
An Automated Feature-Based Image Registration Strategy for Tool Condition Monitoring in CNC Machine Applications



Abstract
1. Introduction
1.1. Background
1.2. Image Registration Methods for MV-TCM Systems
1.3. Research Gaps and Contributions
- Standard TCM image acquisition practices are time-intensive and interfere with production cycles.
- MV designs are sensitive to the machining environment, including vibrations, swarf, coolant, and lighting variations, requiring continuous oversight and maintenance.
- Machine tool positioning errors and MV system instability during image acquisition are often overlooked in MV-TCM, complicating the tool edge detection process and increasing measurement inaccuracies.
- Registration practices in MV-TCM utilize fixed registration frameworks, operate under single coating conditions, and have not been automated for online practices.
2. Materials and Methods
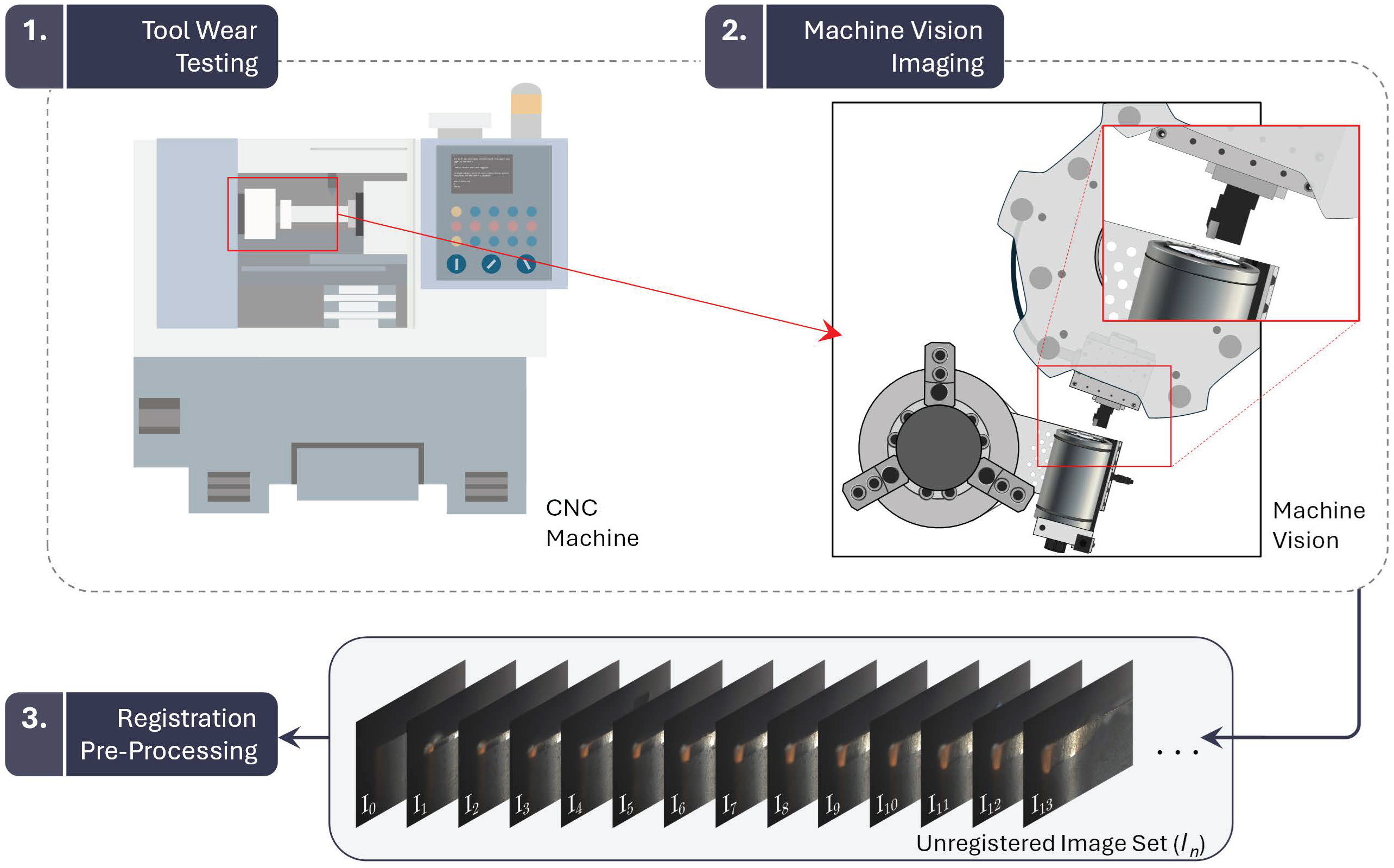
2.1. Proposed Framework
2.2. MV-TCM Hardware and Software Systems
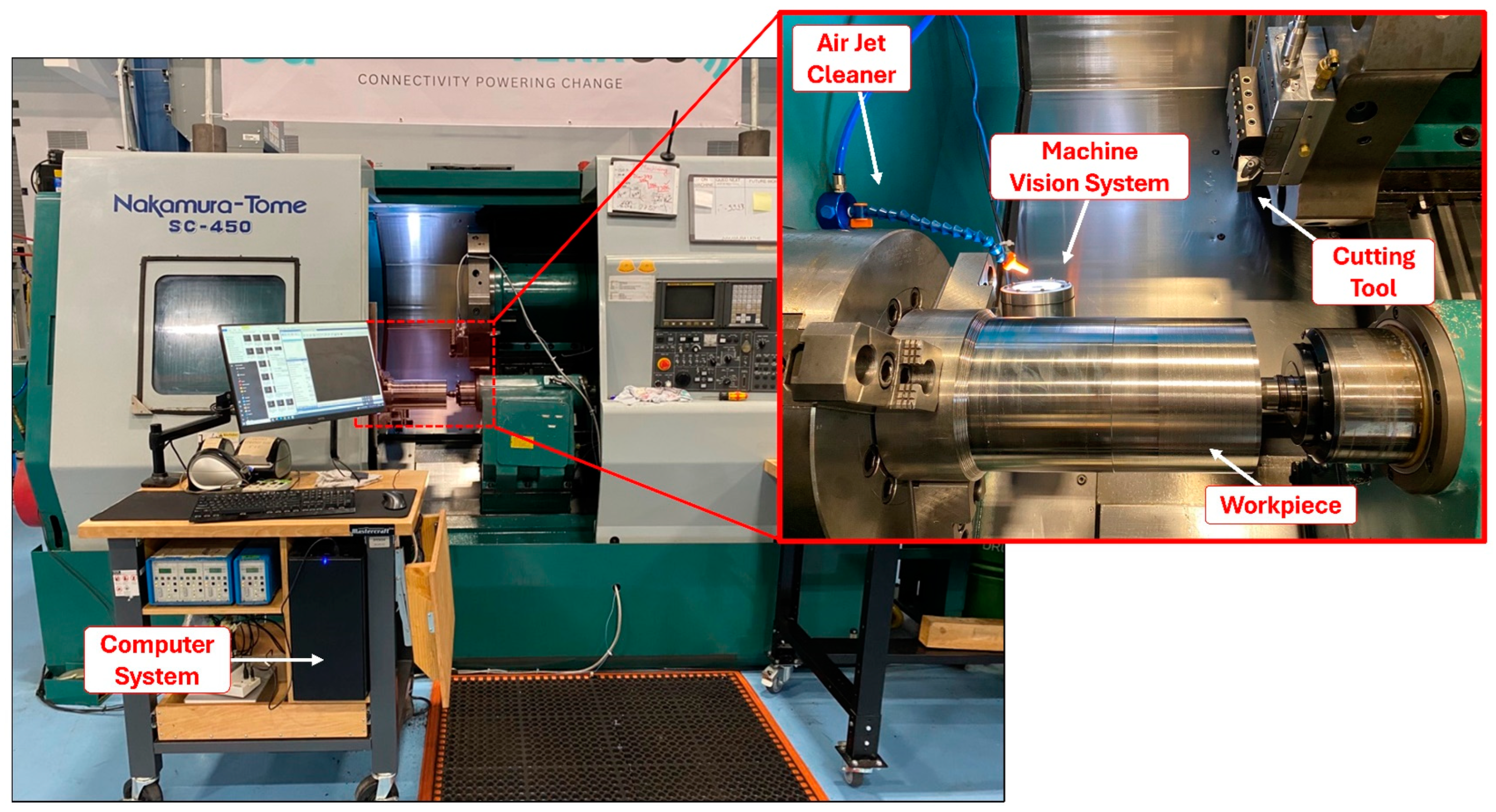
2.2.1. MV System Design
2.2.2. MV Software & Registration Functions
2.2.3. Feature Detector-Descriptor Algorithms
2.3. Testing Methods
2.3.1. MV System Validation
2.3.2. MV System Milling Case Study Setup
3. Results & Discussion
3.1. Validation of the MV System
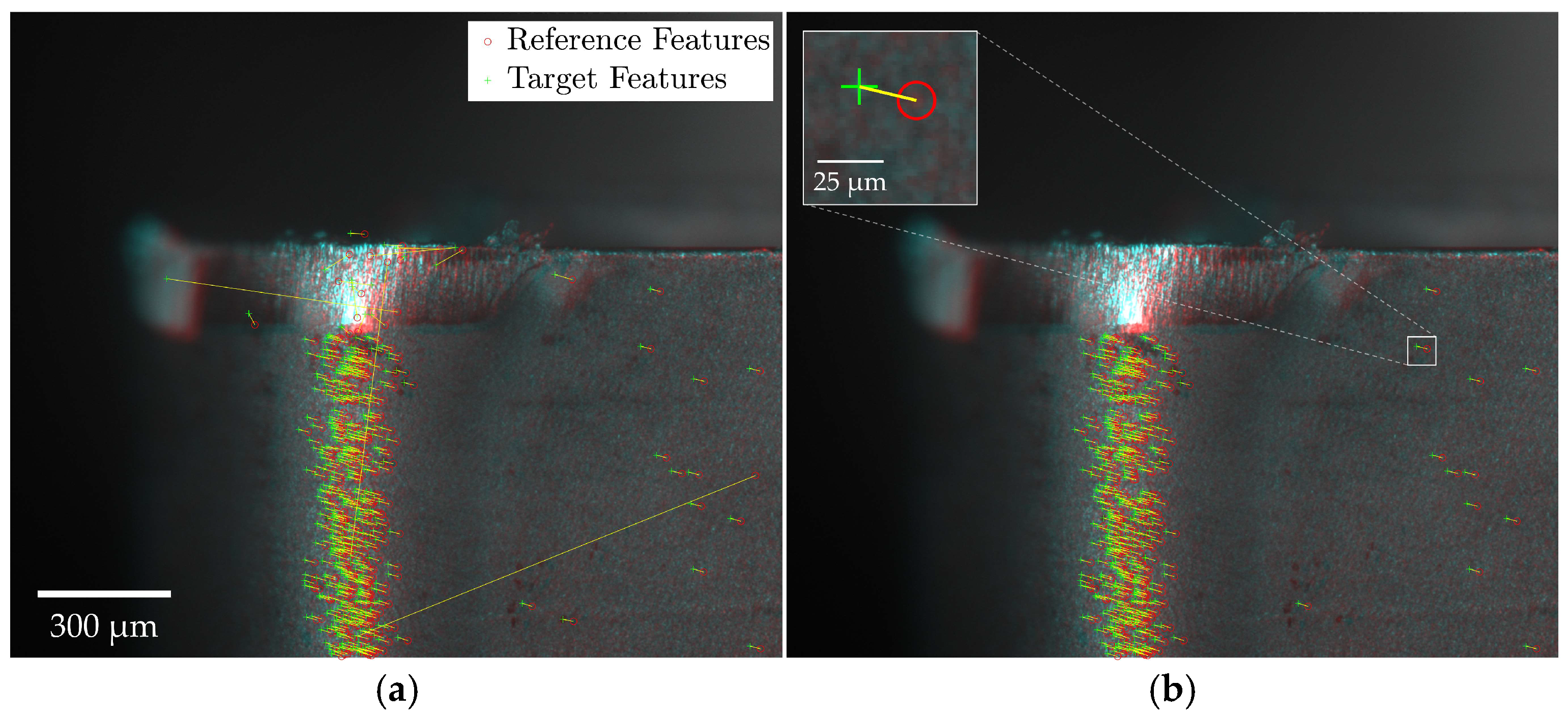
3.2. Feature-Based MV-TCM Registration
3.2.1. Performance Case Study of Feature Detector-Descriptor Algorithms
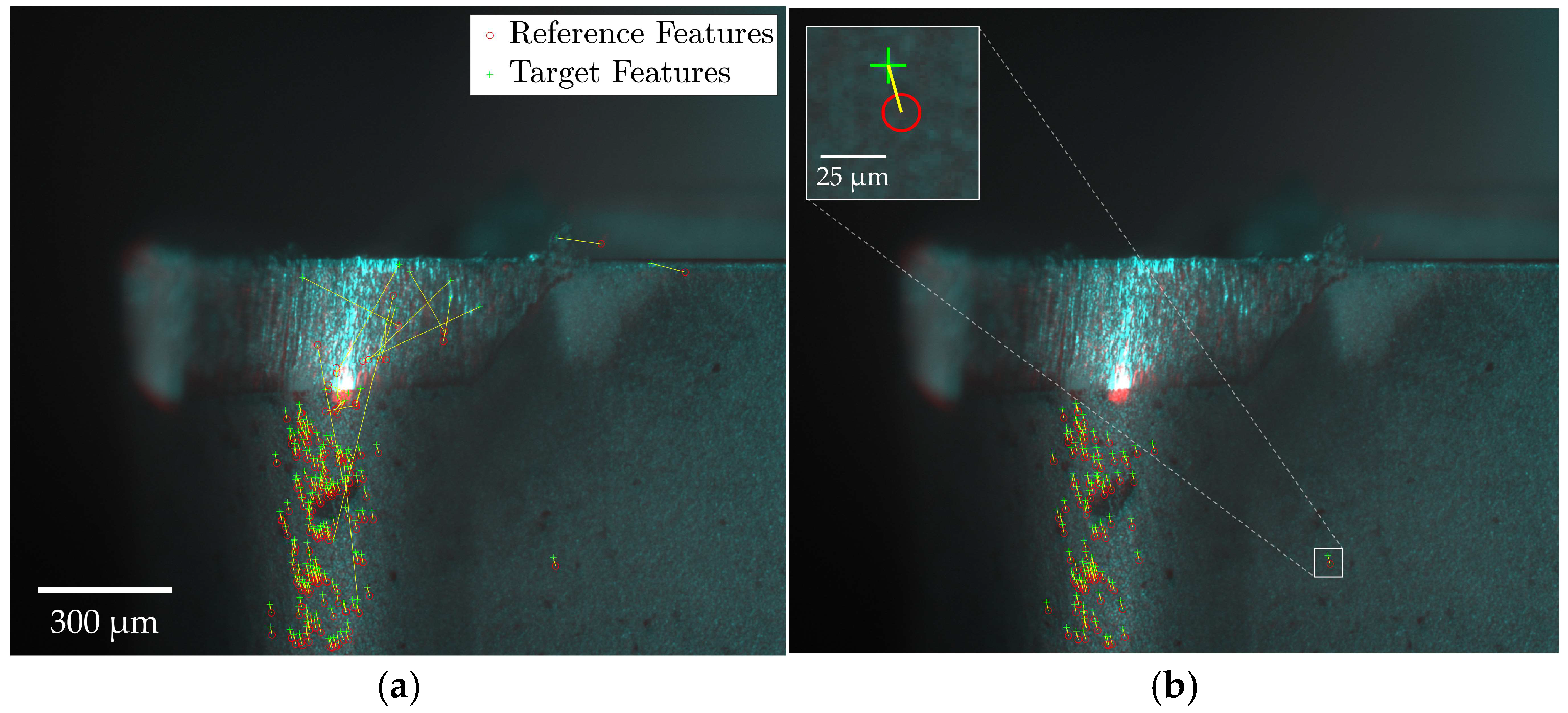
3.2.2. Utilizing the Mixed KAZE-SIFT Algorithm for Challenging Registrations
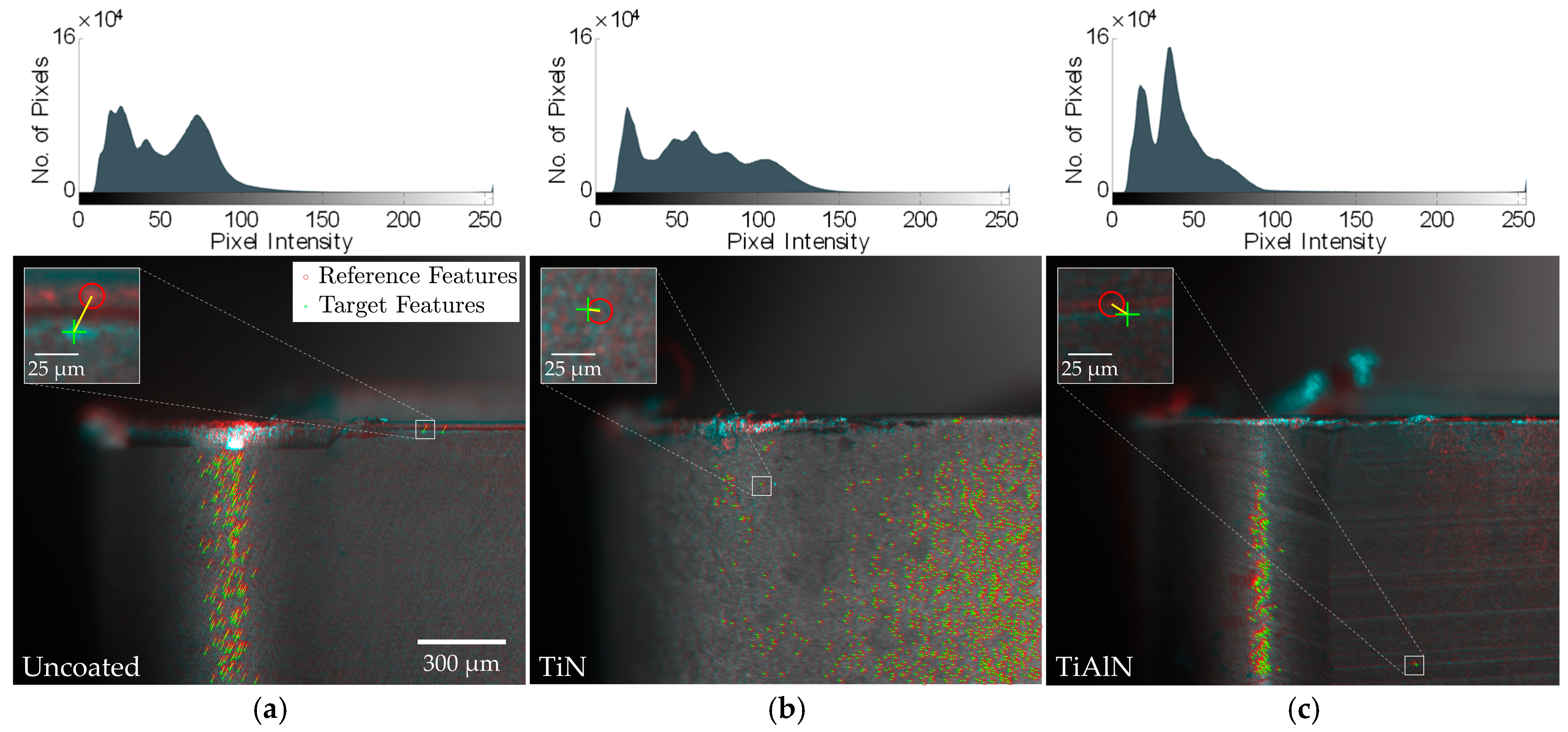
3.2.3. Effect of Tool Coating Variation on Registration Performance
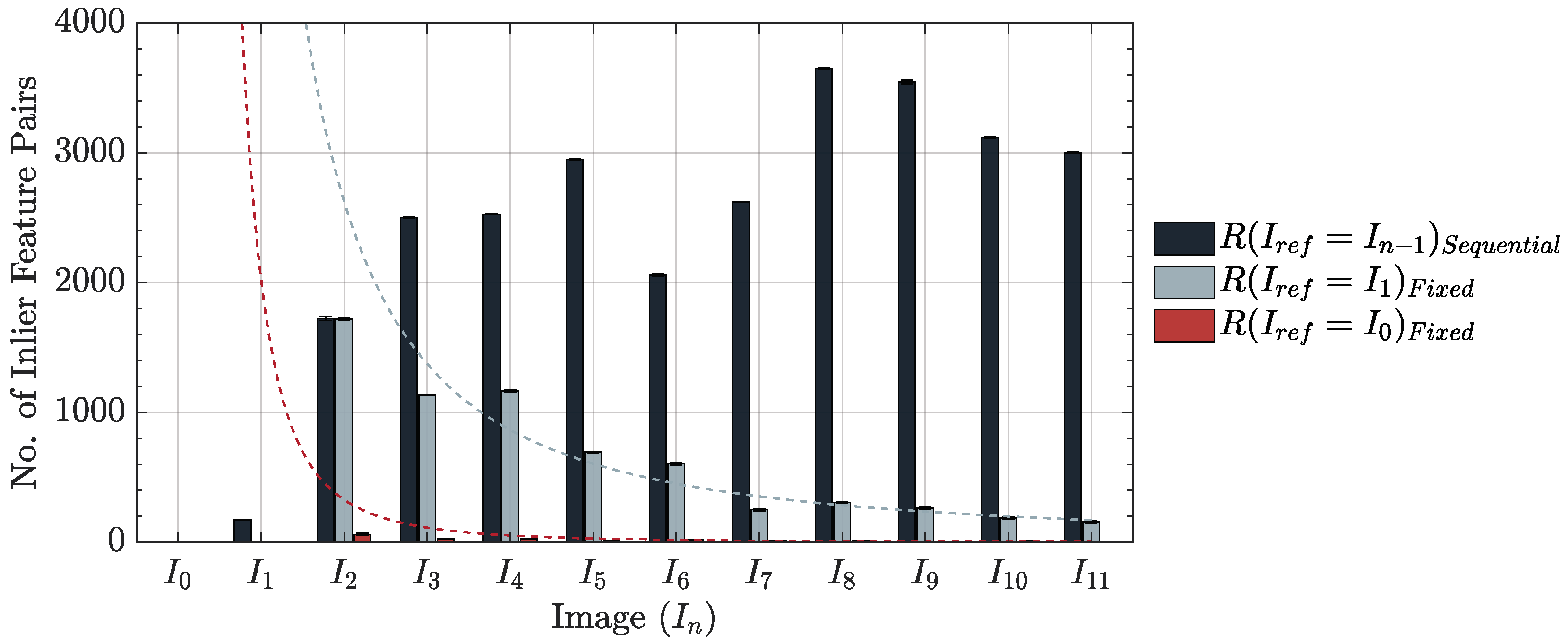
3.2.4. Effect of Fixed vs. Sequential Framework on Registration Performance
3.2.5. Automated MV-TCM Registration Algorithm
- The registration algorithm comparative case study revealed the following rankings:
- Registration accuracy: KAZE > SIFT > ORB > BRISK > SURF
- Registration time: ORB > SURF > BRISK > SIFT > KAZE
- ITD feature ratio: KAZE > SIFT > SURF > BRISK > ORB
- The scale factor and angle of rotation were identified as being the most reliable similarity transformation coefficients for distinguishing between successful and failed registrations.
- Challenging registrations were mostly influenced by the following:
- Abrupt changes in the illumination, primarily between the unworn and first worn tool images, however, were mitigated through the implementation of a hybrid KAZE-SIFT feature detector-descriptor algorithm.
- The gap in time between the reference and target images, however, was mitigated through the use of a sequential-based registration framework.
3.3. Registration-Based Edge Detection Strategy for TCM
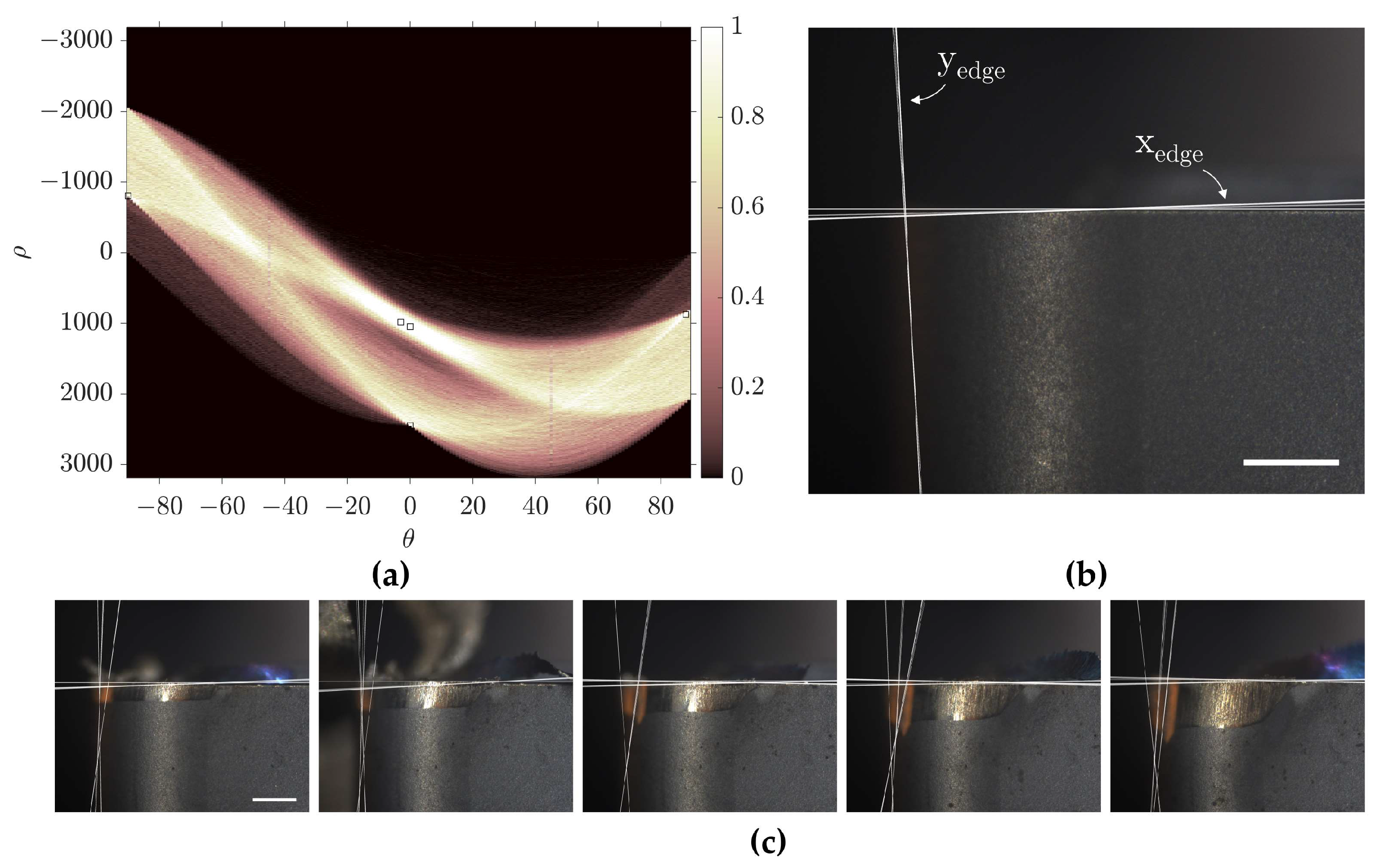
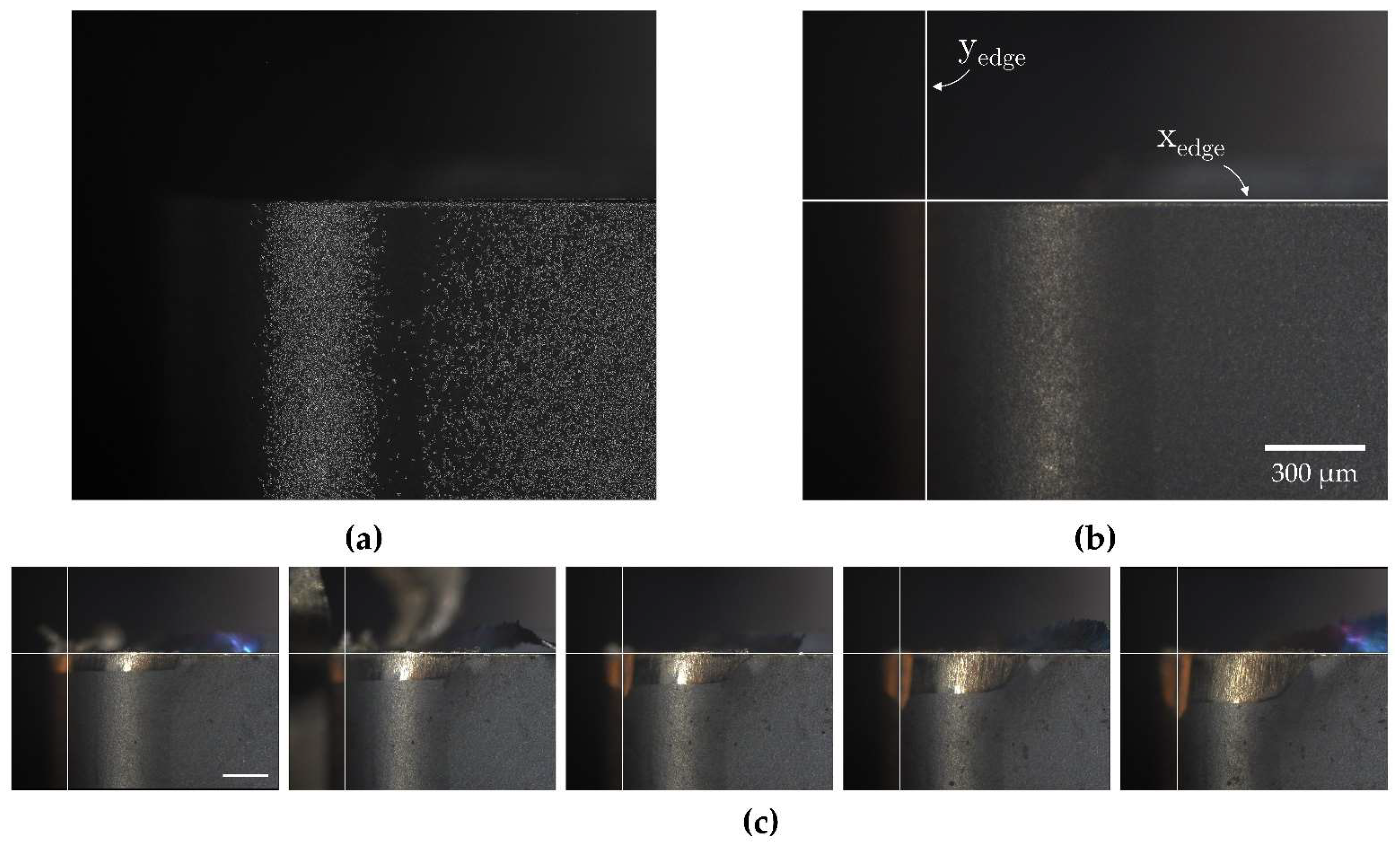
3.3.1. Reference Line Detection Strategies
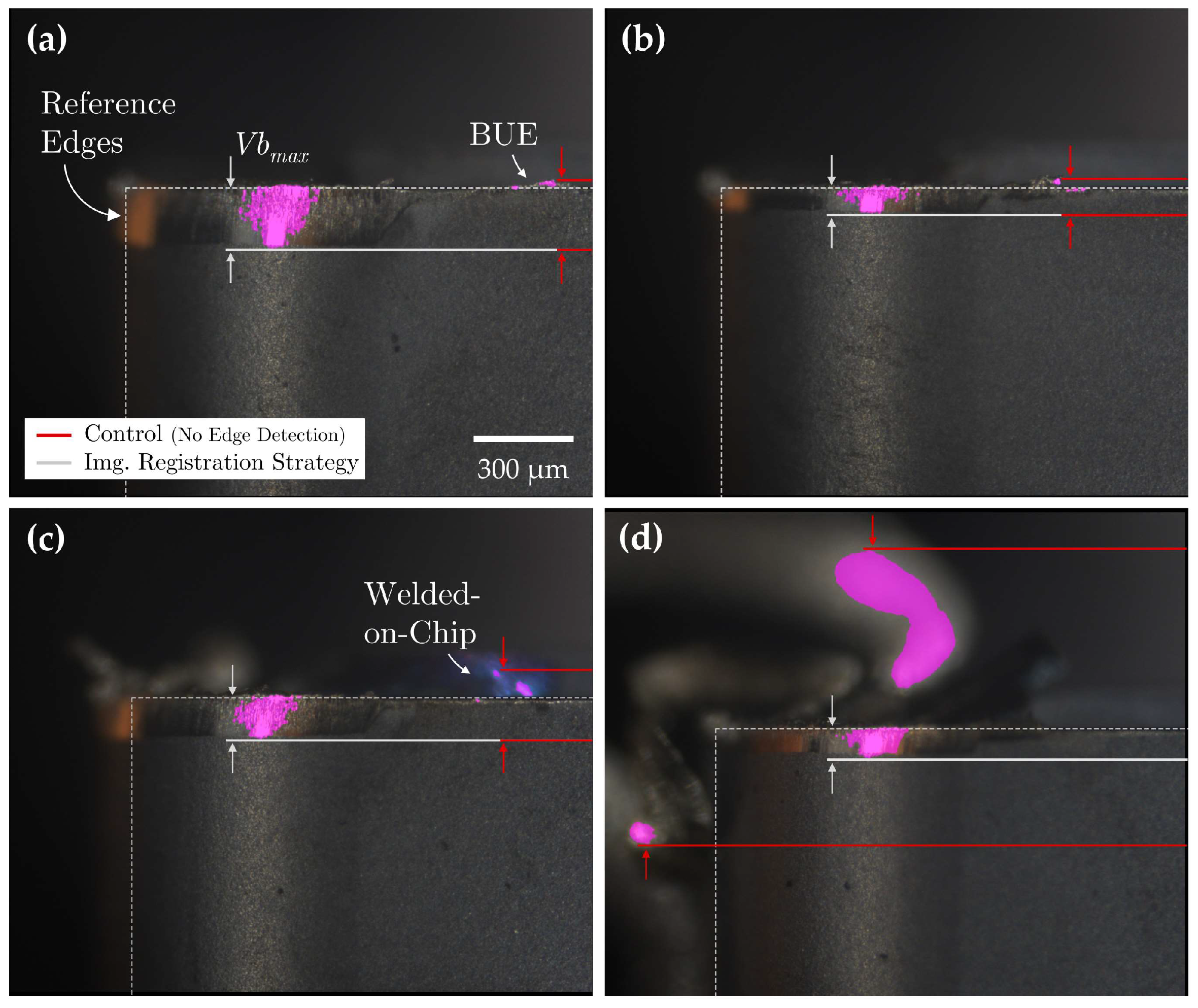
3.3.2. Application of Registration-Based Reference Line Detection Strategy for TCM
4. Case Study: MV-TCM Application Within a CNC Milling Center
4.1. MV Setup, Data Collection, & Image Registration
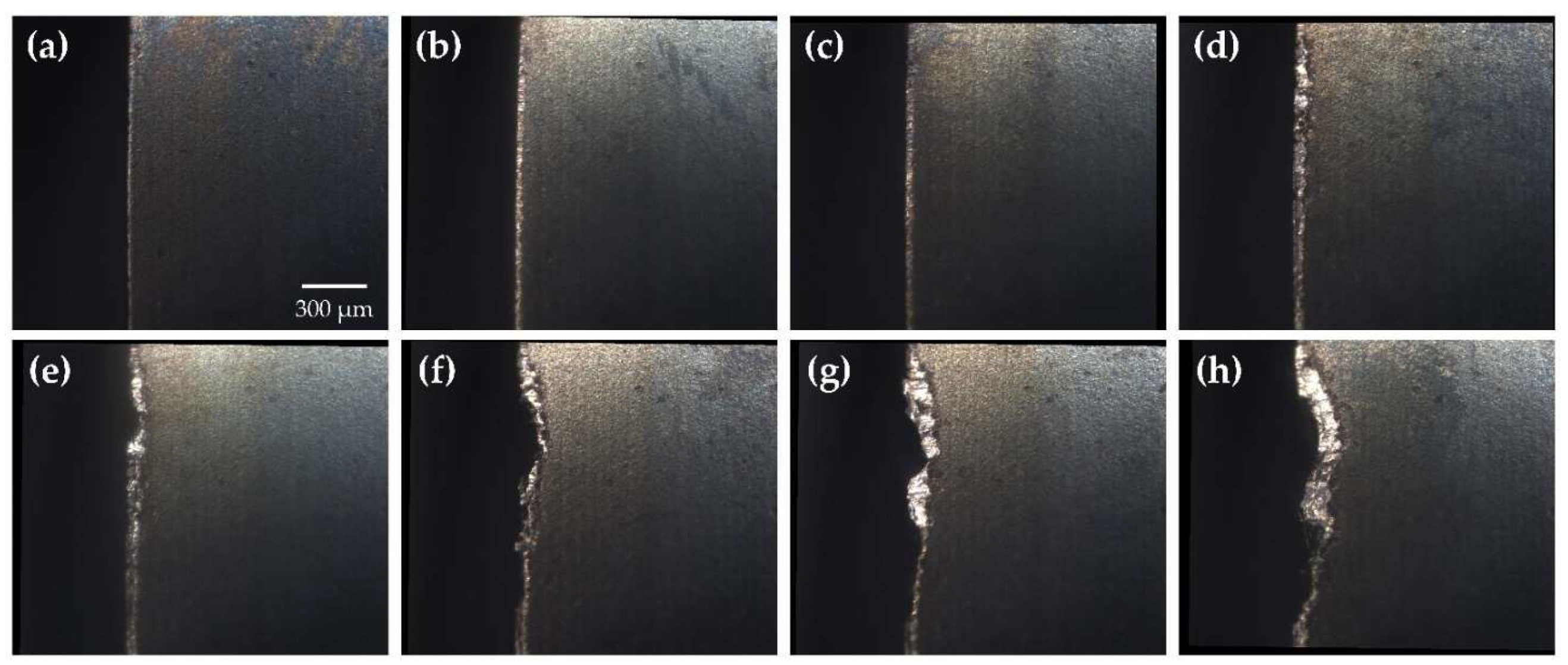
4.2. Tool Wear Assessment Utilizing the Registration-Based Reference Line Detection Strategy
5. Conclusions
- The comparative case study of feature detector descriptor algorithms identified SIFT, KAZE, and ORB as the most suitable for MV-TCM applications. Among these, KAZE demonstrated the lowest rate of failed registrations, while ORB offered the highest computational efficiency, and SIFT presented a balance of the two. Additionally, the analysis established that transformation coefficients, specifically the scale factor and angle of rotation, served as effective metrics for automatically evaluating registration success.
- Challenging registrations were primarily influenced by abrupt changes in illumination, particularly between unworn and first-worn images, as well as extended time intervals between reference and target images. These challenges were mitigated by employing a hybrid KAZE-SIFT feature detector-descriptor algorithm and a sequential registration framework, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohamed, A.; Hassan, M.; M’saoubi, R.; Attia, H. Tool Condition Monitoring for High-Performance Machining Systems—A Review. Sensors 2022, 22, 2206. [Google Scholar] [CrossRef] [PubMed]
- Hongjian, X.; Kechong, Y.; Rong, Y. The shape characteristic detection of tool breakage in milling operations. Int. J. Mach. Tools Manuf. 1997, 37, 1651–1660. [Google Scholar] [CrossRef]
- Kious, M.; Ouahabi, A.; Boudraa, M.; Serra, R.; Cheknane, A. Detection process approach of tool wear in high speed milling. Measurement 2010, 43, 1439–1446. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef] [PubMed]
- Pimenov, D.Y.; Bustillo, A.; Wojciechowski, S.; Sharma, V.S.; Gupta, M.K.; Kuntoğlu, M. Artificial intelligence systems for tool condition monitoring in machining: Analysis and critical review. J. Intell. Manuf. 2022, 34, 2079–2121. [Google Scholar] [CrossRef]
- Segreto, T.; D’addona, D.; Teti, R. Tool wear estimation in turning of Inconel 718 based on wavelet sensor signal analysis and machine learning paradigms. Prod. Eng. 2020, 14, 693–705. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement 2020, 173, 108582. [Google Scholar] [CrossRef]
- Banda, T.; Farid, A.A.; Li, C.; Jauw, V.L.; Lim, C.S. Application of machine vision for tool condition monitoring and tool performance optimization–a review. Int. J. Adv. Manuf. Technol. 2022, 121, 7057–7086. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, L.; Gao, H.; You, Z.; Ye, Y.; Zhang, B. Machine vision based condition monitoring and fault diagnosis of machine tools using information from machined surface texture: A review. Mech. Syst. Signal Process. 2021, 164, 108068. [Google Scholar] [CrossRef]
- Wu, X.; Liu, Y.; Zhou, X.; Mou, A. Automatic Identification of Tool Wear Based on Convolutional Neural Network in Face Milling Process. Sensors 2019, 19, 3817. [Google Scholar] [CrossRef]
- Ong, P.; Lee, W.K.; Lau, R.J.H. Tool condition monitoring in CNC end milling using wavelet neural network based on ma-chine vision. Int. J. Adv. Manuf. Technol. 2019, 104, 1369–1379. [Google Scholar] [CrossRef]
- Nath, C. Integrated Tool Condition Monitoring Systems and Their Applications: A Comprehensive Review. Procedia Manuf. 2020, 48, 852–863. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Kłodowski, A.; Pimenov, D. Neural network approach for automatic image analysis of cutting edge wear. Mech. Syst. Signal Process. 2017, 88, 100–110. [Google Scholar] [CrossRef]
- Peng, R.; Liu, J.; Fu, X.; Liu, C.; Zhao, L. Application of machine vision method in tool wear monitoring. Int. J. Adv. Manuf. Technol. 2021, 116, 1357–1372. [Google Scholar] [CrossRef]
- Hrechuk, A.; Bushlya, V. Automated detection of tool wear in machining and characterization of its shape. Wear 2023, 523, 204762. [Google Scholar] [CrossRef]
- Sun, W.-H.; Yeh, S.-S. Using the Machine Vision Method to Develop an On-machine Insert Condition Monitoring System for Computer Numerical Control Turning Machine Tools. Materials 2018, 11, 1977. [Google Scholar] [CrossRef]
- Fox, T.; Elder, E.; Crocker, I. Image Registration and Fusion Techniques. In PET-CT in Radiotherapy Treatment Planning; Elsevier: Amsterdam, The Netherlands, 2008; pp. 35–51. [Google Scholar] [CrossRef]
- Fu, Y.; Lei, Y.; Wang, T.; Curran, W.J.; Liu, T.; Yang, X. Deep learning in medical image registration: A review. Phys. Med. Biol. 2020, 65, 20TR01. [Google Scholar] [CrossRef]
- Paul, S.; Pati, U.C. A comprehensive review on remote sensing image registration. Int. J. Remote Sens. 2021, 42, 5400–5436. [Google Scholar] [CrossRef]
- Liang, Y.-T.; Chiou, Y.-C.; Louh, C.-J. Automatic Wear Measurement of Ti-Based Coatings Milling via Image Registration. In Machine Vision Applications; MVA Organization: Tsukuba, Japan, 2005; pp. 88–91. [Google Scholar]
- Ramzi, R.; Bakar, E.A.; Mahmod, M.F. Drill bit flank wear monitoring system in composite drilling process using image processing. In Lecture Notes in Electrical Engineering; Springer: Singapore, 2019; Volume 547, pp. 551–557. [Google Scholar] [CrossRef]
- Malhotra, J.; Jha, S. Fuzzy c-means clustering based colour image segmentation for tool wear monitoring in micro-milling. Precis. Eng. 2021, 72, 690–705. [Google Scholar] [CrossRef]
- Zhou, J.; Yu, J. Chisel edge wear measurement of high-speed steel twist drills based on machine vision. Comput. Ind. 2021, 128, 103436. [Google Scholar] [CrossRef]
- Dou, J.; Dong, H.; Zhang, J.; Meng, J.; Tian, Y.; Pang, M.; Luo, W.; Xu, C. An adaptive method of measuring the rake face wear of end mills based on image feature point set registration. J. Manuf. Process. 2023, 98, 149–158. [Google Scholar] [CrossRef]
- Lowe, D.G. Distinctive image features from scale-invariant keypoints. Int. J. Comput. Vis. 2004, 60, 91–110. [Google Scholar] [CrossRef]
- Herbert, B.; Andreas, E.; Tinne, T.; Luc, V.G. Speeded-up robust features (SURF). Comput. Vis. Image Underst. 2008, 110, 346–359. [Google Scholar] [CrossRef]
- Alcantarilla, P.F.; Bartoli, A.; Davison, A.J. KAZE Features. In Lecture Notes in Computer Science (Including Subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics); No. Part 6; Springer: Berlin/Heidelberg, Germany, 2012; Volume 7577, pp. 214–227. [Google Scholar]
- Leutenegger, S.; Chli, M.; Siegwart, R.Y. BRISK: Binary Robust invariant scalable keypoints. In Proceedings of the IEEE 2011 International Conference on Computer Vision, Barcelona, Spain, 6–13 November 2011; pp. 2548–2555. [Google Scholar] [CrossRef]
- Rublee, E.; Rabaud, V.; Konolige, K.; Bradski, G. ORB: An efficient alternative to SIFT or SURF. In Proceedings of the IEEE International Conference on Computer Vision, Barcelona, Spain, 6–13 November 2011; pp. 2564–2571. [Google Scholar] [CrossRef]
- Yu, Q.; Ni, D.; Jiang, Y.; Yan, Y.; An, J.; Sun, T. Universal SAR and optical image registration via a novel SIFT framework based on nonlinear diffusion and a polar spatial-frequency descriptor. ISPRS J. Photogramm. Remote. Sens. 2021, 171, 1–17. [Google Scholar] [CrossRef]
- Tareen, S.A.K.; Saleem, Z. A comparative analysis of SIFT, SURF, KAZE, AKAZE, ORB, and BRISK. In Proceedings of the 2018 International Conference on Computing, Mathematics and Engineering Technologies (iCoMET), Sukkur, Pakistan, 3–4 March 2018; pp. 1–10. [Google Scholar]
- Ihmeida, M.; Wei, H. Image Registration Techniques and Applications: Comparative Study on Remote Sensing Imagery. In Proceedings of the 2021 14th International Conference on Developments in eSystems Engineering (DeSE), Sharjah, United Arab Emirates, 7–10 December 2021; pp. 142–148. [Google Scholar] [CrossRef]
- Misra, I.; Rohil, M.K.; Moorthi, S.M.; Dhar, D. Feature based remote sensing image registration techniques: A comprehensive and comparative review. Int. J. Remote Sens. 2022, 43, 4477–4516. [Google Scholar] [CrossRef]
- Zhang, T.; Zhao, R.; Chen, Z. Retracted: Application of Migration Image Registration Algorithm Based on Improved SURF in Remote Sensing Image Mosaic. IEEE Access 2020, 8, 163637–163645. [Google Scholar] [CrossRef]
- Pourfard, M.; Hosseinian, T.; Saeidi, R.; Motamedi, S.A.; Abdollahifard, M.J.; Mansoori, R.; Safabakhsh, R. KAZE-SAR: SAR Image Registration Using KAZE Detector and Modified SURF Descriptor for Tackling Speckle Noise. IEEE Trans. Geosci. Remote Sens. 2021, 60, 5207612. [Google Scholar] [CrossRef]
- Ramkumar, B.; Laber, R.; Bojinov, H.; Hegde, R.S. GPU acceleration of the KAZE image feature extraction algorithm. J. Real-Time Image Process. 2020, 17, 1169–1182. [Google Scholar] [CrossRef]
- Liu, H.; Xiao, G.-F. Remote Sensing Image Registration Based on Improved KAZE and BRIEF Descriptor. Int. J. Autom. Comput. 2020, 17, 588–598. [Google Scholar] [CrossRef]
- Liu, Y.; Lan, C.; Li, C.; Mo, F.; Wang, H. S-AKAZE: An effective point-based method for image matching. Optik 2016, 127, 5670–5681. [Google Scholar] [CrossRef]
- Schwind, P.; D’angelo, P. Evaluating the applicability of BRISK for the geometric registration of remote sensing images. Remote Sens. Lett. 2015, 6, 677–686. [Google Scholar] [CrossRef]
- Tsai, C.-H.; Lin, Y.-C. An accelerated image matching technique for UAV orthoimage registration. ISPRS J. Photogramm. Remote Sens. 2017, 128, 130–145. [Google Scholar] [CrossRef]
- Rosten, E.; Drummond, T. Machine Learning for High-Speed Corner Detection. In European Conference on Computer Vision; Springer: Berlin/Heidelberg, Germany, 2006; pp. 430–443. [Google Scholar] [CrossRef]
- Calonder, M.; Lepetit, V.; Strecha, C.; Fua, P. BRIEF: Binary Robust Independent Elementary Features. In Proceedings of the 11th European Conference on Computer Vision, Heraklion, Greece, 5–11 September 2010; pp. 778–792. [Google Scholar]
- Zhu, F.; Li, H.; Li, J.; Zhu, B.; Lei, S. Unmanned aerial vehicle remote sensing image registration based on an improved oriented FAST and rotated BRIEF-random sample consensus algorithm. Eng. Appl. Artif. Intell. 2023, 126, 106944. [Google Scholar] [CrossRef]
- Ma, C.; Hu, X.; Xiao, J.; Du, H.; Zhang, G. Improved ORB Algorithm Using Three-Patch Method and Local Gray Difference. Sensors 2020, 20, 975. [Google Scholar] [CrossRef]
- ISO 3685:1993; Tool-Life Testing with Single-Point Turning Tools. International Organization for Standardization: Geneva, Switzerland, 1993. Available online: https://www.iso.org/standard/9151.html (accessed on 16 July 2024).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | Registration Method | MATLAB-R2022b | Detector | * Descriptor | ||||
|---|---|---|---|---|---|---|---|---|
| Ref. | Detector- Descriptor | Function | Parameter | Value | Invariance | Binary | ||
| Scale | Rotation | |||||||
| 1 | [25] | SIFT (blob) | detectSIFTFeatures | ContrastThreshold | 0.0133 | ✓ | ✓ | ✗ |
| EdgeThreshold | 10.0 | |||||||
| NumLayersInOctave | 3 | |||||||
| Sigma | 1.6 | |||||||
| 2 | [26] | SURF (blob) | detectSURFFeatures | MetricThreshold | 1000 | ✓ | ✓ | ✗ |
| NumOctaves | 3 | |||||||
| NumScaleLevels | 4 | |||||||
| 3 | [27] | KAZE (blob) | detectKAZEFeatures | Threshold | 0.0001 | ✓ | ✓ | ✗ |
| NumOctaves | 3 | |||||||
| NumScaleLevels | 4 | |||||||
| 4 | [28] | BRISK (corner) | detectBRISKFeatures | MinContrast | 0.2 | ✓ | ✓ | ✓ |
| MinQuality | 0.1 | |||||||
| NumOctaves | 4 | |||||||
| 5 | [29] | ORB (corner) | detectORBFeatures | ScaleFactor | 1.2 | ✗ | ✓ | ✓ |
| NumLevels | 8 | |||||||
| Test Condition | Cutting Speed, Vc | Feed Rate, f | MV Dataset |
|---|---|---|---|
| (m/min) | (mm/rev) | ||
| C1 | 125 | 0.075 | T7, T9 |
| C2 | 125 | 0.100 | T4, T11 |
| C3 | 150 | 0.075 | T1, T5 |
| C4 | 150 | 0.100 | T2, T8 |
| C5 | 175 | 0.075 | T10, T12 |
| C6 | 175 | 0.100 | T3, T6 |
| Test Condition | * Workpiece Material | Spindle Speed | MV Dataset |
|---|---|---|---|
| (RPM) | |||
| C1 | Finkl P20 MD | 10,000 | M1, M2 |
| C2 | Finkl P20 MD | 12,000 | M3, M4 |
| C3 | Daido PX5 | 10,000 | M5, M6 |
| C4 | Daido PX5 | 12,000 | M7, M8 |
| Method | Setup/Removal | Image Capture |
|---|---|---|
| Standard-TCM |
|
|
| MV-TCM |
|
|
| Standard-TCM | MV-TCM | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Test Cond. | 1. Machining | 2. Setup/Removal | 3. Image Capture | Total Time | 1. Machining | 2. Setup/Removal | 3. Image Capture | Total Time | * Δ (%) |
| C1 | 13 (9%) | 50 (36%) | 75 (54%) | 138 | 13 (40%) | 10 (30%) | 9 (29%) | 32 | −85% |
| C2 | 10 (10%) | 39 (37%) | 56 (53%) | 106 | 10 (38%) | 9 (33%) | 8 (30%) | 27 | −82% |
| C3 | 7 (9%) | 30 (39%) | 41 (53%) | 78 | 7 (36%) | 6 (34%) | 6 (30%) | 19 | −83% |
| C4 | 4 (6%) | 24 (35%) | 40 (59%) | 68 | 4 (28%) | 5 (34%) | 6 (38%) | 15 | −84% |
| C5 | 3 (7%) | 17 (35%) | 28 (58%) | 48 | 3 (33%) | 4 (37%) | 3 (30%) | 10 | −84% |
| C6 | 3 (7%) | 15 (38%) | 22 (55%) | 40 | 3 (30%) | 3 (35%) | 3 (35%) | 9 | −83% |
| Case | Reg. Method | Time | Number of Features | Results | |||
|---|---|---|---|---|---|---|---|
| Detector- Descriptor | Per Image (s) | Reference Image | Target Image | Matched Features | Inlier Features | Registration Error # (%) | |
| 1 | SIFT | 2.90 | 1317 | 1424 | 257 | 225 | 2 (0.88%) |
| 2 | SURF | 0.91 | 783 | 853 | 73 | 43 | 14 (6.17%) |
| 3 | KAZE | 9.89 | 11,173 | 11,737 | 2234 | 1909 | 1 (0.44%) |
| 4 | BRISK | 2.55 | 7156 | 7335 | 311 | 287 | 6 (2.64%) |
| 5 | ORB | 0.50 | 6018 | 6306 | 259 | 204 | 3 (1.32%) |
| Case | Detector- Descriptor | Overall Accuracy | Overall Efficiency |
|---|---|---|---|
| 1 | SIFT |  |  |
| 2 | SURF |  | |
| 3 | KAZE |  | |
| 4 | BRISK |  | |
| 5 | ORB | | |
| Tool Coating | Number of Features | |||||
|---|---|---|---|---|---|---|
| Reference Image | Target Image | Matched Features | Inlier Features | ITD Ratio | ||
| 1 | Uncoated | 9209 | 10,045 | 2171 | 1973 | 1:4 |
| 2 | TiN-Coated | 19,846 | 22,978 | 4136 | 3898 | 1:5 |
| 3 | TiAlN-Coated | 8679 | 9518 | 2055 | 1919 | 1:4 |
| Dataset/ (No. of Img.) | Time per Image (s) | Dataset/ (No. of Img.) | Time per Image (s) | Dataset/ (No. of Img.) | Time per Image (s) | Registration Error # (%) | |||
|---|---|---|---|---|---|---|---|---|---|
| T1 | (19) | 0.76 | T5 | (21) | 1.24 | T9 * | (36) | 1.34 | All images registered successfully |
| T2 | (17) | 0.81 | T6 | (11) | 1.65 | T10 | (12) | 1.30 | |
| T3 | (10) | 1.65 | T7 | (31) | 1.24 | T11 * | (27) | 1.37 | |
| T4 | (27) | 1.13 | T8 | (16) | 1.28 | T12 | (12) | 1.68 | |
| Case | Dataset (Pass #) | Description (Adhered Material) | Vbmax Measurement | Control (No Edge Detection) | Hough Transform Strategy | Image Registration Strategy |
|---|---|---|---|---|---|---|
| (µm) | (µm) Error | (µm) Error | (µm) Error | |||
| 1 | T7 (9) | Mild BUE | 171.55 | 196.65 (14.6%) | 188.85 (10.1%) | 177.13 (3.3%) |
| 2 | T7 (1) | Mild-Moderate BUE | 76.01 | 101.81 (33.9%) | 87.80 (15.5%) | 75.31 (0.9%) |
| 3 | T3 (2) | Moderate Chip | 120.64 | 202.23 (67.6%) | 134.49 (11.5%) | 123.43 (2.3%) |
| 4 | T2 (1) | Severe Chip | 78.80 | * 857.04 (987.6%) | 96.86 (22.9%) | 81.59 (3.5%) |
| Case | Dataset (Pass #) | Description (Tool Chipping) | Vbav Measurement | Control (No Edge Detection) | Hough Transform Strategy | Image Registration Strategy |
|---|---|---|---|---|---|---|
| (µm) | (µm) Error | (µm) Error | (µm) Error | |||
| 1 | M6 (860) | None | 34.87 | 29.23 (16.2%) | 32.08 (8.0%) | 35.63 (2.2%) |
| 2 | M6 (3280) | Mild | 51.60 | 41.90 (18.8%) | 55.09 (6.8%) | 49.20 (4.7%) |
| 3 | M6 (4455) | Moderate | 108.79 | 60.42 (44.5%) | * 20.92 (80.8%) | 102.83 (5.5%) |
| 4 | M6 (5160) | Severe | 163.88 | 77.85 (52.5%) | * 66.95 (59.1%) | 154.56 (5.7%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lazar, E.; Bennett, K.S.; Hurtado Carreon, A.; Veldhuis, S.C. An Automated Feature-Based Image Registration Strategy for Tool Condition Monitoring in CNC Machine Applications. Sensors 2024, 24, 7458. https://doi.org/10.3390/s24237458
Lazar E, Bennett KS, Hurtado Carreon A, Veldhuis SC. An Automated Feature-Based Image Registration Strategy for Tool Condition Monitoring in CNC Machine Applications. Sensors. 2024; 24(23):7458. https://doi.org/10.3390/s24237458
Chicago/Turabian StyleLazar, Eden, Kristin S. Bennett, Andres Hurtado Carreon, and Stephen C. Veldhuis. 2024. "An Automated Feature-Based Image Registration Strategy for Tool Condition Monitoring in CNC Machine Applications" Sensors 24, no. 23: 7458. https://doi.org/10.3390/s24237458
APA StyleLazar, E., Bennett, K. S., Hurtado Carreon, A., & Veldhuis, S. C. (2024). An Automated Feature-Based Image Registration Strategy for Tool Condition Monitoring in CNC Machine Applications. Sensors, 24(23), 7458. https://doi.org/10.3390/s24237458