

Non-Contact Laser Ultrasound Detection of Internal Gas Defects in Lithium-Ion Batteries

Abstract
1. Introduction
2. Theory
2.1. Laser-Induced Ultrasound Excitation Theory
2.2. Principle of Ultrasonic Testing
3. Experimental Methodology
4. Results and Discussion
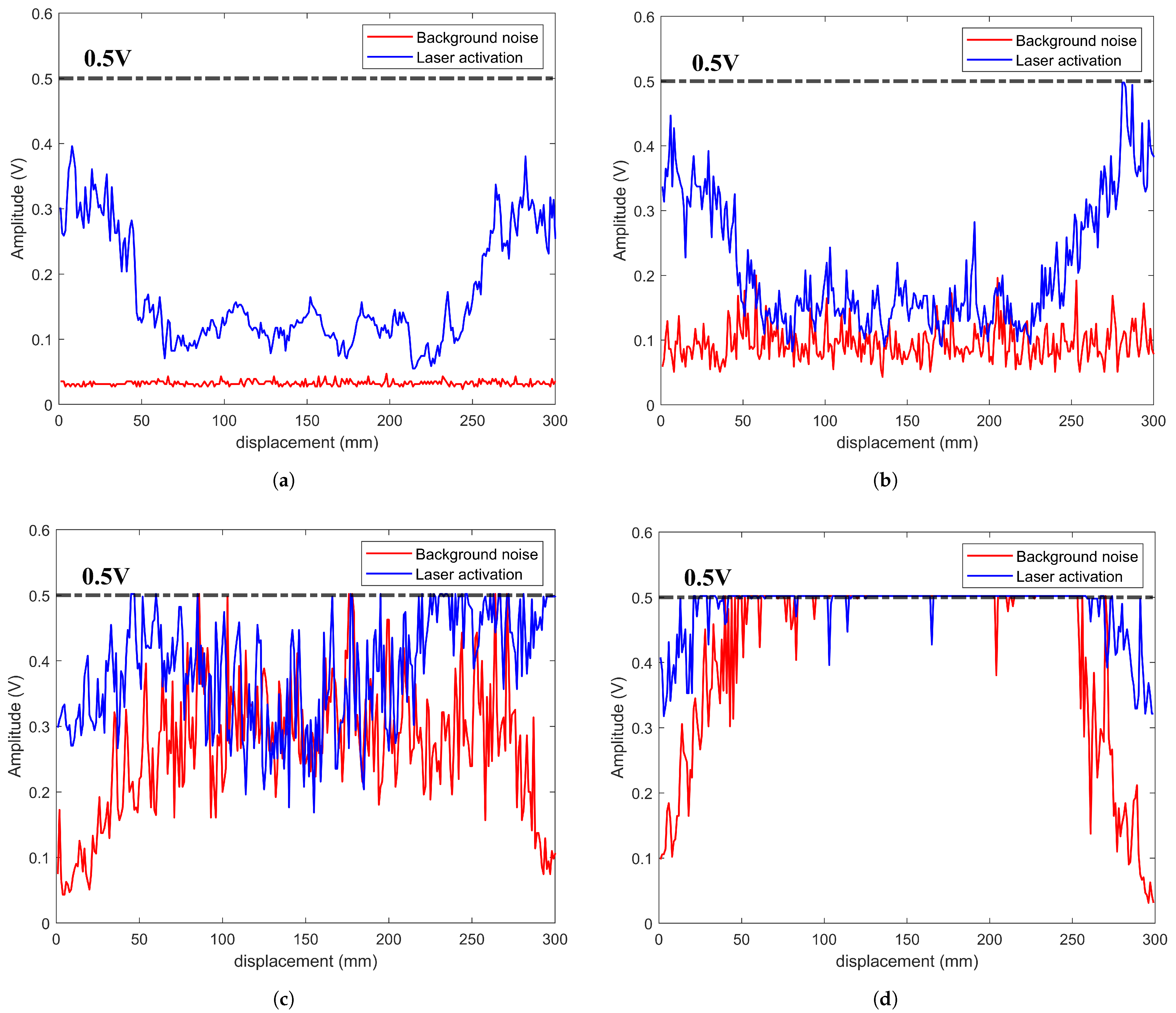
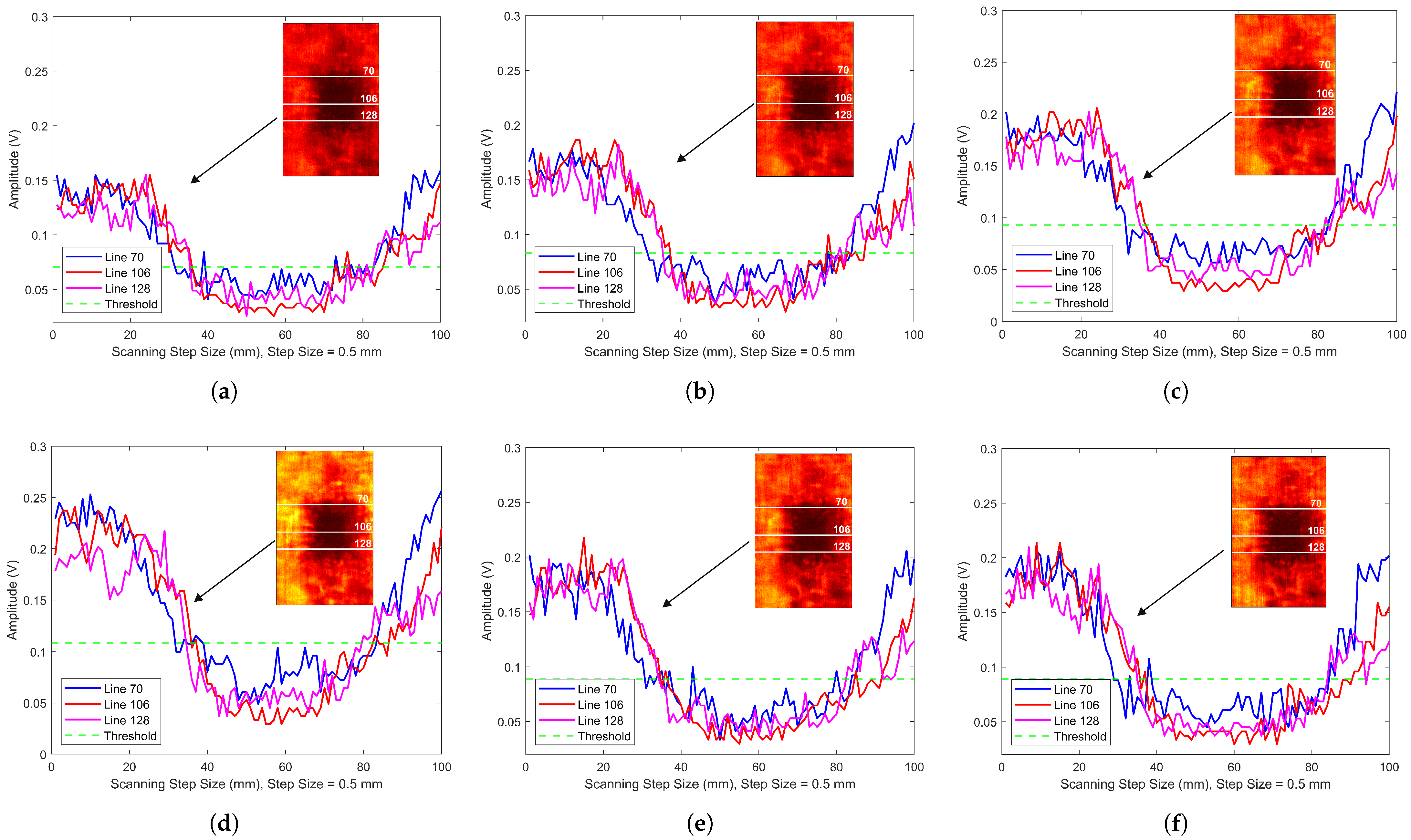
4.1. Study on System Parameters
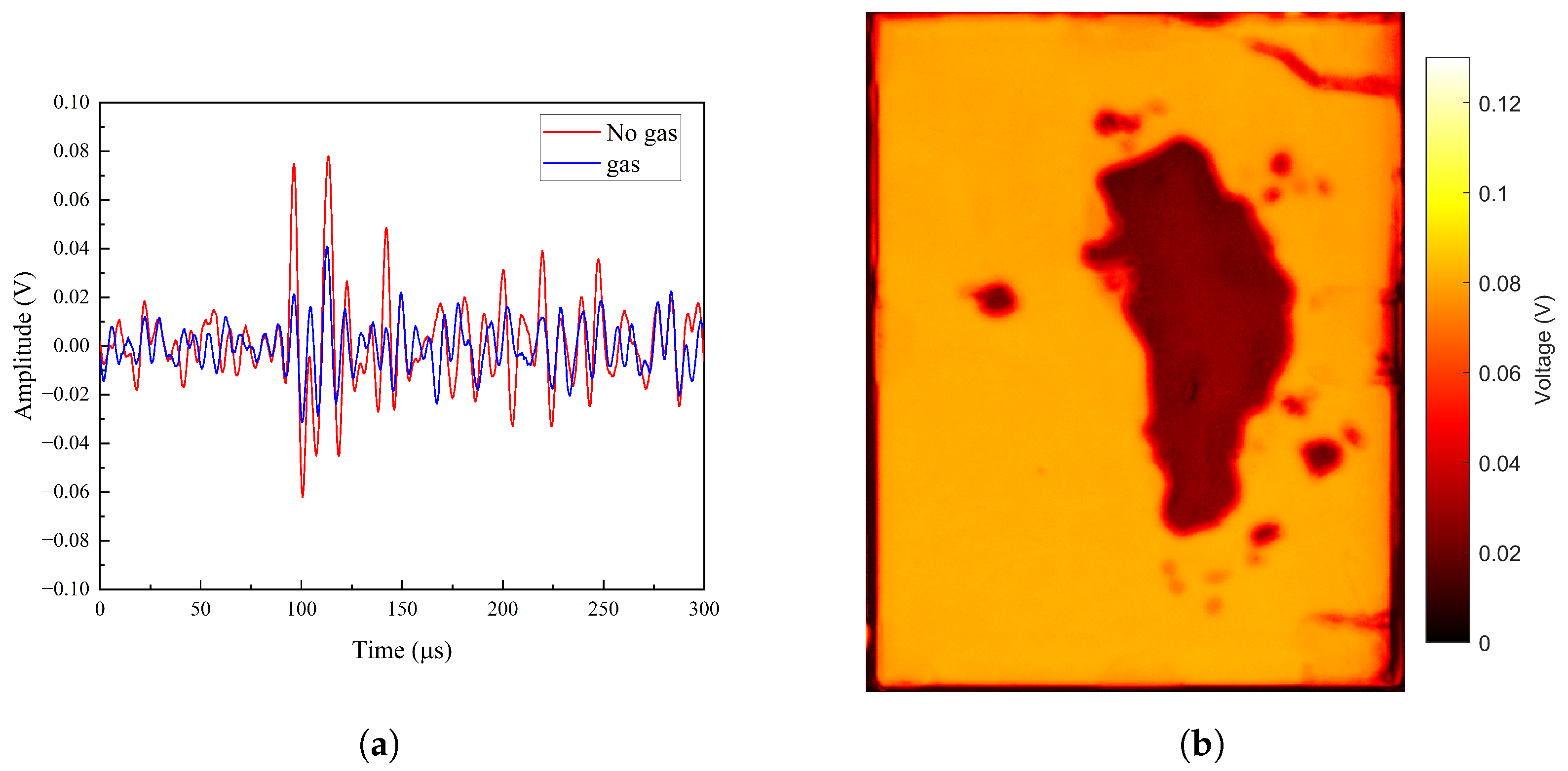
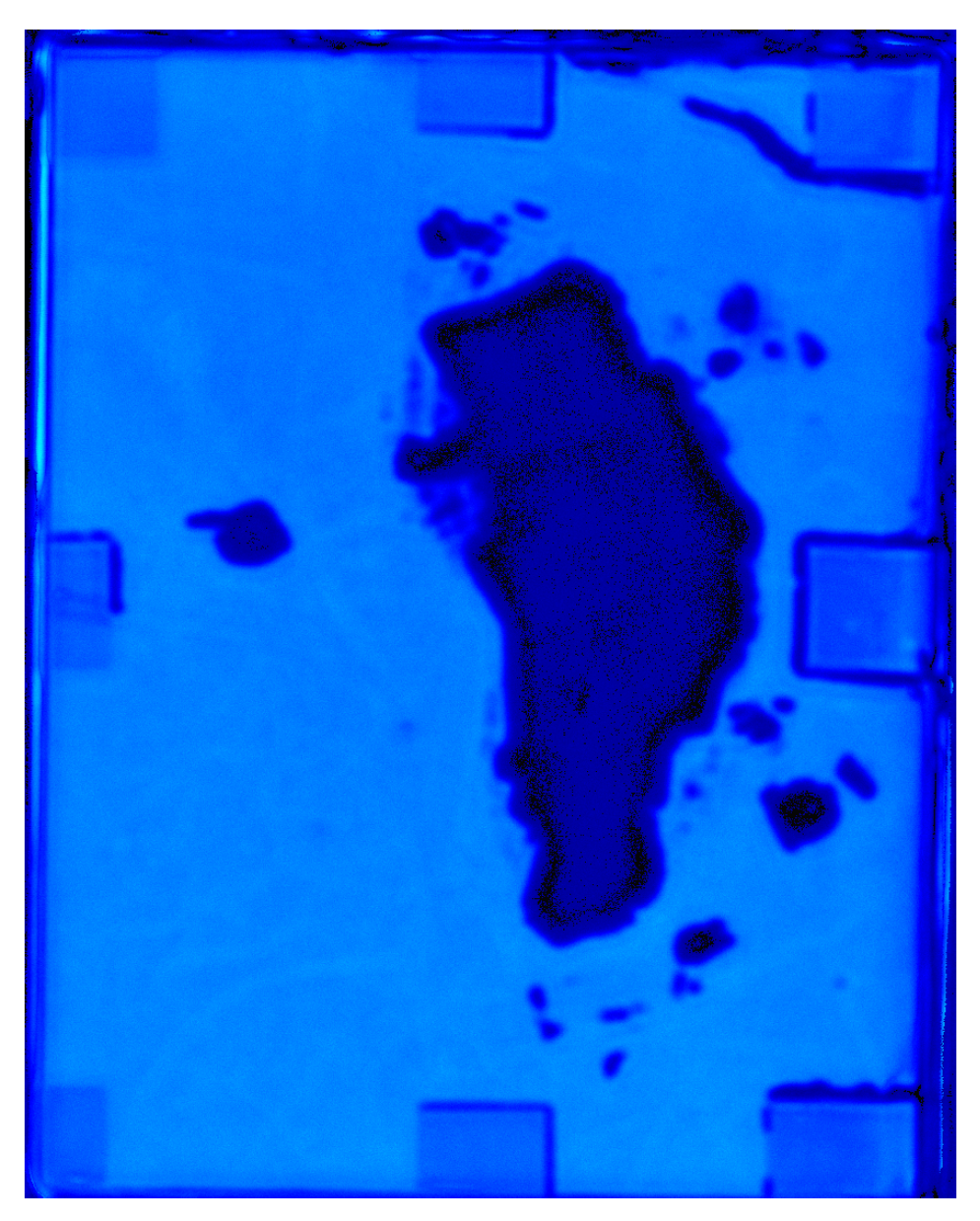
4.2. Laser Ultrasonic C-Scan Imaging
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wan, X.; Xu, X.; Li, F.; Song, x.; Peng, C.; Liu, J. Application of Nondestructive Testing Technology in Device-Scale for Lithium-Ion Batteries. Small Struct. 2024, 5, 2300196. [Google Scholar]
- Wang, Y.; Lai, X.; Chen, Q.; Han, X.; Lu, L.; Ouyang, M.; Zheng, Y. Progress and challenges in ultrasonic technology for state estimation and defect detection of lithium-ion batteries. Energy Storage Mater. 2024, 69, 103430. [Google Scholar]
- Han, J.; Wang, F. Design and testing of a small orchard tractor driven by a power battery. Eng. Agrícola 2023, 43, e20220195. [Google Scholar]
- Zhu, P.; Gastol, D.; Marshall, J.; Sommerville, R.; Goodship, V.; Kendrick, E. A review of current collectors for lithium-ion batteries. J. Power Sources 2021, 485, 229321. [Google Scholar]
- Duan, J.; Tang, X.; Dai, H.; Yang, Y.; Wu, W.; Wei, X.; Huang, Y. Building safe lithium-ion batteries for electric vehicles: A review. Electrochem. Energy Rev. 2020, 3, 1–42. [Google Scholar]
- Lebrouhi, B.E.; Khattari, Y.; Lamrani, B.; Maaroufi, M.; Zeraouli, Y.; Kousksou, T. Key challenges for a large-scale development of battery electric vehicles: A comprehensive review. J. Energy Storage 2021, 44, 103273. [Google Scholar]
- Zhu, Z.; Jiang, T.; Ali, M.; Meng, Y.; Jin, Y.; Cui, Y.; Chen, W. Rechargeable batteries for grid scale energy storage. Chem. Rev. 2022, 122, 16610–16751. [Google Scholar] [CrossRef]
- Metzger, M.; Gasteiger, H.A. Diagnosing battery degradation via gas analysis. Energy Environ. Mater. 2022, 5, 688–692. [Google Scholar]
- Deng, Z.; Huang, Z.; Liu, L.; Huang, Y.; Shen, Y. Applications of ultrasound technique in characterization of lithium-ion batteries. Energy Storage Sci. Technol. 2019, 8, 1033. [Google Scholar]
- Peschel, C.; Horsthemke, F.; Winter, M.; Nowak, S. Implementation of orbitrap mass spectrometry for improved GC-MS target analysis in lithium ion battery electrolytes. MethodsX 2022, 9, 101621. [Google Scholar]
- Misiewicz, C.; Lundström, R.; Ahmed, I.; Lacey, M.J.; Brant, W.R.; Berg, E.J. Online electrochemical mass spectrometry on large-format Li-ion cells. J. Power Sources 2023, 554, 232318. [Google Scholar]
- Kim, J.; Gerelt-Od, B.; Shin, E.; Kang, H.; Kim, N.; Jo, C.; Son, H.; Yoon, S. State of health monitoring by gas generation patterns in commercial 18,650 lithium-ion batteries. J. Electroanal. Chem. 2022, 907, 115892. [Google Scholar]
- Zhu, A.; Ali, S.; Jiao, T.; Wang, Z.; Ouyang, Q.; Chen, Q. Advances in surface-enhanced Raman spectroscopy technology for detection of foodborne pathogens. Compr. Rev. Food Sci. Food Saf. 2023, 22, 1466–1494. [Google Scholar]
- Guo, Z.; Chen, S.; Yosri, N.; Chen, Q.; Elseedi, H.R.; Zou, X.; Yang, H. Detection of Heavy Metals in Food and Agricultural Products by Surface-enhanced Raman Spectroscopy. Food Rev. Int. 2023, 39, 1440–1461. [Google Scholar]
- Mao, H.; Liu, Y.; Han, L.; Sheng, B.; Ma, G.; Li, Y. X-ray computerized tomography for characterization of pick-up destruction and pick-up parameter optimization of tomato root lumps. Span. J. Agric. Res. 2019, 17, e0202. [Google Scholar]
- Huang, Y.; Liang, Z. Assessment of apple bruise resistance under transient collisions through X-ray computed tomography and image processing. Biosyst. Eng. 2024, 244, 16–25. [Google Scholar]
- Ziesche, R.F.; Robinson, J.B.; Markötter, H.; Bradbury, R.; Tengattini, A.; Lenoir, N.; Helfen, L.; Kockelmann, W.; Kardjilov, N.; Manke, I. Editors’ Choice—4D Neutron and X-ray Tomography Studies of High Energy Density Primary Batteries: Part II. Multi-Modal Microscopy of LiSOCl2 Cells. J. Electrochem. Soc. 2020, 167, 140509. [Google Scholar]
- Ziesche, R.F.; Kardjilov, N.; Kockelmann, W.; Brett, D.J.L.; Shearing, P.R. Neutron imaging of lithium batteries. Joule 2022, 6, 35–52. [Google Scholar]
- Gao, J.; Wang, S.; Hao, F. A Review of Non-Destructive Testing for Lithium Batteries. Energies 2024, 17, 4030. [Google Scholar] [CrossRef]
- Meng, K.; Chen, X.; Zhang, W.; Chang, W.; Xu, J. A robust ultrasonic characterization methodology for lithium-ion batteries on frequency-domain damping analysis. J. Power Sources 2022, 547, 232003. [Google Scholar]
- Deng, Z.; Lin, X.; Huang, Z.; Meng, J.; Zhong, Y.; Ma, G.; Zhou, Y.; Shen, Y.; Ding, H.; Huang, Y. Recent progress on advanced imaging techniques for lithium-ion batteries. Adv. Energy Mater. 2022, 11, 2000806. [Google Scholar]
- Huang, Z.; Deng, Z.; Xu, M.; Li, S.; Liu, X.; Zhou, Y.; Huang, K.; Shen, Y. Progress and challenges of prelithiation technology for lithium-ion battery. Carbon Energy 2022, 4, 1107–1132. [Google Scholar]
- Li, H.; Zhou, Z. Numerical simulation and experimental study of fluid-solid coupling-based air-coupled ultrasonic detection of stomata defect of lithium-ion battery. Sensors 2019, 19, 2391. [Google Scholar] [CrossRef]
- Zarei, A.; Pilla, S. Laser ultrasonics for nondestructive testing of composite materials and structures: A review. Ultrasonics 2024, 136, 107163. [Google Scholar]
- Jiang, C.; Li, Z.; Zhang, Z.; Wang, S. A New Design to Rayleigh Wave EMAT Based on Spatial Pulse Compression. Sensors 2023, 23, 3943. [Google Scholar] [CrossRef]
- Bruder, D.D.; McGovern, M.E.; James, R.; Rinker, T.J.; Gattani, V. Assessment of laser-generated ultrasonic total focusing method for battery cell foil weld inspection. Res. Nondestruct. Eval. 2023, 34, 83–100. [Google Scholar]
- Choi, S.; Liu, P.; Yi, K.; Sampath, S.; Sohn, H. Noncontact laser ultrasonic inspection of weld defect in lithium-ion battery cap. J. Energy Storage 2023, 73, 108838. [Google Scholar]
- Sampath, S.; Yin, X.; Tham, Z.W.; Chen, Y.; Zhang, L. Real-time and non-contact estimation of state of charge for lithium-ion battery using laser ultrasonics. J. Power Sources 2024, 605, 234544. [Google Scholar]
- Qu, M.; Song, Y.; Wen, J.; He, W.; Zhu, H.; Liu, K. Effect of nanosecond laser pulse width and energy on damage characteristics in carbon fibre reinforced plastic (CFRP) laminates. Polym. Compos. 2024, 45, 9741–9752. [Google Scholar]
- Tu, X.L.; Zhang, J.; Gambaruto, A.M.; Gambaruto, P.D. Finite element modelling strategy for determining directivity of thermoelastically generated laser ultrasound. Ultrasonics 2024, 138, 107252. [Google Scholar]
- Jaguemont, J.; Omar, N.; Martel, F.; Van den Bossche, P.; Van Mierlo, J. Streamline three-dimensional thermal model of a lithium titanate pouch cell battery in extreme temperature conditions with module simulation. J. Power Sources 2017, 367, 24–33. [Google Scholar]
- Clerici, D.; Mocera, F.; Somà, A. Experimental characterization of lithium-ion cell strain using laser sensors. Energies 2021, 14, 6281. [Google Scholar] [CrossRef]
- Fischer, B. Optical microphone hears ultrasound. Nat. Photonics 2016, 10, 356–358. [Google Scholar]
- Rus, J.; Fischer, B.; Grosse, C.U. Photoacoustic inspection of CFRP using an optical microphone. In Proceedings of the Optical Measurement Systems for Industrial Inspection XI, SPIE, Munich, Germany, 21 June 2019; Volume 11056. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | (mm) | (V) | (mm) | (mm) | (mm) | (mm) | |
|---|---|---|---|---|---|---|---|
| 80 ns, 80%, focus position | 25 | 0.071 | 25.5 | 25 | 23.5 | 24.67 | 1.32% |
| 80 ns, 90%, focus position | 25 | 0.083 | 26 | 25 | 23.5 | 24.83 | 0.68% |
| 80 ns, 100%, focus position | 25 | 0.093 | 25.5 | 24 | 24.5 | 24.67 | 1.32% |
| 100 ns, 100%, focus position | 25 | 0.108 | 26 | 25.5 | 22.5 | 24.67 | 1.32% |
| 80 ns, 100%, 2 mm from the focal point | 25 | 0.089 | 26.5 | 28.5 | 30 | 28.33 | 13.32% |
| 80 ns, 100%, 3.5 mm from the focal point | 25 | 0.089 | 28 | 27.5 | 30 | 28.5 | 14% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, D.; Xu, C.; Xu, G.; Cui, S.; Zhang, S. Non-Contact Laser Ultrasound Detection of Internal Gas Defects in Lithium-Ion Batteries. Sensors 2025, 25, 2033. https://doi.org/10.3390/s25072033
Tang D, Xu C, Xu G, Cui S, Zhang S. Non-Contact Laser Ultrasound Detection of Internal Gas Defects in Lithium-Ion Batteries. Sensors. 2025; 25(7):2033. https://doi.org/10.3390/s25072033
Chicago/Turabian StyleTang, Dongxia, Chenguang Xu, Guidong Xu, Sen Cui, and Sai Zhang. 2025. "Non-Contact Laser Ultrasound Detection of Internal Gas Defects in Lithium-Ion Batteries" Sensors 25, no. 7: 2033. https://doi.org/10.3390/s25072033
APA StyleTang, D., Xu, C., Xu, G., Cui, S., & Zhang, S. (2025). Non-Contact Laser Ultrasound Detection of Internal Gas Defects in Lithium-Ion Batteries. Sensors, 25(7), 2033. https://doi.org/10.3390/s25072033