1. Introduction
Laser hardening is an effective method for the surface strengthening of medium carbon steels. After hardening, measurements of residual stress, hardness, and case depth are essential not only to optimize the process parameters, but also to enhance the product quality and performance. Conventional methods that can only measure the single target property are either destructive or expensive. To overcome this technological bottleneck, researchers at Fraunhofer-IZFP [
1,
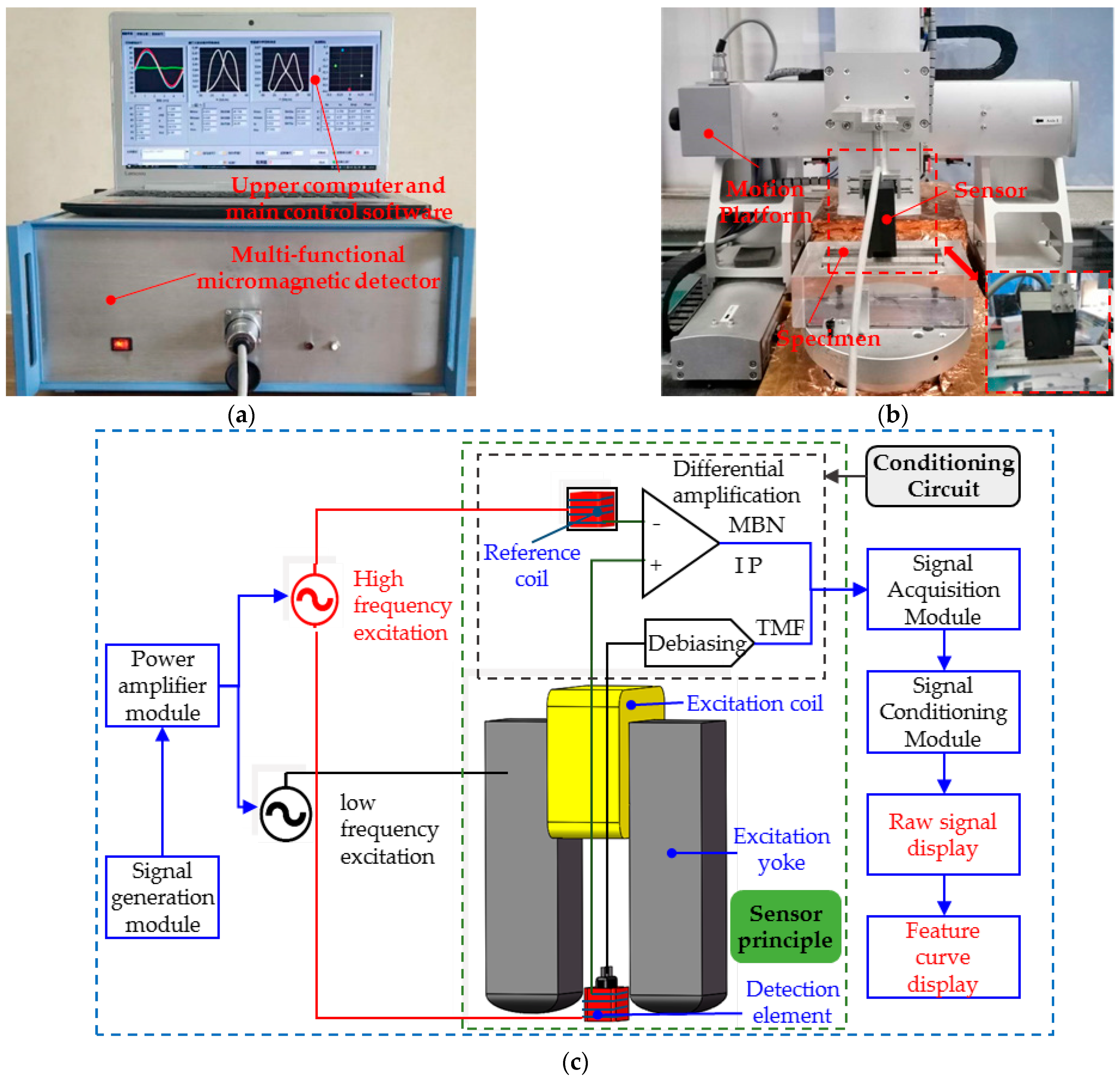
2] have developed a multifunctional micromagnetic technique. The technique works by simultaneously acquiring multiple magnetic signals, including magnetic Barkhausen noise (MBN), tangential magnetic field (TMF), incremental permeability (IP), hysteresis loop (HL), and eddy current (EC) signals. Feature parameters are extracted to calibrate the material properties, enabling the non-destructive quantitative assessment of residual stresses and mechanical properties (e.g., surface hardness) [
3,
4]. When a ferromagnetic material is subjected to an external magnetic field, both microstructural features and stress states influence the structure and dynamic properties of magnetic domains [
5,
6,
7]. Domain wall motion can be impeded by stress-induced pinning effects [
8,
9]. The microstructure determines the magnetic domain structure and motion properties [
10]. Thus, the characterization of magnetic domains with reversible and irreversible motion corresponds to a variety of material properties such as microstructure, residual stress, mechanical properties, and hardness.
Studies have shown that sometimes, single magnetic parameters can directly reflect the trends of material mechanical properties. For example, MBN parameters demonstrate a good linear relationship with the stress and hardness of hardened specimens [
11,
12] and decarburised specimens [
13]. The trends of some of its parameters are highly consistent with the distribution pattern of residual stresses in weldments [
14]. Similarly, some parameters of the tangential magnetic field (TMF) not only have a linear correlation with residual stresses [
15], but also show a monotonic variation with the depth of the hardened layer [
16,
17]. Parameters from incremental permeability, hysteresis loops, and eddy current signals also show linear correlations with mechanical properties [
18,
19,
20]. However, despite the fact that these single magnetic parameters reveal certain linear patterns with the target properties, their predictive accuracy is still limited (the single-parameter goodness-of-fit of existing studies is generally less than 0.9), making it difficult to meet the need for high precision assessment. This limitation indicates that it is difficult to comprehensively and accurately characterize the overall performance of materials by relying on a single magnetic parameter. Furthermore, micromagnetic parameters and mechanical properties often exhibit complex nonlinear relationships [
21,
22,
23]. Consequently, the further development of multi-parameter fusion analysis methods is essential to enhance the assessment.
When using micromagnetic methods for the quantitative prediction of mechanical properties, the key issue lies in establishing stable and highly accurate models using calibrated experimental data. Multiple linear regression models are commonly used because of their simplicity and stability. Recently, machine learning (e.g., neural networks, support vector regression, random forest, and back-propagation), with its powerful ability of feature mining and data fusion, has been increasingly utilized for the efficient characterization of stress and mechanical properties in material through the hybridization of different techniques [
24,
25,
26]. Feature screening combined with MLR methods has been jointly employed to predict the surface hardness and case depth of hardened 45 steel parts [
27].
Previous research by the authors demonstrated that neural networks have advantages in prediction accuracy over multiple linear regression models. However, when the magnetic signals are influenced by multiple factors and the case depth varies over a relatively narrow range, the neural network model may suffer from overfitting problems. In this study, micromagnetic measurements were integrated with MLR for the quantitative prediction of three target properties (residual stress, surface hardness, and case depth) of hardened medium carbon steel parts. Pearson correlation coefficients between the magnetic parameters and the target properties were analyzed to reveal correlation patterns between the feature parameters of different types of magnetic signals and the target properties when they are affected by multiple target properties. The multiple linear regression models were established to quantitatively predict the target parameters. Finally, the prediction results were optimized using a single-parameter inversion method. Previous studies have shown that machine learning modeling techniques, such as neural networks, are highly accurate in predicting material properties, and that the prediction performance improves with larger datasets. However, they are time-consuming to train and risk overfitting. In contrast, multivariate linear regression models are accurate, stable, and computationally fast when numerous magnetic parameters exhibit strong linear correlations with material properties, making them suitable for rapid response or small datasets. Nevertheless, the magnetic signals were influenced by the combination of factors, and the varying influence weights of the target properties led to variations in the correlation, which affected the prediction accuracy of some target properties.
This study analyzed Pearson correlation coefficients between the magnetic parameters and the target properties (residual stress, surface hardness, and case depth). The magnetic parameters with a strong linear correlation were screened out and multiple linear regression models were constructed to quantitatively evaluate the target properties. To address the limitations, the single-parameter inversion method was proposed, where the regression models for individual magnetic parameters were built, combined with the known magnetic parameters with the target properties data, to inversely determine unknown target properties to improve the prediction accuracy.
The remainder of this paper is organized as follows.
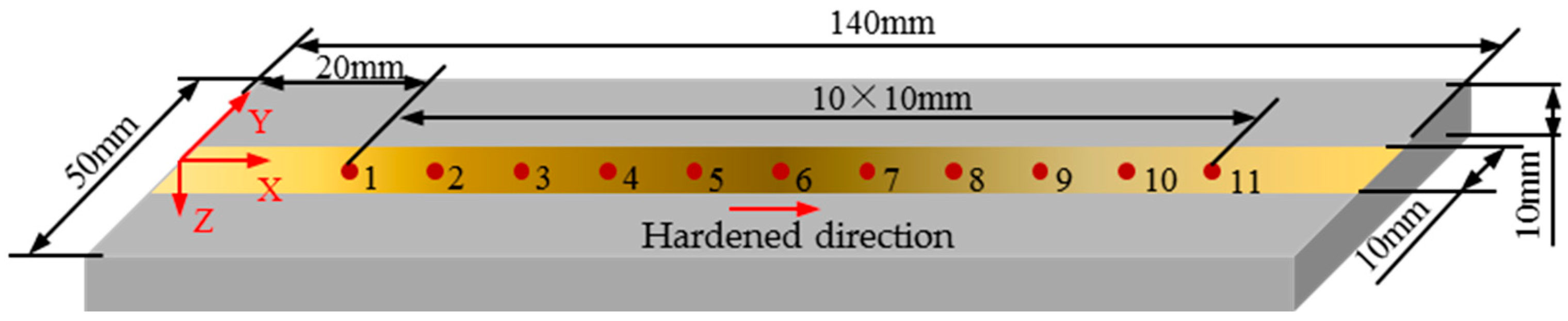
Section 2 details the experimental methodology, including sample preparation, multifunctional magnetic testing procedures, and measurements of the target properties (bidirectional residual stress, surface hardness, and case depth).
Section 3 provides a comprehensive correlation analysis that examines the relationships between various magnetic parameters and target properties, focusing on individual and combined property effects.
Section 4 evaluates the predictive accuracy of the multiple linear regression (MLR) model for target property estimation and assesses the effectiveness of single-parameter inversion methods for determining x-direction residual stress and case depth. Finally,
Section 5 summarizes the key findings and conclusions.
3. Correlation Analysis
Residual stress, surface hardness, and case depth are the target properties for quantitative prediction using magnetic feature parameters. The Pearson correlation coefficient was calculated to evaluate the dependency of magnetic parameters on target properties. Magnetic parameters with a strong correlation with the target properties were used in subsequent multiple linear regression modeling to improve the accuracy of the predictions.
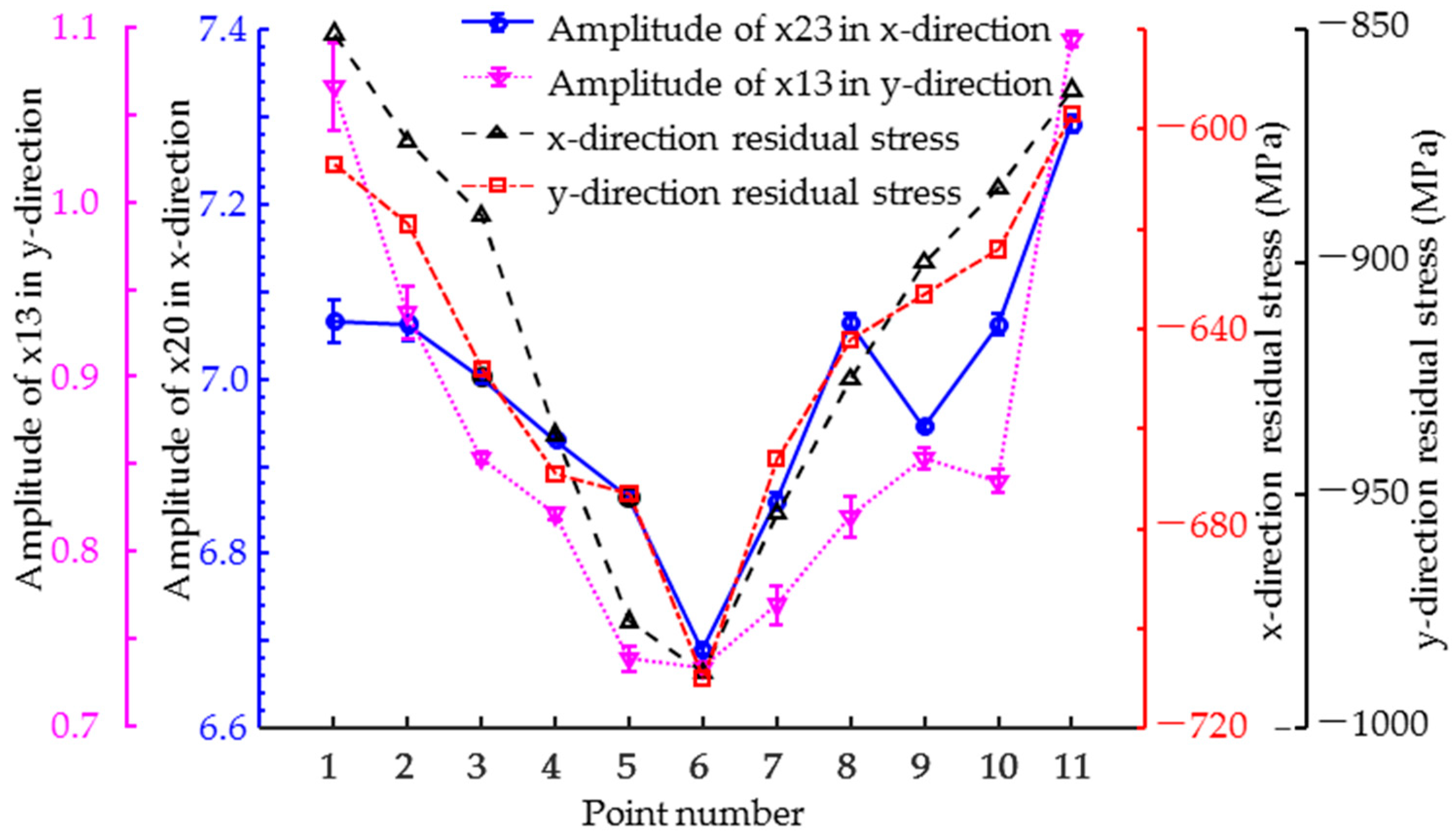
When the residual stresses coincide with the direction of excitation, they have the most significant effect on the magnetic signal. Therefore, it is necessary to focus only on the magnetic feature parameters with excitation and residual stress in the same direction and to calculate the Pearson correlation coefficients between these parameters and the residual stress. As shown in
Figure 7, the variation curves of the typical feature parameters x13 and x23 with the position of the test point have the same trend as the distribution curve of the residual stress in the corresponding direction. This figure tentatively shows that x13 and x23 exhibit a positive correlation with residual stress.
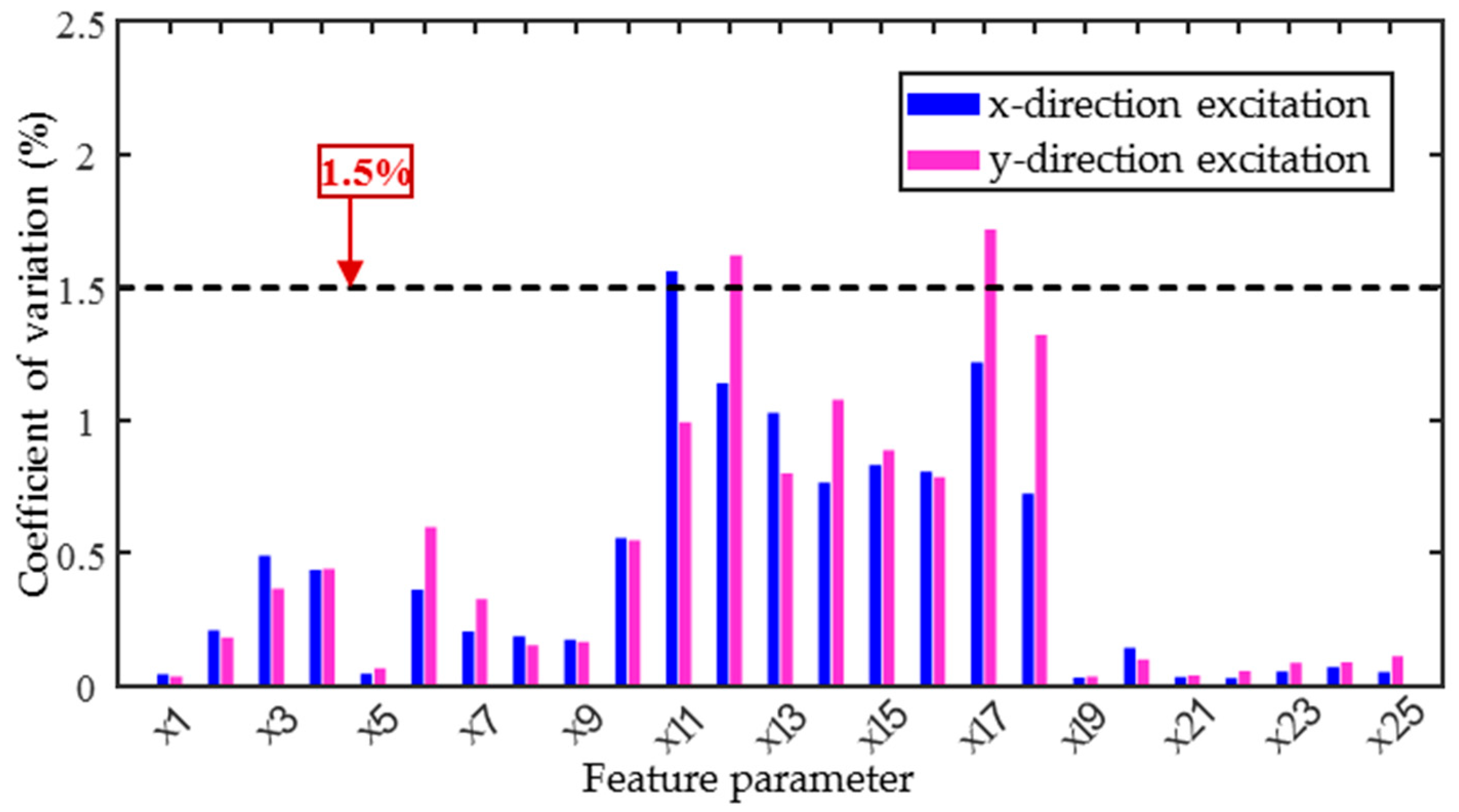
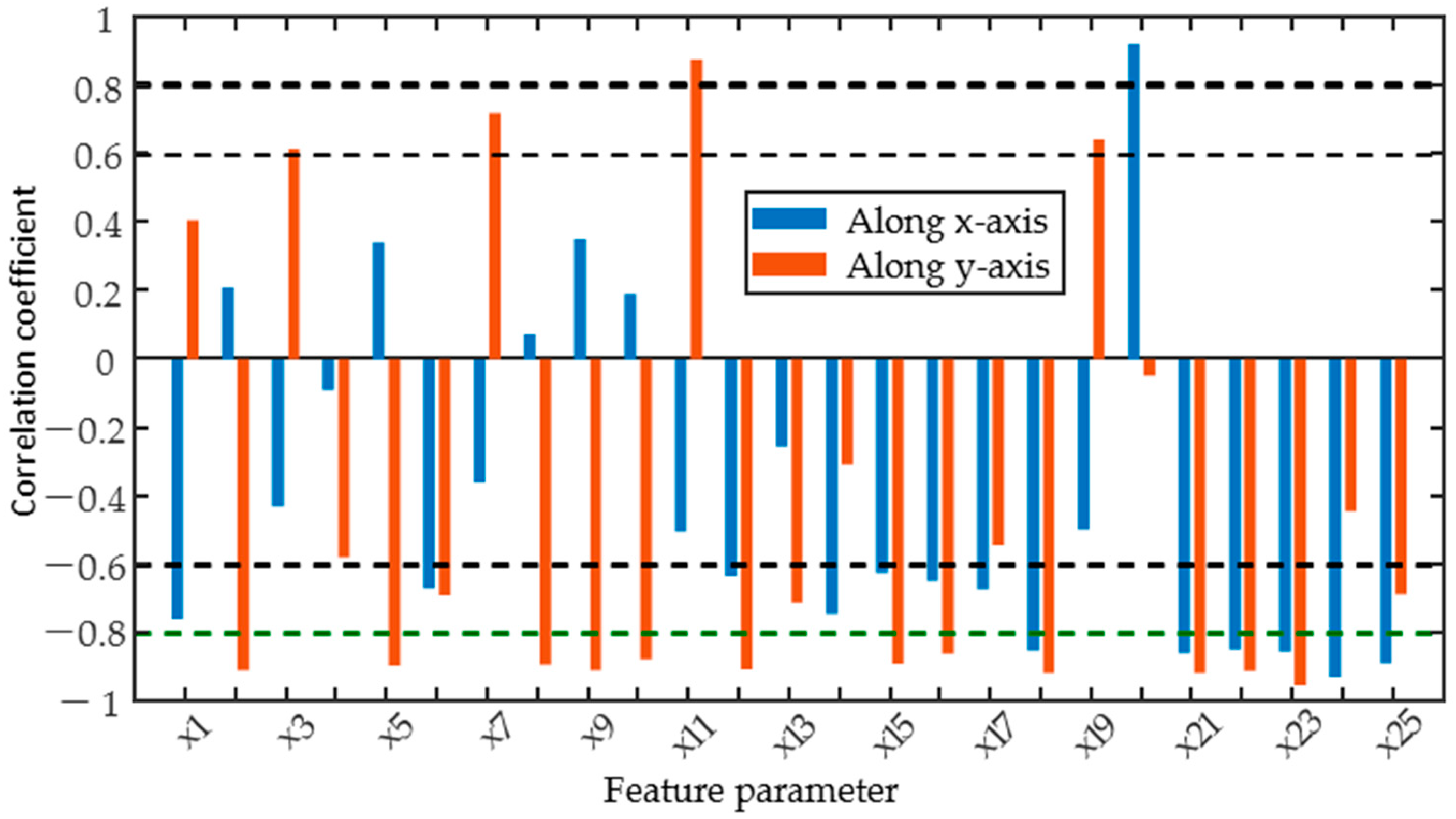
To quantitatively assess the sensitivity of individual magnetic parameters to residual stresses, the correlation coefficients between the candidate parameters and residual stresses were calculated and the results are shown in
Figure 8. The positive and negative Pearson correlation coefficients for most magnetic parameters depend on the measurement direction. When the direction of magnetization was changed from along the
x-axis to the
y-axis, the sign of the correlation coefficients between the magnetic feature parameters x1, x3, x7, and x11 of the TMF and the residual stress varied from negative to positive values. However, the MBN and IP signals are more significantly affected by residual stress, as indicated by the fact that the correlation coefficients between most of the magnetic feature parameters extracted from these signals and residual stress exceed 0.6, showing a strong correlation. Furthermore, when both the excitation direction and the residual stress are along the
y-axis, the correlation coefficients of most of the magnetic parameters are greater than 0.8, indicating a high correlation with the residual stress, while the correlation coefficient of x20–x25 of the IP signal exceeds 0.8 when both directions are along the
x-axis. The reason for this is that the micromagnetic signal in the
y-axis direction is only affected by residual stress, whereas the combination of residual stress, hardness, and case depth affects the micromagnetic signal in the
x-axis direction. The change in sign of the Pearson correlation coefficient shows the influence of the direction of the micro-magnetism measurements, suggesting that the direction of excitation must be fully taken into account for the quantitative prediction of residual stresses in laser-hardened specimens using the TMF and MBN methods.
The linear or quadratic residual stress prediction models (shown in
Figure 9) were built by selecting the magnetic parameters that correlated strongly with the residual stresses based on
Figure 8. As demonstrated in
Figure 9a,b, the magnetic parameter x24 has a good linear relationship with the corresponding residual stress in both directions. Influenced by hardness and case depth, the x-direction had a slightly lower coefficient of determination (R
2), close to 0.7, while the y-direction was only influenced by the residual stresses, which had a wide range of variation, and the R
2 was close to 0.9. The root mean square error (RMSE) of both was less than 20 MPa. In the x-direction, the magnetic parameter x24 had the best linear fit to the residual stress (
Figure 9c), with an R
2 greater than 0.85 and an RMSE of less than 13 MPa. As shown in
Figure 9d, the linear fit of the parameter x11 to the residual stress in the y-direction is also high, with the R
2 exceeding 0.75. However, it should be noted that the variation law of x11 with residual stress in the y-direction is more consistent with the quadratic relationship model, which achieves an R
2 of more than 0.93 and an RMSE of less than 12 MPa. The above examples reveal that the magnetic feature coefficients do not always have a simple linear correlation with the target properties. In view of this, the Pearson correlation coefficient is of greater reference value as a feature screening method when multiple linear regression models are used for the quantitative prediction of target properties.
When the excitation direction is along the x-axis, the hardened region lies exactly within the magnetization center region and the magnetic signal accurately reflects the hardness and case depth, so it is only necessary to analyze the relationship between the magnetic parameter and these two factors under the x-direction.
As shown in
Figure 10, by calculating the Pearson correlation coefficients of individual magnetic parameters with hardness and case depth, the results show that the correlation coefficients of most magnetic parameters with hardness are significantly higher than with case depth. The comparison of
Figure 8 and
Figure 10 shows a variety of correlations between the magnetic parameters and the target properties. There is a strong correlation only with residual stress for some of the magnetic parameters, such as x20. However, more magnetic parameters, such as x1, x21 to x25, are strongly correlated with both residual stress and hardness, while x2, x7 to x9, x11, x15, and x16 are correlated with hardness and case depth. Comprehensive analyses show that the IP signal is sensitive to residual stress and hardness; the MBN signal is influenced by residual stress, hardness, and case depth; and the TMF signal is mainly affected by hardness and case depth.
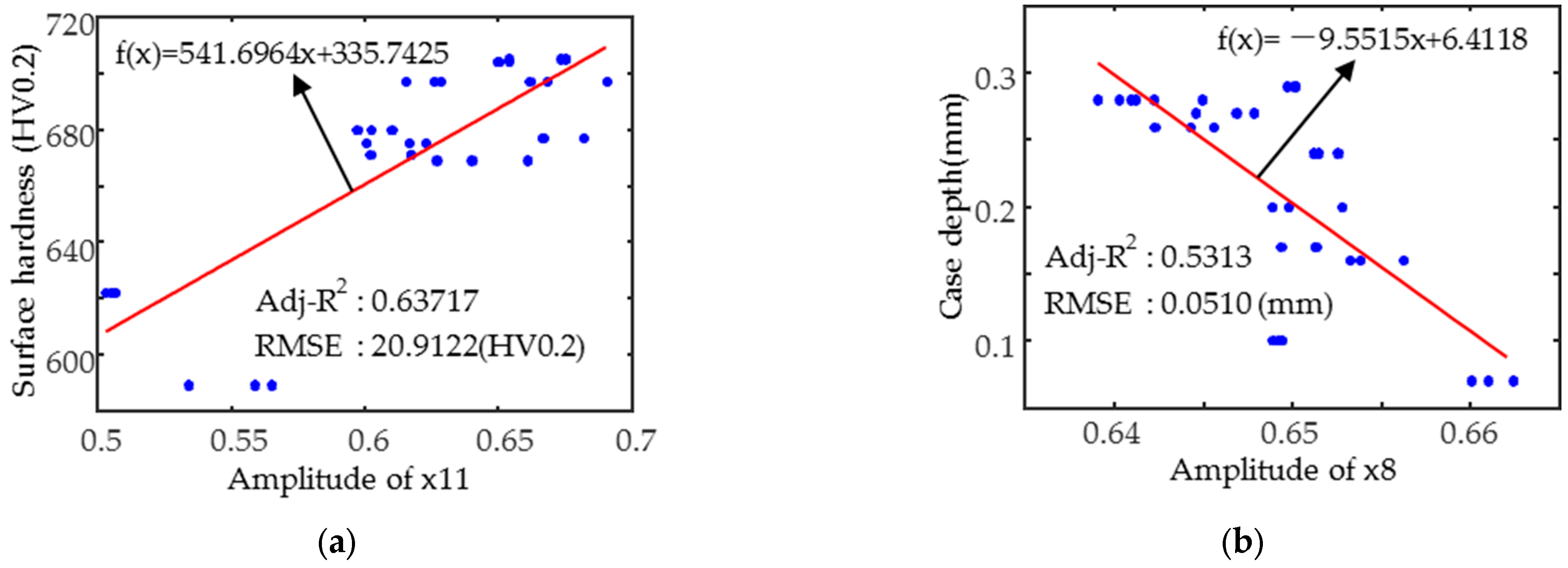
The magnetic parameter x11, which has the strongest correlation with hardness, was chosen to predict the surface hardness (see
Figure 11a), and the results show a poorly fitted straight line with an R
2 value below 0.65. This is due to the effect of variations in the case depth and the poor homogeneity of the data (the hardness data are concentrated in the 600–720 HV0.2 interval). When predicting the case depth, the best fitting single parameter was x8 (see
Figure 11b), which was more poorly fitted, mainly due to the influence of hardness and the small variation in the case depth. However, it is worth noting that the root mean square error (RMSE) of the model is less than 0.06 mm, which is still a reasonable benchmark for the evaluation of the case depth uniformity, and is particularly suitable for rapid assessment or preliminary screening.
4. Results and Discussion
4.1. Multiple Linear Regression for Quantitative Prediction
Based on the correlation coefficient analyses mentioned above, it can be seen that a number of magnetic parameters have strong linear correlations with residual stress, surface hardness, and case depth. Therefore, the micromagnetic parameters with significant correlations (correlation coefficients greater than 0.6) with these target properties were selected as independent variables, with bidirectional residual stress, surface hardness, and case depth as dependent variables, and then multiple linear regression models were constructed.
From the three sets of repeated experimental data, two sets were randomly selected for model training, while the remaining set of data was used for external validation. A stepwise regression algorithm was applied to train the model, and the values of the micromagnetic parameters and their coefficients used in the final model are shown in
Table 4.
Since the y-direction magnetic signals are mainly influenced by the y-direction stress, the yRs (y-direction stress) regression model contains multiple parameters for all three magnetic signals. In contrast, the x-direction magnetic signal is influenced by the combination of x-direction residual stress, surface hardness, and case depth. The xRs (x-direction stress) regression model includes the MBN parameters, the SH (surface hardness) model includes the TMF and IP magnetic parameters, and the ECD (case depth) model includes only a small number of TMF and MBN parameters. The results show that when only a single target property (e.g., residual stress) is involved, all magnetic signals are sensitive to the variation in target property; however, when multiple target properties are involved, the magnetic signals have different sensitivities to the target property, i.e., the weights of the target properties on the magnetic signals are different.
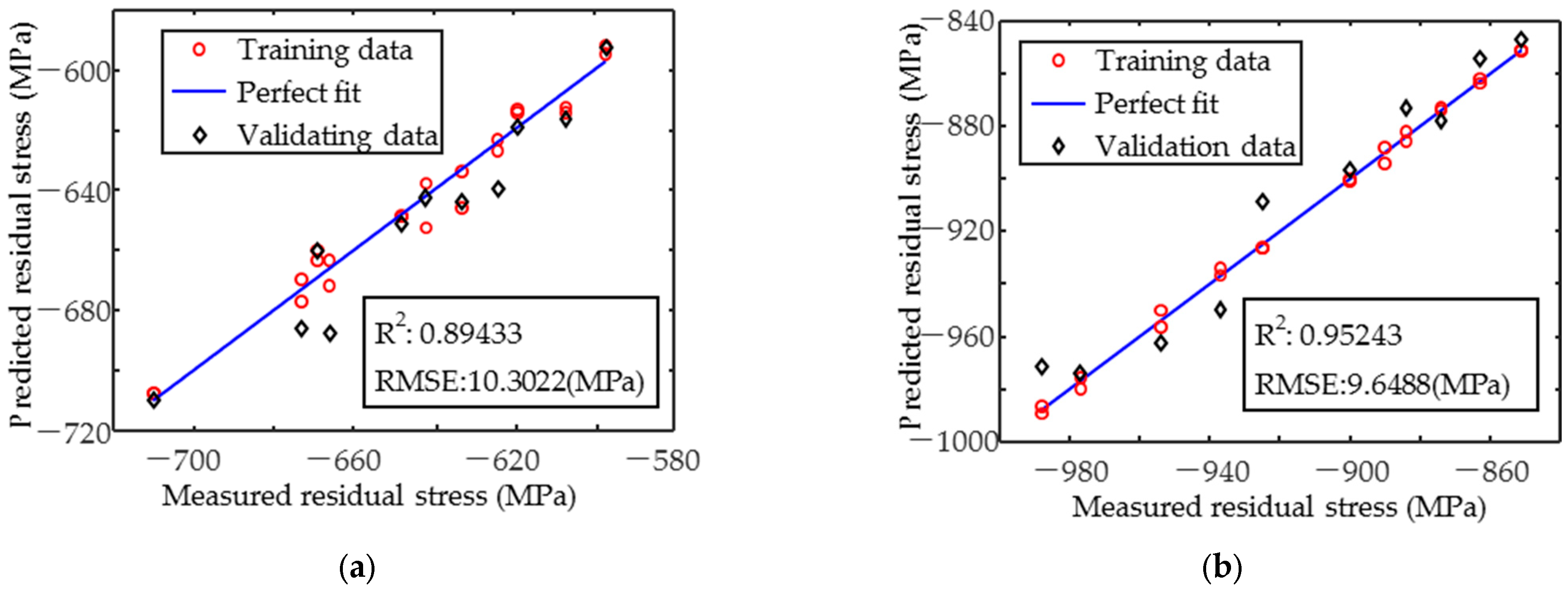
The results of the residual stress prediction using the multiple linear regression model are shown in
Figure 12. The magnetic signal in the y-direction, which is influenced by a single residual stress, is better predicted than in the x-direction, which is influenced by several target properties. In the y-direction, the coefficient of determination R
2 is greater than 0.95, whereas in the x-direction, the R
2 is less than 0.9. The RMSE of the x-direction and y-direction is 10.3022 MPa and 9.6488 MPa, respectively.
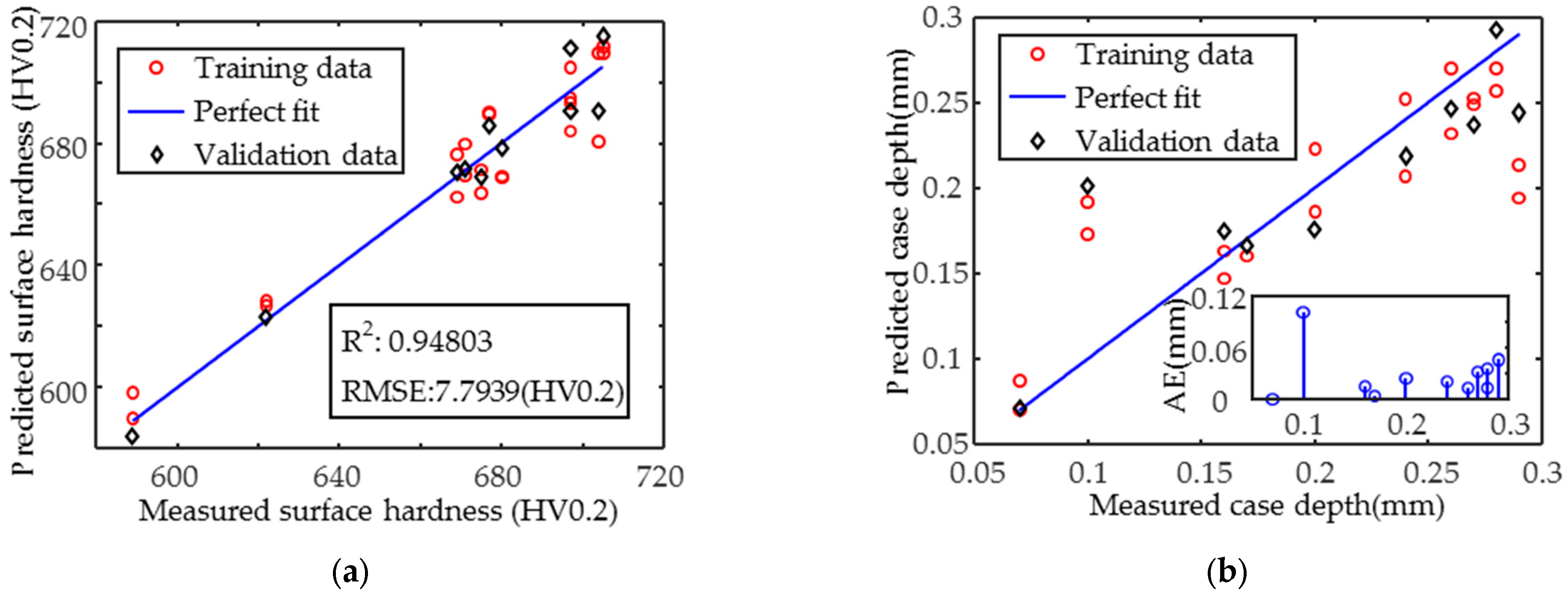
The accuracy of the hardness prediction model shown in
Figure 13a is high, and increasing the amount and improving the homogeneity of the data can further improve the prediction accuracy. In contrast, the case depth prediction result (
Figure 13b) is unsatisfactory, with the coefficient of determination R
2 of 0.72, as the case depth is not a dominant factor affecting the magnetic signal. The absolute error in the inset shows that the data points with an effective case depth of 0.1 mm have a large error of more than 0.1 mm, while the remaining points have an error of less than 0.05 mm. The RMSE is 0.04 mm, and although this value is not yet sufficient for the direct and accurate prediction of the case depth, it can still be used as a valuable reference for assessing the degree of case depth uniformity.
4.2. Single Magnetic Parameter Inverse Residual Stress and Case Depth
Based on the above MLR prediction results, the MLR model developed using multiple magnetic parameters had a high prediction accuracy when the magnetic signal was dominated by only a single factor of y-direction residual stress. However, when the magnetic signal is influenced by three target properties (case depth, surface hardness, and residual stress in the x-direction), the predictive performance of the model is unsatisfactory, especially in the prediction of stress in the x-direction and case depth. Considering that the variation in the magnetic feature parameters is the result of the combined effect of several target characteristics, the corresponding individual magnetic parameter regression models are established for the target properties. The known magnetic parameter and target properties information were applied to the model to invert the unknown target property.
A regression model was constructed using a single magnetic parameter as the dependent variable and a target property as the independent variable, combined with the results of a correlation analysis. The aim of this model is to evaluate the degree of influence of each target property on the magnetic parameters and to invert the unknown target property. For modeling, two measurements were used as training data and one as calibration data and the fit was assessed by the coefficient of determination R
2. As there is a complex mapping relationship between the target properties and the magnetic parameters, not only a simple linear relationship, the quadratic, multiple phase, and exponential terms are added to the model. The results, where both the linear and quadratic terms were included and the R
2 was greater than 0.7, are presented in
Table 4. With the addition of the cubic term to the model, only the R
2 of the magnetic parameter x24 is improved, as shown in
Table 5.
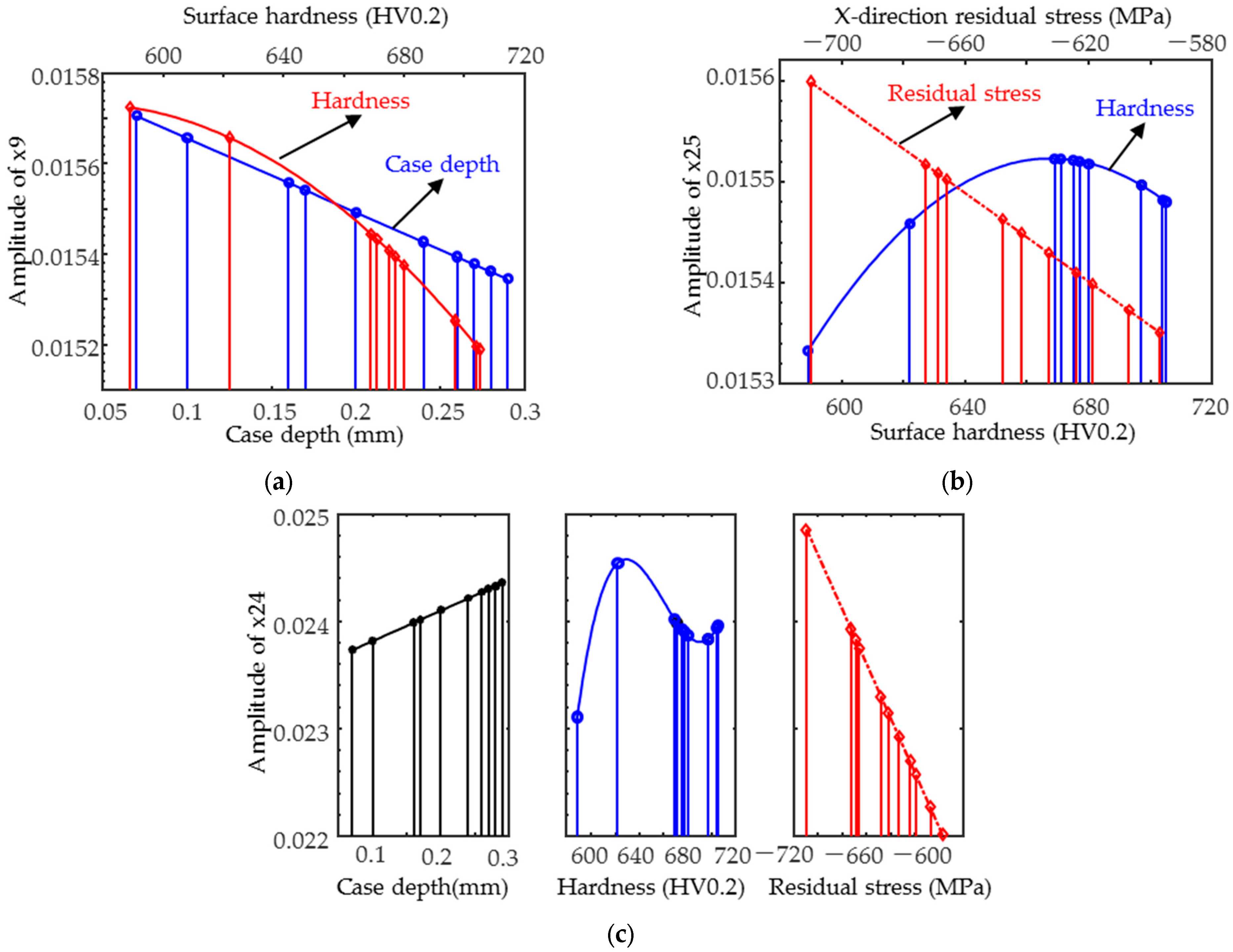
Taking into account the range of variation in each target property, a rough comparison of the weights of each target property on the magnetic parameters in
Table 5 has been performed via the method of comparison of normalized coefficients and plotting scatter plots. The calculation of the standardized coefficients of the parameter x2 equation yielded a larger contribution of hardness to the variation in the parameters than that of the case. As in
Figure 14a, both hardness and case depth influenced x9, with hardness weighted slightly more. Therefore, the TMF magnetic parameters were only affected by the hardness and hardened layers and were more sensitive to the microstructure, whereas the IP parameters x21–x24 were influenced by the combination of hardness and residual stress with a small weight difference, and the effect of the case was almost negligible. As in
Figure 14b, the magnetic parameter x25 varies more rapidly with residual stress, i.e., the residual stress is weighted more.
When fitting x24 (as in
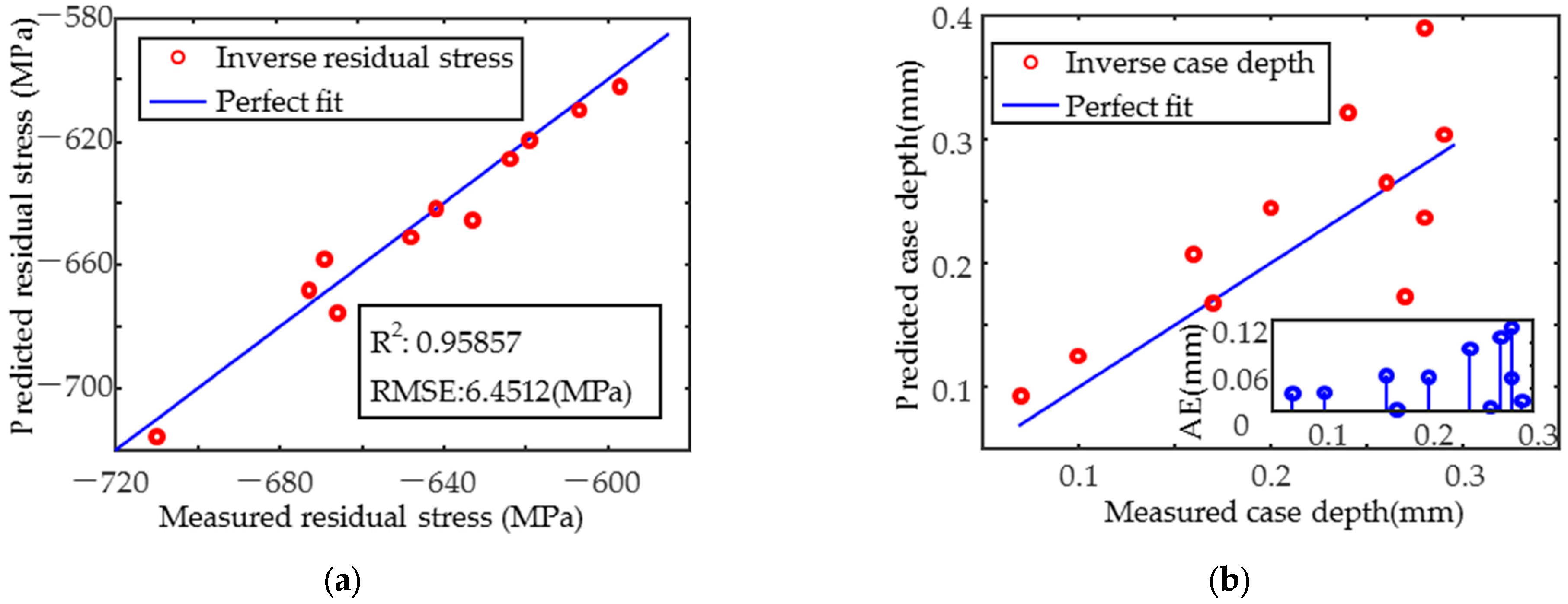
Table 6) using a primary function of residual stress, case depth, and a cubic function of hardness, the coefficient of determination was greater than 0.95 with the highest accuracy. The weight of the influence of residual stress, hardness, and case depth on the magnetic signal decreased in order. The results of the residual stresses from the inverse of the selected x24 equation are shown in
Figure 15a, with the R2 greater than 0.95 and the RMSE less than 7 MPa, and the inverse results are better than those predicted by the MLR model. The inverse case depth results are shown in
Figure 15b, where the case depth is less than 0.15 mm and the inverse results are more accurate than the MLR model. The RMSE is less than 0.06 mm. It can be used to complement the MLR model.
5. Conclusions
Bi-directional magnetic parameters (extracted from TMF, MBN, and IP signals) and the profiles of target properties (the bi-directional residual stress, surface hardness, and case depth) in hardened steel sheets were experimentally obtained. Three methods, Linear Curve Fitting, MLR, and Single Parameter Fitting Inverse, were investigated for the quantitative assessment of the target properties.
Pearson correlation analysis was carried out to find those parameters that show an approximately linear dependence on the target properties. Correlation analysis in the y-direction shows that when influenced by residual stress alone, the correlation coefficients of all magnetic parameters with residual stress are greater than 0.8, except for x1, x14, x17, and x20, indicating that the three magnetic signals are sensitive to residual stress. Correlation analyses in the x-direction were influenced by a combination of target properties. Typically, the MBN and IP signals were influenced by both microstructure and residual stress. The x16 of MBN and x20–x25 of IP signals were closely related to hardness and residual stress. In addition, x15 of MBN has a strong correlation with all three target properties. In contrast, x2, x7, x8, and x9 of the TMF signal were closely correlated with hardness and case depth, indicating that the TMF signal is more sensitive to microstructural changes.
Prediction of the target properties was achieved by constructing the MLR model using magnetic parameters that were highly correlated with them. Residual stresses in the y-direction were predicted with higher accuracy (R2 = 0.95243) than in the x-direction (R2 = 0.89433), and the RMSE of the residual stresses in both directions was less than 11 MPa. The hardness prediction was also accurate (R2 ≈ 0.95, RMSE = 7.7939 HV0.2). However, the case depth was not predicted accurately enough at smaller depths. To improve the prediction of the x-direction stress and case depth, the regression model based on single magnetic parameters was developed for inverse calculation. The R2 of the x-direction residual stress increased to 0.95857, and the RMSE was reduced to 6.4512 MPa. The absolute error (AE) for case depths < 0.15 mm was <0.04 mm, providing a complementary approach to MLR predictions.
The proposed multifunctional magnetic testing technique provides an efficient and non-destructive approach to the quantitative prediction of residual stress, surface hardness, and case depth in medium carbon steel plates. This prediction method is particularly suitable for mechanical components requiring high surface hardness and wear resistance, such as shafts, gears, molds, and guide rails. For workpieces with relatively uniform geometry, moderate curvature variations, and sufficient thickness (exceeding the magnetic skin depth), the technique can directly predict the surface hardness and residual stress distributions while evaluating case depth uniformity. However, for components with complex geometries (e.g., significant curvature variations or large thickness differences), additional considerations are required to account for the influence of geometric factors on the magnetic signals. Local calibration modeling may be required to improve the measurement accuracy. Future research should focus on optimizing the magnetic testing technique for complex-shaped workpieces and exploring its applicability in surface hardness detection to expand its engineering applications.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}