
Micro Coriolis Mass Flow Sensor with Large Channel Diameter Realized by HNA Wet Etching

 , and
, and
Abstract
1. Introduction
2. Operating Principle and Sensor Design
2.1. Pressure Drop
2.2. Density Measurement
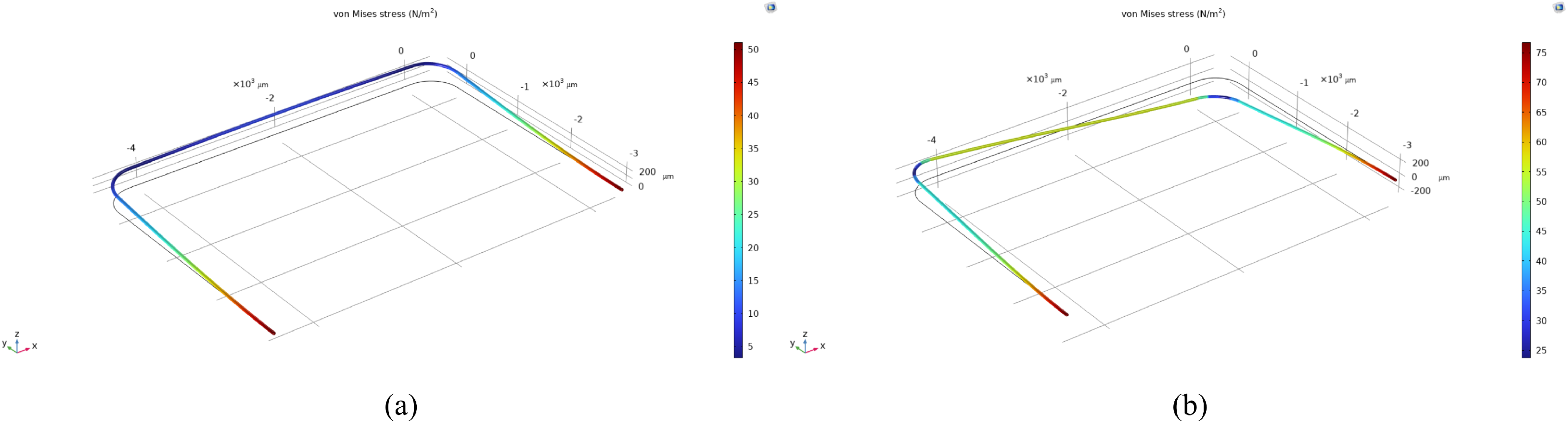
2.3. Coriolis Mass Flow Sensor Modeling
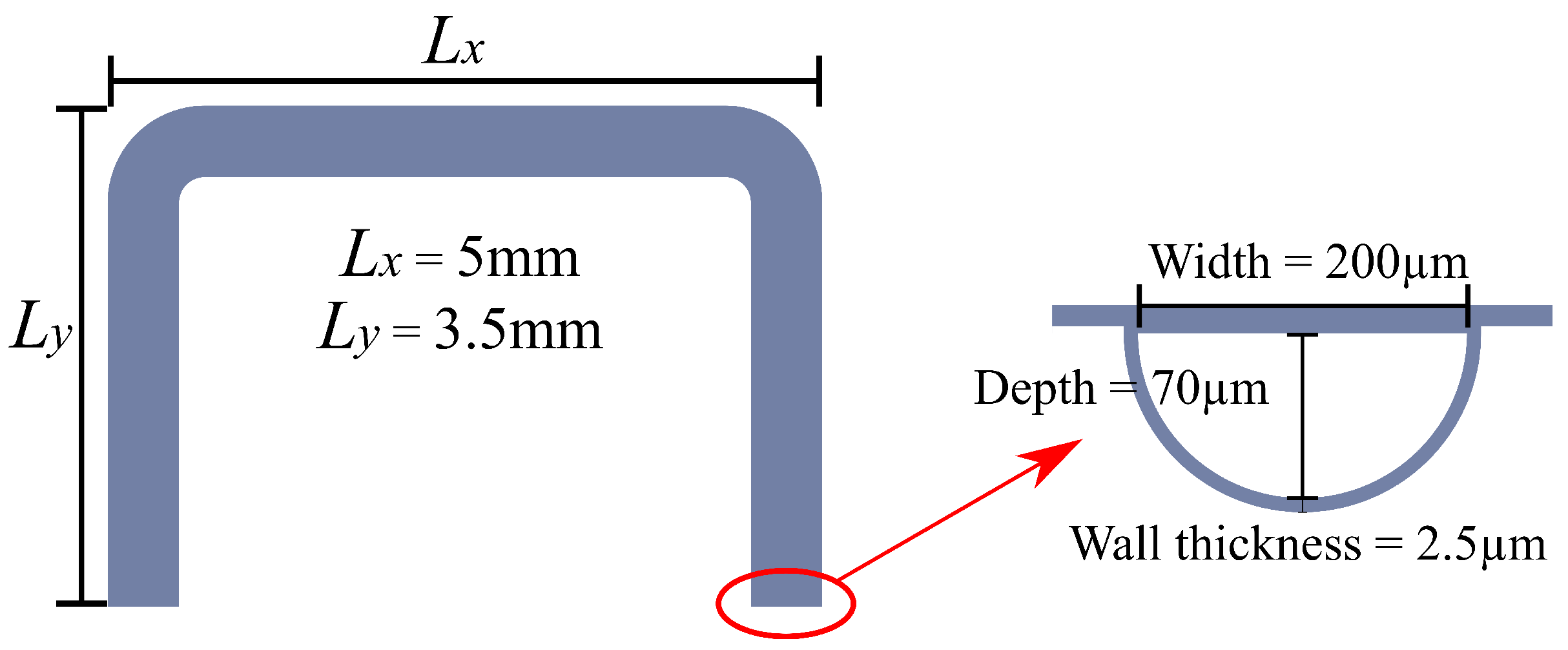
2.4. Sensor Design
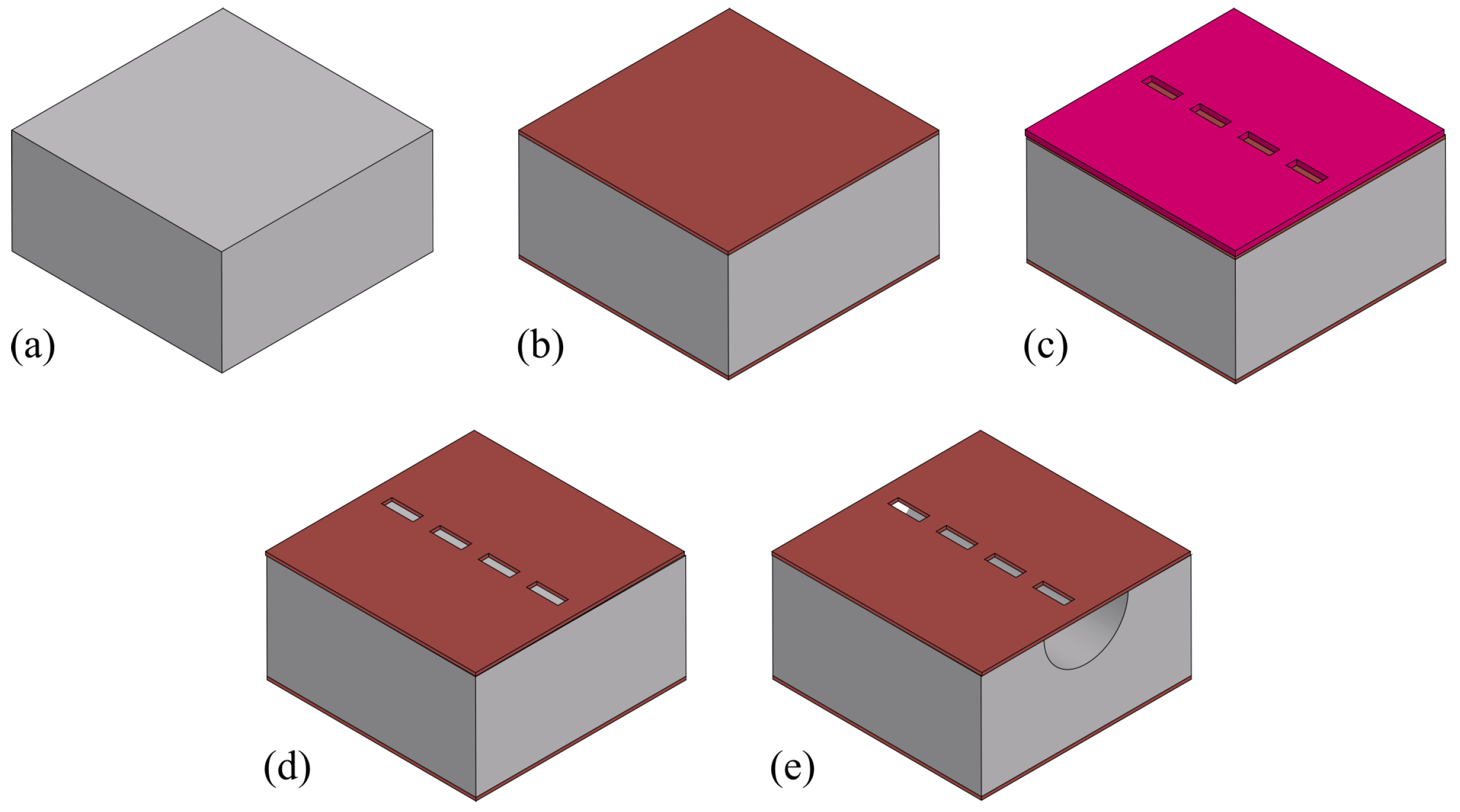
3. Fabrication Process
- Channel etching;
- Inlet/outlet etching;
- Channel wall formation;
- Integration of actuation/readout system;
- Channel release etching.
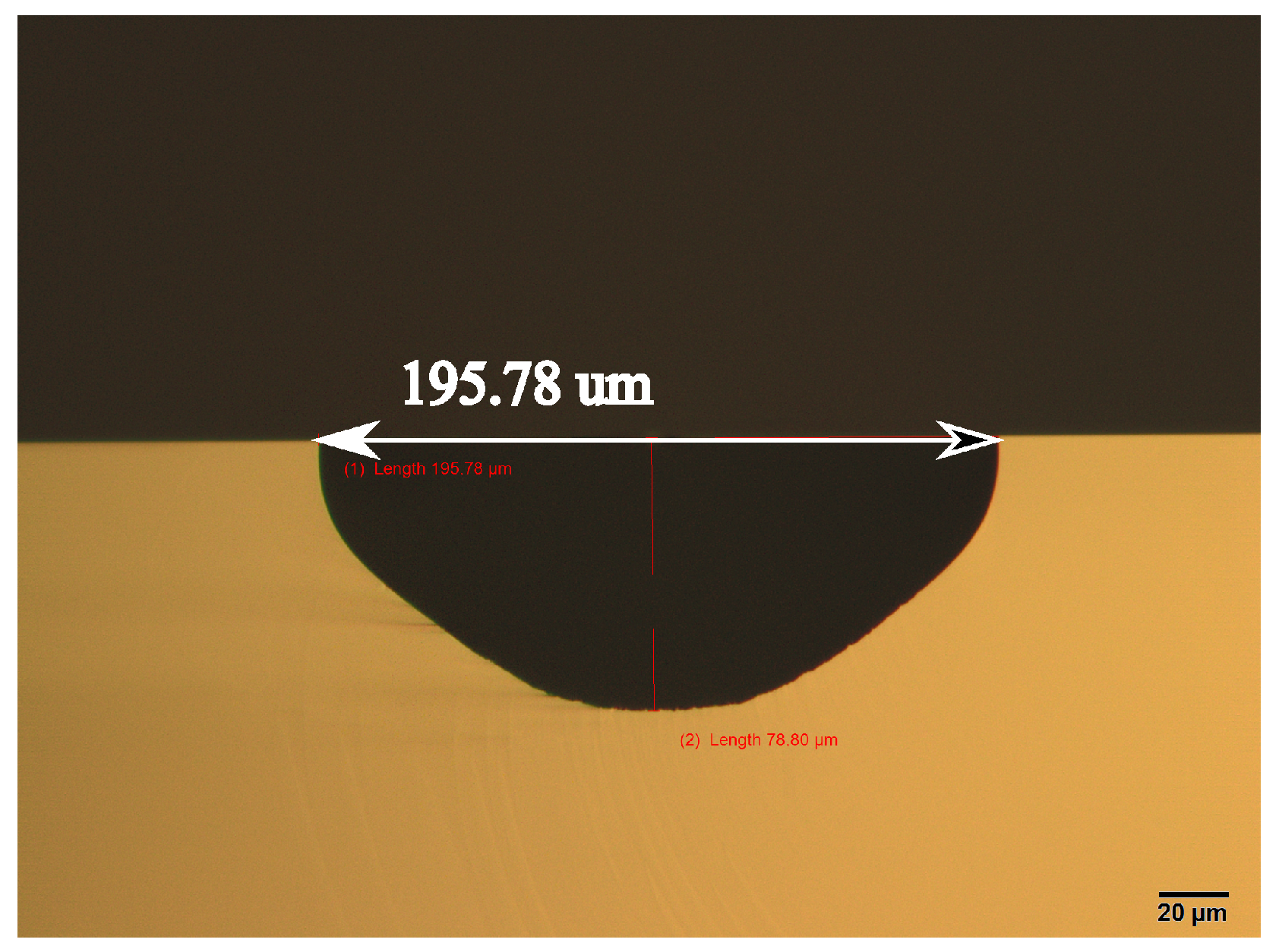
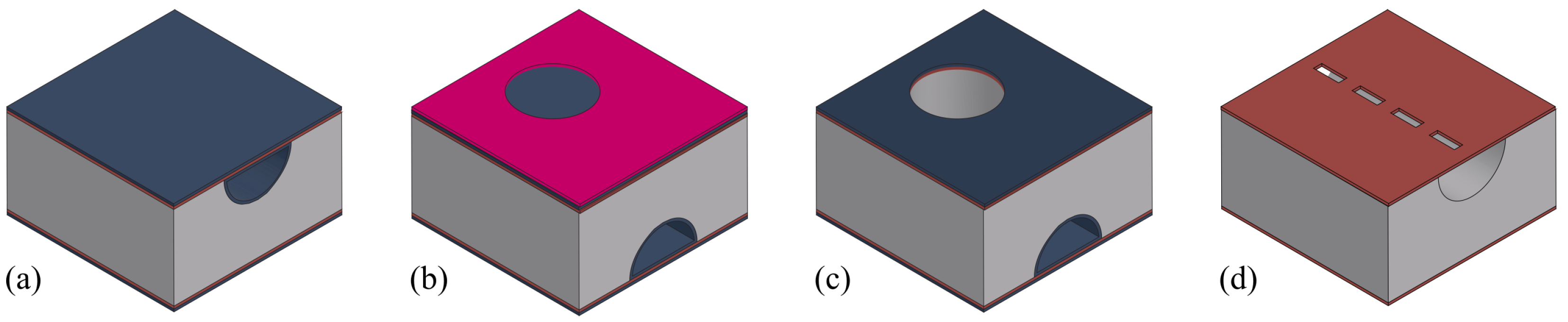
3.1. Channel Etching
3.2. Inlet/Outlet Etching
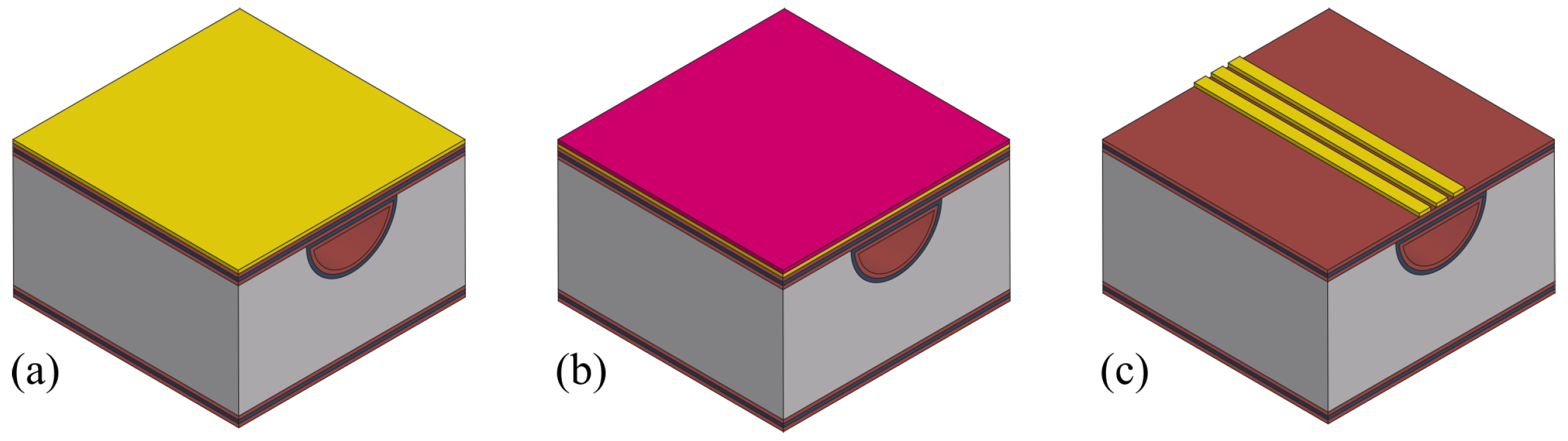
3.3. Channel Wall Formation
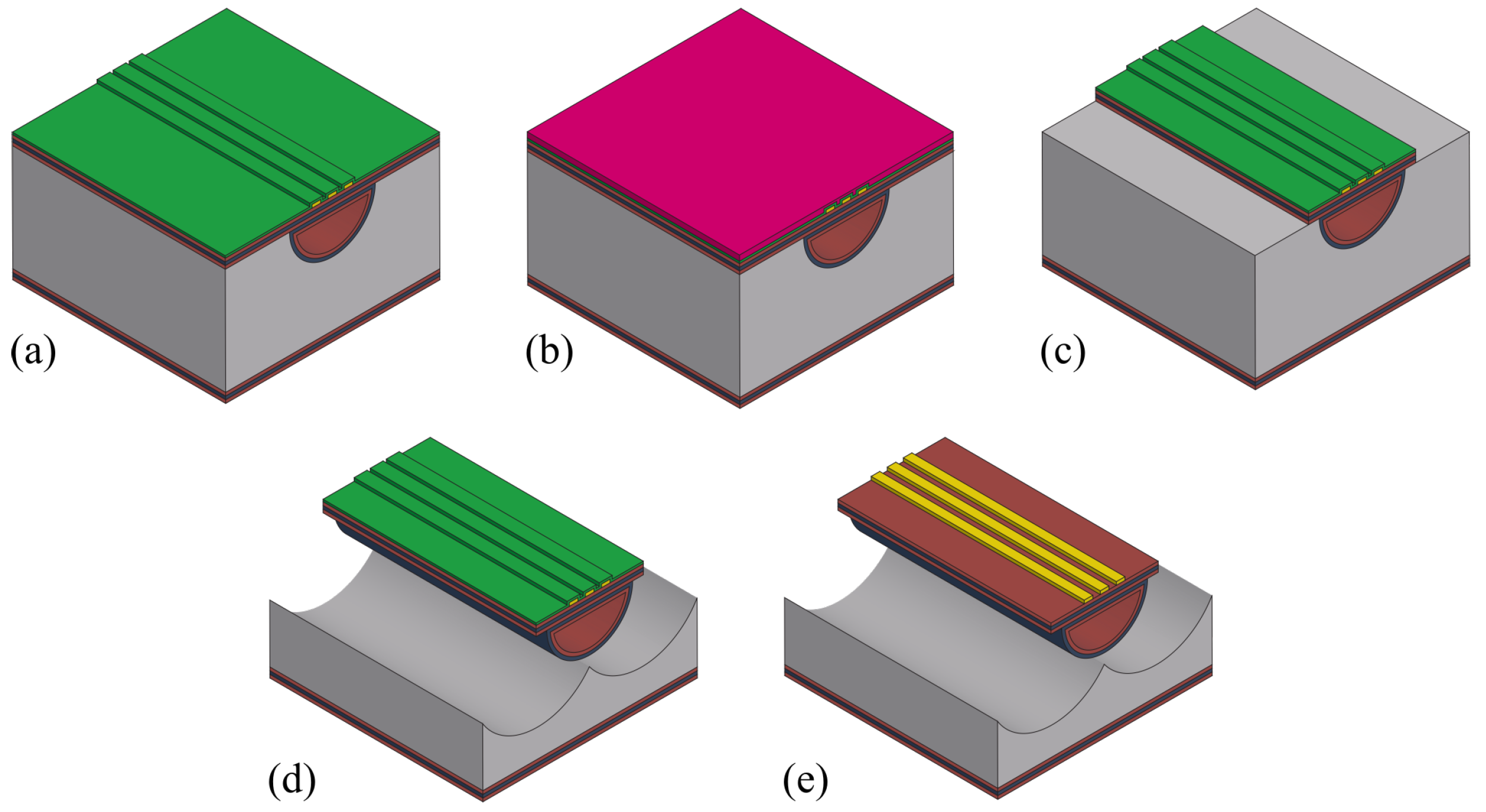
3.4. Integration of Actuation/Readout System
3.5. Channel Release Etching
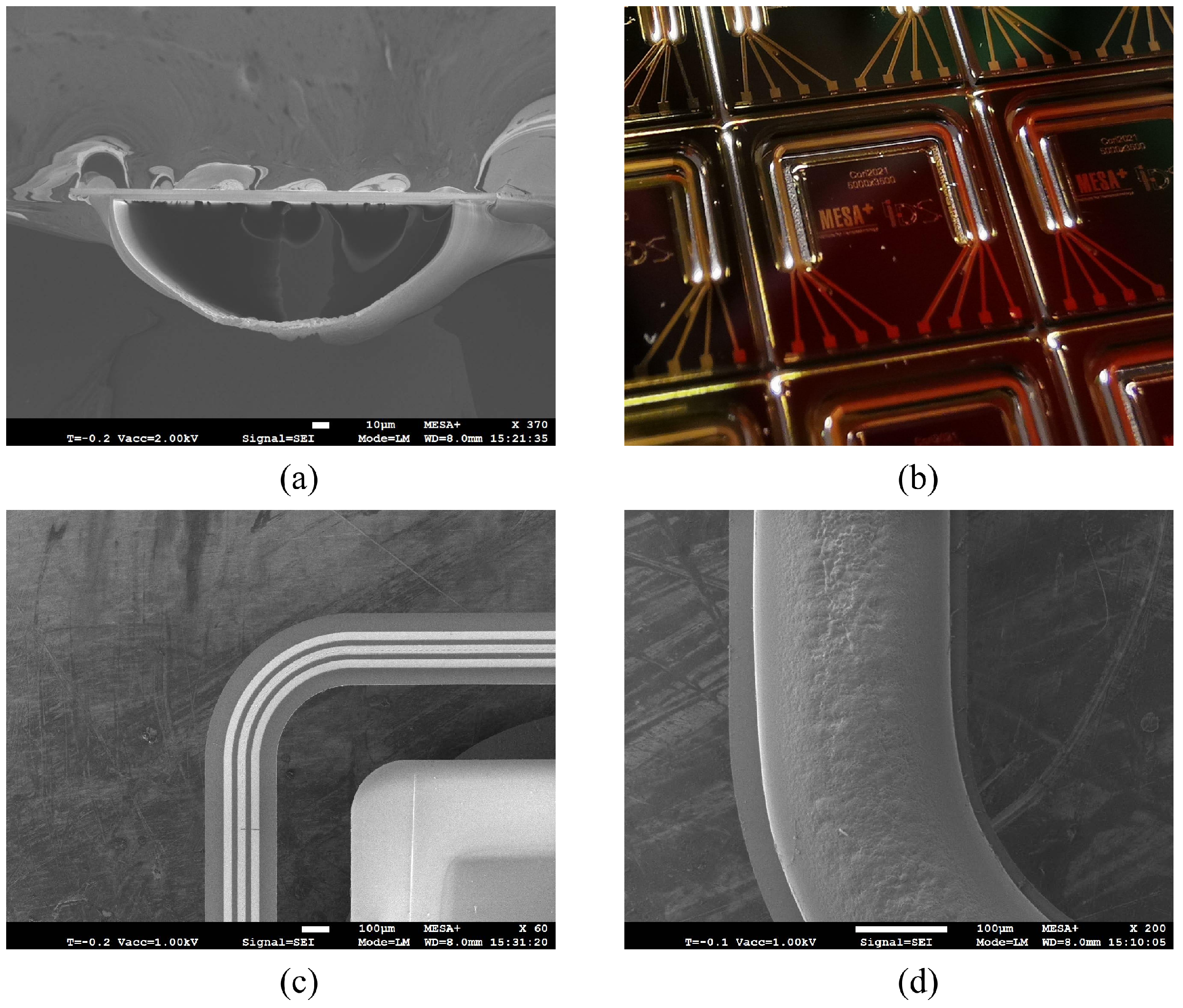
3.6. Result
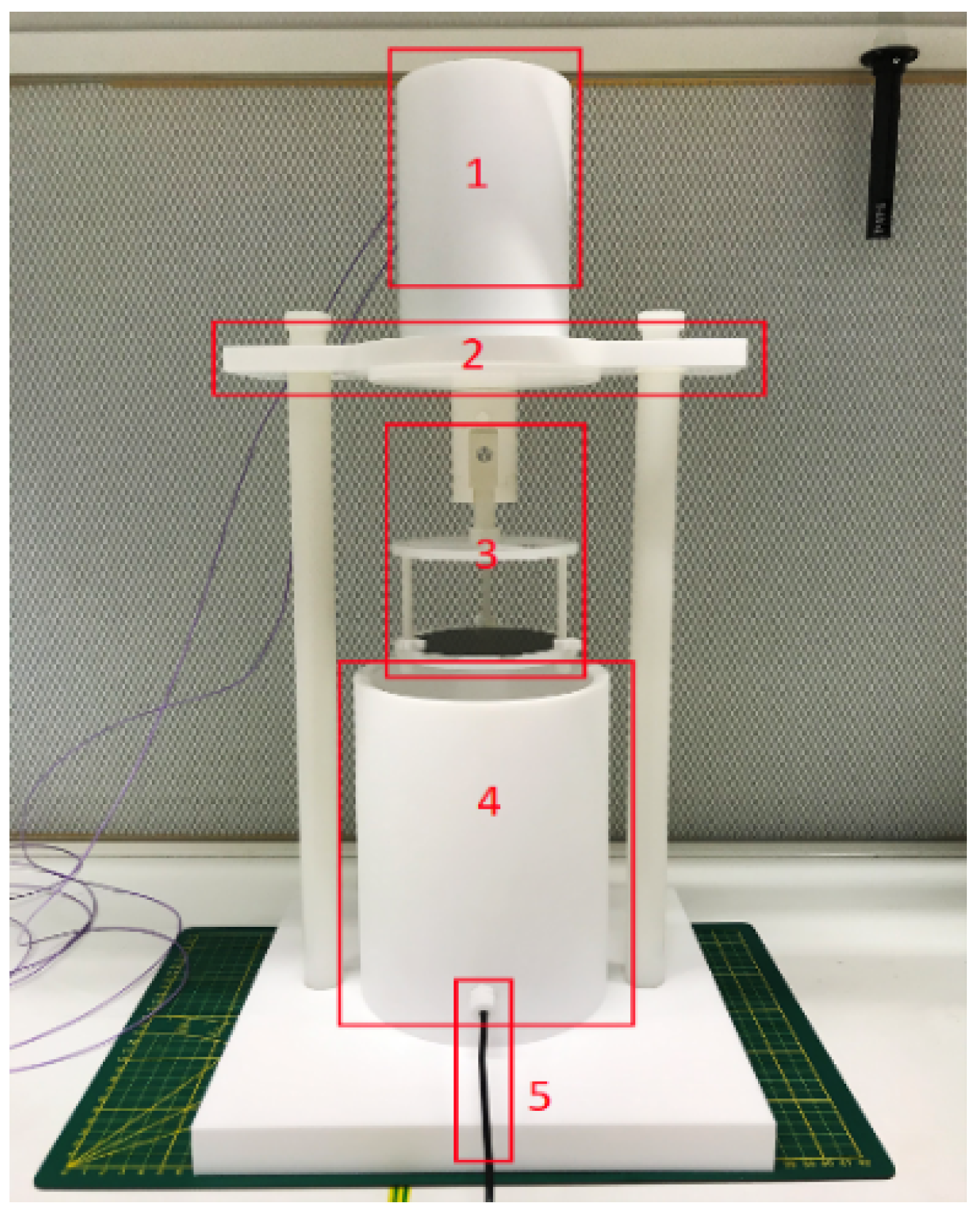
4. Measurements
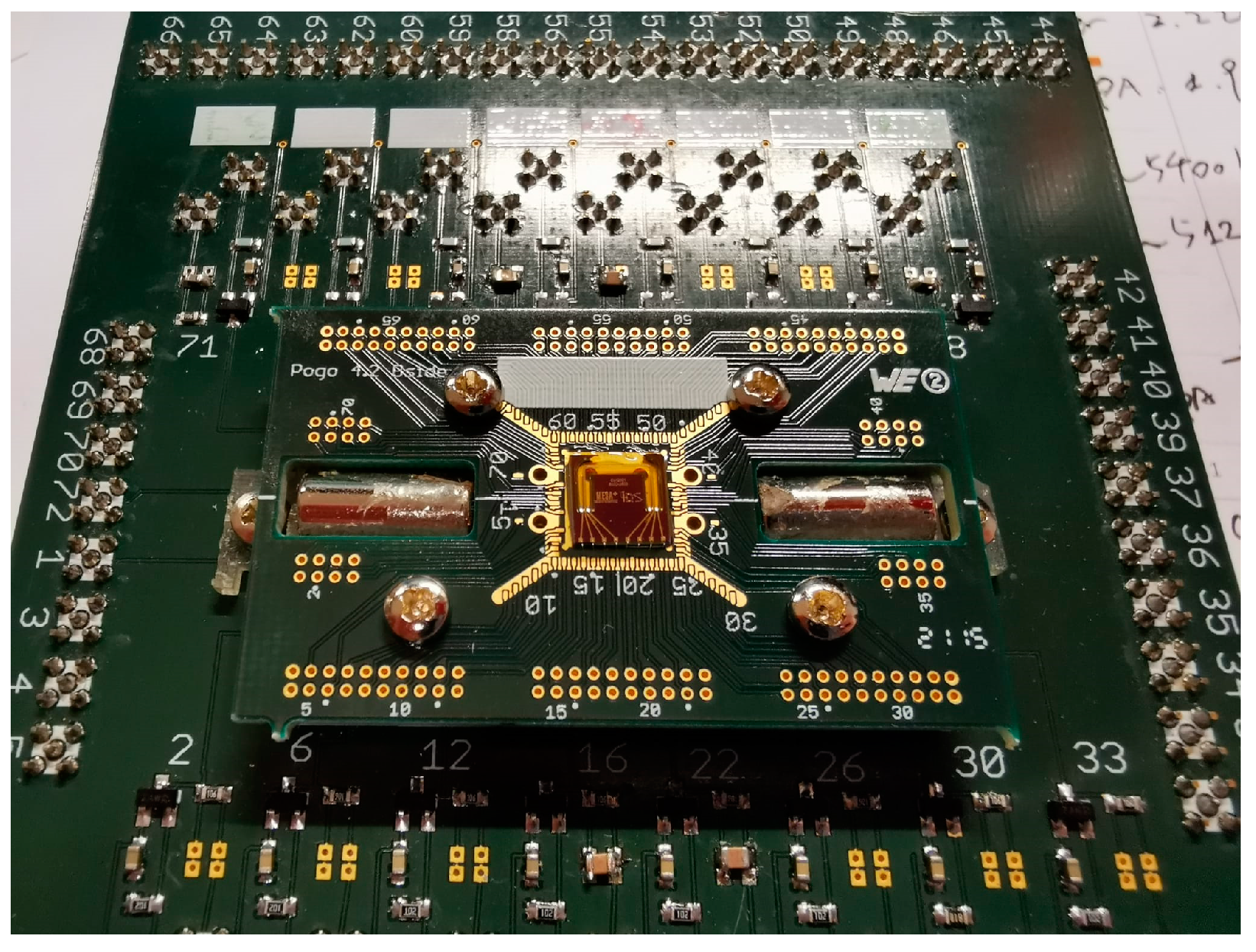
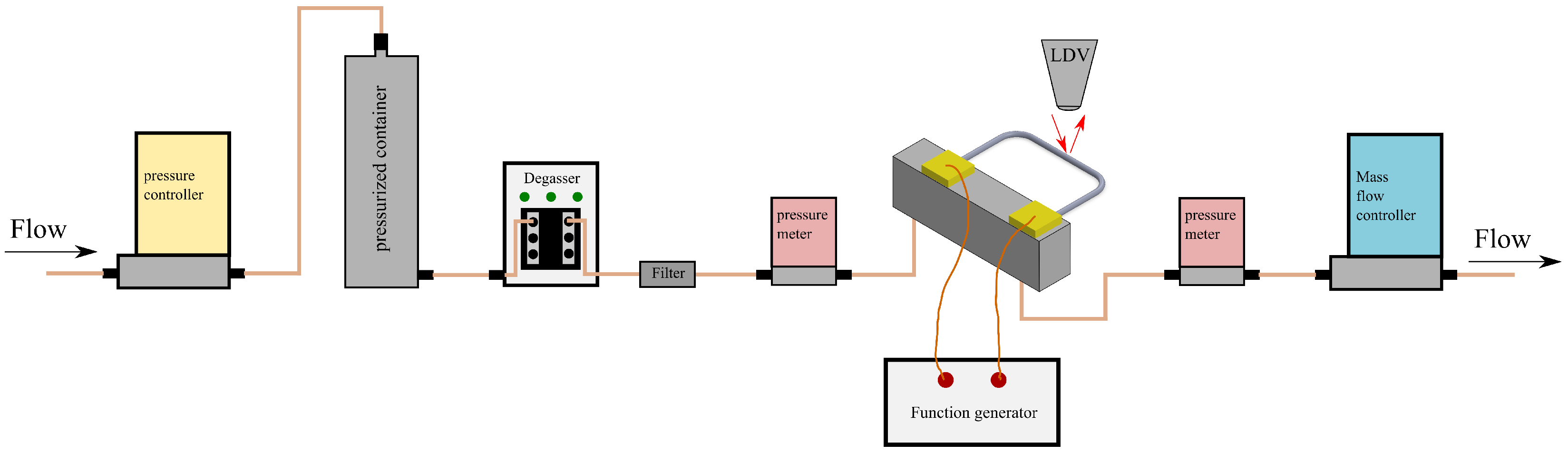
4.1. Experimental Setup
4.2. Measurement Method
5. Result and Discussion
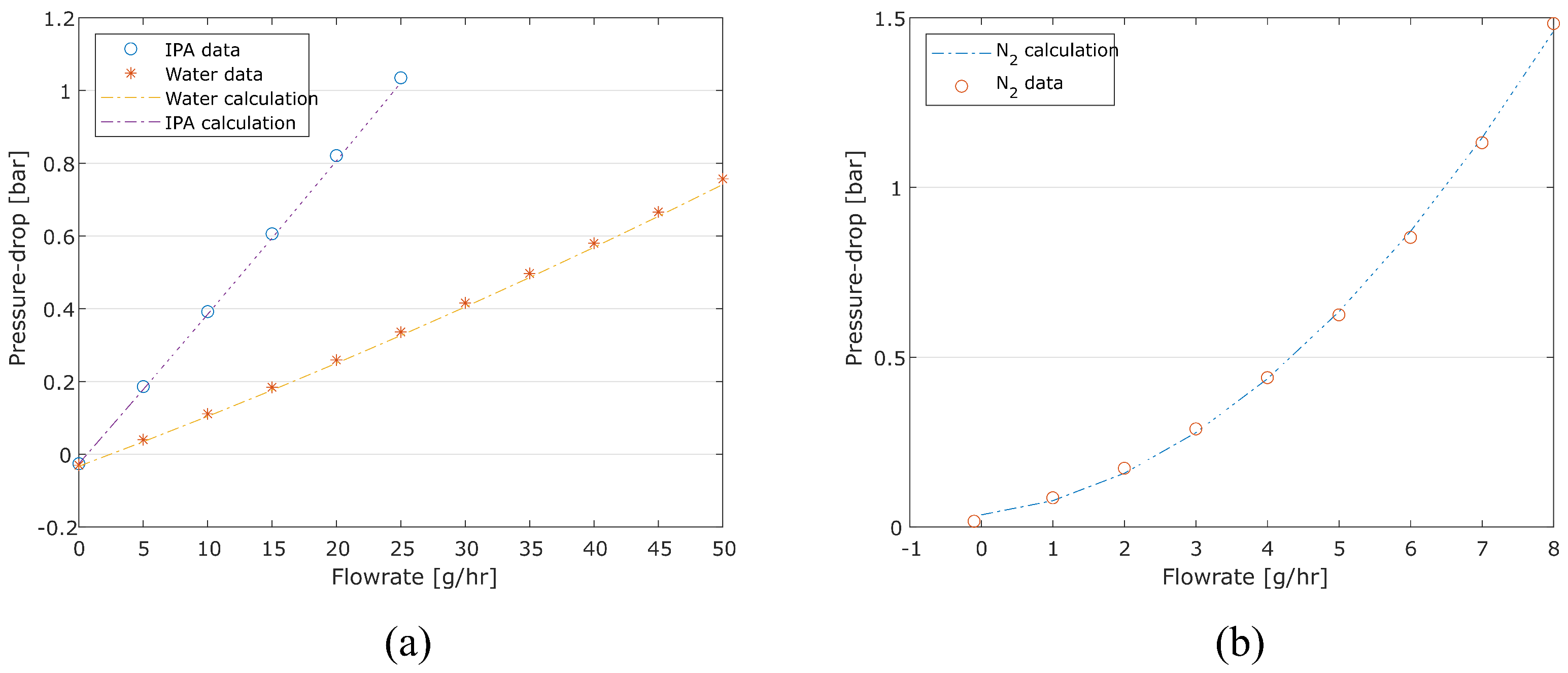
5.1. Pressure Drop Measurement
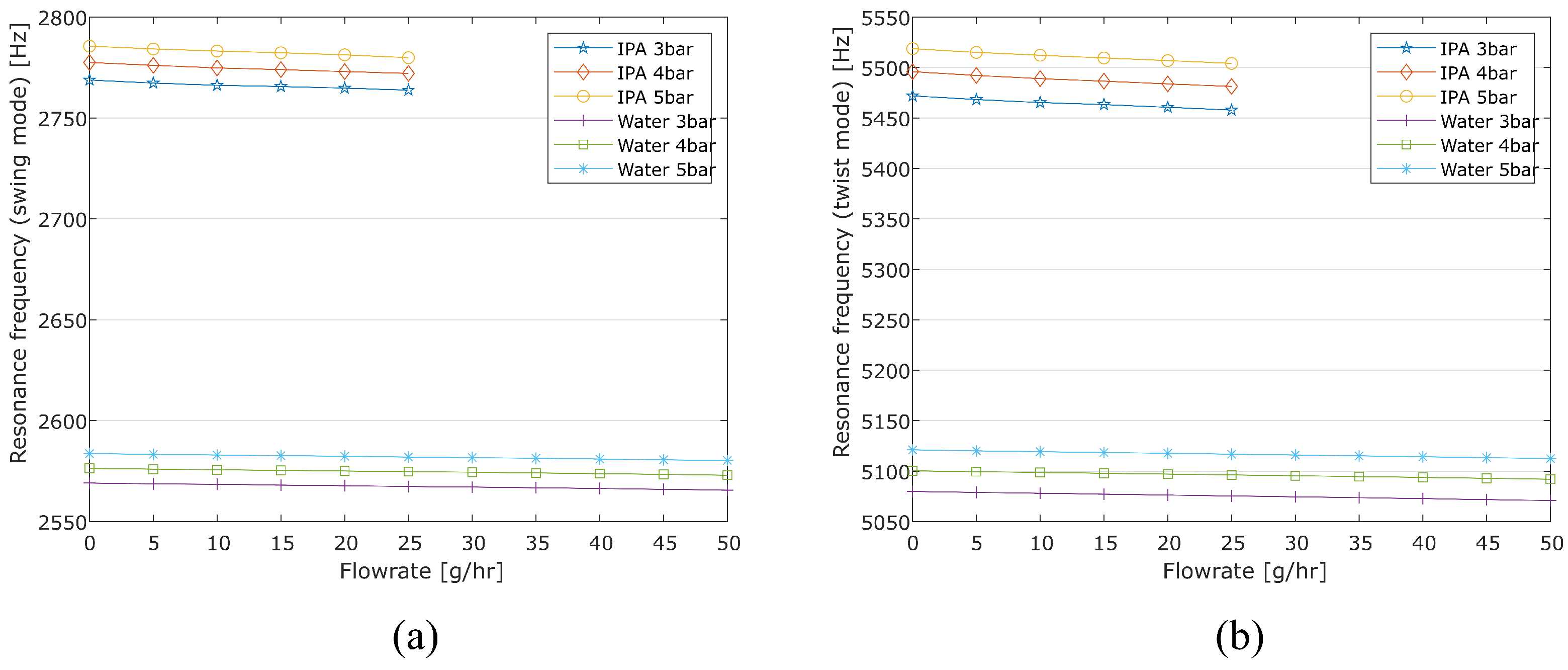
5.2. Resonance Frequency Measurement
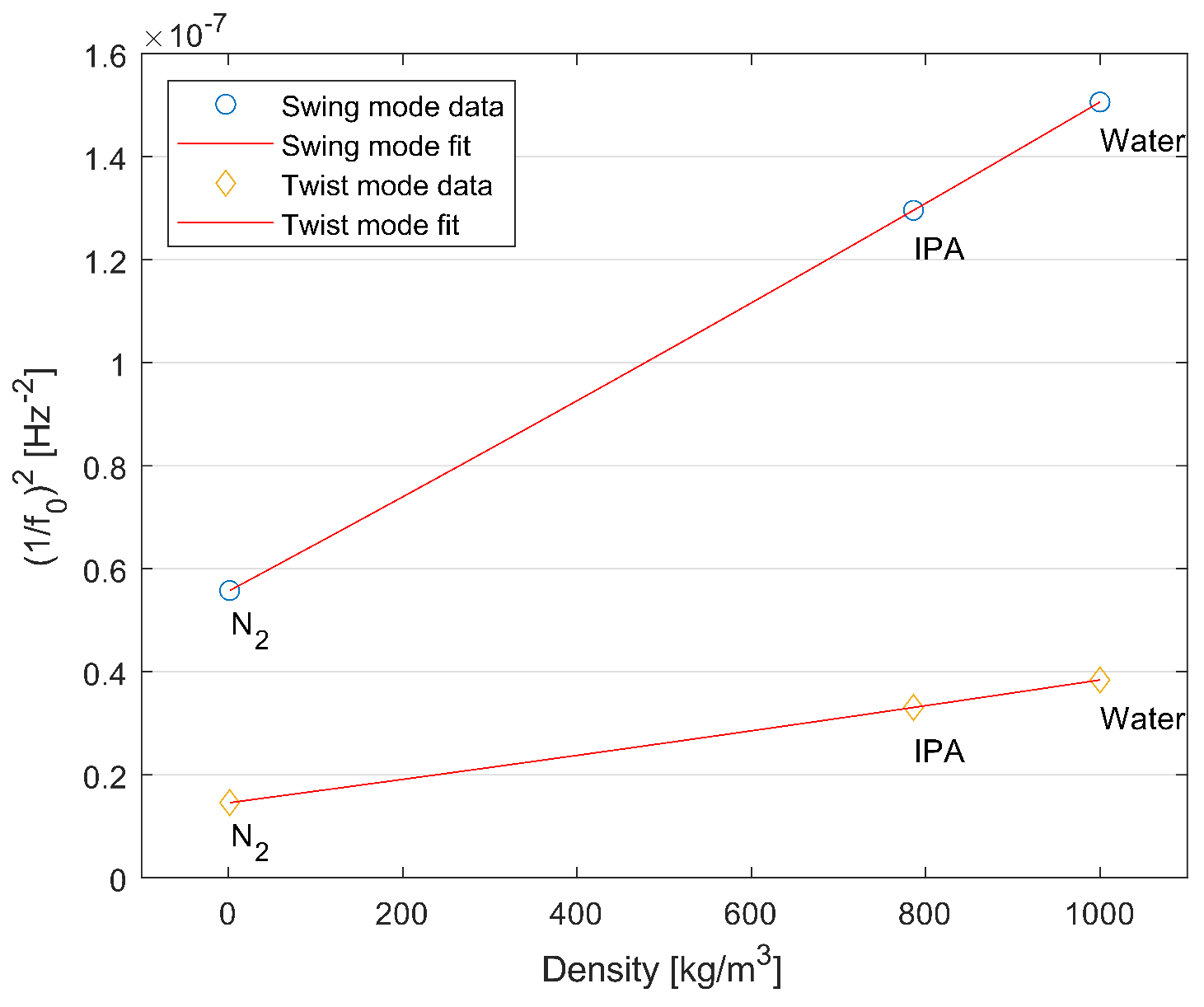
5.3. Density Measurement
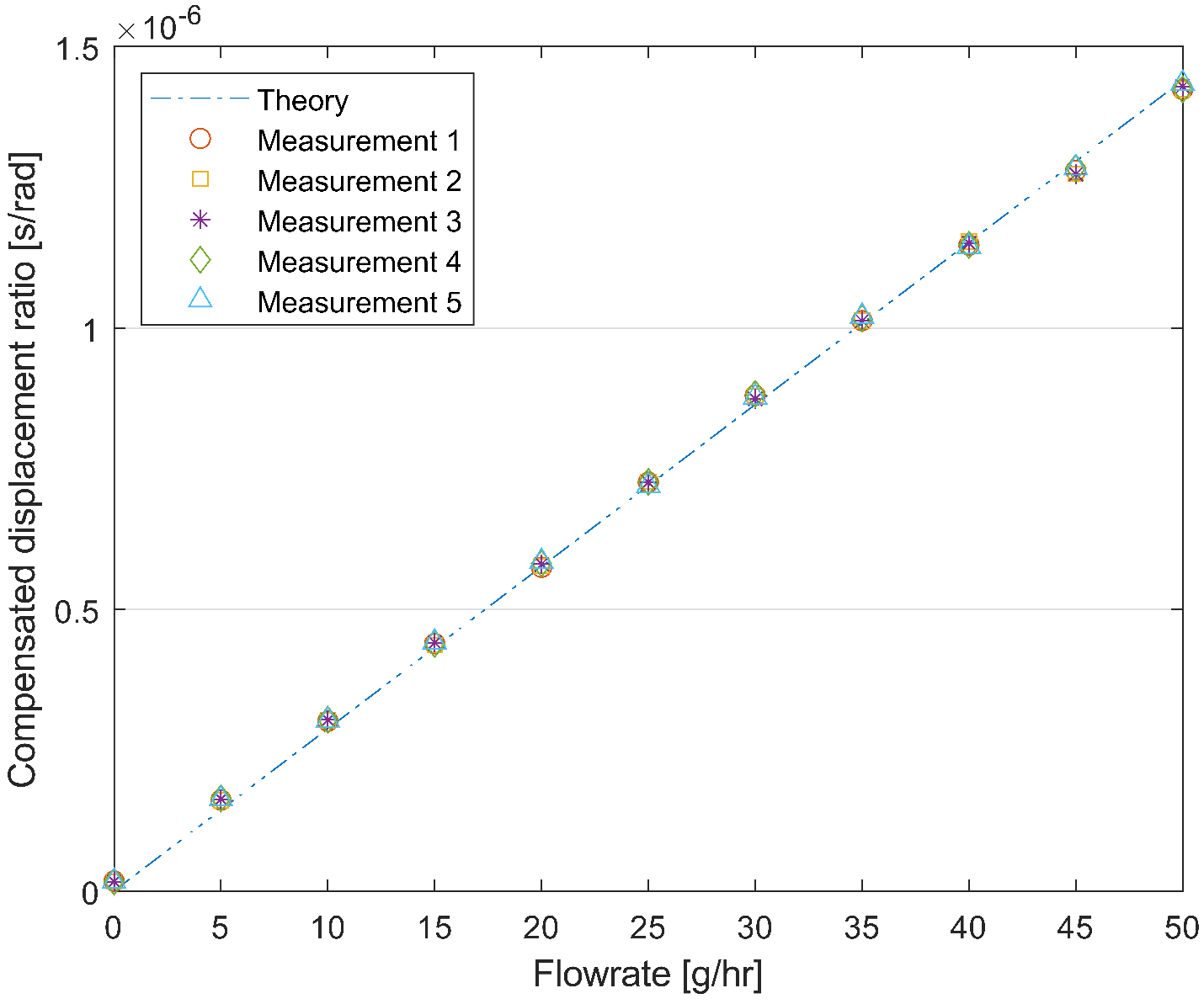
5.4. Mass Flow Measurement
5.5. Stability Measurement
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Agah, M.; Lambertus, G.R.; Sacks, R.; Wise, K. High-speed MEMS-based gas chromatography. J. Microelectromech. Syst. 2006, 15, 1371–1378. [Google Scholar] [CrossRef]
- Silvestri, S.; Schena, E. Micromachined flow sensors in biomedical applications. Micromachines 2012, 3, 225–243. [Google Scholar] [CrossRef]
- Lee, C.Y.; Chang, C.L.; Wang, Y.N.; Fu, L.M. Microfluidic mixing: A review. Int. J. Mol. Sci. 2011, 12, 3263–3287. [Google Scholar] [CrossRef] [PubMed]
- Schena, E.; Massaroni, C.; Saccomandi, P.; Cecchini, S. Flow measurement in mechanical ventilation: A review. Med. Eng. Phys. 2015, 37, 257–264. [Google Scholar] [CrossRef] [PubMed]
- Enoksson, P.; Stemme, G.; Stemme, E. Vibration modes of a resonant silicon tube density sensor. J. Microelectromech. Syst. 1996, 5, 39–44. [Google Scholar] [CrossRef]
- Enoksson, P.; Stemme, G.; Stemme, E. A silicon resonant sensor structure for Coriolis mass-flow measurements. J. Microelectromech. Syst. 1997, 6, 119–125. [Google Scholar] [CrossRef]
- Zhang, Y.; Tadigadapa, S.; Najafi, N. A Micromachined Coriolis-Force-Based Mass Flowmeter for Direct Mass Flow and Fluid Density Measurement. In Transducers’ 01 Eurosensors XV; Springer: Berlin/Heidelberg, Germany, 2001; pp. 1432–1435. [Google Scholar]
- Monge, R.; Groenesteijn, J.; Alveringh, D.; Wiegerink, R.J.; Lötters, J.; Fernandez, L.J. SU–8 micro coriolis mass flow sensor. Sens. Actuators B Chem. 2017, 241, 744–749. [Google Scholar] [CrossRef]
- Yariesbouei, M.; Sanders, R.G.; Moazzenzade, T.; Wiegerink, R.J.; Lötters, J.C. Free Suspended Thin-Walled Nickel Electroplated Tubes for Microfluidic Density and Mass Flow Sensors. J. Microelectromech. Syst. 2022, 31, 408–414. [Google Scholar] [CrossRef]
- Sparks, D.; Smith, R.; Massoud-Ansari, S.; Najafi, N. Coriolis mass flow, density and temperature sensing with a single vacuum sealed MEMS chip. In Proceedings of the Solid-State Sensor, Actuator and Microsystems Workshop, Hilton Head Island, SC, USA, 6–10 June 2004; Volume 4. [Google Scholar]
- Smith, R.; Sparks, D.R.; Riley, D.; Najafi, N. A MEMS-based Coriolis mass flow sensor for industrial applications. IEEE Trans. Ind. Electron. 2008, 56, 1066–1071. [Google Scholar] [CrossRef]
- Pagani, L.G.; Carulli, P.; Zega, V.; Suriano, R.; Bernasconi, R.; Frangi, A.; Levi, M.; Magagnin, L.; Langfelder, G. The first three-dimensional printed and wet-metallized coriolis mass flowmeter. IEEE Sens. Lett. 2020, 4, 1–4. [Google Scholar] [CrossRef]
- Dijkstra, M.; de Boer, M.J.; Berenschot, J.W.; Lammerink, T.S.; Wiegerink, R.J.; Elwenspoek, M. A versatile surface channel concept for microfluidic applications. J. Micromech. Microeng. 2007, 17, 1971. [Google Scholar] [CrossRef]
- Haneveld, J.; Lammerink, T.S.; Dijkstra, M.; Droogendijk, H.; de Boer, M.J.; Wiegerink, R.J. Highly sensitive micro coriolis mass flow sensor. In Proceedings of the 2008 IEEE 21st International Conference on Micro Electro Mechanical Systems, Tucson, AZ, USA, 13–17 January 2008; IEEE: Piscataway, NJ, USA, 2008; pp. 920–923. [Google Scholar]
- Haneveld, J.; Lammerink, T.S.; de Boer, M.J.; Sanders, R.G.; Mehendale, A.; Lötters, J.C.; Dijkstra, M.; Wiegerink, R.J. Modeling, design, fabrication and characterization of a micro Coriolis mass flow sensor. J. Micromech. Microeng. 2010, 20, 125001. [Google Scholar] [CrossRef]
- Haneveld, J.; Lammerink, T.S.; de Boer, M.J.; Wiegerink, R.J. Micro Coriolis mass flow sensor with integrated capacitive readout. In Proceedings of the 2009 IEEE 22nd International Conference on Micro Electro Mechanical Systems, Sorrento, Italy, 25–29 January 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 463–466. [Google Scholar]
- Groenesteijn, J.; Lammerink, T.S.; Wiegerink, R.J.; Haneveld, J.; Lötters, J.C. Optimization of a micro Coriolis mass flow sensor using Lorentz force actuation. Sens. Actuators A Phys. 2012, 186, 48–53. [Google Scholar] [CrossRef]
- Alveringh, D.; Schut, T.; Wiegerink, R.J.; Sparreboom, W.; Lötters, J.C. Resistive pressure sensors integrated with a coriolis mass flow sensor. In Proceedings of the 2017 19th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), Kaohsiung, Taiwan, 18–22 June 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1167–1170. [Google Scholar]
- Sparreboom, W.; Van de Geest, J.; Katerberg, M.; Postma, F.; Haneveld, J.; Groenesteijn, J.; Lammerink, T.; Wiegerink, R.; Lötters, J. Compact mass flow meter based on a micro Coriolis flow sensor. Micromachines 2013, 4, 22–33. [Google Scholar] [CrossRef]
- Alveringh, D.; Groenesteijn, J.; Wiegerink, R.J.; Lötters, J. Improved capacitive detection method for Coriolis mass flow sensors enabling range/sensitivity tuning. Microelectron. Eng. 2016, 159, 1–5. [Google Scholar] [CrossRef]
- Yu, Q.; Yariesbouei, M.; Wiegerinkl, R.J.; Lötters, J.C. Micro Coriolis mass flow sensor with large channel diameter by wet etching of silicon. In Proceedings of the 2022 IEEE Sensors, Dallas, TX, USA, 30 October–2 November 2022; IEEE: Piscataway, NJ, USA, 2022; pp. 1–4. [Google Scholar]
- Sutera, S.P.; Skalak, R. The history of Poiseuille’s law. Annu. Rev. Fluid Mech. 1993, 25, 1–20. [Google Scholar] [CrossRef]
- Schut, T.; Alveringh, D.; Sparreboom, W.; Groenesteijn, J.; Wiegerink, R.; Lotters, J. Fully integrated mass flow, pressure, density and viscosity sensor for both liquids and gases. In Proceedings of the 2018 IEEE Micro Electro Mechanical Systems (MEMS), Belfast, UK, 21–25 January 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 218–221. [Google Scholar]
- Zeng, Y.; Sanders, R.; Wiegerink, R.J.; Lötters, J.C. Air Damping Analysis of a Micro-Coriolis Mass Flow Sensor. Sensors 2022, 22, 673. [Google Scholar] [CrossRef] [PubMed]
- Svetovoy, V.; Berenschot, J.W.; Elwenspoek, M.C. Precise test of the diffusion-controlled wet isotropic etching of silicon via circular mask openings. J. Electrochem. Soc. 2006, 153, C641. [Google Scholar] [CrossRef]
- Yu, Q.; An, X.; Veltkamp, H.W.; de Boer, M.; Wiegerink, R.; Lötters, J. Fabrication method for nearly-perfect circular channel structures using Buried Channel Technology and HNA etchant. In Proceedings of the MNE Conference, Turin, Italy, 20–23 September 2021. [Google Scholar]
- Bai, Z.; Wang, Y.; Zhao, Q.; Yang, Z.; Cui, J.; Yan, G. Improved HNA isotropic etching for large-scale highly symmetric toroidal silicon molds with <10-nm roughness. J. Micro/Nanolithograph. MEMS MOEMS 2019, 18, 044501. [Google Scholar] [CrossRef]
- Kim, Y. Experimental study on etching characteristics of a spin-etching method. J. Microelectromech. Syst. 2015, 24, 1827–1831. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Name and Abbreviations |
|---|---|
 | Silicon (Si) |
 | Silicon-rich silicon nitride (SiRN) |
 | Tetraethyl orthosilicate (TEOS) |
 | Metal stack of Ta, Pt and Au (Metal) |
 | Aluminum oxide (Al2O3) |
 | Photoresist (PR) |
| Fluid | Unit | Value |
|---|---|---|
| Water | [-] | 5.63 × 10−18 |
| IPA | [-] | 4.64 × 10−18 |
| N2 | [-] | 2.58 × 10−14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Q.; Bonnema, M.J.S.; Yariesbouei, M.; Wiegerink, R.J.; Lötters, J.C. Micro Coriolis Mass Flow Sensor with Large Channel Diameter Realized by HNA Wet Etching. Sensors 2024, 24, 7952. https://doi.org/10.3390/s24247952
Yu Q, Bonnema MJS, Yariesbouei M, Wiegerink RJ, Lötters JC. Micro Coriolis Mass Flow Sensor with Large Channel Diameter Realized by HNA Wet Etching. Sensors. 2024; 24(24):7952. https://doi.org/10.3390/s24247952
Chicago/Turabian StyleYu, Qihui, Maarten J. S. Bonnema, Mahdieh Yariesbouei, Remco J. Wiegerink, and Joost C. Lötters. 2024. "Micro Coriolis Mass Flow Sensor with Large Channel Diameter Realized by HNA Wet Etching" Sensors 24, no. 24: 7952. https://doi.org/10.3390/s24247952
APA StyleYu, Q., Bonnema, M. J. S., Yariesbouei, M., Wiegerink, R. J., & Lötters, J. C. (2024). Micro Coriolis Mass Flow Sensor with Large Channel Diameter Realized by HNA Wet Etching. Sensors, 24(24), 7952. https://doi.org/10.3390/s24247952