
Reversed-Phase Medium-Pressure Liquid Chromatography Purification of Omega-3 Fatty Acid Ethyl Esters Using AQ-C18
 , , and
, , and
Abstract
1. Introduction
2. Results and Discussion
2.1. Fatty Acid Composition of Fish Oil Ethyl Esters
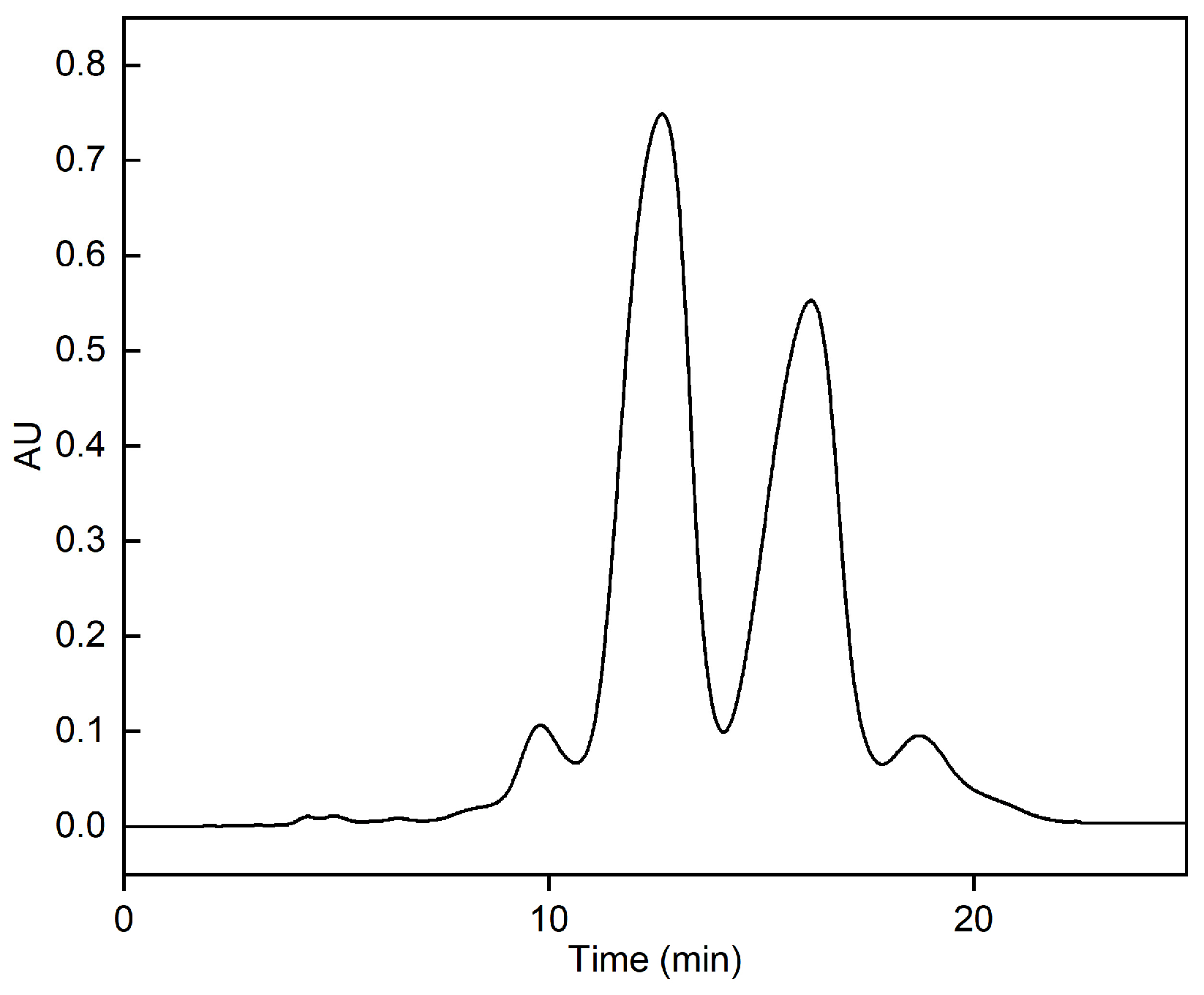
2.2. Fatty Acid Composition of Separate Fractions in RP-MPLC Chromatogram
2.3. Optimization of RP-MPLC
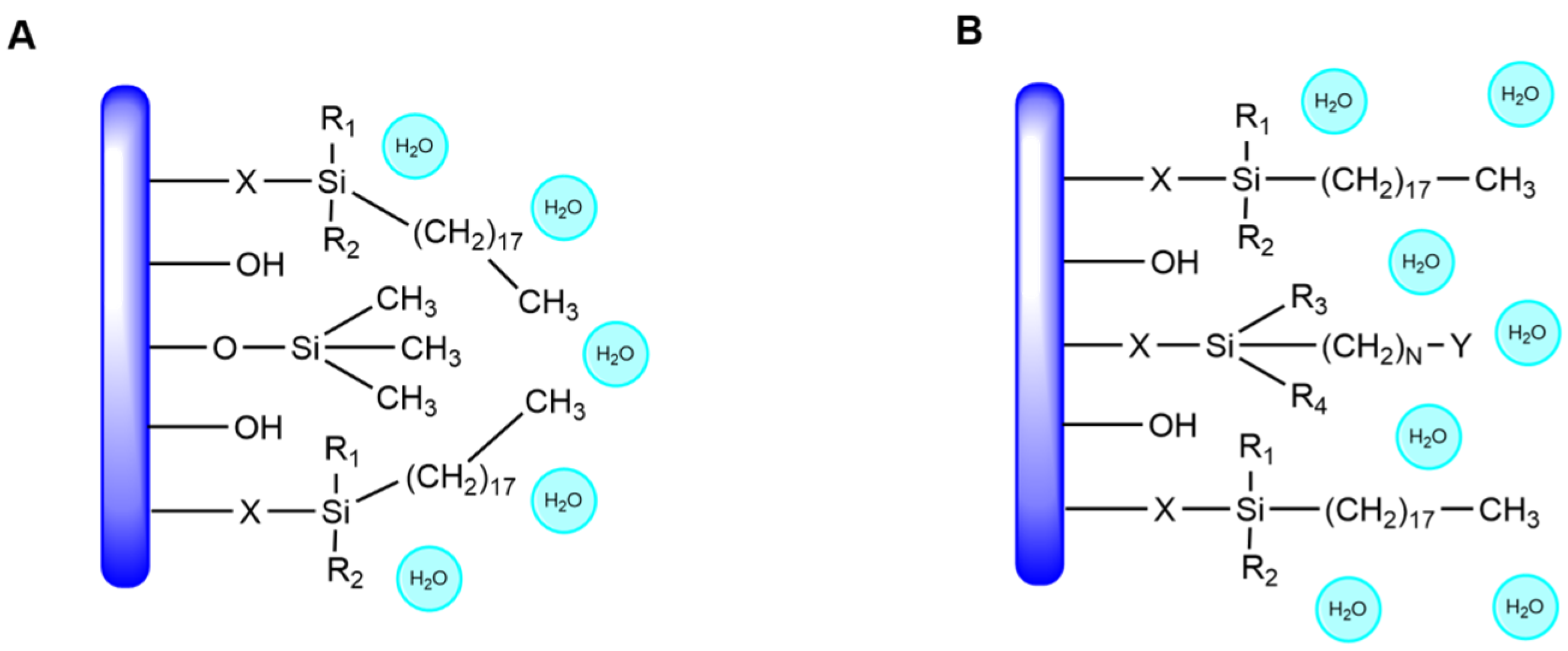
2.3.1. Effects of Packing Materials
2.3.2. Effects of Mobile Phases
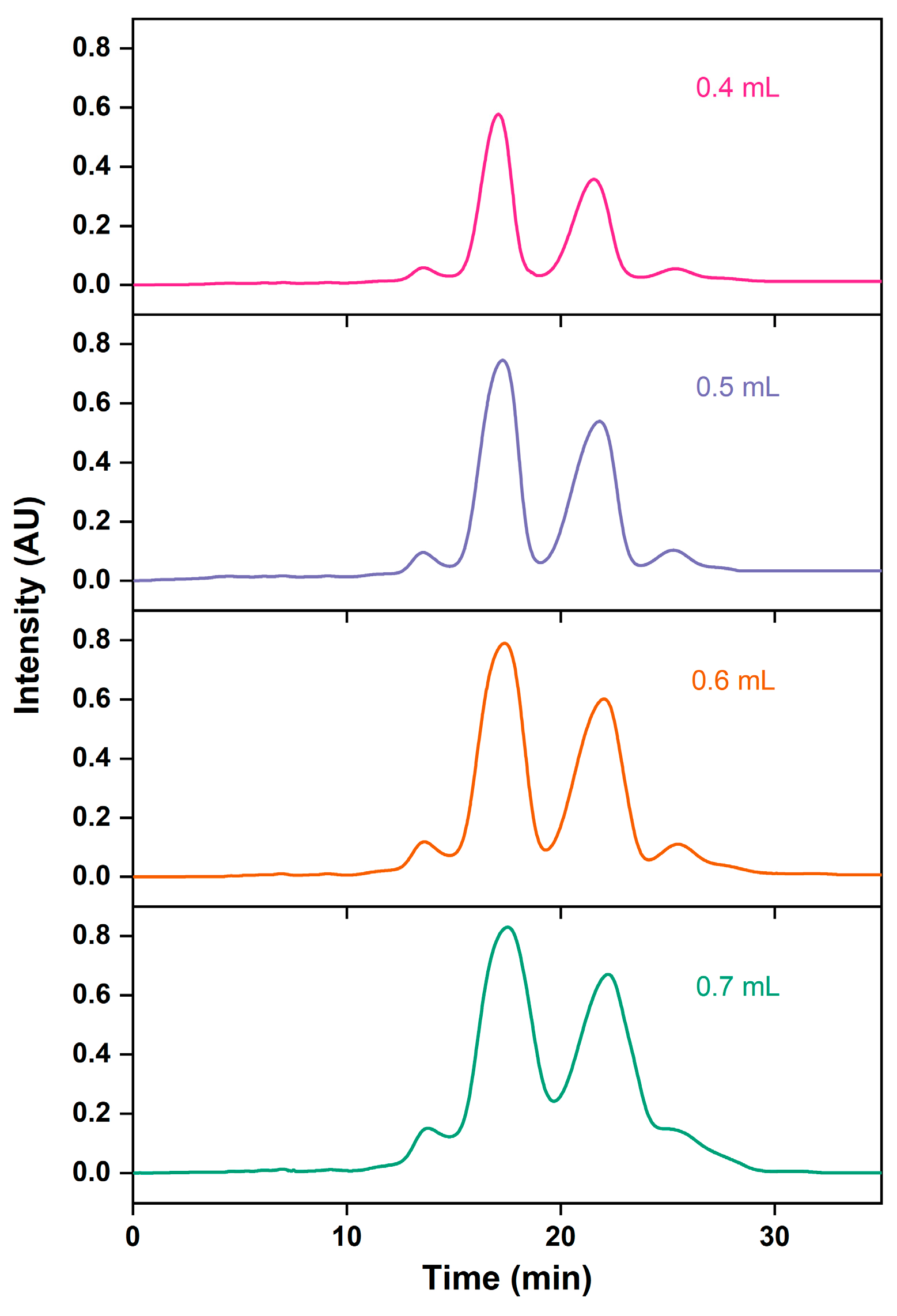
2.3.3. Effects of Sample Load Volume
2.3.4. Effects of Sample Concentration
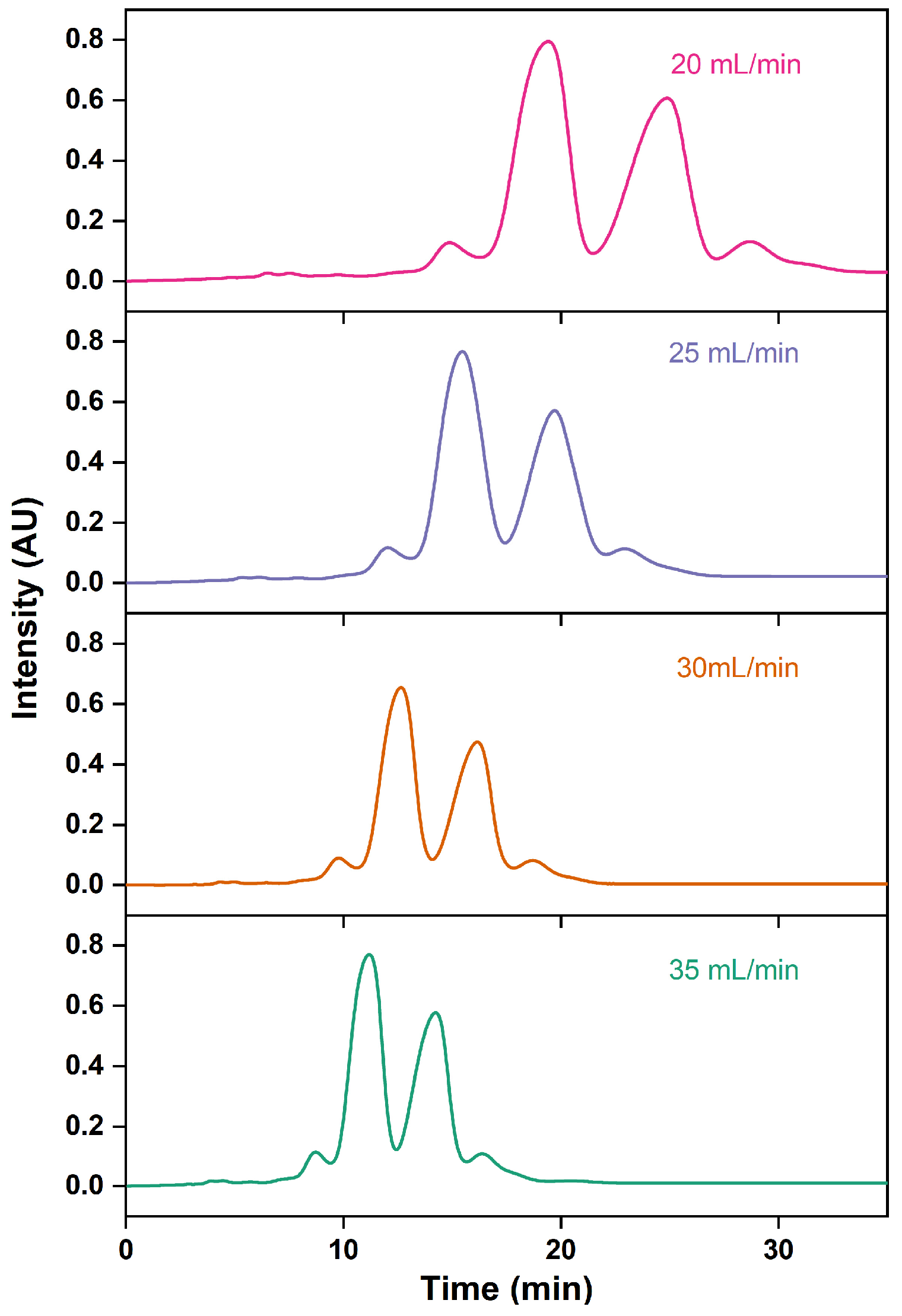
2.3.5. Effects of Flow Rate
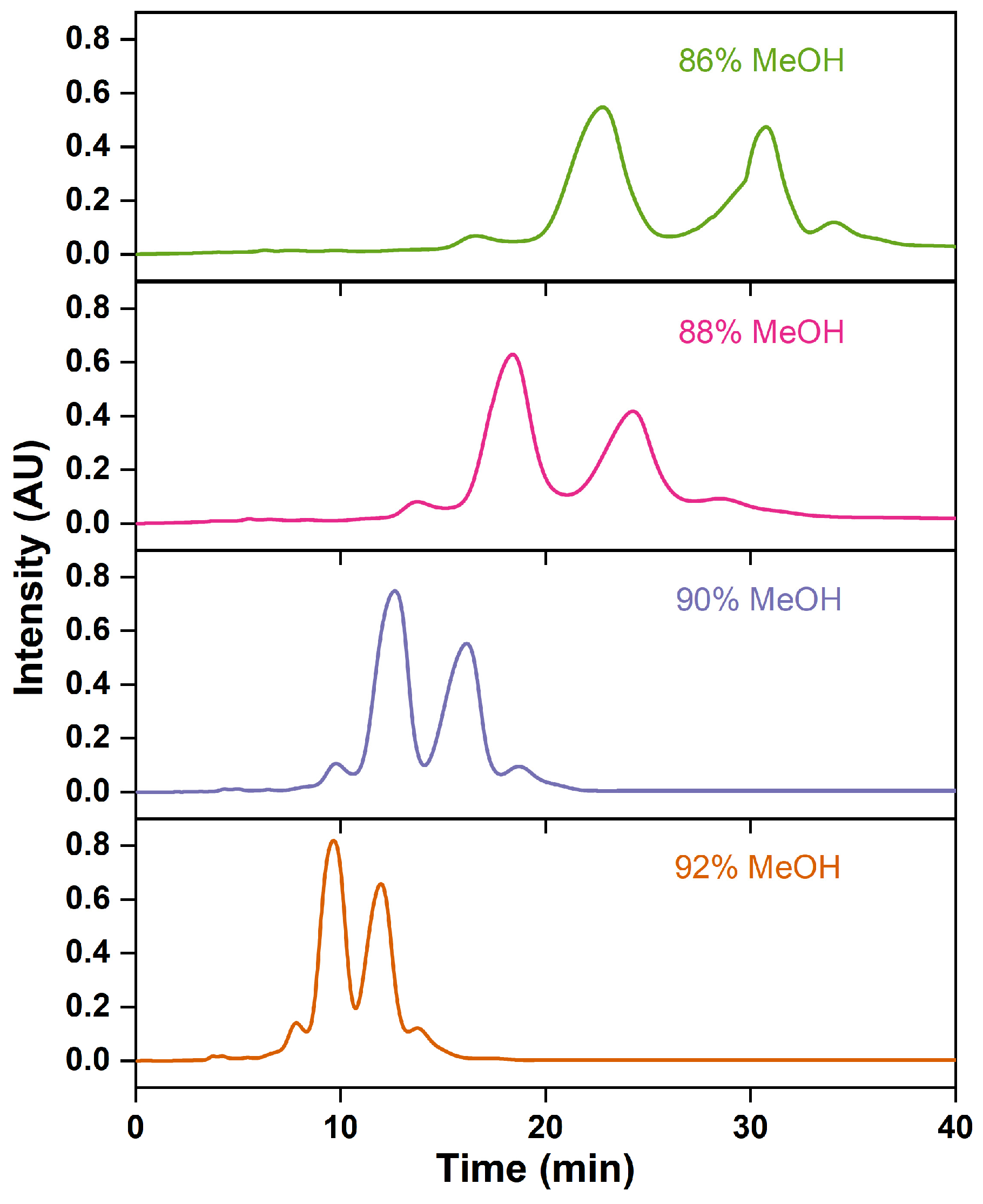
2.3.6. Effects of Mobile-Phase Composition
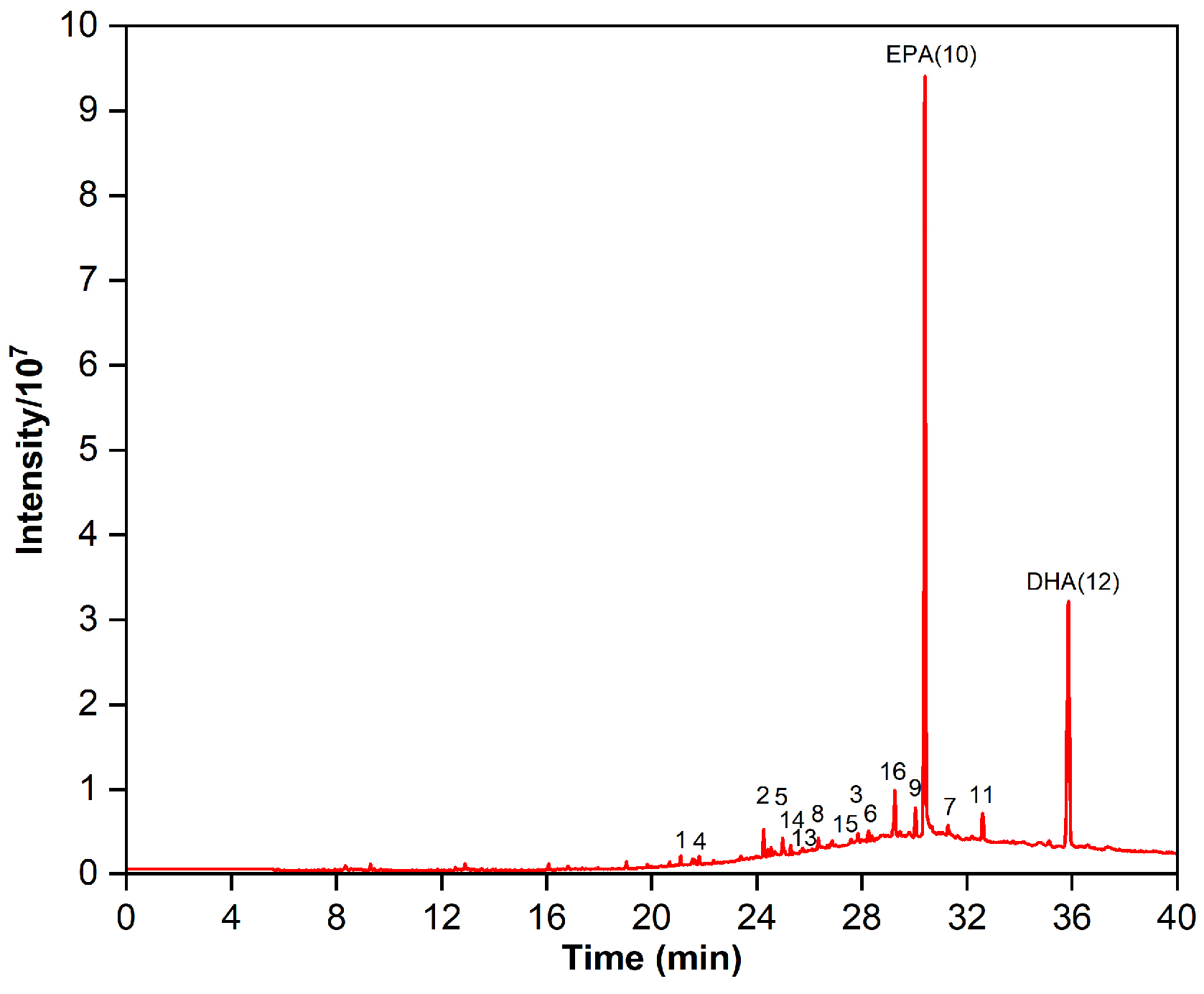
2.4. Fatty Acid Analysis of Purified Omega-3 Fatty Acid Ethyl Esters
2.5. Comparison of RP-MPLC and RP-HPLC
2.6. Summary and Prospect of RP-MPLC
3. Materials and Methods
3.1. Materials and Reagents
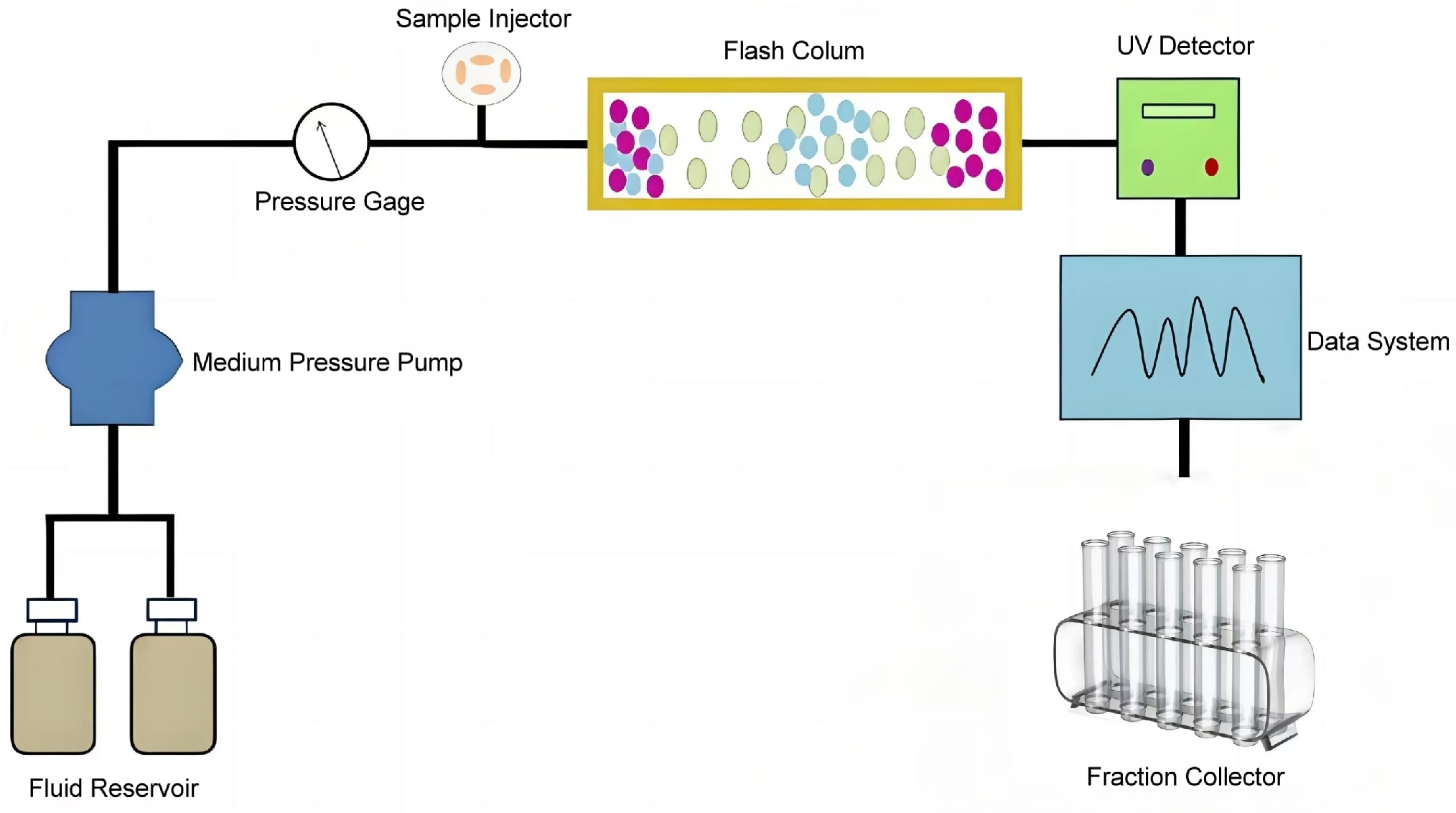
3.2. RP-MPLC Procedure
3.3. Fatty Acid Analysis
3.4. Optimization of RP-MPLC
3.5. Comparison of RP-MPLC and RP-HPLC
3.6. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, D.; Chen, Y.; Yu, J.; Yang, Z.; Wang, X.; Wang, X. Progress in enrichment of n-3 polyunsaturated fatty acid: A review. Crit. Rev. Food Sci. Nutr. 2023, 63, 11310–11326. [Google Scholar] [CrossRef] [PubMed]
- Saini, R.K.; Keum, Y.S. Omega-3 and omega-6 polyunsaturated fatty acids: Dietary sources, metabolism, and significance—A review. Life Sci. 2018, 203, 255–267. [Google Scholar] [CrossRef] [PubMed]
- Bhatt, D.L.; Steg, P.G.; Miller, M.; Brinton, E.A.; Jacobson, T.A.; Ketchum, S.B.; Doyle, R.T., Jr.; Juliano, R.A.; Jiao, L.; Granowitz, C.; et al. Cardiovascular risk reduction with icosapent ethyl for hypertriglyceridemia. N. Engl. J. Med. 2019, 380, 11–22. [Google Scholar] [CrossRef] [PubMed]
- Laye, S.; Nadjar, A.; Joffre, C.; Bazinet, R.P. Anti-inflammatory effects of omega-3 fatty acids in the brain: Physiological mechanisms and relevance to pharmacology. Pharmacol. Rev. 2018, 70, 12–38. [Google Scholar] [CrossRef] [PubMed]
- Mallik, A.K.; Qiu, H.; Takafuji, M.; Ihara, H. High molecular-shape-selective stationary phases for reversed-phase liquid chromatography: A review. TrAC Trends Anal. Chem. 2018, 108, 381–404. [Google Scholar] [CrossRef]
- Jesionowska, M.; Ovadia, J.; Hockemeyer, K.; Clews, A.C.; Xu, Y. EPA and DHA in microalgae: Health benefits, biosynthesis, and metabolic engineering advances. J. Am. Oil Chem. Soc. 2023, 100, 831–842. [Google Scholar] [CrossRef]
- Sheppard, J.P.; Lakshmanan, S.; Dahal, S.; Roy, S.K.; Bhatt, D.L.; Budoff, M.J.; Nelson, J.R. EPA versus mixed EPA/DHA plus statin for coronary atherosclerosis: Meta-analysis of prospective imaging trials. JACC Cardiovasc. Imaging 2022, 15, 1825–1828. [Google Scholar] [CrossRef] [PubMed]
- Pertiwi, K.; Kupers, L.K.; de Goede, J.; Zock, P.L.; Kromhout, D.; Geleijnse, J.M. Dietary and circulating long-chain omega-3 polyunsaturated fatty acids and mortality risk after myocardial Infarction: A long-term follow-up of the alpha omega cohort. J. Am. Heart Assoc. 2021, 10, e022617. [Google Scholar] [CrossRef] [PubMed]
- Crupi, R.; Cuzzocrea, S. Role of EPA in inflammation: Mechanisms, effects, and clinical relevance. Biomolecules 2022, 12, 242. [Google Scholar] [CrossRef]
- Alfaddagh, A.; Elajami, T.K.; Saleh, M.; Elajami, M.; Bistrian, B.R.; Welty, F.K. The effect of eicosapentaenoic and docosahexaenoic acids on physical function, exercise, and joint replacement in patients with coronary artery disease: A secondary analysis of a randomized clinical trial. J. Clin. Lipidol. 2018, 12, 937–947.e932. [Google Scholar] [CrossRef]
- Vitlov Uljevic, M.; Starcevic, K.; Masek, T.; Bocina, I.; Restovic, I.; Kevic, N.; Racetin, A.; Kretzschmar, G.; Grobe, M.; Vukojevic, K.; et al. Dietary DHA/EPA supplementation ameliorates diabetic nephropathy by protecting from distal tubular cell damage. Cell Tissue Res. 2019, 378, 301–317. [Google Scholar] [CrossRef] [PubMed]
- Lauritzen, L.; Brambilla, P.; Mazzocchi, A.; Harsløf, L.B.; Ciappolino, V.; Agostoni, C. DHA effects in brain development and function. Nutrients 2016, 8, 6. [Google Scholar] [CrossRef]
- Charles, C.N.; Swai, H.; Msagati, T.; Chacha, M. Development of a natural product rich in bioavailable omega-3 DHA from locally available ingredients for prevention of nutrition related mental illnesses. J. Am. Coll. Nutr. 2020, 39, 720–732. [Google Scholar] [CrossRef] [PubMed]
- Rahman, M.; Ouhtit, A.; Saleh, H.A. Docosahexaenoic acid (DHA) as an adjunctive therapeutic agent for the treatment of cancer. FASEB J. 2019, 33, 652.17. [Google Scholar] [CrossRef]
- Blair, H.A.; Dhillon, S. Omega-3 carboxylic acids (Epanova): A review of its use in patients with severe hypertriglyceridemia. Am. J. Cardiovasc. Drugs 2014, 14, 393–400. [Google Scholar] [CrossRef] [PubMed]
- Lembke, P. Production techniques for omega-3 concentrates. In Omega-6/3 Fatty Acids; Meester, F., Watson, R., Zibadi, S., Eds.; Humana Press: Totowa, NJ, USA, 2013; pp. 353–364. [Google Scholar]
- Zhang, Y.; Wang, X.; Xie, D.; Li, Y.; Wang, X. One-step concentration of highly unsaturated fatty acids from tuna oil by low-temperature crystallization. J. Am. Oil Chem. Soc. 2017, 94, 475–483. [Google Scholar] [CrossRef]
- Mu, H.; Zhang, H.; Li, Y.; Zhang, Y.; Wang, X.; Jin, Q.; Wang, X. Enrichment of DPAn-6 and DHA from Schizochytrium sp. oil by low-temperature solvent crystallization. Ind. Eng. Chem. Res. 2016, 55, 737–746. [Google Scholar] [CrossRef]
- González-Fernández, M.J.; Fabrikov, D.; Lyashenko, S.; Ferrón-Carrillo, F.; Guil-Guerrero, J.L. Highly concentrated very long-chain PUFA obtainment by urea complexation methodology. Environ. Technol. Innov. 2020, 18, 100736. [Google Scholar] [CrossRef]
- Dovale-Rosabal, G.; Rodriguez, A.; Contreras, E.; Ortiz-Viedma, J.; Munoz, M.; Trigo, M.; Aubourg, S.P.; Espinosa, A. Concentration of EPA and DHA from refined salmon oil by optimizing the urea fatty acid adduction reaction conditions using response surface methodology. Molecules 2019, 24, 1642. [Google Scholar] [CrossRef]
- Magallanes, L.M.; Tarditto, L.V.; Grosso, N.R.; Pramparo, M.C.; Gayol, M.F. Highly concentrated omega-3 fatty acid ethyl esters by urea complexation and molecular distillation. J. Sci. Food Agric. 2019, 99, 877–884. [Google Scholar] [CrossRef]
- Rossi, P.; Gayol, M.F.; Renaudo, C.; Pramparo, M.C.; Nepote, V.; Grosso, N.R. The use of artificial neural network modeling to represent the process of concentration by molecular distillation of omega-3 from squid oil. Grasas Y Aceites 2014, 65, e052. [Google Scholar] [CrossRef]
- Qiao, M.; Hua, X.; Yuan, Y.; Cao, X. Enrichment of EPA and DHA by enzymatic ethanolysis: Effects of lipases from Thermomyces lanuginosus, Rhizomucor miehei, Rhizopus oryzae and Candida antarctica. J. Am. Oil Chem. Soc. 2023. [Google Scholar] [CrossRef]
- Baloch, K.A.; Patil, U.; Pudtikajorn, K.; Khojah, E.; Fikry, M.; Benjakul, S. Lipase-catalyzed synthesis of structured fatty acids enriched with medium and long-chain n-3 fatty acids via solvent-free transesterification of skipjack tuna eyeball Oil and commercial butterfat. Foods 2024, 13, 347. [Google Scholar] [CrossRef] [PubMed]
- Molino, A.; Martino, M.; Larocca, V.; Di Sanzo, G.; Spagnoletta, A.; Marino, T.; Karatza, D.; Iovine, A.; Mehariya, S.; Musmarra, D. Eicosapentaenoic acid extraction from Nannochloropsis gaditana using carbon dioxide at supercritical conditions. Mar. Drugs 2019, 17, 132. [Google Scholar] [CrossRef]
- Mu, H.; Jin, J.; Xie, D.; Zou, X.; Wang, X.; Wang, X.; Jin, Q. Combined urea complexation and argentated silica gel column chromatography for concentration and separation of PUFAs from tuna oil: Based on improved DPA level. J. Am. Oil Chem. Soc. 2016, 93, 1157–1167. [Google Scholar] [CrossRef]
- Bárcenas-Pérez, D.; Lukeš, M.; Hrouzek, P.; Zápal, J.; Kuzma, M.; Kopecký, J.; Kubáč, D.; Arredondo-Vega, B.O.; Cheel, J. Bio-production of eicosapentaenoic acid from the diatom Nanofrustulum shiloi via two-step high performance countercurrent chromatography. J. Appl. Phycol. 2022, 34, 2995–3010. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, N.; Gao, H.-L.; Guo, Z.-X.; Lu, A.-X.; Guo, X.-J.; Lu, J.-H.; Luan, Y.-X. Determination of aflatoxin B1 in lotus seed by high performance liquid chromatography with aptamer affinity column for purification and enrichment. Chin. J. Anal. Chem. 2020, 48, 662–669. [Google Scholar] [CrossRef]
- Wei, B.; Wang, S. Separation of eicosapentaenoic acid and docosahexaenoic acid by three-zone simulated moving bed chromatography. J. Chromatogr. A 2020, 1625, 461326. [Google Scholar] [CrossRef]
- Oh, C.-E.; Kim, G.-J.; Park, S.-J.; Choi, S.; Park, M.-J.; Lee, O.M.; Seo, J.-W.; Son, H.-J. Purification of high purity docosahexaenoic acid from Schizochytrium sp. SH103 using preparative-scale HPLC. Appl. Biol. Chem. 2020, 63, 56. [Google Scholar] [CrossRef]
- Montañés, F.; Catchpole, O.J.; Tallon, S.; Mitchell, K.; Lagutin, K. Semi-preparative supercritical chromatography scale plant for polyunsaturated fatty acids purification. J. Supercrit. Fluids 2013, 79, 46–54. [Google Scholar] [CrossRef]
- Li, M.; Bao, Z.; Xing, H.; Yang, Q.; Yang, Y.; Ren, Q. Simulated moving bed chromatography for the separation of ethyl esters of eicosapentaenoic acid and docosahexaenoic acid under nonlinear conditions. J. Chromatogr. A 2015, 1425, 189–197. [Google Scholar] [CrossRef] [PubMed]
- Ji, D.; Wang, Q.; Wang, H.; Ma, Q.; Wang, M.; Lu, Y. Preparative separation of gallic acid from Fallopia aubertii using middle-pressure chromatogram isolated gel coupled with reversed-phase chromatography with hydrophilic groups. RSC Adv. 2021, 11, 27276–27282. [Google Scholar] [CrossRef] [PubMed]
- Boshra, S.A.; El-Haddad, A.E. The protective effects of MPLC isolated glycyrrhizin and mangiferin against brain toxicity in rats. Med. Chem. Res. 2018, 27, 1449–1459. [Google Scholar] [CrossRef]
- Lu, X.; Zheng, Z.; Miao, S.; Li, H.; Guo, Z.; Zhang, Y.; Zheng, Y.; Zheng, B.; Xiao, J. Separation of oligosaccharides from lotus seeds via medium-pressure liquid chromatography coupled with ELSD and DAD. Sci. Rep. 2017, 7, 44174. [Google Scholar] [CrossRef] [PubMed]
- Sabana, I.; Naufal, M.; Wiani, I.; Zainuddin, A.; Hidayat, A.; Harneti, D.; Nurlelasari, N.; Al-Anshori, J.; Supratman, U.; Maharani, R. Synthesis of antioxidant peptide SCAP1 (Leu-Ala-Asn-Ala-Lys). Egypt. J. Chem. 2020, 63, 921–926. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, H.; Shen, L.; Yao, L.; Ma, Y.; Yu, D.; Chen, J.; Li, P.; Chen, Y.; Zhang, C. Isolation and purification of six iridoid glycosides from Gardenia jasminoides fruit by medium-pressure liquid chromatography combined with macroporous resin chromatography. J. Sep. Sci. 2015, 38, 4119–4126. [Google Scholar] [CrossRef] [PubMed]
- Ishihara, K.; Murata, M.; Kaneniwa, M.; Saito, H.; Komatsu, W.; Shinohara, K. Purification of stearidonic acid (18: 4 (n-3)) and hexadecatetraenoic acid (16: 4 (n-3)) from algal fatty acid with lipase and medium pressure liquid chromatography. Biosci. Biotechnol. Biochem. 2000, 64, 2454–2457. [Google Scholar] [CrossRef] [PubMed]
- Zuvela, P.; Skoczylas, M.; Jay Liu, J.; Ba Czek, T.; Kaliszan, R.; Wong, M.W.; Buszewski, B.; Heberger, K. Column characterization and selection systems in reversed-phase high-performance liquid chromatography. Chem. Rev. 2019, 119, 3674–3729. [Google Scholar] [CrossRef] [PubMed]
- Ruiz-Angel, M.J.; Pous-Torres, S.; Carda-Broch, S.; Garcia-Alvarez-Coque, M.C. Performance of different C18 columns in reversed-phase liquid chromatography with hydro-organic and micellar-organic mobile phases. J. Chromatogr. A 2014, 1344, 76–82. [Google Scholar] [CrossRef]
- Gritti, F.; Kazakevich, Y.V.; Guiochon, G. Effect of the surface coverage of endcapped C18-silica on the excess adsorption isotherms of commonly used organic solvents from water in reversed phase liquid chromatography. J. Chromatogr. A 2007, 1169, 111–124. [Google Scholar] [CrossRef]
- Agrahari, V.; Bajpai, M.; Nanda, S. Essential concepts of mobile phase selection for reversed phase HPLC. Res. J. Pharm. Technol. 2013, 6, 459–464. [Google Scholar]
- Stepnowski, P.; Blotevogel, K.-H.; Jastorff, B. Applied waste-free recovery of methanol: A sustainable solution for chromatography laboratories. Environ. Sci. Pollut. Res. 2002, 9, 34–38. [Google Scholar] [CrossRef] [PubMed]
- Habaki, H.; Yoshimura, Y.; Egashira, R. Separation of aromatic components from light cycle oil by solvent extraction. Sep. Sci. Technol. 2019, 54, 1159–1166. [Google Scholar] [CrossRef]
- Magda, R.; Toth, J. The connection of the methanol economy to the concept of the circular economy and its impact on sustainability. Visegr. J. Bioecon. Sustain. Dev. 2019, 8, 58–62. [Google Scholar] [CrossRef]
- Schmidt-Traub, H. Preparative Chromatography; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; pp. 154–190. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, Z.; Wang, X.; Qiu, C. Sample preparation. J. Chromatogr. A 2008, 1184, 191–219. [Google Scholar] [CrossRef] [PubMed]
- Dillon, J.T.; Aponte, J.C.; Tarozo, R.; Huang, Y. Purification of omega-3 polyunsaturated fatty acids from fish oil using silver-thiolate chromatographic material and high performance liquid chromatography. J. Chromatogr. A 2013, 1312, 18–25. [Google Scholar] [CrossRef] [PubMed]
- Ren, D.B.; Yang, Z.H.; Liang, Y.Z.; Fan, W.; Ding, Q. Effects of injection volume on chromatographic features and resolution in the process of counter-current chromatography. J. Chromatogr. A 2013, 1277, 7–14. [Google Scholar] [CrossRef] [PubMed]
- McCalley, D.V. The challenges of the analysis of basic compounds by high performance liquid chromatography: Some possible approaches for improved separations. J. Chromatogr. A 2010, 1217, 858–880. [Google Scholar] [CrossRef] [PubMed]
- Rafferty, J.L.; Siepmann, J.I.; Schure, M.R. Retention mechanism for polycyclic aromatic hydrocarbons in reversed-phase liquid chromatography with monomeric stationary phases. J. Chromatogr. A 2011, 1218, 9183–9193. [Google Scholar] [CrossRef]
- Rafferty, J.L.; Siepmann, J.I.; Schure, M.R. The effects of chain length, embedded polar groups, pressure, and pore shape on structure and retention in reversed-phase liquid chromatography: Molecular-level insights from Monte Carlo simulations. J. Chromatogr. A 2009, 1216, 2320–2331. [Google Scholar] [CrossRef]
- Rafferty, J.L.; Siepmann, J.I.; Schure, M.R. Molecular-level comparison of alkylsilane and polar-embedded reversed-phase liquid chromatography systems. Anal. Chem. 2008, 80, 6214–6221. [Google Scholar] [CrossRef]
- Terol, A.; Ardini, F.; Grotti, M.; Todoli, J.L. High temperature liquid chromatography-inductively coupled plasma mass spectrometry for the determination of arsenosugars in biological samples. J. Chromatogr. A 2012, 1262, 70–76. [Google Scholar] [CrossRef] [PubMed]
- Duan, Y.; Liu, H.; Li, J.; Ma, J.; Gu, Y.; Yan, C.; Yang, G. Preparation and evaluation of a porous P(NIPAAm-MAA-EDMA) monolithic column for HPLC. Chromatographia 2011, 75, 87–93. [Google Scholar] [CrossRef]
- Zheng, Z.; Dai, Z.; Cao, Y. Isolation, purification of DPAn-3 from the seal oil ethyl ester. Eur. J. Lipid Sci. Technol. 2018, 120, 1800225. [Google Scholar] [CrossRef]
- Kamarei, F.; Vajda, P.; Guiochon, G. Comparison of large scale purification processes of naproxen enantiomers by chromatography using methanol–water and methanol–supercritical carbon dioxide mobile phases. J. Chromatogr. A 2013, 1308, 132–138. [Google Scholar] [CrossRef]
- Namal Senanayake, S.P.J. Methods of concentration and purification of omega-3 fatty acids. In Separation, Extraction and Concentration Processes in the Food, Beverage and Nutraceutical Industries; Woodhead Publishing: Cambridge, UK, 2013; pp. 483–505. [Google Scholar]
- Dołowy, M.; Pyka, A. Chromatographic methods in the separation of long-chain mono- and polyunsaturated fatty acids. J. Chem. 2015, 2015, 120830. [Google Scholar] [CrossRef]
- Rubio-Rodríguez, N.; Beltrán, S.; Jaime, I.; de Diego, S.M.; Sanz, M.T.; Carballido, J.R. Production of omega-3 polyunsaturated fatty acid concentrates: A review. Innov. Food Sci. Emerg. Technol. 2010, 11, 1–12. [Google Scholar] [CrossRef]
- Mansour, M.P. Reversed-phase high-performance liquid chromatography purification of methyl esters of C(16)-C(28) polyunsaturated fatty acids in microalgae, including octacosaoctaenoic acid [28:8(n-3)]. J. Chromatogr. A 2005, 1097, 54–58. [Google Scholar] [CrossRef]
- Rezvani, E.; Rafferty, A.; McGuinness, C.; Kennedy, J. Adverse effects of nanosilver on human health and the environment. Acta Biomater. 2019, 94, 145–159. [Google Scholar] [CrossRef]
- Jansen, R.; Sood, S.; Mohr, K.I.; Kunze, B.; Irschik, H.; Stadler, M.; Müller, R. Nannozinones and sorazinones, unprecedented pyrazinones from myxobacteria. J. Nat. Prod. 2014, 77, 2545–2552. [Google Scholar] [CrossRef]
- Feng, J.; He, X.; Zhou, S.; Peng, F.; Liu, J.; Hao, L.; Li, H.; Ao, G.; Yang, S. Preparative separation of crocins and geniposide simultaneously from gardenia fruits using macroporous resin and reversed-phase chromatography. J. Sep. Sci. 2014, 37, 314–322. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Compound Name | Content (%) |
|---|---|---|
| C14:0 | Myristic acid | 0.23 ± 0.06 |
| C15:0 | Pentadecanoic acid | 0.04 ± 0.02 |
| C16:0 | Palmitic acid | 1.52 ± 0.04 |
| C18:0 | Stearic acid | 2.18 ± 0.08 |
| C19:0 | Nonadecanoic acid | 0.10 ± 0.04 |
| C20:0 | Arachidic acid | 0.37 ± 0.02 |
| C16:1n7 | Palmitoleic acid | 0.64 ± 0.06 |
| C18:1n9 | Octadecenoic acid | 4.64 ± 0.05 |
| C20:1n9 | 11-Eicosenoic acid | 1.17 ± 0.03 |
| C22:1n9 | Erucic acid | 1.19 ± 0.07 |
| C24:1n9 | Nervonic acid | 0.21 ± 0.03 |
| C18:3n3 | α-Linolenic acid | 0.54 ± 0.03 |
| C20:3n3 | 11,14,17-Eicosatrienoic acid | 2.43 ± 0.04 |
| EPA C20:5n3 | 5,8,11,14,17-Eicosapentaenoic acid | 40.83 ± 0.12 |
| C21:5n3 | Heneicosapentaenoic acid | 2.58 ± 0.06 |
| DPA C22:5n3 | Docosapentaenoic acid | 5.17 ± 0.07 |
| DHA C22:6n3 | 4,7,10,13,16,19-Docosahexaenoic acid | 27.08 ± 0.07 |
| C18:2n6 | Linolelaidic acid | 0.29 ± 0.03 |
| C18:3n6 | Octadecatrienoic acid | 0.80 ± 0.04 |
| C18:4n6 | Octadecatetraenoic acid | 2.79 ± 0.06 |
| C20:3n6 | 8,11,14-Eicosatrienoic acid | 0.52 ± 0.04 |
| C20:4n6 | Arachidonic acid | 3.46 ± 0.04 |
| C22:4n6 | 7,10,13,16-Docosatetraenoic acid | 0.19 ± 0.02 |
| C22:5n6 | 4,7,10,13,16-Docosapentaenoate | 1.06 ± 0.02 |
| ∑SFA | Saturated fatty acids | 4.45 ± 0.1 |
| ∑MUFA | Mono-unsaturated fatty acids | 7.84 ± 0.06 |
| ∑PUFA | Poly-unsaturated fatty acids | 87.71 ± 0.06 |
| ∑ω-3 PUFA | ω-3 Poly-unsaturated fatty acids | 78.59 ± 0.23 |
| ∑ω-6 PUFA | ω-6 Poly-unsaturated fatty acids | 9.12 ± 0.19 |
| EPA + DHA | 67.91 ± 0.18 |
| Packing Materials | tR2 (min) | tR3 (min) | RS1 | RS2 |
|---|---|---|---|---|
| AQ-C18 | 17.09 ± 0.08 b | 21.53 ± 0.07 b | 1.43 ± 0.02 a | 1.13 ± 0.03 a |
| C18 | 31.08 ± 0.14 a | 37.90 ± 0.1 a | 1.27 ± 0.03 b | 1.02 ± 0.03 b |
| Mobile Phases | tR2 (min) | tR3 (min) | RS1 | RS2 |
|---|---|---|---|---|
| Ethanol | 6.29 ± 0.08 c | 7.14 ± 0.04 c | 0 | 0 |
| Acetonitrile | 13.95 ± 0.1 b | 15.81 ± 0.08 b | 0 | 1.32 ± 0.02 a |
| Methanol | 17.08 ± 0.06 a | 21.54 ± 0.08 a | 1.42 ± 0.02 a | 1.27 ± 0.03 b |
| Sample Volumes (mL) | Purity of EPA-EE/DHA-EE (%) | Recovery of EPA-EE/DHA-EE (%) | tR2 (min) | tR3 (min) | RS1 | RS2 |
|---|---|---|---|---|---|---|
| 0.4 | 87.57 ± 0.30 a | 58.44 ± 0.13 c | 17.10 ± 0.04 d | 21.47 ± 0.04 d | 1.43 ± 0.02 a | 1.07 ± 0.02 a |
| 0.5 | 86.75 ± 0.08 b | 65.43 ± 0.21 b | 17.25 ± 0.05 c | 21.80 ± 0.03 c | 1.32 ± 0.03 b | 1.02 ± 0.01 b |
| 0.6 | 86.67 ± 0.24 b | 83.57 ± 0.22 a | 17.40 ± 0.05 b | 22.07 ± 0.07 b | 1.27 ± 0.02 b | 1.02 ± 0.02 b |
| 0.7 | 83.15 ± 0.30 c | 63.59 ± 0.36 bc | 17.51 ± 0.04 a | 22.30 ± 0.06 a | 1.06 ± 0.02 c | 0.96 ± 0.02 c |
| Sample Concentrations (g/mL) | Purity of EPA-EE/DHA-EE (%) | Recovery Rate of EPA-EE/DHA-EE (%) | tR2 (min) | tR3 (min) | RS1 | RS2 |
|---|---|---|---|---|---|---|
| 0.25 | 87.19 ± 0.19 a | 50.47 ± 0.08 d | 15.86 ± 0.03 c | 18.07 ± 0.06 c | 1.38 ± 0.03 a | 1.31 ± 0.04 a |
| 0.5 | 86.63 ± 0.28 a | 58.65 ± 0.07 c | 17.51 ± 0.04 b | 20.69 ± 0.06 b | 1.35 ± 0.02 b | 1.27 ± 0.03 a |
| 1 | 86.11 ± 0.11 b | 62.21 ± 0.08 b | 17.61 ± 0.03 b | 21.47 ± 0.04 a | 1.29 ± 0.02 c | 1.13 ± 0.02 b |
| Pure | 85.75 ± 0.15 c | 74.62 ± 0.05 a | 17.72 ± 0.02 a | 21.92 ± 0.03 a | 1.23 ± 0.04 c | 1.10 ± 0.03 b |
| Flow Rate (mL/min) | Purity of EPA-EE/DHA-EE (%) | Recovery Rate of EPA-EE/DHA-EE (%) | tR2 (min) | tR3 (min) | RS1 | RS2 |
|---|---|---|---|---|---|---|
| 20.00 | 86.17 ± 0.15 a | 82.86 ± 0.18 a | 17.33 ± 0.06 a | 20.60 ± 0.07 a | 1.27 ± 0.03 a | 1.28 ± 0.04 a |
| 25.00 | 86.01 ± 0.14 a | 76.35 ± 0.01 b | 14.08 ± 0.08 b | 17.82 ± 0.08 b | 1.26 ± 0.03 a | 1.06 ± 0.02 b |
| 30.00 | 85.27 ± 0.15 b | 73.82 ± 0.16 b | 11.87 ± 0.05 c | 15.07 ± 0.06 c | 1.23 ± 0.01 a | 1.01 ± 0.02 b |
| 35.00 | 84.16 ± 0.83 c | 58.94 ± 0.14 c | 9.62 ± 0.09 d | 12.09 ± 0.08 d | 1.14 ± 0.02 b | 0.87 ± 0.03 c |
| Methanol–Water (v:v) | Purity of EPA-EE/DHA-EE (%) | Recovery Rate of EPA-EE/DHA-EE (%) | tR2 (min) | tR3 (min) | RS1 | RS2 |
|---|---|---|---|---|---|---|
| 86:14 | 87.17 ± 0.15 a | 54.51 ± 0.16 c | 22.81 ± 0.05 a | 30.48 ± 0.08 a | 1.64 ± 0.04 a | 1.41 ± 0.03 a |
| 88:12 | 86.32 ± 0.10 b | 65.24 ± 0.12 b | 18.37 ± 0.07 b | 24.26 ± 0.06 b | 1.50 ± 0.02 b | 1.26 ± 0.03 b |
| 90:10 | 85.27 ± 0.15 c | 74.30 ± 0.11 a | 11.87 ± 0.05 c | 15.07 ± 0.04 c | 1.22 ± 0.04 c | 1.02 ± 0.02 c |
| 92:8 | 83.39 ± 0.14 d | 53.28 ± 0.01 c | 9.67 ± 0.1 d | 12.02 ± 0.07 d | 1.05 ± 0.03 d | 0.84 ± 0.02 d |
| Number | Abbreviation | Compound Name | Content (%) |
|---|---|---|---|
| 1 | C16:0 | Palmitic acid | 0.19 ± 0.03 |
| 2 | C18:0 | Stearic acid | 1.70 ± 0.07 |
| 3 | C20:0 | Arachidic acid | 0.51 ± 0.04 |
| 4 | C16:1n7 | Palmitoleic acid | 0.53 ± 0.04 |
| 5 | C18:1n9 | Octadecenoic acid | 1.40 ± 0.07 |
| 6 | C20:1n9 | Eicosenoic acid | 0.61 ± 0.04 |
| 7 | C22:1n9 | Erucic acid | 0.57 ± 0.05 |
| 8 | C18:3n3 | α-Linolenic acid | 0.58 ± 0.05 |
| 9 | C20:3n3 | 11,14,17-Eicosatrienoic acid | 2.20 ± 0.03 |
| 10 | C20:5n3 | 5,8,11,14,17-Eicosapentaenoic acid | 57.13 ± 0.08 |
| 11 | C21:5n3 | Heneicosapentaenoic acid | 2.29 ± 0.04 |
| 12 | C22:6n3 | 4,7,10,13,16,19-Docosahexaenoic acid | 28.14 ± 0.08 |
| 13 | C18:2n6 | Linoleic acid | 0.43 ± 0.19 |
| 14 | C18:3n6 | Octadecatrienoic acid | 0.46 ± 0.04 |
| 15 | C18:4n6 | Octadecatetraenoic acid | 0.18 ± 0.06 |
| 16 | C20:4n6 | Arachidonic acid | 3.08 ± 0.07 |
| 17 | ∑SFA | Saturated fatty acids | 2.40 ± 0.08 |
| 18 | ∑MUFA | Mono-unsaturated fatty acids | 3.14 ± 0.07 |
| 19 | ∑PUFA | Poly-unsaturated fatty acids | 94.47 ± 0.15 |
| 20 | ∑ω-3 PUFA | ω-3 Poly-unsaturated fatty acids | 90.34 ± 0.17 |
| 21 | ∑ω-6 PUFA | ω-6 Poly-unsaturated fatty acids | 4.13 ± 0.15 |
| 22 | EPA + DHA | 85.27 ± 0.15 |
| Methods | Purity of EPA-EE/DHA-EE (%) | Recovery Rate of EPA-EE/DHA-EE (%) | tR2 (min) | tR3 (min) | Duration (min) | Solvent Consumption (mL) |
|---|---|---|---|---|---|---|
| RP-MPLC | 85.27 ± 0.15 b | 74.30 ± 1.14 b | 11.87 ± 0.07 b | 15.08 ± 0.06 b | 22.17 ± 0.76 b | 665 ± 20.91 a |
| RP-HPLC | 86.11 ± 0.96 a | 78.56 ± 0.86 a | 28.51 ± 0.06 a | 41.27 ± 0.07 a | 75 ± 1.05 a | 225.50 ± 3.18 b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sang, M.; Pan, N.; Wu, J.; Chen, X.; Cai, S.; Fang, H.; Xiao, M.; Jiang, X.; Liu, Z. Reversed-Phase Medium-Pressure Liquid Chromatography Purification of Omega-3 Fatty Acid Ethyl Esters Using AQ-C18. Mar. Drugs 2024, 22, 285. https://doi.org/10.3390/md22060285
Sang M, Pan N, Wu J, Chen X, Cai S, Fang H, Xiao M, Jiang X, Liu Z. Reversed-Phase Medium-Pressure Liquid Chromatography Purification of Omega-3 Fatty Acid Ethyl Esters Using AQ-C18. Marine Drugs. 2024; 22(6):285. https://doi.org/10.3390/md22060285
Chicago/Turabian StyleSang, Mingxin, Nan Pan, Jingna Wu, Xiaoting Chen, Shuilin Cai, Huan Fang, Meitian Xiao, Xiaoming Jiang, and Zhiyu Liu. 2024. "Reversed-Phase Medium-Pressure Liquid Chromatography Purification of Omega-3 Fatty Acid Ethyl Esters Using AQ-C18" Marine Drugs 22, no. 6: 285. https://doi.org/10.3390/md22060285
APA StyleSang, M., Pan, N., Wu, J., Chen, X., Cai, S., Fang, H., Xiao, M., Jiang, X., & Liu, Z. (2024). Reversed-Phase Medium-Pressure Liquid Chromatography Purification of Omega-3 Fatty Acid Ethyl Esters Using AQ-C18. Marine Drugs, 22(6), 285. https://doi.org/10.3390/md22060285