
A Magnetron Plasma Arc Fusion Identification Study Based on GPCC-CNN-SVM Multi-Source Signal Fusion

Abstract
1. Introduction
2. Magnetron Plasma Arc Welding Multi-Information Sensor System
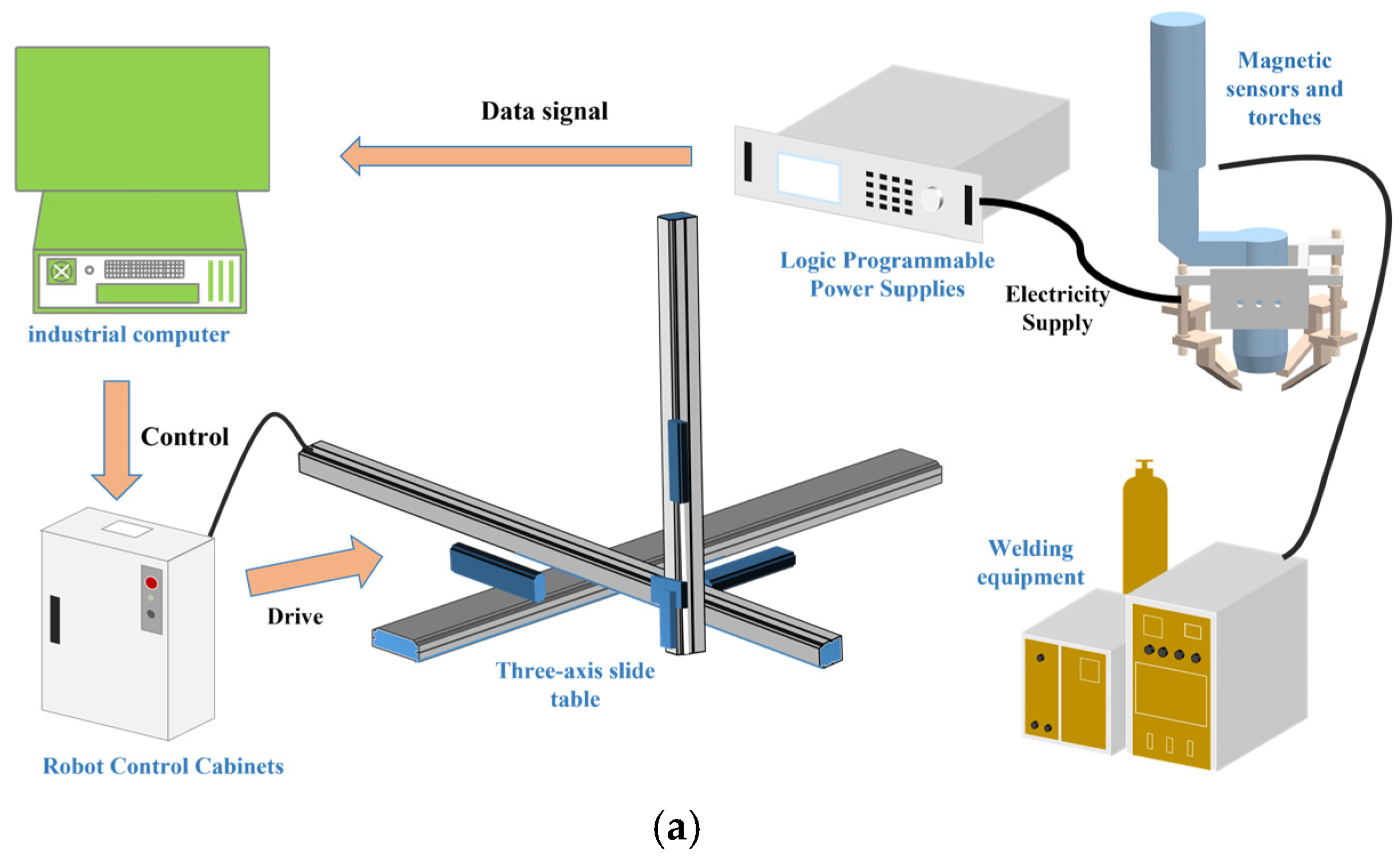
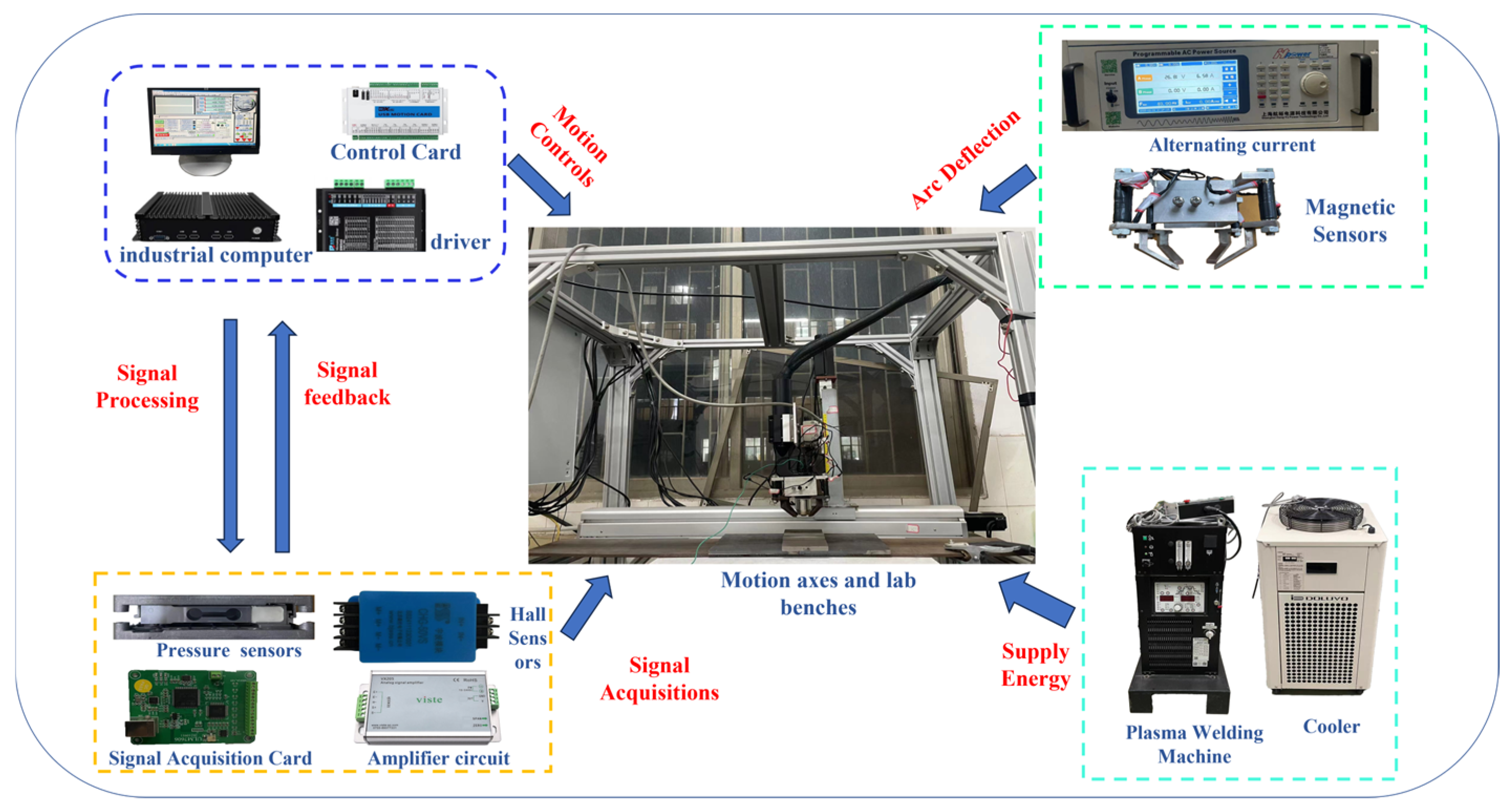
2.1. Multi-Source Signal Fusion Experimental Apparatus
2.2. Experimental Parameters for Multi-Source Signal Fusion Identification
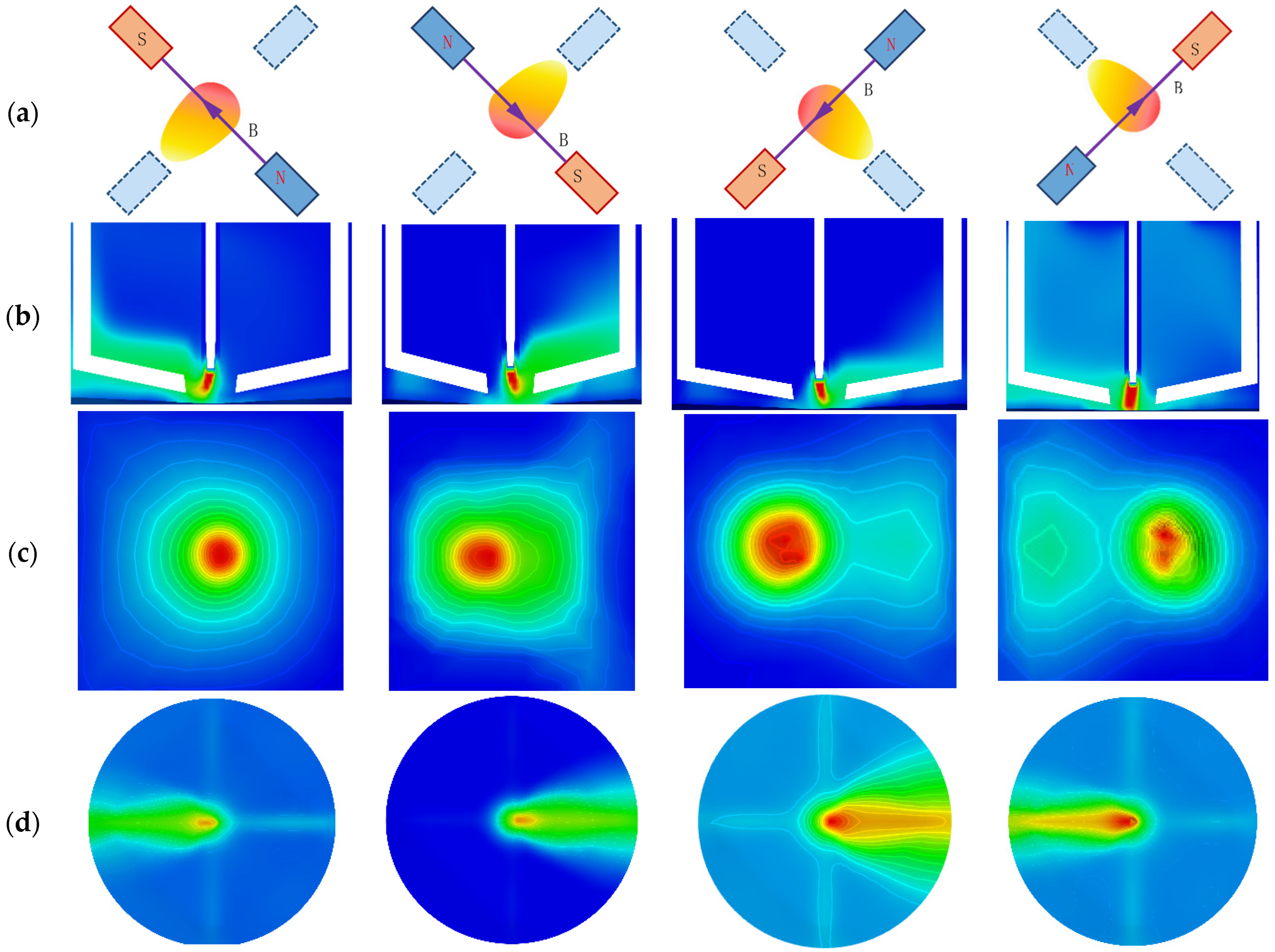
2.3. Multipolar Magnetron Arc Oscillation Model and Behavioral Characterization
2.4. SVM Model Structure and Principle
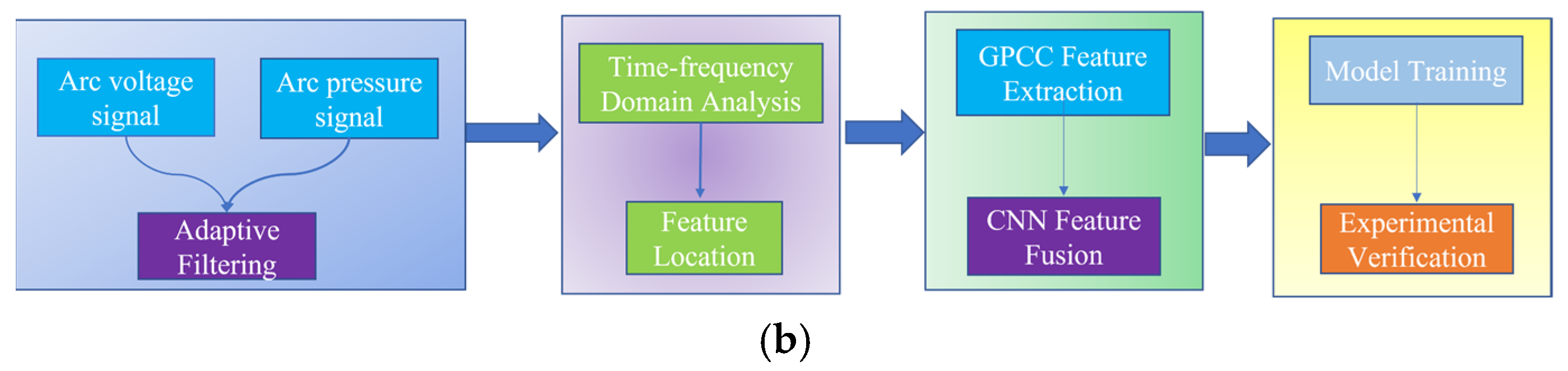
3. Multi-Source Signal and Fusion State Analysis Method
3.1. Multi-Source Signal Fusion State Mapping
3.2. Time–Frequency Domain Analysis of Multi-Source Signals
3.3. Multi-Source Signal Feature Downscaling and Fusion Under Different Fusion States
3.3.1. Gray Relational Analysis (GRA)
3.3.2. Pearson Correlation Analysis (PCC)
3.3.3. GPCC Multi-Source Signal Feature Extraction Results
3.3.4. Multi-Source Signal Feature Fusion Under Different Fusion States
4. GPCC-CNN-SVM Fusion Penetration Recognition Modeling
4.1. Model Training and Validation
4.2. Validation of Experimental Results
5. Conclusions
- 1.
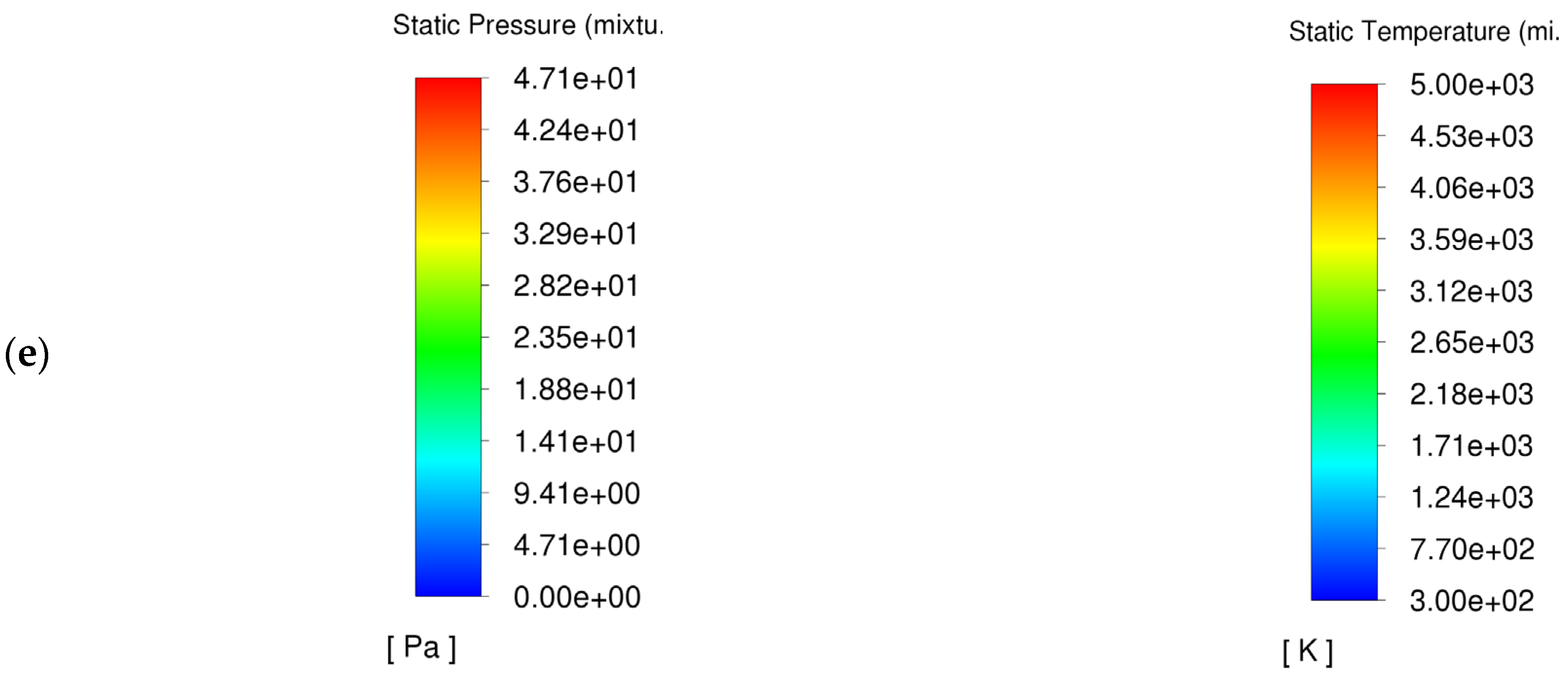
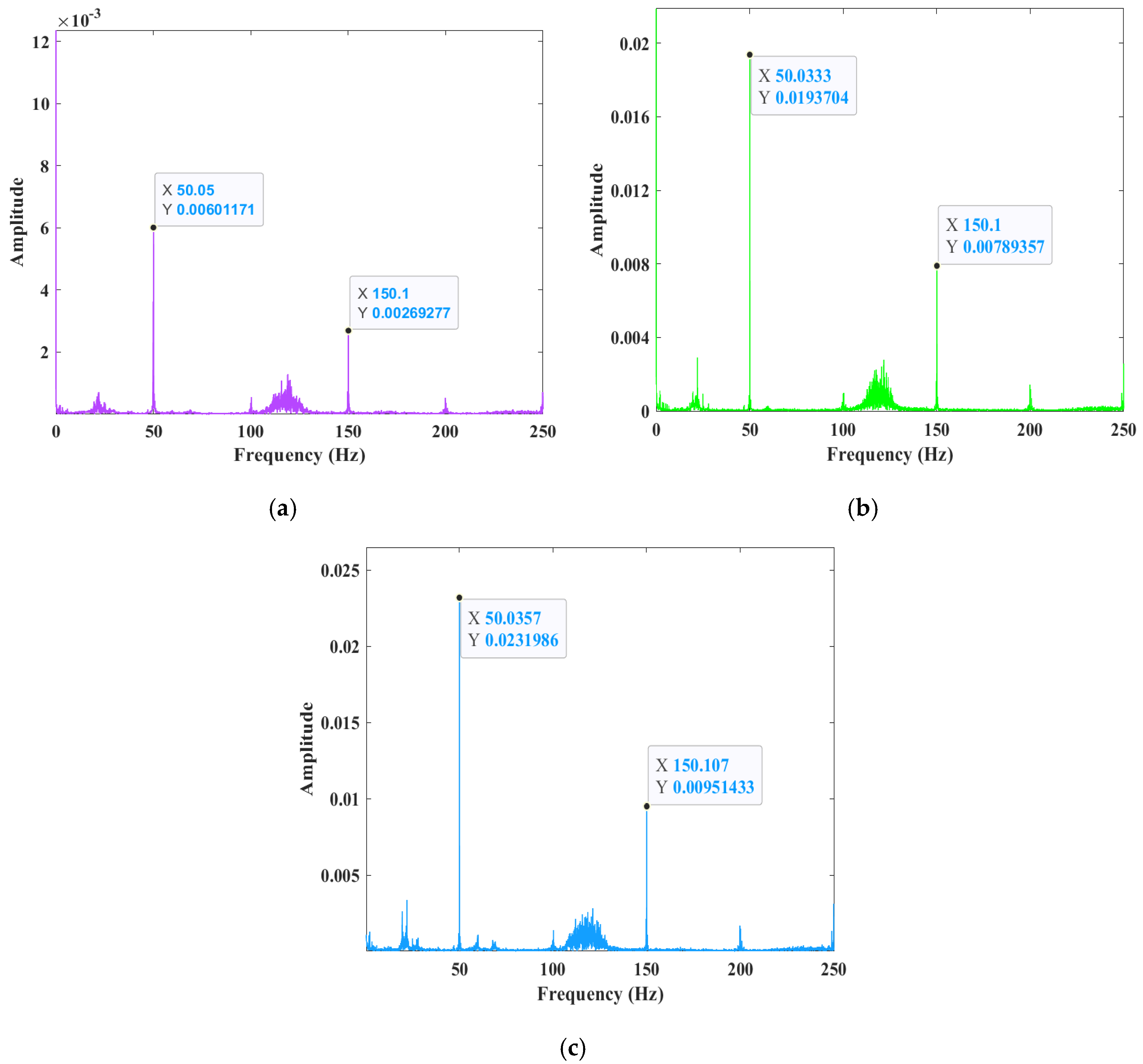
- A multi-sensor sensing system was established to construct a weld penetration identification model. This system was based on arc pressure and arc voltage. The multi-pole magnetron-assisted distribution of temperature and pressure was analyzed, and a mapping model of the frequency change in arc and pressure signals on the weld penetration state was constructed.
- 2.
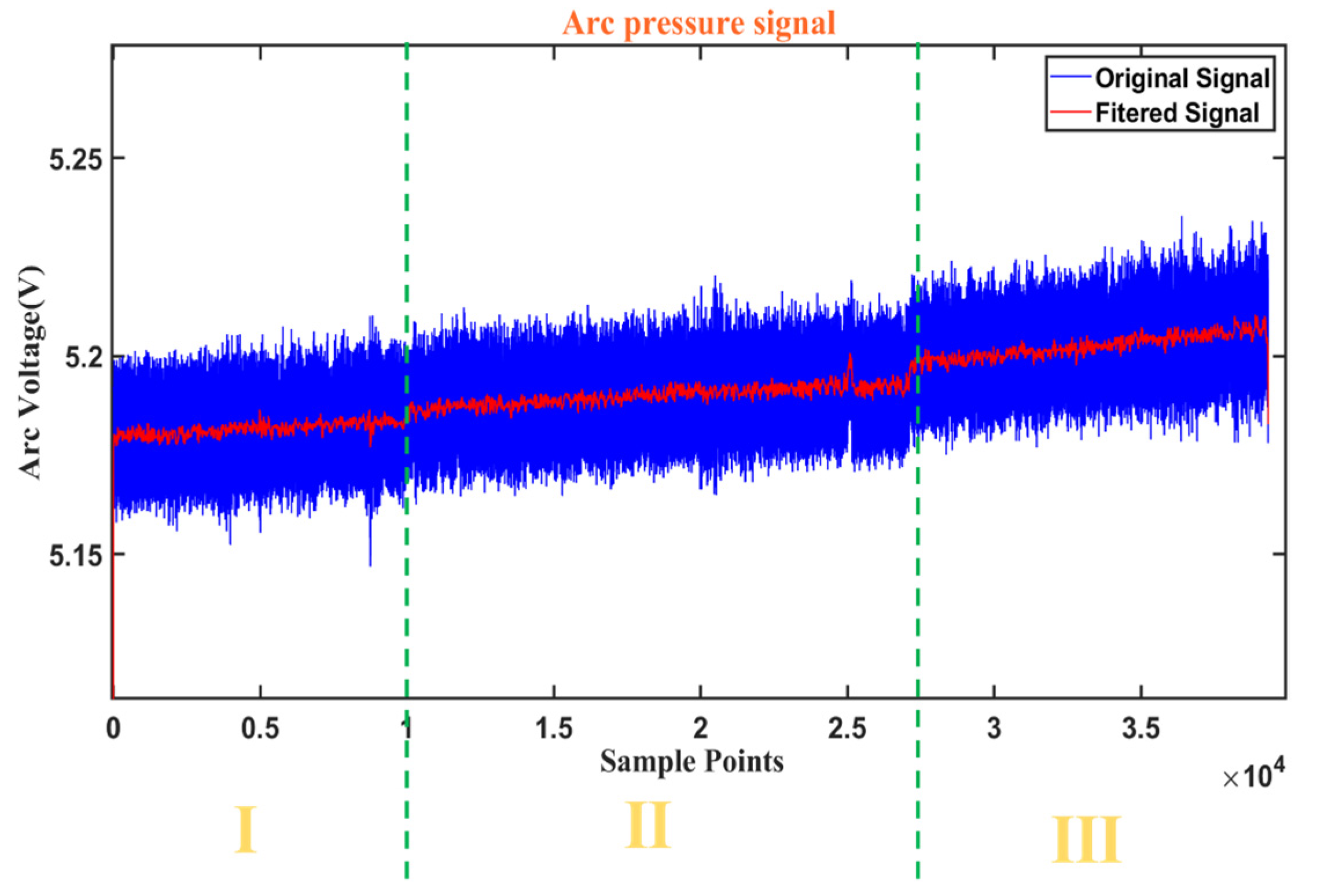
- The proposed fusion detection method for arc signal and pressure signal is a significant contribution to this study. The high-dimensional feature efficient extraction method for the fusion detection model is also proposed, and its accuracy is verified with the extracted effective features.
- 3.
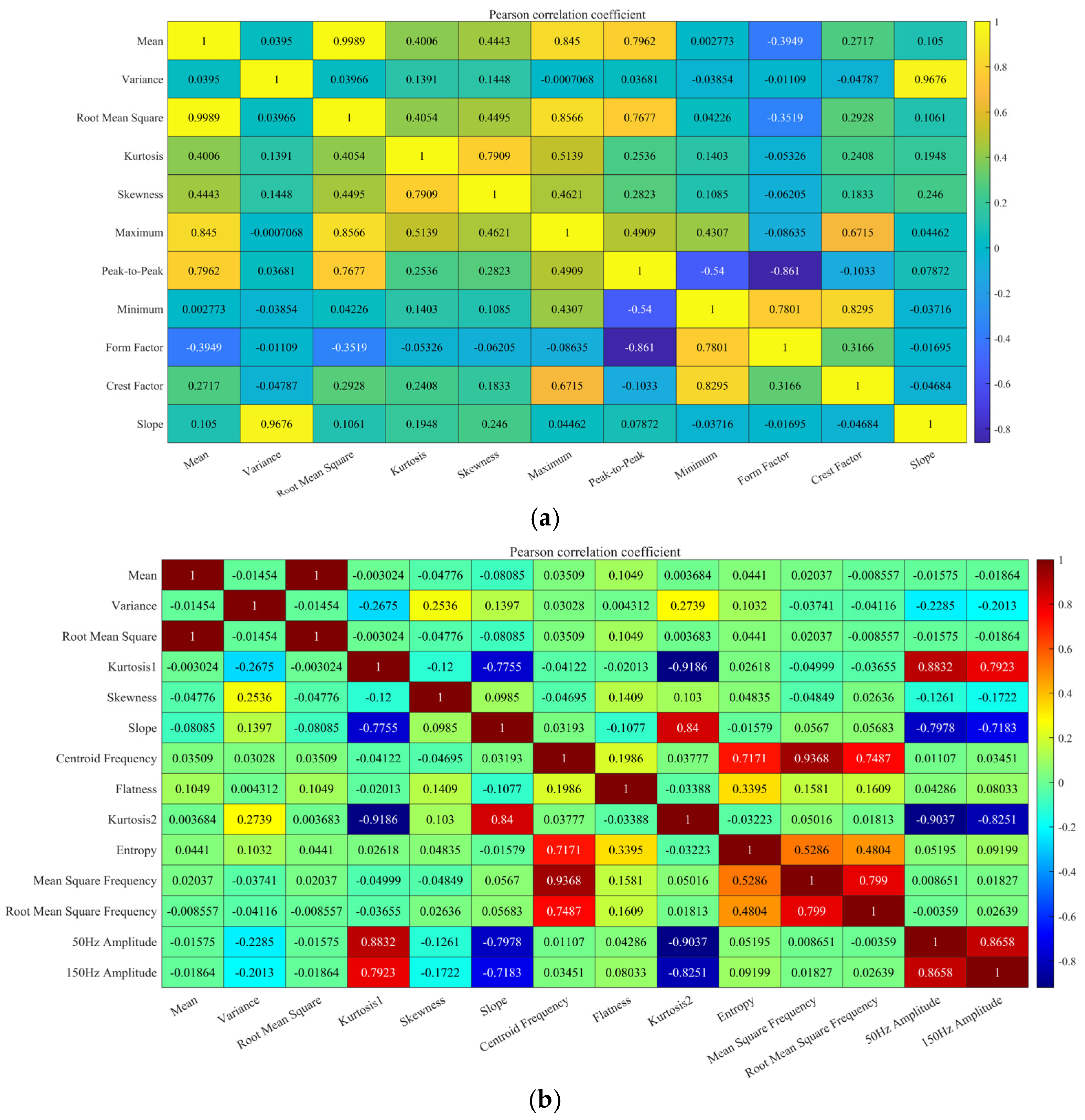
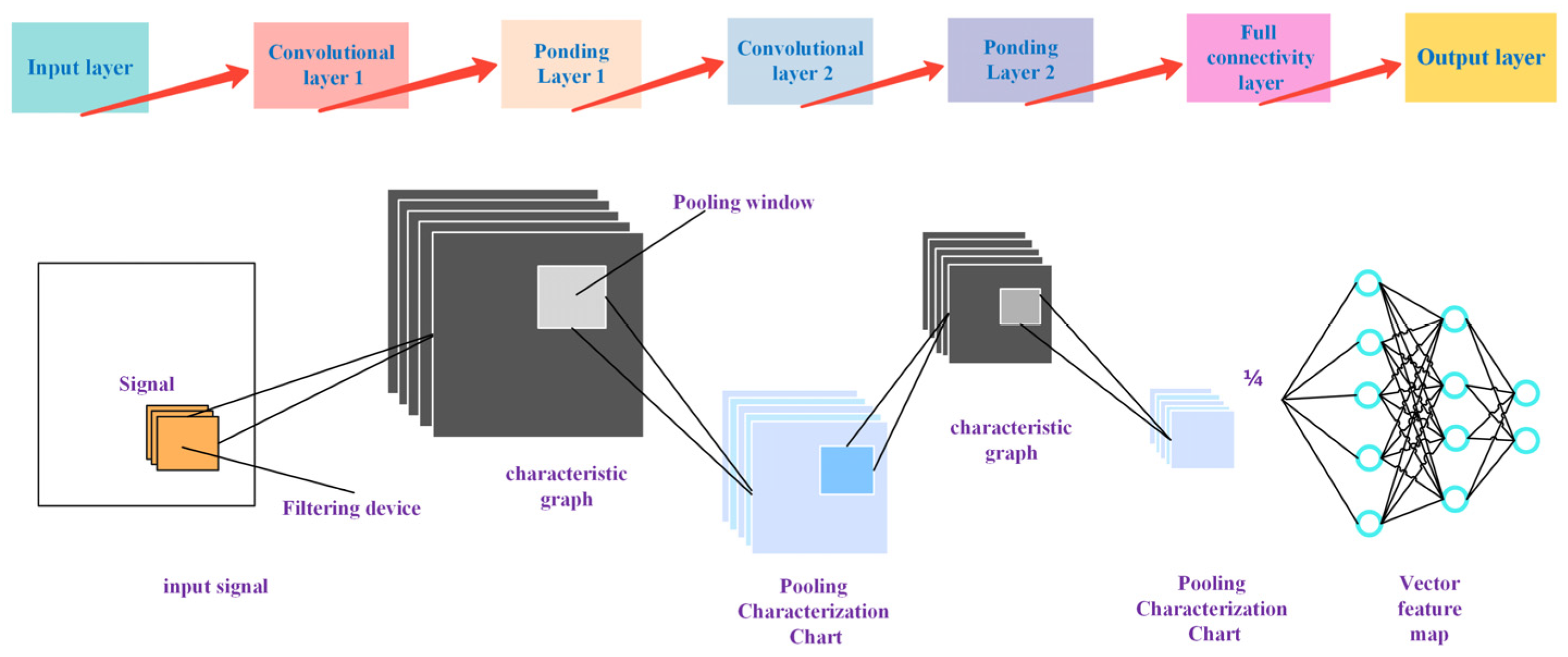
- A welding fusion recognition model based on GPCC-CNN-SVM is established, 23 dimensional features, including the arc signal and pressure signal, are extracted, data dimensionality is reduced by combining GRA and PCC, and a confusion matrix and a recognition model with an accuracy rate of 98.6% are obtained by SVM training.
- 4.
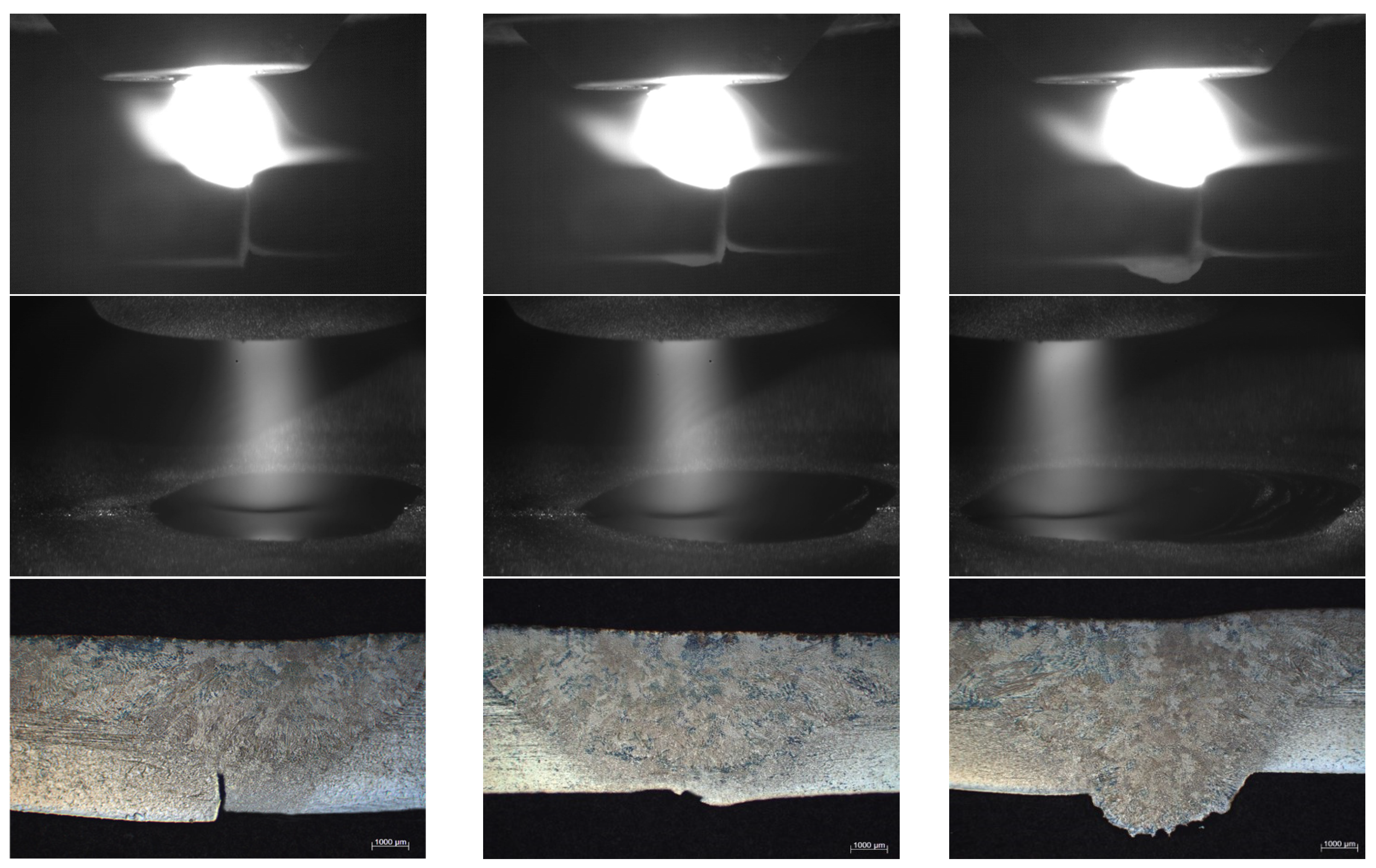
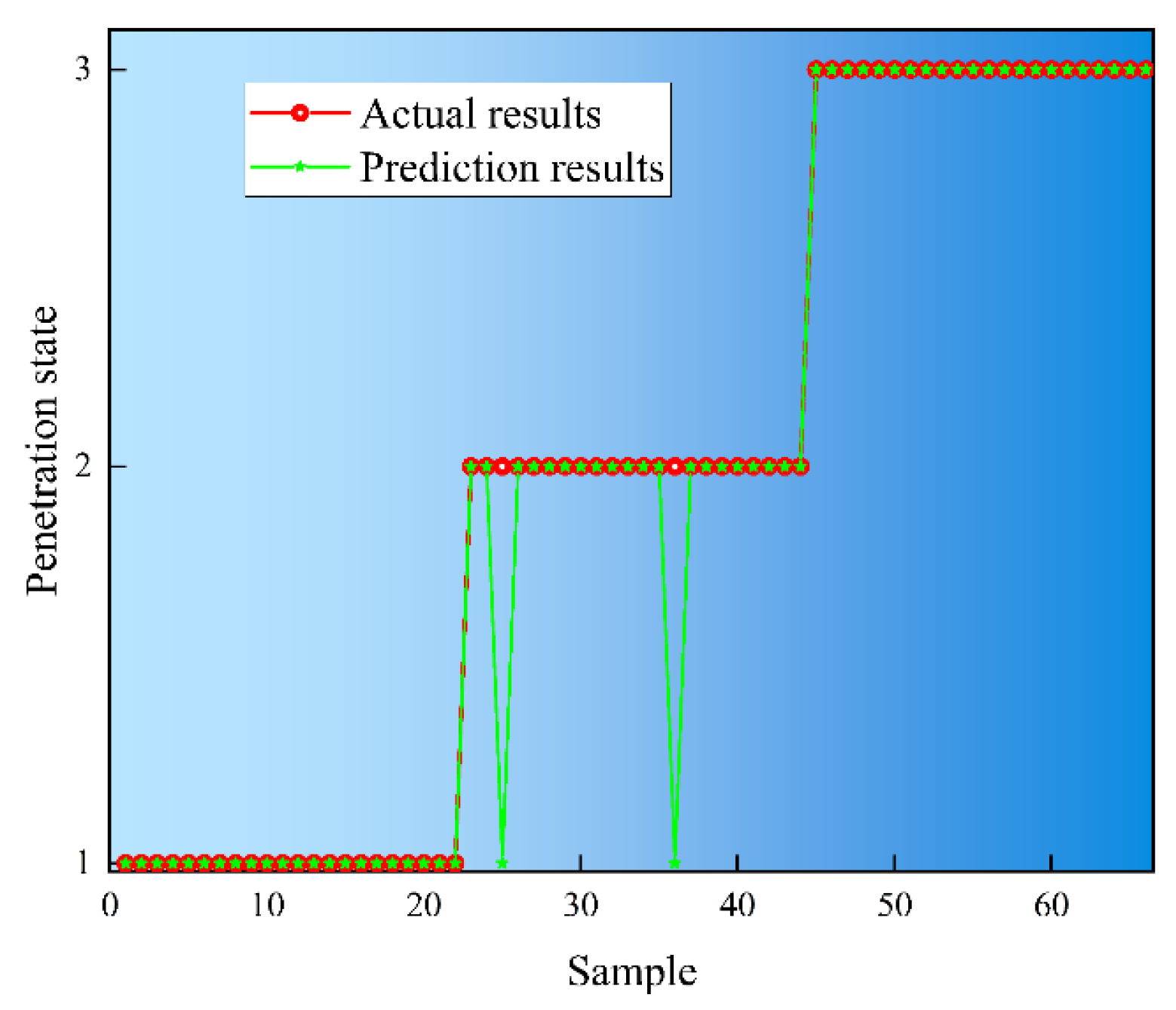
- Melting experiments verified that the recognition rate of the model for the three different melt pool states of unmelted, fully melted, and overmelted was 98%, 92%, and 97.3%, respectively. The recognition rate of the molten pool state for continuous mobile welding under varying welding process conditions is 96%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Li, X.; Pan, L.; Gao, J.; Zhang, K. Effects of weld penetration modes on laser welding characteristics of a novel ultra-high strength steel for aerospace application. J. Manuf. Process. 2023, 90, 111–124. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, B.; Wang, P.; Qian, H. Fatigue properties evaluation of fillet weld joints in full-scale steel marine structures. Ocean Eng. 2023, 270, 113651. [Google Scholar] [CrossRef]
- Amanat, N.; Chaminade, C.; Grace, J.; McKenzie, D.R.; James, N.L. Transmission laser welding of amorphous and semi-crystalline poly-ether–ether–ketone for applications in the medical device industry. Mater. Des. 2010, 31, 4823–4830. [Google Scholar] [CrossRef]
- Kumar, S.M.; Kannan, A.R.; Pramod, R.; Shanmugam, N.S.; Dhinakaran, V. Testing, characterization and numerical prediction (uni-axial tension and bend test) of Double-side TIG welded SS321 plate for pressure vessel application. Int. J. Press. Vessel. 2022, 197, 104648. [Google Scholar] [CrossRef]
- Mishra, D.; Pal, S.K.; Chakravarty, D. Industry 4.0 in welding. Weld. Technol. 2021, 18, 253–298. [Google Scholar]
- Jiang, F.; Li, W.; Xu, B.; Cheng, W.; Zhang, G.; Ma, X.; Chen, S. Variable polarity plasma arc welding: Process development and its recent developments of detecting modeling and controlling. J. Manuf. Process. 2024, 114, 1–17. [Google Scholar] [CrossRef]
- Wu, D.; Van Nguyen, A.; Tashiro, S.; Hua, X.; Tanaka, M. Elucidation of the weld pool convection and keyhole formation mechanism in the keyhole plasma arc welding. Int. J. Heat Mass Transf. 2019, 131, 920–931. [Google Scholar] [CrossRef]
- Xu, B.; Chen, S.; Tashiro, S.; Jiang, F.; Tanaka, M. Material flow analyses of high-efficiency joint process in VPPA keyhole flat welding by X-ray transmission system. J. Clean. Prod. 2020, 250, 119450. [Google Scholar] [CrossRef]
- Nguyen, H.L.; Van Nguyen, A.; Duy, H.L.; Nguyen, T.H.; Tashiro, S.; Tanaka, M. Relationship among welding defects with convection and material flow dynamic considering principal forces in plasma arc welding. Metals 2021, 11, 1444. [Google Scholar] [CrossRef]
- Cui, Y.; Shi, Y.; Zhu, T.; Cui, S. Welding penetration recognition based on arc sound and electrical signals in K-TIG welding. Measurement 2020, 163, 107966. [Google Scholar] [CrossRef]
- Wu, D.; Huang, Y.; Chen, H.; He, Y.; Chen, S. VPPAW penetration monitoring based on a fusion of visual and acoustic signals using t-SNE and DBN model. Mater. Des. 2017, 123, 1–14. [Google Scholar] [CrossRef]
- Wu, D.; Huang, Y.; Zhang, P.; Yu, Z.; Chen, H.; Chen, S. Visual-acoustic penetration recognition in variable polarity plasma arc welding process using hybrid deep learning approach. IEEE Access 2020, 8, 120417–120428. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, J. Weld penetration identification with deep learning method based on auditory spectrum images of arc sounds. Weld. World 2022, 66, 2509–2520. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, J.; Wang, Q.; Xiao, J.; Zhang, H. Weld bead penetration identification based on human-welder subjective assessment on welding arc sound. Measurement 2020, 154, 107475. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Q.; Xiao, J.; Zhang, H. Penetration state identification of lap joints in gas tungsten arc welding process based on two channel arc sounds. J. Mater. Process. Technol. 2020, 285, 116762. [Google Scholar] [CrossRef]
- Wang, Q.; Gao, Y.; Huang, L.; Gong, Y.; Xiao, J. Weld bead penetration state recognition in GMAW process based on a central auditory perception model. Measurement 2019, 147, 106901. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, B.; Tan, C.; Song, X.; Zhao, H. An end-to-end framework based on acoustic emission for welding penetration prediction. J. Manuf. Process. 2023, 107, 411–421. [Google Scholar] [CrossRef]
- Luo, Z.; Wu, D.; Zhang, P.; Ye, X.; Shi, H.; Cai, X.; Tian, Y. Laser welding penetration monitoring based on time-frequency characterization of acoustic emission and CNN-LSTM hybrid network. Materials 2023, 16, 1614. [Google Scholar] [CrossRef]
- Chen, J.; Chen, J.; Feng, Z. Model predictive control of GTAW weld pool penetration. IEEE Robot. Autom. Lett. 2019, 4, 2762–2768. [Google Scholar] [CrossRef]
- Li, B.; Shi, Y.; Wang, Z. Penetration identification of magnetic controlled Keyhole Tungsten inert gas horizontal welding based on OCR-SVM. Weld. World 2024, 68, 2281–2292. [Google Scholar] [CrossRef]
- Liang, R.; Yu, R.; Luo, Y.; Zhang, Y. Machine learning of weld joint penetration from weld pool surface using support vector regression. J. Manuf. Process. 2019, 41, 23–28. [Google Scholar] [CrossRef]
- Baek, D.; Moon, H.S.; Park, S.H. Optimization of weld penetration prediction based on weld pool image and deep learning approach in gas tungsten arc welding. Int. J. Adv. Manuf. Technol. 2024, 130, 2617–2633. [Google Scholar] [CrossRef]
- Baek, D.; Moon, H.S.; Park, S.H. In-process prediction of weld penetration depth using machine learning-based molten pool extraction technique in tungsten arc welding. J. Intell. Manuf. 2024, 35, 129–145. [Google Scholar] [CrossRef]
- Jia, C.B.; Liu, X.F.; Zhang, G.K.; Zhang, Y.; Yu, C.H.; Wu, C.S. Penetration/keyhole status prediction and model visualization based on deep learning algorithm in plasma arc welding. Int. J. Adv. Manuf. Technol. 2021, 117, 3577–3597. [Google Scholar] [CrossRef]
- Yu, R.; Guo, S.; Huang, Y.; Wang, L.; Peng, Y.; Wang, K. Measurement of weld penetration for variable-groove weldment using dual-band imaging and neural network. J. Mater. Res. Technol. 2023, 24, 640–2652. [Google Scholar] [CrossRef]
- Zeng, Z.; Yang, Y.; Yuan, J.; Qi, B. Rapid inference for penetration prediction of plasma arc welding using enhanced ShuffleNetV2 and FOS-ELM. Weld. World 2024, 68, 2625–2645. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Y.; Liu, W.; Li, B.; Yin, X.; Chen, C. Prediction of penetration based on plasma plume and spectrum characteristics in laser welding. J. Manuf. Process. 2022, 75, 593–604. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, F.; Liang, Z.; Ying, Y.; Lin, Q.; Wei, H. Correlation analysis of penetration based on keyhole and plasma plume in laser welding. J. Mater. Process. Technol. 2018, 256, 1–12. [Google Scholar] [CrossRef]
- Zeng, D.; Wu, D.; Huang, H.; Peng, B.; Wei, Y.; Du, H.; Zhang, P.; Shi, H.; Lu, Q.; Cai, X. Online identification of laser welding penetration through multi-photoelectric decomposition-reconstruction and shifted-windows-based transformer deep learning framework. Measurement 2025, 247, 116872. [Google Scholar] [CrossRef]
- Jiao, W.; Wang, Q.; Cheng, Y.; Zhang, Y. End-to-end prediction of weld penetration: A deep learning and transfer learning based method. J. Manuf. Process. 2021, 63, 191–197. [Google Scholar] [CrossRef]
- Yu, R.; Cao, Y.; Chen, H.; Ye, Q.; Zhang, Y. Deep learning based real-time and in-situ monitoring of weld penetration: Where we are and what are needed revolutionary solutions. J. Manuf. Process. 2023, 93, 15–46. [Google Scholar] [CrossRef]
- Cui, Y.; Shi, Y.; Hong, X. Analysis of the frequency features of arc voltage and its application to the recognition of welding penetration in K-TIG welding. J. Manuf. Process. 2019, 46, 225–233. [Google Scholar] [CrossRef]
- Xu, S.; Yang, L.; Xu, S. Characteristic relationship between the oscillating characteristics of plasma electrical signal and weld depth in laser deep melting welding. China Laser 2020, 47, 113–121. [Google Scholar]
- Zhang, S.; Hu, S.; Wang, Z. Weld penetration sensing in pulsed gas tungsten arc welding based on arc voltage. J. Mater. Process. Technol. 2016, 229, 520–527. [Google Scholar] [CrossRef]
- Bai, P.; Wang, Z.; Hu, S.; Ma, S.; Liang, Y. Sensing of the weld penetration at the beginning of pulsed gas metal arc welding. J. Manuf. Process. 2017, 28, 343–350. [Google Scholar] [CrossRef]
- Wang, F.; Chen, Y.; Wang, Q.; Liu, L.; Alam, M.; Zhang, X.; Jiao, W. Weld penetration state identification based on time series multi-source data fusion. Weld. World 2024, 69, 1401–1418. [Google Scholar] [CrossRef]
- She, K.; Li, D.; Yang, K.; Li, M.; Wu, B.; Yang, L.; Huang, Y. Online detection of laser welding penetration depth based on multi-sensor features. Materials 2024, 17, 1580. [Google Scholar] [CrossRef]
- Van Nguyen, A.; Tashiro, S.; Ngo, M.H.; Van Bui, H.; Tanaka, M. Effect of the eddies formed inside a weld pool on welding defects during plasma keyhole arc welding. J. Manuf. Process. 2020, 59, 649–657. [Google Scholar] [CrossRef]
- Zou, S.; Wang, Z.; Hu, S.; Wang, W.; Cao, Y. Control of weld penetration depth using relative fluctuation coefficient as feedback. J. Intell. Manuf. 2020, 31, 1203–1213. [Google Scholar] [CrossRef]
- Gatzen, M. Influence of low-frequency magnetic fields during laser beam welding of aluminum with filler wire. Phys. Procedia 2012, 39, 59–66. [Google Scholar] [CrossRef]
- Meng, X.; Bachmann, M.; Artinov, A.; Rethmeier, M. The influence of magnetic field orientation on metal mixing in electromagnetic stirring enhanced wire feed laser beam welding. J. Mech. Work. Technol. 2021, 294, 117135. [Google Scholar] [CrossRef]
- Zhou, J.; Tan, H.; Zhang, L.; Lin, H.; Jia, J.; Wei, W. Numerical and experimental study of the enhanced melting and penetration capability of aluminum alloy gap bridging laser welding by alternating magnetic field. Opt. Lasers Eng. 2024, 182, 108493. [Google Scholar] [CrossRef]
- Liu, F.; Xu, B.; Song, K.; Tan, C.; Zhao, H.; Wang, G.; Chen, B.; Song, X. Improvement of penetration ability of heat source for 316 stainless steel welds produced by alternating magnetic field assisted laser-MIG hybrid welding. J. Mater. Process. Technol. 2022, 299, 117329. [Google Scholar] [CrossRef]
- Liu, L.; Zhu, Y.; Liu, R. Study of twin tungsten electrode–wire electrode indirect arc welding assisted by alternating magnetic field. J. Manuf. Process. 2023, 101, 171–180. [Google Scholar] [CrossRef]
- Cervantes, J.; Garcia-Lamont, F.; Rodríguez-Mazahua, L.; Lopez, A. A comprehensive survey on support vector machine classification: Applications challenges and trends. Neurocomputing 2020, 408, 189–215. [Google Scholar] [CrossRef]
- Jahangir, H.; Tayarani, H.; Baghali, S.; Ahmadian, A.; Elkamel, A.; Golkar, M.A.; Castilla, M. A novel electricity price forecasting approach based on dimension reduction strategy and rough artificial neural networks. IEEE Trans. Ind. Inform. 2019, 16, 2369–2381. [Google Scholar] [CrossRef]
- Qi, Z.; Liu, Y.; Song, Q.; Zhou, N. An improved greedy reduction algorithm based on neighbourhood rough set model for sensors screening of exoskeleton. IEEE Sens. J. 2021, 21, 26964–26977. [Google Scholar] [CrossRef]
- Muddineni, V.P.; Bonala, A.K.; Sandepudi, S.R. Grey relational analysis-based objective function optimisation for predictive torque control of induction machine. IEEE Trans. Ind. Appl. 2020, 57, 835–844. [Google Scholar] [CrossRef]
- Li, G. A Pearson Based Feature Compressing Model for SNARE Protein Classification. IEEE Access 2020, 8, 136560–136569. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Current I | Welding Speed vw | Welding Height h | Flow Rate vg |
|---|---|---|---|
| 70 A | 0.2 m∙min−1 | 7 mm | 12 L∙min−1 |
| 80 A | 0.2 m∙min−1 | 7 mm | 12 L∙min−1 |
| 90 A | 0.2 m∙min−1 | 7 mm | 12 L∙min−1 |
| Feature | Formula | Feature | Formula |
|---|---|---|---|
| Mean | Maximum | ||
| Variance | Minimum | ||
| Root Mean Square | Peak to Peak | ||
| Kurtosis | Form Factor | ||
| Skewness | Crest Factor | ||
| Slope | Centroid | ||
| Flatness | Entropy | ||
| Mean Square Frequency | Root Mean Square Frequency |
| Signal Type | Single Sensor SNR (dB) | Fused Sensor SNR (dB) | Increase Amplitude (dB) |
|---|---|---|---|
| Arc voltage | 8 | 15 | 7 |
| Arc pressure | 5 | 12 | 7 |
| Joint signal | - | 18 | 10 |
| Characterization | PCC | GRA |
|---|---|---|
| Type of Relationship | Linear Correlation | Nonlinear Correlation |
| Measurement Impact | None (Normalization) | Data Normalization Required |
| Computational Complexity | O(n) | O(n) |
| Physical Interpretation | Clear (Slope and Direction) | Relatively Clear |
| Outlier Sensitivity | Higher | Higher |
| Parameters | Values |
|---|---|
| Learning rate | 0.001 |
| Optimizer | Adam |
| Loss function | Cross-entropy loss |
| Activation function | ReLU |
| Epochs | 1600 |
| Batch size | 32 |
| Regularization | Dropout (rate = 0.5) |
| Input | Model | Metrics | |||
|---|---|---|---|---|---|
| Acc (%) | Pre (%) | Rec (%) | F1 (%) | ||
| Arc+Pressure Signal | GRA-SVM | 90 | 93.42 | 90 | 90.42 |
| Arc+Pressure Signal | PCC-SVM | 91.33 | 92 | 91.33 | 92 |
| Arc Signal | Arc Signal SVM | 88.64 | 83 | 88.64 | 83 |
| Pressure Signal | Pressure Signal SVM | 86 | 85.67 | 86 | 85.33 |
| Arc+Pressure Signal | GPCC-CNN-SVM | 98.64 | 97 | 97.79 | 97.79 |
| Algorithmic Step | GPCC-CNN-SVM (ms) | GRA-SVM (ms) | PCC-SVM (ms) | Single-Arc Signal SVM (ms) | Single-Pressure Signal SVM (ms) |
|---|---|---|---|---|---|
| Gray relational analysis | 25 ms | 30 | - | 25 | 25 |
| Pearson correlation analysis | 40 ms | - | 40 | 40 | 40 |
| CNN-SVM training | 50 ms | 30 | 40 | 40 | 42 |
| Total algorithm time | 115 | 90 | 80 | 105 | 107 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, Y.; Wang, D.; Qu, Y.; Liu, H.; Jia, A.; Hong, B. A Magnetron Plasma Arc Fusion Identification Study Based on GPCC-CNN-SVM Multi-Source Signal Fusion. Sensors 2025, 25, 2996. https://doi.org/10.3390/s25102996
Zou Y, Wang D, Qu Y, Liu H, Jia A, Hong B. A Magnetron Plasma Arc Fusion Identification Study Based on GPCC-CNN-SVM Multi-Source Signal Fusion. Sensors. 2025; 25(10):2996. https://doi.org/10.3390/s25102996
Chicago/Turabian StyleZou, Yeming, Dongqian Wang, Yuanyuan Qu, Hao Liu, Aiting Jia, and Bo Hong. 2025. "A Magnetron Plasma Arc Fusion Identification Study Based on GPCC-CNN-SVM Multi-Source Signal Fusion" Sensors 25, no. 10: 2996. https://doi.org/10.3390/s25102996
APA StyleZou, Y., Wang, D., Qu, Y., Liu, H., Jia, A., & Hong, B. (2025). A Magnetron Plasma Arc Fusion Identification Study Based on GPCC-CNN-SVM Multi-Source Signal Fusion. Sensors, 25(10), 2996. https://doi.org/10.3390/s25102996