Research on Alternating Current Field Measurement Method for Buried Defects of Titanium Alloy Aircraft Skin


Abstract
1. Introduction
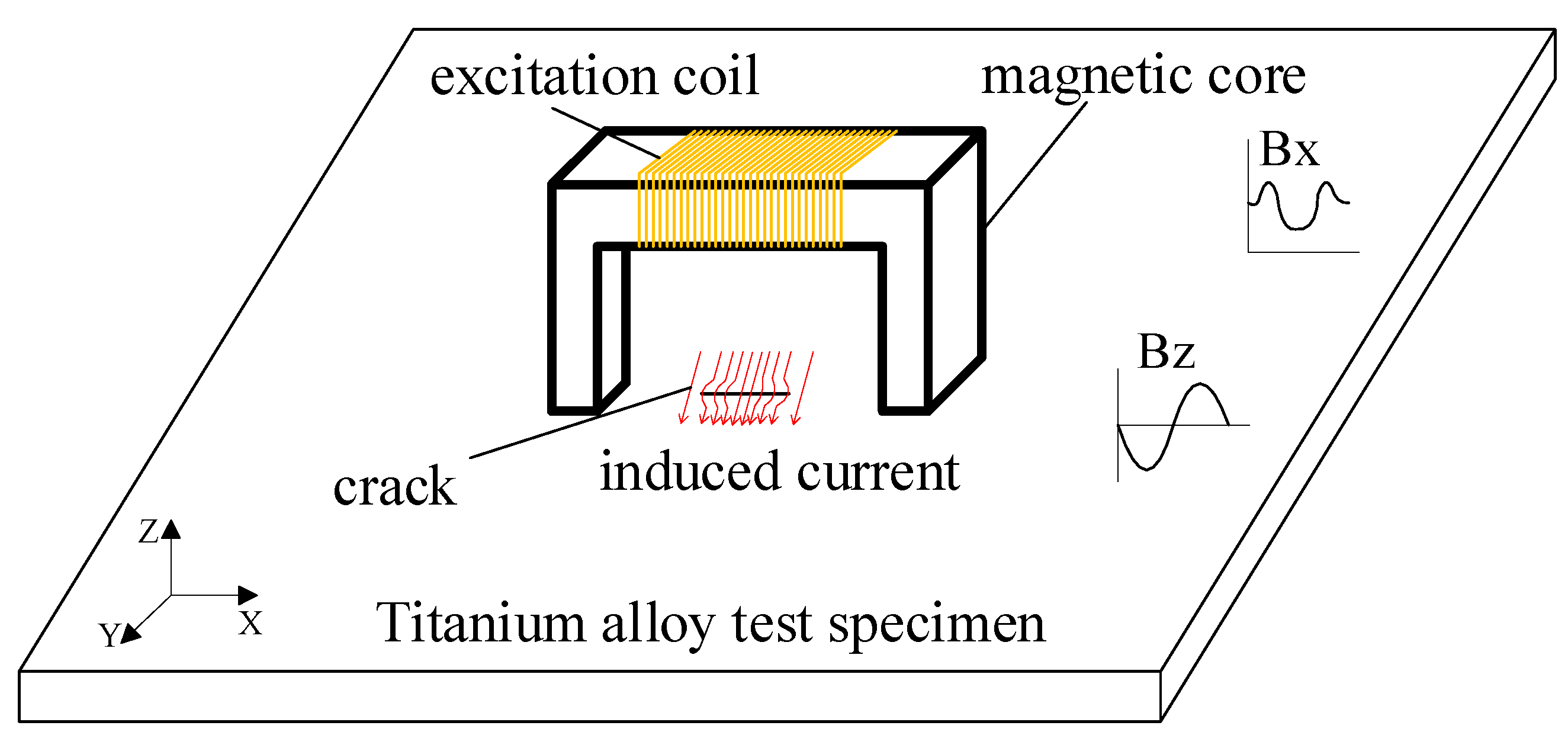
2. Basic Principles of ACFM
3. Finite Element Simulation
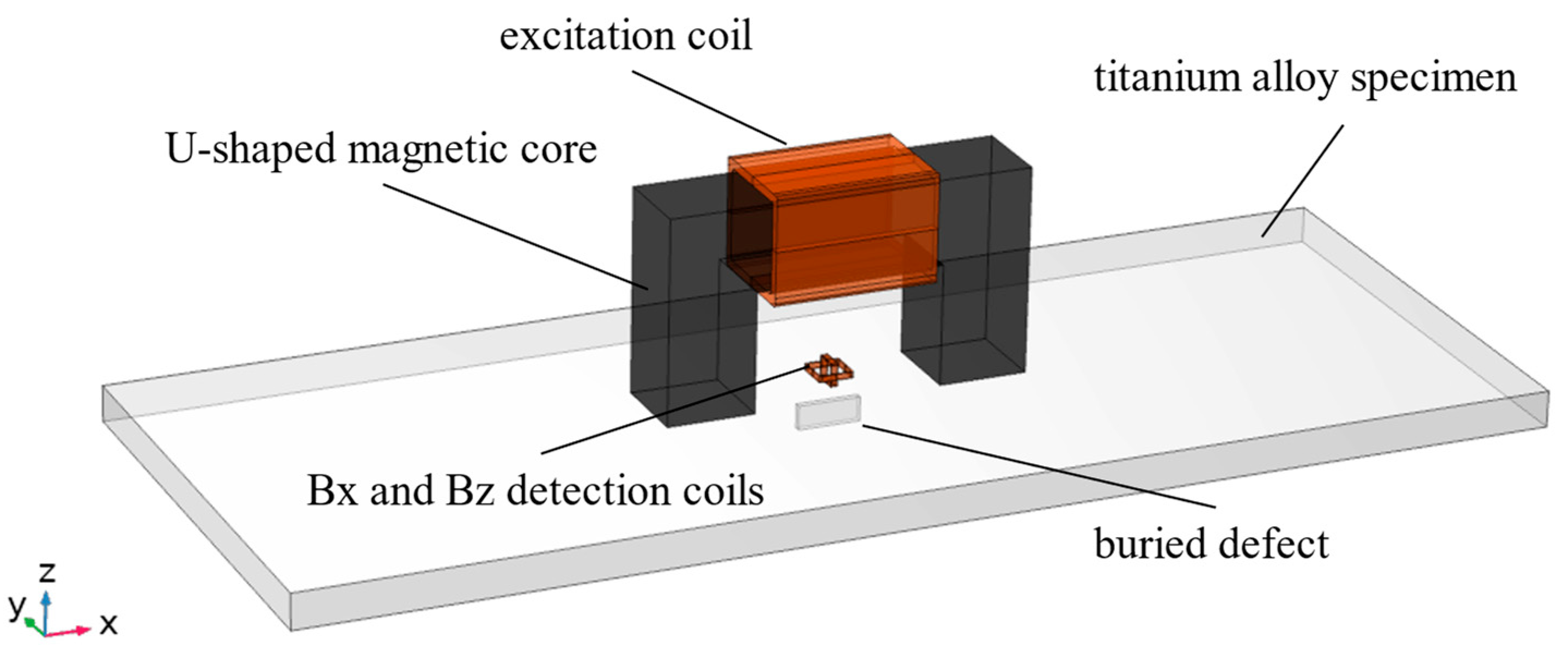
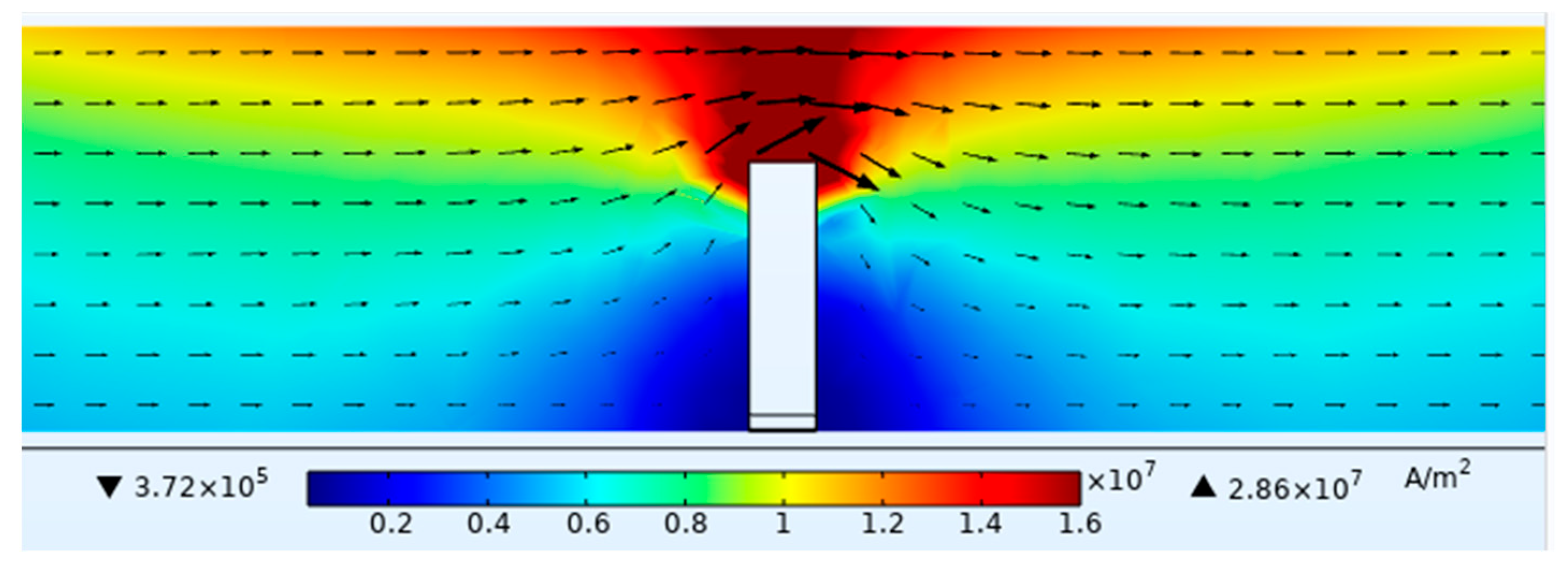
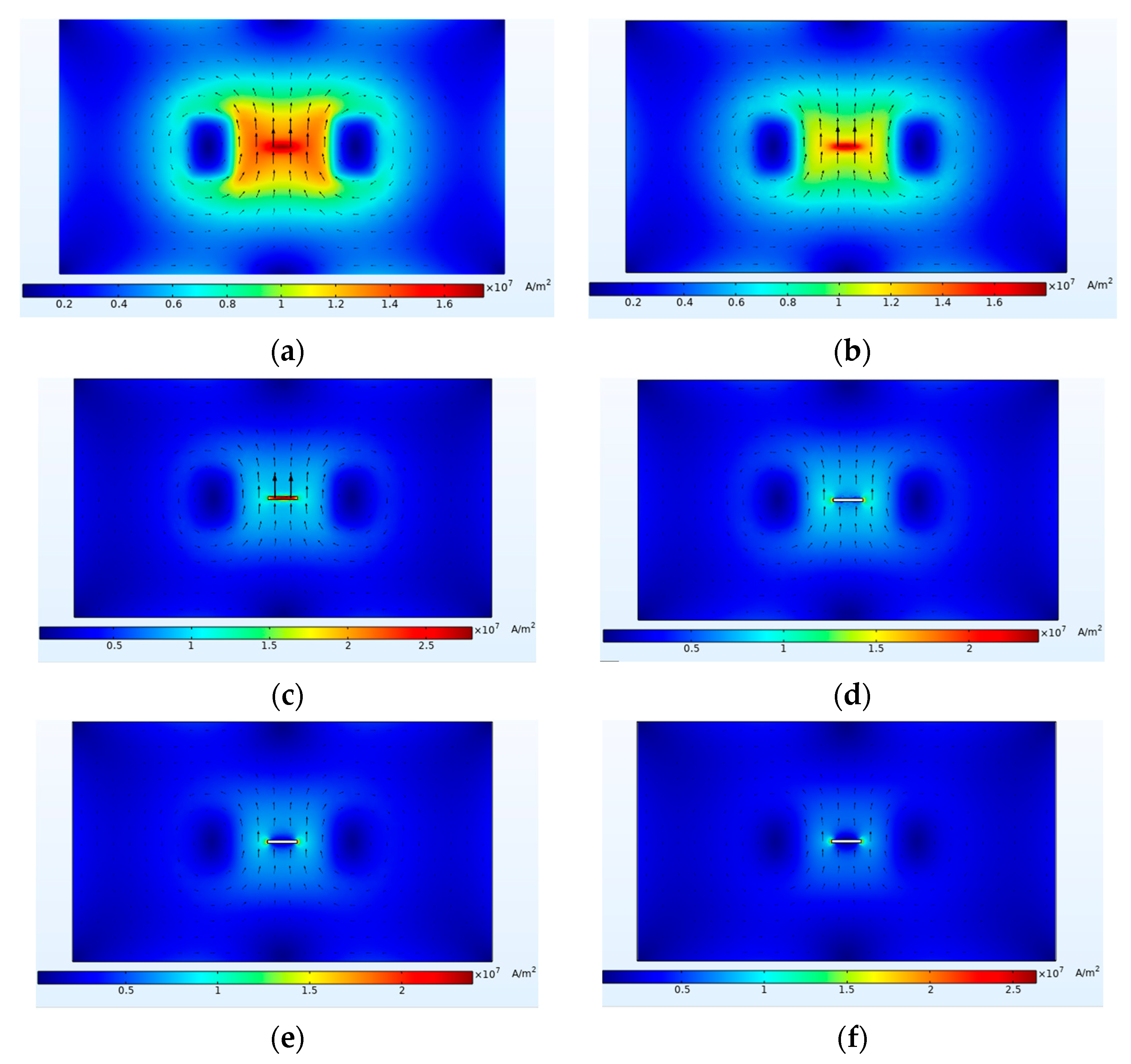
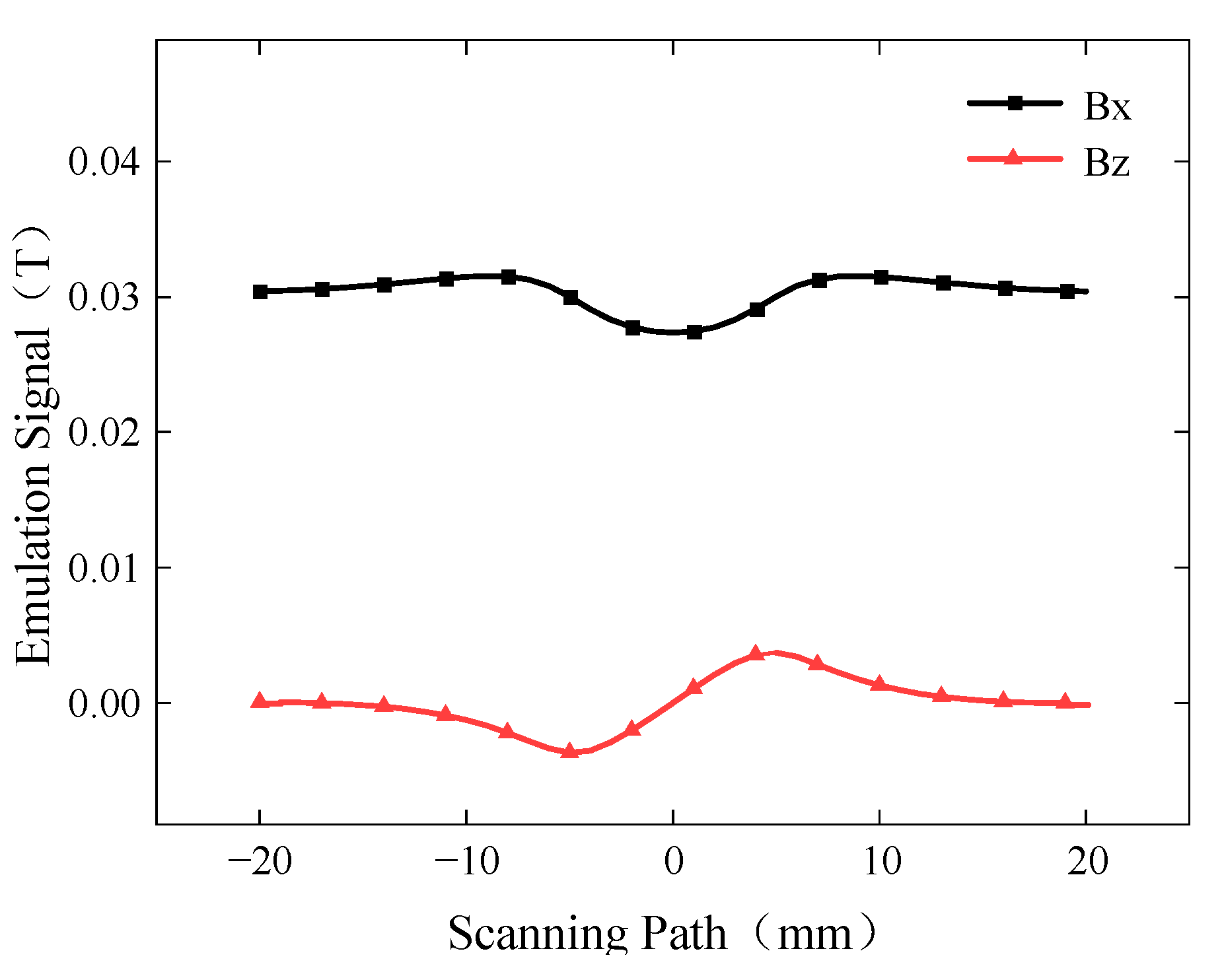
3.1. Simulation Analysis of Buried Defects
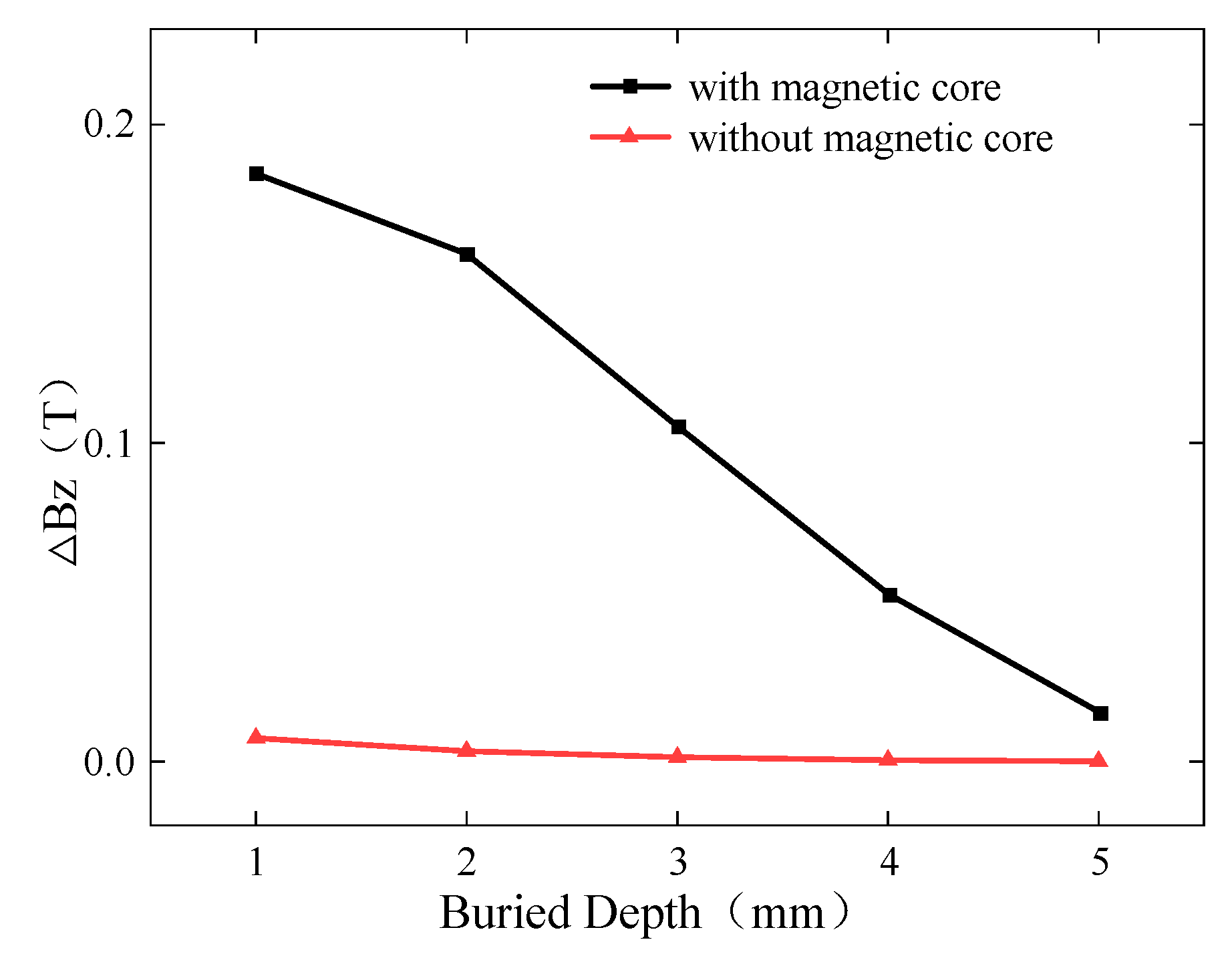
3.2. Influence of Burial Depth on Detection Results
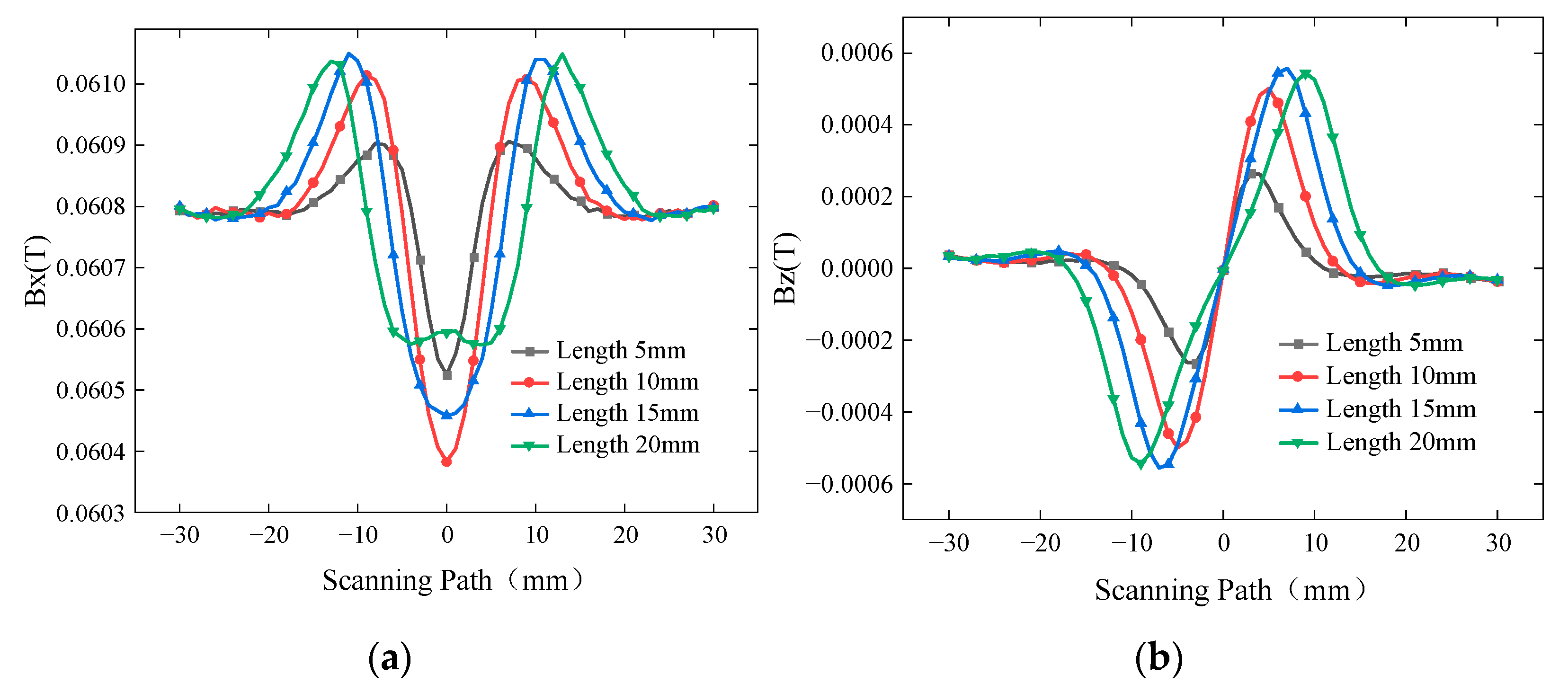
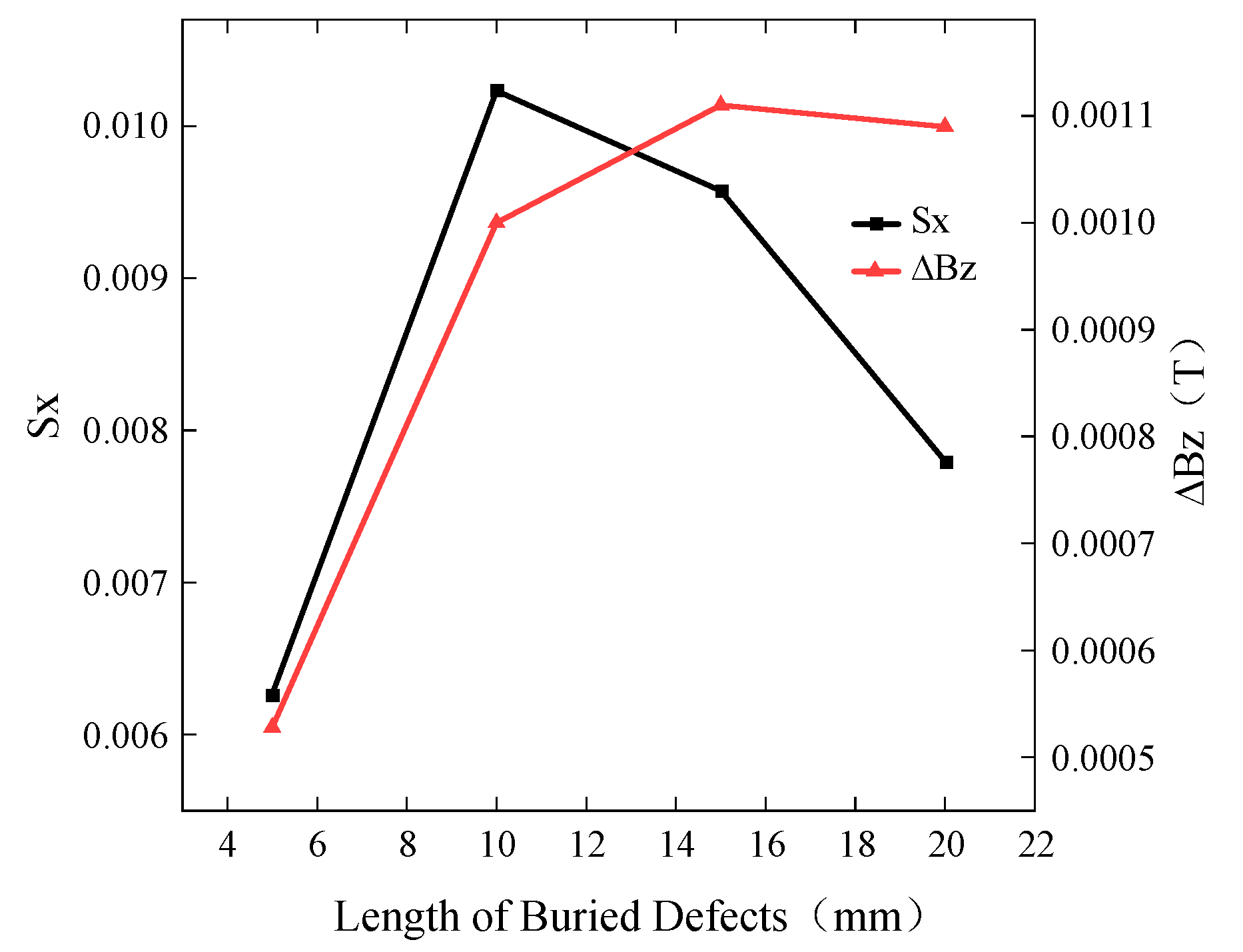
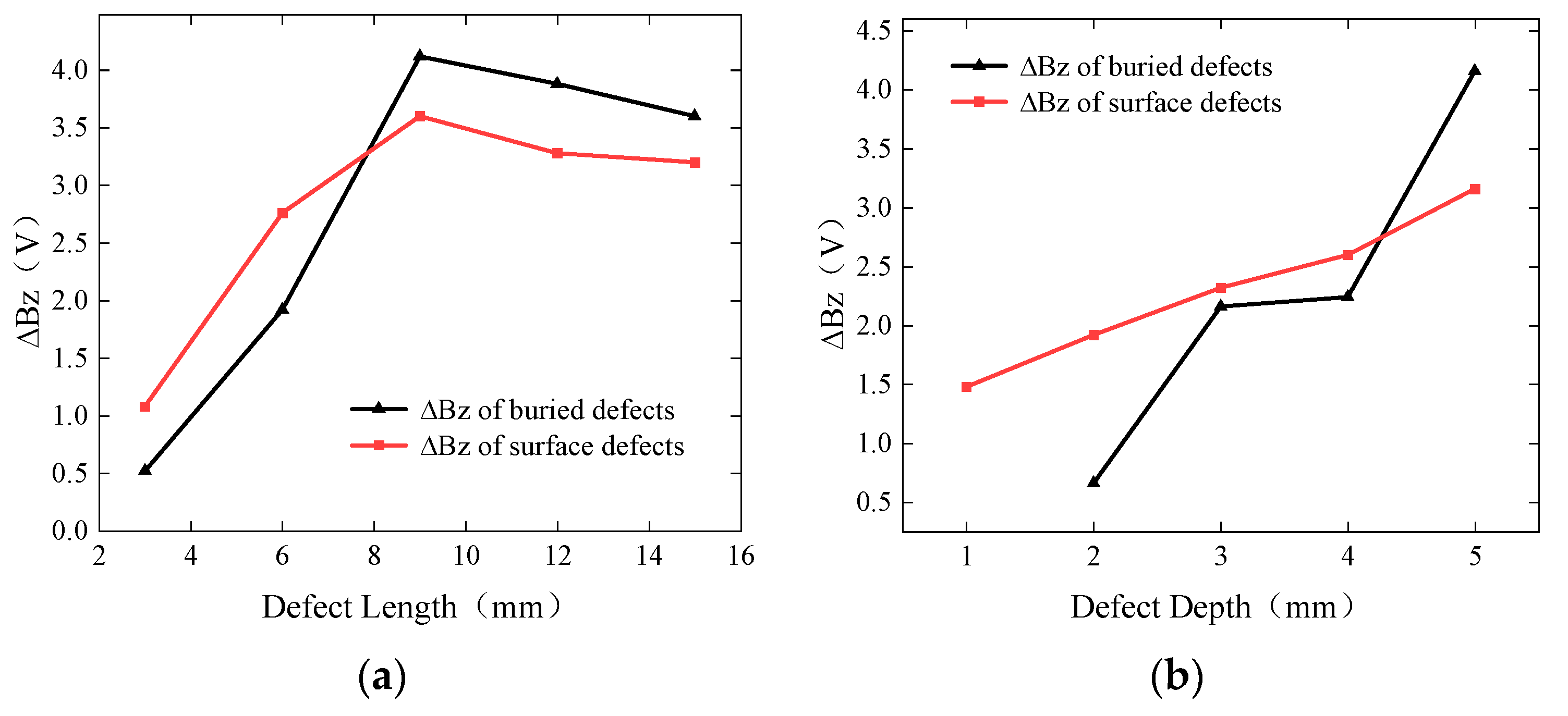
3.3. Influence of Buried Defect Length on Detection Results
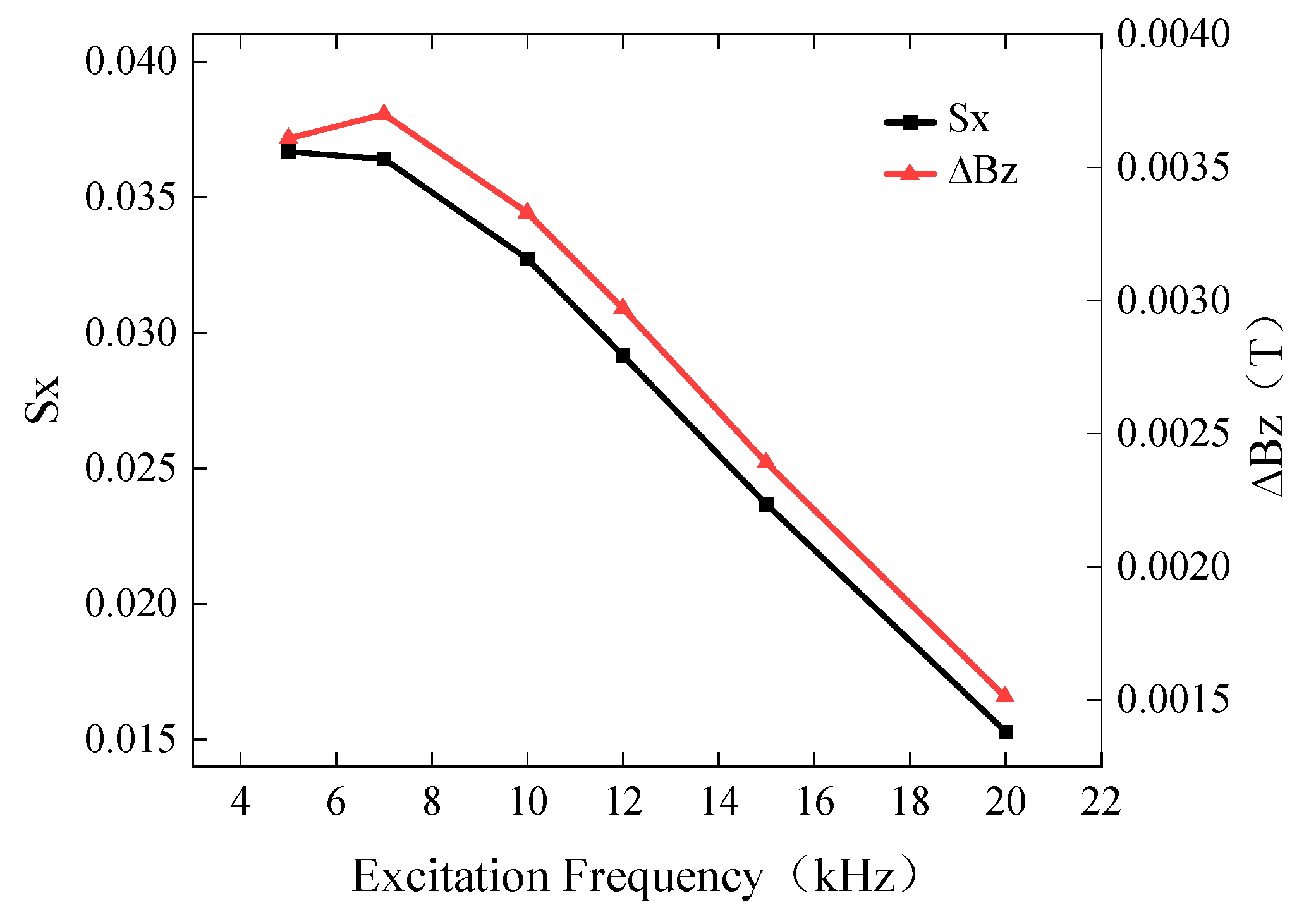
3.4. Influence of Excitation Frequency on Detection Results
4. ACFM System Design
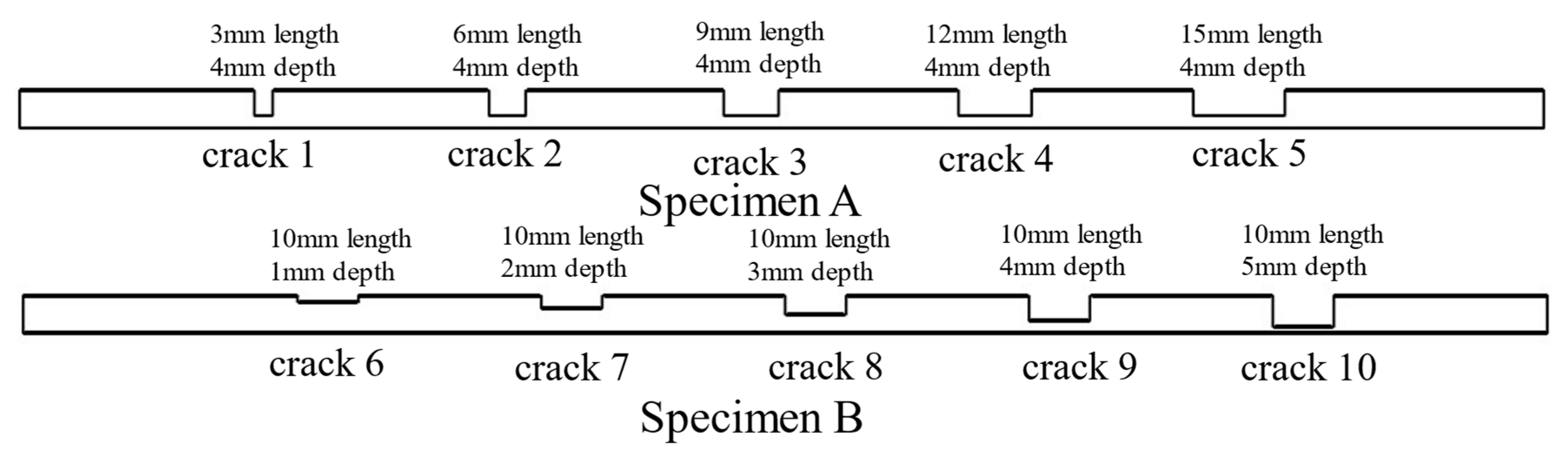
4.1. Specimen Preparation
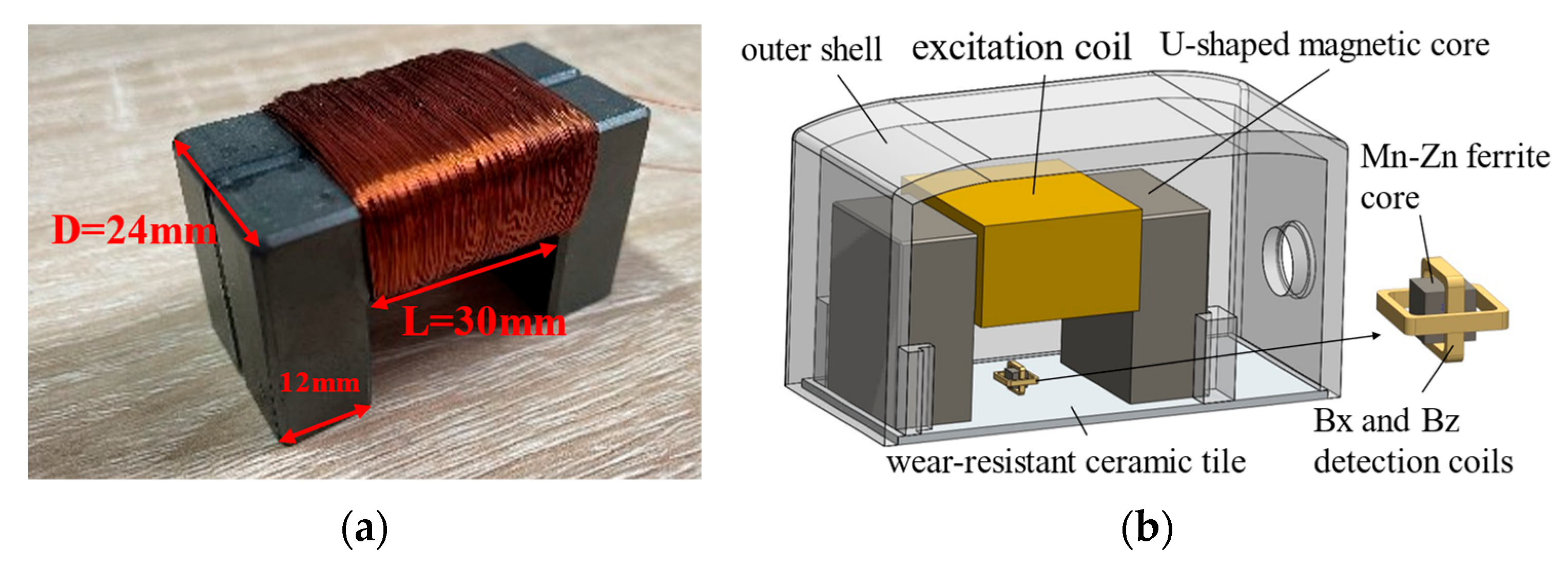
4.2. Probe Design
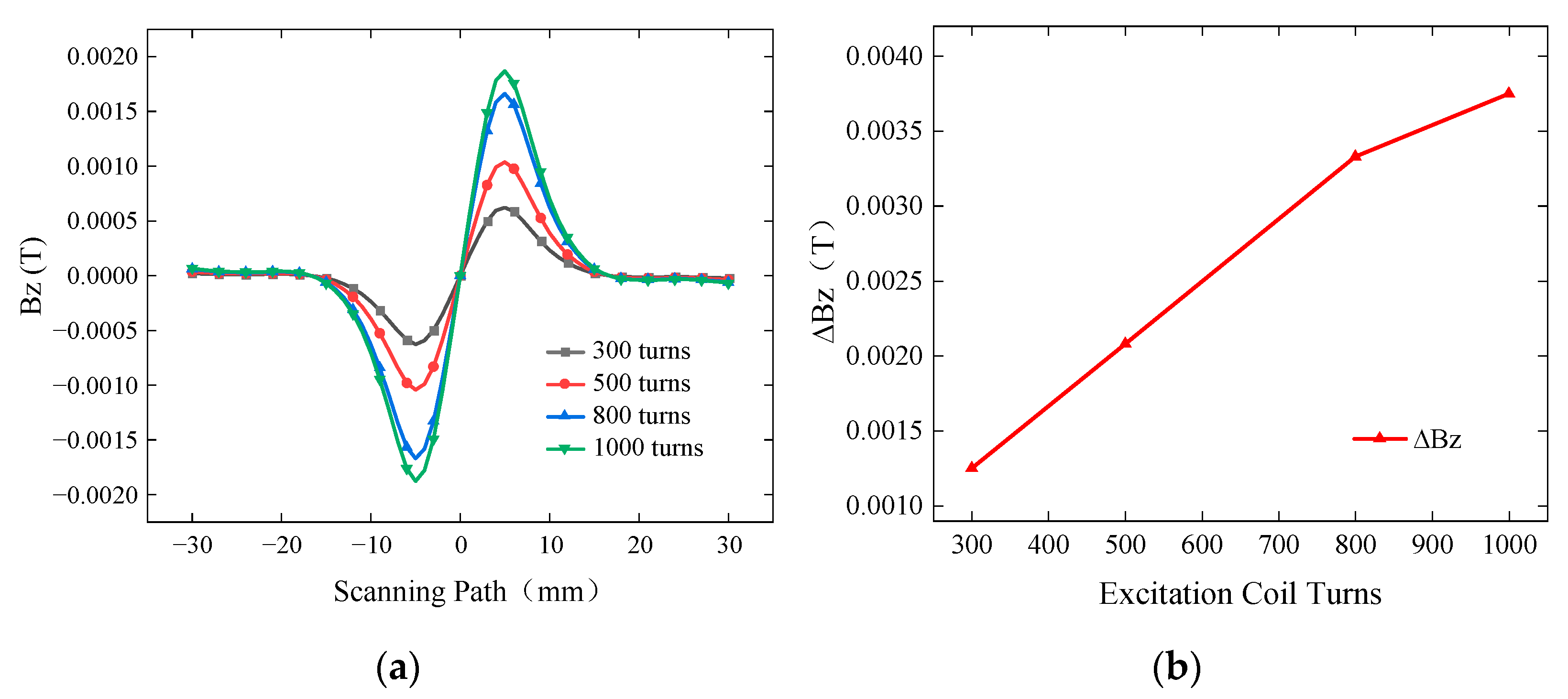
4.2.1. Simulation of Excitation Coil Turns
4.2.2. Optimization of Detection Coil
4.3. Overall Design of the Detection System
5. Experimental Test and Analysis
5.1. Surface Defect Detection Test
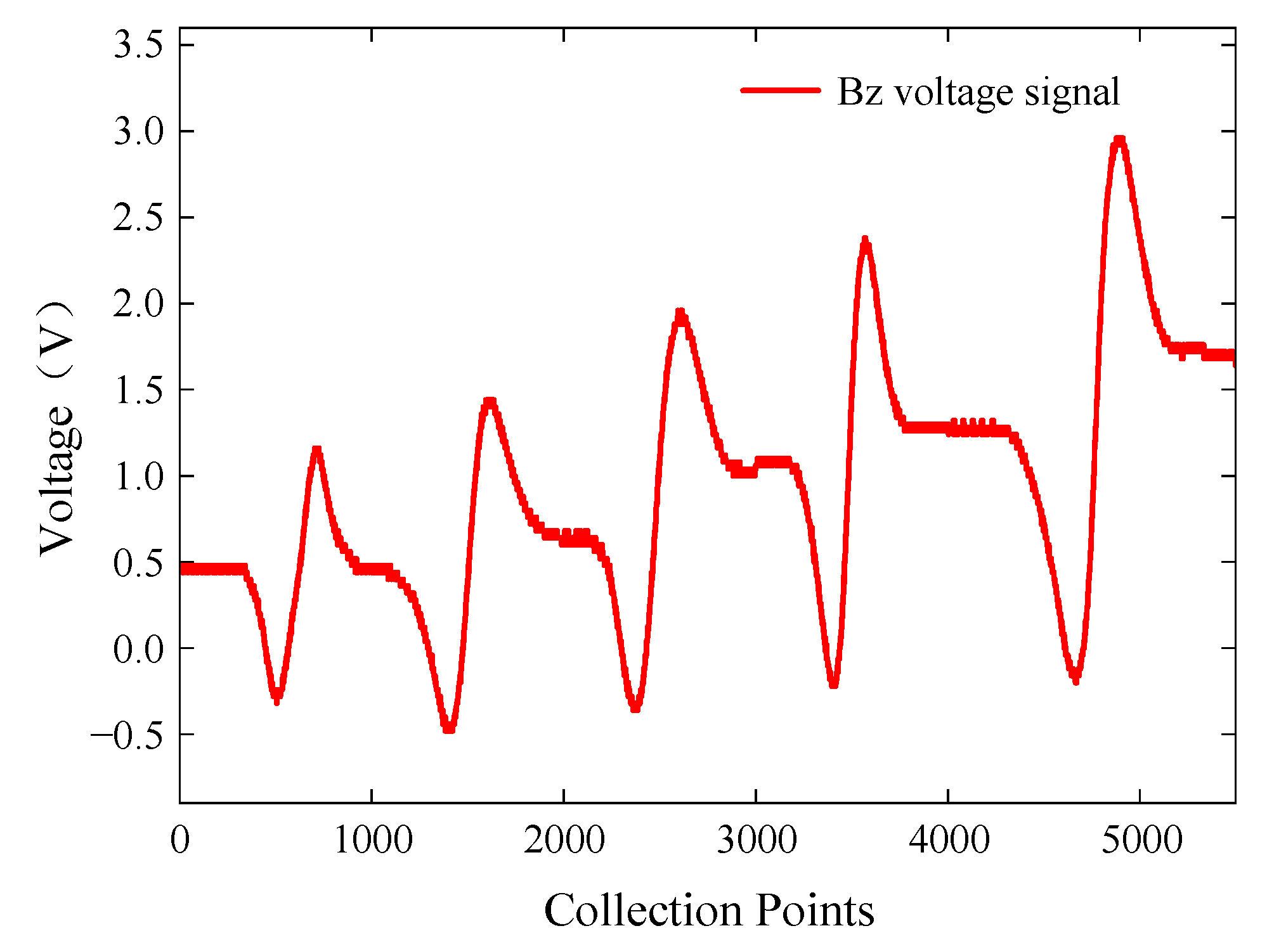
5.1.1. Test on Surface Defects of Different Lengths
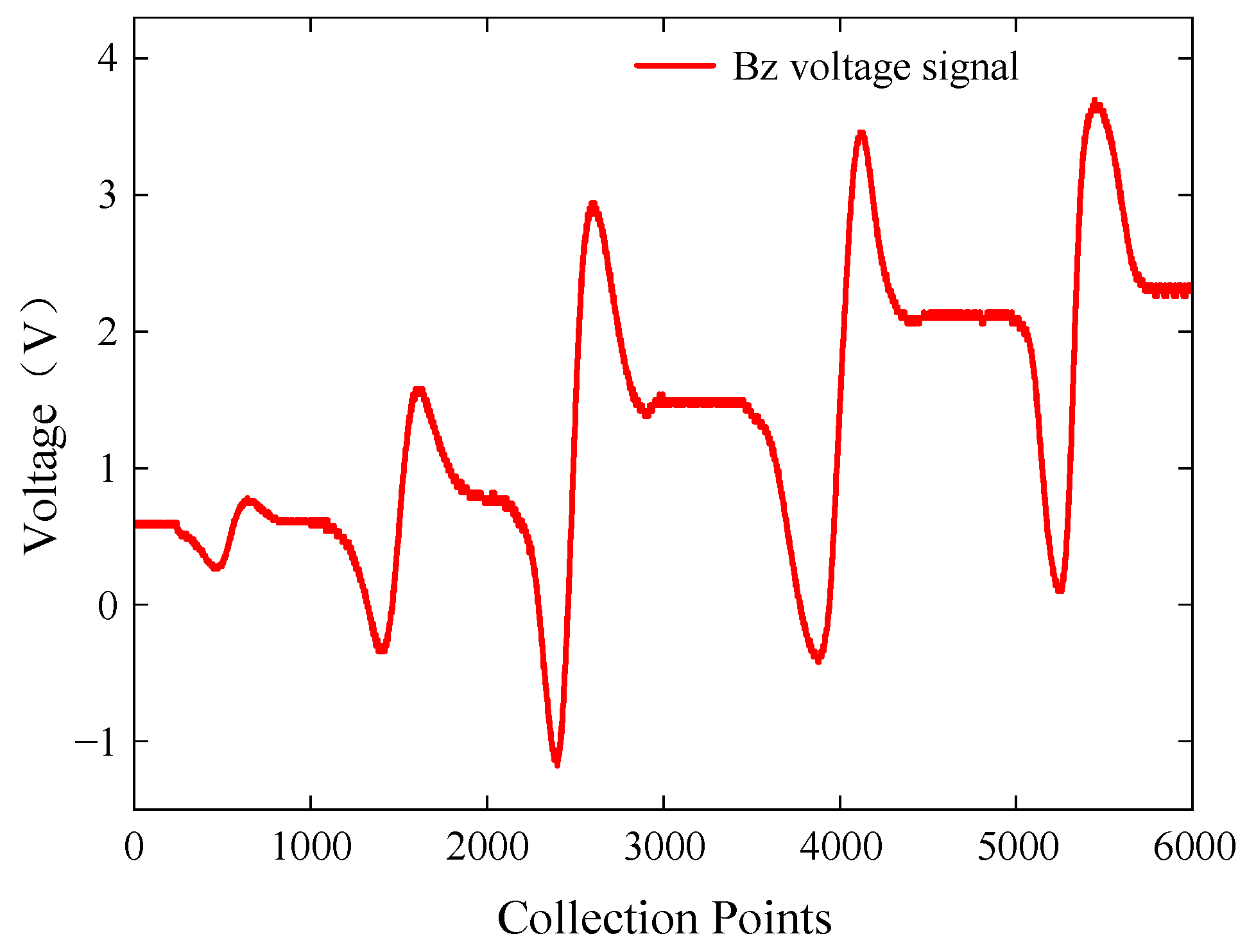
5.1.2. Test on Surface Defects of Different Depths
5.2. Buried Defect Detection Test
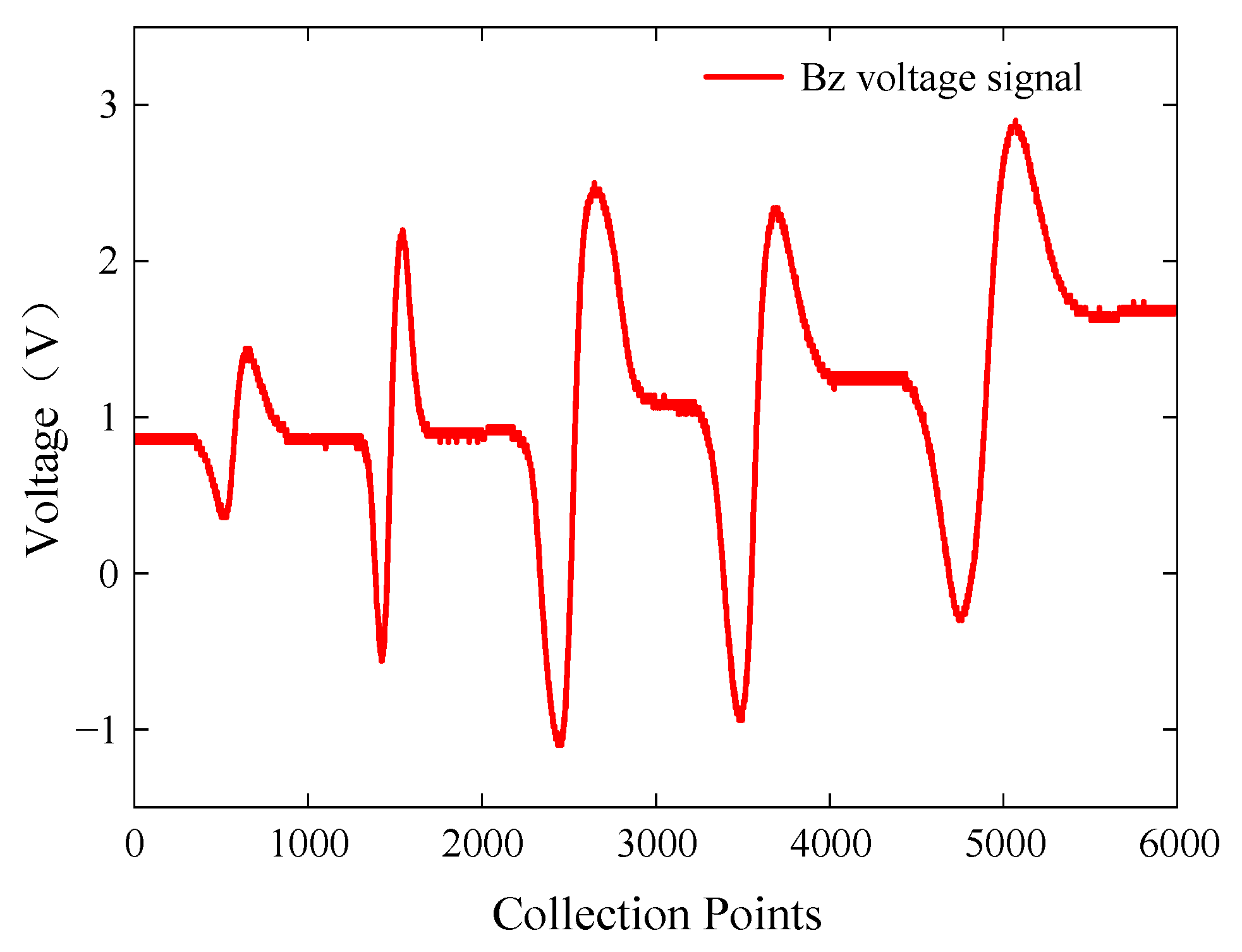
5.2.1. Test on Buried Defects of Different Lengths
5.2.2. Test on Buried Defects of Different Depths
5.3. Analysis of Experimental Results
6. Conclusions
- (1)
- Under the excitation of the alternating current electromagnetic field, the characteristics of the buried defect signal are consistent with those of surface defects. The Bx signal exhibits a valley in the middle of the crack and peaks at both ends. The Bz signal displays peaks and valleys at the ends of the crack. The alternating current electromagnetic field detection method can be used for detecting buried defects in aerospace titanium alloy specimens. The Bx signal can indicate the depth information of the buried defect, while the Bz signal can indicate the length information of the buried defect.
- (2)
- The influence of buried defect length and depth on the Bz signal is investigated. As the length of the buried defect increases, the peak-to-peak value of the Bz signal follows an initially increasing and then decreasing pattern. As the depth of the buried defect increases, the peak-to-peak value of the Bz signal shows a linear increase The experimental results are in good agreement with the simulation results. The ACFM probe exhibits high sensitivity to changes in the length and depth of buried defects, allowing for preliminary determination of the length and depth information of buried defects.
- (3)
- Surface defect detection results of titanium alloy specimens based on the ACFM method indicate that the probe can effectively detect small cracks with a length of 3 mm and a depth of 4 mm, as well as deep defects with a length of 10 mm and a depth of 5 mm, with corresponding peak-to-peak values of 1.08 V and 3.16 V, respectively. Buried defect detection results of titanium alloy specimens indicate that the probe can effectively detect small cracks with a length of 3 mm and a burial depth of 2 mm, as well as deep defects with a length of 10 mm and a burial depth of 4 mm, with corresponding peak-to-peak values of 0.52 V and 0.66 V, respectively.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Koizumi, H.; Takeuchi, Y.; Imai, H.; Kawai, T.; Yoneyama, T. Application of Titanium and Titanium Alloys to Fixed Dental Prostheses. J. Prosthodont. Res. 2019, 63, 266–270. [Google Scholar] [CrossRef] [PubMed]
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Properties and Applications of Titanium Alloys: A Brief Review. Rev. Adv. Mater. Sci 2012, 32, 133–148. [Google Scholar]
- Morrissey, R.; Nicholas, T. Staircase Testing of a Titanium Alloy in the Gigacycle Regime. Int. J. Fatigue 2006, 28, 1577–1582. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Kobayashi, A.; Suresh, K.; Subramanian, B. Characterization of Gas Tunnel Type Plasma Sprayed TiN Reinforced Fe-Based Metallic Glass Coatings. J. Alloys Compd. 2013, 551, 168–175. [Google Scholar] [CrossRef]
- Li, H.; Wang, J.; Zhang, T.; Li, Z. The Effect of Electrical Parameters of Eddy Current Sensor on Metal Film Thickness Measurement Performance and the Optimization Method. Rev. Sci. Instrum. 2023, 94, 105001. [Google Scholar] [CrossRef] [PubMed]
- Xie, Y.; Li, J.; Tao, Y.; Wang, S.; Yin, W.; Xu, L. Edge Effect Analysis and Edge Defect Detection of Titanium Alloy Based on Eddy Current Testing. Appl. Sci. 2020, 10, 8796. [Google Scholar] [CrossRef]
- Li, W.; Chen, G.; Ge, J.; Yin, X.; Li, K. High Sensitivity Rotating Alternating Current Field Measurement for Arbitrary-Angle Underwater Cracks. Ndt E Int. 2016, 79, 123–131. [Google Scholar] [CrossRef]
- Wei, W.; Li, H.; Xiang-lin, Z.; Yu-xing, X.; Guan-hua, W. Study on Edge Effect of Radiographic Testing for Titanium Alloy Joint Structure with Large Thickness Difference. In Proceedings of the 2014 IEEE Far East Forum on Nondestructive Evaluation/Testing, Chengdu, China, 20–23 June 2014; pp. 320–323. [Google Scholar]
- Saresh, N.; Pillai, M.G.; Mathew, J. Investigations into the Effects of Electron Beam Welding on Thick Ti–6Al–4V Titanium Alloy. J. Mater. Process. Technol. 2007, 192, 83–88. [Google Scholar] [CrossRef]
- Ai, Y.; Zhang, Y.; Cao, X.; Zhang, W. A Defect Detection Method for the Surface of Metal Materials Based on an Adaptive Ultrasound Pulse Excitation Device and Infrared Thermal Imaging Technology. Complexity 2021, 2021, 8199013. [Google Scholar] [CrossRef]
- Han, X.; Ajanahalli, A.S.; Ahmed, Z.; Li, W.; Newaz, G.M.; Favro, L.D.; Thomas, R.L. Finite-element Modeling of Sonic Ir Imaging of Cracks in Aluminum and Titanium Alloys. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2008; Volume 975, pp. 483–490. [Google Scholar]
- Mian, A.; Han, X.; Islam, S.; Newaz, G. Fatigue Damage Detection in Graphite/Epoxy Composites Using Sonic Infrared Imaging Technique. Compos. Sci. Technol. 2004, 64, 657–666. [Google Scholar] [CrossRef]
- Cho, J.-W.; Seo, Y.-C.; Jung, S.-H.; Kim, S.-H.; Jung, H.-K. Defect Detection within a Pipe Using Ultrasound Excited Thermography. Nucl. Eng. Technol. 2007, 39, 637–646. [Google Scholar] [CrossRef]
- Wang, H.; Li, W.; Yin, X.; Zhao, J.; Zhao, J.; Ding, J.; Li, X.; Wang, W.; Hu, D.; Chen, Q. Uniform Alternating Current Field Monitoring Sensor Array for Imaging and Quantitation of Cracks in Aluminum Alloy Structures. IEEE Sens. J. 2023, 24, 679–688. [Google Scholar]
- Wang, H.; Ma, Y.; Li, W.; Yin, X.; Wang, Y.; Zhang, X.; Liu, Y. Robot and ACFM Collaborative Detection System Based on Space-Time Synchronization. In Proceedings of the 2023 IEEE 11th International Conference on Information, Communication and Networks (ICICN), Xi’an, China, 17–20 August 2023; pp. 763–770. [Google Scholar]
- Ge, J.; Chen, X.; Hu, B. Development of a Velocity-Adaptable Alternating Current Field Measurement Device for Crack Inspection in Rails. IEEE Sens. J. 2023, 23, 17034–17041. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, L.; Zheng, W. Simulation Analysis and Experimental Study of an Alternating Current Field Measurement Probe for Pipeline Inner Inspection. Ndt E Int. 2018, 98, 123–129. [Google Scholar] [CrossRef]
- Zhao, J.; Li, W.; Zhao, J.; Zhu, Y.; Wang, Z. A Novel ACFM Probe with Flexible Sensor Array for Pipe Cracks Inspection. IEEE Access 2020, 8, 26904–26910. [Google Scholar] [CrossRef]
- Munoz, J.M.C.; Márquez, F.P.G.; Papaelias, M. Railroad Inspection Based on ACFM Employing a Non-Uniform B-Spline Approach. Mech. Syst. Signal Process. 2013, 40, 605–617. [Google Scholar] [CrossRef]
- Li, W.; Chen, G.; Yin, X.; Yang, W.; Ge, J. Two-Step Interpolation Algorithm for Measurement of Longitudinal Cracks on Pipe Strings Using Circumferential Current Field Testing System. IEEE Trans. Ind. Inform. 2017, 14, 394–402. [Google Scholar]
- Li, W.; Chen, G.; Yin, X.; Jiang, W.; Zhao, J.; Ge, J. Inspection of Both Inner and Outer Cracks in Aluminum Tubes Using Double Frequency Circumferential Current Field Testing Method. Mech. Syst. Signal Process. 2019, 127, 16–34. [Google Scholar]
- Shemelya, C.; Cedillos, F.; Aguilera, E.; Espalin, D.; Muse, D.; Wicker, R.; MacDonald, E. Encapsulated Copper Wire and Copper Mesh Capacitive Sensing for 3-D Printing Applications. IEEE Sens. J. 2014, 15, 1280–1286. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Model Dimensional Parameters | Value (mm) |
|---|---|
| Titanium alloy plate length × width × thickness | 140 × 80 × 6 |
| U-shaped magnetic core length × width × height × thickness | 54 × 24 × 30 × 12 |
| Buried defect length × width × depth | 10 × 0.5 × 4 |
| Model Name | Material | Relative Permeability | Conductivity (S·m−1) |
|---|---|---|---|
| Plate | Titanium alloy | 1 | 6 × 105 |
| Excitation coil | Copper | 1 | 5.998 × 107 |
| U-shaped magnetic core | Manganese zinc ferrite | 2400 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, C.; Wang, R.; Lv, C.; Chen, T.; Deng, Z.; Song, X. Research on Alternating Current Field Measurement Method for Buried Defects of Titanium Alloy Aircraft Skin. Sensors 2024, 24, 1347. https://doi.org/10.3390/s24041347
Liao C, Wang R, Lv C, Chen T, Deng Z, Song X. Research on Alternating Current Field Measurement Method for Buried Defects of Titanium Alloy Aircraft Skin. Sensors. 2024; 24(4):1347. https://doi.org/10.3390/s24041347
Chicago/Turabian StyleLiao, Chunhui, Ruize Wang, Cheng Lv, Tao Chen, Zhiyang Deng, and Xiaochun Song. 2024. "Research on Alternating Current Field Measurement Method for Buried Defects of Titanium Alloy Aircraft Skin" Sensors 24, no. 4: 1347. https://doi.org/10.3390/s24041347
APA StyleLiao, C., Wang, R., Lv, C., Chen, T., Deng, Z., & Song, X. (2024). Research on Alternating Current Field Measurement Method for Buried Defects of Titanium Alloy Aircraft Skin. Sensors, 24(4), 1347. https://doi.org/10.3390/s24041347