
Online Visual Detection System for Head Warping and Lower Buckling of Hot-Rolled Rough Slab

Abstract
1. Introduction
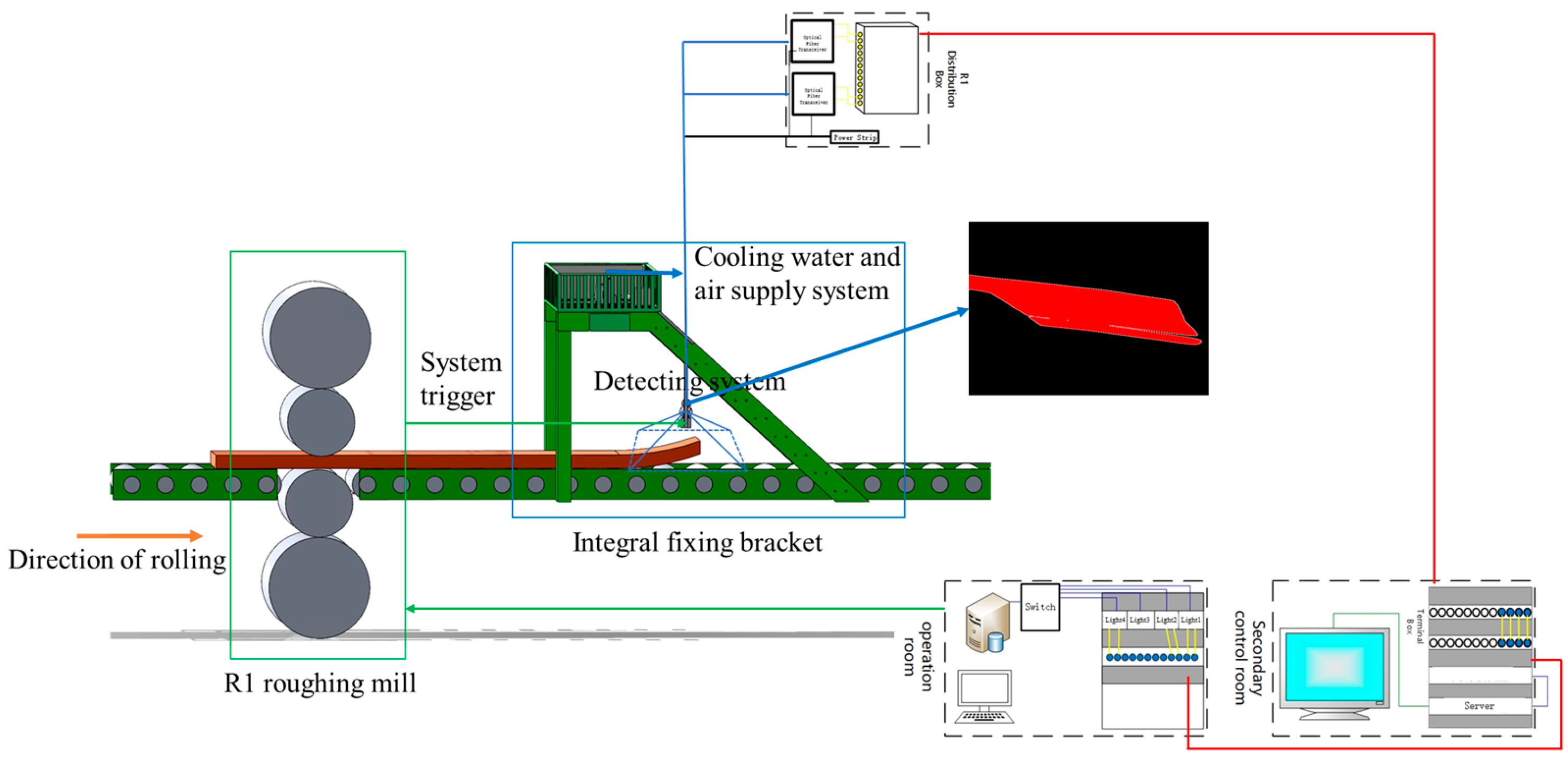
2. Overall Architecture of the Online Detection System
2.1. Optical Equipment
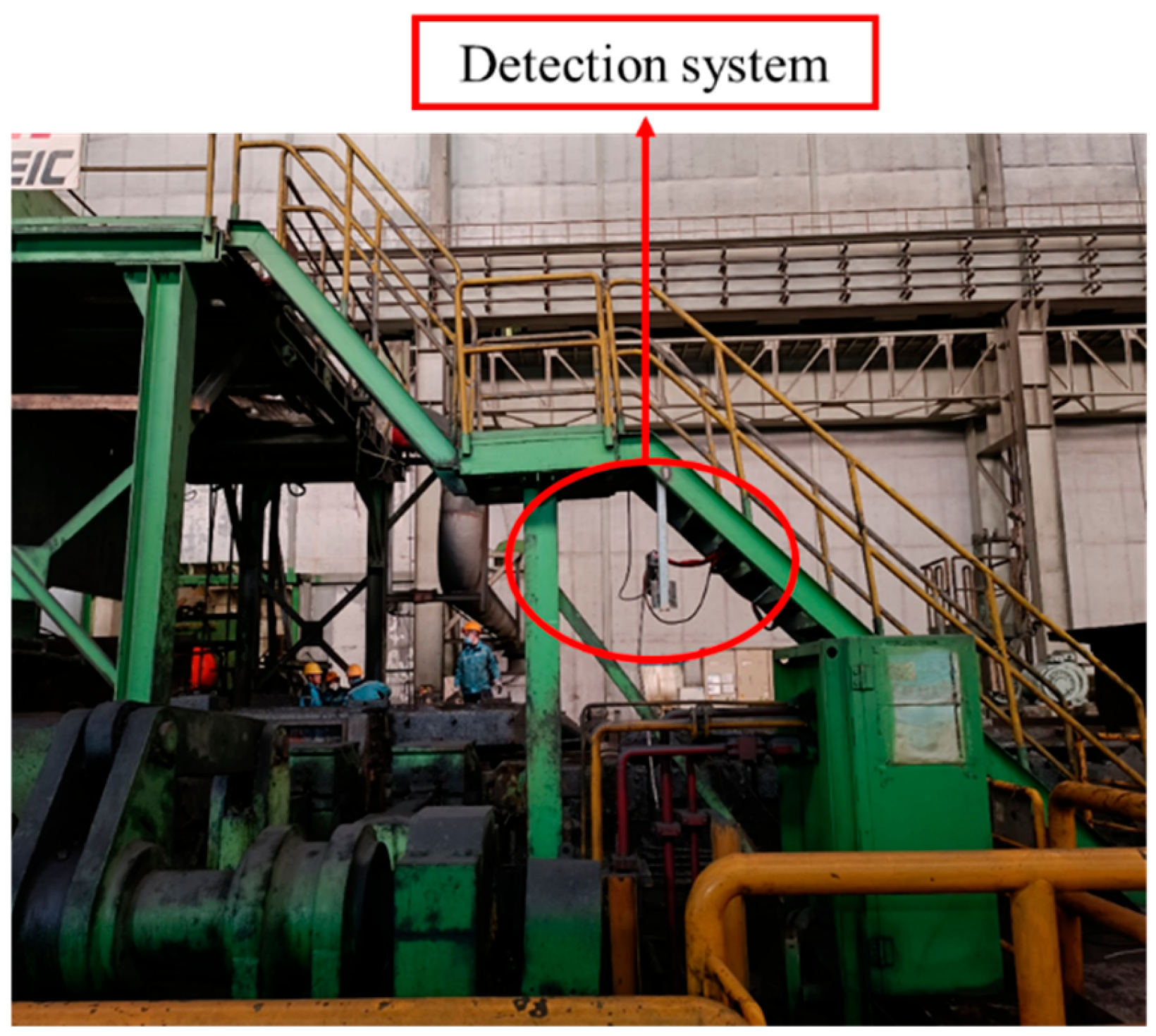
2.2. The Detecting System for Fixed Devices
3. Core Algorithm for Detecting Head Warping and Lower Buckling of Rough-Rolled Slabs
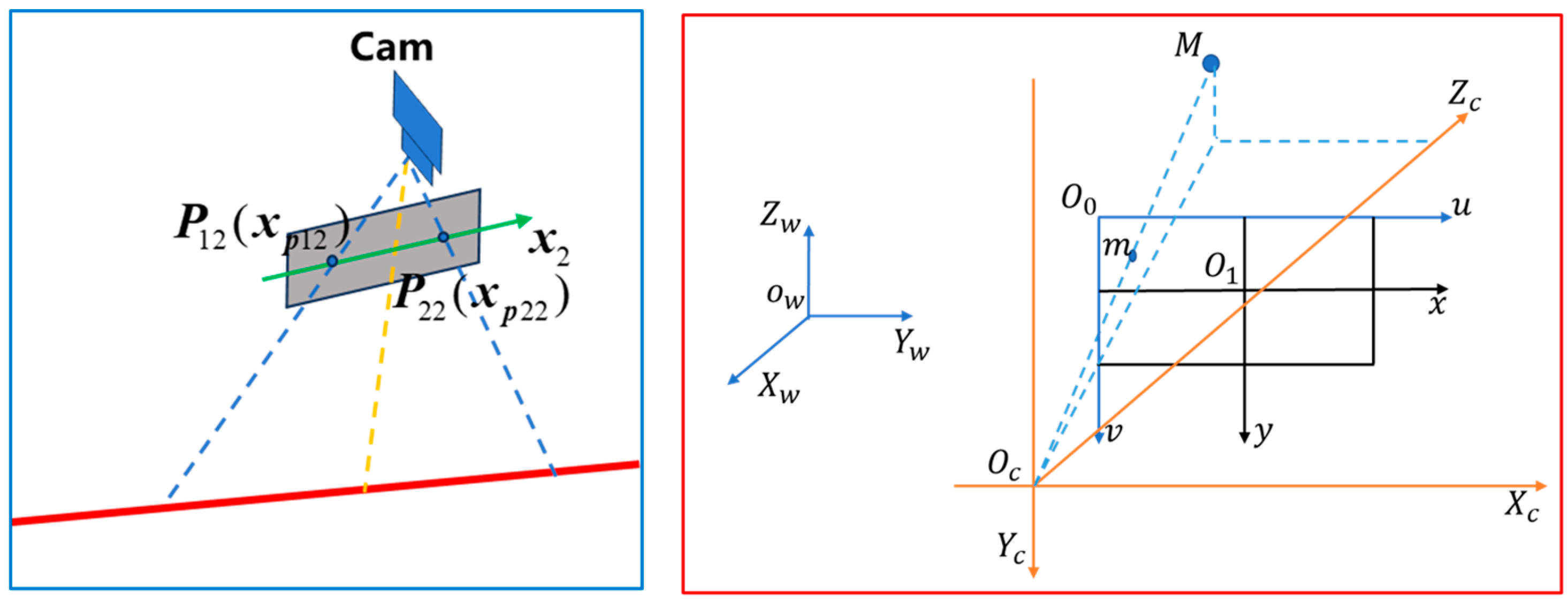
3.1. Measurement Principle
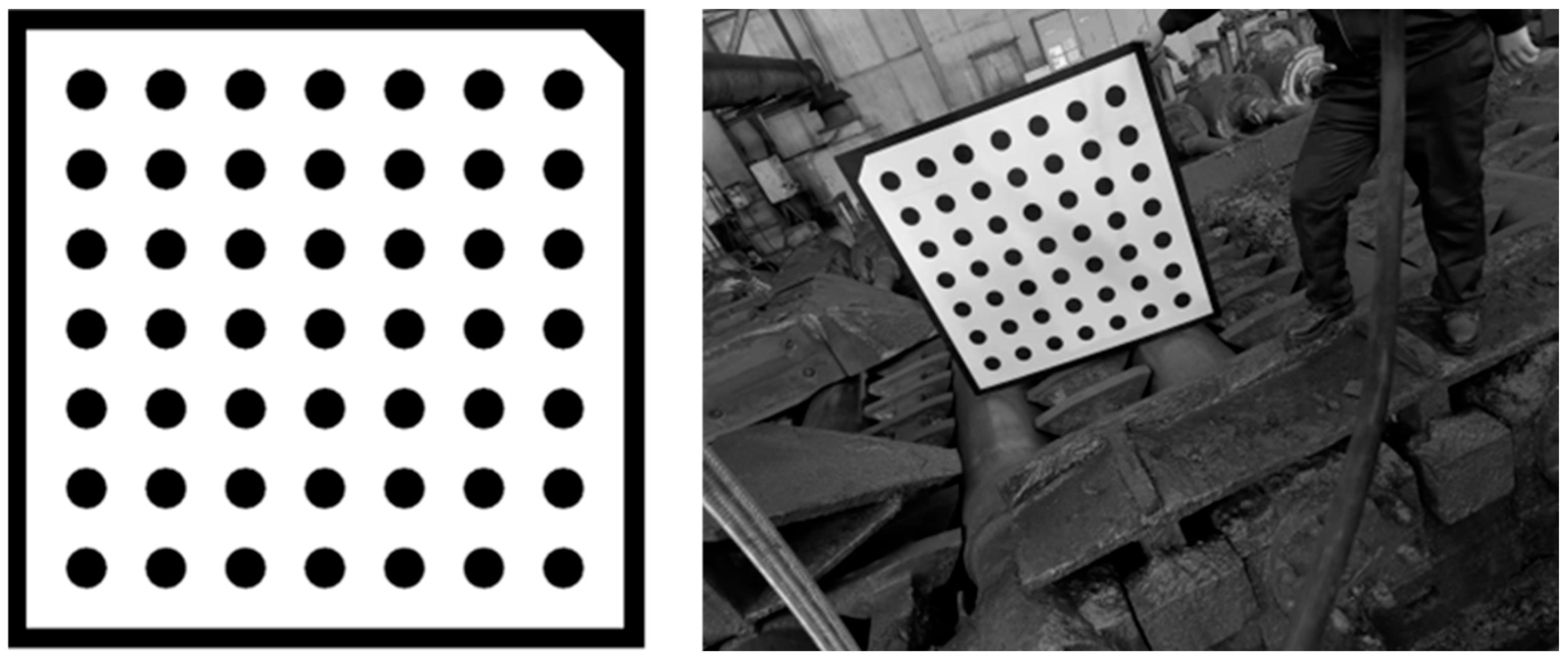
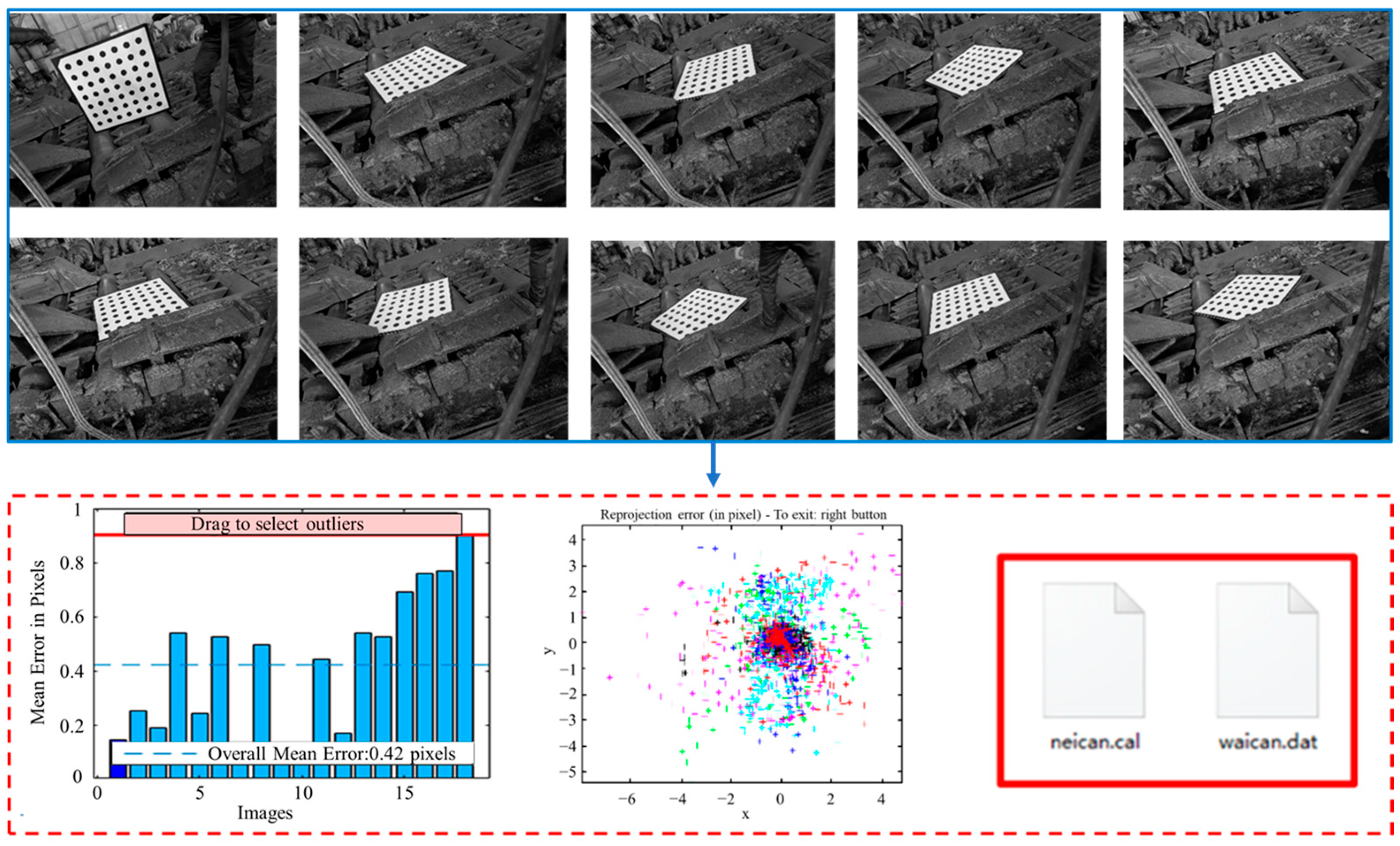
3.2. System Calibration Detection
3.3. Image Preprocessing
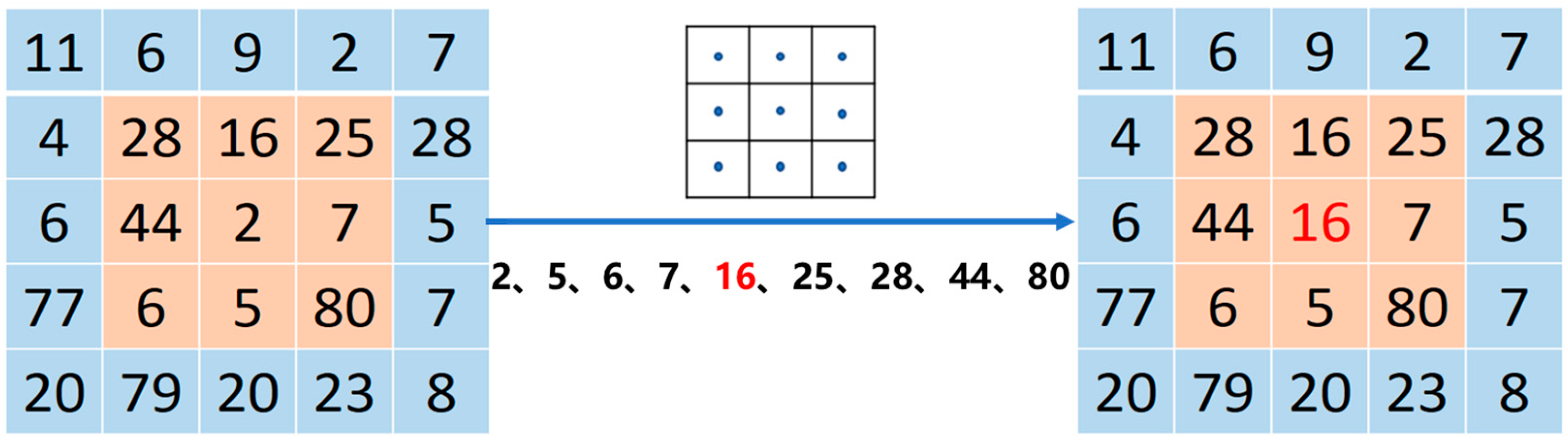
3.3.1. Median Filtering
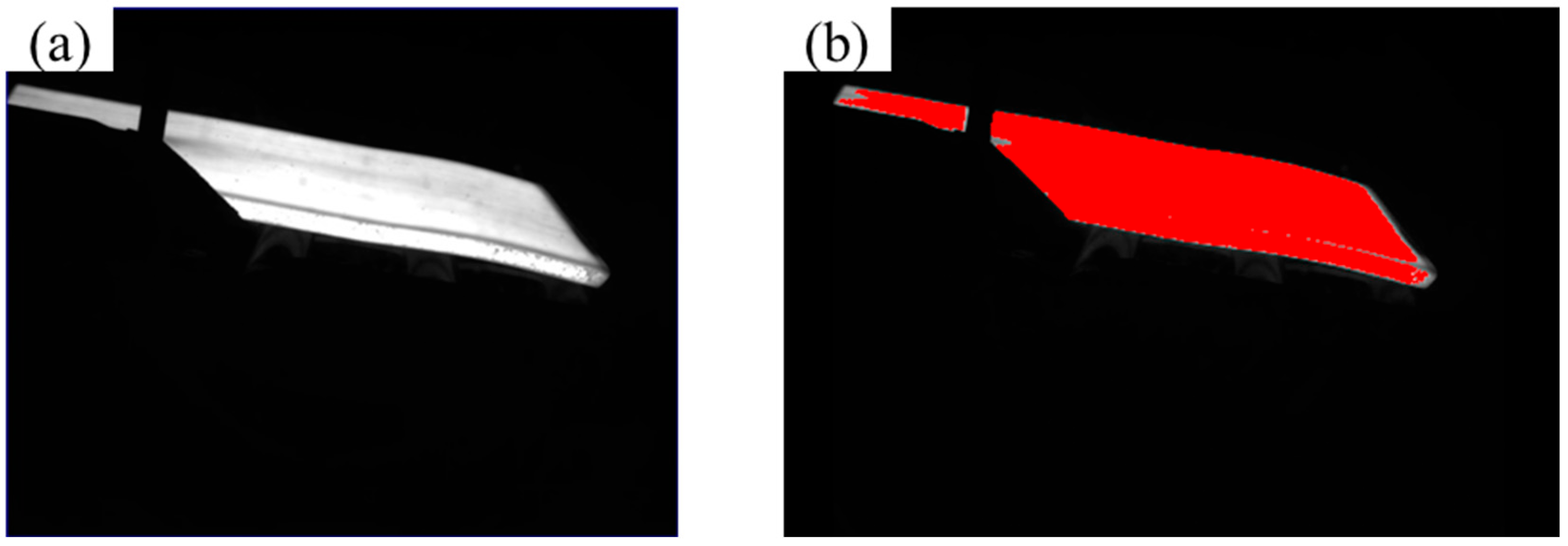
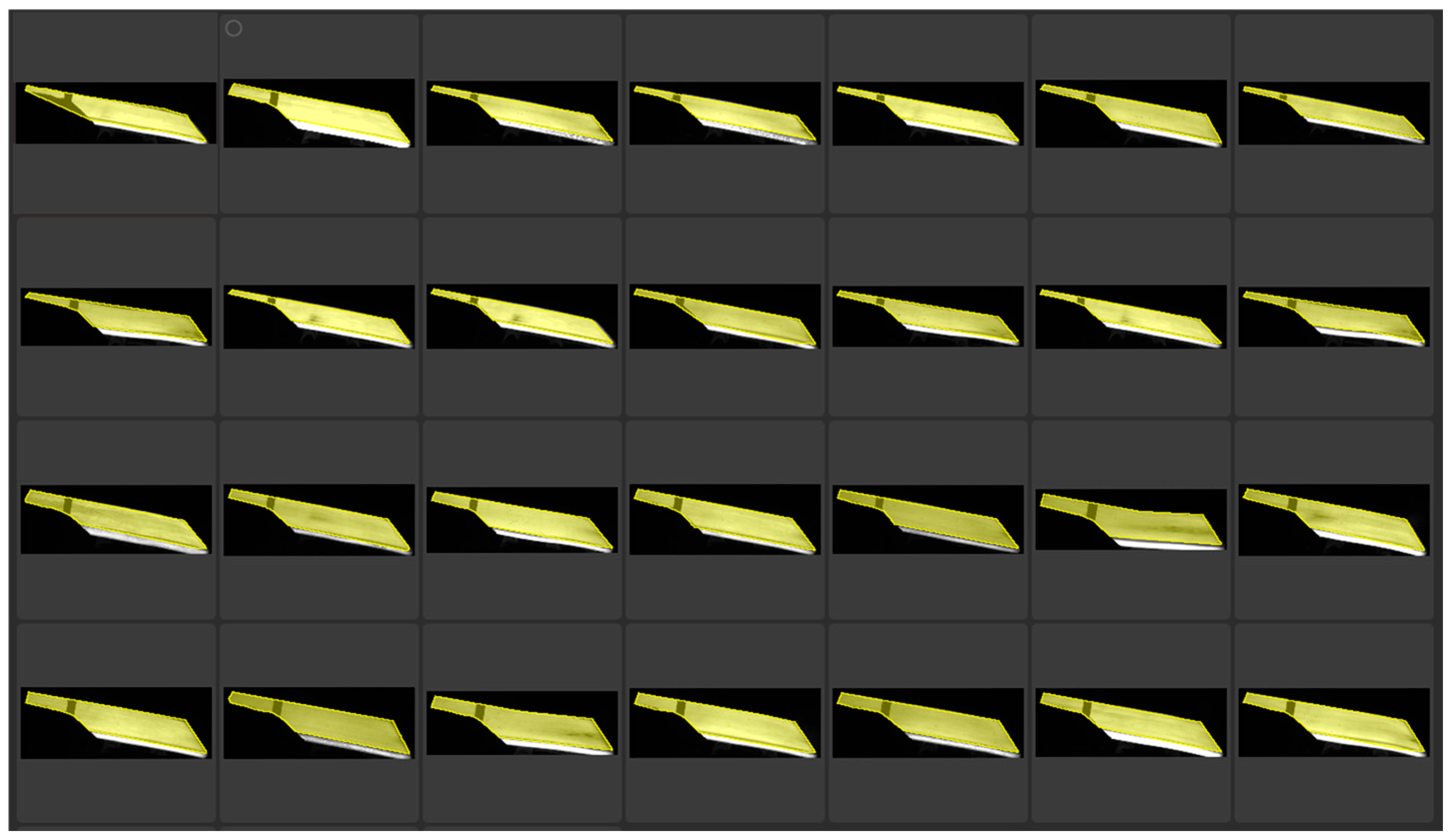
3.3.2. Feature Extraction of Rough Rolled Slabs
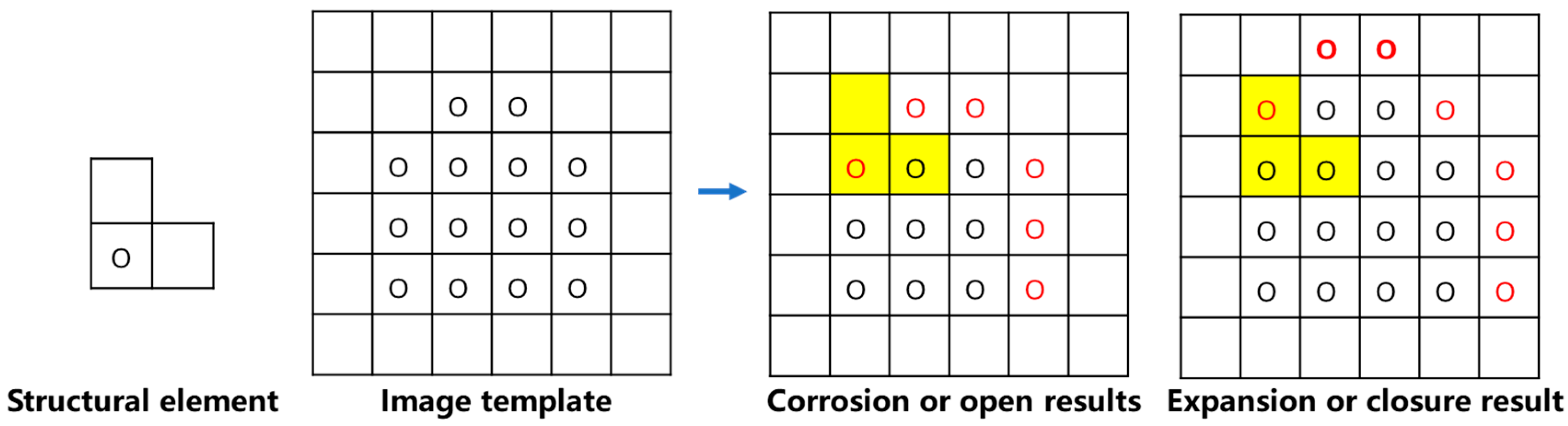
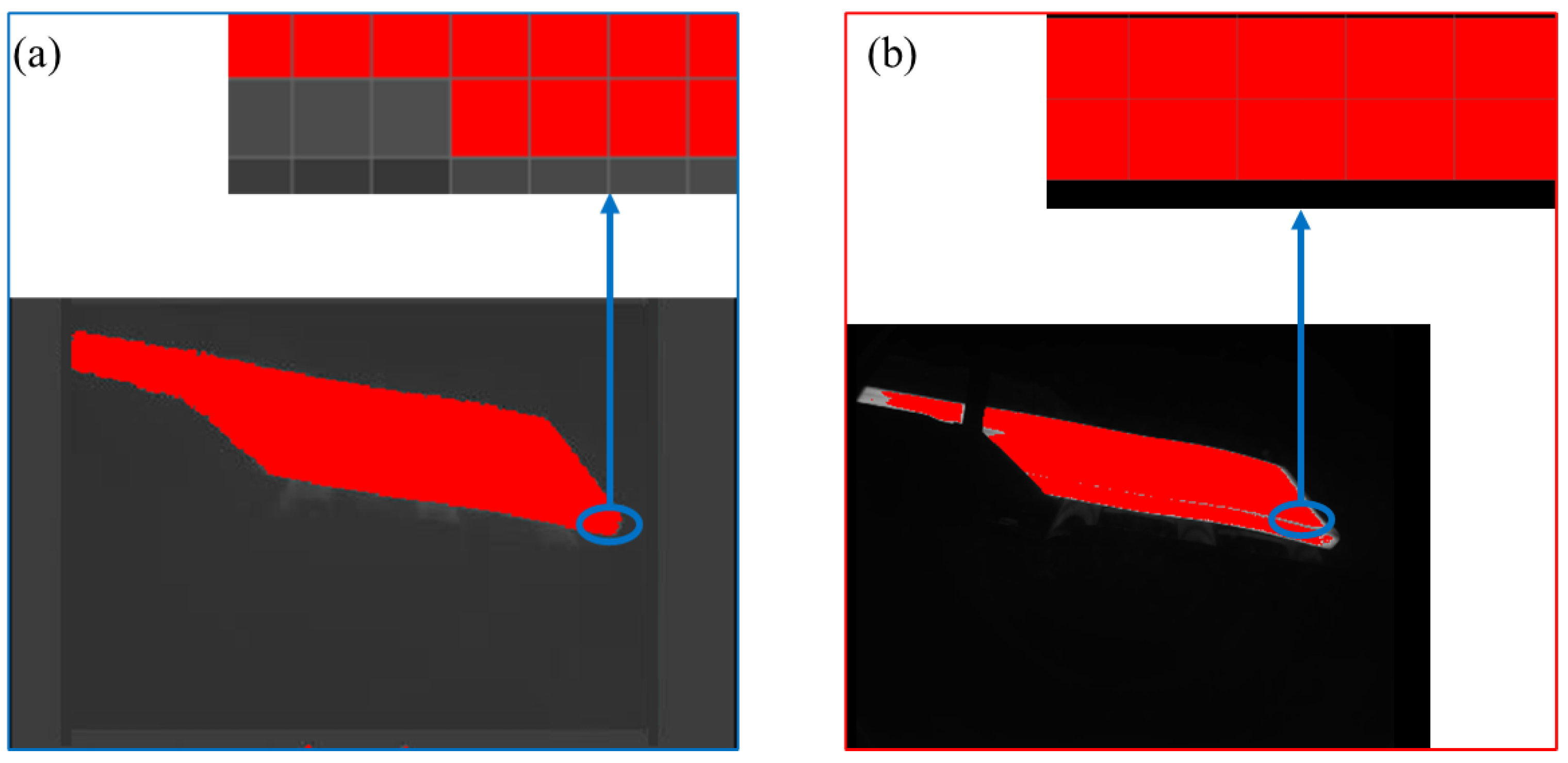
3.3.3. Novel Cascaded Filter Based on Morphological Processing
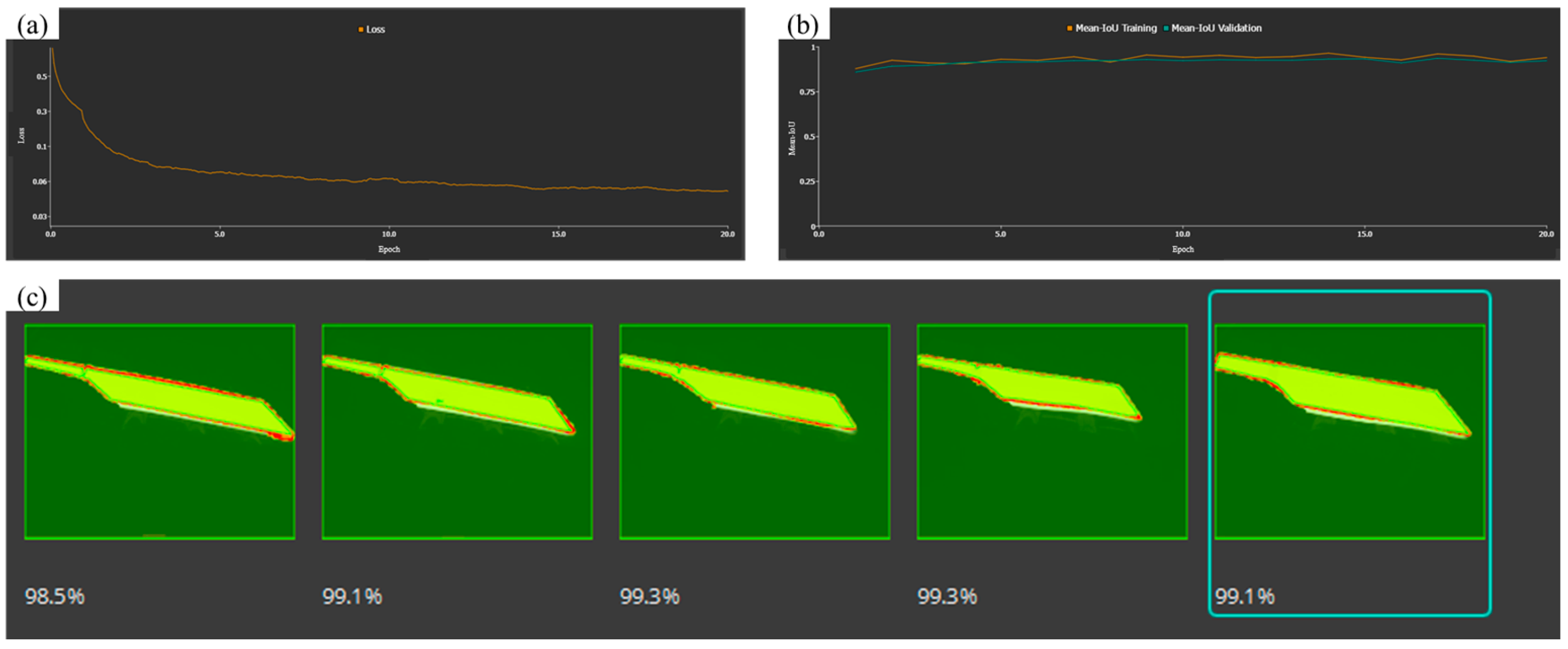
3.3.4. Comparison of Novel Cascaded Filter Based on Morphological Processing and Deep Learning
4. Methods for Measuring the Head Warping and Lower Buckling of Slabs
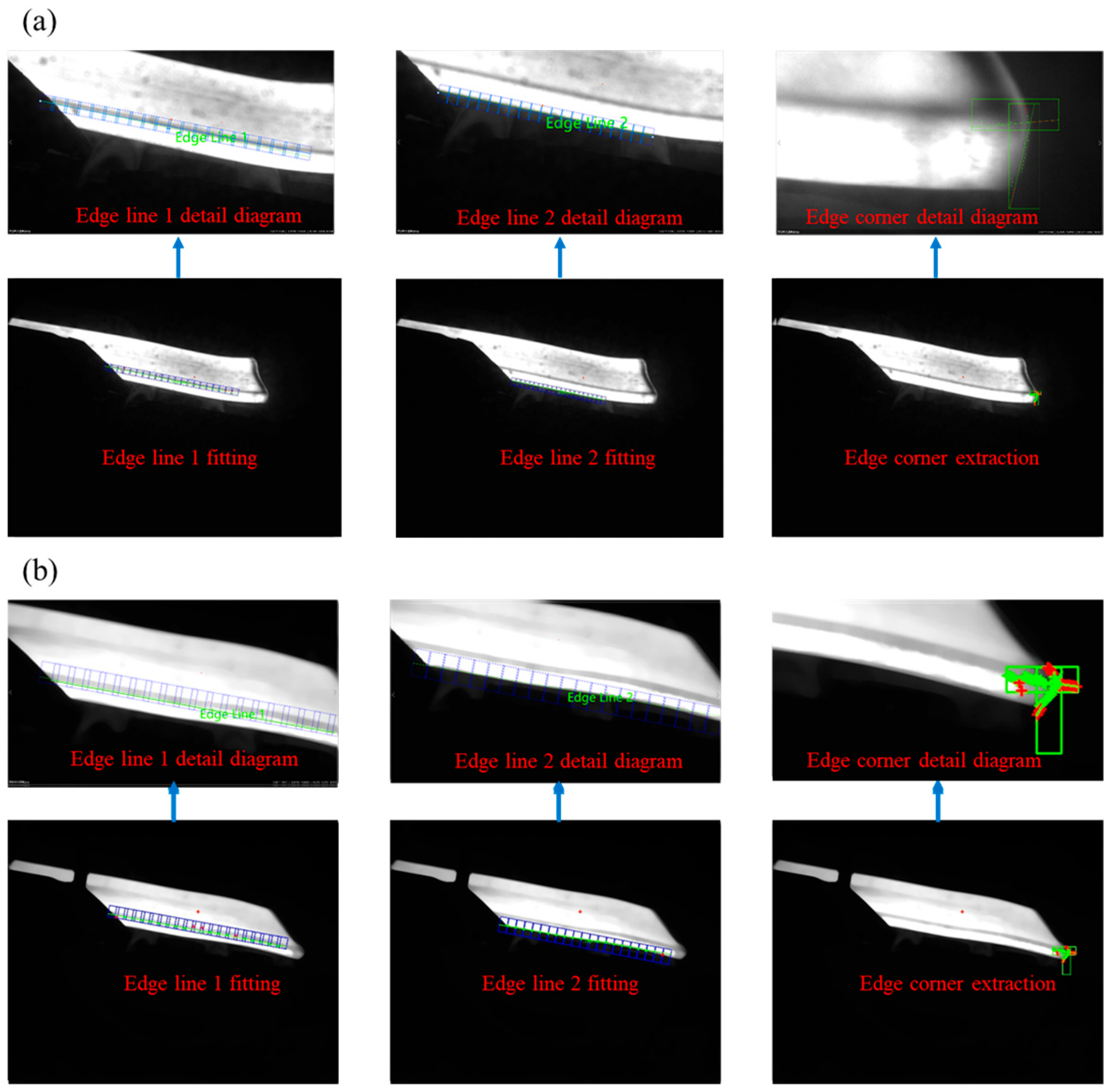
4.1. Extraction of Rough-Rolled Slab Vertex and Edge Lines
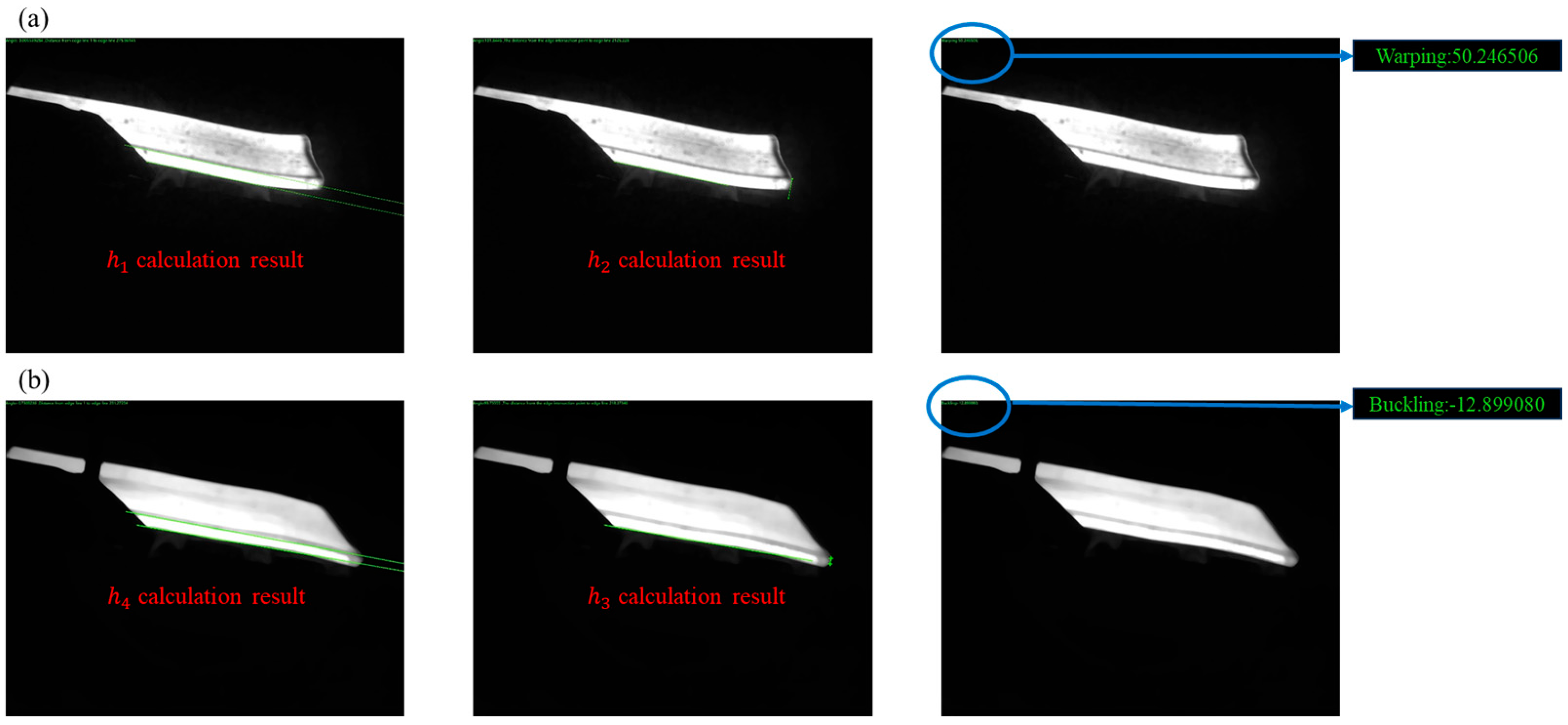
4.2. Calculation Results of Head Warping and Lower Buckling of Rough-Rolled Slabs
5. Industrial Applications
5.1. Verify the Accuracy of the Detection System
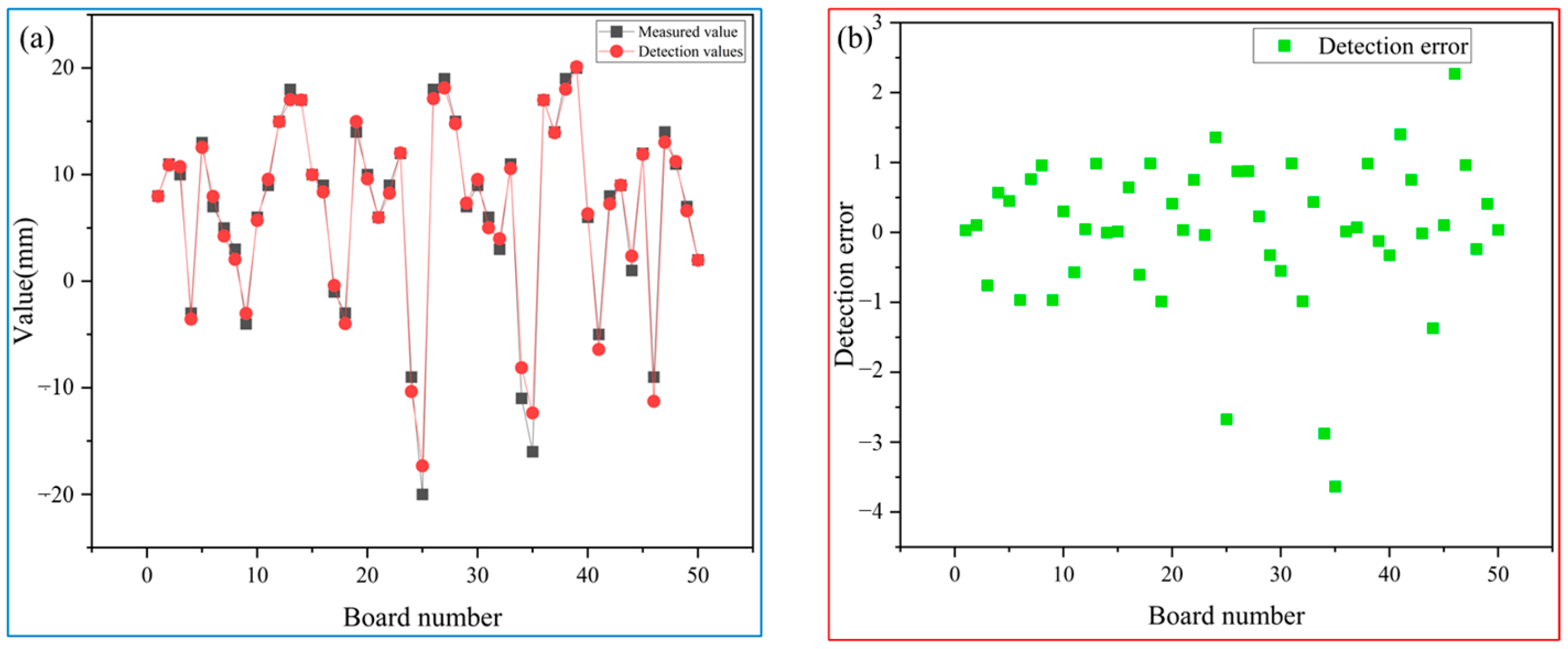
5.1.1. QSTE Series 1
5.1.2. QSTE Series 2
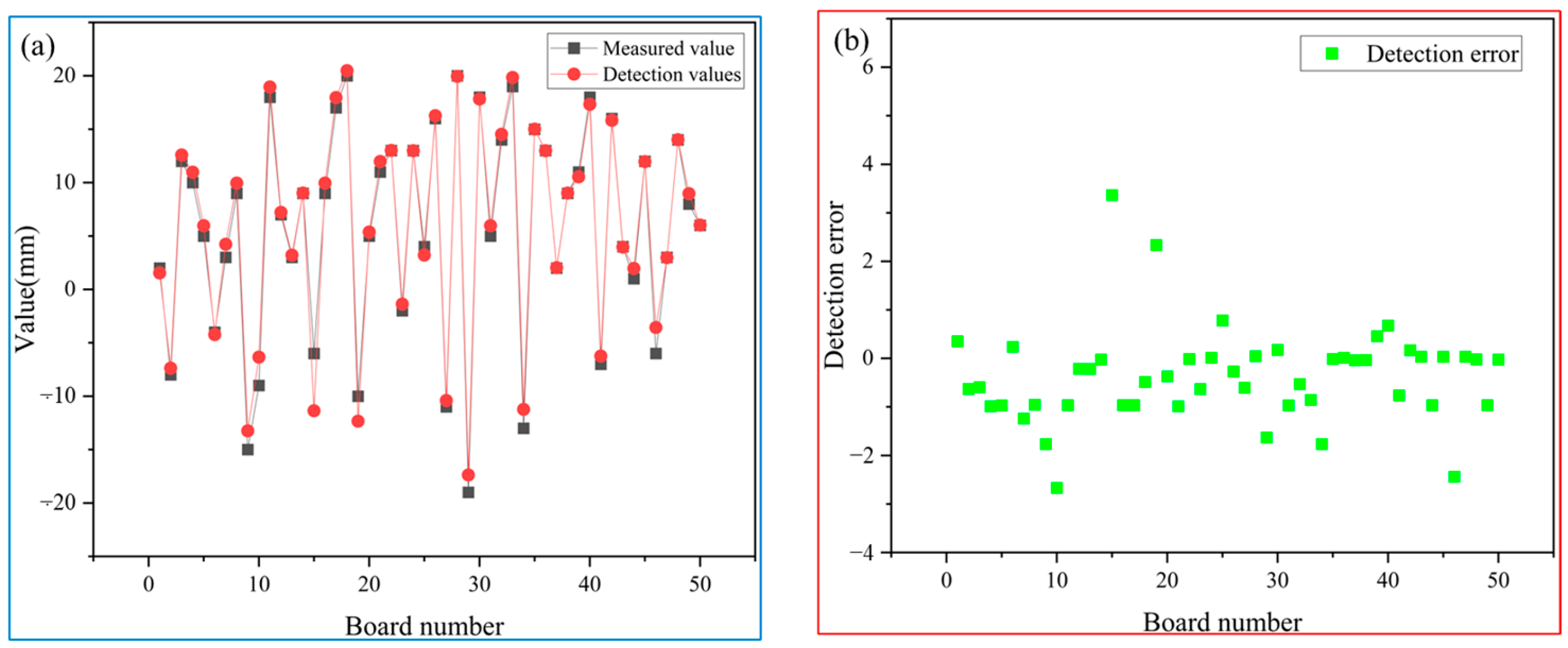
5.1.3. 700L
5.1.4. 510L
5.2. Effectiveness and Expansion
6. Conclusions
- (1)
- A detection system is constructed for industrial environments, where the testing system is set at a certain angle with the tested billet for detection. An applicable visual inspection coordinate transformation model has been established for industrial sites to effectively reduce detection errors caused by camera tilt.
- (2)
- In response to the impact of environmental factors such as dust and iron filings in industrial sites, this article developed a cascaded filter based on morphological processing, which effectively removes noise from the field environment and smooth the edge profile of the slab, by comparing existing filtering techniques such as median filtering.
- (3)
- Based on the implementation of the Canny algorithm for slab contour extraction, this article introduces a series of morphological filters to effectively remove redundant parts extracted by the Canny algorithm.
- (4)
- The article proposes a method for calculating the head warping and lower buckling values of the slab, which determines the precise values by subtracting the distance from the corner point at the top of slab to the straight line at its lower edge from that between its upper and lower edges. This method can effectively reduce detection errors caused by changes in slab width and vibration.
- (5)
- By application in industrial sites, the detection system has demonstrated excellent performance with stable operation and positive feedback from on-site operators. Furthermore, the measurement accuracy of the system has been verified to be ≤± 5 mm, while the type detection accuracy is ≥99%, meeting the precision requirements in industrial fields. Consequently, expansive research and application prospect is expected.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Philipp, M.; Schwenzfeier, W.; Fischer, F.D.; Wödlinger, R.; Fischer, C. Front end bending in slab rolling influenced by circumferential speed mismatch and geometry. J. Mater. Process. Tech. 2007, 184, 224–232. [Google Scholar] [CrossRef]
- Park, J.S.; Na, D.H.; Yang, Z.; Hur, S.M.; Chung, S.H.; Lee, Y. Application of neural networks to minimize front end bending of material in slab rolling process. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2015, 230, 629–642. [Google Scholar] [CrossRef]
- Kim, B.J. Image Enhanced Machine Vision System for Smart Factory. Inst. Internet Broadcast. Commun. 2021, 13, 7–13. [Google Scholar]
- Wenzhong, L. Current Situation and Reflection on Intelligent Manufacturing in China’s Steel Industry. Chin. Metall. 2020, 30, 7. [Google Scholar]
- Anders, D.; Münker, T.; Artel, J.; Weinberg, K. A dimensional analysis of front-end bending in slab rolling applications. J. Mater. Process. Tech. 2012, 212, 1387–1398. [Google Scholar] [CrossRef]
- Xu, X. MSF-Net: Multi-Scale Feature Learning Network for Classification of Surface Defects of Multifarious Sizes. Sensors 2021, 21, 5125. [Google Scholar] [CrossRef]
- Mei, X. Application of buckle head detection system in hot rolling production line. Shanxi Metall. 2021, 44, 3. [Google Scholar]
- Li, W.; Luo, Z.; Hou, D.; Mao, X. Multi-line laser projection 3D measurement simulation system technology. Optik 2021, 231, 166390. [Google Scholar] [CrossRef]
- Yao, L.; Liu, H. Design and Analysis of High-Accuracy Telecentric Surface Reconstruction System Based on Line Laser. Appl. Sci. 2021, 11, 488. [Google Scholar] [CrossRef]
- Mamoun, M.E. An Effective Combination of Convolutional Neural Network and Support Vector Machine Classifier for Arabic Handwritten Recognition. Autom. Control Comput. Sci. 2023, 57, 267–275. [Google Scholar] [CrossRef]
- Bouguettaya, A.; Mentouri, Z.; Zarzour, H. Deep ensemble transfer learning-based approach for classifying hot-rolled steel strips surface defects. Int. J. Adv. Manuf. Technol. 2023, 125, 5313–5322. [Google Scholar] [CrossRef]
- Boudiaf, A.; Benlahmidi, S.; Harrar, K.; Zaghdoudi, R. Classification of Surface Defects on Steel Strip Images using Convolution Neural Network and Support Vector Machine. J. Fail. Anal. Prev. 2022, 22, 531–541. [Google Scholar] [CrossRef]
- Lu, M.; Wang, S.; Bilgeri, L.; Song, X.; Jakobi, M.; Koch, A.W. Online 3D Displacement Measurement Using Speckle Interferometer with a Single Illumination-Detection Path. Sensors 2018, 18, 1923. [Google Scholar] [CrossRef] [PubMed]
- Pang, W.; Tan, Z. A Steel Surface Defect Detection Model Based on Graph Neural Networks. Meas. Sci. Technol. 2024, 35, 046201. [Google Scholar] [CrossRef]
- Zhao, C.; Shu, X.; Yan, X.; Zuo, X.; Zhu, F. RDD-YOLO: A modified YOLO for detection of steel surface defects. Measurement 2023, 214, 0263–2241. [Google Scholar] [CrossRef]
- Feng, X.; Luo, L.; Gao, X. SDDA: A method of surface defect data augmentation of hot-rolled strip steel. J. Electron. Imaging 2022, 31, 033002. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, Q.; Xie, H.; Li, Q.; Sun, G. Digital image correlation (DIC) based damage detection for CFRP laminates by using machine learning based image semantic segmentation. Int. J. Mech. Sci. 2022, 230, 107529. [Google Scholar] [CrossRef]
- Yan, S.; Wang, X.; Yang, Q.; Xu, D.; He, H.; Liu, Y. Online deviation measurement system of the strip in the finishing process based on machine vision. Measurement 2022, 202, 111735. [Google Scholar] [CrossRef]
- Yan, S.; Xu, D.; He, W.; Yan, H.; Zhou, J.; Jin, G.; Wu, T.; Liu, L.; Yu, H.; Wang, X.; et al. Online measurement system of slab front-end bending in hot rough rolling based on line structured light vision. Meas. Sci. Technol. 2023, 34, 095201. [Google Scholar] [CrossRef]
- Zhang, C.P.; Wang, Q. Survey on imaging model and calibration of light field camera. Chin. J. Lasers 2016, 43, 0609004. [Google Scholar]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef]
- Hu, Z.; Jiang, H.; Zhang, T. Research on MATLAB-based image preprocessing. In Proceedings of the First International Conference on Information Sciences, Machinery, Materials and Energy, Chongqing, China, 11–13 April 2015; Volume 126, pp. 913–916. [Google Scholar]
- Liu, M. Optical pattern recognition image preprocessing based on hybrid cluster intelligent algorithm. Opt. Quantum Electron. 2024, 56, 648. [Google Scholar] [CrossRef]
- Zahradnik, P.; Simak, B.; Vlcek, M. Filter design for image preprocessing in image communication. In Proceedings of the 2009 Eighth International Conference on Networks, Gosier, France, 1–6 March 2009; pp. 40–45. [Google Scholar]
- Yang, K.; Chen, C.; Hu, X.; Yu, H. Monka rendering image multi-feature non-local means filtering denoising algorithm. J. Syst. Simulation. 2022, 34, 1259–1266. (In Chinese) [Google Scholar]
- Singh, D.P.; Khare, A. Automatic Image Segmentation using Threshold Based Parameter and Genetic Algorithm. Int. J. Res. Rev. Comput. Sci. 2012, 3, 2079–2557. [Google Scholar]
- Paul, A.; Bhoumik, S. Classification of hyperspectral imagery using spectrally partitioned HyperUnet. Neural Comput. Appl. 2022, 34, 2073–2082. [Google Scholar] [CrossRef]
- Lei, S. Screw outer dimension measurement system based on machine vision. Instrum. Technol. Sensors 2023, 71–74. (In Chinese) [Google Scholar]
- Koohmishi, M.; Palassi, M. Evaluation of morphological properties of railway ballast particles by image processing method. Transp. Geotech. 2017, 12, 15–25. [Google Scholar] [CrossRef]
- Tang, H.; Chao, Y.; Liu, W.; Ma, C. Research review on measurement methods of large-sized parts based on machine vision. Electron. Meas. Technol. 2021, 44, 8. (In Chinese) [Google Scholar]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board Number | Measured Value /mm | Detection Value/mm | Error/mm | Type |
|---|---|---|---|---|
| 1 | 50 | 50.250000 | 0.25 | Warping |
| 2 | 13 | −12.900000 | 0.10 | Lower buckling |
| Board Number | Measured Value | Measured Type | Detection Value | Detection Type |
|---|---|---|---|---|
| 1 | −10 | Lower buckle | −9.035820 | Lower buckle |
| 2 | −6 | Lower buckle | −7.321800 | Lower buckle |
| 3 | −13 | Lower buckle | −16.684876 | Lower buckle |
| 4 | −18 | Lower buckle | −21.188221 | Lower buckle |
| 5 | −14 | Lower buckle | −12.959442 | Lower buckle |
| 6 | −1 | Lower buckle | −1.671528 | Lower buckle |
| 7 | −5 | Lower buckle | −3.234108 | Lower buckle |
| …… | …… | …… | …… | …… |
| 49 | −3 | Lower buckle | −2.309645 | Lower buckle |
| 50 | −4 | Lower buckle | −3.068250 | Lower buckle |
| Board Number | Measured Value | Measured Type | Detection Value | Detection Type |
|---|---|---|---|---|
| 1 | 2 | Warping | 1.536354 | Warping |
| 2 | −8 | Lower buckle | −7.369852 | Lower buckle |
| 3 | 12 | Warping | 12.594231 | Warping |
| 4 | 10 | Warping | 10.985465 | Warping |
| 5 | 5 | Warping | 5.968742 | Warping |
| 6 | −4 | Lower buckle | −4.236985 | Lower buckle |
| 7 | 2 | Warping | 1.536354 | Warping |
| …… | …… | …… | …… | …… |
| 49 | 8 | Warping | 8.965741 | Warping |
| 50 | 6 | Warping | 6.023589 | Warping |
| Board Number | Measured Value | Measured Type | Detection Value | Detection Type |
|---|---|---|---|---|
| 1 | 8 | Warping | 7.968547 | Warping |
| 2 | 11 | Warping | 10.896235 | Warping |
| 3 | 10 | Warping | 10.756581 | Warping |
| 4 | −3 | Lower buckle | −3.569726 | Lower buckle |
| 5 | 13 | Warping | 12.549876 | Warping |
| 6 | 7 | Warping | 7.965874 | Warping |
| 7 | 8 | Warping | 7.968547 | Warping |
| …… | …… | …… | …… | …… |
| 49 | 7 | Warping | 6.589632 | Warping |
| 50 | 2 | Warping | 1.963546 | Warping |
| Board Number | Measured Value | Measured Type | Detection Value | Detection Type |
|---|---|---|---|---|
| 1 | 2 | Warping | 1.536354 | Warping |
| 2 | −8 | Lower buckle | −7.369852 | Lower buckle |
| 3 | 12 | Warping | 12.594231 | Warping |
| 4 | 10 | Warping | 10.985465 | Warping |
| 5 | 5 | Warping | 5.968742 | Warping |
| 6 | −4 | Lower buckle | −4.236985 | Lower buckle |
| 7 | 2 | Warping | 1.536354 | Warping |
| …… | …… | …… | …… | …… |
| 49 | 8 | Warping | 8.965741 | Warping |
| 50 | 6 | Warping | 6.023589 | Warping |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, S.; Peng, Y.; Sun, J.; Han, L. Online Visual Detection System for Head Warping and Lower Buckling of Hot-Rolled Rough Slab. Sensors 2025, 25, 1662. https://doi.org/10.3390/s25061662
Ge S, Peng Y, Sun J, Han L. Online Visual Detection System for Head Warping and Lower Buckling of Hot-Rolled Rough Slab. Sensors. 2025; 25(6):1662. https://doi.org/10.3390/s25061662
Chicago/Turabian StyleGe, Shitao, Yan Peng, Jianliang Sun, and Licheng Han. 2025. "Online Visual Detection System for Head Warping and Lower Buckling of Hot-Rolled Rough Slab" Sensors 25, no. 6: 1662. https://doi.org/10.3390/s25061662
APA StyleGe, S., Peng, Y., Sun, J., & Han, L. (2025). Online Visual Detection System for Head Warping and Lower Buckling of Hot-Rolled Rough Slab. Sensors, 25(6), 1662. https://doi.org/10.3390/s25061662