1. Introduction
In high-speed machinery, components often operate under harsh conditions such as a high temperature, high pressure, and high-speed rotation. Once small surface defects occur, they tend to propagate into the component due to the combined effects of stress and pressure, leading to crack defects and eventually causing fractures, which seriously threaten the safety of equipment operation [
1,
2,
3]. Cracks caused by surface defects typically form at an angle to the surface due to the pressure applied. Conventional methods such as magnetic particle inspection [
4], penetrant testing [
5], and optical inspection [
6] can only provide information about the crack width, but cannot determine the crack’s inclination angle or length. Traditional ultrasonic testing [
7], with its low frequency, is not sensitive to small defects and poses challenges in deploying probes on complex structures. Additionally, radiographic inspection [
8] and other methods are not sensitive to cracks and have low efficiency.
For surface angled cracks that propagate from surface defects into the interior, the focus of detection lies in determining the crack’s width, inclination angle and length. Given the difficulty of deploying sensors on complex structures, a non-contact, high-precision, and high-efficiency nondestructive testing (NDT) technique is required, and laser ultrasonic technology meets these requirements. Laser ultrasonics [
9] uses a pulsed laser to generate ultrasonic waves in the test specimen and detects the propagation of the waves using laser beams. This technique combines the high precision of ultrasonic testing with the non-contact advantages of optical inspection. It features high sensitivity, broad bandwidth, and is suitable not only for surface defect detection [
10,
11], but also for internal defect detection [
12,
13,
14] using longitudinal waves, offering promising applications in NDT.
Currently, several research institutions have conducted studies on detecting surface angled cracks using laser ultrasonics. Edwards et al. [
15] investigates surface cracks using indicators such as ultrasonic transmittance, reflectance, and time delays, but it is not suitable for large cracks with a high aspect ratio. Zeng et al. [
16] analyzes ultrasonic signals from cracks with different inclination angles in the time domain and calculates the crack’s inclination angle using a high signal-to-noise ratio (SNR) signal, but this does not provide a method to determine the crack length. Edwards et al. [
17] discusses the characteristics of ultrasonic signals at different detection positions when detecting surface angled cracks and separately considers near-field and far-field detection. Lamb waves are used to analyze small-angled cracks in near-field detection, while in far-field detection, the angled crack is treated as a wedge, and body waves are used to determine the inclination angle. However, this study does not provide methods to calculate the crack length and width. Ni et al. [
18] utilizes a finite element simulation and adopts a special detection method by directing the laser into the crack and using the propagation of ultrasonic waves to infer the crack inclination angle. While the simulation results meet expectations, the method is difficult to implement in practice due to issues with the laser spot size and focusing. Wang et al. [
19] solves for the crack’s inclination angle and length by analyzing changes in the modes of transmitted waves. However, this method is based on the analysis of transmitted waves, and as the crack length increases, the attenuation of ultrasonic waves along the crack path increases, limiting the method’s applicability to shallow cracks rather than deep cracks.
In summary, current research on surface angled cracks lacks a universal, multidimensional method for evaluating cracks. Most existing studies employ single methods to solve for specific parameters of surface angled cracks, each of which has various limitations. This paper proposes a “Quantitative Detection Method for Surface Angled Cracks Based on Full-field Scanning Data”, and its effectiveness is validated through geometric derivation and experiments. By using this method for the quantitative detection of surface angled cracks on critical components, a comprehensive assessment can be achieved, aiding in the estimation of component service life and the proactive mitigation of operational risks.
2. The Establishment of Detection Method
In defect detection using laser ultrasonic technology, there are concepts of near-field and far-field detection. Near-field detection targets defects that are relatively close to the scanning position and whose shapes cannot be ignored, while in far-field detection, the defect shape is generally disregarded, focusing mainly on defect localization. For surface angled cracks with an unknown inclination direction and length, this paper proposes a “full-field scanning” method: without prior knowledge of the crack’s inclination direction, a long-distance linear B scan is performed to capture as much of the ultrasonic signal from the surface angled crack as possible, which is referred to as full-field scanning data. The full-field scan data include both near-field and far-field detection data, as well as data from cases where the generation and receiving points are located on opposite sides of the crack.
The detection of surface angled cracks requires evaluation from multiple dimensions. The core indicators include the crack’s opening width, inclination angle, and length. The full-field scanning data include signals from multiple scanning positions, revealing patterns of waveform changes at different scanning positions, which can be used to calculate the opening width, inclination angle, and length of the surface angled crack.
The core concept of the proposed “Quantitative Detection Method for Surface Angled Cracks Based on Full-Field Scanning Data” is illustrated in
Figure 1. By utilizing the characteristics of signals from different scanning positions in the full-field scanning data, the propagation times of different waveforms are extracted. Combining these with the propagation velocities of Rayleigh and longitudinal waves allows for the calculation of the crack’s width, angle, and length using this method.
The following sections will discuss five key aspects: the characteristics of full-field scanning data, the method for solving the surface crack width, the interaction between ultrasonic waves and near-field cracks, the interaction between ultrasonic waves and far-field cracks, and the determination of the near-field to far-field critical point.
2.1. Time-Domain Analysis of Full-Field Scanning Data Characteristics
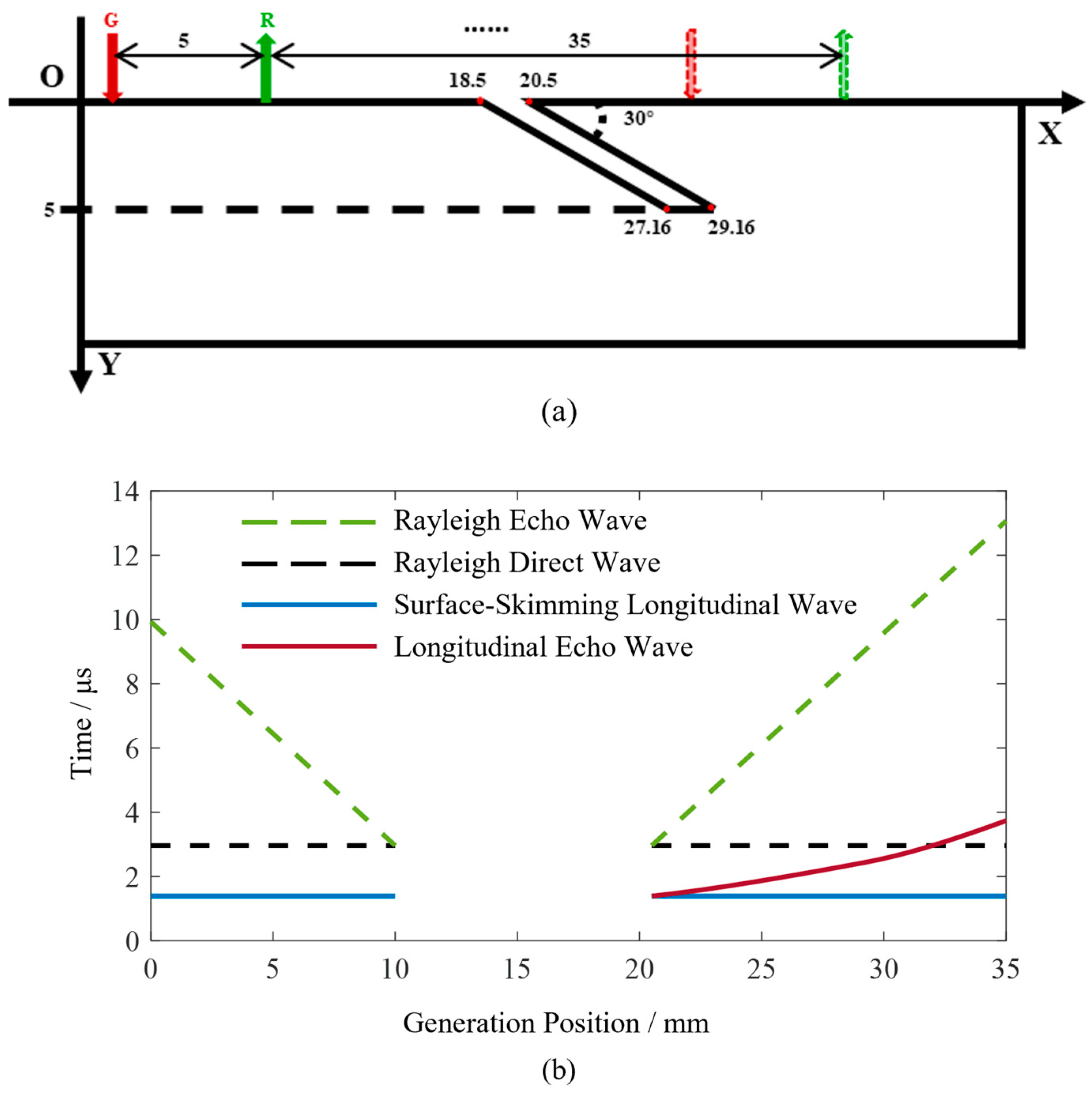
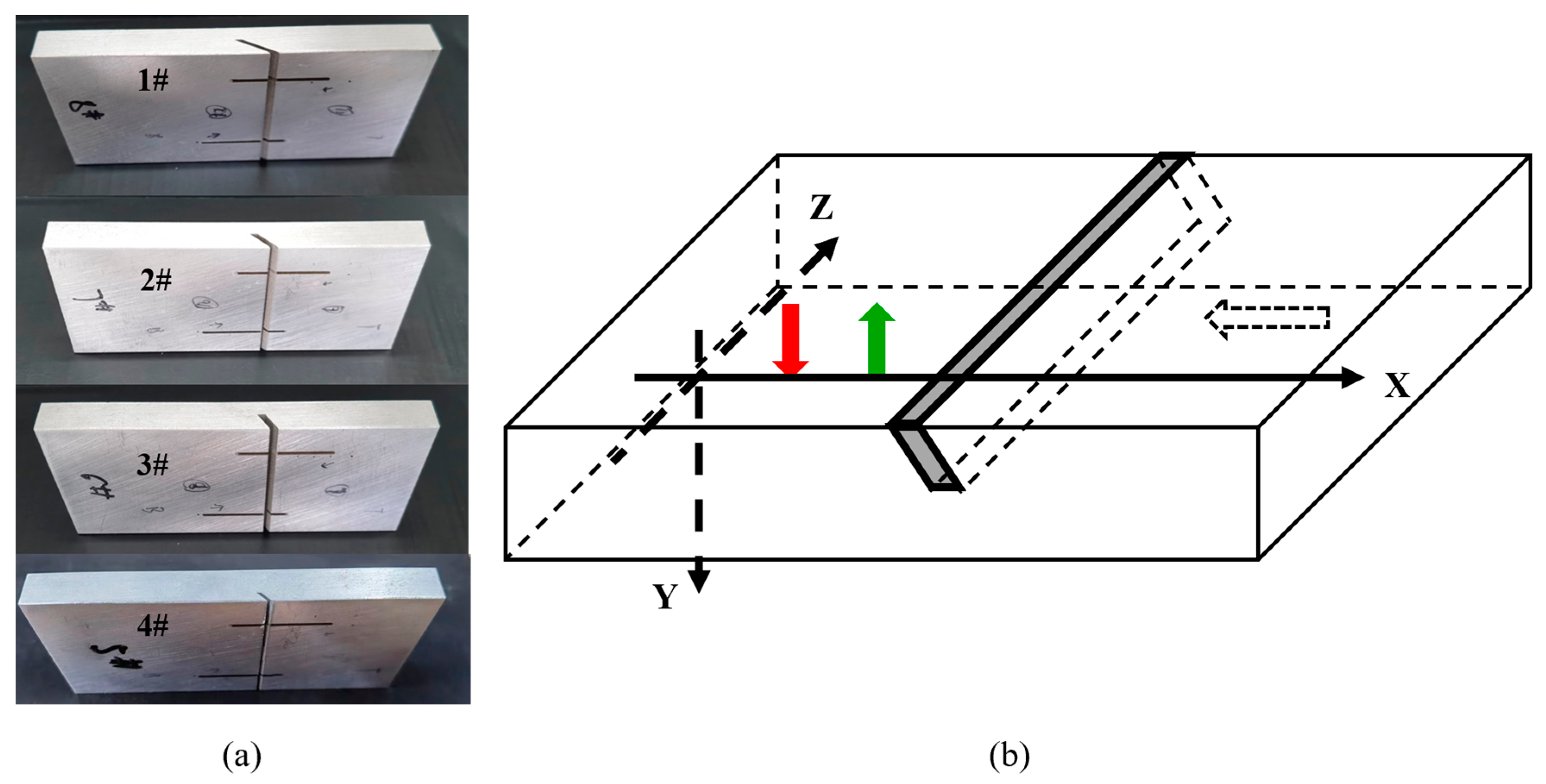
To further investigate the characteristics of the full-field scanning data, a surface angled crack model, as shown in
Figure 2a, is established. The surface angled crack has a lateral width of 2 mm, a vertical depth of 5 mm, and an inclination angle of 30 degrees with respect to the upper surface, slanting to the right. During the detection process, the main interaction occurs between the right edge of the crack and the ultrasonic waves. The length of the right edge is 10 mm. The crack’s upper surface’s starting coordinates are (18.5, 0) and (20.5, 0). The generation point is located at (0, 0) and the starting position of the receiving point is (8.5, 0). The fixed distance between the generation and receiving points is a constant value of 8.5 mm. A scan step of 0.1 mm is set, with a scan range of 35 mm. Both the generation and receiving points move simultaneously to the right during the scanning process. The Rayleigh wave propagation speed is set to 2870 m/s and the longitudinal wave propagation speed is 6120 m/s.
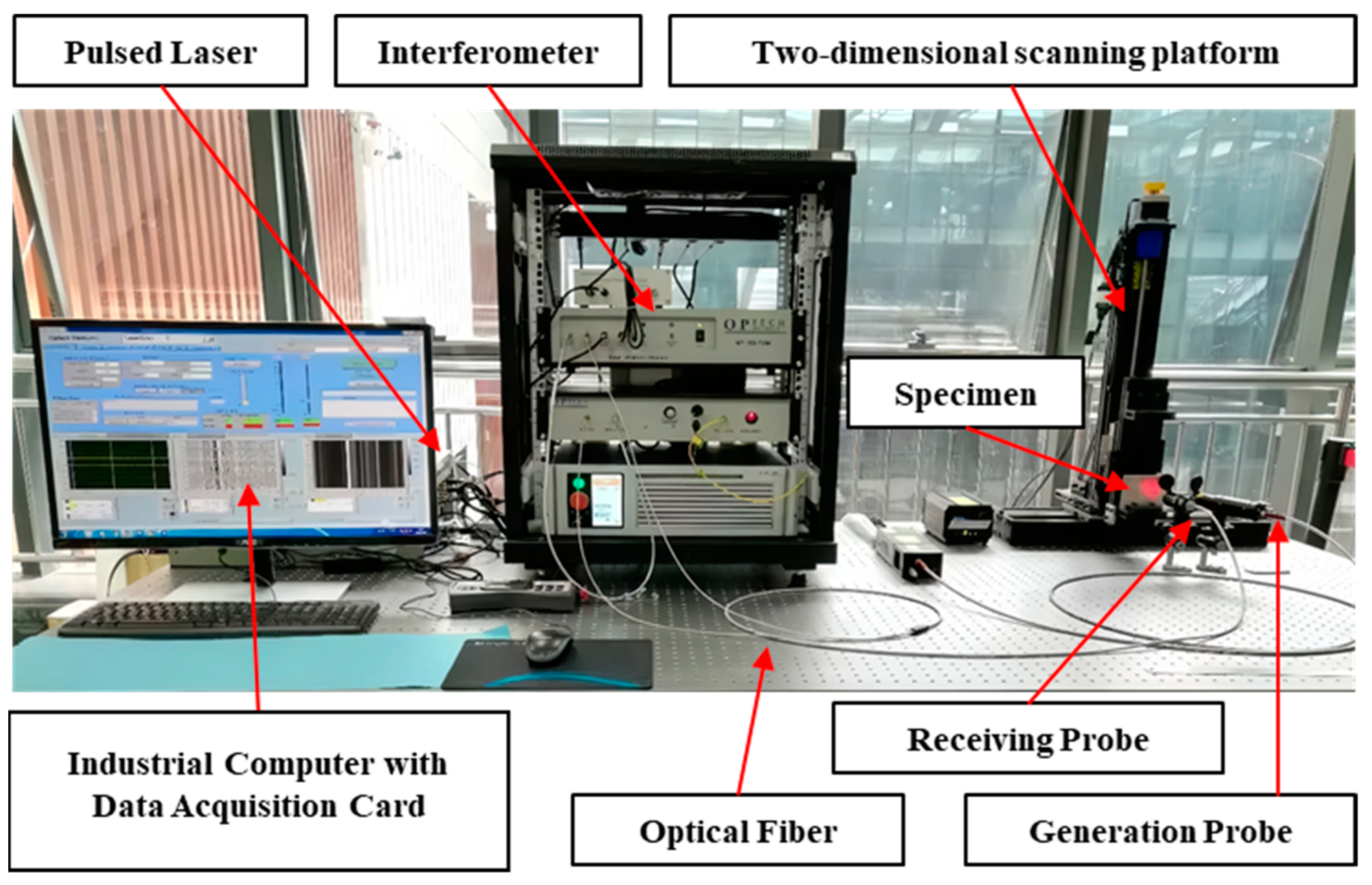
The principle of laser ultrasonic wave generation is based on the interaction between a pulsed laser and the material’s surface. When a high-energy pulsed laser irradiates the surface of the material, the rapid heating causes the surface to instantly expand, generating thermal stress. This thermal stress excites multiple modes of ultrasonic waves, including Rayleigh waves, longitudinal waves, and shear waves, which propagate both on the surface and within the specimen. In this study, the generation point refers to the position where the pulsed laser irradiates the specimen surface, while the receiving point is the location where the interferometer is directed on the specimen surface.
For surface angled cracks, the propagation characteristics of Rayleigh waves can be utilized to calculate the crack opening width and determine the distance between the scanning position and the crack’s starting point. The reflected waves within the longitudinal wave signals contain information that can be used to calculate the inclination angle and length of the crack. Therefore, this paper focuses primarily on the propagation behavior of Rayleigh waves and longitudinal waves. The time-domain signals of Rayleigh waves and longitudinal waves were obtained through numerical calculations, as shown in
Figure 2b. The horizontal axis represents the coordinates of the generation point and the vertical axis represents the ultrasonic wave propagation time. In the time-domain signal plot, the dashed line represents the Rayleigh waves, while the solid line represents the longitudinal waves.
The Rayleigh direct wave is the Rayleigh wave that propagates from the generation point to the receiving point along the upper surface. Due to its constant propagation path length, the time of occurrence in the time-domain signal remains unchanged, represented in the figure by the color black. The two dashed lines in the color green represent the Rayleigh wave echoes from the crack, with their propagation paths extending from the generation point to the upper endpoint of the crack and reflecting back to the receiving point. During the scanning process, the detection position gradually approaches the crack, resulting in shorter propagation paths for the Rayleigh wave echoes, which increasingly resemble the Rayleigh direct wave. When the receiving point is located at the upper endpoint on the left edge of the crack, only the Rayleigh direct wave signal is present, with no Rayleigh wave echoes. When both the generation and receiving points are located on the right side of the crack, the Rayleigh wave echoes are collected during the scanning, with propagation times gradually increasing and moving further away from the Rayleigh direct wave.
The longitudinal wave includes a mode that propagates along the upper surface, following the same propagation path as the Rayleigh direct wave. Therefore, its propagation time does not vary with the scanning position. This type of longitudinal wave is known as a surface-skimming wave. When both the generation and receiving points are located on the left side of the crack, the longitudinal wave propagating towards the crack reflects within the specimen, leading to an absence of detectable longitudinal wave echoes from the crack. This is evidenced in the time-domain signal, which shows a lack of longitudinal wave echoes at the 0–10 mm position. As the generation and receiving points continue to scan on the right side of the crack, echoes of the longitudinal wave from the crack can be collected. As the scanning position moves away from the crack, the propagation path length of the longitudinal wave echoes increases, resulting in longer propagation times. The figure shows the distribution of the longitudinal wave echoes from the crack in the time domain as a curve, which will be elaborated on in
Section 2.5.
When the generation point is located between 10 mm and 20.5 mm, no ultrasonic signals are detected, which will be explained in detail in
Section 2.2.
2.2. Method for Determining Surface Crack Width Based on Full-Field Scanning Data
During the full-field scanning of surface angled cracks, the generation and receiving points may initially be positioned on the same side of the crack, then on opposite sides, and finally return to the same side. When the generation and receiving points are on opposite sides of the crack, ultrasonic waves attenuate rapidly in the air, preventing wave propagation through the air gap in the crack. Additionally, when ultrasonic waves propagate along the crack edges, the longer path and energy loss at the corners result in significant attenuation. Therefore, when the generation and receiving points are located on opposite sides of the crack, no effective ultrasonic signals are detected; only some noise is present, as illustrated in the case between 10 mm and 20.5 mm in
Figure 2b.
When the distance between the generation and receiving points remains constant, the arrival time of the Rayleigh direct wave is also constant, appearing as a straight line in the B-scan image. However, during full-field scanning, if the generation and receiving points are on opposite sides of the crack, the Rayleigh direct wave cannot be detected. As a result, throughout the scan, the Rayleigh direct wave will exhibit an appear–disappear–appear pattern. The Rayleigh echo wave from the crack will move closer to the Rayleigh direct wave, disappear in between, reappear, and then move away from it as the scanning progresses. By analyzing the positions where the Rayleigh direct wave and echo wave appear, the width of the surface crack can be determined.
When the generation point is between 0 and 10 mm, both the generation and receiving points are on the left side of the crack, allowing the detection of both the Rayleigh direct wave and the Rayleigh echo wave. As the generation point approaches the crack, the Rayleigh echo wave gradually converges with the Rayleigh direct wave. At 10 mm, the receiving point coincides with the crack’s vertex, resulting in the absence of a Rayleigh echo wave; thus, only a single Rayleigh wave is present in the signal. When the generation point is between 10 and 20.5 mm, the generation and receiving points are on opposite sides of the crack, and no ultrasonic signals are detected, indicating a lack of Rayleigh wave signals. At 20.5 mm, the generation point is on the right side of the crack’s vertex, with the receiving point at 29 mm. In this case, both the generation and receiving points are on the same side of the crack, allowing for the generation and detection of ultrasonic signals. As the scanning position moves further away from the crack, the propagation time of the crack’s Rayleigh echo wave gradually increases.
During the full-field scanning process, the distance from the receiving point’s entry into the defect to the generation point’s exit is 10.5 mm, corresponding to the region between 10 and 20.5 mm in the figure. In this experiment, the distance between the generation and receiving points is set to 8.5 mm and the defect width is 2 mm, resulting in a total distance of 10.5 mm. The above analysis can be represented by the following formula:
where
is the width of the crack,
is the width of the Rayleigh wave interruption, and
is the distance between the generation and receiving point.
In summary, in this model, Rayleigh wave signals are absent in signals starting from the point where the receiving point crosses the left edge of the crack. As the scan progresses to the right, Rayleigh wave signals reappear once the generation point crosses the right edge of the crack. During this process, the length of the missing Rayleigh wave signal, minus the distance between the generation and receiving points, represents the crack opening width.
Based on the above analysis, in full-field scanning, by studying the propagation of Rayleigh direct waves and echoes in the scanning data and determining the location where the Rayleigh wave disappears, the width of the surface crack can be determined by combining the established generation–receiving distance. This method is applicable to all types of surface cracks.
2.3. Interaction Between Ultrasonic and Near-Field Crack
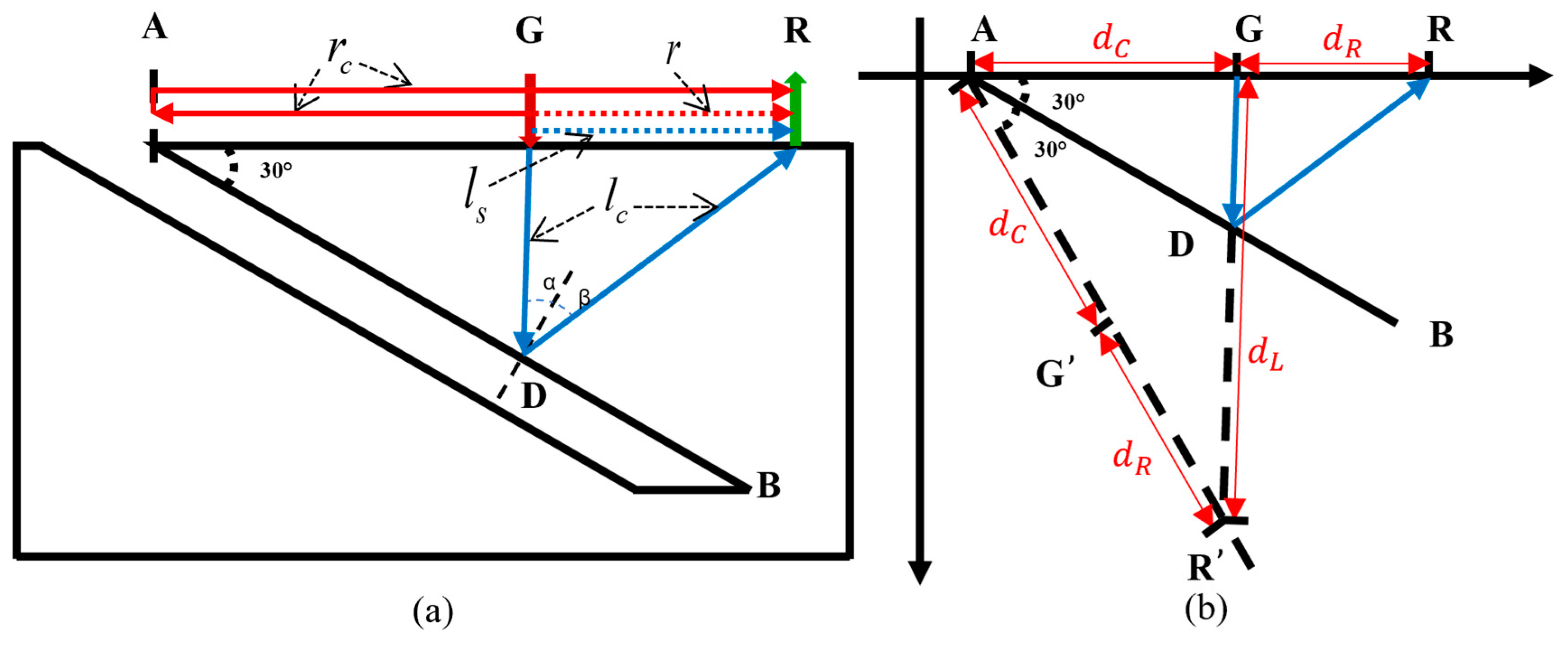
To study the interaction between ultrasonic waves and near-field cracks, a geometric model is established, as shown in
Figure 3a.
represents the right edge of an inclined surface crack, where
is the starting point of the crack and
is the endpoint. The generation point
and the receiving point
are positioned on the surface of the specimen near point A on the right side. To ensure that the position of
is within the near field of the crack, the perpendicular bisector of the
line segment intersects with
.
Figure 3a illustrates the interaction process between the ultrasonic waves and the near-field crack.
When a pulsed laser is directed at point , Rayleigh waves are generated and propagate along the upper surface, and the receiving point will receive two Rayleigh wave signals: one is the direct Rayleigh wave that propagates from point to , and the other is the Rayleigh wave echo that reflects from crack upper endpoint back to . Longitudinal waves generated by the pulsed laser propagate into the specimen. The longitudinal waves traveling along the upper surface to the receiving point are referred to as the surface-skimming longitudinal wave . When the longitudinal wave reaches point on the crack, a normal line to is drawn at point . When , the longitudinal wave reflected by the crack reaches the receiving point , and the path of the crack’s longitudinal wave echo is , denoted as .
In studying the interaction between ultrasound and a near-field crack, an abstract geometric model is shown in
Figure 3b. The propagation speed of the Rayleigh wave in the material is
, and the propagation speed of the longitudinal wave is
. An auxiliary line is drawn as a dashed line, symmetric to the upper surface with respect to the axis
. Extending
intersects the auxiliary line at
. According to the law of reflection,
is the symmetric point of
,
is the symmetric point of
,
, and
, thus
. In
, the length of
is
, the length of
is
, and the length of
is
. Using the cosine law, the angles of the triangle can be calculated from the side lengths. Since
,
can be determined using the following formula:
From the derivation, it is evident that in near-field crack detection, by extracting the propagation times of the relevant waveforms from the ultrasonic signals, the angle between the crack and the upper surface can be determined using the formula provided above.
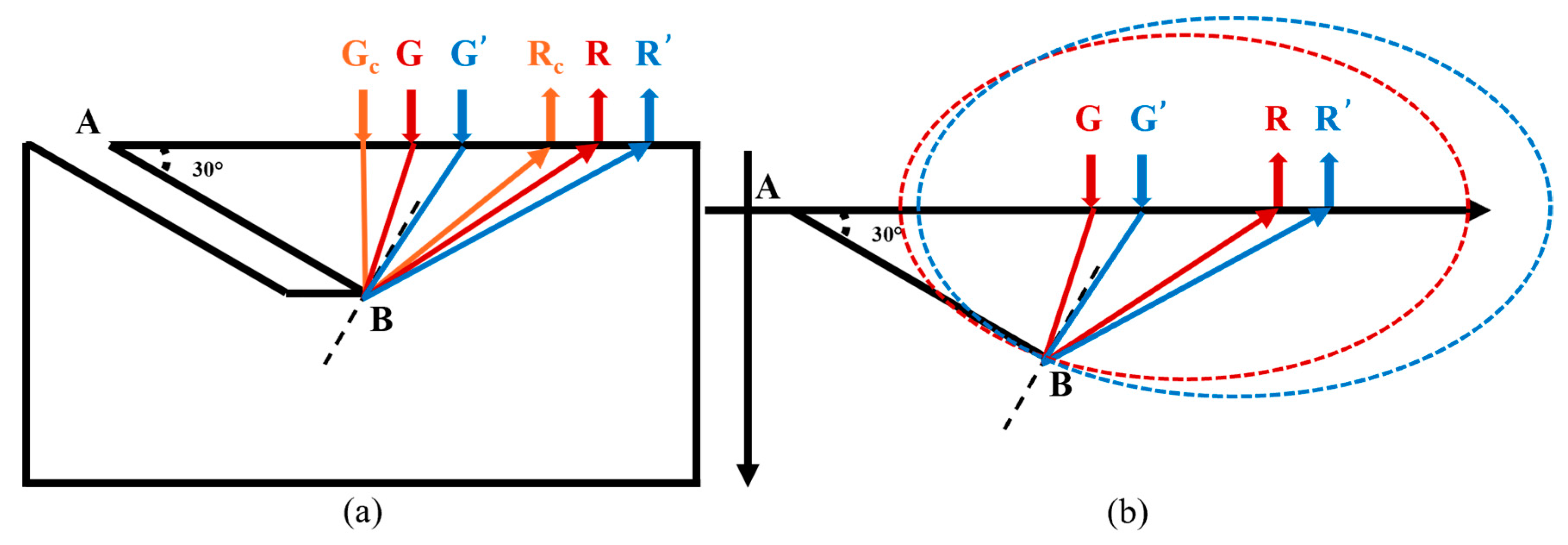
2.4. Interaction Between Ultrasonic and Far-Field Crack
As the scanning position moves farther from the crack, as shown in
Figure 4a, we assume that points
and
are the critical locations for near-field crack detection. At point
, the reflection of the longitudinal wave occurs precisely at the crack’s endpoint
, satisfying the law of reflection. In this configuration, the perpendicular line drawn from point
along the crack line
bisects the angle
.
As the scanning continues to the right, the longitudinal wave generated from point
reaches point
and reflects in all directions from
, acting as a point source. At this stage, the propagation path of the longitudinal wave echo from the crack that reaches point
is
. In this scenario, it becomes clear that the perpendicular line from
cannot bisect
, meaning the model in
Figure 3b is no longer applicable, and thus, formula 2 cannot be used.
As the scanning progresses (as shown in
Figure 4a with points
and
), all longitudinal wave echoes in the ultrasonic signal originate from point
. Therefore, starting from positions
and
, the reflection points on the crack remain fixed at
, unlike in near-field detection, where the reflection points vary with the scanning position. Consequently, beyond
and
, the detection transitions into the far-field region of the crack.
For the far-field detection scenario depicted in
Figure 4a, an abstract geometric model is presented in
Figure 4b. In a single measurement, let points
and
be two fixed points, and point
be an unknown point located outside these two points. Given the known length of the
path, an ellipse is constructed with
and
as the foci and
as the major axis. According to the definition of an ellipse, point
lies on this ellipse. The equation of the ellipse is as follows:
Although a single measurement establishes that point
lies on the ellipse, it does not provide the exact position of
. When scanning reaches the position
, an ellipse constructed with
and
as the foci will also pass through point
. Therefore, the intersection of the two ellipses—one with foci
and
, and the other with foci
and
—can precisely determine the location of B, as illustrated in
Figure 4b [
20].
In multiple far-field crack detections, by extracting the propagation times of the target waveforms from the signals and using these times to draw multiple ellipses according to the formula, the intersection points of these ellipses can be used to determine the crack’s endpoint. By combining the endpoint with the known starting point of the crack, the length of the crack can be accurately determined.
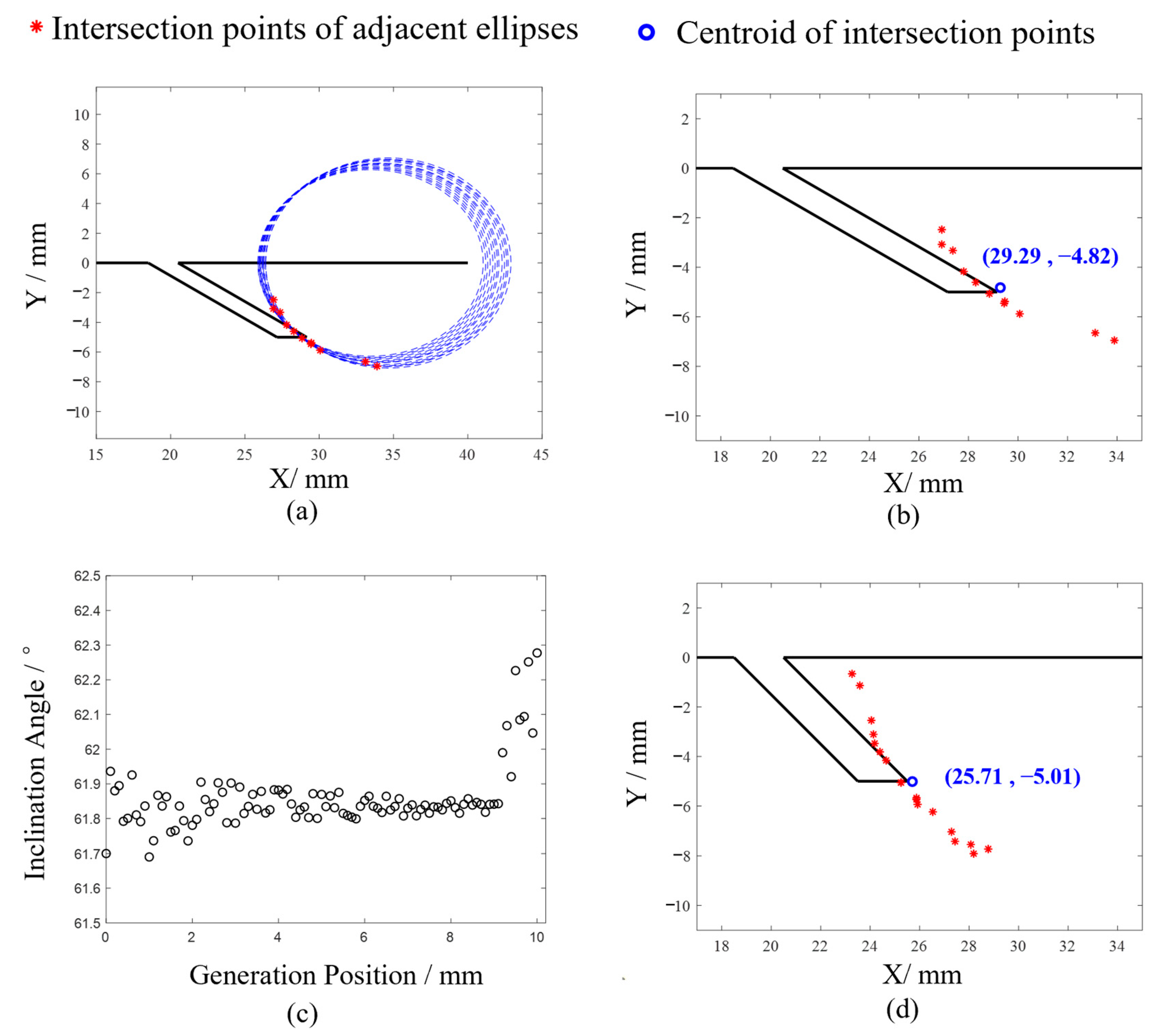
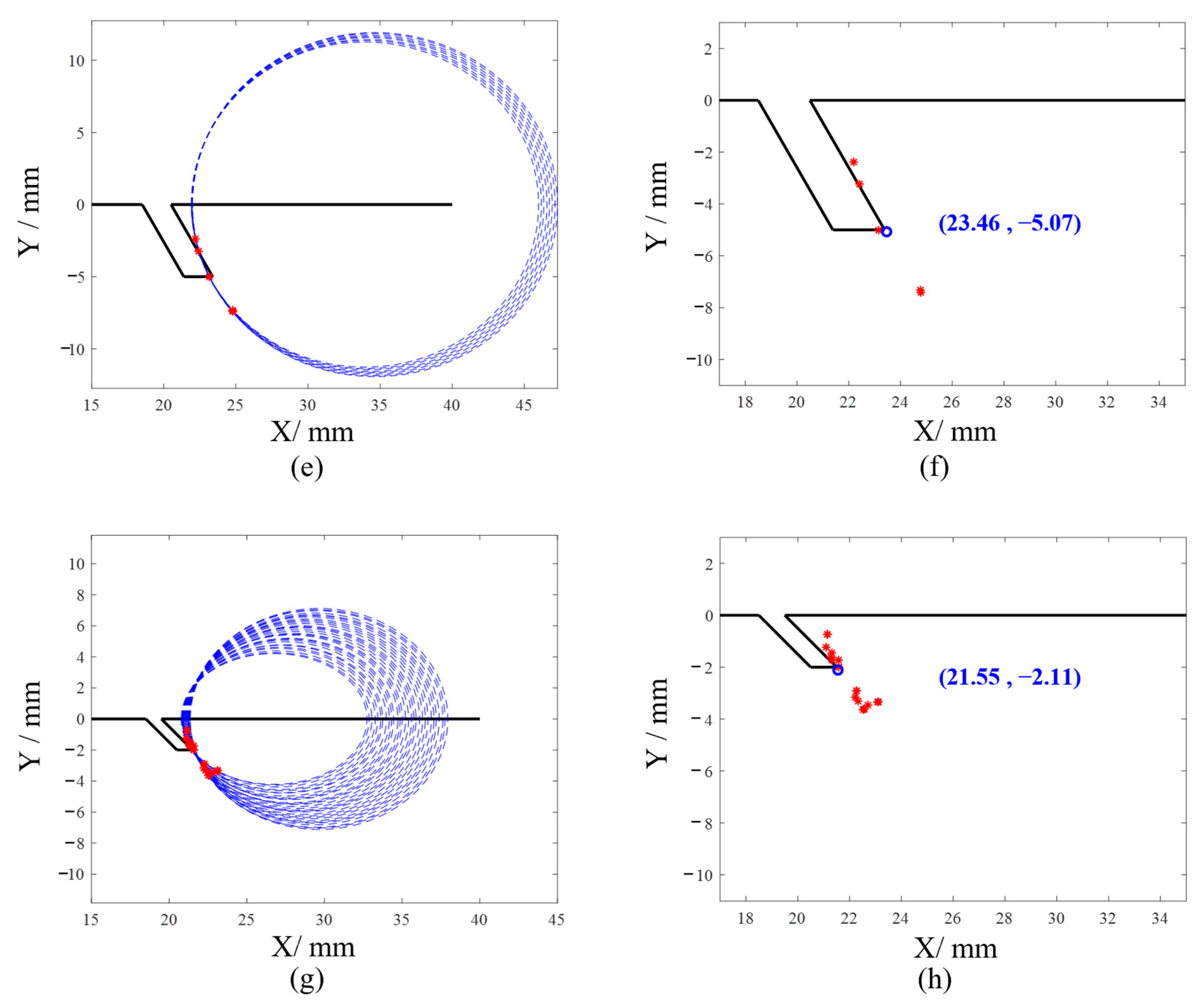
In practical detection, system errors, noise, and the significant attenuation of longitudinal waves in far-field signals can lead to inaccuracies in the extracted ultrasonic propagation times. When these times are used to draw ellipses, the ellipses may not intersect at a single point. Theoretically, any two ellipses should intersect at the crack’s endpoint. Therefore, by examining all ellipses and finding the intersection points of any two ellipses, the centroid of these intersection points can be considered the crack’s endpoint.
To simplify the calculation process, this paper proposes a method that uses intersection points of adjacent ellipses to determine the target point. By extracting the ultrasonic propagation times from far-field signals and drawing ellipses according to the formula, there will be intersection points (excluding symmetric points) between the adjacent ellipses. The centroid of these points can be regarded as the crack’s endpoint.
When the extracted ultrasonic propagation times are inaccurate, adjacent ellipses may fail to intersect, resulting in a large ellipse encompassing a smaller one. Although, theoretically, the intersection points of any two ellipses should indicate the defect’s endpoint, having enough intersections allows the centroid of these points to accurately approximate the crack’s endpoint. Therefore, cases where adjacent ellipses do not intersect can be disregarded, and the centroid of the intersection points from the ellipses that do intersect can be used to approximate the crack’s endpoint.
2.5. Determination of Near-Field and Far-Field Critical Positions
The previous two sections discussed the interaction between ultrasonics and cracks in both the near-field and far-field regions, enabling the determination of the crack’s inclination angle and length. However, in practical B-scan inspections, the echo signals are often weak, making it difficult to directly identify the near-field and far-field critical positions from the signals. As shown in the longitudinal wave echoes from the crack in
Figure 2b, it can be observed that the distribution of the longitudinal wave echoes varies around the 30 mm position; however, the exact location cannot be determined.
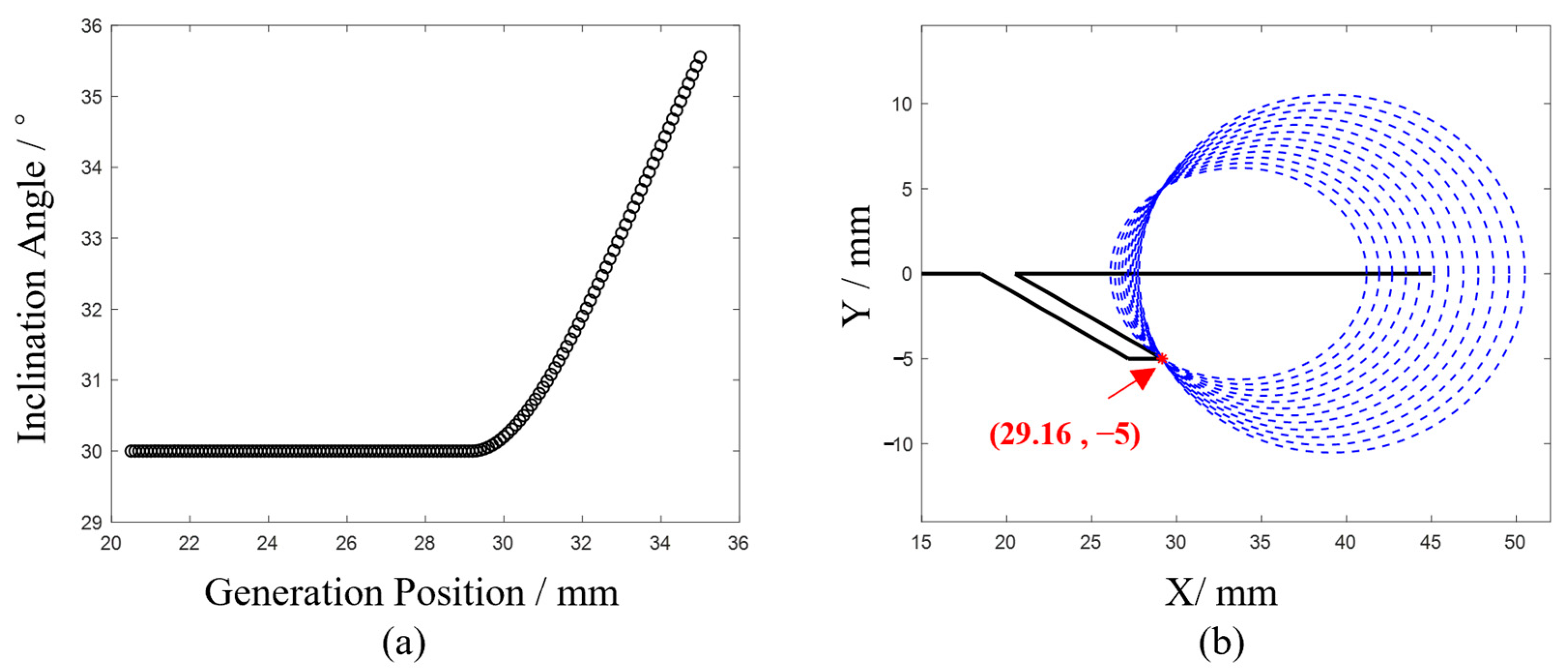
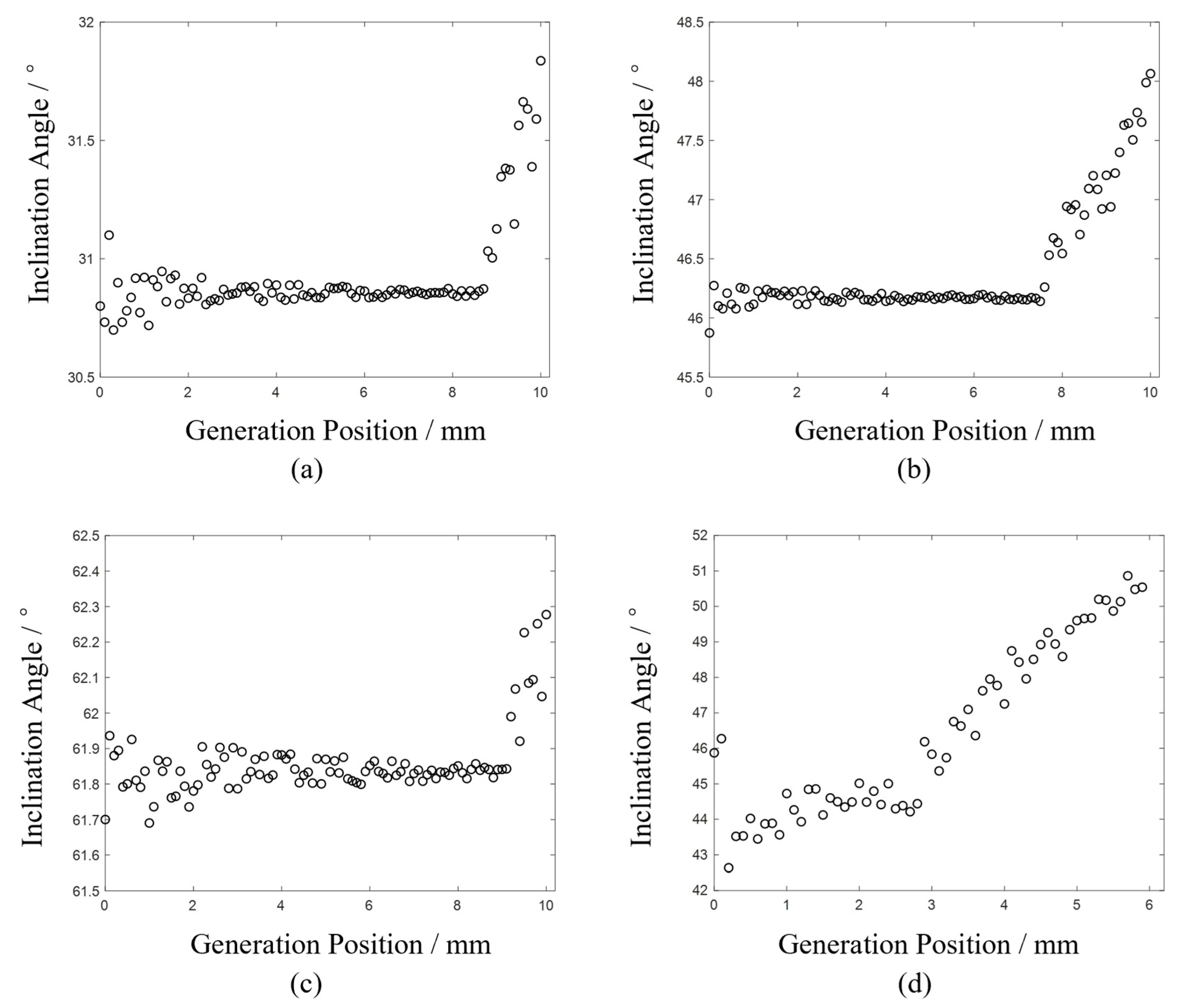
To further investigate the critical point, the results from the scanning process were substituted into Formula (2) for calculating the crack inclination angle, as shown in
Figure 5a. The inclination angle begins to increase linearly from the 29.4 mm position. Geometrically, this can be understood as solving for an angle given the lengths of the three sides. During the fixed-step scanning process, the distance
(from the receiving point to the crack’s starting point) changes linearly. After transitioning from near-field to far-field detection, the reflection point consistently becomes
, and the growth rate of
exceeds that of
. Consequently, when calculating the crack angle, the angle corresponding to
increases at a faster rate, which aligns with the results shown in
Figure 5a. Thus, the 29.4 mm position is identified as the critical point marking the transition from near-field to far-field detection.
From the above analysis, it can be concluded that when the generation point is located beyond 29.5 mm, the conditions for far-field detection are satisfied. Using an interval of 0.5 mm, the ultrasonic wave propagation times at the corresponding positions are substituted into Formula (3), resulting in 12 sets of elliptical curves, as shown in
Figure 5b. As illustrated in the figure, ellipses constructed with the generation and receiving points as foci and the longitudinal wave echo length as the major axis intersect at the point (29.16, −5). This calculated intersection aligns with the crack model, demonstrating that the elliptical positioning algorithm effectively resolves the defect endpoint problem.
In practical applications, substituting the full-field scanning data into Formula (2) and analyzing the variations in the crack inclination angles allows for the determination of the critical point between near-field and far-field detection. Different algorithms are employed for near-field and far-field data to determine the crack’s inclination angle and endpoint, which subsequently facilitates the calculation of the crack length.
Section 2.1,
Section 2.2,
Section 2.3,
Section 2.4 and
Section 2.5 study the time-domain characteristics of the full-field scanning data, analyzing the interaction patterns between ultrasonic waves and cracks at different scanning positions. Based on the propagation characteristics of different waveforms, the width of the surface crack, the angle with respect to the upper surface, and the position of the crack endpoints are determined, leading to the calculation of the crack length. The proposed “Quantitative Detection Method for Surface-Angled Cracks Based on Full-field Scanning Data” analyzes the extensive information within the full-field scanning data to ultimately output the width, angle, and length of the surface angled cracks, achieving the quantitative detection of surface angled cracks.
4. Conclusions
This paper conducts an in-depth analysis of laser ultrasonic full-field scanning signals and proposes a ‘Quantitative Detection Method for Surface Angled Cracks Based on Full-field Scanning Data’. The interaction patterns between different waveforms and cracks are investigated through theoretical calculations. The crack width is determined using Rayleigh waves, and a method for identifying the critical point of transition from near-field to far-field detection is introduced. Different formulas are applied to obtain the inclination angle and endpoints of the crack based on various detection positions, and the feasibility of the method is validated through experiments, resulting in measurements of the crack width, inclination angle, and length with errors all within 5%.
By employing this method for the quantitative detection of surface angled cracks in critical components, a comprehensive assessment can be made, aiding in estimating the component service life and proactively mitigating operational risks. Additionally, this method can output multiple crack parameters in a single detection, making it an efficient approach. It shows promising application potential in fields such as aircraft engine blade inspections and gear inspections.
However, this method also has certain limitations. It performs well for linear or upwardly protruding defects, but for recessed defects, multiple reflection points may occur during a single detection, making it difficult to determine the inclination angle of the cracks in subsequent calculations.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}