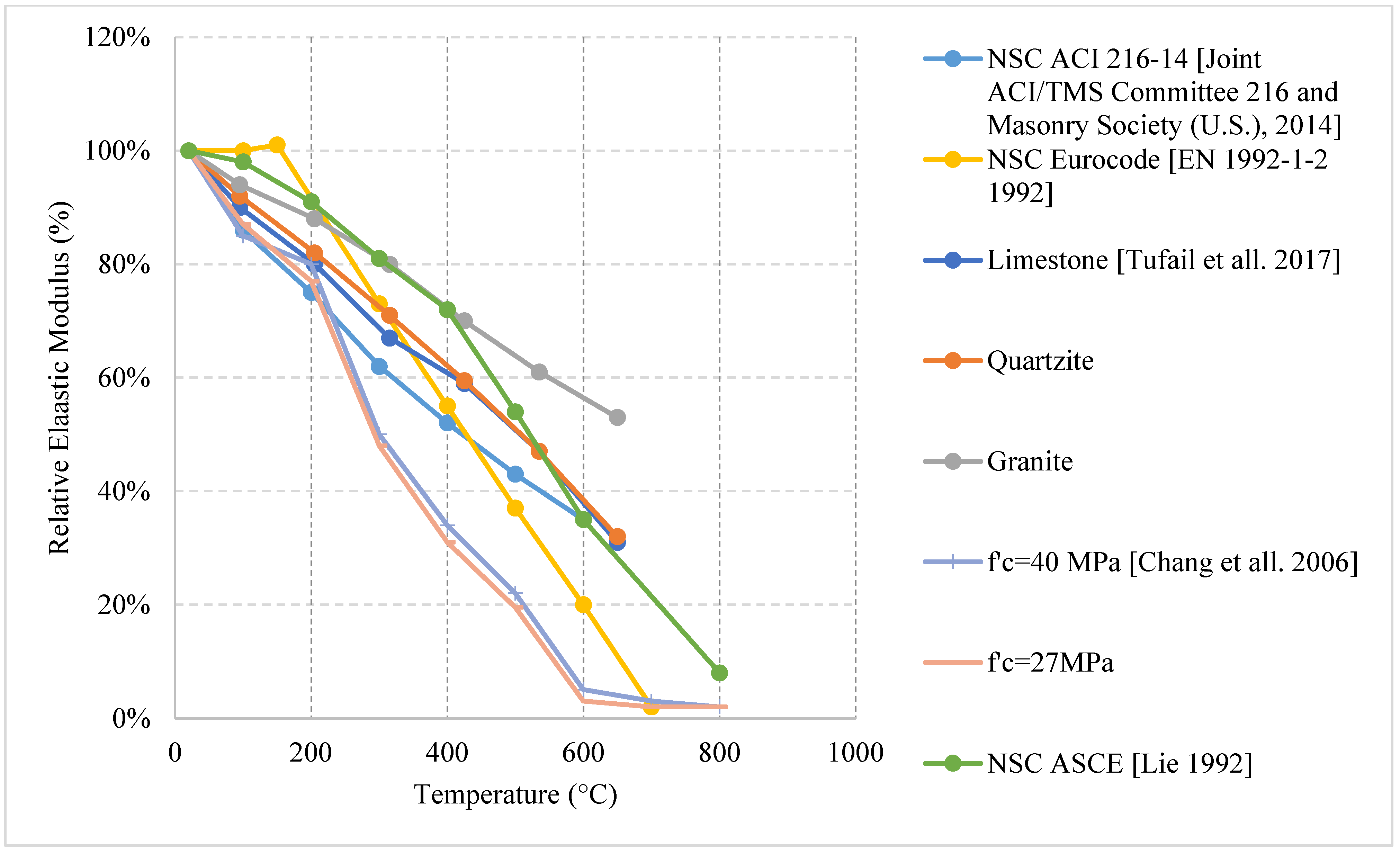
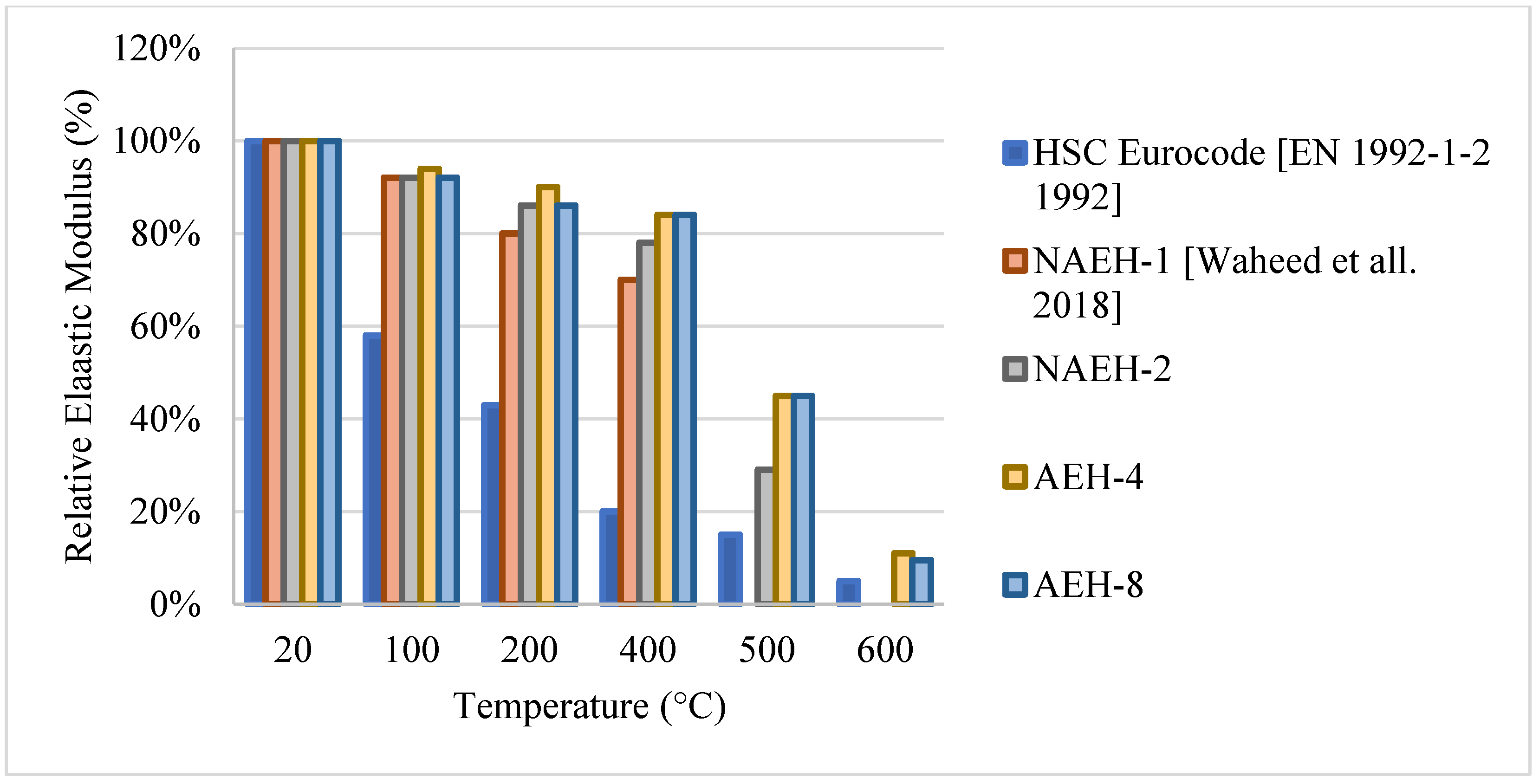
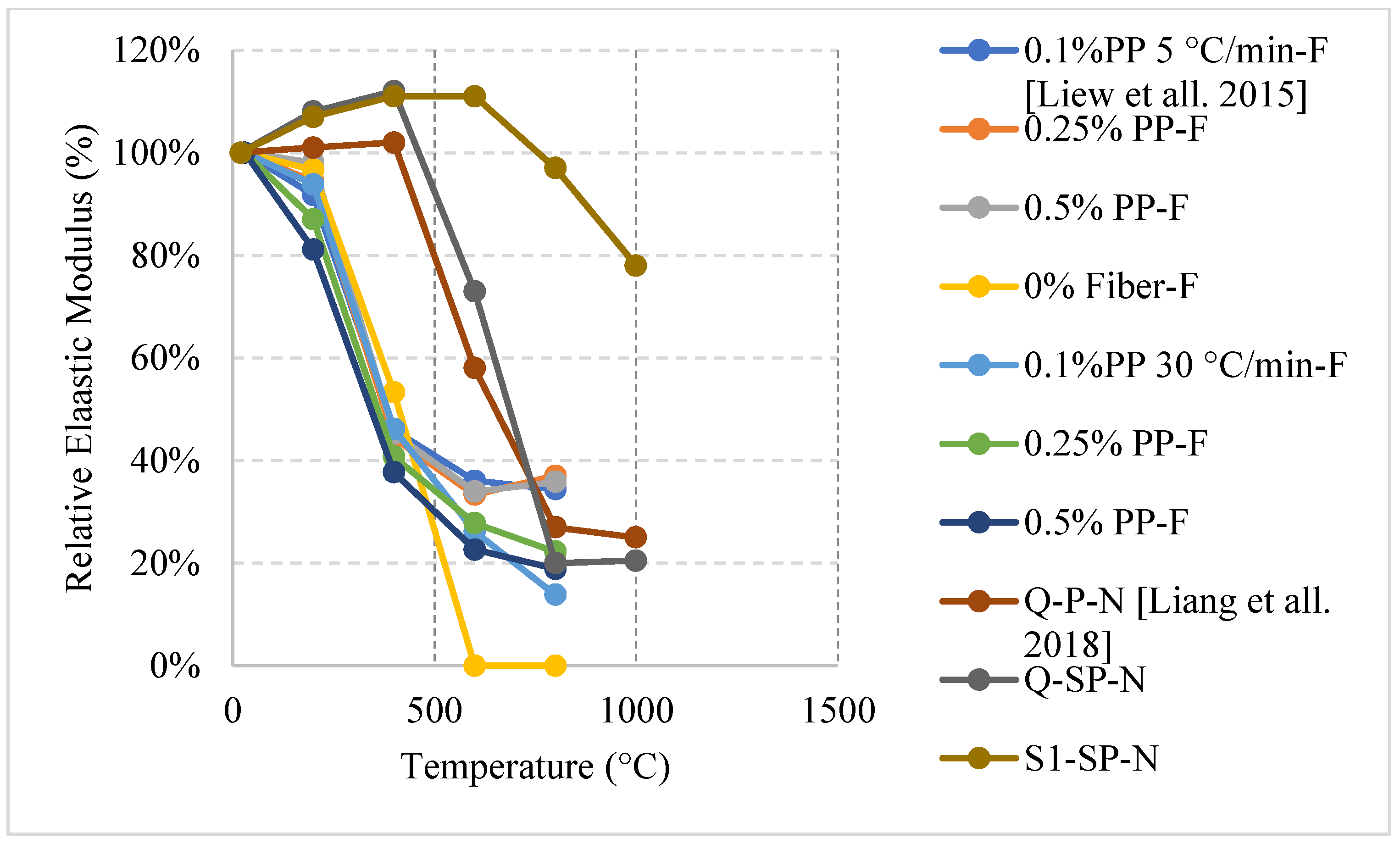
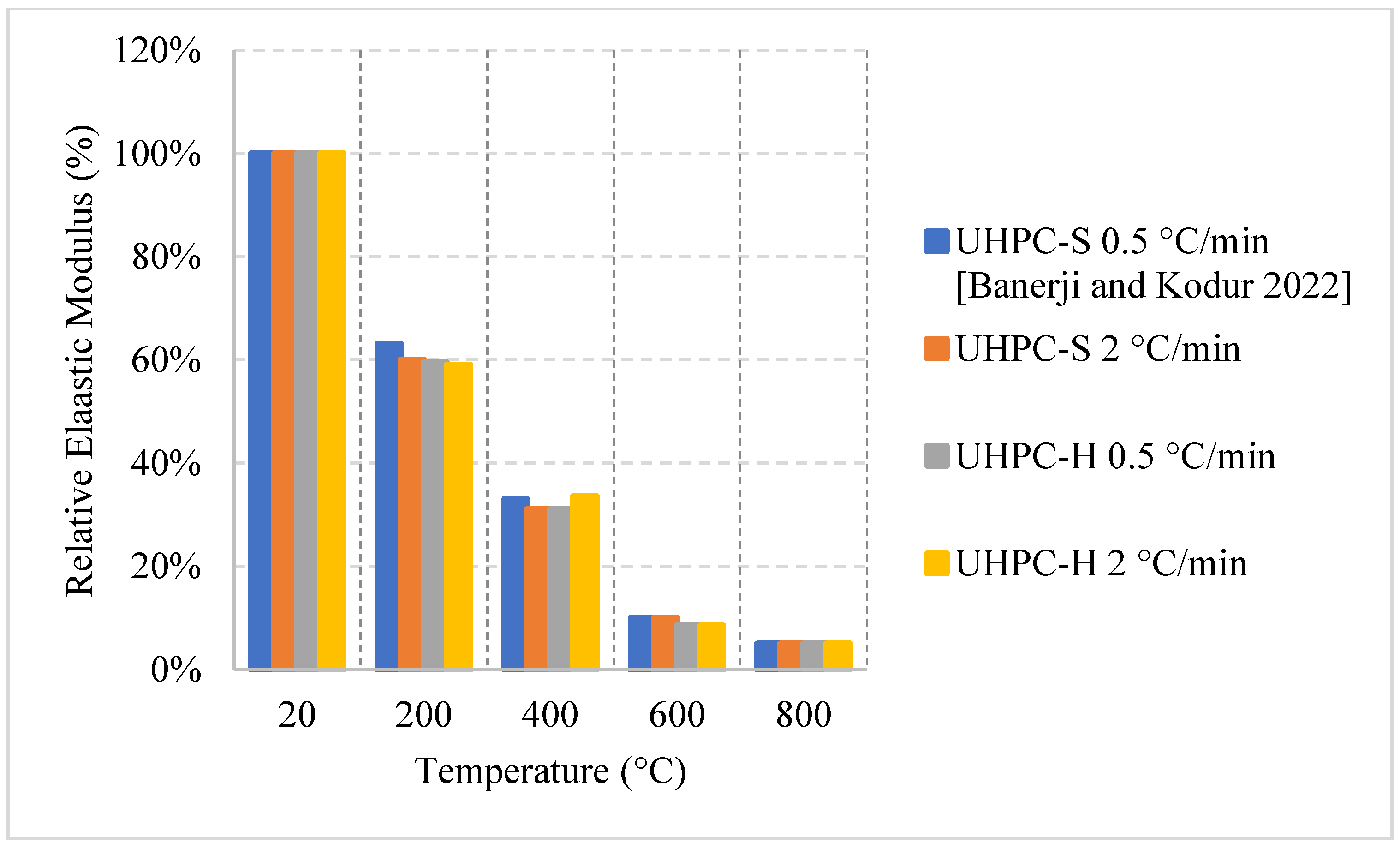
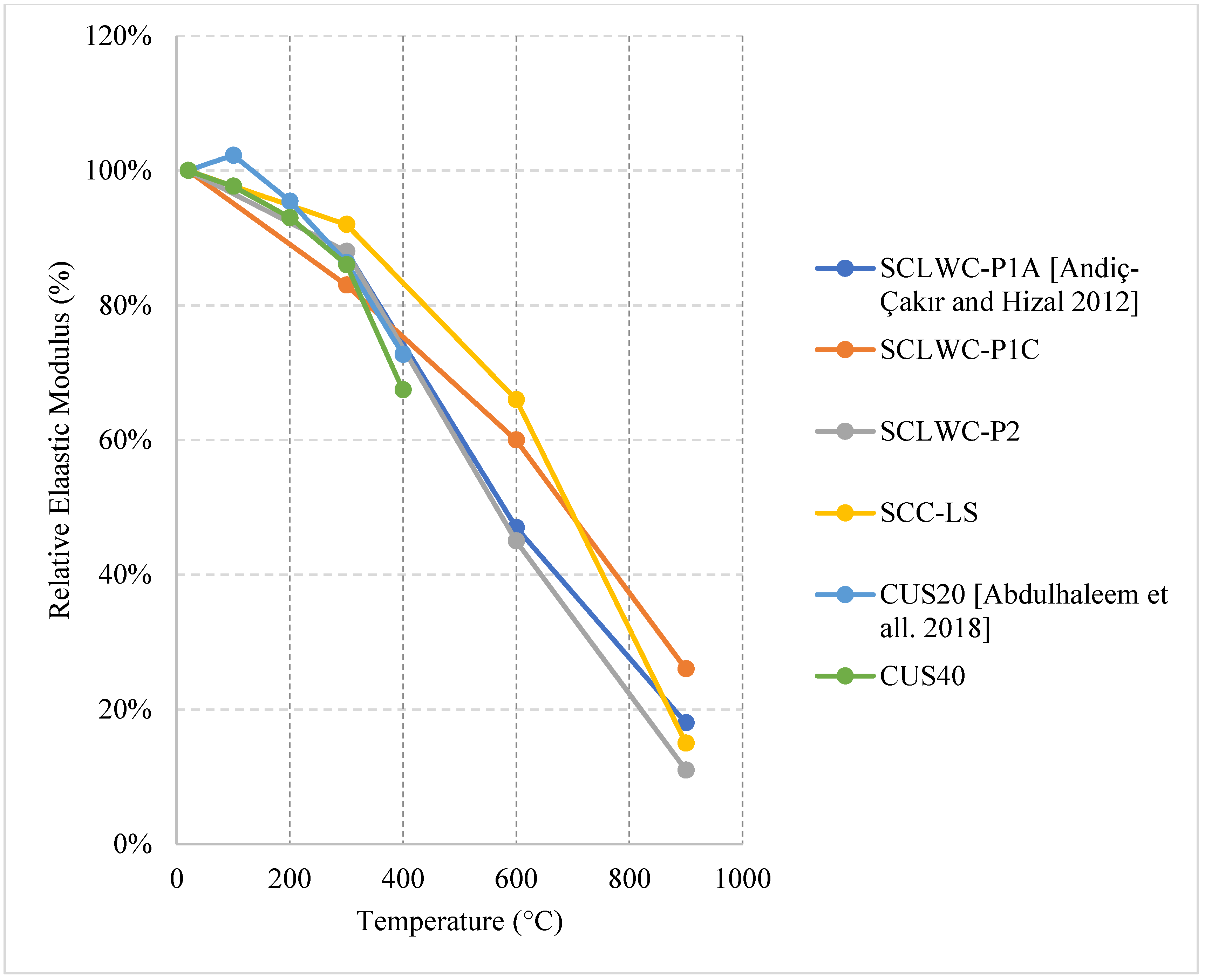
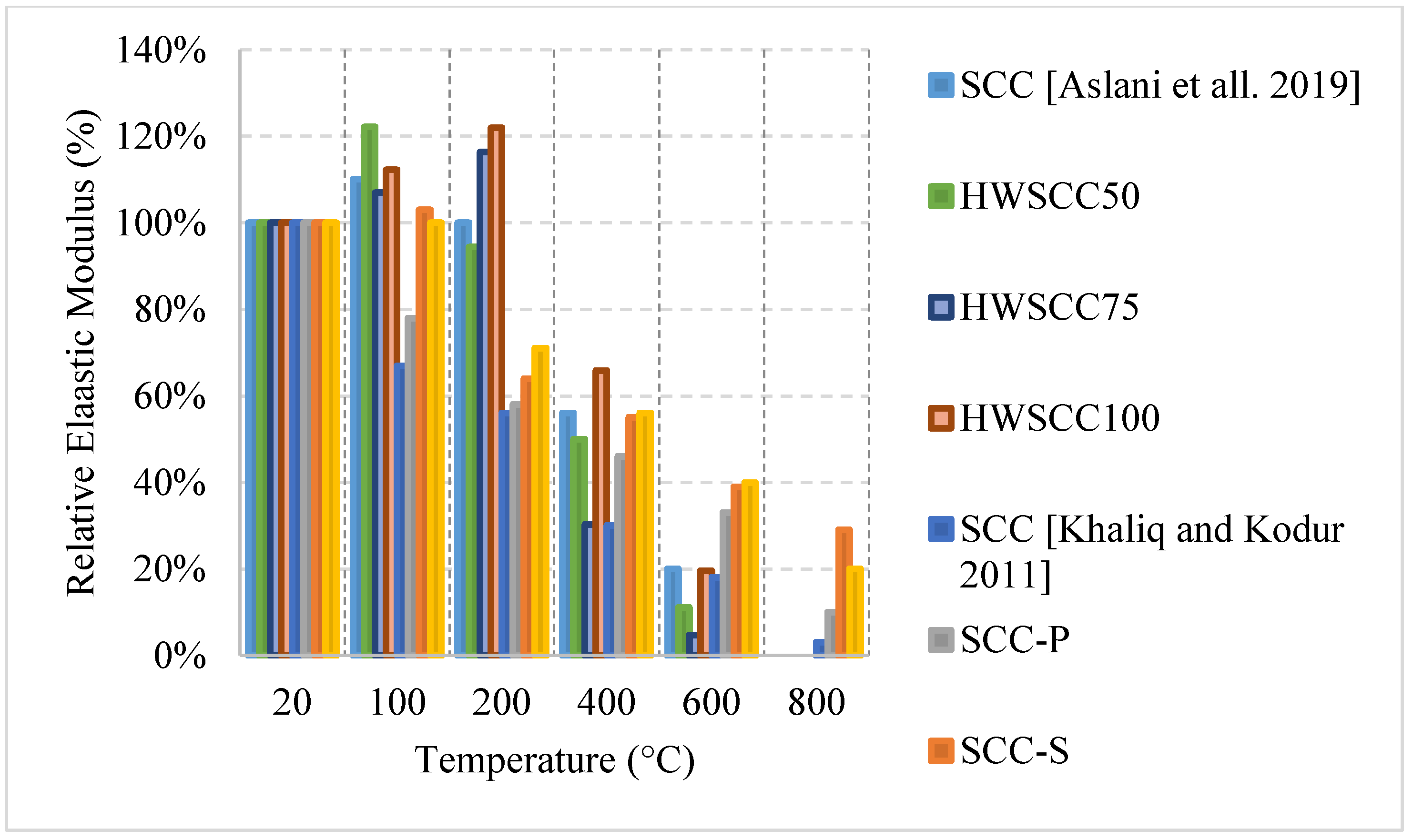
2.8. Elastic Modulus
3. Numerical Analysis from the Literature

| Study | Equation | Concrete Type | |
|---|---|---|---|
| [5] | Thermal strain: | NSC | |
| Siliceous aggregates: | |||
| ɛc(ɵ) = −1.8 × 10−4 + 9 × 10−6ɵ + 2.3 × 10−11ɵ3 | 20 °C ≤ ɵ ≤ 700 °C | ||
| ɛc(ɵ) = 14 × 10−3 | 700 °C ≤ ɵ ≤ 1200 °C | ||
| Calcareous aggregates: | |||
| ɛc(ɵ) = −1.2 × 10−4 + 6 × 10−6ɵ + 1.4 × 10−11ɵ3 | 20 °C ≤ ɵ ≤ 805 °C | ||
| ɛc(ɵ) = 12 × 10−3 | 805 °C ≤ ɵ ≤ 1200 °C | ||
| where ɵ is the concrete temperature (°C) | |||
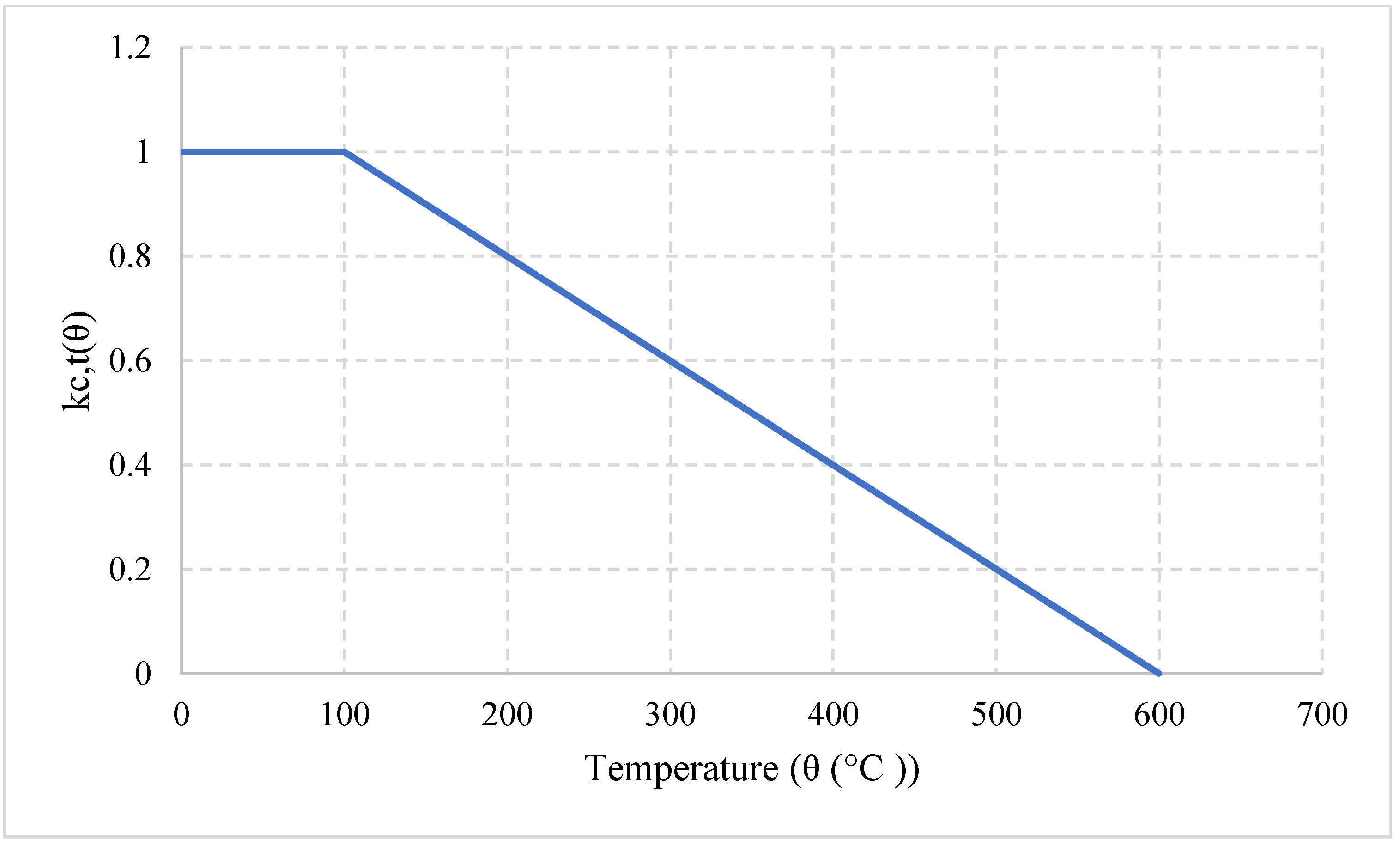
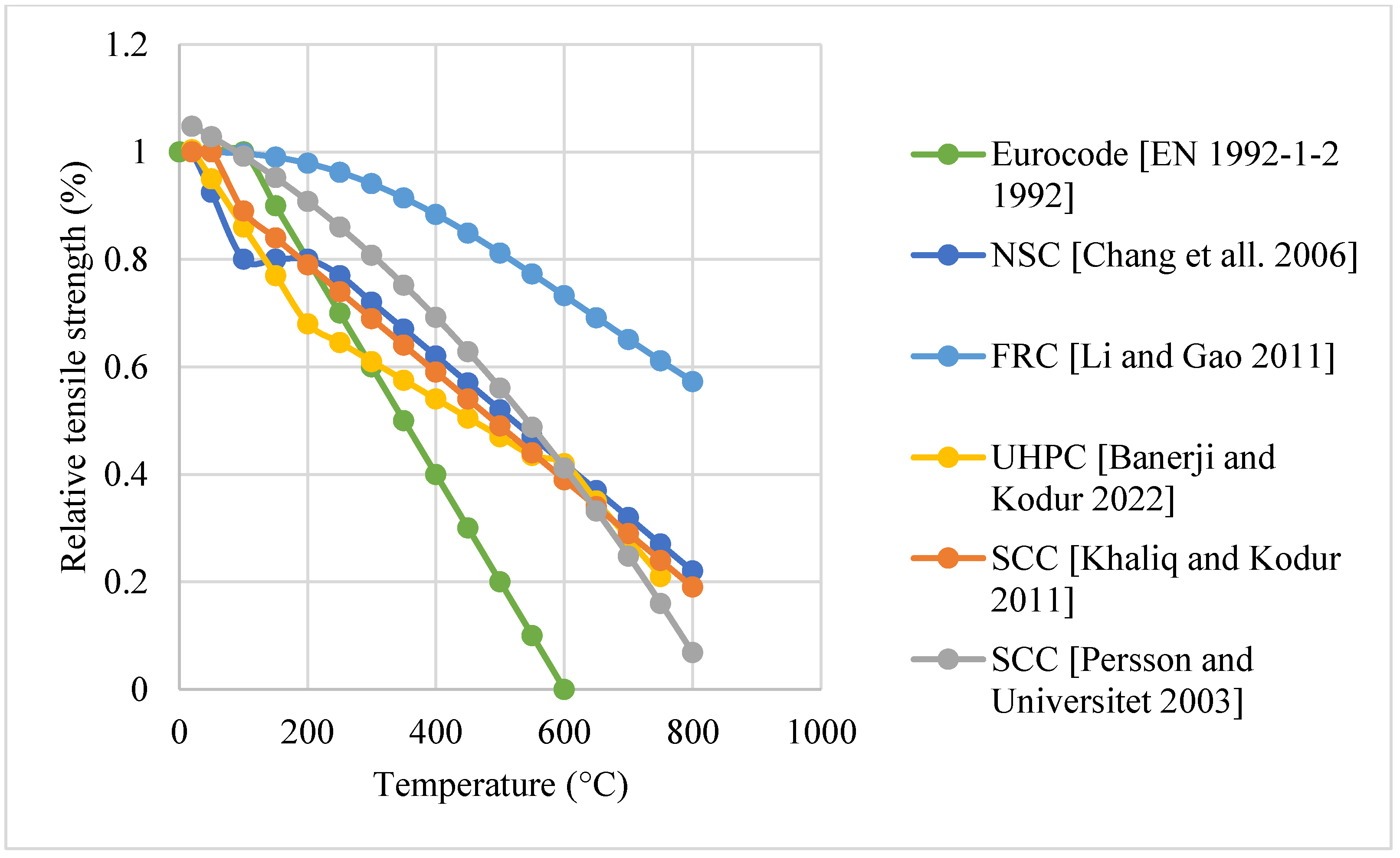
| Tensile strength: | |||
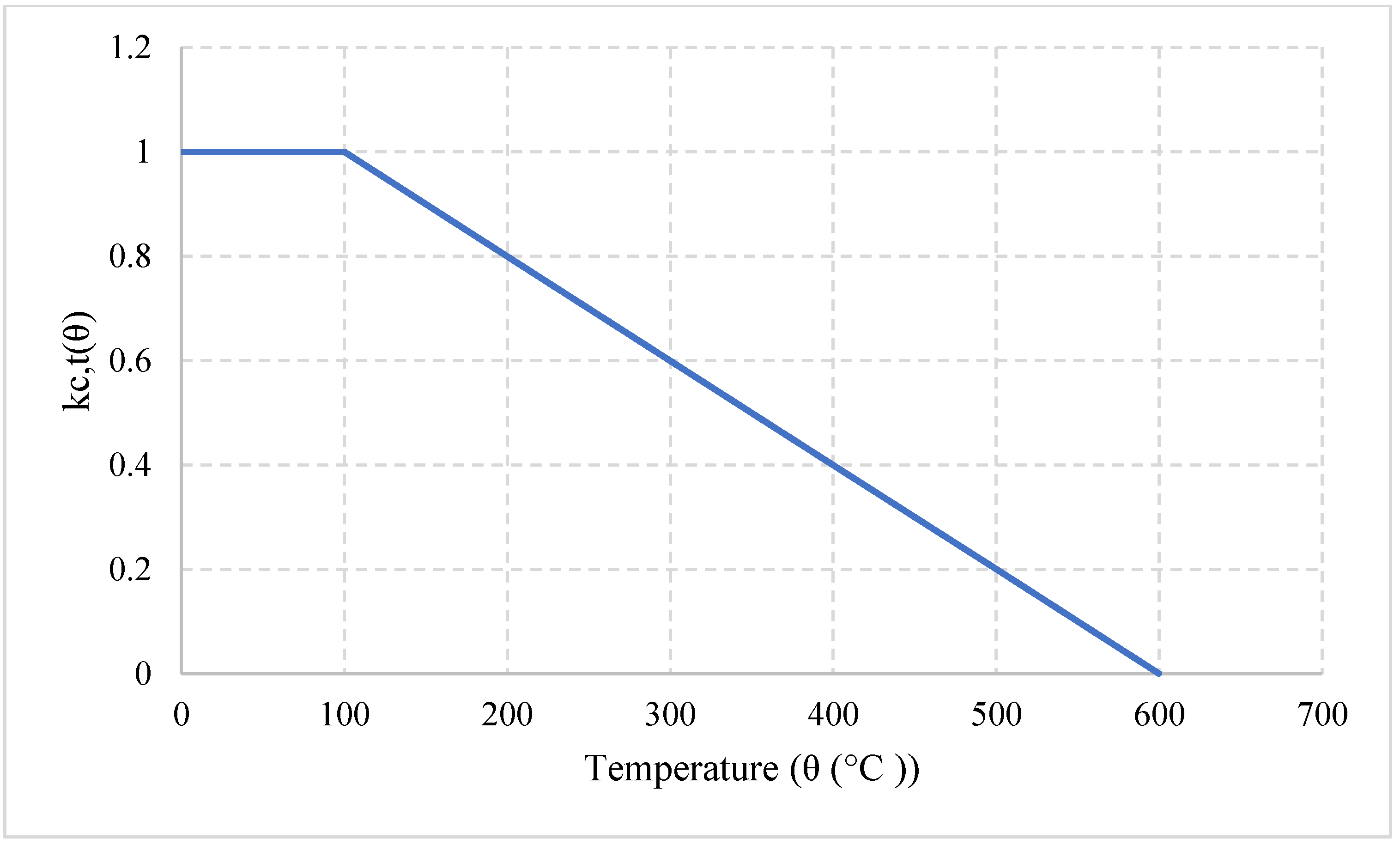
| fck.t(ɵ) = kc,t(ɵ)fck.t | |||
| Where K depends on Figure 46 or: | |||
| kc,t(ɵ) = 1 | 20 °C ≤ ɵ ≤ 100 °C | ||
| kc,t(ɵ) = 1 − 1(ɵ − 100)/500 | 100 °C ≤ ɵ ≤ 600 °C | ||
| [48] | Compressive strength: | NSC | |
| 20 °C ≤ T ≤ 800 °C | |||
| f’cr = f’c (1.01 – 0.00055T) | 20 °C < T ≤ 200 °C | ||
| f’cr = f’c (1.15 – 0.00125T) | 200 °C ≤ T ≤ 800 °C | ||
| Tensile strength: | |||
| f’tr = f’t (1.05 – 0.0025T) | 20 °C < T ≤ 100 °C | ||
| f’tr = f’t (0.8) | 100 °C < T ≤ 200 °C | ||
| f’tr = f’t (1.02 – 0.0011T ≥ 0.0) | 200 °C < T ≤ 800 °C | ||
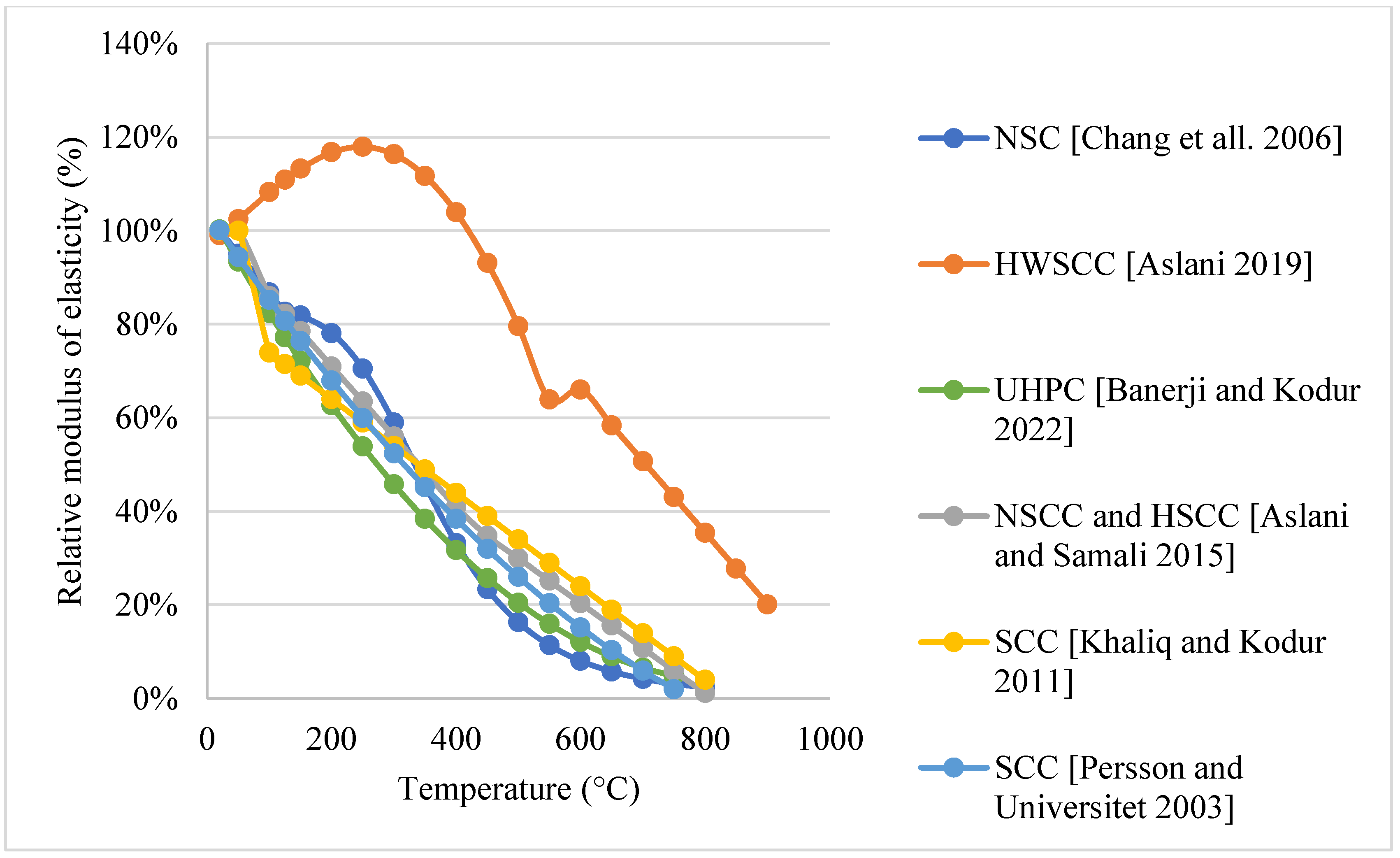
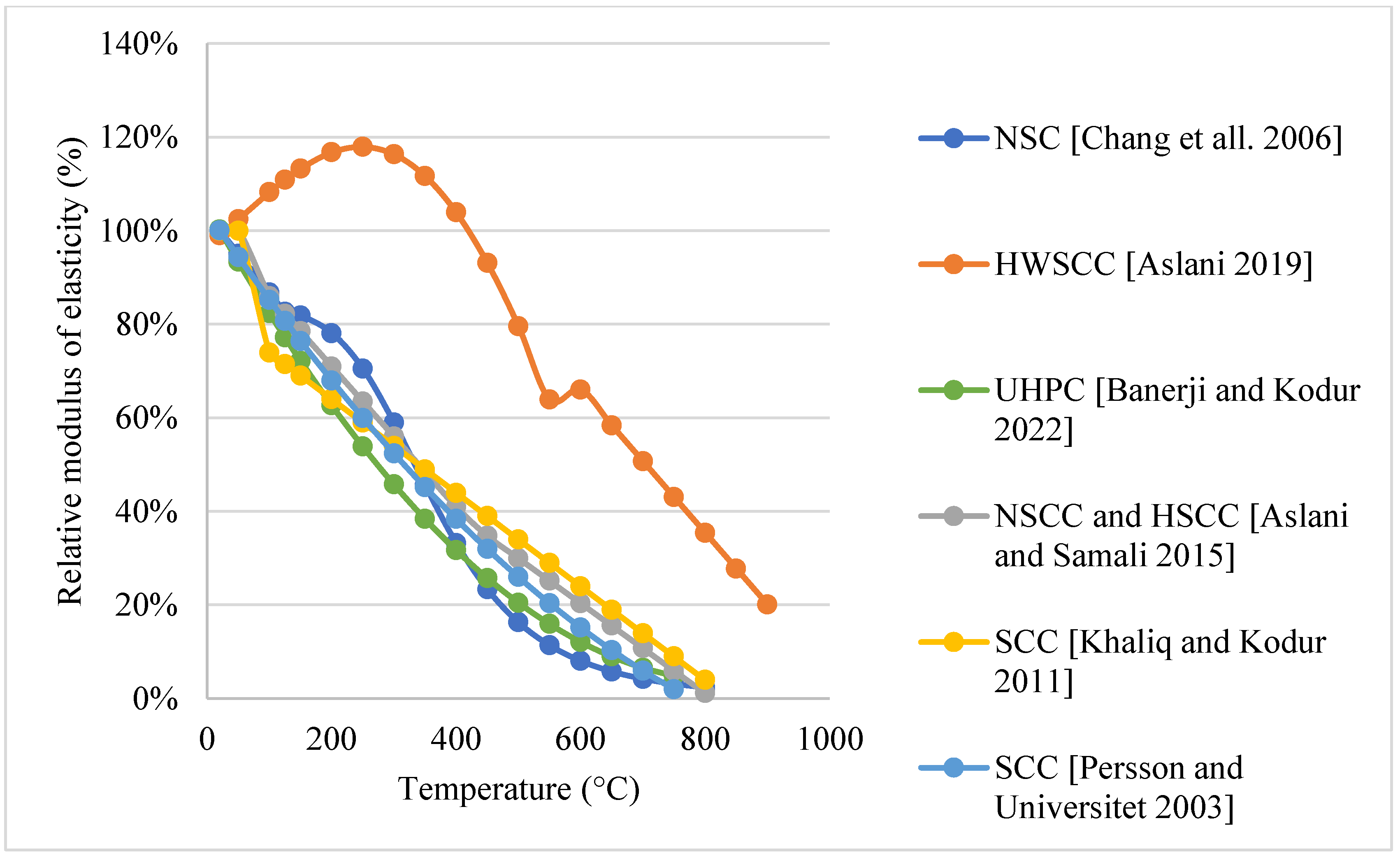
| Elastic modulus: | |||
| 20 °C < T ≤ 125 °C | |||
| 125 °C < T ≤ 800 °C | |||
| Ecr = Ec (−0.00165T + 1.033) | 20 °C < T ≤ 600 °C | ||
| [75] | Compressive strength: | HWSCC | |
| f’cT = f’c (−3.062 × 10 −9T3 + 2.1085 × 10−6T2 − 3.66 × 10−4T + 1.02367) | |||
| Modulus of Elasticity: | |||
| E’cT = E’c (1.322 × 10−11T4 − 1.83 × 10−8T3 + 3.2 × 10−6T2 + 9.747 × 10−4T + 0.97) | 20 °C ≤ T < 600 °C | ||
| E’cT = E’c (−1.53 × 10−3T + 1.5785) | 600 °C ≤ T ≤ 900 °C | ||
| [84] | Splitting tensile strength: | FRC | |
| 25 °C ≤ T ≤ 800 °C | |||
| [97] | Compressive strength: | UHPC | |
| αT,compression = −1.02 × 10−3 × T + 1.02 | For20 °C ≤ T ≤ 750 °C | ||
| Splitting tensile strength: | |||
| αT,tensile = −1.8 × 10−3 × T + 1.04 | For20 °C ≤ T ≤ 200 °C | ||
| αT,tensile = −7 × 10−4 × T + 0.82 | For200 °C ≤ T ≤ 600 °C | ||
| αT,tensile = −1.4 × 10−3 × T + 1.26 | For600 °C ≤ T ≤ 750 °C | ||
| Elastic modulus: | |||
| αT,modulus = 1.42 × 10−6 × T2 − 2.4 × 10−3 × T + 1.05 | For20 °C ≤ T ≤ 750 °C | ||
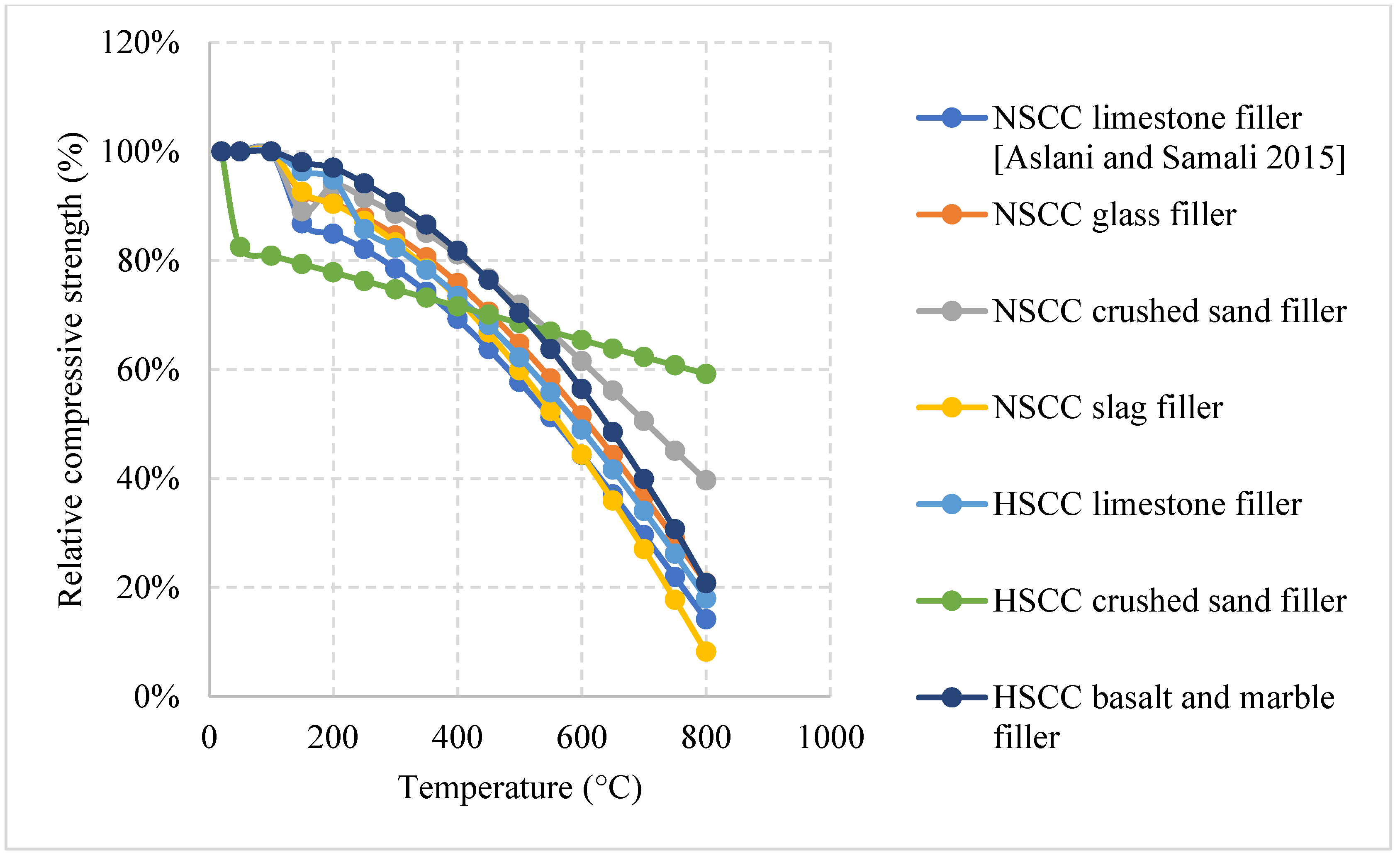
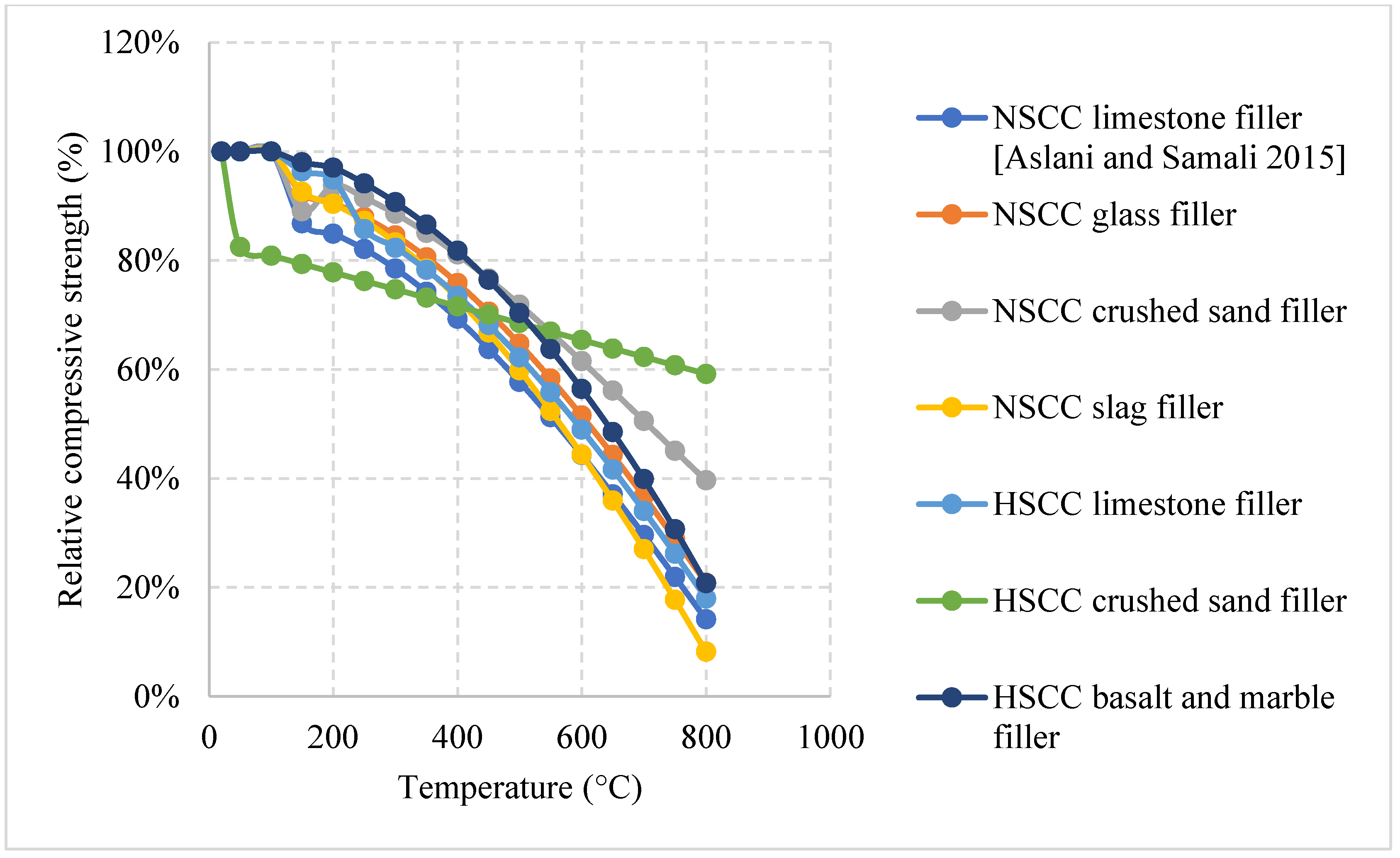
| [100] | Compressive strength: | Normal strength self-compacting concrete | |
| Limestone filler: | (NSCC) | ||
| f’cT = f’c | 20 °C–100 °C | ||
| f’cT = f’c (0.87 + 0.0003T − 2.2 × 10−6T2 + 8.58 × 10−10T3) | 100 °C < T ≤ 800 °C | ||
| Glass filler: | |||
| f’cT = f’c | 20 °C-100 °C | ||
| f’cT = f’c (0.922 + 0.0003T − 2.05 × 10−6T2 + 7 × 10−10T3) | 100 °C < T ≤ 800 °C | ||
| Crushed sand filler: | |||
| f’cT = f’c | 20 °C-100 °C | ||
| f’cT = f’c (1.01 − 0.0008T) | 100 °C < T ≤ 200 °C | ||
| f’cT = f’c (0.95 + 0.0003T − 2 × 10−6T2 + 9.5 × 10−10T3) | 200 °C ≤ T ≤ 800 °C | ||
| Slag filler: | |||
| f’cT = f’c | 20 °C–100 °C | ||
| f’cT = f’c (0.93 + 0.0003T − 2.3 × 10−6T2 + 7.5 × 10−10T3) | 100 °C < T ≤ 800 °C | ||
| [100] | Compressive strength: | High strength self-compacting concrete (HSCC) | |
| Limestone filler: | |||
| f’cT = f’c | 20 °C–100 °C | ||
| f’cT = f’c (1.01–0.00031T) | 100 °C < T ≤ 200 °C | ||
| f’cT = f’c (0.9 + 0.0003T–2.06 × 10−6T2 + 7 × 10−10T3) | 200 °C < T ≤ 800 °C | ||
| Crushed sand filler: | |||
| f’cT = f’c | 20 °C | ||
| f’cT = f’c (0.84 – 0.00031T) | 100 °C ≤ T ≤ 800 °C | ||
| Basalt and marble filler: | |||
| f’cT = f’c | 20 °C-100 °C | ||
| f’cT = f’c (1.01 – 0.0002T) | 100 °C < T ≤ 200 °C | ||
| f’cT = f’c (1.019 + 10−5T – 1.28 × 10−6T2) | 200 °C < T ≤ 800 °C | ||
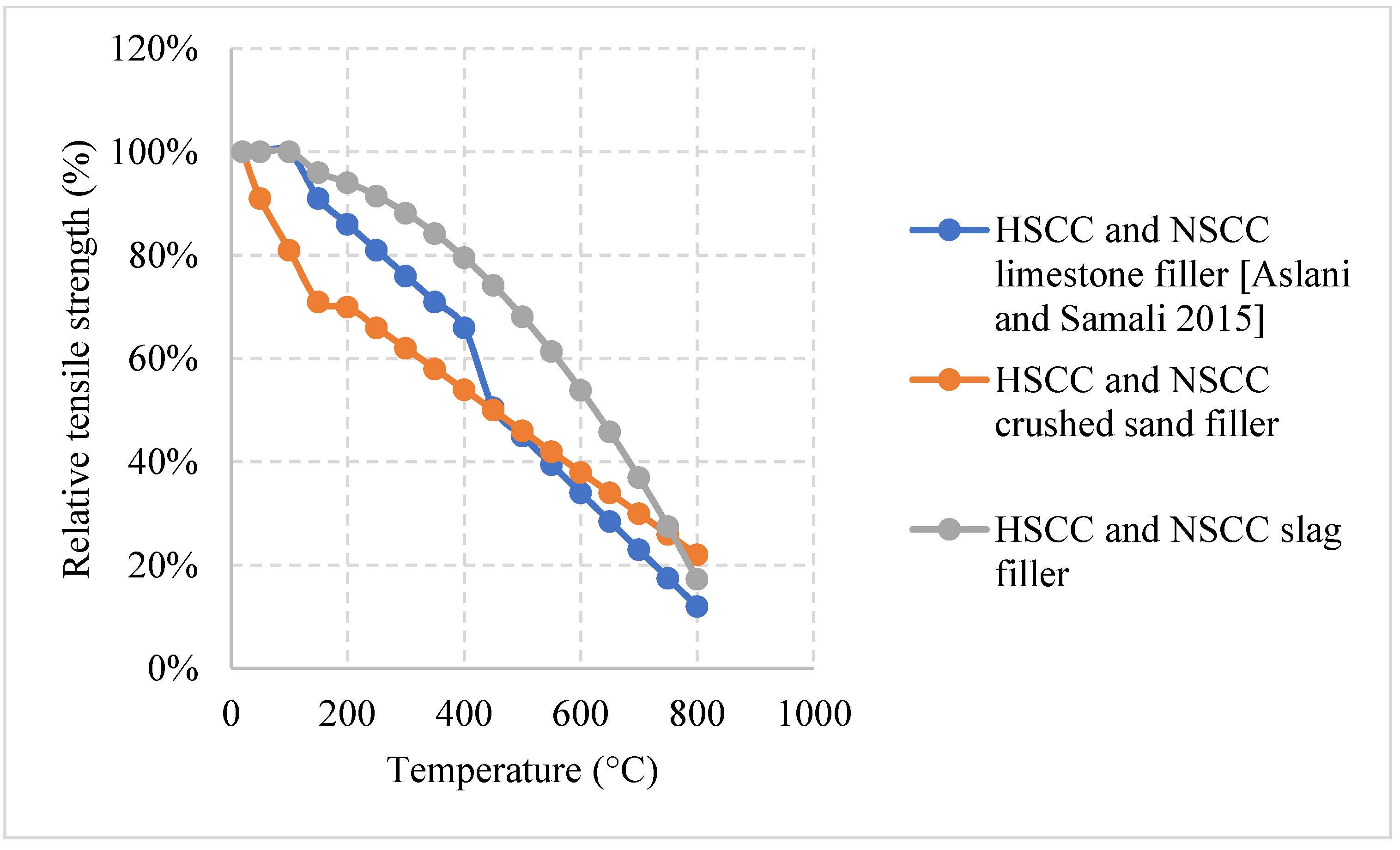
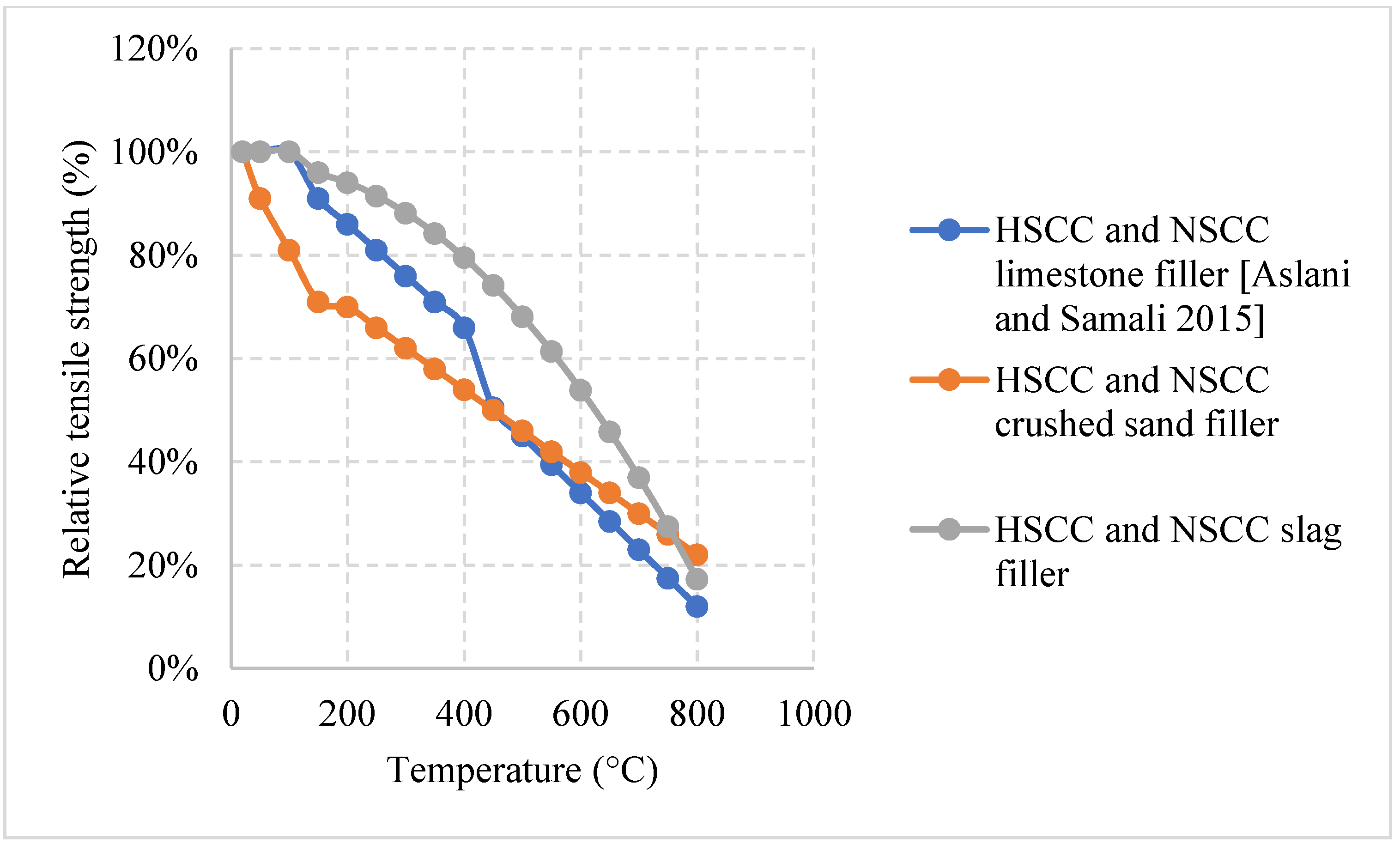
| [100] | Tensile strength: | NSCC and HSCC | |
| Limestone filler: | |||
| fcrT = fct | 20 °C–100 °C | ||
| fcrT = fct (1.06 – 0.001T) | 100 °C < T ≤ 400 °C | ||
| fcrT = fct (1 – 0.0011T) | 400 °C < T ≤ 800 °C | ||
| Crushed sand filler: | |||
| fcrT = fct | 20 °C | ||
| fcrT = fct (1.01 – 0.002T) | 100 °C ≤ T ≤ 200 °C | ||
| fcrT = fct (0.86 – 0.0008T) | 200 °C ≤ T ≤ 800 °C | ||
| Slag filler: | |||
| fcrT = fct20 °C-100 °C | |||
| fcrT = fct (0.976 + 0.0001T–1.38 × 10−6T2) | 100 °C < T ≤ 800 °C | ||
| Elastic modulus: | |||
| EcrT = Ec | 20 °C | ||
| EcrT = Ec (1.01 – 0.0015T) | 100 °C ≤ T ≤ 400 °C | ||
| EcrT = Ec (0.78 – 0.00096T) | 400 °C ≤ T ≤ 800 °C | ||
| [108] | Compressive strength: | SCC | |
| f’cT = f’c | 20 °C | ||
| f’cT = f’c (0.99 – 0.002T) | 100 °C ≤ T ≤ 200 °C | ||
| f’cT = f’c (0.73 – 0.0005T) | 200 °C ≤ T ≤ 800 °C | ||
| Tensile strength: | |||
| fcrT = fct | 20 °C | ||
| fcrT = fct (0.99 – 0.001T) | 100 °C ≤ T ≤ 800 °C | ||
| Elastic modulus: | |||
| EcrT = Ec | 20 °C | ||
| EcrT = Ec (0.84 – 0.001T) | 100 °C ≤ T ≤ 800 °C | ||
| [135] | Compressive strength: | SCC | |
| f’cT = f’c (−0.0000005T2 – 0.000729T + 1.01) | 20 °C < T < 800 °C | ||
| Tensile strength: | |||
| fcrT = fct (−0.0000008T2 – 0.0006T + 1.06) | 20 °C < T < 800 °C | ||
| Elastic modulus: | |||
| EcrT = Ec (0.0000008T2 – 0.00196T + 1.04) | 20 °C < T < 800 °C | ||
4. Performance of Advanced Materials and Construction Methods Exposed to Elevated Temperature
5. Conclusions
- Using 7% silica fume in NSC can improve its post-fire properties and yield around 60% increase in compressive strength at 300 °C. Furthermore, using air entrainers can prove to be beneficial in terms of reducing the built-up pressures within the concrete specimens.
- Adding 15% of fly ash can resist the negative effects of water cooling. However, water cooled NSC specimens will always yield worse results than naturally cooled ones.
- In lightweight concrete, using 60% fly ash as cement replacement yields the best results. A higher w/c ratio with a lower cement content will provide better results in terms of strength and cracking at every temperature. Moreover, an increase in residual strength of LWC is clear when adding fly ash or basalt furnace slag.
- Using PP fibers, plastic, or crumb rubber in higher strength concrete types such as HSC, UHPC, and FRC could reduce the risk of spalling. However, they could also reduce the overall strength of the concrete at higher percentages.
- Cracking and spalling are more significant issues in concrete that uses steel fibers. This is due to the fiber elongation and the additional stresses they have created as a consequence.
- SCC is heavily affected by the use of different binders as well as different aggregates such as limestone and can have increases in strength of up to 25%. GPC can have up to 80% increase at 400 °C due to the different reactors being implemented in the mix design and the lack of cement.
- The present models in the literature are few and still cannot be relied on. However, they do show that there is a difference in behavior of concrete. This lack of models calls for an increased focus on the topic of elevated temperatures in order to develop concrete that can behave well under fire.
- The current codes only discuss NSC and HSC using a very narrow range of aggregate types. They also neglect other types of concrete along with the effect of different cooling methods.
- Constituents such as Silica fume or Fly Ash which affect the setting time, as well as increase the long-term strength gain, have an overall positive effect on the residual properties of concrete as they provide a more compact matrix that has a higher compressive strength.
Funding
Acknowledgments
Conflicts of Interest
Disclaimer
References
- Lin, Y.-S. Estimations of the probability of fire occurrences in buildings. Fire Saf. J. 2005, 40, 728–735. [Google Scholar] [CrossRef]
- Alqassim, M.A.; Nic Daeid, N. Fires and related incidents in Dubai, United Arab Emirates (2006–2013). Case Stud. Fire Saf. 2014, 2, 28–36. [Google Scholar] [CrossRef] [Green Version]
- Xin, J.; Huang, C.F. Fire Risk Assessment of Residential Buildings Based on Fire Statistics from China. Fire Technol. 2014, 50, 1147–1161. [Google Scholar] [CrossRef]
- Joint ACI/TMS Committee 216 and Masonry Society (U.S.). Code Requirements for Determining Fire Resistance of Concrete and Masonry Construction Assemblies (ACI 216.1-14, TMS-216-14): An ACI/TMS Standard; American Concrete Institute: Farmington Hills, MI, USA, 2014. [Google Scholar]
- EN 1992-1-2; Eurocode 2: Design of Concrete Structures-Part 1–2: General Rules-Structural Fire Design. The European Union: Mestreech, The Netherlands, 1992.
- Yehia, S.; Kashwani, G. Performance of Structures Exposed to Extreme High Temperature—An Overview. Open J. Civ. Eng. 2013, 3, 154–161. [Google Scholar] [CrossRef] [Green Version]
- Lee, T.; Kim, G.; Choe, G.; Hwang, E.; Lee, J.; Ryu, D.; Nam, J. Spalling Resistance of Fiber-Reinforced Ultra-High-Strength Concrete Subjected to the ISO-834 Standard Fire Curve: Effects of Thermal Strain and Water Vapor Pressure. Materials 2020, 13, 3792. [Google Scholar] [CrossRef] [PubMed]
- Heo, Y.-S.; Sanjayan, J.G.; Han, C.-G.; Han, M.-C. Limited effect of diameter of fibres on spalling protection of concrete in fire. Mater. Struct. 2012, 45, 325–335. [Google Scholar] [CrossRef]
- Khaliq, W.; Kodur, V. Effectiveness of Polypropylene and Steel Fibers in Enhancing Fire Resistance of High-Strength Concrete Columns. J. Struct. Eng. 2018, 144, 04017224. [Google Scholar] [CrossRef]
- Strzałkowski, J.; Garbalińska, H. The Effect of Aggregate Shape on the Properties of Concretes with Silica Fume. Materials 2020, 13, 2780. [Google Scholar] [CrossRef]
- Lizarazo-Marriaga, J.; Guillermo, L.; Yépez, L. Effect of Sedimentary and Metamorphic Aggregate on Static Modulus of Elasticity of High-Strength Concrete Efecto De Los Agregados Sedimentarios Y Metamorficos En El Módulo De Elasticidad Estatico Del Concreto De Alta Resistencia. Dyna 2011, 78, 235–242. [Google Scholar]
- Netinger, I.; Kesegic, I.; Guljas, I. The effect of high temperatures on the mechanical properties of concrete made with different types of aggregates. Fire Saf. J. 2011, 46, 425–430. [Google Scholar] [CrossRef]
- Ali, A.Z.M.; Sanjayan, J.; Guerrieri, M. Effect of Aggregate Size on the Spalling of High-Strength Wall Panels Exposed to Hydrocarbon Fire. J. Mater. Civ. Eng. 2017, 29, 04017237. [Google Scholar] [CrossRef]
- Biró, A.; Lublóy, É. Classification of aggregates for fire. Constr. Build. Mater. 2021, 266, 121024. [Google Scholar] [CrossRef]
- Poon, C.S.; Azhar, S.; Anson, M.; Wong, Y.-L. Performance of metakaolin concrete at elevated temperatures. Cem. Concr. Compos. 2003, 25, 83–89. [Google Scholar] [CrossRef]
- Peng, G.-F.; Bian, S.-H.; Guo, Z.-Q.; Zhao, J.; Peng, X.-L.; Jiang, Y.-C. Effect of thermal shock due to rapid cooling on residual mechanical properties of fiber concrete exposed to high temperatures. Constr. Build. Mater. 2008, 22, 948–955. [Google Scholar] [CrossRef]
- Karakoç, M.B. Effect of cooling regimes on compressive strength of concrete with lightweight aggregate exposed to high temperature. Constr. Build. Mater. 2013, 41, 21–25. [Google Scholar] [CrossRef]
- Awal, A.A.; Shehu, I.; Ismail, M. Effect of cooling regime on the residual performance of high-volume palm oil fuel ash concrete exposed to high temperatures. Constr. Build. Mater. 2015, 98, 875–883. [Google Scholar] [CrossRef]
- Nasser, I.M.; Ibrahim, M.H.W.; Zuki, S.S.M.; Algaif, H.A.; Alshalif, A.F. The effect of nanosilica incorporation on the mechanical properties of concrete exposed to elevated temperature: A review. Environ. Sci. Pollut. Res. 2022, 29, 15318–15336. [Google Scholar] [CrossRef] [PubMed]
- Sharifianjazi, F.; Zeydi, P.; Bazli, M.; Esmaeilkhanian, A.; Rahmani, R.; Bazli, L.; Khaksar, S. Fibre-Reinforced Polymer Reinforced Concrete Members under Elevated Temperatures: A Review on Structural Performance. Polymers 2022, 14, 472. [Google Scholar] [CrossRef]
- Bhat, M.D.; Rehman, M.U.; Shaf, I.; Parveen, A.; Fayaz, A.; Malik, B.A.; Bashir, F. The Efect of Polypropylene and Steel Fibers on the Properties of Concrete at Normal and Elevated Temperatures—A Review. Iran. J. Sci. Technol. 2022, 46, 1805–1823. [Google Scholar]
- Anderberg, G.A.; Both, Y.; Fellinger, K.; Høj, J.; Khoury, N.P.M.C. Fire Design of Concrete Structures-Materials, Structures and Modelling; Fib Bulletin 46; Lausanne, Swizerland, 2007. [Google Scholar]
- Kopecskó, K. Chloride Ion Binding Capacity of Clinker Minerals and Cements Influenced by Steam Curing (In Hungarian: A Gőzölés Hatása a Cement Klinkerek és Cementek Kloridion Megkötő Képességér; Hungary, Budapest, 2006. [Google Scholar]
- Schneider, U.W.R. Kinetische Betrachtungen über den thermischen Abbau zementgebundener Betone und dessen mechanische Auswirkungen. Cem. Concr. Res. 1997, 11, 22–29. [Google Scholar] [CrossRef]
- Lublóy, E.; Balázs, G.L. Post-heating behaviour of concrete materials. Fire Saf. J. 2007, 49, 100–106. [Google Scholar]
- Waubke, N. Über einen physikalischen Gesichtspunkt der Festigkeitsverluste von Portlandzementbetonen bei Temperaturen bis 1000 °C Brandverhalten von Bauteilen. Ph. D. Thesis, TU Braunschweig, Braunschweig, Germany, 1973. [Google Scholar]
- Hinrichsmeyer, K. Strukturorientierte Analyse und Modellbeschreibung der thermischen Schädigung von Beton. IBMB Braunschw. 1987, 74, 1–174. [Google Scholar]
- Poon, C.-S.; Azhar, S.; Anson, M.; Wong, Y.-L. Comparison of the Strength and Durability Performance of Normal-and High-Strength Pozzolanic Concretes at Elevated Temperatures. Cem. Concr. Res. 2001, 31, 1291–1300. [Google Scholar] [CrossRef]
- Heikal, M.; El-Didamony, H.; Sokkary, T.; Ahmed, I. Behavior of composite cement pastes containing microsilica and fly ash at elevated temperature. Constr. Build. Mater. 2013, 38, 1180–1190. [Google Scholar] [CrossRef]
- Mendes, A.; Sanjayan, J.; Collins, F. Phase transformations and mechanical strength of OPC/Slag pastes submitted to high temperatures. Mater. Struct. 2008, 41, 345–350. [Google Scholar] [CrossRef]
- Xu, Y.; Wong, Y.; Poon, C.S.; Anson, M. Influence of PFA on cracking of concrete and cement paste after exposure to high temperatures. Cem. Concr. Res. 2003, 33, 2009–2016. [Google Scholar] [CrossRef]
- Nochaiya, T.; Wongkeo, W.; Chaipanich, A. Utilization of fly ash with silica fume and properties of Portland cement–fly ash–silica fume concrete. Fuel 2010, 89, 768–774. [Google Scholar] [CrossRef]
- Vargas, J.; Halog, A. Effective carbon emission reductions from using upgraded fly ash in the cement industry. J. Clean. Prod. 2015, 103, 948–959. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Guan, D.; Wei, W.; Davis, S.J.; Ciais, P.; Bai, J.; Peng, S.; Zhang, Q.; Hubacek, K.; Marland, G.; et al. Reduced carbon emission estimates from fossil fuel combustion and cement production in China. Nature 2015, 524, 335–338. [Google Scholar] [CrossRef] [Green Version]
- Holan, J.; Novák, J.; Müller, P.; Štefan, R. Experimental investigation of the compressive strength of normal-strength air-entrained concrete at high temperatures. Constr. Build. Mater. 2020, 248, 118662. [Google Scholar] [CrossRef]
- Chen, B.; Li, C.; Chen, L. Experimental study of mechanical properties of normal-strength concrete exposed to high temperatures at an early age. Fire Saf. J. 2009, 44, 997–1002. [Google Scholar] [CrossRef]
- Zhai, Y.; Li, Y.; Li, Y.; Wang, S.; Liu, Y.; Song, K.-I. Impact of high-temperature-water cooling damage on the mechanical properties of concrete. Constr. Build. Mater. 2019, 215, 233–243. [Google Scholar] [CrossRef]
- Ashkezari, G.D.; Razmara, M. Thermal and mechanical evaluation of ultra-high performance fiber-reinforced concrete and conventional concrete subjected to high temperatures. J. Build. Eng. 2020, 32, 101621. [Google Scholar] [CrossRef]
- Sarker, P.K.; Kelly, S.; Yao, Z. Effect of fire exposure on cracking, spalling and residual strength of fly ash geopolymer concrete. Mater. Des. 2014, 63, 584–592. [Google Scholar] [CrossRef] [Green Version]
- Hak-Chul Shin, Y.C. Determination of Coefficient of Thermal Expansion Effects on Louisiana’s PCC Pavement Design; Conducted for Louisiana Department of Transportation and Development, Louisiana Transportation Research Center: Baton Rouge, LA, USA, 2011.
- Knaack, A.M.; Kurama, Y.C.; Kirkner, D.J. Compressive Strength Relationships for Concrete under Elevated Temperatures. ACI Mater. J. 2010, 107, 164–175. [Google Scholar]
- Yüzer, N.; Aköz, F.; Öztürk, L.D. Compressive strength–color change relation in mortars at high temperature. Cem. Concr. Res. 2004, 34, 1803–1807. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Kodur, V.; Wu, B.; Yan, J.; Yuan, Z.S. Effect of temperature on bond characteristics of geopolymer concrete. Constr. Build. Mater. 2018, 163, 277–285. [Google Scholar] [CrossRef]
- Nazari, A.; Bagheri, A.; Sanjayan, J.; Dao, M.; Mallawa, C.; Zannis, P.; Zumbo, S. Thermal shock reactions of Ordinary Portland cement and geopolymer concrete: Microstructural and mechanical investigation. Constr. Build. Mater. 2019, 196, 492–498. [Google Scholar] [CrossRef]
- Mendes, A.; Sanjayan, J.G.; Collins, F. Effects of slag and cooling method on the progressive deterioration of concrete after exposure to elevated temperatures as in a fire event. Mater. Struct. 2011, 44, 709–718. [Google Scholar] [CrossRef]
- Tufail, M.; Shahzada, K.; Gencturk, B.; Wei, J. Effect of Elevated Temperature on Mechanical Properties of Limestone, Quartzite and Granite Concrete. Int. J. Concr. Struct. Mater. 2017, 11, 17–28. [Google Scholar] [CrossRef] [Green Version]
- Liew, J.Y.R.; Xiong, M.X. Spalling behavior and residual resistance of fibre reinforced Ultra-High performance concrete after exposure to high temperatures. Constr. Mater. 2015, 65, 320. [Google Scholar]
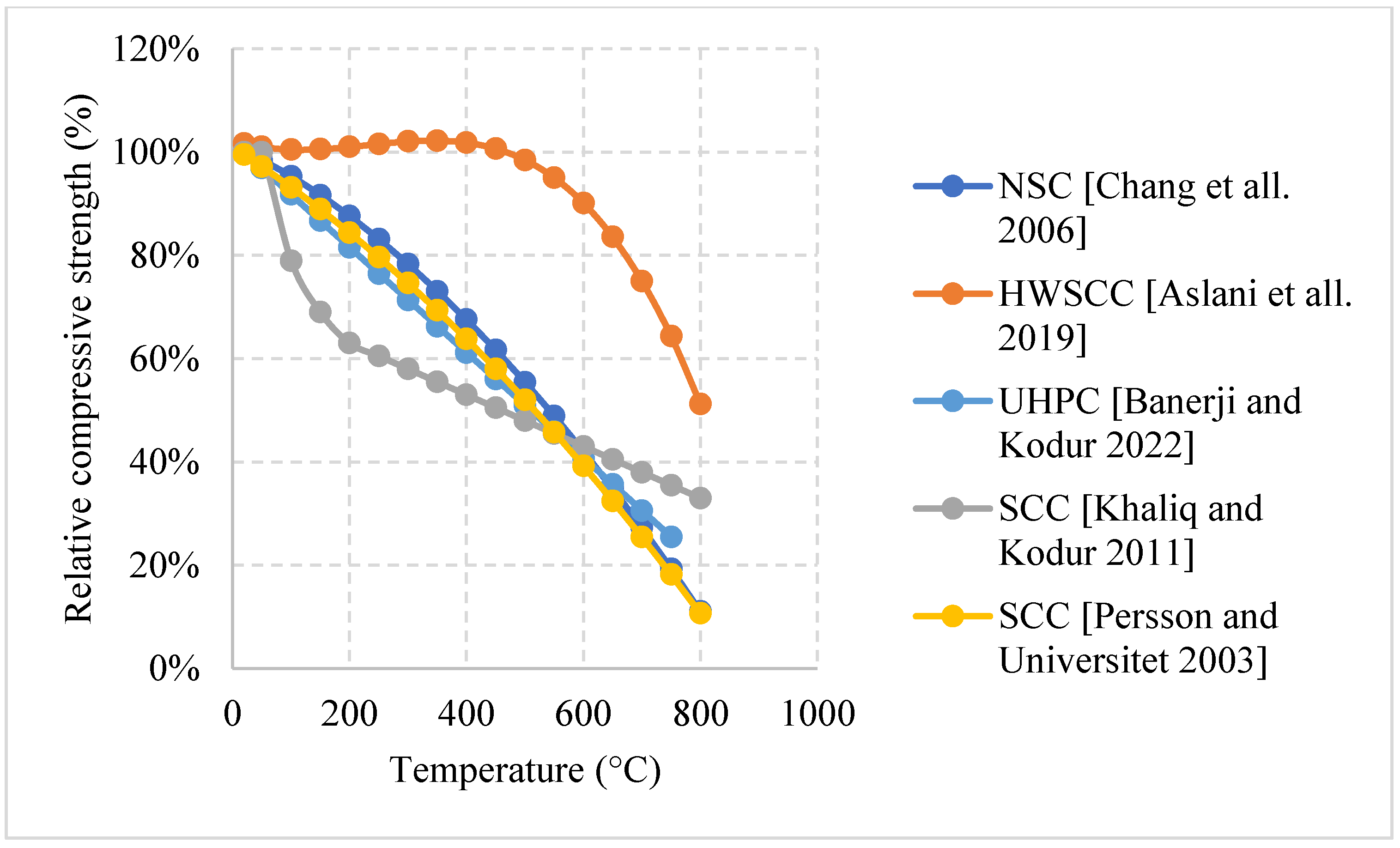
- Chang, Y.; Chen, Y.; Sheu, M.; Yao, G. Residual stress–strain relationship for concrete after exposure to high temperatures. Cem. Concr. Res. 2006, 36, 1999–2005. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 4th ed.; J. Wiley: New York, NY, USA, 1996. [Google Scholar]
- Abramowicz, M.; Kowalski, R. The influence of short time water cooling on the mechanical properties of concrete heated up to high temperature. J. Civ. Eng. Manag. 2005, 11, 85–90. [Google Scholar] [CrossRef]
- Botte, W.; Caspeele, R. Post-cooling properties of concrete exposed to fire. Fire Saf. J. 2017, 92, 142–150. [Google Scholar] [CrossRef]
- Jo, B.-W.; Park, S.-K.; Park, J.-B. Properties of concrete made with alkali-activated fly ash lightweight aggregate (AFLA). Cem. Concr. Compos. 2007, 29, 128–135. [Google Scholar] [CrossRef]
- Swamy, R.N.; Jiang, E.D. Pore Structure and Carbonation of Lightweight Concrete after 10 Years Exposure; ACI Special Publications: Indianapolis, IN, USA, 1993; pp. 377–395. [Google Scholar]
- Swamy, R.N.; Lambert, G.H. Mix design and properties of concrete made from PFA coarse aggregates and sand. Int. J. Cem. Compos. Lightweight Concr. 1983, 5, 263–275. [Google Scholar] [CrossRef]
- Swamy, R.N.; Lambert, G.H. The microstructure of Lytag aggregate. Int. J. Cem. Compos. Lightweight Concr. 1981, 3, 273–282. [Google Scholar] [CrossRef]
- Demirboğa, R.; Gül, R. The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem. Concr. Res. 2003, 33, 723–727. [Google Scholar] [CrossRef]
- Kim, H.; Jeon, J.; Lee, H. Workability, and mechanical, acoustic and thermal properties of lightweight aggregate concrete with a high volume of entrained air. Constr. Build. Mater. 2012, 29, 193–200. [Google Scholar] [CrossRef]
- Al-Sibahy, A.; Edwards, R. Mechanical and thermal properties of novel lightweight concrete mixtures containing recycled glass and metakaolin. Constr. Build. Mater. 2012, 31, 157–167. [Google Scholar] [CrossRef]
- Chin, C.O.; Yang, X.; Kong, S.Y.; Paul, S.C.; Susilawati; Wong, L.S. Mechanical and thermal properties of lightweight concrete incorporated with activated carbon as coarse aggregate. J. Build. Eng. 2020, 31, 101347. [Google Scholar] [CrossRef]
- Zhou, H.; Brooks, A.L. Thermal and mechanical properties of structural lightweight concrete containing lightweight aggregates and fly-ash cenospheres. Constr. Build. Mater. 2019, 198, 512–526. [Google Scholar] [CrossRef]
- Sarıdemir, M.; Çelikten, S. Investigation of fire and chemical effects on the properties of alkali-activated lightweight concretes produced with basaltic pumice aggregate. Constr. Build. Mater. 2020, 260, 119969. [Google Scholar] [CrossRef]
- Aydın, S.; Baradan, B. Effect of pumice and fly ash incorporation on high temperature resistance of cement based mortars. Cem. Concr. Res. 2007, 37, 988–995. [Google Scholar] [CrossRef]
- Torić, N.; Boko, I.; Juradin, S.; Baloević, G. Mechanical properties of lightweight concrete after fire exposure. Struct. Concr. 2016, 17, 1071–1081. [Google Scholar] [CrossRef]
- Yehia, S.; Elsayed, O.; Oways, I.; Mohamed, R.; Al Ashqar, M.; Alhamad, A. Performance of Steel Fiber Reinforced Lightweight Concrete Exposed to Elevated Temperature; The International Federation for Structural Concrete: Lausanne, Switzerland, 2020. [Google Scholar]
- Yehia, S.; Theeb, M.A.; Al Alami, A.; Turk, O.; Barakat, A. Residual Capacity of Concrete Prepared with Porous Aggregate Exposed to Elevated Temperatures. In Proceedings of the International Federation for Structural Concrete, Melbourne, Australia, 7–11 October 2018. [Google Scholar]
- Li, M.; Qian, C.; Sun, W. Mechanical properties of high-strength concrete after fire. Cem. Concr. Res. 2004, 34, 1001–1005. [Google Scholar] [CrossRef]
- Husem, M. The effects of high temperature on compressive and flexural strengths of ordinary and high-performance concrete. Fire Saf. J. 2006, 41, 155–163. [Google Scholar] [CrossRef]
- Saridemir, M.; Severcan, M.; Ciflikli, M.; Celikten, S.; Ozcan, F.; Atis, C. The influence of elevated temperature on strength and microstructure of high strength concrete containing ground pumice and metakaolin. Constr. Build. Mater. 2016, 124, 244–257. [Google Scholar] [CrossRef]
- Amran, M.; Huang, S.-S.; Onaizi, A.M.; Murali, G.; Abdelgader, H.S. Fire spalling behavior of high-strength concrete: A critical review. Constr. Build. Mater. 2022, 341, 127902. [Google Scholar] [CrossRef]
- Dwaikat, M.B.; Kodur, V.K.R. Fire Induced Spalling in High Strength Concrete Beams. Fire Technol. 2010, 46, 251–274. [Google Scholar] [CrossRef]
- Kodur, V.K.R.; Phan, L. Critical factors governing the fire performance of high strength concrete systems. Fire Saf. J. 2007, 42, 482–488. [Google Scholar] [CrossRef]
- Kumar, V.; Kodur, R. Strategies for Enhancing Fire Resistance of High-Strength Concrete Structures How Designers Can Minimize Fire-Induced Spalling. 2020. Available online: www.concreteinternational.com (accessed on 5 May 2021).
- Huismann, S.; Weise, F.; Meng, B.; Schneider, U. Transient strain of high strength concrete at elevated temperatures and the impact of polypropylene fibers. Mater. Struct. 2012, 45, 793–801. [Google Scholar] [CrossRef]
- Drzymała, T.; Jackiewicz-Rek, W.; Gałaj, J.; Šukys, R. Assessment of mechanical properties of high strength concrete (hsc) after exposure to high temperature. J. Civ. Eng. Manag. 2018, 24, 138–144. [Google Scholar] [CrossRef] [Green Version]
- Aslani, F.; Hamidi, F.; Ma, Q. Fire Performance of Heavyweight Self-Compacting Concrete and Heavyweight High Strength Concrete. Materials 2019, 12, 822. [Google Scholar] [CrossRef] [Green Version]
- Waheed, F.; Khaliq, W.; Khushnood, R.A. High-Temperature Residual Strength and Microstructure in Air-Entrained High-Strength Concrete. ACI Mater. J. 2018, 115, 425–436. [Google Scholar] [CrossRef]
- Rohden, A.B.; Camilo, J.R.; Amaral, R.C.; Garcez, E.O.; Garcez, M.R. Effects of Plastic Waste on the Heat-Induced Spalling Performance and Mechanical Properties of High Strength Concrete. Materials 2020, 13, 3262. [Google Scholar] [CrossRef] [PubMed]
- Akca, A.H.; Zihnioglu, N.O. High performance concrete under elevated temperatures. Constr. Build. Mater. 2013, 44, 317–328. [Google Scholar] [CrossRef]
- Luo, X.; Sun, W.; Yin, S.; Chan, N. Effect of Heating and Cooling Regimes on Residual Strength and Microstructure of Normal Strength and High-Performance Concrete. Cem. Concr. Res. 2000, 30, 379–383. [Google Scholar] [CrossRef]
- Simonetti, C.; Tutikian, B.F.; Filho, L.C.P.D.S. Fire Resistance of Concrete Panels Made with Recycled Tire Materials. ACI Mater. J. 2021, 118, 173–184. [Google Scholar] [CrossRef]
- Czoboly, O.; Lublóy, É.; Hlavička, V.; Balázs, G.L.; Kéri, O.; Szilágyi, I.M. Fibers and fiber cocktails to improve fire resistance of concrete. J. Therm. Anal. 2017, 128, 1453–1461. [Google Scholar] [CrossRef] [Green Version]
- Balázs, G.L.; Czoboly, O. Fibre Cocktail to Improve Fire Resistance. Key Eng. Mater. 2016, 711, 480–487. [Google Scholar] [CrossRef]
- Serrano, R.; Cobo, A.; Prieto, M.I.; González, M.D.L.N. Analysis of fire resistance of concrete with polypropylene or steel fibers. Constr. Build. Mater. 2016, 122, 302–309. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Gao, D.Y. Splitting Strength of Hybrid Fiber Reinforced Concrete after Exposure to Elevated Temperatures. Appl. Mech. Mater. 2011, 71–78, 1695–1702. [Google Scholar] [CrossRef]
- Mahmod, H.M.; Aznieta, A.A.F.N.; Gatea, S.J. Evaluation of rubberized fibre mortar exposed to elevated temperature using destructive and non-destructive testing. KSCE J. Civ. Eng. 2017, 21, 1347–1358. [Google Scholar] [CrossRef]
- Grubeša, I.N.; Marković, B.; Gojević, A.; Brdarić, J. Effect of hemp fibers on fire resistance of concrete. Constr. Build. Mater. 2018, 184, 473–484. [Google Scholar] [CrossRef]
- Shihada, S. Effect of polypropylene fibers on concrete fire resistance/polipropireno pluoštoį taka betono atsparumui ugniai. J. Civ. Eng. Manag. 2011, 17, 259–264. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Effect of elevated temperature and cooling regimes on mechanical and durability properties of concrete containing waste rubber fiber. Constr. Build. Mater. 2017, 137, 35–45. [Google Scholar] [CrossRef]
- Li, Y.; Yang, E.-H.; Tan, K.H. Flexural behavior of ultra-high performance hybrid fiber reinforced concrete at the ambient and elevated temperature. Constr. Build. Mater. 2020, 250, 118487. [Google Scholar] [CrossRef]
- Huang, H.; Wang, R.; Gao, X. Improvement effect of fiber alignment on resistance to elevated temperature of ultra-high performance concrete. Compos. Part B Eng. 2019, 177, 107454. [Google Scholar] [CrossRef]
- Li, Y.; Tan, K.H.; Yang, E.-H. Synergistic effects of hybrid polypropylene and steel fibers on explosive spalling prevention of ultra-high performance concrete at elevated temperature. Cem. Concr. Compos. 2019, 96, 174–181. [Google Scholar] [CrossRef]
- Yang, J.; Peng, G.-F.; Zhao, J.; Shui, G.-S. On the explosive spalling behavior of ultra-high performance concrete with and without coarse aggregate exposed to high temperature. Constr. Build. Mater. 2019, 226, 932–944. [Google Scholar] [CrossRef]
- Liang, X.; Wu, C.; Su, Y.; Chen, Z.; Li, Z. Development of ultra-high performance concrete with high fire resistance. Constr. Build. Mater. 2018, 179, 400–412. [Google Scholar] [CrossRef]
- Zhang, D.; Tan, K.H.; Dasari, A.; Weng, Y. Effect of natural fibers on thermal spalling resistance of ultra-high performance concrete. Cem. Concr. Compos. 2020, 109, 103512. [Google Scholar] [CrossRef]
- Li, Y.; Yang, E.-H.; Tan, K.H. Effects of heating followed by water quenching on strength and microstructure of ultra-high performance concrete. Constr. Build. Mater. 2019, 207, 403–411. [Google Scholar] [CrossRef]
- Li, Y.; Tan, K.H.; Yang, E.-H. Influence of aggregate size and inclusion of polypropylene and steel fibers on the hot permeability of ultra-high performance concrete (UHPC) at elevated temperature. Constr. Build. Mater. 2018, 169, 629–637. [Google Scholar] [CrossRef]
- Banerji, S.; Kodur, V. Effect of temperature on mechanical properties of ultra-high performance concrete. Fire Mater. 2022, 46, 287–301. [Google Scholar] [CrossRef]
- Domone, P. Self-compacting concrete: An analysis of 11 years of case studies. Cem. Concr. Compos. 2006, 28, 197–208. [Google Scholar] [CrossRef]
- Reinhardt, H.; Stegmaier, M. Self-Consolidating Concrete in Fire. ACI Mater. J. 2006, 103, 130–135. [Google Scholar]
- Aslani, F.; Samali, B. Constitutive relationships for self-compacting concrete at elevated temperatures. Mater. Struct. 2015, 48, 337–356. [Google Scholar] [CrossRef]
- Fares, H.; Toutanji, H.; Pierce, K.; Noumowé, A. Lightweight Self-Consolidating Concrete Exposed to Elevated Temperatures. J. Mater. Civ. Eng. 2015, 27, 04015039. [Google Scholar] [CrossRef]
- Andiç-Çakır, Ö.; Hızal, S. Influence of elevated temperatures on the mechanical properties and microstructure of self consolidating lightweight aggregate concrete. Constr. Build. Mater. 2012, 34, 575–583. [Google Scholar] [CrossRef]
- Abdulhaleem, K.N.; Gulsan, M.E.; Çevik, A. Mechanical behavior of steel fiber-reinforced self-compacting concrete corbels after exposure to elevated temperatures. Struct. Concr. 2018, 19, 1881–1894. [Google Scholar] [CrossRef]
- Gong, W.; Ueda, T. Properties of self-compacting concrete containing copper slag aggregate after heating up to 400 °C. Struct. Concr. 2018, 19, 1873–1880. [Google Scholar] [CrossRef]
- Fares, H.; Noumowe, A.; Remond, S. Self-consolidating concrete subjected to high temperature: Mechanical and physicochemical properties. Cem. Concr. Res. 2009, 39, 1230–1238. [Google Scholar] [CrossRef]
- Uysal, M. Self-compacting concrete incorporating filler additives: Performance at high temperatures. Constr. Build. Mater. 2012, 26, 701–706. [Google Scholar] [CrossRef]
- Lotfy, A.; Hossain, K.M.; Lachemi, M. Durability properties of lightweight self-consolidating concrete developed with three types of aggregates. Constr. Build. Mater. 2016, 106, 43–54. [Google Scholar] [CrossRef]
- Khaliq, W.; Kodur, V. Thermal and mechanical properties of fiber reinforced high performance self-consolidating concrete at elevated temperatures. Cem. Concr. Res. 2011, 41, 1112–1122. [Google Scholar] [CrossRef]
- Talha Junaid, M.; Kayali, O.; Khennane, A. Response of alkali activated low calcium fly-ash based geopolymer concrete under compressive load at elevated temperatures. Mater. Struct. 2017, 50, 50. [Google Scholar] [CrossRef]
- McLellan, B.C.; Williams, R.P.; Lay, J.; van Riessen, A.; Corder, G.D. Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef] [Green Version]
- Nuaklong, P.; Jongvivatsakul, P.; Pothisiri, T.; Sata, V.; Chindaprasirt, P. Influence of rice husk ash on mechanical properties and fire resistance of recycled aggregate high-calcium fly ash geopolymer concrete. J. Clean. Prod. 2020, 252, 119797. [Google Scholar] [CrossRef]
- Ali, A.M.; Sanjayan, J.; Guerrieri, M. Performance of geopolymer high strength concrete wall panels and cylinders when exposed to a hydrocarbon fire. Constr. Build. Mater. 2017, 137, 195–207. [Google Scholar] [CrossRef]
- Hussin, M.W.; Bhutta, M.A.R.; Azreen, M.; Ramadhansyah, P.J.; Mirza, J. Performance of blended ash geopolymer concrete at elevated temperatures. Mater. Struct. 2015, 48, 709–720. [Google Scholar] [CrossRef]
- Dixit, A.; Pang, S.D.; Kang, S.-H.; Moon, J. Lightweight structural cement composites with expanded polystyrene (EPS) for enhanced thermal insulation. Cem. Concr. Compos. 2019, 102, 185–197. [Google Scholar] [CrossRef]
- Lee, N.; Pae, J.; Kang, S.-H.; Kim, H.-K.; Moon, J. Development of high strength & lightweight cementitious composites using hollow glass microsphere in a low water-to-cement matrix. Cem. Concr. Compos. 2022, 130, 104541. [Google Scholar] [CrossRef]
- Seo, J.; Bae, S.; Jang, D.; Park, S.; Yang, B.; Lee, H. Thermal behavior of alkali-activated fly ash/slag with the addition of an aerogel as an aggregate replacement. Cem. Concr. Compos. 2020, 106, 103462. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Qiu, G.H.; Kodur, V.; Yuan, Z.S. Spalling behavior of metakaolin-fly ash based geopolymer concrete under elevated temperature exposure. Cem. Concr. Compos. 2020, 106, 103483. [Google Scholar] [CrossRef]
- Shaikh, F.U.A. Effect of cooling on the residual mechanical properties and cracking of plain and fibrous geopolymer concretes at elevated temperatures. Struct. Concr. 2019, 20, 1583–1595. [Google Scholar] [CrossRef]
- Lie, T.T. Structural Fire Protection; American Society of Civil Engineers: Reston, VA, USA, 1992; p. 241. [Google Scholar]
- AS 3600:2018; Standards Association of Australia, Committee BD-002. Concrete Structures: Condell Park, Austrilia, 2018.
- AS 1530.4—2005; Standards Australia Limited. Methods for Fire Tests on Building Materials, Part 4, Fire-Resistance Tests for Elements of Construction. Components and Structures: Condell Park, Austrilia, 2005.
- Task Group 4.3. Fire Design of Concrete Structures-Structural Behavior and Assessment; The International Federation for Structural Concrete: Lausanne, Switzerland, 2008. [Google Scholar]
- The Institution of Structural Engineers. Appraisal of Existing Structures, 3rd ed.; The Institution of Structural Engineers: London, UK, 2010. [Google Scholar]
- Concrete Society. Assessment, Design and Repair of Fire-Damaged Concrete Structures; Concrete Society: Welshpool, WA, USA, 2008. [Google Scholar]
- Babrauskas, V.; Drysdale, D.D.; Grayson, S.J.; Schneider, U. Conseil International du Batiment. Fire Commission. The Repairability of Fire-Damaged Structures. Fire Saf. J. 1990, 16, 4. [Google Scholar]
- Cement Concrete & Aggregates Australia. Fire Safety of Concrete Buildings; Cement Concrete & Aggregates Australia: St Leonards, Australia, 2010. [Google Scholar]
- National Fire Protection Association. NFPA 5000: Building Construction and Safety Code; National Fire Protection Association: Quincy, MA, USA, 2002. [Google Scholar]
- Concrete Reinforcing Steel Institute (CRSI). Fire Resistance of Reinforced Concrete Buildings (ETN-B-1-16); Concrete Reinforcing Steel Institute (CRSI): Schaumburg, IL, USA, 2016. [Google Scholar]
- Canadian Commission on Building and Fire Codes. National Fire Code of Canada 2015; Canadian Commission on Building and Fire Codes: Newmarket, ON, Canada, 2015. [Google Scholar]
- ISO/TS 16733-2:2021; Fire Safety Engineering—Selection of Design Fire Scenarios and Design Fires. International Organization for Standardization (ISO): Geneva, Switzerland, 2021.
- Baker, C.D.; Polito, K.E.; Tesler, J.; Gerasimidis, S.; Civjan, S. April 2021 Post-Fire Damage Inspection of Concrete Structures; University of Massachusetts Amherst: Amherst, MA, USA, 2021. [Google Scholar]
- Maraveas, C.; Vrakas, A. Design of Concrete Tunnel Linings for Fire Safety. Struct. Eng. Int. 2014, 24, 319–329. [Google Scholar] [CrossRef] [Green Version]
- Khoury, G.A. Effect of fire on concrete and concrete structures. Prog. Struct. Eng. Mater. 2000, 2, 429–447. [Google Scholar] [CrossRef]
- Fletcher, I.A.; Welch, S.; Torero, J.; Carvel, R.O.; Usmani, A. Behaviour of concrete structures in fire. Therm. Sci. 2007, 11, 37–52. [Google Scholar] [CrossRef]
- Persson, B.; Universitet, L. Self-compacting concrete at fire temperatures. Div. Build. Mater. 2003, 3110, 1–200. [Google Scholar]
- Naser, M.; Kodur, V.; Thai, H.-T.; Hawileh, R.; Abdalla, J.; Degtyarev, V.V. StructuresNet and FireNet: Benchmarking databases and machine learning algorithms in structural and fire engineering domains. J. Build. Eng. 2021, 44, 102977. [Google Scholar] [CrossRef]
- Jang, D.; Yoon, H.; Seo, J.; Yang, B. Effects of exposure temperature on the piezoresistive sensing performances of MWCNT-embedded cementitious sensor. J. Build. Eng. 2022, 47, 103816. [Google Scholar] [CrossRef]
- Jianzhuang, X.; Han, N.; Zhang, L.; Zou, S. Mechanical and microstructural evolution of 3D printed concrete with polyethylene fiber and recycled sand at elevated temperatures. Constr. Build. Mater. 2021, 293, 123524. [Google Scholar]
- Cicione, A.; Kruger, J.; Walls, R.S.; Van Zijl, G. An experimental study of the behavior of 3D printed concrete at elevated temperatures. Fire Saf. J. 2021, 120, 103075. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | w/c Ratio | Supplementary Material | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [35] | natural | quartz 4/8, 8/16 | quartz 0/4 | OPC (42.5 MPa, rapid) | 0.36 | air entraining agent | 10 °C/min | 28 |
| [36] | natural and water | nature granite crushed stone (maximum size of 19 mm) | natural siliceous river sand | OPC (42.5 MPa) | fly ash | 10 °C/min | 28 | |
| [37] | natural and water | 5–20-mm pebbles | medium sand with 10% mud content | OPC | 0.62 | Fly ash and slag | - | 28 |
| [38] | natural | crushed Granite (10 mm and 20 mm) | river sand | OPC | 0.52 | - | ISO 834 standard | 28 |
| [43] | natural | granite (10 mm and 20 mm) | river sand (2 mm) | OPC (32.5 N) | 0.3 | - | 5 °C/min | 28 |
| [44] | natural | Gravel (maximum = 155 mm) | natural sand | General purpose (GP) cement | 0.45 | - | NA | 28 |
| [45] | inside the furnace and water | Pakenham Blue Metal (Old Basalt) crushed (absorption = 1.2%) | lyndhurst washed fine sand (absorption = 0.5%) | OPC | 0.63 | Ground granulated blast furnace slag | 6.25 °C/min | 28 |
| [46] | inside the furnace | Limestone, granite, and quartzite (19 mm maximum) | not applicable | OPC | 0.55 | - | Not specified | 28 |
| [47] | inside the furnace | 10 mm maximum | sand | OPC | 0.5 | - | Not specified | 28 |
| [48] | inside the furnace | Siliceous aggregate | not specified | OPC | Not specified | - | 1–4.5 °C/min | 28 |
| [51] | Natural 45–33 | crushed gravel (19 mm maximum) | sand | OPC (52.5 N) | 0.36 | Silica fume and polycarboxylate-based superplasticizer | - | 4 |
| Study | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | w/c Ratio | Supplementary Material | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [61] | natural | basalt pumice aggregate | basalt pumice aggregate | CEM I 42.5 R | 0.48, 0.21, 0.18, 0.29, and 0.25 | fly ash, Basalt furnace slag | 6 °C/min | 7, 28, and 56 |
| [62] | natural and water | - | Pumice (absorption = 6.38%) | CEM I 42.5 | 0.72, 0.74, 0.76, and 0.78 | fly ash | 10 °C/min | 28 |
| [63] | 1 °C/min and instantly | lightweight expanded clay aggregate (4/8 mm) | lightweight expanded clay aggregate (0/2 mm) | CEM I 42.5 R | 0.42, 0.45, 0.40, 0.50 | silica fume, metakaolin, and liquid poly-carboxylic acid-ether superplasticizer | 2 °C/min | 28 |
| [64] | natural and water | lightweight expanded clay (5 mm and 8 mm) | Dune sand | CEM I 42.5 N | 0.3 | micro silica | 10 °C/min | 28 |
| [65] | natural and water | Not specified | Crushed and dune sand | CEM I 42.5 N | - | - | - | 7 and 28 |
| Study | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | w/c Ratio | Supplementary Material | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [67] | natural and water | - | sand and limestone < 4 mm | CEM I 42.5 | 0.3 | silica fume | 5.5 °C/min | 28 |
| [68] | natural | crushed limestone (22 mm maximum) | natural sand | CEM I 42.5 R | 0.2 | ground pumice and metakaolin | 5 °C/min | 28 |
| [74] | natural | 2/8 and 8/16 mm basalt | river sand < 2 mm | CEM I 42.5 R | 0.3 | polycarboxylate air-entraining agent | ISO 834 | 28 |
| [75] | natural | 10 mm natural magnetite | sand < 4 mm | CEM I 42.5 General Portland (GP) | 0.3 | fly Ash, GGBFS, and silica Fume | 5 °C/min | 28 |
| [76] | natural | limestone aggregates (9.5 mm maximum) | natural fine aggregate | CEM I 42.5 R | 0.3 and 0.32 | silica Fume | 10 °C/min | 28 |
| [77] | 0.5 °C/min | crushed gravel (maximum = 19 mm) | natural sand | Brazilian cement CPV–ARI | 0.32 | plastic waste, rice husk, polycarboxylate and PP fibers | 5 °C/min | 28 |
| [78] | inside furnace | - | natural river sand < 1 mm | CEM I 42.5 R | 0.24 | slag, air entraining admixture | 10 °C/min | 10 |
| [79] | water and inside furnace | crushed granite (20 mm maximum) | Natural river sand | OPC | 0.49 | Superplasticizer of naphthalene sulphonates, silica fume and pulverized fly ash (PFA) | 5–7 °C/min | 90 |
| Ref | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | W/C Ratio | Fiber Type | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [16] | Water and natural | crushed limestone | medium sand | OPC 42.5 | 0.26 | steel fibers (30 mm) and PP fibers (20 mm) | ISO 834 | 58 |
| [64] | Natural and water | lightweight expanded clay (5 mm and 8 mm) | dune sand | Type 1 OPC | 0.3 | micro silica and steel fibers | 10 °C/min | 28 |
| [81] | Natural | 4/8 mm fraction | 0/4 mm fraction natural sand? | CEM I 42.5 | 0.43 | steel fibers (13 mm), PP fibers (12 mm), and cellulose (12 mm) | 10 °C/min | 7 |
| [82] | Natural | 4/8 mm fraction | 0/4 mm fraction natural sand? | CEM I 42.5 | 0.43 | steel fibers (13 mm), PP fibers (12 mm), and cellulose (12 mm) | 10 °C/min | 7 |
| [83] | Natural | coarse aggregate of washed siliceous nature (maximum size of 12 mm) | washed fine river sand 0/4 mm | CEM II/BL 32.5 | 0.5 | steel (35 mm and hooked end) and PP (1 2 mm and straight) | - | 28 |
| [84] | Natural | crushed rock (maximum size of 20 mm) | natural sand | OPC | 0.37, 0.30, and 0.25 | steel fibers (32.6 mm) and PP fibers (19 mm) | 10 °C/min | 28 |
| [85] | Natural | - | stone dust (max agg. Size = 2.3 6 mm) and crumb rubber | OPC type II | 0.485 | oil palm fruit fiber (30–50 mm) | 5 °C/minute | 28 |
| Ongoing research | Natural and water | lightweight expanded clay (5 mm and 8 mm) | dune sand | Type 1 OPC | 0.3 | Micro silica and synthetic and steel fibers | 10 °C/min | 28 |
| [86] | Natural (inside furnace) | dolomite aggregate (8/16 and 4/8 mm) | dolomite aggregate (0/4 mm) | CEM II/A-M(S-V) 42.5 N | 0.4 | PP fibers (18 mm) and hemp fibers (18 mm) | 1 °C/min | 28 |
| [87] | Natural (inside furnace) | crushed limestone | dune sand | Type 1 OPC | 0.5 | PP fibers (15 mm) | 10 °C/min | 28 |
| [88] | Water | Basalt based | quartz based natural sand | OPC | 0.45 | rubber (20 mm) | 5 °C/min | 28 |
| Study | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | w/c Ratio | Supplementary Material | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [38] | natural | Crushed gravel (19 mm maximum) | crushed fine gravel and crushed basalt (2.36 mm maximum) | CEM I-52.5 N Portland cement | 0.16 | silica fume, polycarboxylate-based and steel fiber | - | - |
| [47] | inside the furnace | - | fine bauxite aggregates | OPC | - | Steel fiber, PP fibers, and Ducorit (D4) made from cementitious mineral powder, and fine bauxite aggregates | 5 °C/min and 30 °C/min | 28 |
| [92] | natural | Basalt aggregates (16 mm maximum) | machine made sand | P·II 52.5-R Portland cement | 0.3 | silica fume, fly ash, GGBS, steel fibers, and PP fibers | 2 °C/min | 56 |
| [93] | natural | - | quartz sand and steel slag | OPC grade 42.5 | 0.2 | silica fume, fly ash, steel fibers, and PP fibers | 4 °C/min | 28 |
| [94] | inside the furnace | - | natural river sand and silica sand | CEM II 52.5 R Portland cement | 0.2 | silica fume, polycarboxylic type, jute fibers | 0.5 °C/min | 28 |
| [95] | inside the furnace and water | - | natural river sand, pumice aggregates, and silica sand | CEM I 52.5 N Portland cement | 0.2 | silica fume, polycarboxylate type steel fibers, and PP fibers | 1 °C/min | 28 |
| [97] | No cooling | carbonate aggregates consisting of 26A limestone | silica sand and natural sand | Type 1 cement | 0.14 | straight steel and PP fibers | 0.5 °C/min and 2 °C/min | 28 and 90 |
| Ref. | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | w/c Ratio | Supplementary Material | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [75] | natural | 10 mm Crushed aggregate | crushed aggregate < 4 mm | General Portland (GP) | 0.3 | fly Ash, GGBFS, Silica Fume, High-Range Water-Reducing Admixture (HRWRA) | 5 °C/min | 28 |
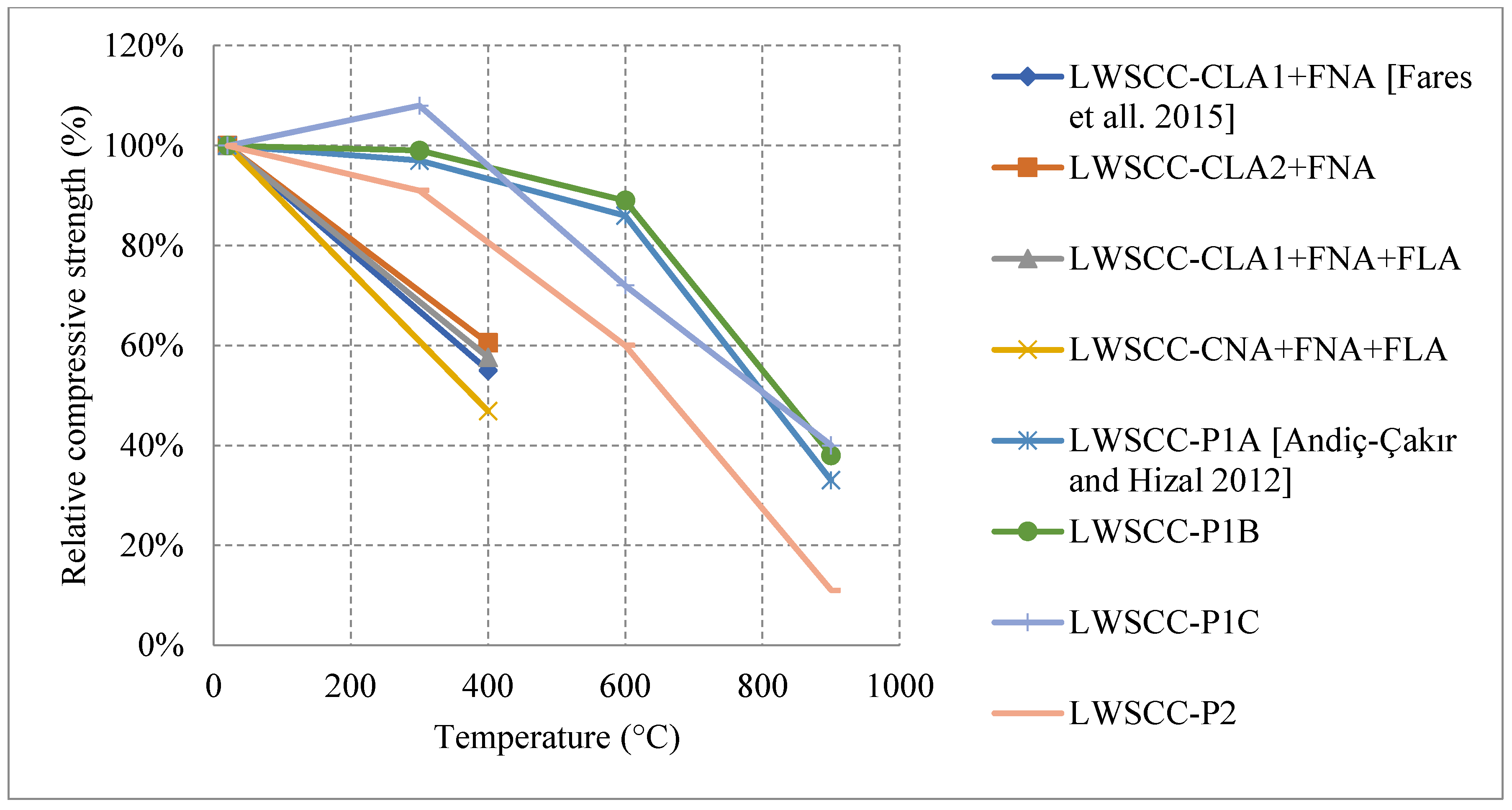
| [101] | natural | crushed limestone (13 mm maximum) and expanded clay for LWSCC | siliceous quarry sand and expanded clay for LWSCC | Type 1 Portland cement | 0.488 | fly ash, AEA, and polycarboxylate based HRWRA | 1 °C/min | 28 |
| [102] | natural | limestone aggregate or lightweight pumice for LWSCC | normal weight limestone aggregates | CEM I 42.5R | 0.65, 0.6, and 0.55 | oil alcohol and ammonium salt based AEA, Polycarboxylate ether HRWR, and olivine powder | 5 °C/min | 28 |
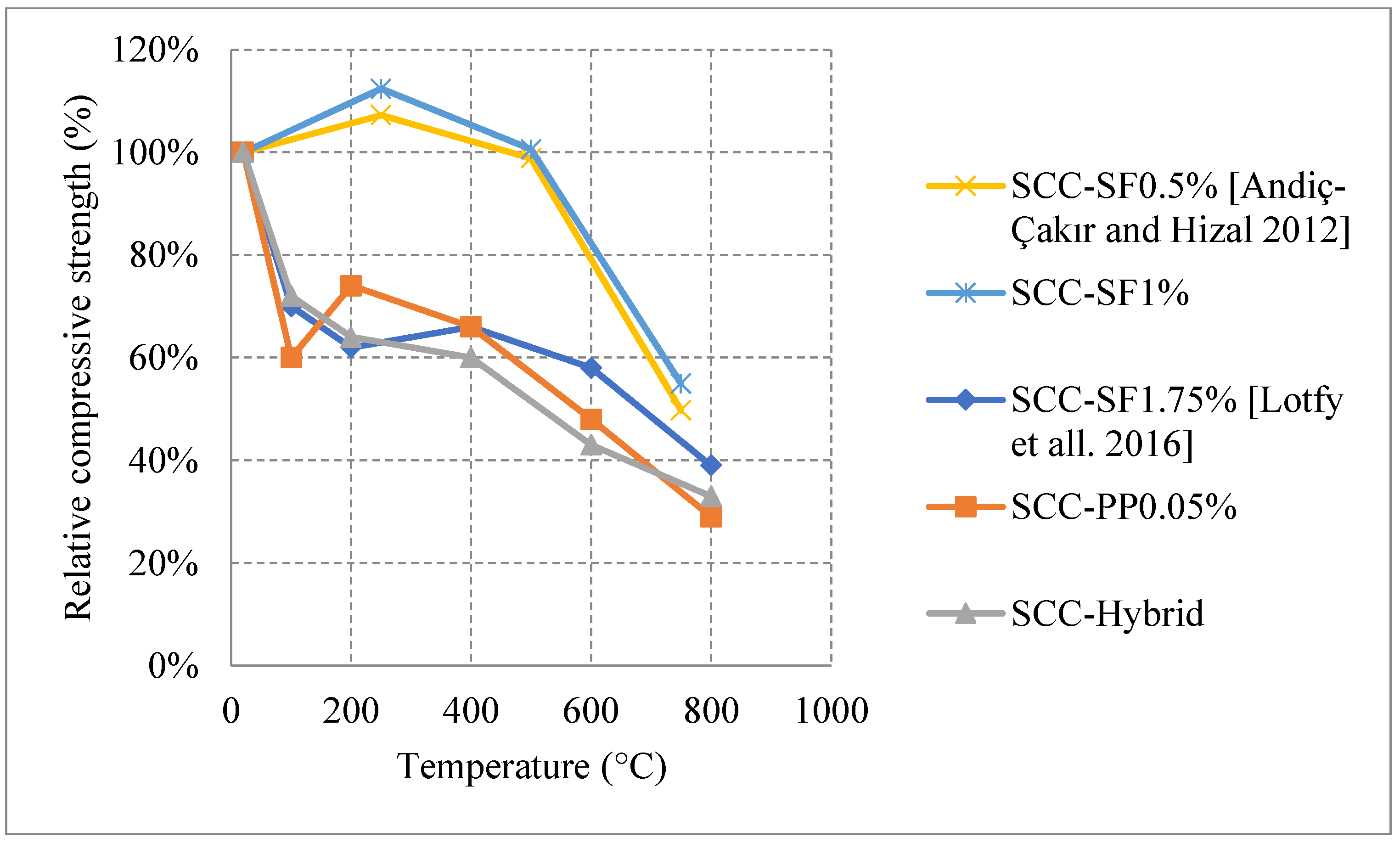
| [103] | natural | crushed stone (11 mm maximum) | crushed sand | Portland cement (ASTM type II) | 0.68 | steel and PP fibers, fly ash, silica fume | 5 °C/min | 28 |
| [104] | natural | normal coarse aggregate (density: 2.57 g/cm3, water absorption: 1.55%, maximum size: 15 mm) | copper slag, and normal fine aggregate (density: 2.57 g/cm3, water absorption: 1.77%) | Ordinary Portland cement (density: 3.16 g/cm3, R2O: 0.56%) | 0.4 | fly ash | 5 °C/min | 28 |
| [105] | natural | crushed aggregates (22.5 mm maximum) | quarry sand | CEM II 32.5 R and CEM I 52.5 N | 0.61 and 0.57 | limestone power | 1 °C/min | 90 |
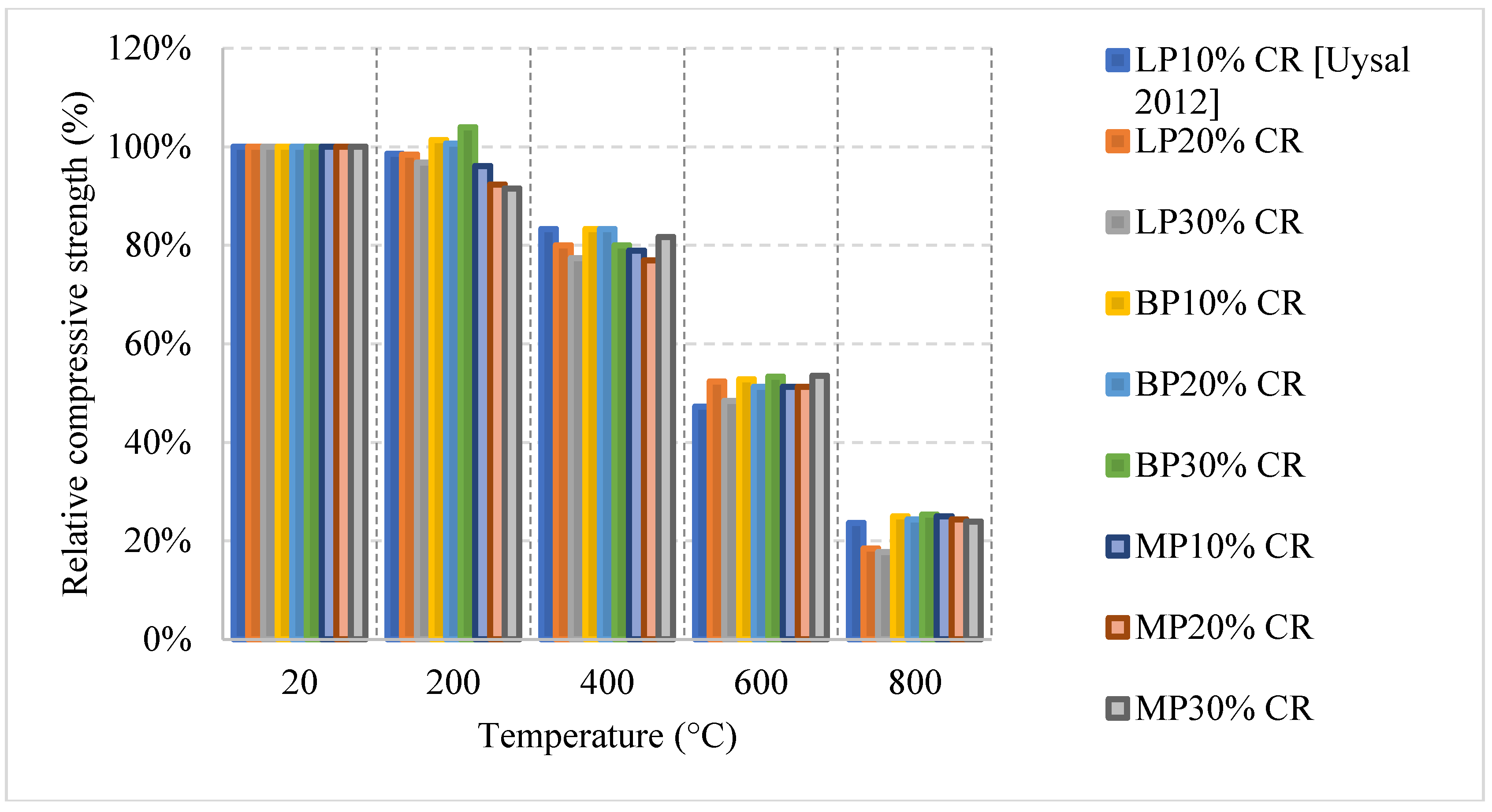
| [106] | furnace | crushed limestone (16 mm maximum) | natural river sand | CEM I 42.5N | 0.33–0.47 | lime-stone powder (LP), basalt powder (BP) and marble powder (MP) | 1 °C/min | 28 |
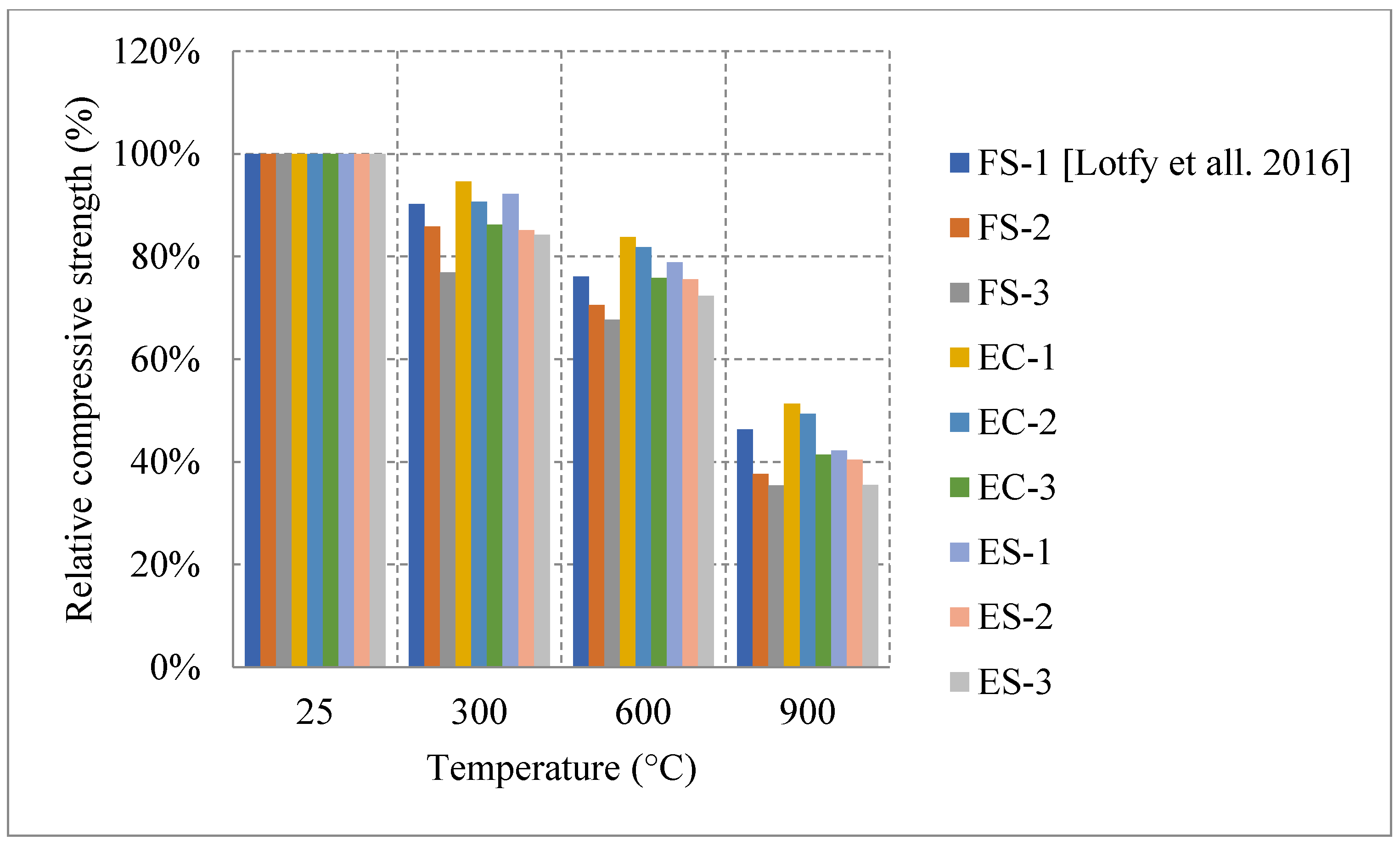
| [107] | Natural | Furnace slag, expanded clay, and expanded shale (10 mm) | furnace slag, expanded clay, and expanded shale (4.75 mm) | General use Portland cement | 0.35, 0.36, and 0.4 | fly ash, polycarboxylate ether HRWR. and silica fume | 5 °C/min | 28 |
| [108] | natural | limestone (carbonate) based (10 mm maximum) | natural fine sand | Type 1 Portland cement | 0.44 | fly ash, slag, AEA, PP fibers, and steel fibers | 5 °C/min | - |
| Ref. | Cooling Type | Coarse Aggregates | Fine Aggregates | Cement | w/c Ratio | Supplementary Material | Heating Rate | Curing (Days) |
|---|---|---|---|---|---|---|---|---|
| [39] | natural | crushed granite (10 mm and 20 mm) | river sand | - | - | sodium hydroxide, sodium silicate, and fly ash | ISO 834 standard | 28 |
| [43] | natural | gravel (10 mm and 20 mm) | river sand | - | - | metakaolin, fly ash, and alkaline activator | 5 °C/min | 28 |
| [44] | natural and water | gravel (maximum = 155 mm) | natural sand | - | - | fly ash, sodium silicate solution (SSS), and sodium hydroxide solution (SHS) | NA | 28 |
| [117] | natural | gravel (5 mm and 16 mm) | River sand (2 mm) | - | - | metakaolin, fly ash, potassium silicate solution, and potassium hydroxide | 5 °C/min | 28 |
| [118] | natural and water | granite rocks (10 mm) | river sand | - | - | fly ash, sodium hydroxide, and sodium silicate | 5 °C/min | 7 |
| Organization | Country/ Region | Document Name | Document Type | Publication Date | Key Contents |
|---|---|---|---|---|---|
| American concrete institute (ACI) | USA | Code Requirements for Determining Fire Resistance of Concrete and Masonry Construction Assemblies [4] | Building code | 2019 | Concrete masonry, finish material and their effects on fire resistance, and clay brick and tile masonry. This document also covers concrete walls, roofs, and floors. |
| Eurocode (CEN) | EU | EN 1992 1-2 [5] | Building code | 2004 and 2005 | Details on design and construction procedures, and material properties. |
| American Society of Civil Engineers (ASCE) | USA | Structural Fire Protection [119] | Standard | 1992 | Fire safety, building design, effect of fire on wood, steel, and concrete, and the effects of fire over time. |
| Standards Australia | Australia | Concrete structures AS 3600:2018 [120] | Standard | 2018 | Structural design of different structural elements, design for fire resistance, design for durability, structural analysis, |
| Standards Australia | Australia | Methods for fire tests on building materials, components and structures. Part 4: Fire-resistance tests for elements of construction AS 1530.4:2014 [121] | Standard | 2014 | Testing procedures and specimens and failure criteria for beams, columns, ducts, control joints, floors, roofs, etc. |
| International Federation for Structural Concrete (fib) | EU | Fire Design of Concrete Structures –Structural Behavior and Assessment [122] | Technical Report | 2008 | Behavior of beams and frames, assessment of materials after fire, and repair of damaged structures. |
| Institution of Structural Engineers (ISE) | Britain | Appraisal of Existing Structures [123] | Technical Report | 2010 | Performance of existing structures before and after fire, gives classification for fire damaged structures. |
| Concrete Society | Britain | Assessment, Design, and Repair of Fire-Damaged Structures [124] | Technical Report | 2008 | Damage assessment, testing, repair methods, and effects of fire on construction materials. |
| Fire Safety Journal/CIB W14 | N/A | The Repairability of Fire-Damaged Structures [125] | Journal Article/Technical Report | 1990 | Assessment, classification, and reparability of fire damaged concrete structures. |
| Cement Concrete & Aggregates Australia | Australia | Fire Safety of Concrete Buildings [126] | Building code | 2010 | Effects of fire on concrete members, a framework for regulations, and assessment of fire damaged structures. |
| National Fire Protection Association (NFPA) | USA | NFPA 5000: Building Construction and Safety Code [127] | Building code | 2002 | Specifications on different building materials, discussion on fire-retardant-treated wood, and fire security systems. |
| Concrete Reinforcing Steel Institute (CRSI) | USA | Fire Resistance of Reinforced Concrete Buildings (ETN-B-1-16) [128] | Technical Report | 2016 | Concrete covers and design of concrete to resist fire. |
| Canadian Commission on Building and Fire Codes (CCBFC) | Canada | National Fire Code of Canada 2015 [129] | Building code | 2015 | Technical provisions related to construction, and the design and construction of specific building elements. |
| International Organization for Standardization (ISO) | International | ISO/TS 16733-2:2021 Fire safety engineering—Selection of design fire scenarios and design fires [130] | Standard | 2021 | Specifications for fire design, and procedures for selecting of design fire scenarios. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alhamad, A.; Yehia, S.; Lublóy, É.; Elchalakani, M. Performance of Different Concrete Types Exposed to Elevated Temperatures: A Review. Materials 2022, 15, 5032. https://doi.org/10.3390/ma15145032
Alhamad A, Yehia S, Lublóy É, Elchalakani M. Performance of Different Concrete Types Exposed to Elevated Temperatures: A Review. Materials. 2022; 15(14):5032. https://doi.org/10.3390/ma15145032
Chicago/Turabian StyleAlhamad, Amjad, Sherif Yehia, Éva Lublóy, and Mohamed Elchalakani. 2022. "Performance of Different Concrete Types Exposed to Elevated Temperatures: A Review" Materials 15, no. 14: 5032. https://doi.org/10.3390/ma15145032
APA StyleAlhamad, A., Yehia, S., Lublóy, É., & Elchalakani, M. (2022). Performance of Different Concrete Types Exposed to Elevated Temperatures: A Review. Materials, 15(14), 5032. https://doi.org/10.3390/ma15145032