1. Introduction
As a predominant joining method for thin-gauge sheet metal assemblies, resistance spot welding (RSW) has become an indispensable manufacturing process in modern industry. Recognized as a critical manufacturing stage in automated production systems, the RSW technique has gained prominence owing to its operational efficiency, cost-effectiveness, and reduced labor requirements [
1]. The process foundation relies on controlled electrode force application establishing interfacial contact, where localized Joule heating induces solid-state coalescence through metallurgical bonding. Notably, contemporary automotive body-in-white assembly requires 3000–5000 discrete weld nuggets [
2], whose quality parameters fundamentally dictate vehicular structural integrity and operational durability. Maintaining process stability necessitates rigorous control of critical operational variables including current magnitude, energization duration, and electrode force magnitude. Nevertheless, inherent process variabilities arising from dynamic production environments and material property fluctuations frequently induce defect formation [
3]. Undetected weld imperfections pose significant risks to product safety and performance reliability.
Contemporary RSW technology has become integral to advanced manufacturing sectors including automotive engineering, rail transportation systems, aerospace components, and precision instrumentation [
4]. Nevertheless, inherent process variability persists in production environments, with weld quality exhibiting considerable inconsistency even under standardized parametric conditions. This operational instability originates from the inherent process complexity arising from multi-physics coupling, stochastic disturbance accumulation, and parametric sensitivity thresholds—factors that collectively challenge the predictive capability of conventional physical modeling approaches [
5]. Crucially, in high-volume manufacturing scenarios, dynamic process perturbations such as progressive electrode tip degradation [
6,
7], interfacial fit-up dimensional variances, and surface contamination layers substantially elevate defect formation risks, including interfacial cold weld formation and metallic expulsion phenomena [
8]. These process instabilities ultimately compromise the structural integrity of welded assemblies through unpredictable failure mode initiation.
Traditional welding quality assessment methodologies predominantly rely on manual sampling protocols involving visual examination and destructive cross-sectional characterization [
9]. These approaches yield constrained datasets with inherent spatial-temporal limitations, requiring operator-dependent defect interpretation and empirical parameter optimization that introduce reliability variances and production inefficiencies. While serving historical industrial needs, such methodologies exhibit critical operational deficiencies including measurement subjectivity, labor-intensive protocols inducing throughput constraints, and destructive testing-induced sample depletion that fundamentally limits quality evaluation comprehensiveness. In contrast to conventional destructive methods, non-destructive testing (NDT) techniques such as ultrasonic evaluation have emerged as critical alternatives for comprehensive weld quality assessment. Recent advancements in ultrasonic phased array systems enable in situ characterization of nugget geometry and interfacial defects through guided wave propagation analysis [
10]. Particularly noteworthy is the integration of ultrasonic transducers directly into welding electrodes, which facilitates real-time acoustic monitoring during resistance spot welding processes. This sensor-embedded approach achieves non-invasive quality evaluation by correlating ultrasonic signal attenuation patterns with joint mechanical properties, while simultaneously enabling spatial defect mapping through piezoelectric transducer arrays [
11]. Such NDT innovations effectively address the limitations of sample depletion and operator dependency inherent in traditional cross-sectional verification methods.
The advent of cost-effective sensing solutions and Industrial Internet of Things (IIoT) architectures has transformed data acquisition paradigms in welding operations. Modern monitoring systems now enable continuous, real-time capture of multidimensional process signatures spanning dynamic thermal-electromechanical parameters to equipment health indicators, establishing unprecedented production line transparency [
12,
13,
14]. This data revolution, synergized with intelligent algorithm development encompassing IIoT analytics, machine learning architectures, and deep neural networks [
15,
16,
17], has catalyzed transformative advances in welding quality surveillance technologies.
Current research frontiers focus on multi-sensor fusion-based in-process monitoring systems for enhanced quality assessment. Critical process signatures including dynamic resistance (DR) evolution [
18,
19] and electrode force transients [
20,
21] have demonstrated strong empirical correlations with nugget formation metrics. Emerging studies further reveal significant relationships between weld metallurgical characteristics and both electrode displacement kinematics [
22,
23] and acoustic emission frequency spectra [
24,
25], thereby expanding the in-process quality diagnostic parameter space. Pioneering work by Summerville et al. [
26] demonstrated a hybrid analytical framework combining principal component analysis (PCA), autocorrelation functions, and multivariate regression for real-time nugget diameter prediction using dynamic resistance profiles. Comparative validation against ultrasonic testing benchmarks revealed superior predictive performance with mean square error (MSE) reduced from 2.26 to 0.33 (
p < 0.01), statistically confirming the methodology’s technical viability for industrial implementation.
The rapid proliferation of IIoT ecosystems has elevated Zigbee-based wireless monitoring systems as a strategic solution for overcoming technical barriers in advanced manufacturing. Leveraging the IEEE 802.15.4 standard architecture, Zigbee technology provides deterministic data transmission through synchronized time-division multiplexing, particularly suited for high-dynamics welding environments. Its implementation of 16-channel adaptive frequency-hopping spread spectrum across the 2.4 GHz ISM band demonstrates 18–22 dB interference rejection superiority over conventional DSSS implementations, effectively mitigating industrial electromagnetic interference from variable-frequency drives and servo systems [
27]. Wang et al. [
28] investigated ZigBee protocol applications in IoT security algorithms by restructuring the AES-128 decryption algorithm to achieve structural symmetry with encryption and developed two optimized algorithms leveraging ZigBee’s low-cost characteristics. Experimental results demonstrate that the round operation optimization outperforms both column confusion optimization and baseline implementations in speed and complexity.
The protocol’s technical superiority is further evidenced by its self-organizing mesh topology supporting over 65,000 nodes with ultralow duty cycle operations (<0.1% activation rate), addressing critical requirements for large-scale production monitoring while ensuring multi-year sensor durability [
29]. This contrasts sharply with Wi-Fi’s power-intensive mechanisms and Bluetooth’s limited network capacity. Comparative studies confirm Zigbee’s enhanced spectral adaptability in electromagnetically challenging environments, achieving 46% lower power consumption than Bluetooth Low Energy and 92% higher channel utilization efficiency compared to Wi-Fi 4 in high-density deployments. Such technical merits establish Zigbee as the de facto standard for IIoT implementations requiring robust connectivity and energy efficiency in modern smart factories.
While previous studies have significantly advanced online monitoring technologies for resistance spot welding (RSW) quality assessment, practical implementation barriers persist in industrial environments, particularly regarding system mobility, synchronized multiparameter acquisition, and electromagnetic interference resistance. This study addresses these critical gaps by developing the first Zigbee-enabled wireless monitoring system specifically designed for RSW processes, integrating three key innovations: (1) a wireless architecture overcoming cable constraints in high-power environments; (2) simultaneous acquisition of electrical, mechanical, and pneumatic parameters with sub-millisecond synchronization; and (3) adaptive signal processing algorithms optimized for RSW electromagnetic noise. The proposed system establishes a new paradigm for industrial RSW monitoring, resolving fundamental limitations of existing wired implementations while maintaining measurement integrity under extreme operational conditions.
2. Resistance Spot Welding Online Real-Time Monitoring System Establishment
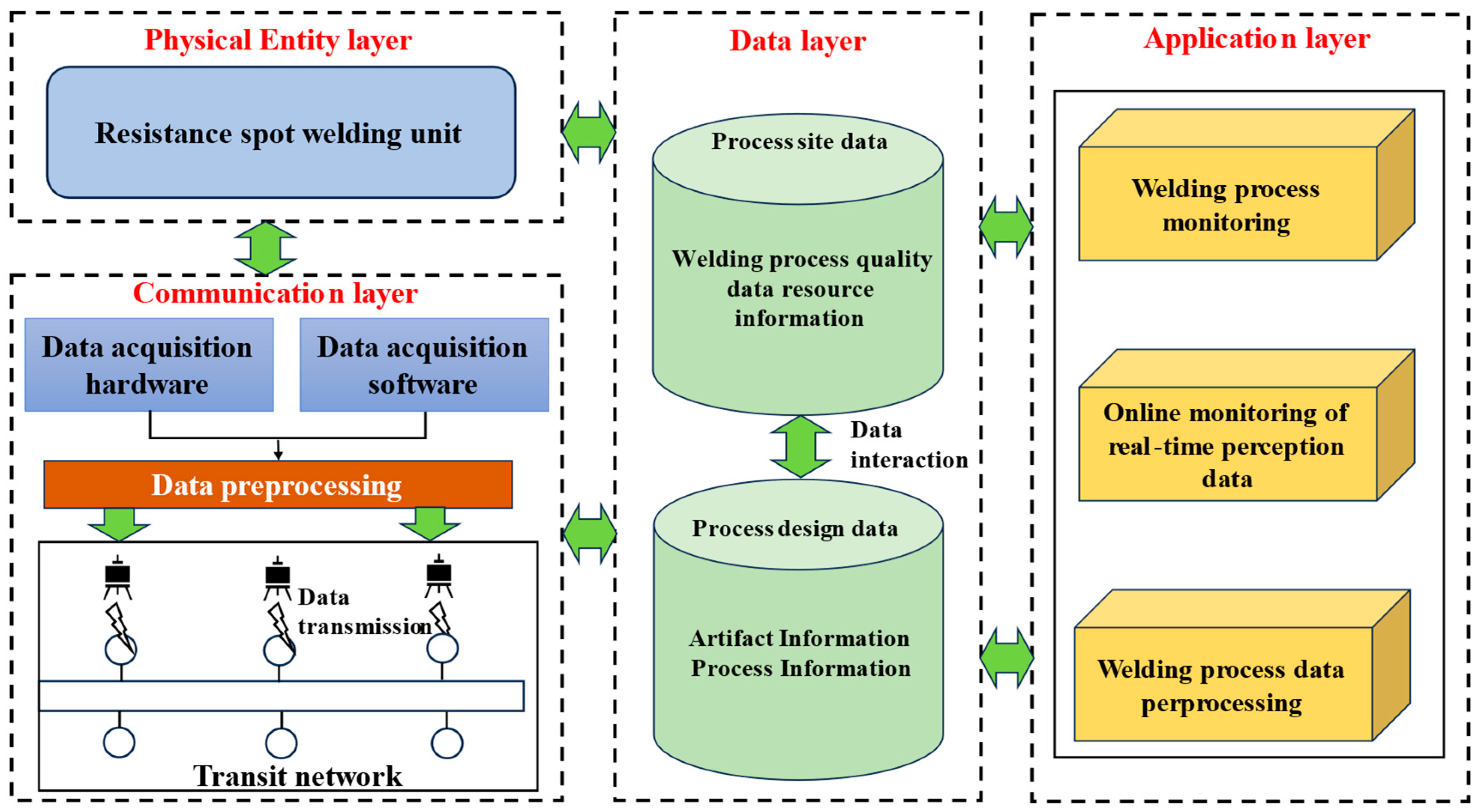
Industry 4.0’s demands for smart manufacturing highlight critical shortcomings in traditional RSW monitoring systems. These systems cannot provide real-time process validation or autonomous quality control essential for precision production. Our solution introduces a cyber-physical monitoring framework structured across four layers. The physical perception layer integrates multi-modal sensors for data capture. A data convergence layer extracts temporal-spatial features from this input. Deterministic IIoT protocols operate within the edge communication layer. Finally, a cloud analytics layer employs deep reinforcement learning for adaptive decision making.
Figure 1 details this hierarchical architecture.
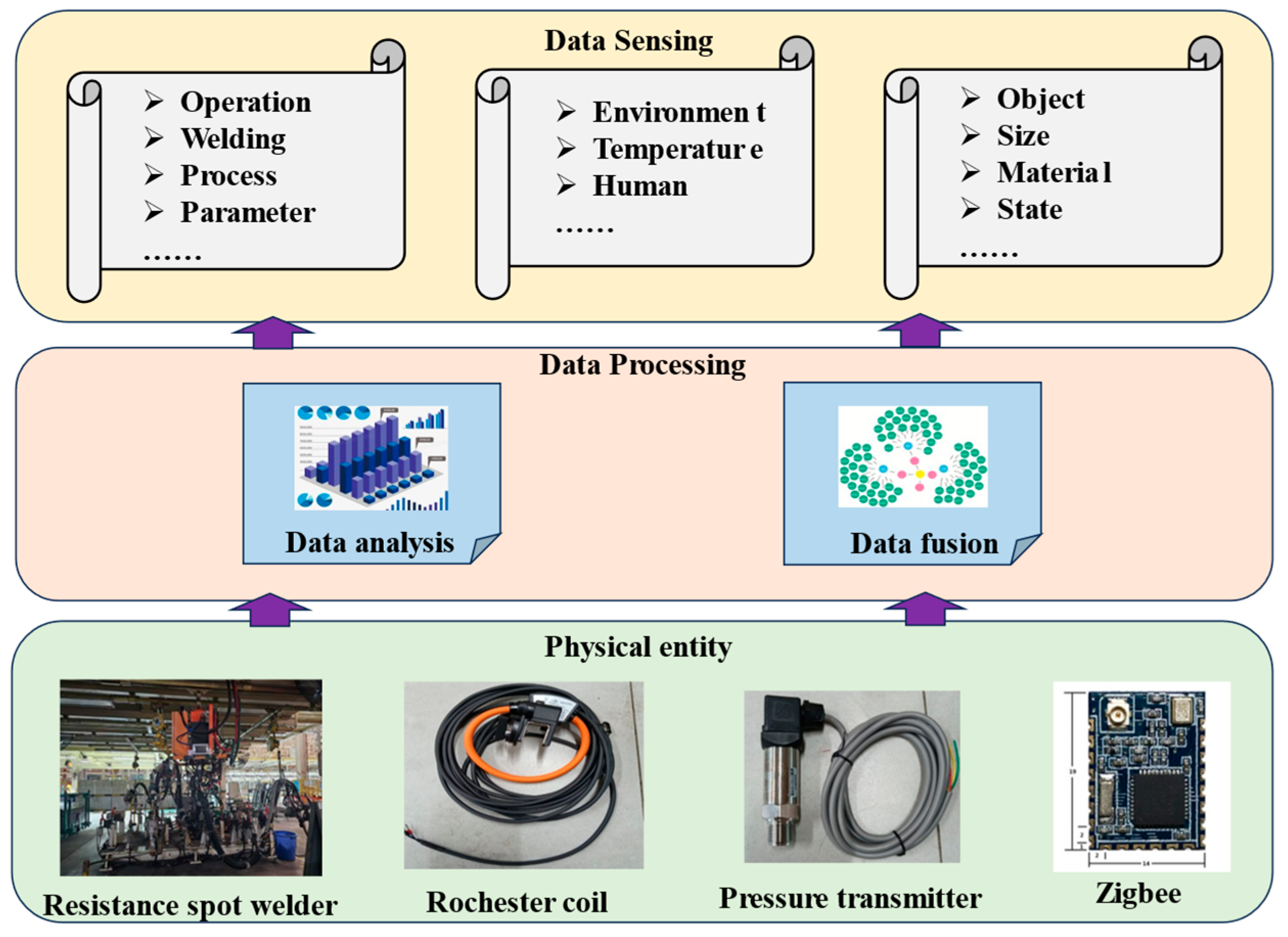
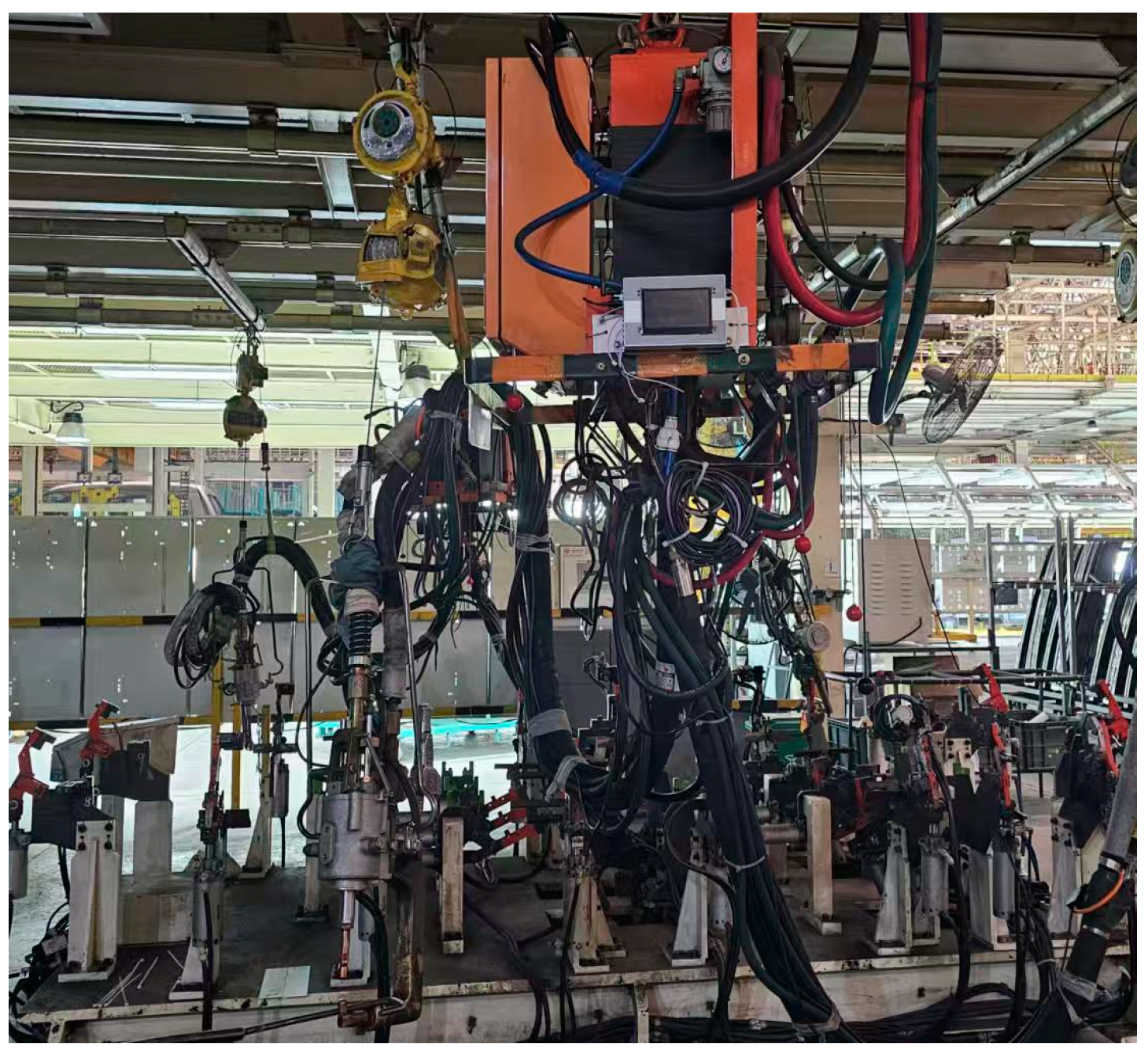
The physical entity layer constitutes the operational core of resistance spot welding monitoring systems. This stratum employs micro-electro-mechanical systems (MEMS)-based sensor arrays to capture dynamic process variables and static parameters simultaneously. The MEMS sensor array integrates three main sensor types: (1) a Roche coil current sensor for welding current measurement, (2) a laser triangulation sensor for material thickness inspection, and (3) a capacitive humidity sensor for environmental monitoring. Together, these sensors capture transient process fluctuations and steady-state parameters through microfabricated sensing elements. Integrated subsystems include servo-controlled welding guns (0.05 mm positional accuracy), pneumatic actuators (0.35–0.80 MPa operating range), and environmental monitors. The positional accuracy of 0.05 mm refers to the electrode tip displacement control. The displacement is measured by an integrated linear optical encoder (5 micron resolution) mounted on the actuator shaft. Electrode bending compensation is achieved by feedback from a real-time strain gauge mounted on the electrode arm, which adjusts the position set point proportionally to the measured deflection force during the pressurization phase. Data acquisition follows IEC 61162-450 protocols, ensuring temporal synchronization (μs-level precision) across heterogeneous sensor modalities. The μs-level time synchronization is achieved through a master–slave clock architecture. A master clock module is configured in the system to periodically broadcast precise timestamps to all sensor nodes. Each slave node marks the received moments with hardware-level timestamps and corrects the deviation of the local clock from the master clock to the μs level by combining with a network transmission delay compensation algorithm.
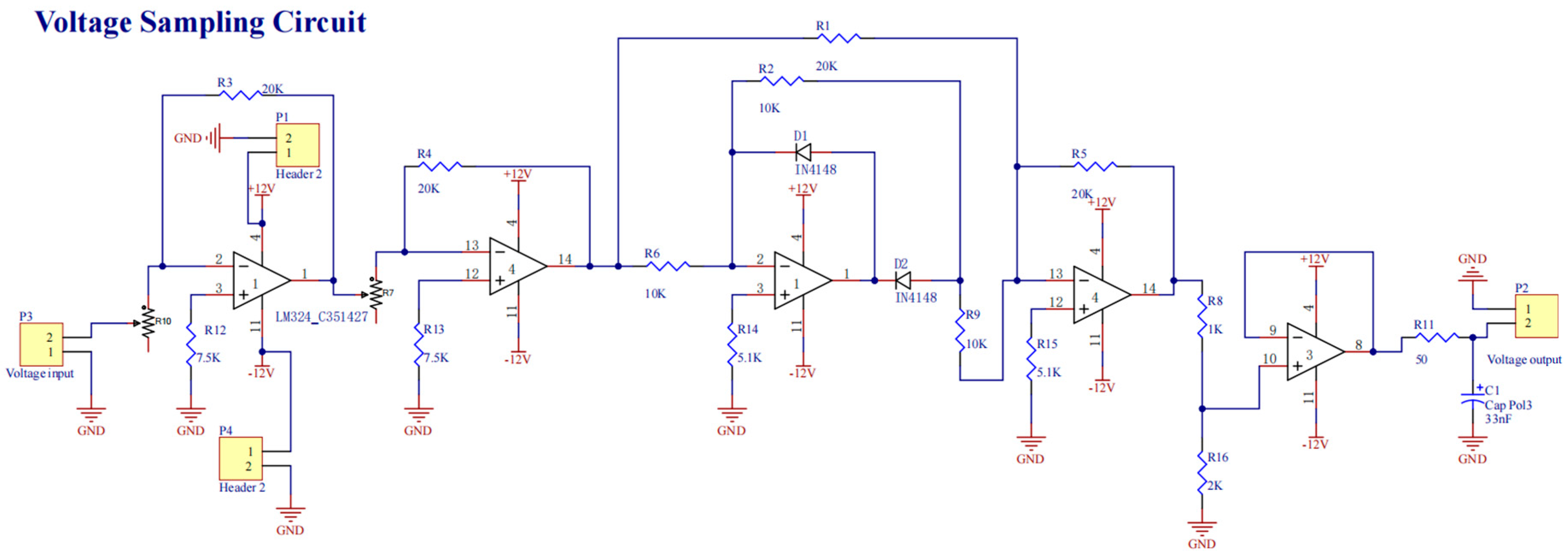
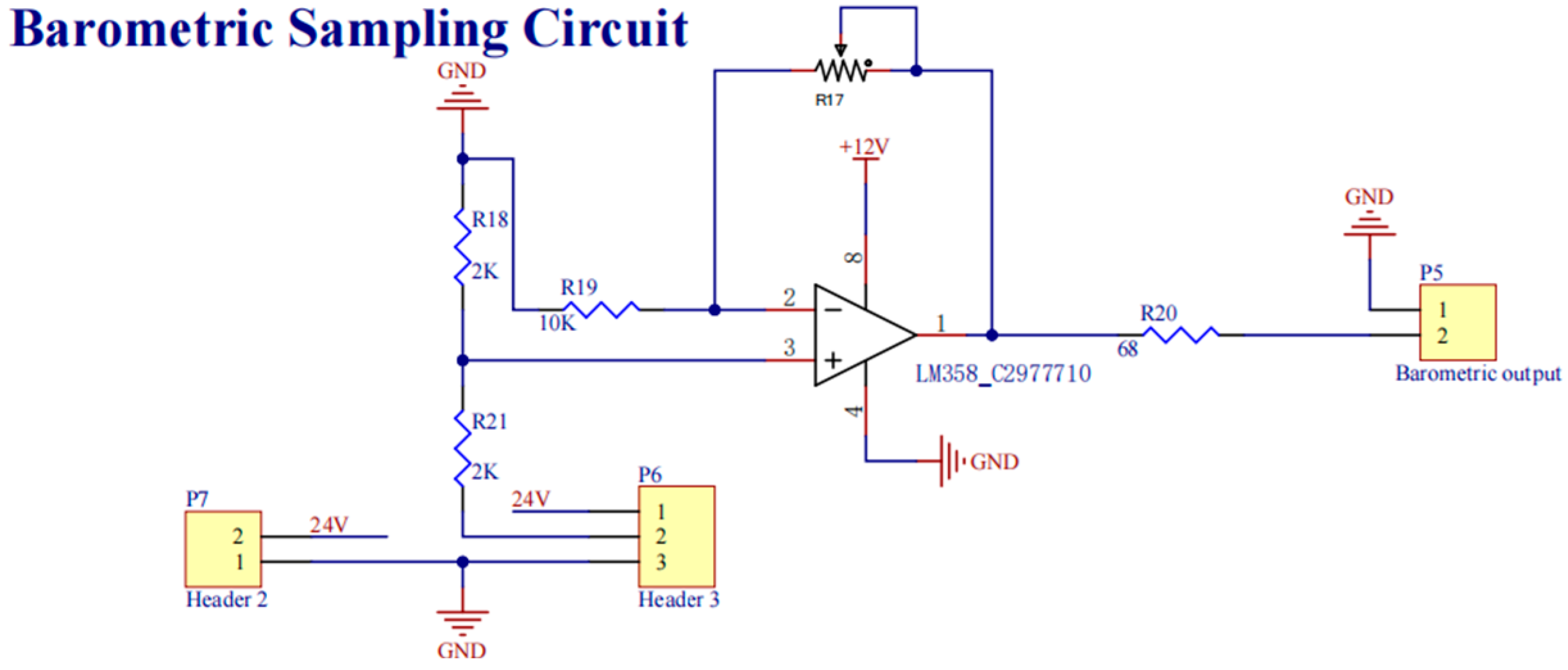
Data Layer. This stratum functions as the system’s information nexus. It integrates precision sensors for multi-parameter acquisition:
- (1)
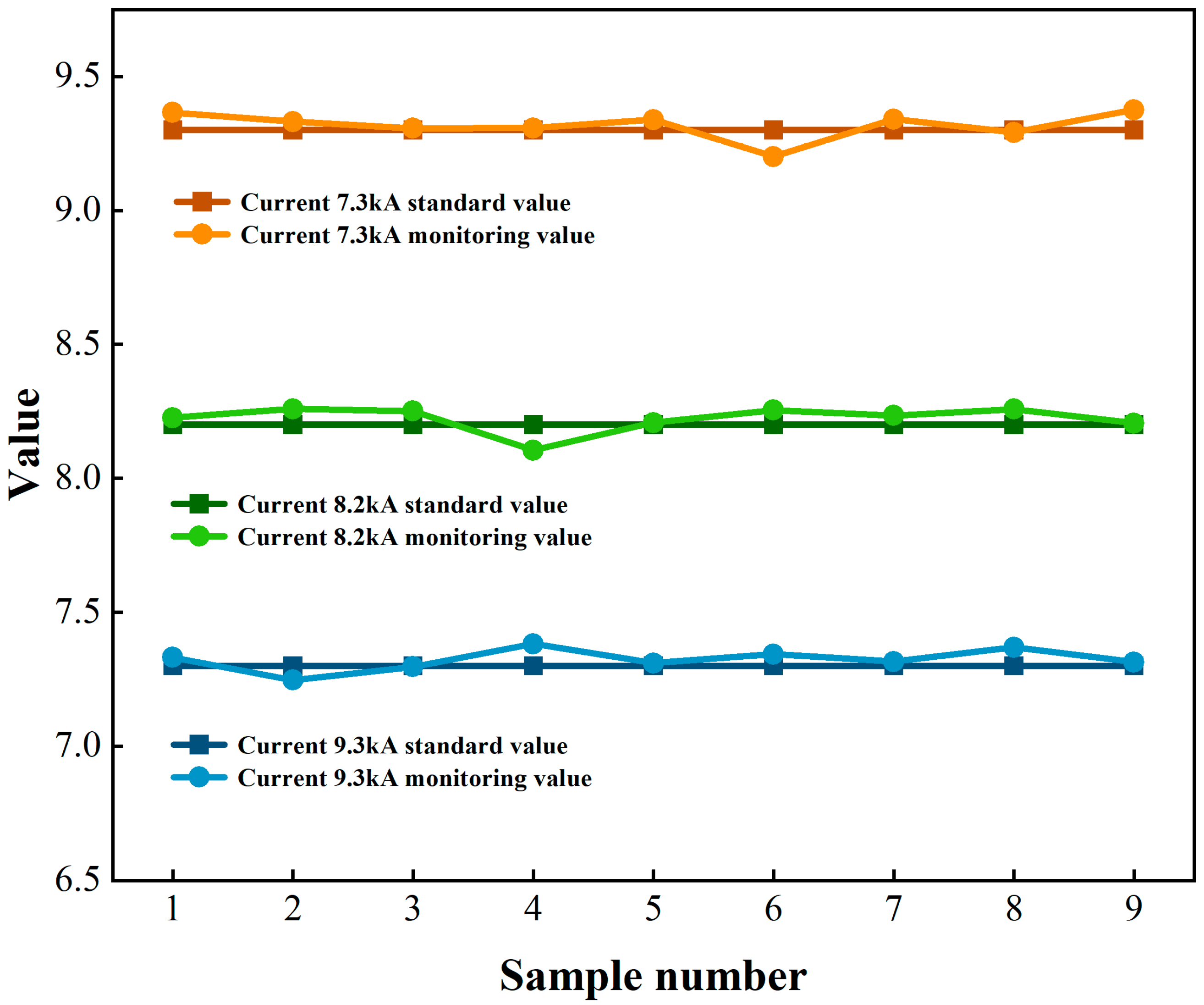
Welding current: 7.3–9.3 kA.
- (2)
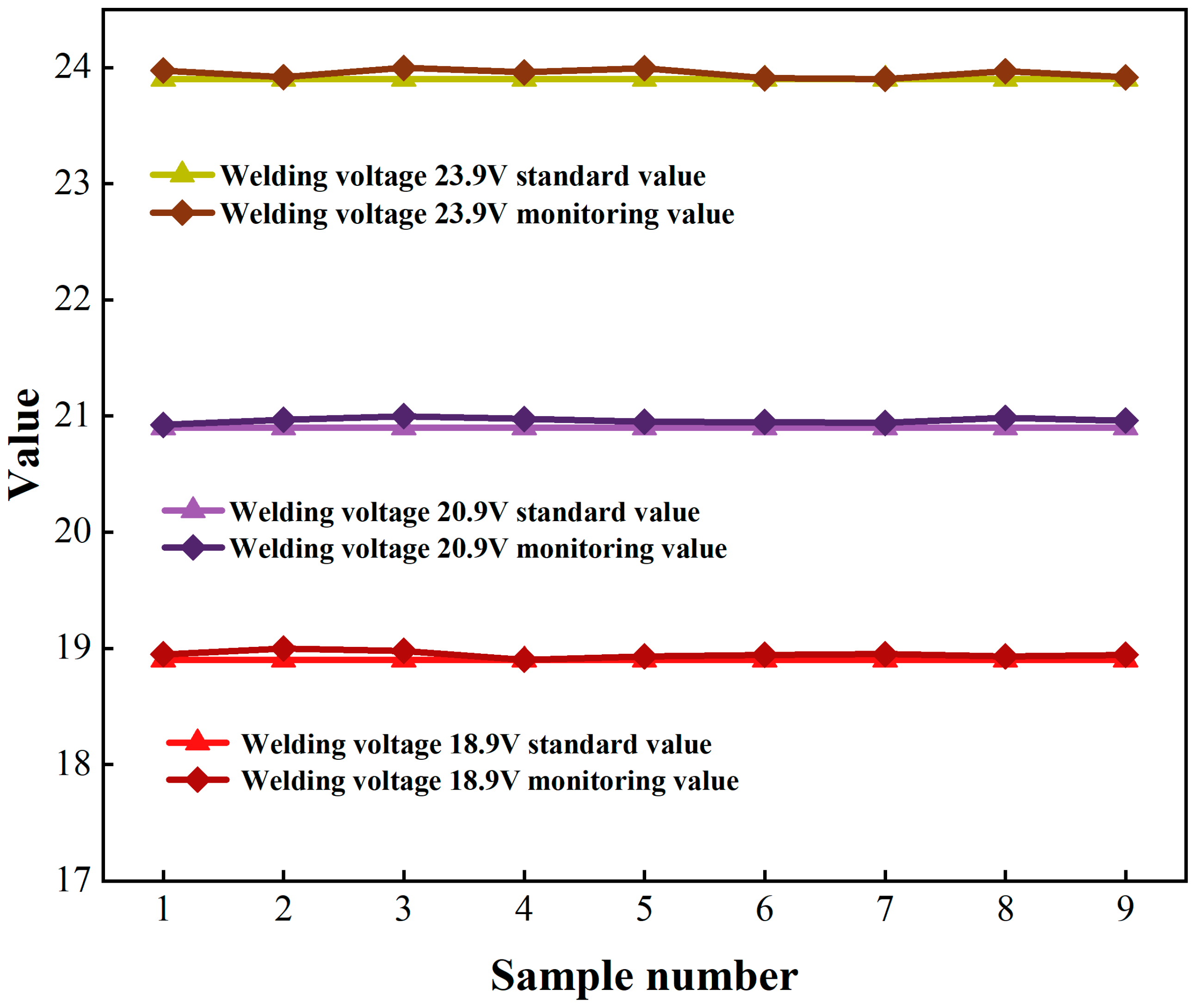
Welding voltage: 18.9–23.9V.
- (3)
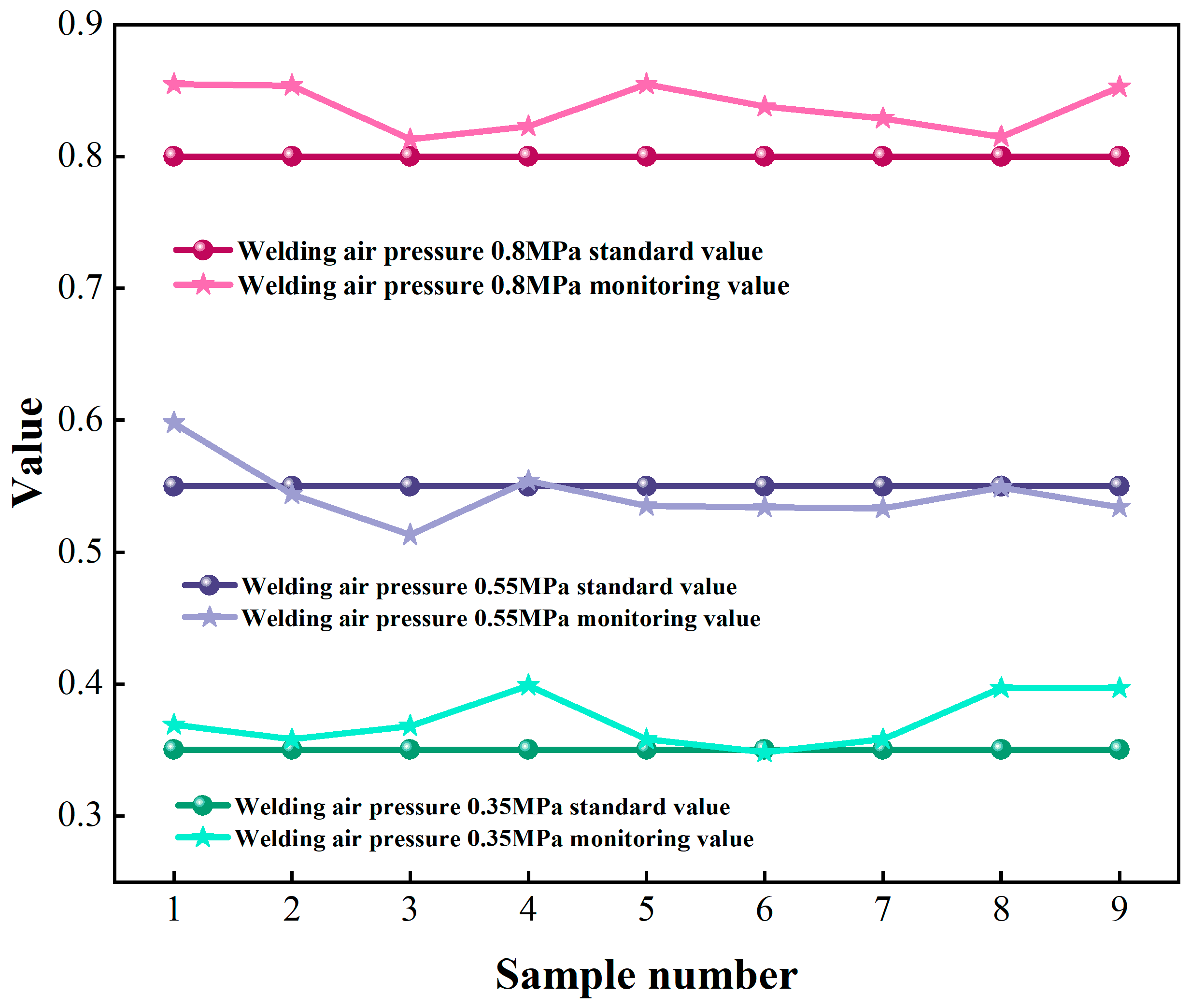
Welding barometric pressure: 0.35–0.80 MPa.
Synchronization across modalities achieves <50 μs inter-channel latency through IEEE 1588 PTP protocol implementation.
The layer’s core functionality involves standardized data representation, multidimensional categorization, redundancy-optimized storage, and predictive maintenance of information flows to enable intelligent decision making.
Communication Layer. This layer enables industrial IoT connectivity by integrating ZigBee (IEEE 802.15.4) for mobile wireless operations and Industrial Ethernet (IEEE 802.3) for time-sensitive data transmission, forming a dual-mode low-latency network infrastructure. It employs protocol-agnostic routing to unify multi-source data streams in real time, while simultaneously supporting the Modicon Bus (MODBUS) over Transmission Control Protocol (MODBUS/TCP) and Open Platform Communications Unified Architecture (OPC UA) industrial communication standards. These protocols ensure synchronized bidirectional communication across physical, data, and application layers, achieving deterministic latency under 5 ms for mission-critical industrial control tasks.
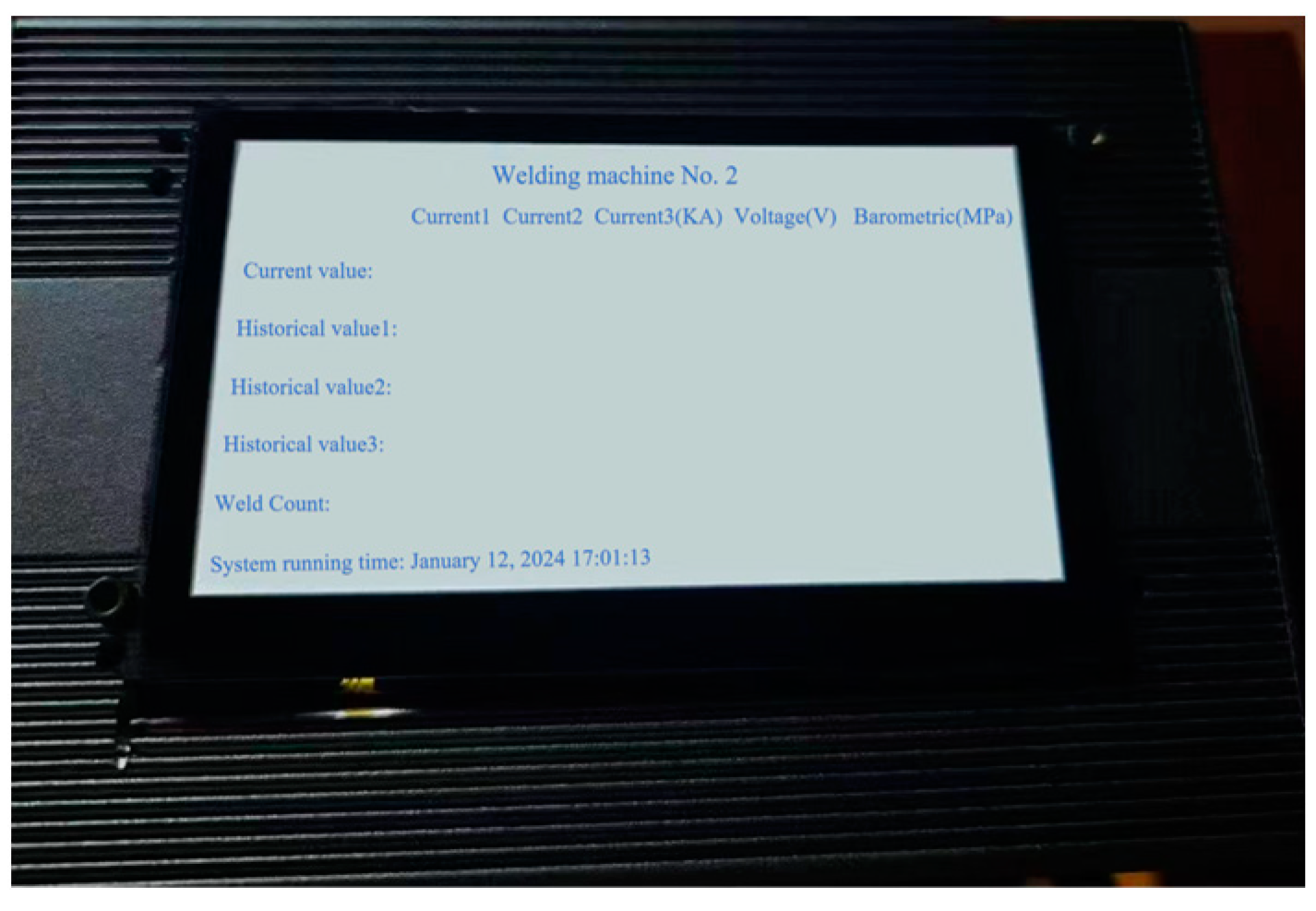
Application layer. Two modules for welding process monitoring and real-time data processing are located in the application layer. Monitoring, analyzing, and extracting data features are the primary functions of the data preprocessing module, which offers technical support for real-time welding process monitoring. Secondly, the welding process monitoring module is the technical implementation of resistance spot welding process optimization.
5. Conclusions
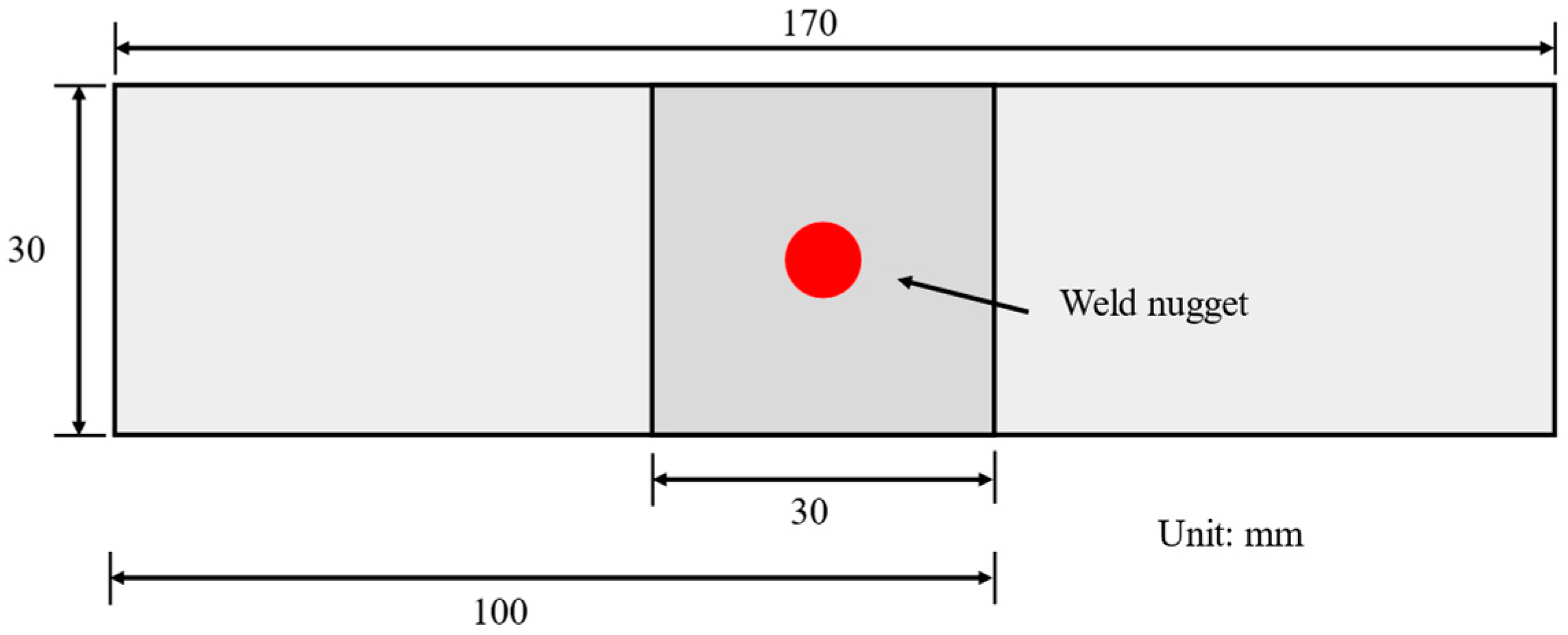
This study presents a Zigbee-based wireless signal processing framework for real-time monitoring of resistance spot welding in metallic materials. A dedicated case analysis was conducted on DP780/DP590 duplex steel joints, establishing a sensor-integrated data acquisition framework synchronized with welding operations.
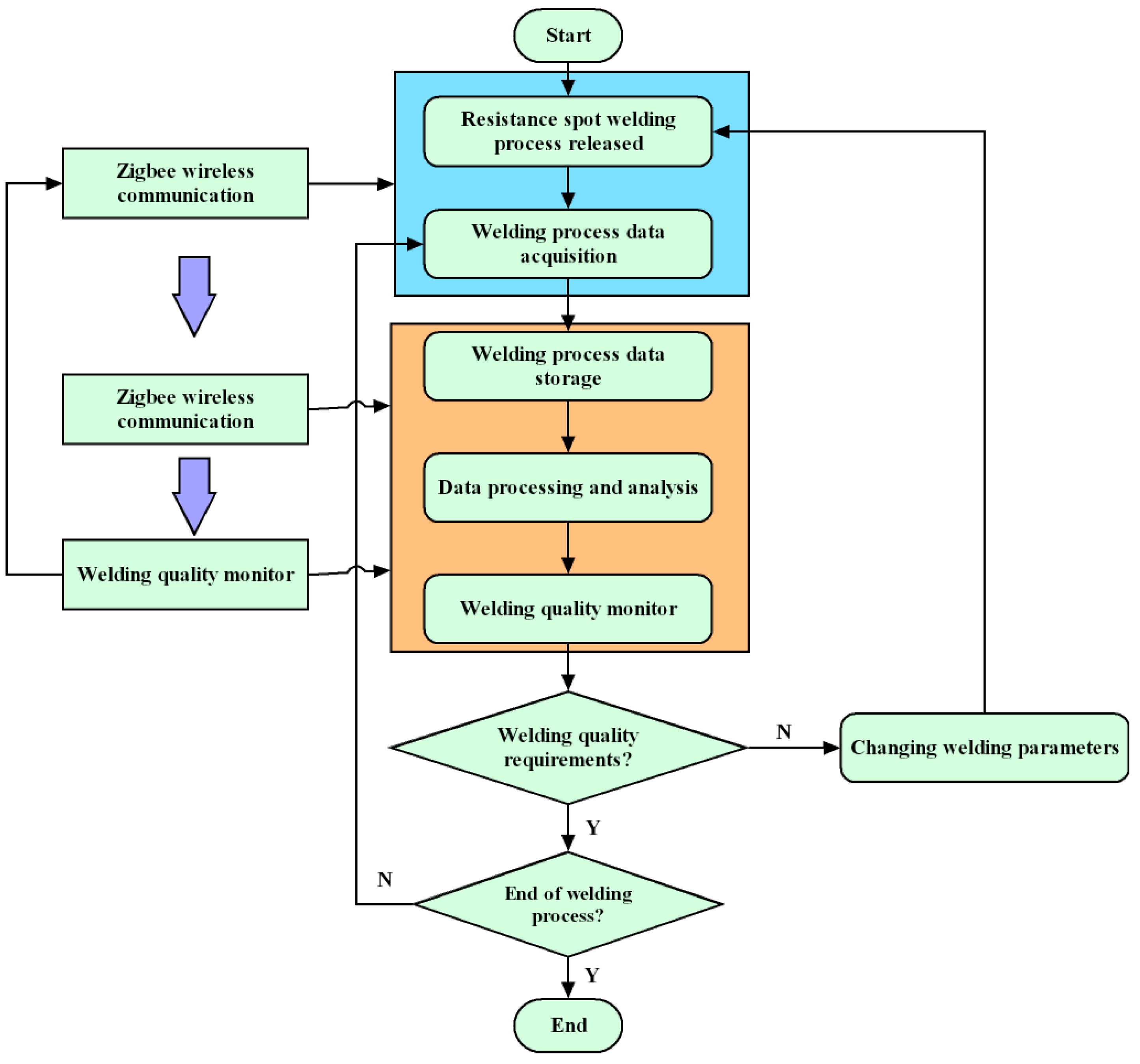
The system employs Zigbee wireless protocols to capture dynamic process signals during welding, coupled with 16-bit ADC sampling at 10 kHz to ensure temporal alignment between physical welding events and digitized sensor outputs. Through hardware-software co-design, an embedded monitoring architecture was implemented, achieving μs-level synchronization accuracy between actuator controls and multi-channel data streams.
Experimental validation confirmed the system’s capability to simultaneously track critical parameters (welding current: ±0.8% FSD, welding voltage: ±1.2% FSD, welding barometric pressure: ±1.5% FSD) with 95% confidence intervals, demonstrating reliable performance under ISO 14555 welding process conditions. This wireless approach eliminates cabling constraints while maintaining IEC 61162-450 communication standards for industrial sensor networks.
Experimental validation verified monitoring accuracy with welding current controlled within ±0.49% full-scale error and voltage regulated to ±0.25%. Welding barometric pressure exhibited a 3.72% mean relative error due to sensor nonlinear hysteresis effects, quantified by a standard deviation of 0.017–0.024 MPa. The Zigbee-based wireless monitoring demonstrated statistical equivalence (p > 0.05 via paired t-test) with wired laboratory references, validating its technical feasibility for real-time process tracking.
Future enhancements should prioritize pneumatic sensor linearization through temperature-compensated MEMS transducers and multi-physics sensor fusion architectures. System scalability could integrate thermal imaging with 5G-based time-sensitive networking, enabling adaptive process optimization via deep neural networks. This evolution supports Industry 4.0 digital twin implementation, achieving >98% weld quality prediction accuracy through multimodal data synergies.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}