Recovery and Preparation of Potassium Fluorotantalate from High-Tantalum-Bearing Waste Slag by Pressure Alkaline Decomposition

Abstract
:1. Introduction
2. Experimental
2.1. Materials and Instruments
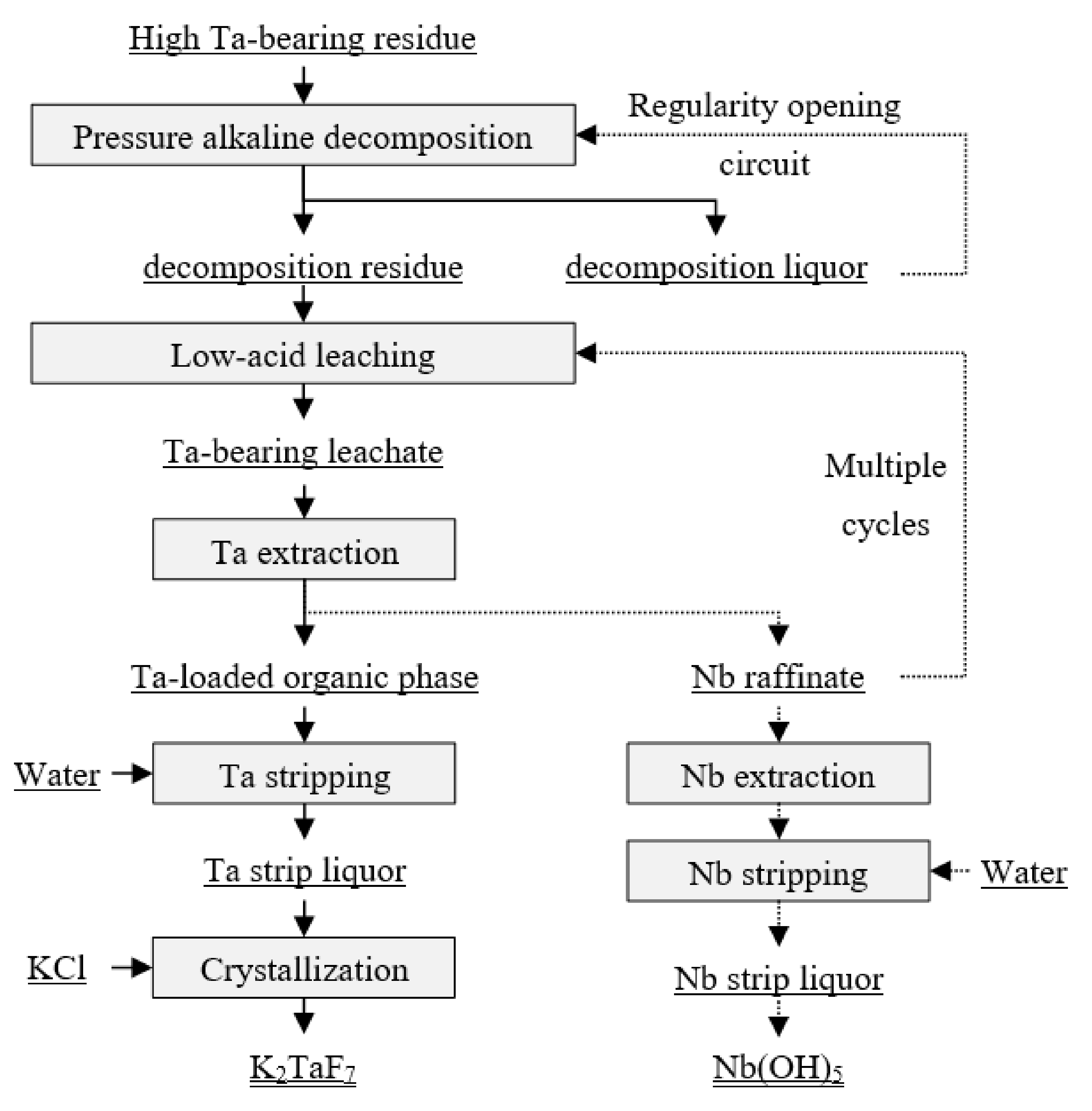
2.2. Procedure and Methods
3. Results and Discussion
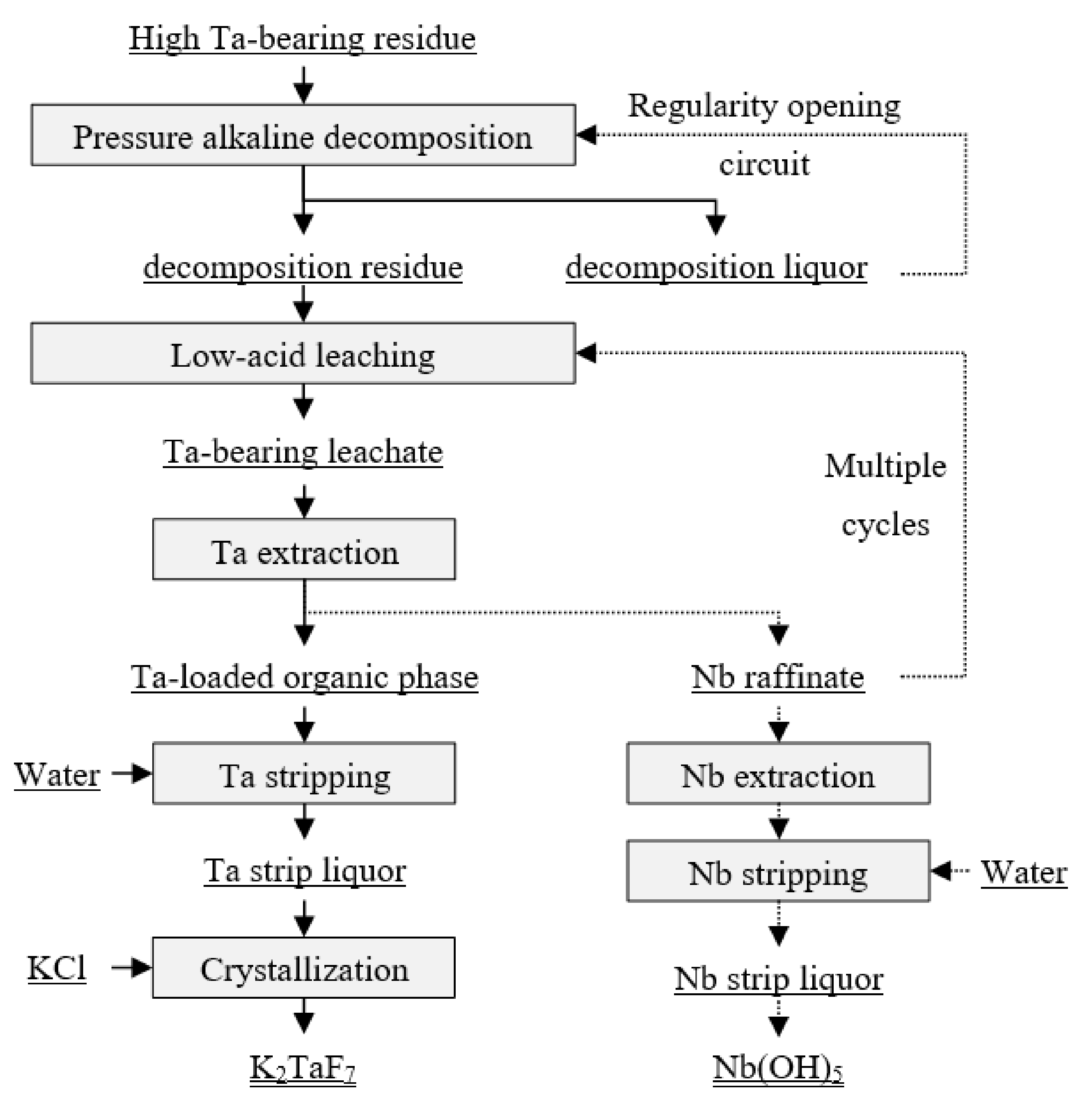
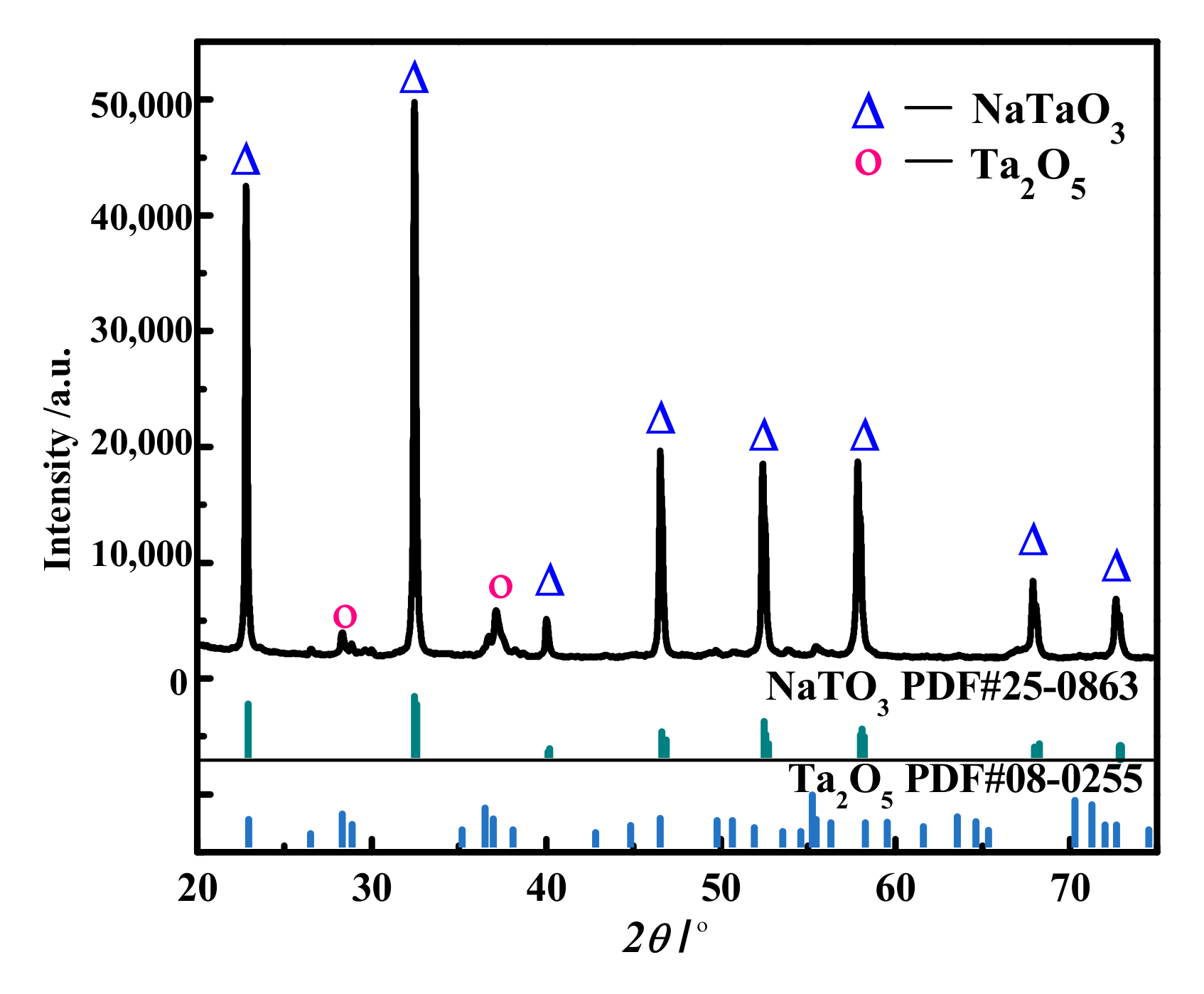
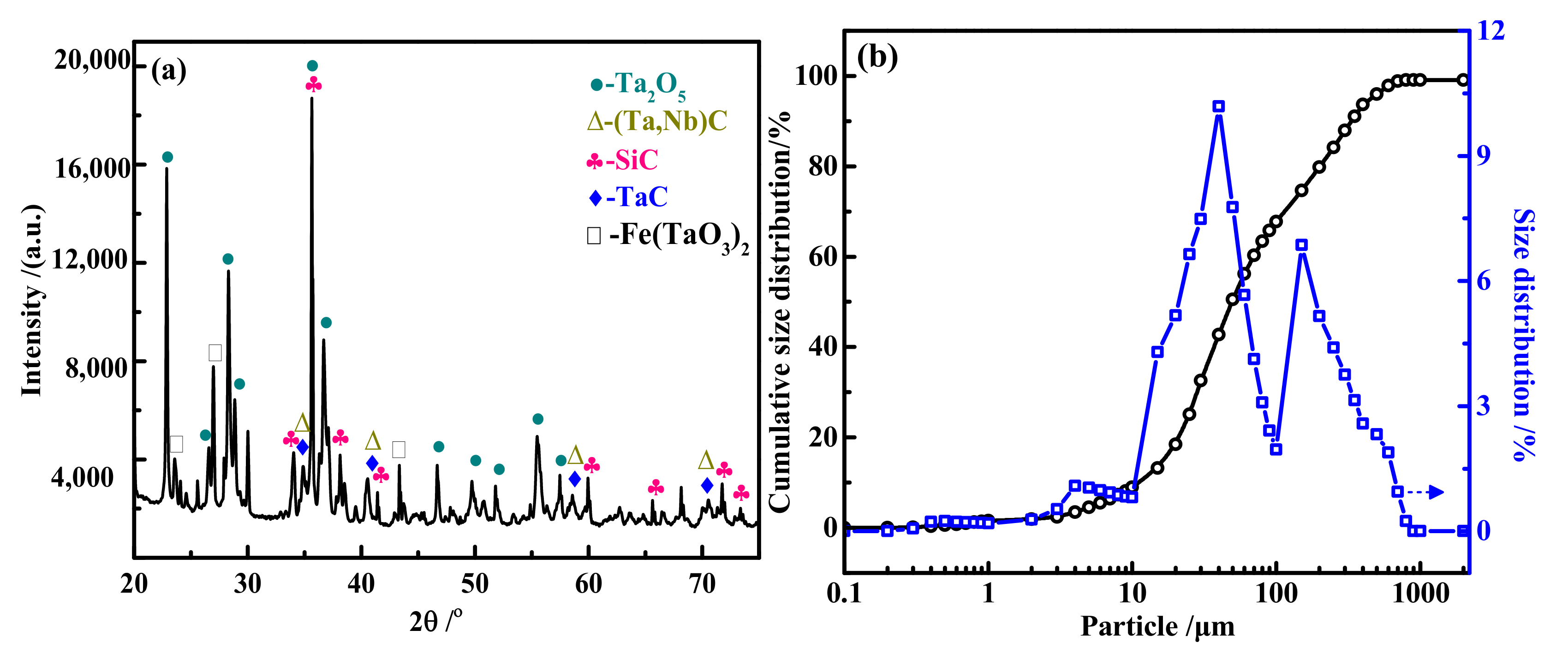
3.1. Pressure Alkaline Decomposition of Ta Slag
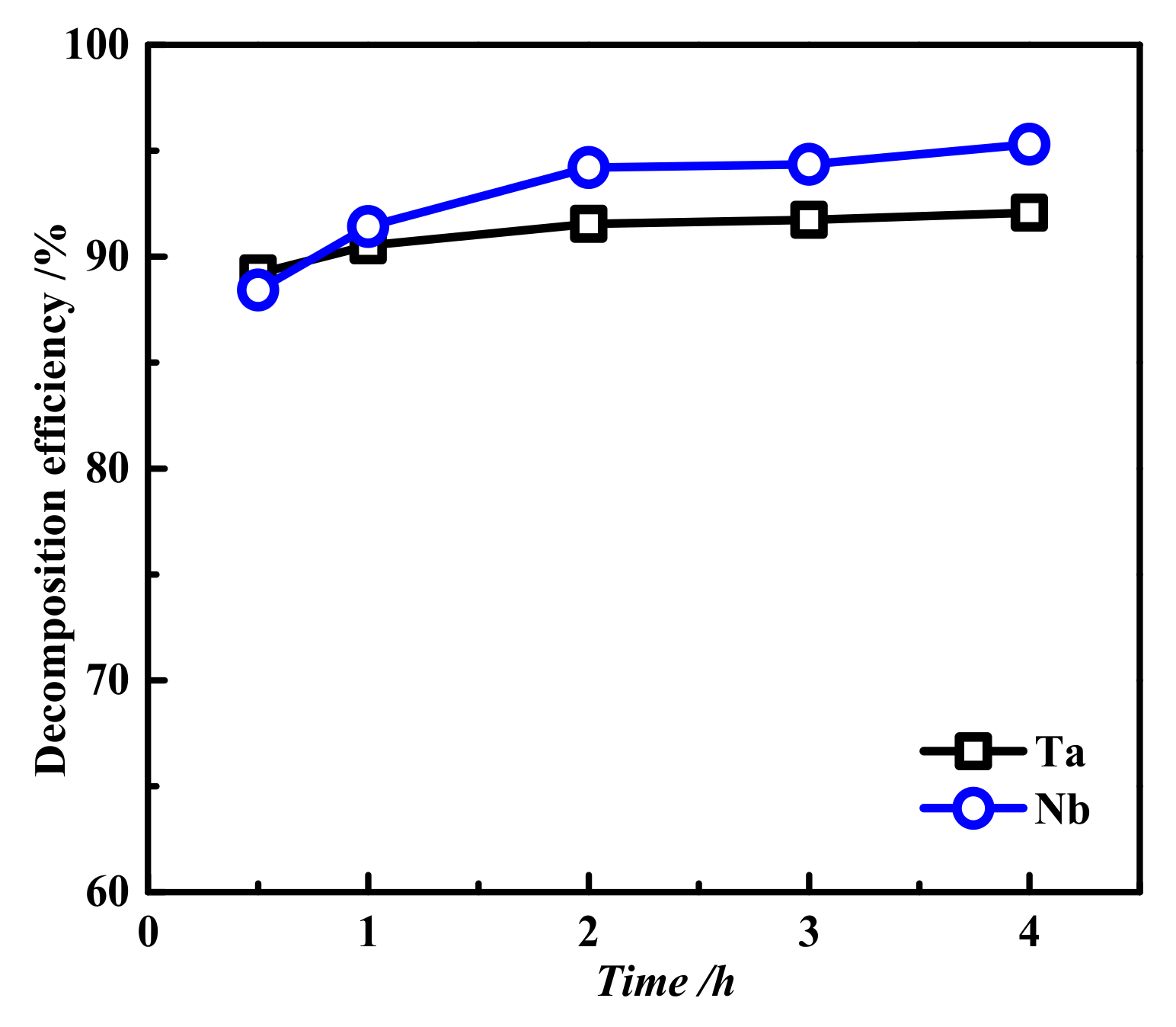
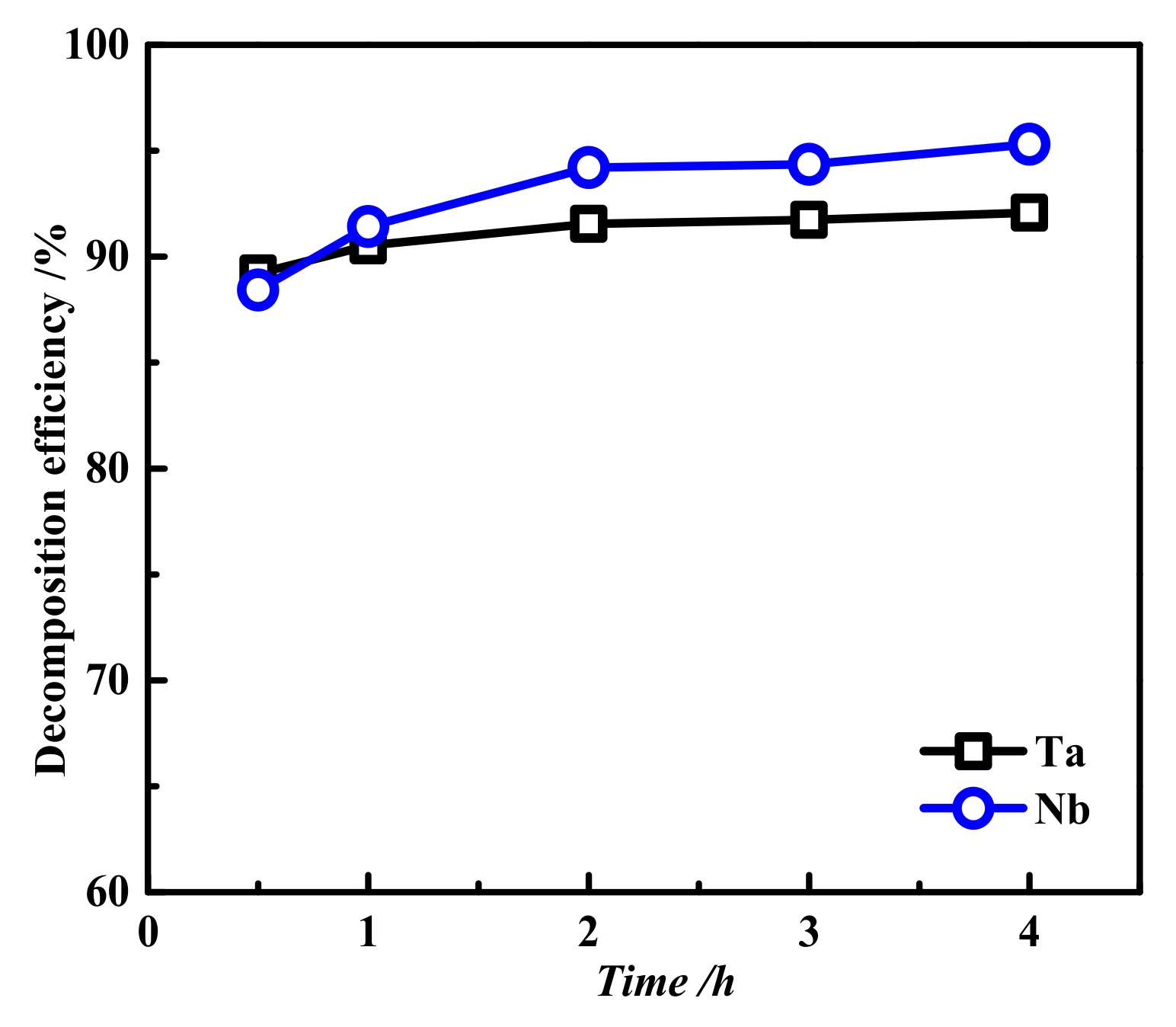
3.1.1. Effect of Time on Decomposition
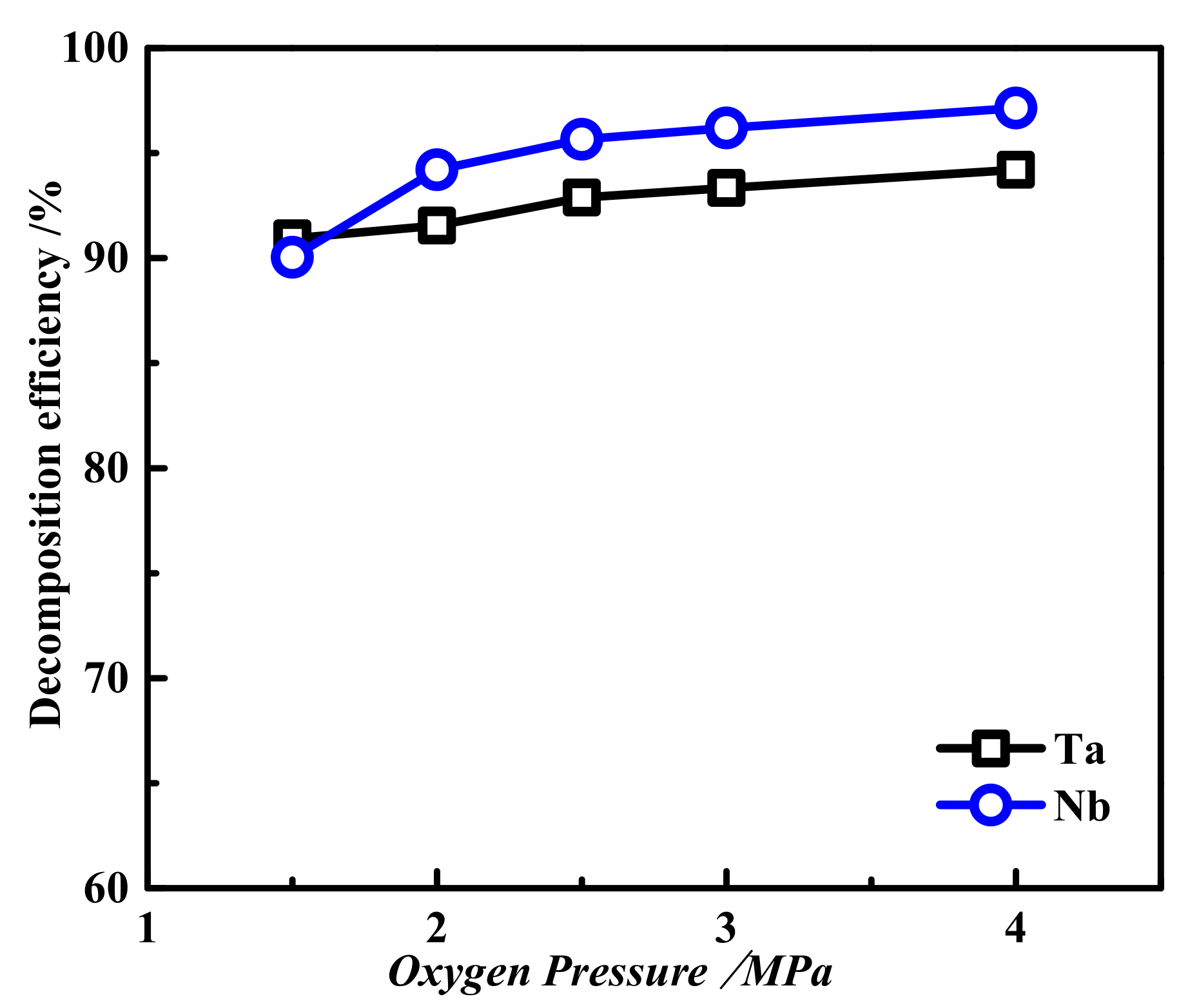
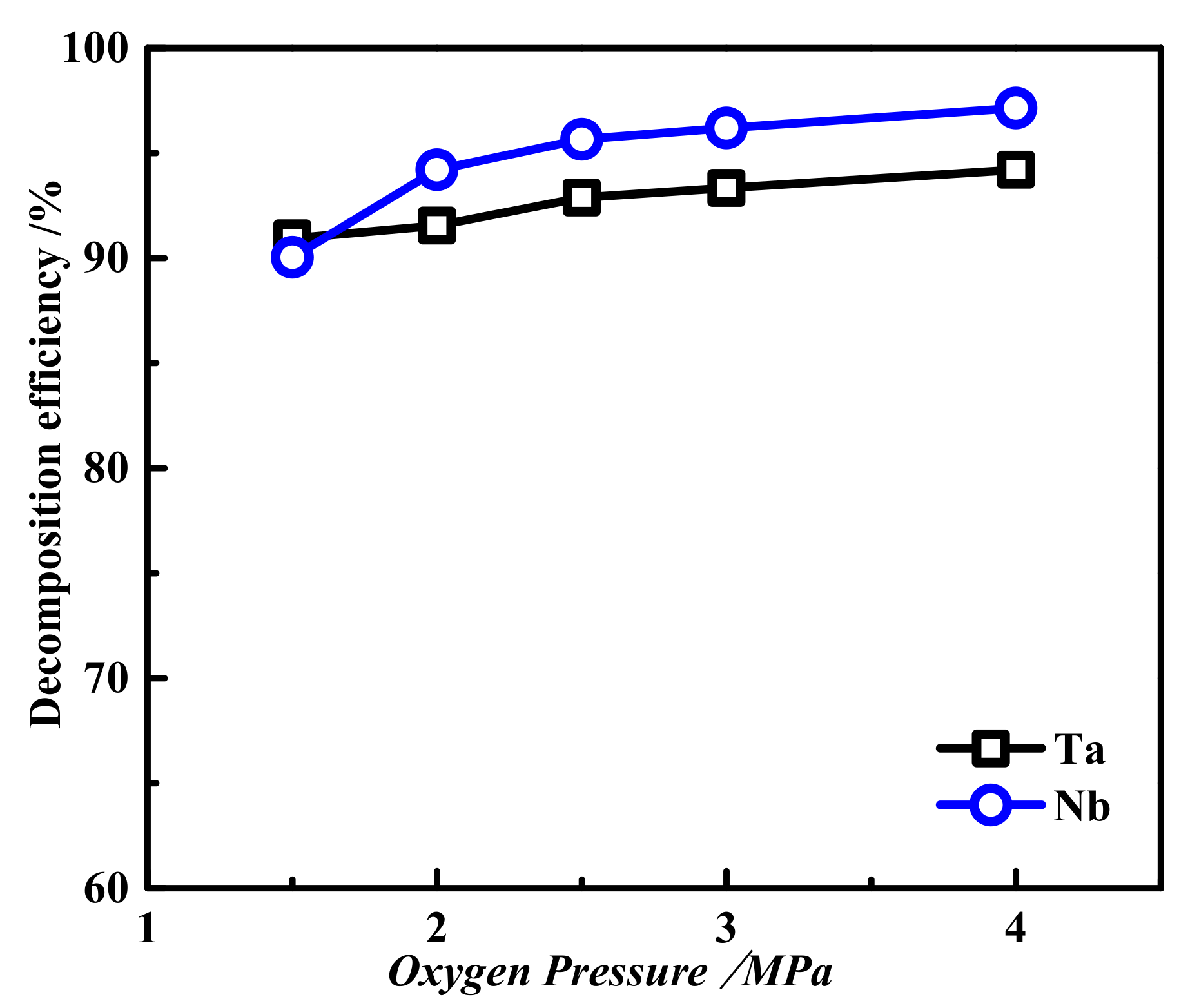
3.1.2. Effect of Oxygen Particle Pressure on Decomposition
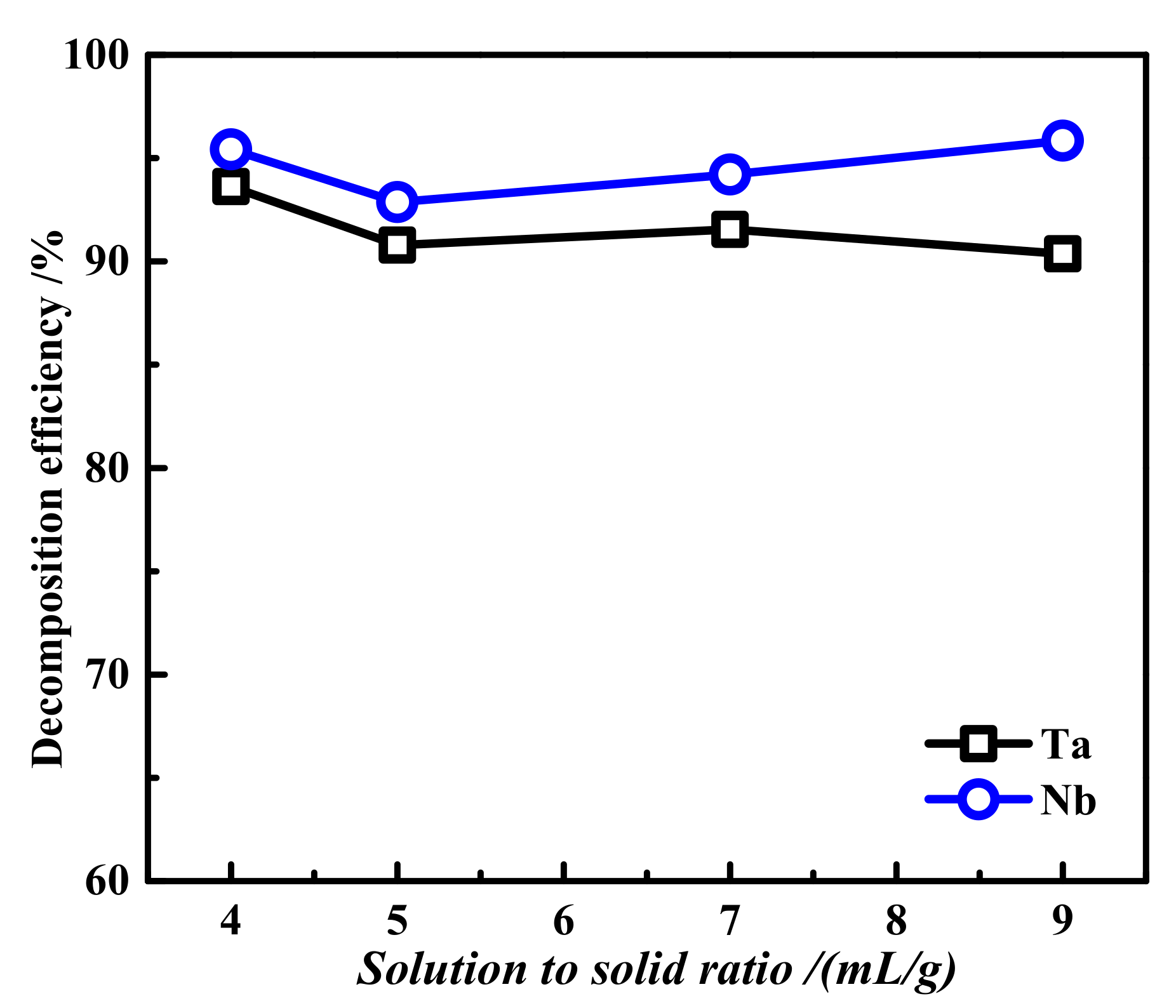
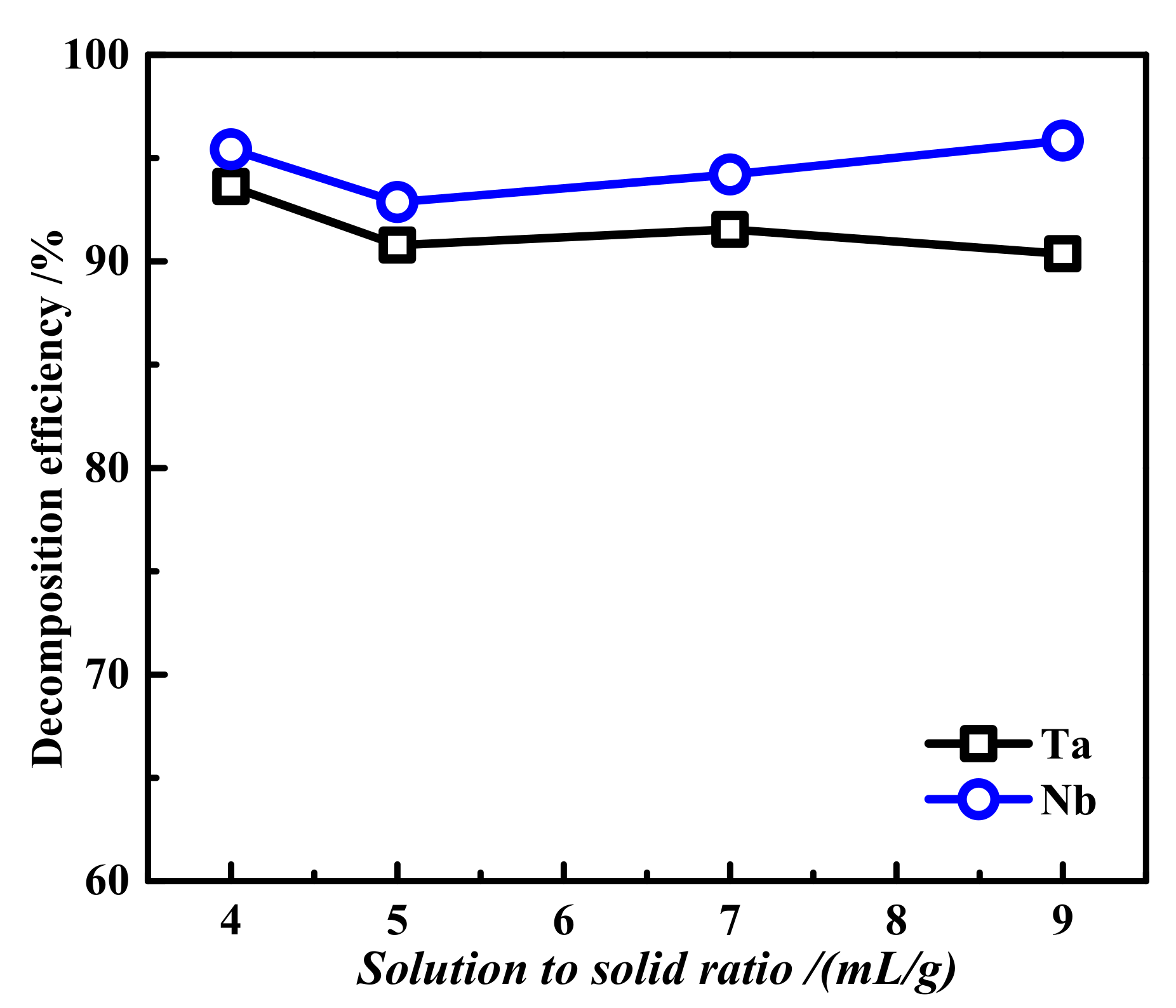
3.1.3. Effect of the Liquid–Solid Ratio on Decomposition
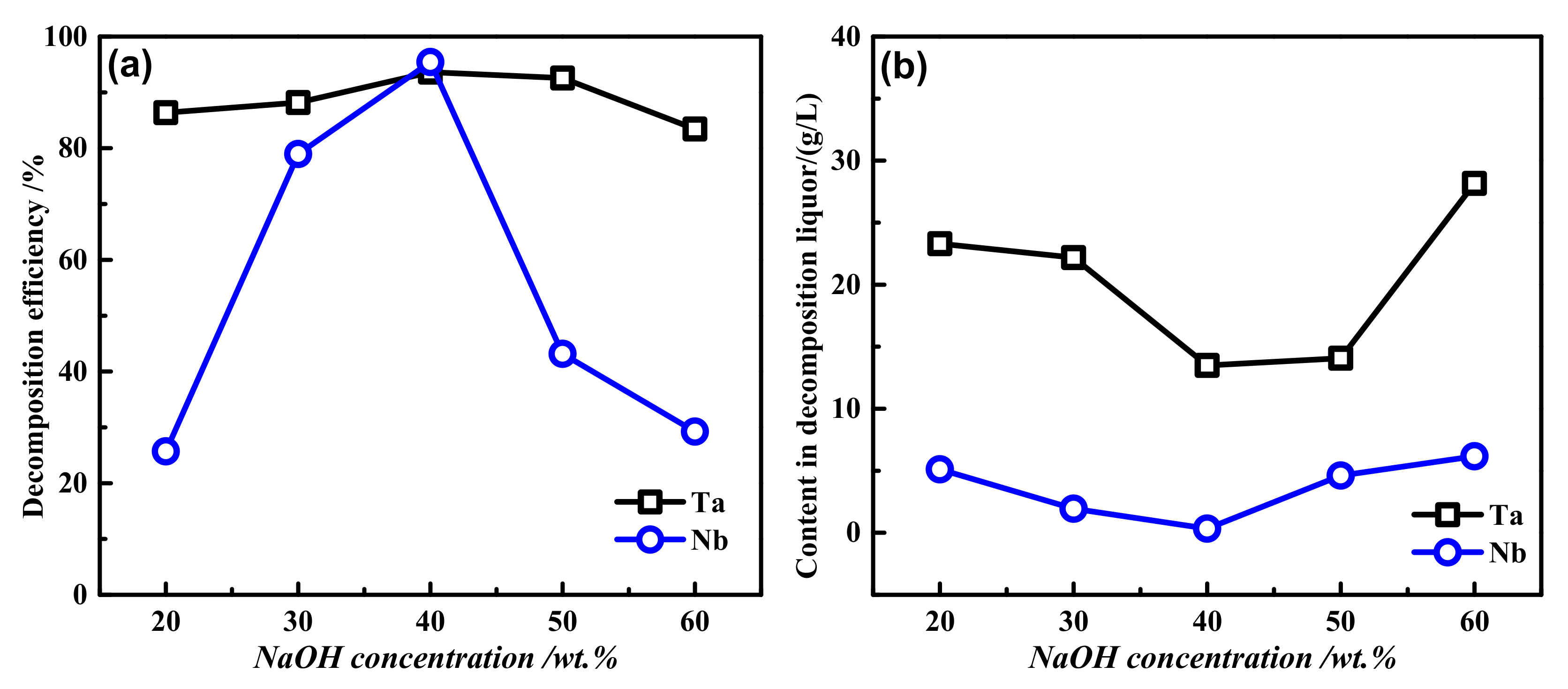
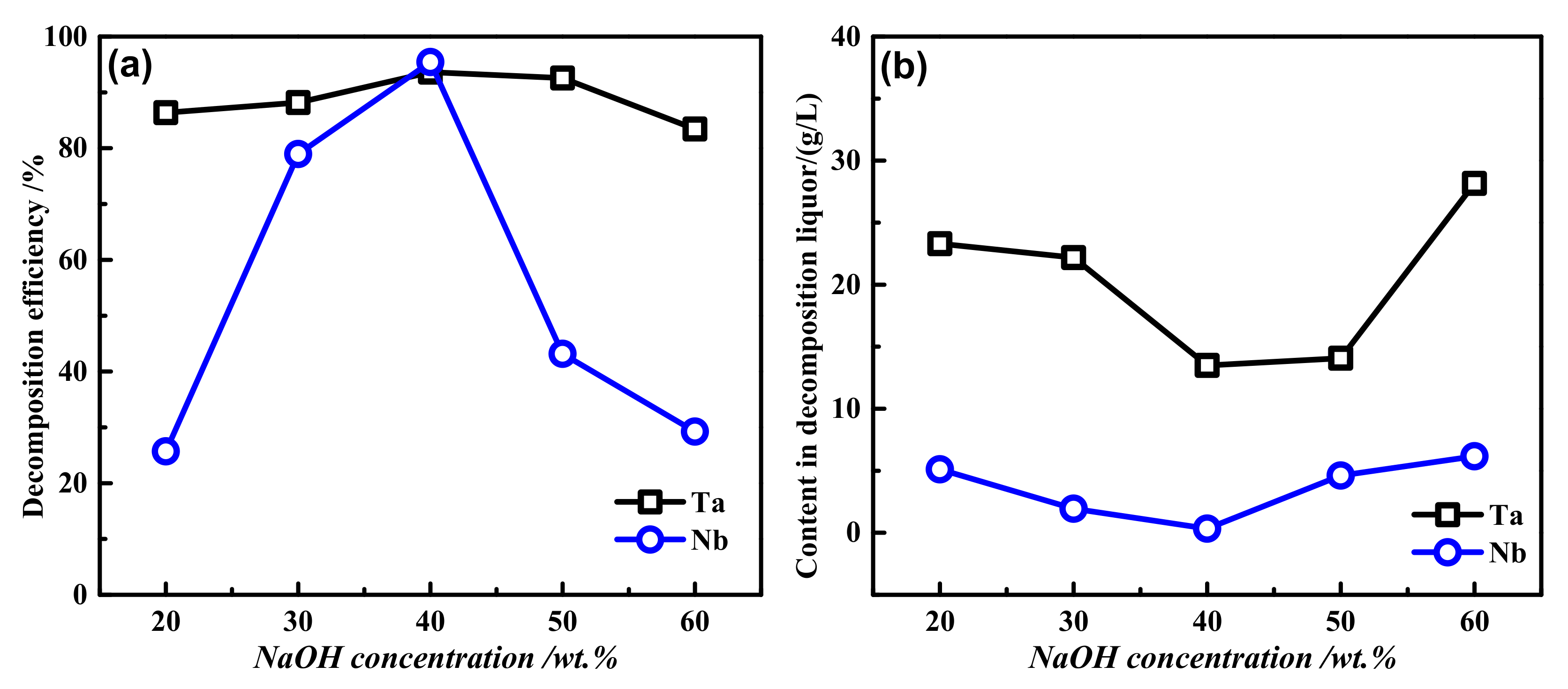
3.1.4. Effect of Basicity on Decomposition
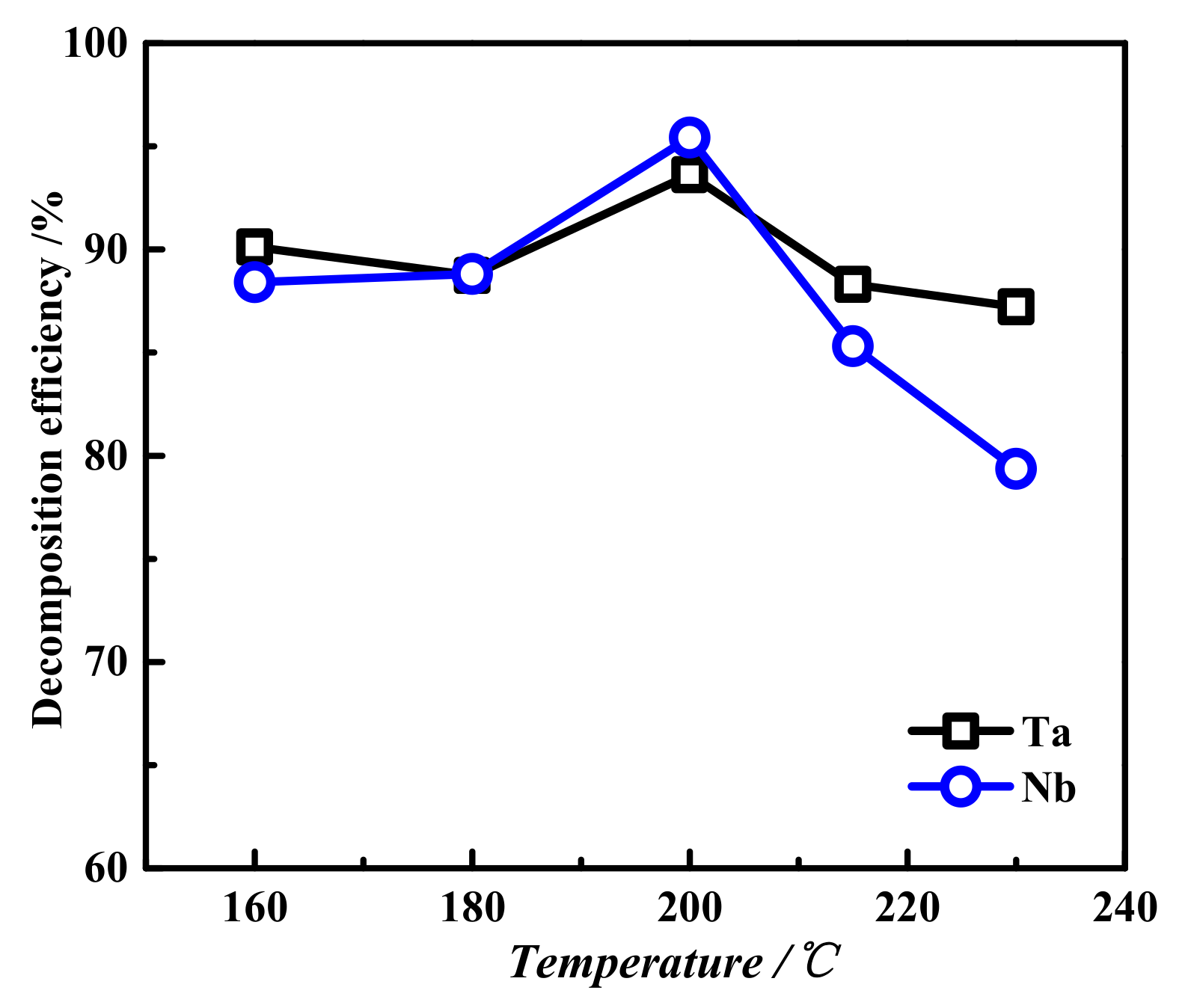
3.1.5. Effect of Temperature on Decomposition
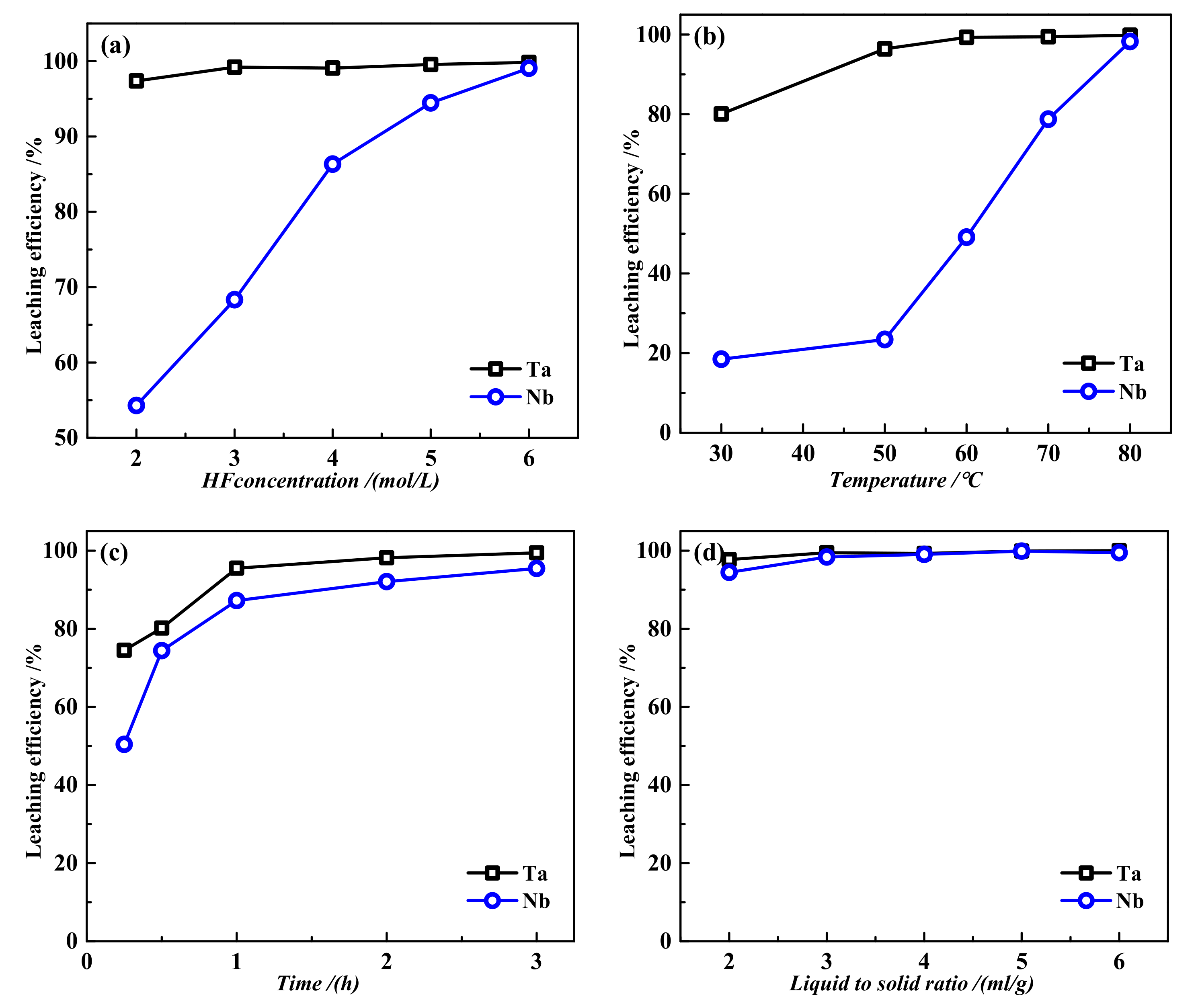
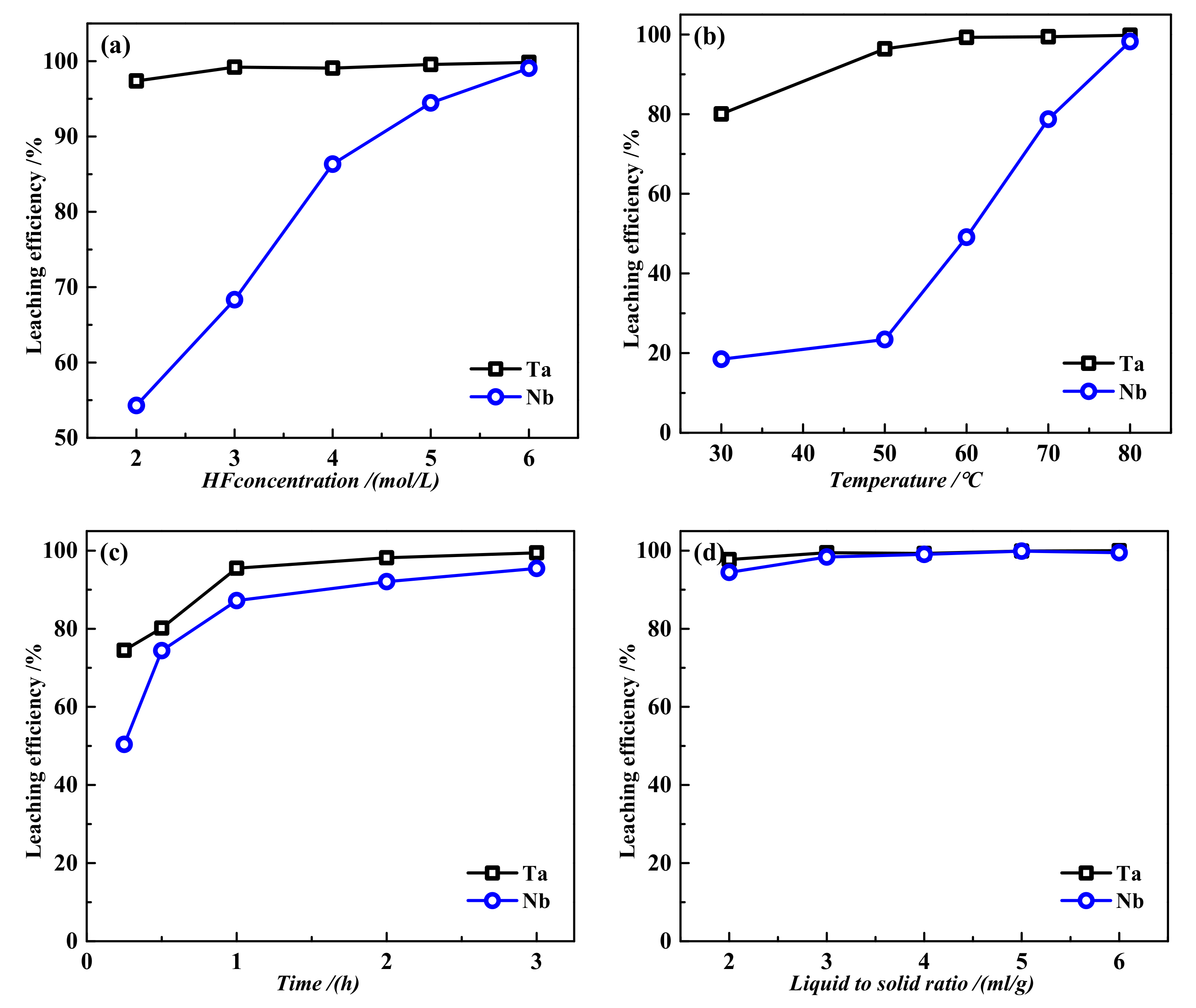
3.2. Low-Acid Leaching of Alkali Decomposition Residue
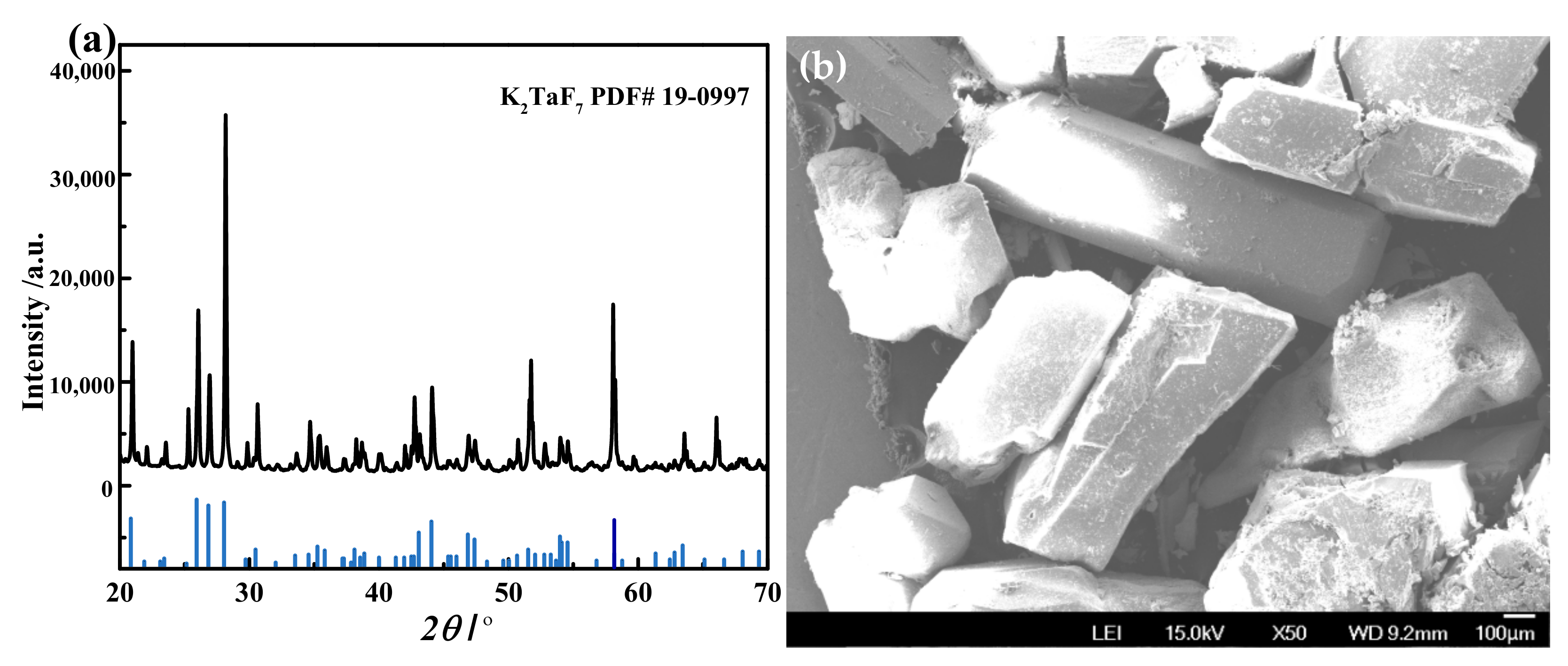
3.3. Ta Extraction from the Low-Acid Leaching Solution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yehia, H.M.; Daoush, W.M.; Mouez, F.A.; El-Sayed, M.H.; El-Nikhaily, A.E. Microstructure, Hardness, Wear, and Magnetic Properties of (Tantalum, Niobium) Carbide-Nickel–Sintered Composites Fabricated from Blended and Coated Particles. Mater. Perform. Charact. 2020, 9, 543–555. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, J.; Gong, J. Tantalum-based semiconductors for solar water splitting. Chem. Soc. Rev. 2014, 43, 4395–4422. [Google Scholar] [CrossRef] [PubMed]
- Nikolaev, A.; Kirichenko, N.; Maiorov, V. Niobium, tantalum, and titanium fluoride solutions. Russ. J. Inorg. Chem. 2009, 54, 505–511. [Google Scholar] [CrossRef]
- Shikika, A.; Sethurajan, M.; Muvundja, F.; Mugumaoderha, M. A review on extractive metallurgy of tantalum and niobium. Hydrometallurgy 2020, 198, 105496. [Google Scholar] [CrossRef]
- Irfan, M.; Ahmad, M.I.; Akhtar, S.; Khan, M.A.Z.; Khan, M.A. Experimental and statistical study for leaching of niobium pentoxide from Pakistani ore. Chem. Ind. Chem. Eng. Q. 2018, 24, 51–58. [Google Scholar] [CrossRef]
- El Hazek, M.N.; Mohamed, N.H.; Gabr, A.A. Potash Breakdown of Poly-Mineralized Niobium-Tantalum-Lanthanides Ore Material. Am. J. Anal. Chem. 2019, 10, 103. [Google Scholar] [CrossRef] [Green Version]
- Odo, J.; Okafor, W.; Ekpe, S.; Nwogbu, C. Extraction of niobium from tin slag. Int. J. Sci. Res. Publ. 2014, 4, 1–7. [Google Scholar]
- Htwe, H.H.; Lwin, K.T. Study on extraction of niobium oxide from columbite–tantalite concentrate. World Acad. Sci. Eng. Technol. 2008, 46, 133–135. [Google Scholar]
- Allain, E.; Kanari, N.; Diot, F.; Yvon, J. Development of a process for the concentration of the strategic tantalum and niobium oxides from tin slags. Miner. Eng. 2019, 134, 97–103. [Google Scholar] [CrossRef] [Green Version]
- Baba, A.; Adekola, F.; Dele-Ige, O.; Bale, R. Investigation of dissolution kinetics of a Nigerian tantalite ore in nitric acid. J. Miner. Mater. Charact. Eng. 2007, 7, 83–95. [Google Scholar] [CrossRef]
- El-Hussaini, O.M.; El-Hakam Mahdy, M.A. Extraction of niobium and tantalum from nitrate and sulfate media by using MIBK. Miner. Process. Extr. Metall. Rev. 2002, 22, 633–650. [Google Scholar] [CrossRef]
- Ayanda, O.S.; Adekola, F.A. Leaching of a Nigerian columbite in hydrochloric acid: Dissolution kinetics. Int. J. Metall. Eng. 2012, 1, 35–39. [Google Scholar] [CrossRef] [Green Version]
- Makanyire, T.; Jha, A.; Sutcliffe, S. Kinetics of hydrochloric acid leaching of niobium from TiO2 residues. Int. J. Miner. Process. 2016, 157, 1–6. [Google Scholar] [CrossRef]
- El-Hazek, M.; Amer, T.; El-Azm, M.A.; Issa, R.; El-Hady, S. Liquid–liquid extraction of tantalum and Niobium by octanol from sulfate leach liquor. Arab. J. Chem. 2012, 5, 31–39. [Google Scholar] [CrossRef] [Green Version]
- Nete, M.; Purcell, W.; Nel, J.T. Hydrometallurgical separation of niobium and tantalum: A fundamental approach. J. Miner. Met. Mater. Soc. 2016, 68, 556–566. [Google Scholar] [CrossRef]
- Rodríguez, O.; Alguacil, F.J.; Baquero, E.E.; García-Díaz, I.; Fernández, P.; Sotillo, B.; López, F.A. Recovery of niobium and tantalum by solvent extraction from Sn–Ta–Nb mining tailings. RSC Adv. 2020, 10, 21406–21412. [Google Scholar] [CrossRef]
- Tadesse, B.; Berhe, G.; Alberto, V.; Yimam, A.; Woldetinsae, G. Decomposition of the Kentichamangano-tantalite ore by HF/H2SO4 and KOH fusion. Physicochem. Probl. Miner. Process. 2018, 54, 406–414. [Google Scholar]
- Purcell, W.; Potgieter, H.; Nete, M.; Mnculwane, H. Possible methodology for niobium, tantalum and scandium separation in ferrocolumbite. Miner. Eng. 2018, 119, 57–66. [Google Scholar] [CrossRef]
- Zhu, Z.; Cheng, C.Y. Solvent extraction technology for the separation and purification of niobium and tantalum: A review. Hydrometallurgy 2011, 107, 1–12. [Google Scholar] [CrossRef]
- Baba, A.A.; Jacob, S.O.; Olaoluwa, D.T.; Abubakar, A.; Womiloju, A.O.; Olasinde, F.T.; Abdulkareem, A.Y. Processing of a Nigerian columbite-rich ilmenite ore for improved industrial application by sulphuric acid solution. Indones. Min. J. 2018, 21, 9–19. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.L.; Wang, X.H.; Wei, C.; Zheng, S.; Zhang, Y. Low-acid extraction of tantalum from a tantalum-niobium pulp by MIBK. Solvent Extr. Res. Dev. Jpn. 2013, 20, 159–168. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Huang, W.; Fang, Q.; Ouyang, H. Pressure leaching of manganotantalite by sulfuric acid using ammonium fluoride as an assistant reagent. Hydrometallurgy 2018, 175, 348–353. [Google Scholar] [CrossRef]
- Zhao, M.Z.; Zhang, J. Study of Intensive Decomposition Technique of Titanium-columbite-tantalite Ore. Rare Met. Cem. Carbides 2004, 4, 25–28. [Google Scholar]
- Kabangu, M.J.; Crouse, P.L. Separation of niobium and tantalum from Mozambican tantalite by ammonium bifluoride digestion and octanol solvent extraction. Hydrometallurgy 2012, 129, 151–155. [Google Scholar] [CrossRef]
- Deblonde, G.J.P.; Weigel, V.; Bellier, Q.; Houdard, R.; Delvallée, F.; Bélair, S.; Beltrami, D. Selective recovery of niobium and tantalum from low-grade concentrates using a simple and fluoride-free process. Sep. Purif. Technol. 2016, 162, 180–187. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Zheng, S.; Xu, H.; Zhang, Y. Leaching of niobium and tantalum from a low-grade ore using a KOH roast–water leach system. Hydrometallurgy 2009, 98, 219–223. [Google Scholar] [CrossRef]
- Zhou, H.; Zheng, S.; Zhang, Y. Leaching of a low-grade niobium–tantalum ore by highly concentrated caustic potash solution. Hydrometallurgy 2005, 80, 83–89. [Google Scholar] [CrossRef]
- Wang, X.; Jia, Y.; Ma, S.; Zheng, S.; Sun, Q. Effect of mechanical activation on the leaching kinetics of niobium-bearing mineralisation in KOH hydrothermal system. Hydrometallurgy 2018, 181, 123–129. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Lee, M.S. A review on the separation of niobium and tantalum by solvent extraction. Miner. Process. Extr. Metall. Rev. 2018, 40, 265–277. [Google Scholar] [CrossRef]
- Agulyansky, A.; Agulyansky, L.; Travkin, V.F. Liquid–liquid extraction of tantalum with 2-octanol. Chem. Eng. Process. Process Intensif. 2004, 43, 1231–1237. [Google Scholar] [CrossRef]
- Ayanda, O.S.; Adekola, F.A. A review of niobium-tantalum separation in hydrometallurgy. J. Miner. Mater. Charact. Eng. 2011, 10, 245–256. [Google Scholar] [CrossRef]
- Wang, X.H.; Zheng, S.L.; Xu, H.B.; Zhang, Y. Dissolution behaviors of Ta2O5, Nb2O5 and their mixture in KOH and H2O system. Trans. Nonferrous Met. Soc. China 2010, 20, 2006–2011. [Google Scholar] [CrossRef]
- Guo, Q.W.; Wang, Z.X. Modern Tantalum-Niobium Metallurgy; Metallurgical Industry Press: Beijing, China, 2009. (In Chinese) [Google Scholar]
- Mayorov, V.; Nikolaev, A. Tantalum(V)and niobium(V) extraction by octanol. Hydrometallurgy 2002, 66, 77–83. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ta | Nb | Ca | Ti | Si | Fe | Cu | Al |
|---|---|---|---|---|---|---|---|---|
| Content/% | 72.41 | 3.42 | 2.61 | 1.88 | 1.44 | 1.27 | 0.22 | 0.09 |
| No. | Ta | Nb | Zr | Ca | Na | F | O | C | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 74.08 | 0.18 | - | 1.45 | 0.48 | 4.12 | 15.1 | 4.59 | - | - |
| 2 | 55.74 | 2.68 | 3.24 | 5.01 | 1.1 | 9 | 12.38 | 10.85 | - | - |
| 3 | 24.01 | 1.17 | 1 | 2.21 | 0.5 | 4.54 | 7.19 | 59.39 | - | - |
| 4 | 8.88 | - | - | 0.48 | - | 1.5 | 30.09 | 10.12 | 0.86 | 48.07 |
| 5 | 12.69 | - | - | 1.1 | - | 3.48 | 5.33 | 77.4 | - | - |
| 6 | 76.08 | - | - | 2.29 | - | 5.72 | 11.52 | 4.4 | - | - |
| Element | Input | Decomposition Liquor (1817 mL) | Decomposition Residue (629 g) | Low-Acid Leaching Liquor (2681 mL) | Low-Acid Leaching Residue (87.15 g) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight (g) | Weight (g) | Concentration (g/L) | Distribution ratio (%) | Weight (g) | Content (%) | Distribution ratio (%) | Weight (g) | Concentration (g/L) | Distribution ratio (%) | Weight (g) | Concentration (%) | Distribution ratio (%) | |
| Ta | 362.05 | 17.89 | 9.85 | 4.94 | 337.18 | 53.61 | 93.13 | 330.91 | 123.43 | 98.14 | 3.14 | 3.60 | 0.93 |
| Nb | 17.1 | 0.93 | 0.51 | 5.44 | 16.29 | 2.59 | 95.27 | 15.68 | 5.85 | 96.26 | 0.29 | 0.33 | 1.78 |
| Ca | 13.05 | 0.093 | 0.051 | 0.71 | 12.95 | 2.05 | 99.27 | 11.49 | 4.29 | 88.77 | 1.55 | 1.78 | 11.96 |
| Ti | 9.4 | 1.79 | 0.99 | 19.04 | 8.18 | 1.30 | 87.07 | 5.49 | 2.04 | 67.11 | 2.96 | 3.39 | 36.16 |
| Si | 7.2 | 4.33 | 2.38 | 60.14 | 3.25 | 0.52 | 45.23 | 3.00 | 1.11 | 92.13 | 0.44 | 0.50 | 13.51 |
| Fe | 6.35 | 0.27 | 0.15 | 4.25 | 6.18 | 0.98 | 97.35 | 2.28 | 0.85 | 36.92 | 4.04 | 4.63 | 65.35 |
| Cu | 1.1 | 0.075 | 0.041 | 6.82 | 1.04 | 0.16 | 94.8 | 0.49 | 0.18 | 47.24 | 0.6 | 0.68 | 57.54 |
| Al | 0.45 | 0.42 | 0.23 | 93.33 | 0.065 | 0.010 | 14.63 | 0.044 | 0.016 | 66.25 | 0.02 | 0.023 | 30.38 |
| HF Concentration (mol/L) | Operating Parameters | Stripping Solution (g/L) | |||||
|---|---|---|---|---|---|---|---|
| Ta | Nb | Fe | Ti | Ca | Si | ||
| 1 | Extraction: octanol, phase ratio O/A=1.5:1; Washing: 1.25 moL/L H2SO4, phase ratio O/A=1:0.25; Stripping: pure water, phase ratio O/A=1:1 | 77.38 | 0.024 | 0.0003 | 0.0004 | 0.0004 | 0.003 |
| 2 | 76.89 | 0.11 | 0.0009 | 0.0005 | 0.0008 | 0.009 | |
| 3 | 76.45 | 0.21 | 0.0005 | 0.0008 | 0.0007 | 0.013 | |
| Element | Ca | Cu | Cr | Fe | Mg | Mo | Nb | Ni | Pb | Si |
| Content | - | <0.5 | <4 | <4 | <1 | <4 | <4 | <4 | <4 | <5 |
| Element | Ti | W | Zr | Ca | Al | V | Sn | Zn | K2TaF7 | |
| Content | <3 | <0.5 | <0.5 | <2 | <0.5 | <0.5 | <0.5 | <0.5 | >99.99% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, K.; Wei, X.; Ye, L.; Wan, M.; Li, S.; Wu, J. Recovery and Preparation of Potassium Fluorotantalate from High-Tantalum-Bearing Waste Slag by Pressure Alkaline Decomposition. Metals 2022, 12, 648. https://doi.org/10.3390/met12040648
Xie K, Wei X, Ye L, Wan M, Li S, Wu J. Recovery and Preparation of Potassium Fluorotantalate from High-Tantalum-Bearing Waste Slag by Pressure Alkaline Decomposition. Metals. 2022; 12(4):648. https://doi.org/10.3390/met12040648
Chicago/Turabian StyleXie, Kangde, Xiuyu Wei, Longgang Ye, Mingyuan Wan, Shilin Li, and Jianguo Wu. 2022. "Recovery and Preparation of Potassium Fluorotantalate from High-Tantalum-Bearing Waste Slag by Pressure Alkaline Decomposition" Metals 12, no. 4: 648. https://doi.org/10.3390/met12040648
APA StyleXie, K., Wei, X., Ye, L., Wan, M., Li, S., & Wu, J. (2022). Recovery and Preparation of Potassium Fluorotantalate from High-Tantalum-Bearing Waste Slag by Pressure Alkaline Decomposition. Metals, 12(4), 648. https://doi.org/10.3390/met12040648