1. Introduction
Laser-directed energy deposition (LDED) represents an advanced technology in additive manufacturing (AM) that has attracted substantial interest in recent years [
1]. This technique employs a high-power laser as the heat source, introducing powdered materials into a molten pool via a coaxial nozzle to achieve the layer-by-layer deposition of components [
2]. LDED is characterized by its rapid forming capability, flexible design options, and precise control of material composition, making it well suited for producing refractory, hard-to-machine, and reactive materials with complex geometries in a near-net shape manner [
3,
4]. These features grant LDED extensive application potential in sectors such as aerospace [
5] and biomedical engineering [
6].
Nonetheless, the fast heating and cooling cycles inherent to LDED induce significant thermal stresses, often leading to sharp temperature gradients within the manufactured parts. These gradients contribute to the accumulation of internal stresses, resulting in defects such as cracks and distortions. The issue is especially pronounced in the fabrication of large-scale components [
7,
8]. Since stress-related defects in additive manufacturing emerge progressively without obvious precursors, mitigating such issues once they arise is particularly challenging [
9]. Obtaining insights into the stress evolution of components during manufacturing can play a pivotal role in preventing stress-induced defects, reducing material waste, and offering critical guidance for controlling both the geometry and properties of components throughout the process.
Currently, the detection of residual stresses mainly relies on offline analysis, which primarily includes offline experimental measurements and numerical simulation. In terms of experimental measurements, they are mainly divided into destructive and non-destructive techniques. Destructive approaches like the hole-drilling method [
10] and the contour method [
11] provide insights into internal stress distributions but cause irreversible damage, contradicting the principles of additive manufacturing. Non-contact measurement methods, such as X-ray diffraction (XRD) [
12,
13] and neutron diffraction [
14,
15] can non-destructively measure internal stresses [
16]. However, the equipment for these techniques is large and the detection speed is slow [
17], making it difficult to match the pace of additive manufacturing. These techniques are mainly used for the detection of internal stresses in components after manufacturing. Additionally, contact-based methods like strain gauges are often rendered impractical during the process due to high temperatures, leading to frequent sensor failures [
18]. Therefore, integrating traditional residual stress testing methods into the additive manufacturing process is very challenging.
In the field of numerical simulation research, most studies focus on idealized models. To improve computational accuracy, many studies have dedicated efforts to developing finite element models to optimize prediction results. Daniel et al. [
19] proposed a model based on thermal–metallurgical–mechanical (TMM) coupling, which comprehensively considers the effects of thermal stress and phase transformation stress on the multi-layer selective laser melting (SLM) process, thereby improving the prediction accuracy of residual stress. J. Ahn et al. [
20] developed a numerical model considering non-isothermal diffusion and diffusionless solid-state phase transformation, successfully achieving precise simulation of residual stress and deformation during fiber laser welding and post-weld heat treatment of Ti-6Al-4V sheets. However, despite considerations in these models for heat source optimization, material phase transformation latent heat, and heat input changes caused by molten pool evaporation, their deposition models remain idealized and struggle to accurately reflect actual deposition morphology. Building upon this foundation, some studies have integrated fluid dynamics simulation with internal stress analysis techniques. Usually, fluid simulation is used to model the shape of the molten pool and deposition layer. Subsequently, the shape of the deposition layer formed by the natural flow of the molten pool was used as the geometric model for thermal–mechanical coupling numerical calculations, aiming to fit the real stress distribution in the component. Ma et al. [
21] investigated an efficient smoothed particle hydrodynamics method for simulating laser powder bed fusion, which comprehensively considers complex boundary heat transfer and phase transformation processes in multi-physics fields. Through modified heat source models and the precise resolution of surface continuous forces, this method vividly reproduces the powder bed fusion process. Liang et al. [
22] combined fluid dynamics models with finite element models, highly restoring the molten pool flow and powder spreading processes, and calculated the residual stress distribution of additive manufacturing components based on the solved temperature field results. Compared to traditional thermal dynamic finite element calculation methods, this approach significantly improves the accuracy of residual stress calculations. Although the deposition layer morphology simulated by this method approximates actual deposition effects, it still cannot fully 1:1 replicate the real processing procedure. Additionally, fluid dynamics simulations consume substantial computational resources, are time-consuming, and have limited model scalability, making it challenging to assess the dynamic changes in internal stresses during the manufacturing process.
To improve computational speed, researchers have focused on simplifying the calculation process, with the intrinsic strain method emerging as a widely recognized approach for rapid stress calculation [
23]. However, most existing studies do not base their calculations on actual deposition morphology and continue to rely on offline predictions of residual stress [
24,
25]. Despite the continuous improvement in the accuracy of residual stress calculations through offline modeling, it is often challenging to intervene in the manufacturing process to prevent deformation or cracking of parts [
26,
27]. With the growing demand for intelligent manufacturing, real-time monitoring of component stress states has become a key research focus in the field of additive manufacturing. Chen et al. [
24] used fiber Bragg grating sensors to monitor substrate deformation during deposition. They established a relationship between substrate strain and stress evolution in the deposition layers, thereby enabling the prediction of the trend in deposition stress changes. Zeng et al. [
28] employed three-dimensional digital image correlation (3D-DIC) to capture the deformation field of the substrate in real time. They also used changes in the substrate strain to predict the stress evolution trends in the deposition layers above. The above two methods are only applicable to cases where the substrate is relatively thin. However, as layer deposition progresses, the influence of the substrate diminishes, significantly reducing the method’s accuracy. Wang et al. [
29] employed digital image correlation for in situ monitoring of the full-field deformation of the deposition layer. However, this method requires halting the deposition process to apply artificial speckle, which is inefficient and environmentally damaging. Currently, there is still a lack of an online monitoring method that can directly reflect the stress evolution within the deposition layer.
In previous studies, we proposed a method based on the phenomenon of deposition-layer shrinkage for monitoring internal stress—the Dynamic Counter Method [
30]. However, the validation of the DCM remains insufficient, with previous studies primarily focusing on single-track 316L and Inconel 718 materials. These materials exhibit lower reflectivity during deposition, and the exposure levels in the monitoring images are also low. Additionally, the applicability of DCM under different process parameters for the same material requires further investigation. To further validate the effectiveness of the DCM, this study employs an improved image segmentation network algorithm to process deposition images of AlSi10Mg material under high reflectivity and exposure conditions, accurately extracting the morphology and shrinkage information of multiple deposition layers. Based on the segmentation results, we apply DCM and thermal–mechanical coupling simulations to analyze the evolution history of internal stresses and the distribution of residual stresses in the AlSi10Mg deposition process at different scan speeds. These simulation results are then validated through XRD residual stress testing for accuracy. Additionally, to meet the computational requirements for components of varying sizes, two DCM loading strategies were proposed, which can quickly assess the internal stress state in large-scale components.
2. Experimental Methodology
The powder used in the experiment is AlSi10Mg (AlSi10Mg Powder, Asia New Materials Co., Ltd., Beijing, China), with a particle size range of 53–150 μm. The detailed chemical composition is provided in
Table 1. The substrate material is AlSi10Mg plate, with a thickness of 10 mm. Prior to the LDED experiments, the surface was mechanically polished and cleaned with ethanol to remove impurities and oil stains.
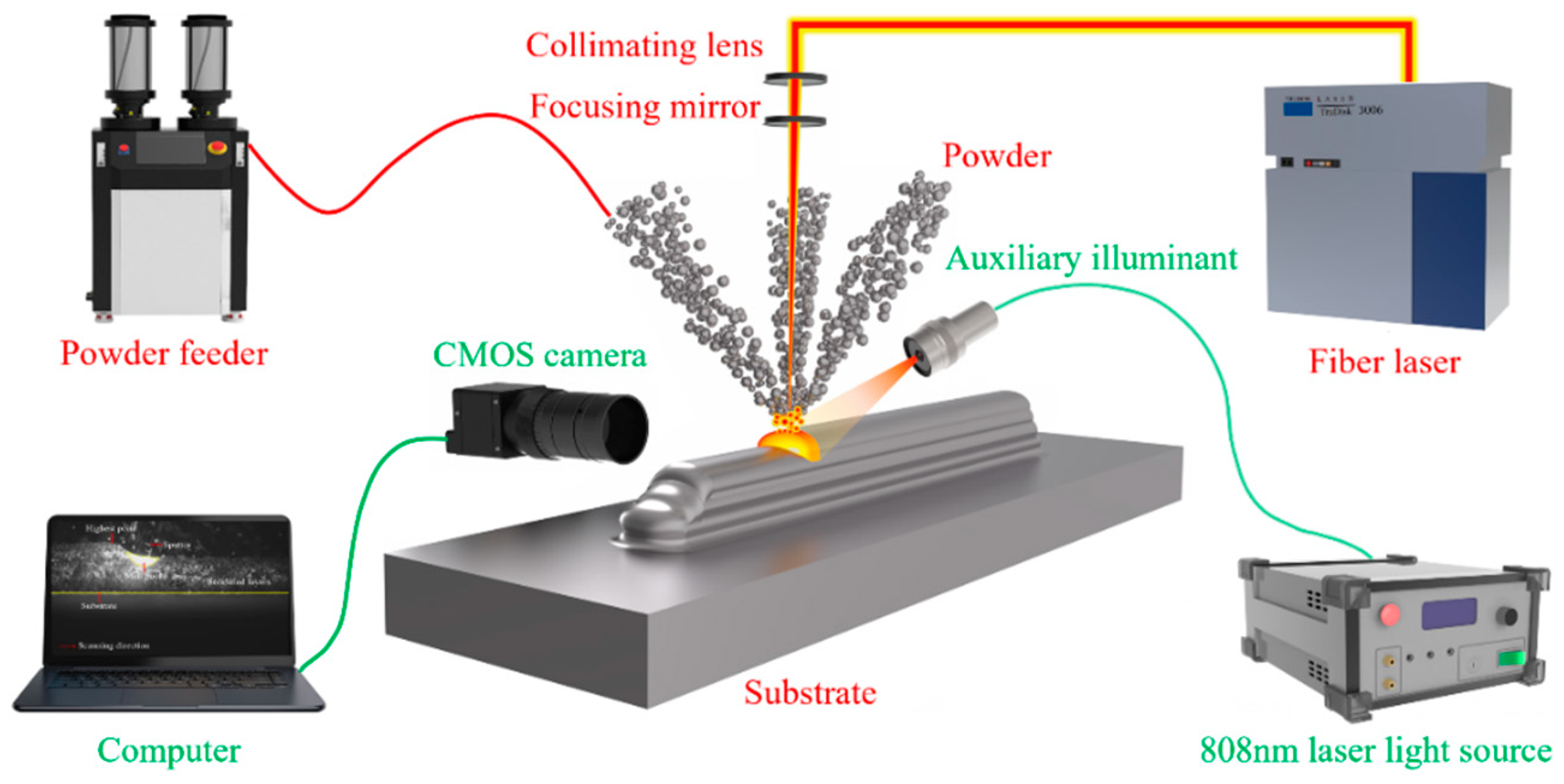
Figure 1 illustrates the experimental setup for the online monitoring of the LDED process. The experiments were performed using an LDED system that featured a fiber laser with a Gaussian beam profile (TruDiode 3006, TRUMPF, Ditzingen, Germany), a coaxial powder-fed deposition head (YC52, Precitec, Gaggenau, Germany), a powder feeder (RC-PGF-D, Raycham, Nanjing, China), argon gas cylinders, and a four-axis CNC machine (AFS-1200.80, Longyuan AFS, Beijing, China). The fiber laser emitted light at a wavelength of 1030 nm, with a maximum output power of 3000 W, operating in a rectangular waveform during the experiments. The laser beam was collimated and focused through lenses with focal lengths of 100 mm and 300 mm, yielding a final spot diameter of approximately 1 mm, as measured experimentally. Metal powder was fed into the molten pool for deposition via a ring-shaped nozzle using carrier gas.
An active vision sensor monitoring system was developed to capture the specimen’s contour during deposition and track its shrinkage variations before and after deposition. The system includes a CMOS camera (Chameleon3 USB3, Teledyne FLIR, Goleta, CA, USA), a 15W continuous 808 nm laser (FC-808, CNI, Changchun, China), and a personal computer. The camera was securely mounted to the laser deposition head using a custom fixture, allowing fine adjustments along the XYZ axes and R axis to ensure the substrate remained horizontally aligned within the camera’s field of view. The 808 nm, 15 W laser provided continuous illumination to the area behind the molten pool, helping the camera clearly capture the contours of the deposition layers. To improve visibility of the molten pool, which was often obscured by bright plasma plumes, the setup included an 808 nm narrow-bandpass filter (NBF), a neutral density filter (ND), and a transparent glass protective lens (K9) in front of the camera lens. The personal computer remained connected to the camera throughout the monitoring process to facilitate continuous data acquisition.
In the experiment, a laser power of 2500 W was used with varying scanning speeds (300 mm/min, 400 mm/min, and 500 mm/min) to prepare AlSi10Mg single-track samples with five layers, each approximately 30 mm in length. The optimized process parameters include a carrier gas flow rate of 5 L/min, a powder disc speed of 0.5 r/min, and a protective gas flow rate of 15 L/min. The scanning strategy followed a unidirectional pattern. After the deposition of each layer, both the laser and powder feeding systems were switched off, and the laser head was raised by 1 mm to the preset height. The laser head would then return to the starting point of deposition, capturing clear contour data during the return. Since the system does not have height compensation, there is a slight difference between the height increment in the deposited layer and the lifting height of the laser head during the manufacturing process, which may cause defocus. Therefore, to improve the accuracy of temperature field reconstruction and to comprehensively evaluate the effect of laser defocusing on heat input, the diameters of the laser spot and powder spot were measured under different defocus conditions. At the focal point, the laser spot diameter was 1 mm, while the powder spot diameter was approximately 2.1–2.2 mm. When the laser was defocused by 5 mm, the laser spot diameter increased to approximately 2.15 mm, whereas the powder spot diameter remained nearly constant at 2.1–2.2 mm.
In addition, to better validate the subsequent numerical simulation results, we employed the widely used industrial X-ray diffraction method (X-350 AX X-ray stress tester, Aisite, Handan, China) to measure the residual stress on the surface of the specimen after cooling. In this study, five points on the surface of the specimen were selected for residual stress measurement. The residual stress test employed the inclined fixed method, using the Kα emission line of a Cr filament as incident radiation, with a 2θ scan range from 136° to 143°.
3. Visual Segmentation and 3D Reconstruction of Deposition-Layer Morphology
Deposition images of the LDED process at different scanning speeds were captured using the active visual monitoring system. These images contain rich geometric information about the molten pool and deposition layers. By developing and applying corresponding image processing algorithms to the deposition images, the surface contours of the deposition layer before and after cooling shrinkage are extracted, and height values are recorded. The resulting surface displacement differences due to cooling shrinkage provide data support for subsequent 3D reconstruction and finite element stress field calculations.
Figure 2a–c show images of the deposition layer and post-shrinkage captured during the LDED process. During processing, the 808 nm external light source irradiates the surface near the molten pool, causing strong radiation from both the molten pool and deposition-layer surfaces. This results in blurred boundaries between the molten pool and the deposition layer. Additionally, the presence of powder and splatter above the molten pool introduces interference, complicating the extraction of the overall contour. For the images captured after processing, the laser and powder feeder are both turned off, providing a clear contour of the deposition-layer surface. However, the aluminum alloy deposition sample surface is also affected by the 808 nm light source, causing strong reflection that interferes with image segmentation.
To capture the maximum shrinkage of the deposited material, it is necessary to extract the maximum height formed before the material undergoes cooling shrinkage during processing. From the processing images, the overall trend of the molten pool appears sloped, with the maximum formed height located at the tail end of the pool. Therefore, the focused region is confined to the vicinity of the molten pool’s tail, where the contour above is clearer, minimizing interference. On the other hand, since the CMOS camera captures images at a resolution of 2048 × 1536, analyzing the entire image would waste computational resources and result in excessive time consumption. Therefore, a region of interest (ROI) containing the molten pool’s tail and the freshly solidified layer was defined in the image. The width of the ROI was set to 400 pixels to ensure contour continuity between consecutive frames. In the vertical direction, the upper boundary of the ROI is aligned with the top boundary of the image, while the lower boundary is set at the substrate surface to avoid the surface contour disappearing within the ROI due to deposition height instability. The image after the ROI operation is shown in
Figure 2c, and only the pixels within the ROI are selected for subsequent image processing.
To accurately extract the surface contour of the deposition layer, an image segmentation algorithm is first used to segment the deposition layer. Then, an edge detection algorithm is applied to identify its external contour. Currently, traditional image segmentation algorithms typically use threshold-based principles to extract features related to the molten pool and external contours. However, these methods are often predefined and non-learnable, making them unsuitable for complex images with high light noise encountered in actual processing. Additionally, traditional image segmentation algorithms have long computation times, making them difficult to match the manufacturing speed and unsuitable for real-time tracking of the deposition layer in online monitoring. Compared to traditional algorithms, deep learning can learn and acquire prior knowledge from images, and its object recognition and localization capabilities make it more suitable for the additive manufacturing field [
31].
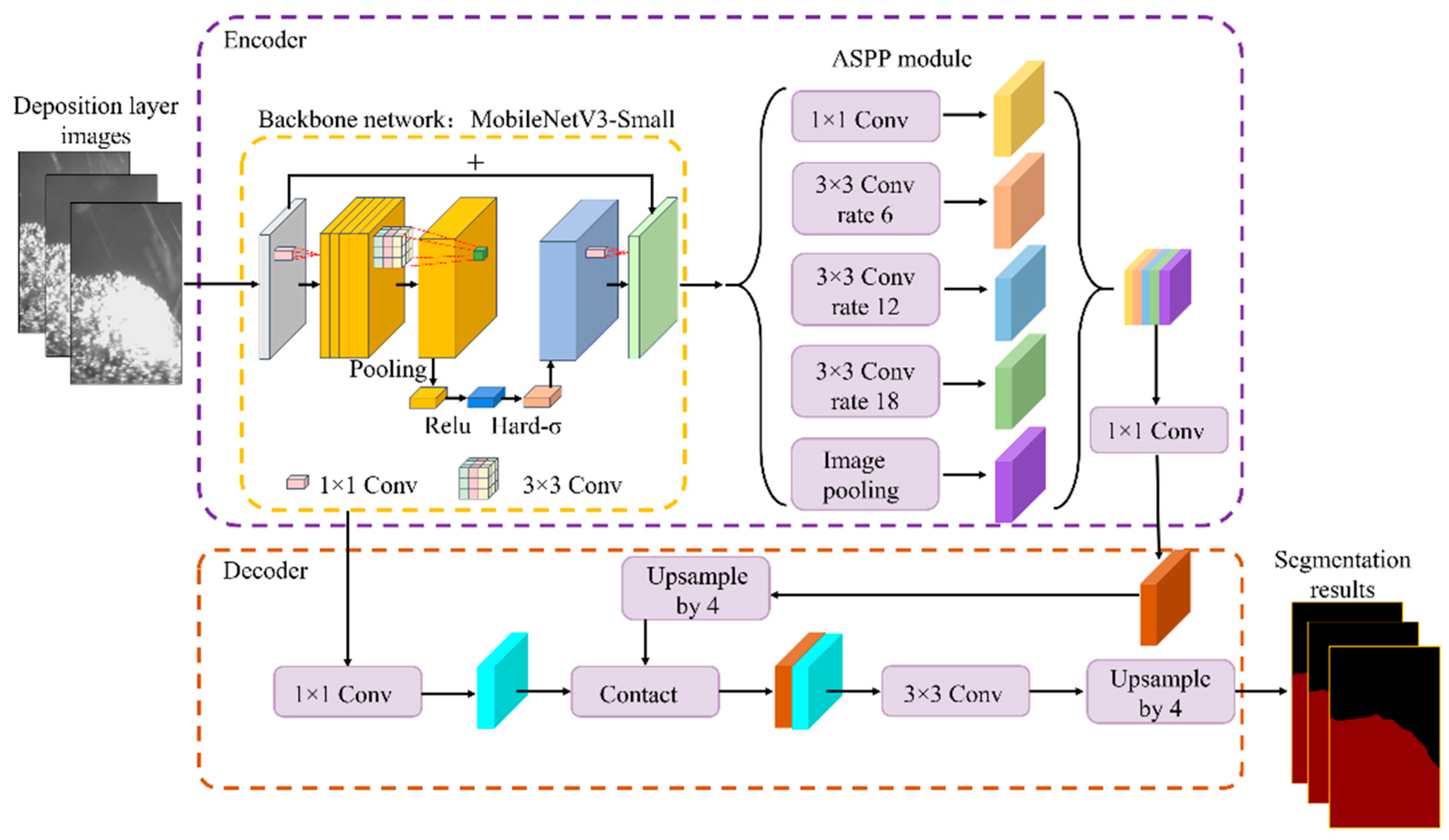
Deeplabv3+ is one of the leading image semantic segmentation networks at present [
32], known for its smooth segmentation edges and high segmentation accuracy, which is among the top in many public datasets. However, the original Deeplabv3+ network model uses Xception as the backbone for feature extraction, which leads to issues such as a large number of computational parameters and redundancy in the backbone network.
To address this, we choose the lightweight MobilenetV3 network as the backbone for Deeplabv3+, reducing the model parameters and increasing detection speed. Additionally, MobilenetV3 introduces the Squeeze-and-Excitation (SE) module and Hard-Swish activation function, ensuring high detection accuracy. The network structure is shown in
Figure 3.
The dataset required for the Deeplabv3+ model was constructed by cropping the original images, resulting in a total of 2000 images. To improve the model’s generalization ability, operations such as random rotation, random brightness adjustment, and random image noise addition were applied to the training images. After data augmentation, the original dataset was expanded to 3500 images. The final dataset was divided into a training set of 2450 images, a validation set of 700 images, and a test set of 350 images.
Table 2 presents the training parameters used for the Deeplabv3+ model. After 100 iterations, the model’s loss function gradually stabilized and approached 0, indicating that the model had converged. During training, the model weights were saved every five iterations to facilitate the selection of the optimal model weights later. On the test set, the model exhibited high segmentation accuracy, with MIoU at 98.84%, precision at 99.41%, recall at 99.42%, and average inference time of 20 ms, demonstrating the reliability of the trained model. To visually demonstrate the model’s segmentation performance on deposition-layer images, as shown in
Figure 4, three types of representative images were selected: one without interference during processing, one with splatter (shown by the red circle) during processing, and one after processing. The model’s segmentation results are shown in
Figure 4. It can be seen that the model effectively removes interference such as splatter, while also achieving very precise segmentation of the surface contour.
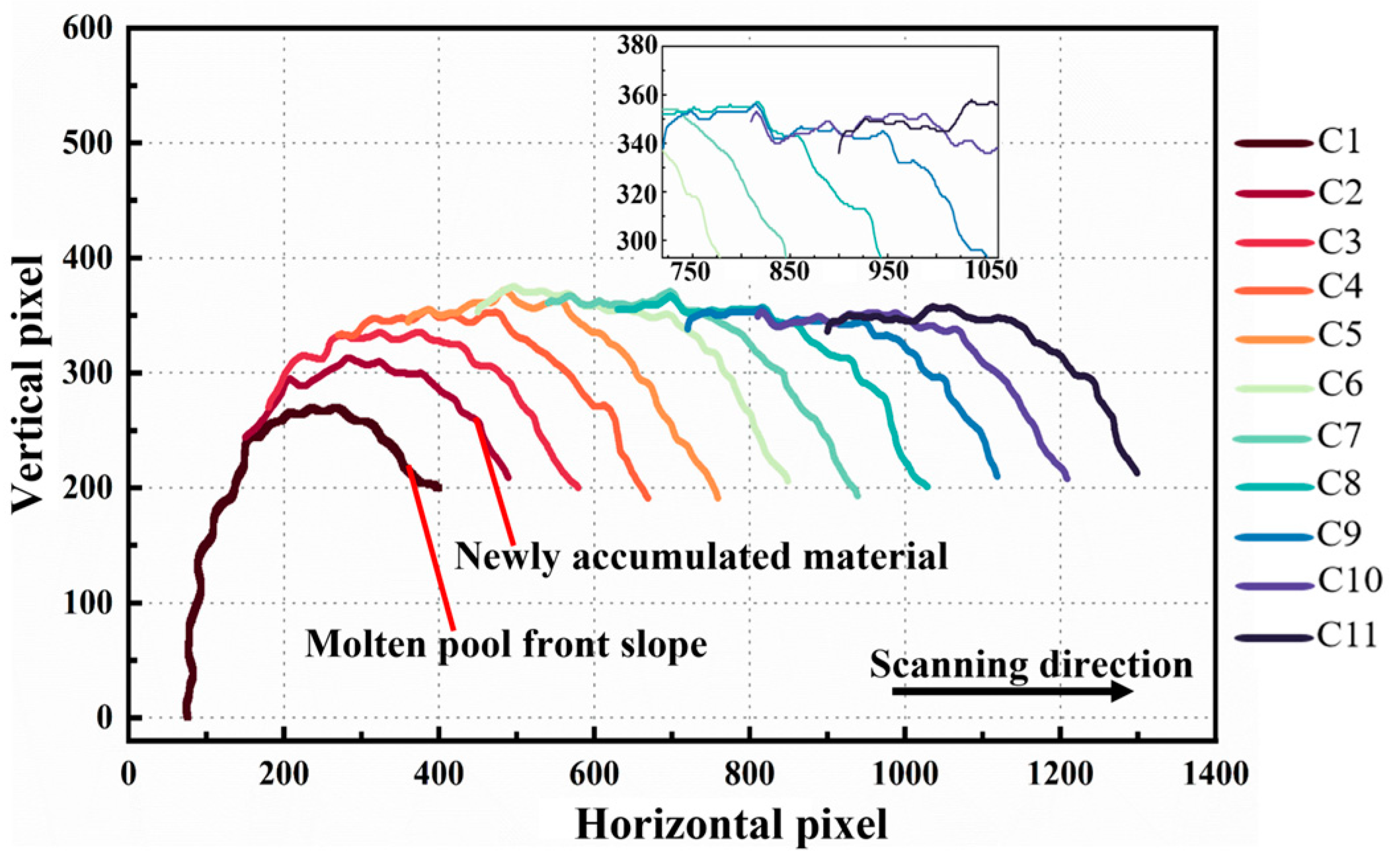
Building on the Deeplabv3+ segmentation of the deposition layer, the Canny edge detection operator was applied to extract the upper surface contour of the deposition layer and obtain the corresponding pixel coordinates. Since the relative position of the camera and laser head remains fixed, and the bottom edge of the ROI corresponds to the substrate position, each vertical pixel corresponds to the actual physical height of the deposition layer in the build direction. The upper-surface contour of the deposition layer was extracted at fixed intervals, and between consecutive frames, the horizontal pixels were advanced and superimposed in an equidistant manner, gradually generating the full surface contour of the deposition layer (as shown in
Figure 5). Each horizontal pixel corresponds to multiple vertical pixel values, with the maximum pixel value at the deposition location selected as the vertical coordinate for that point, indicating that the position is at the moment when the material has just finished melting and is about to begin cooling and shrinking. Similarly, all deposition-layer images for the current layer were processed to obtain their contour information. Then, by combining the unit pixel size manually calibrated in the experiment, the contour information in the image coordinate system was further converted into actual height data. Similarly, during the reverse scanning process, when the deposition layer has completed its shrinkage and the contours overlap, the same method can be applied. Finally, the contours during the processing of each layer were matched with the post-processing contours along the horizontal coordinate, and interpolation was performed along the vertical coordinate to obtain the surface displacement difference for each layer.
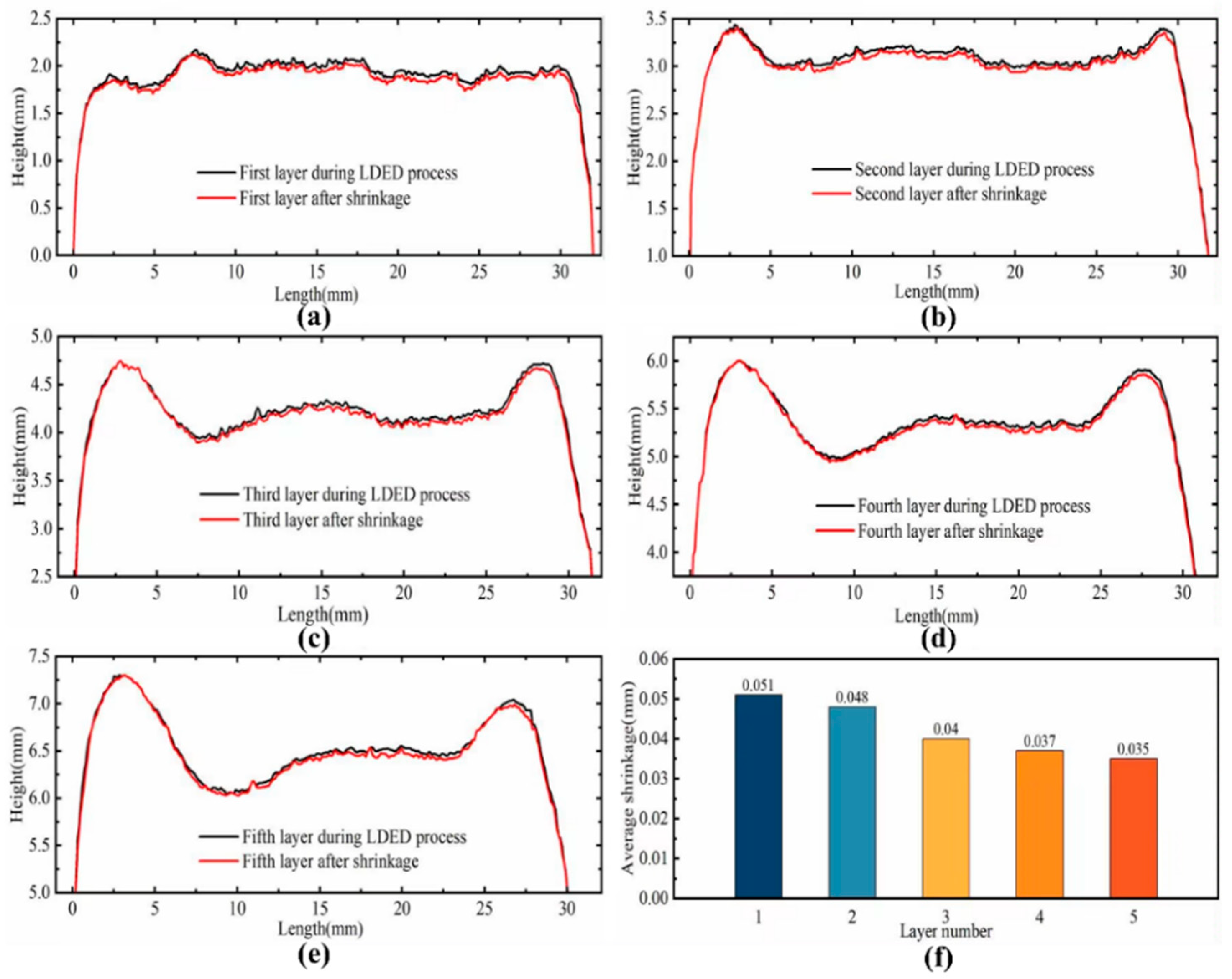
Figure 6a–e illustrate the height variation in each deposited layer before and after cooling contraction. It can be observed that with the increase in the number of deposited layers, there is a significant over-accumulation phenomenon at both ends of the thin-walled structure. The primary cause of this phenomenon is that the start and end positions of each layer’s deposition process coincide with the machine’s startup and shutdown phases. The acceleration changes during these start–stop processes lead to excessive powder accumulation at both ends, resulting in an uneven distribution of the deposited layer, which, overall, exhibits a distribution with higher elevations at the ends and a lower elevation in the middle. On the other hand, due to the lack of height compensation, as the deposition height increases, the focal point of the powder and heat source gradually moves away from the previous deposition layer, resulting in a defocusing phenomenon. The utilization rate of the powder decreases accordingly, leading to the inability of the deposition layer to reach the preset height, and the degree of defocusing further intensifies with the increase in layers. From
Figure 6f, it can be seen that the shrinkage of each layer after deposition shows a gradually decreasing trend. This phenomenon is mainly attributed to the defocusing effect, which leads to a decrease in the deposition height and deposition volume of each layer. Under the same thermal expansion conditions, the corresponding shrinkage gradually decreases due to the decrease in deposition volume.
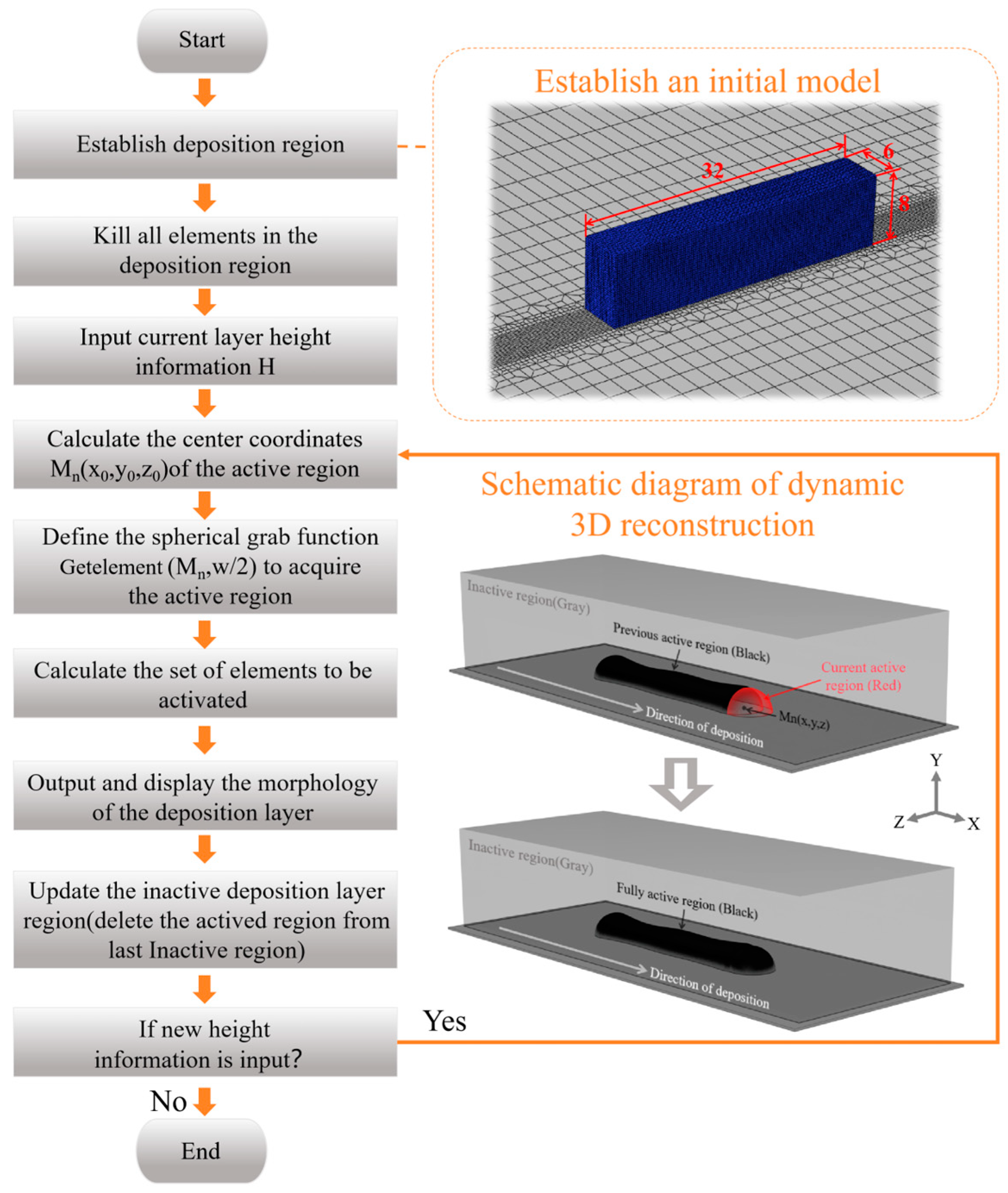
Based on the molten pool morphology data obtained above, real-time 3D reconstruction of the deposition-layer morphology is performed. This method combines the deposition-layer height data with molten pool position information, using Boolean modeling principles to reconstruct the geometric shape of the deposition layer [
33]. To restore the natural molten pool shape formed at the front of the deposition layer due to surface tension, the deposition-layer cross-section is assumed to be arc-shaped. The X-axis represents the scanning direction, the Y-axis represents the deposition height direction, and the Z-axis represents the cross-sectional direction of the deposition layer. As shown in
Figure 7, the computational domain consists of two parts: the substrate and the deposition region. The deposition region, which is used to reconstruct the morphology of the deposition layer, must be large enough to support the completion of the 3D reconstruction. Therefore, a rectangular area with dimensions of 32 mm × 6 mm × 8 mm is constructed above the substrate as the deposition zone. As shown in the
Figure 7, the system receives the center coordinates Mn (x0, y0, z0) of the current position of the molten pool and the corresponding height information H. Based on the relatively stable deposition width w in the experiment, define a spherical grasping function (Mn (x, y, z), w/2), where Mn (x, y, z) represents the center of the spherical grasping function and w represents the grasping radius, and y = H − w/2. The function identifies elements in the computational domain as newly generated molten pool regions, centering them at Mn (x, y, z) with a capture radius of w/2, and then activates them. This step not only ensures a relatively stable channel width for the deposition layer but also controls the shape and height information of the molten pool to conform to the actual shape. An important additional step is that each time height information is read and the molten pool is activated, the system removes the activated elements from the nonactivated region and updates the remaining area to serve as the new nonactivated region for the next molten pool activation. Finally, the system checks for new height information to determine whether the deposition process has ended. If new height data are available, the nonactivated mesh elements are treated as the new deposition region, and the spherical grab function continues until no new deposition layers are generated.
4. Model Description
This section describes two numerical simulations based on the 3D reconstruction of the molten pool morphology: a rapid internal stress calculation using the DCM and a traditional thermal–mechanical coupling internal stress calculation based on the actual morphology (the physical model remains consistent with the previous discussion, so it will not be repeated here). Both simulations rely on a 3D reconstruction model of the deposition layer based on in situ measurements. The thermal–mechanical coupling model is calibrated using X-ray residual stress test results and is used to verify the accuracy of the DCM. The numerical computation process is shown in
Figure 8. First, a 3D geometric model of the deposition process is constructed based on online monitoring data. Next, the system reads the shrinkage data caused by material cooling. By reading the position coordinates of the deposition-layer shrinkage information, the system locates the current molten pool region and activates the corresponding set of elements. It then assigns the high-temperature material properties (material properties at T
in) to the currently activated material. Furthermore, the inherent strain (detailed in
Section 4.1) is calculated based on the online-collected volume changes in the deposition layer, and the equivalent strain method is applied to the activated molten pool elements. Subsequently, the material properties after shrinkage are assigned to the currently activated material (material properties at T
st), achieving the application of shrinkage strain. Finally, perform stress balance calculations and output the current deposition stress and deformation. Repeat this process until the system is unable to read the next set of contracted data. After completion, the system outputs the complete residual stress field of DCM.
The steps for thermal–mechanical coupling simulation based on the actual deposition morphology are shown in the right half of
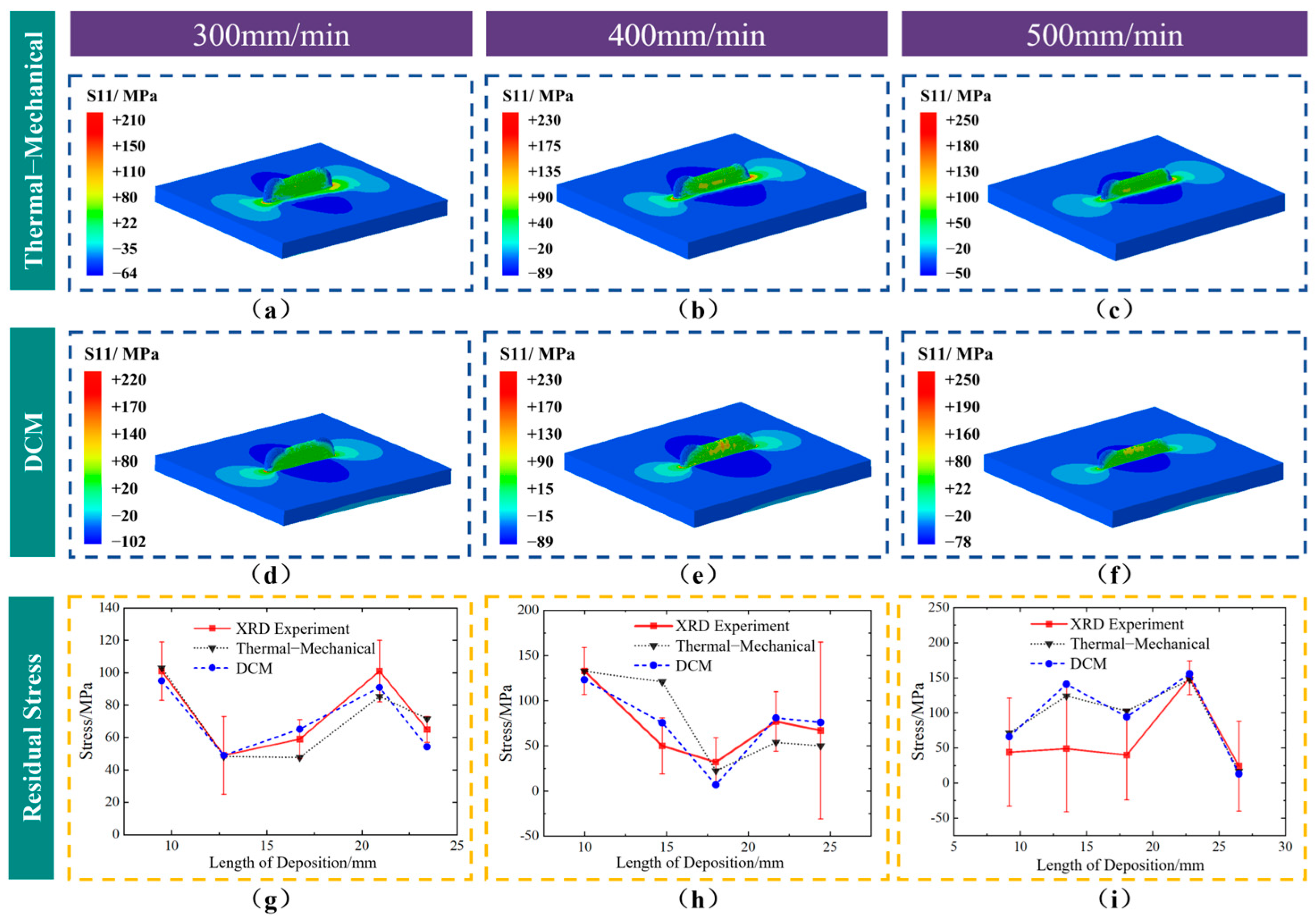
Figure 8. First, temperature-dependent material properties are assigned to the mesh model, and the molten pool is activated sequentially based on the 3D reconstruction process. Then, a heat source is applied to each activated molten pool region, and the temperature field distribution at each time step is calculated. This process is repeated until the deposition is complete, resulting in the temperature field distribution for the entire deposition process. Next, the stress field is calculated by reading the historical temperature field distribution for each step of the cycle. The stress field evolution during each step of the molten pool progression is computed under boundary constraints. This process is repeated until deposition is complete and the material cools to room temperature, resulting in the final residual stress field distribution. In addition, this study uses XRD to measure the surface residual stress of the component after the deposition layer has cooled. The measured stress is then used to calibrate the stress field results from the thermal–mechanical coupling numerical simulation. Finally, the internal stress calculation results of DCM are validated through a combination of XRD experiments and thermal–mechanical coupling simulations.
4.1. Assumptions and Theory of the Dynamic Contour Method
Previous studies have demonstrated a direct relationship between the actual shrinkage of the deposition layer and stress resolution. This study adopts the same assumptions: (1) the molten pool is stress free in its liquid state; (2) during the cooling process from the fully molten state to the solid state, the stress generated inside the deposition layer can be equated to the stress caused by the compression of the liquid pool surface to the surface profile at the completion of cooling within the deposition layer. This stress accumulation process can be expressed as [
30]:
Here, A represents the stress state after the molten pool undergoes cooling and shrinkage, which is the stress to be solved. B represents the stress variation stored during the process where the molten pool surface is forcibly compressed to a steady state.
In LDED, the total strain generated within the deposition layer includes elastic strain, plastic strain, thermal strain, and phase transformation strain. Therefore, the total strain can be expressed as [
34]:
Here,
represents the displacement;
is the matrix formed by the differential operator connecting displacement and total strain. Among all these different kinds of strain, stress is assumed only in relation to the elastic strain [
35]. Therefore, the above equation can be rewritten as:
Furthermore, by combining the variational form of the governing equations, this study derives the fundamental equations of the problem using the principle of minimum potential energy as follows:
In this equation,
represents the body force and
represents the surface force. Since no external forces are applied during the LDED process, the elastic strain energy is retained in the middle of the equation and can be expressed as:
Combining Equations (2), (3) and (5), the equation can be written as [
33,
35]:
By applying appropriate boundary conditions, the displacement of the material can be determined through the solution of the governing equation, which, in turn, allows for the calculation of the internal residual stress within the component. Typically, when non-elastic strains can be derived from these displacements, the finite element method (FEM) is used to solve the governing equation. However, under current conditions, it is challenging to establish a physical model that adequately accounts for non-elastic strains, making the solution of such nonlinear problems complex and often resulting in a solution that does not meet the expected accuracy. In this study, an alternative approach is proposed, assuming that the material shrinkage during the LDED process is primarily driven by thermal contraction and phase transformation. In this approach, the residual stress generated is balanced by both elastic and plastic strains, leading to the inherent strain, as described by the following equation [
33]:
Here, . Furthermore, by establishing an appropriate constitutive model, the inherent strain field is directly applied to the finite element model, effectively addressing this issue. In the current study, the application of this inherent strain field is simplified by using the shrinkage displacement distribution observed under free boundary conditions, which is then applied to the elastic model.
To apply the strain load uniformly and efficiently, this study utilizes the equivalent strain method. By defining the thermal expansion coefficient, a specific temperature is applied to the material’s shrinkage region. This induces the material’s shrinkage strain, which can be mathematically expressed as [
36]:
Here, is the thermal expansion coefficient, is the inherent strain, and is the temperature change per unit.
To calculate stress, this study introduces the DCM process, as shown in the numerical simulation flow chart of the LDED process in
Figure 8. The method utilizes the deposition-layer model, which is obtained through online monitoring. During the dynamic generation of this model, the system continuously tracks the height variation at the rear end of the molten pool, converting these data into shrinkage information. By identifying the coordinates of the shrinkage data, the corresponding set of elements in the shrinkage region is activated. Once activated, the inherent strain is calculated based on the volume change, and the equivalent strain method is applied to the molten pool elements. Specifically, the thermal expansion difference between key states—before and after shrinkage—is used to quantify the magnitude of shrinkage, after which stress equilibrium calculations are performed. The current stress state and deformation are then output, and this process is iterated until the deposition is completed.
4.2. Theory of Thermal–Mechanical Coupling Method
To validate the accuracy of the DCM calculation results, this study also conducted a thermal–mechanical coupling simulation based on experimentally measured morphology. The control equation used for thermal analysis is given by the following equation [
37]:
Here,
is the thermal conductivity,
is the heat supplied rate,
is temperature material density,
is the specific heat, and
is the interaction time. To better fit the molten pool shape, this study uses a simplified double-ellipsoid heat source model for laser input. The heat source model equation is expressed as [
38]:
Here,
and
are the thermal energy density,
is the heat input power,
is the powder absorption rate, and
represents the energy distribution coefficients of the two ellipsoids in the double-ellipsoid heat source model, with the relationship
.
,
,
and
are the shape parameters of the double-ellipsoid heat source. During the actual deposition process, the material surface exhibits random upward and downward fluctuations. To better simulate this and ensure that the heat source continuously fits the surface of the deposition layer, this study adopts a point-to-point path definition method to determine the scanning path. The heat source parameters are used to adjust the molten pool size, and the motion equation of the path is parameterized over time as:
Here, is the position vector at time , and in the path, is the position function of . This process occurs after the deposition-layer region is activated, capturing the dynamic surface changes in the deposition layer, denoted as the path , which is represented by the position vector .
4.3. Material Properties
The thermal physical and mechanical property parameters of the materials used in the simulation are shown in
Figure 9. Based on the elemental composition of the aluminum alloy, the thermal physical parameters of the alloy were calculated using JMatPro7.0 software. As shown in
Figure 9a, the necessary thermal physical parameters for the temperature field simulation are provided, including density, specific heat, and thermal conductivity. The aluminum alloy properties used in the experiment, shown in
Figure 9, list the thermal–mechanical parameters required for stress field calculations, including the coefficient of thermal expansion, Young’s modulus, yield strength, and Poisson’s ratio.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}