
Design of Digital Twin Cutting Experiment System for Shearer


Abstract
1. Introduction
- In situ experiments, where sensors and measurement instruments are deployed directly on the mining face to gather operational signals from coal and rock for subsequent analysis and evaluation [8];
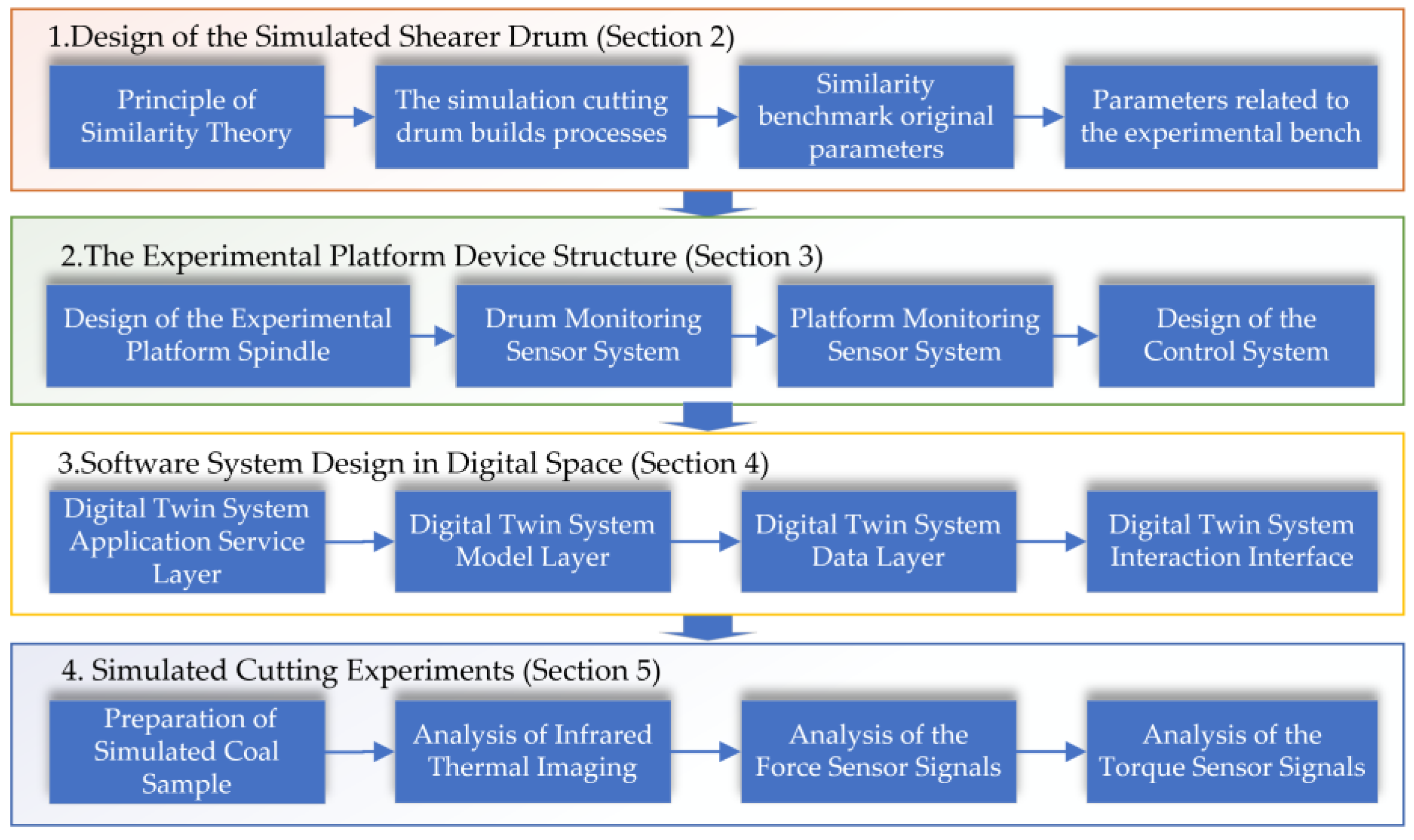
2. Design of the Simulated Shearer Drum
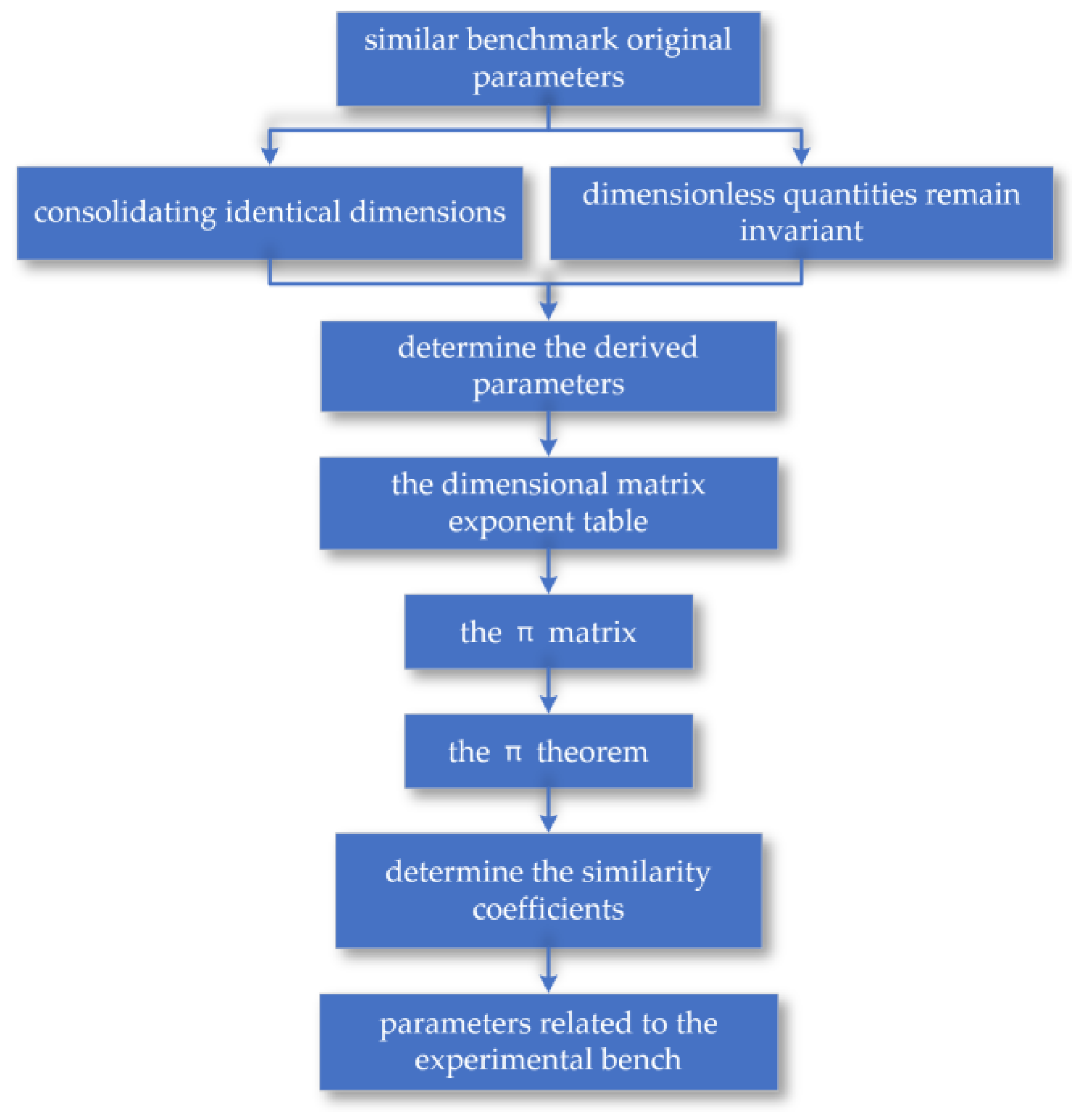
2.1. Principle of Similarity Theory
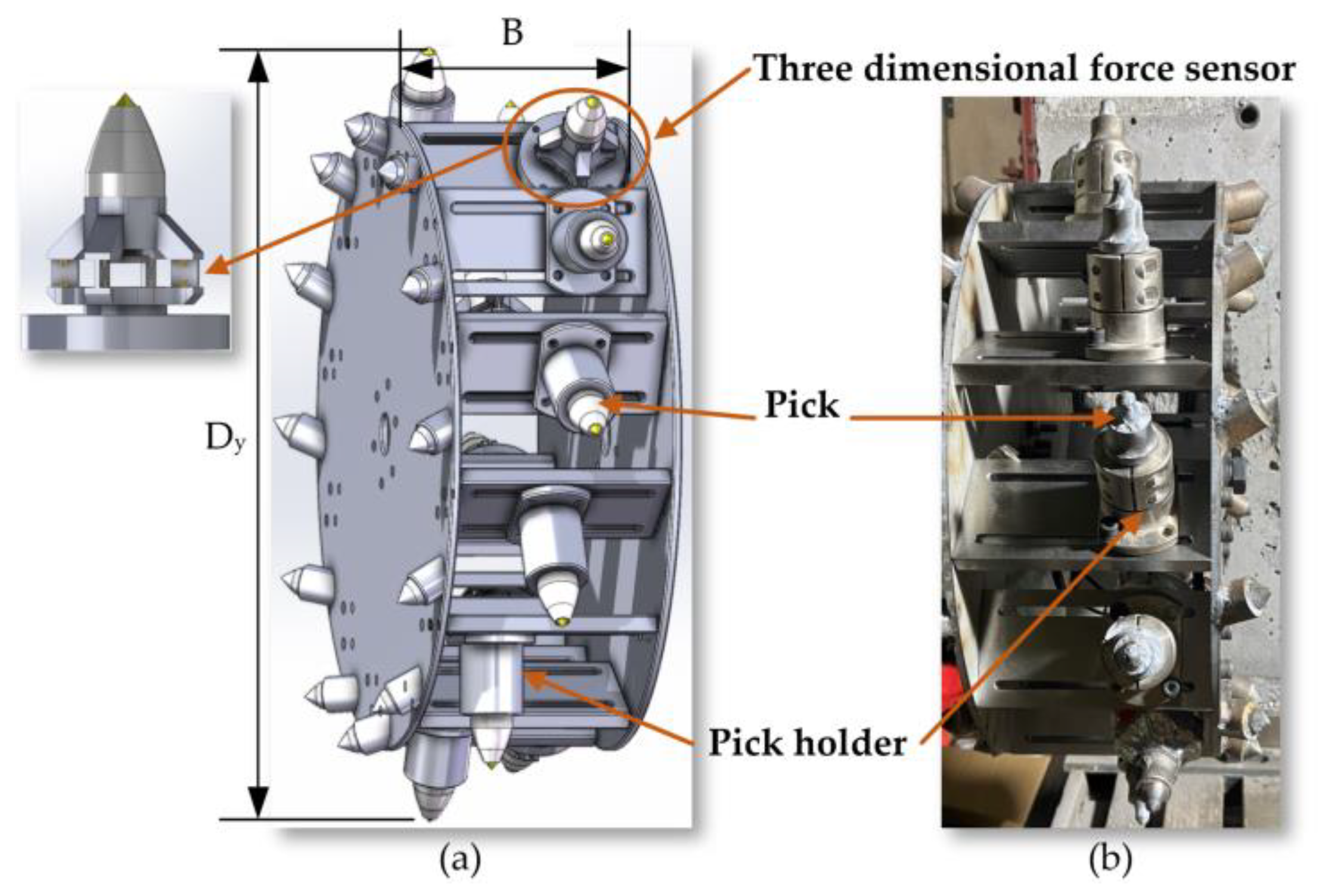
2.2. Design of the Simulated Drum
3. The Device Structure of the Experimental Platform
- The design and improvement of the spindle part—the primary task is to develop a spindle part suitable for the experimental device, including designing an appropriate drum device and connecting it to the machine tool’s spindle. This step is vital to ensuring that the machine tool can perform the required experimental operations.
- The integration of sensors and data acquisition systems—to accurately monitor and evaluate various parameters during the experimental process, the experimental device integrates efficient sensors and data acquisition systems. This includes measuring physical parameters such as force, temperature, and vibration, and involves the real-time collection, processing, and analysis of data to ensure the accuracy and reliability of experimental results.
- The development and application of the numerical control system—an advanced numerical control system has been developed to precisely control the spindle cutting motor and the workbench motor. This system is not only easy to use but also provides high precision and rapid response control, meeting the complex experimental requirements and changing work conditions.
3.1. Design of the Experimental Platform Spindle
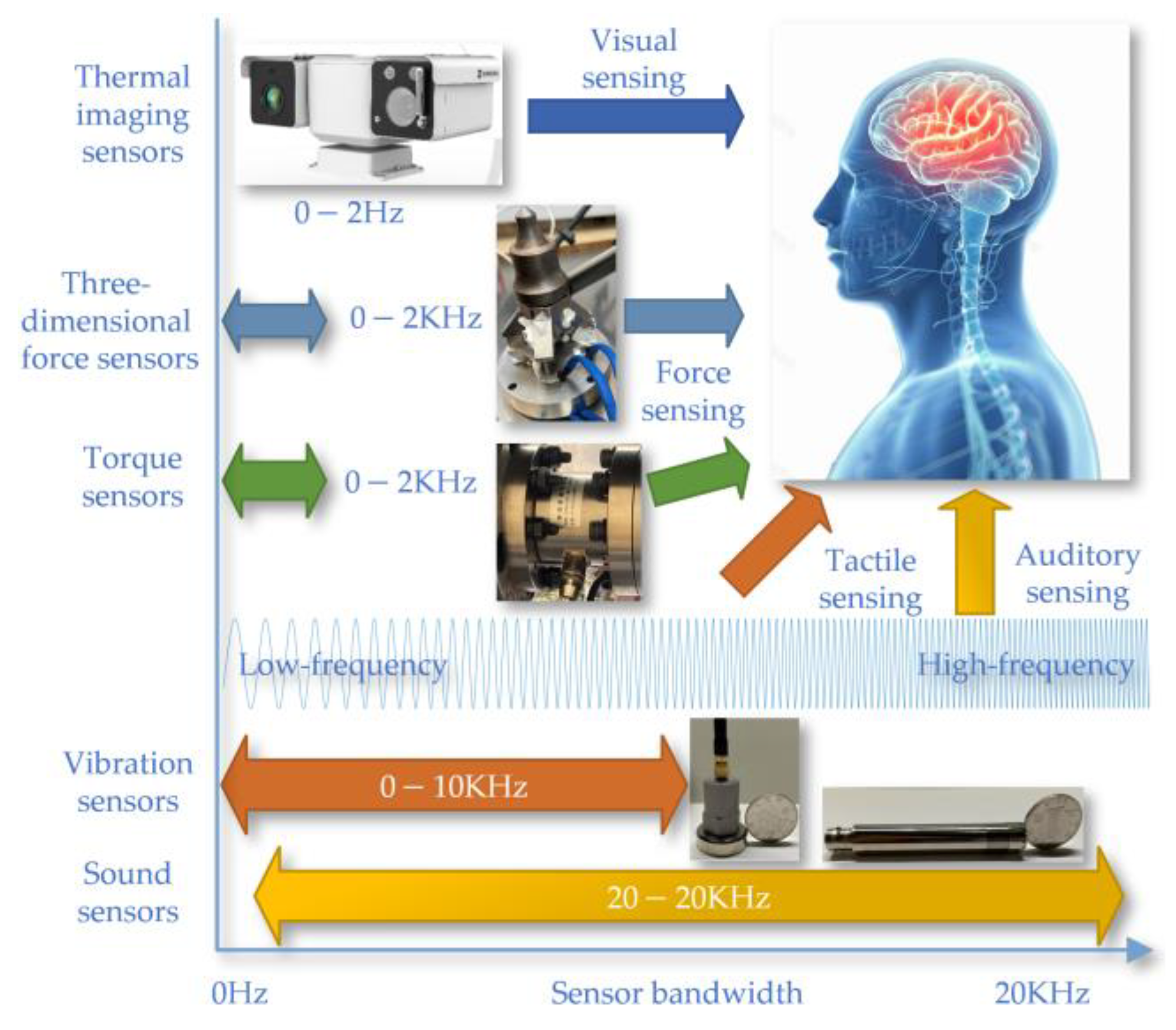
3.2. Design of the Sensor and Acquisition System
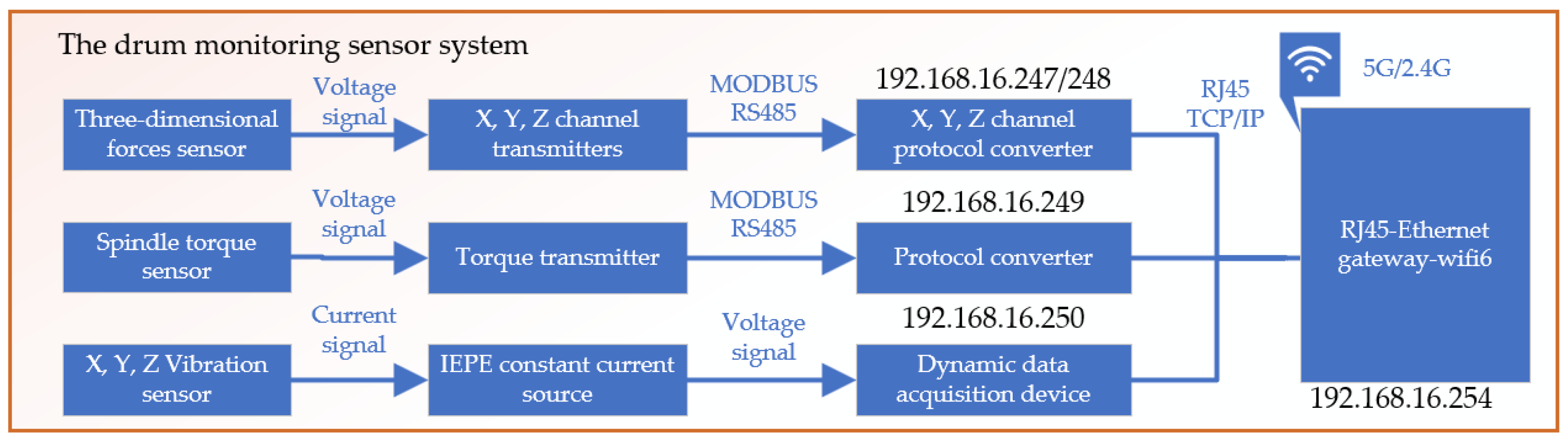
3.2.1. Drum-Monitoring Sensor System
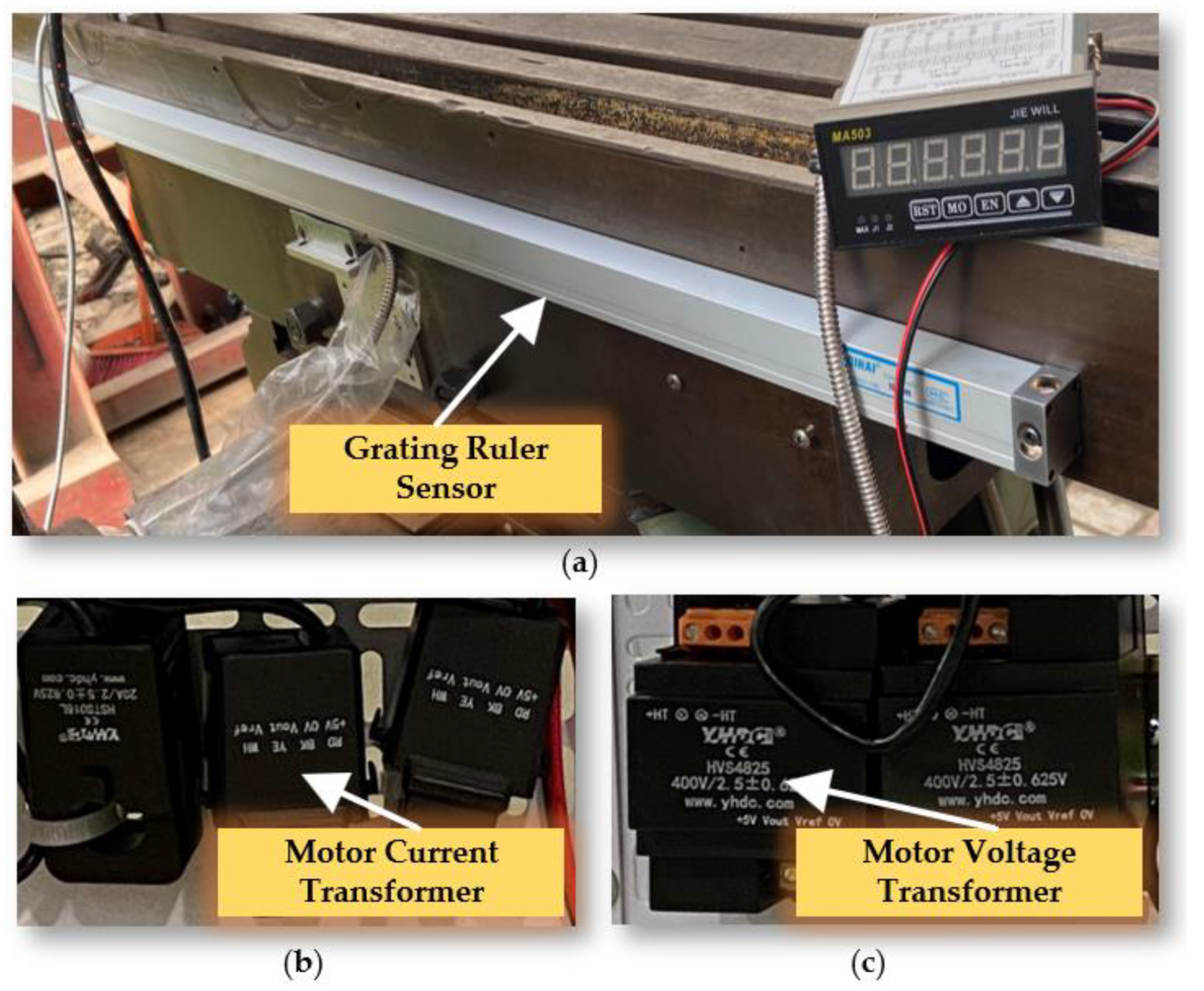
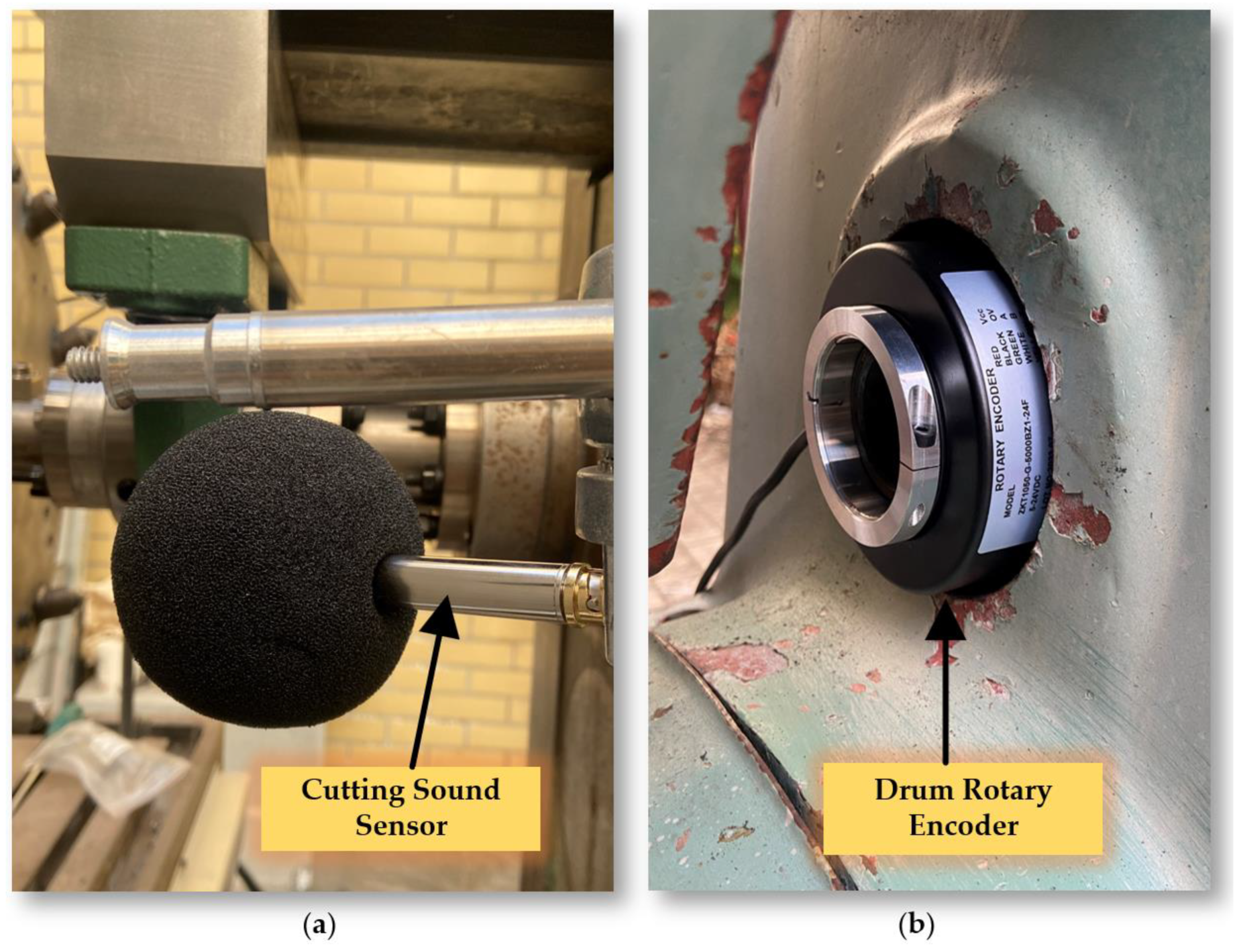
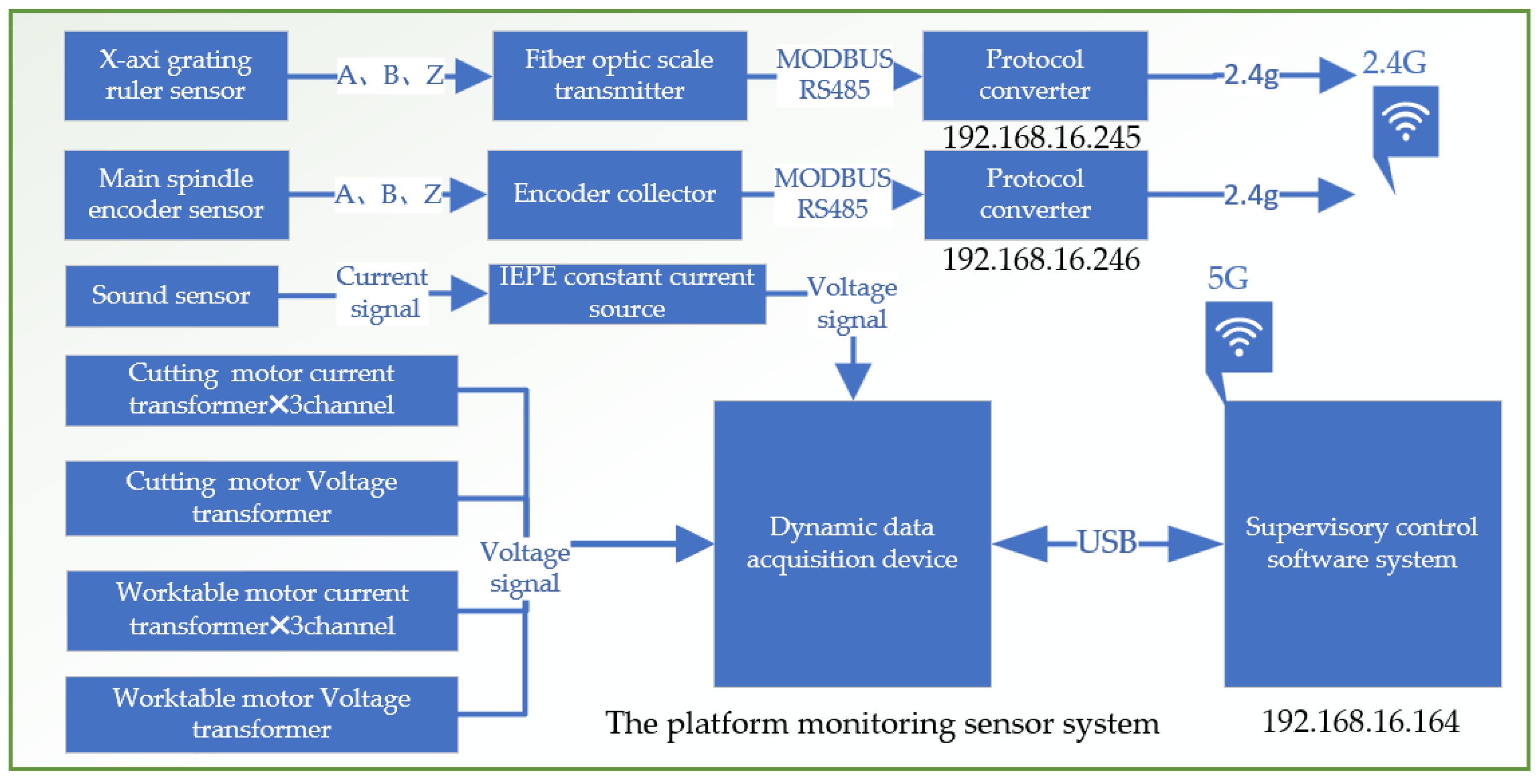
3.2.2. Platform Monitoring Sensor System
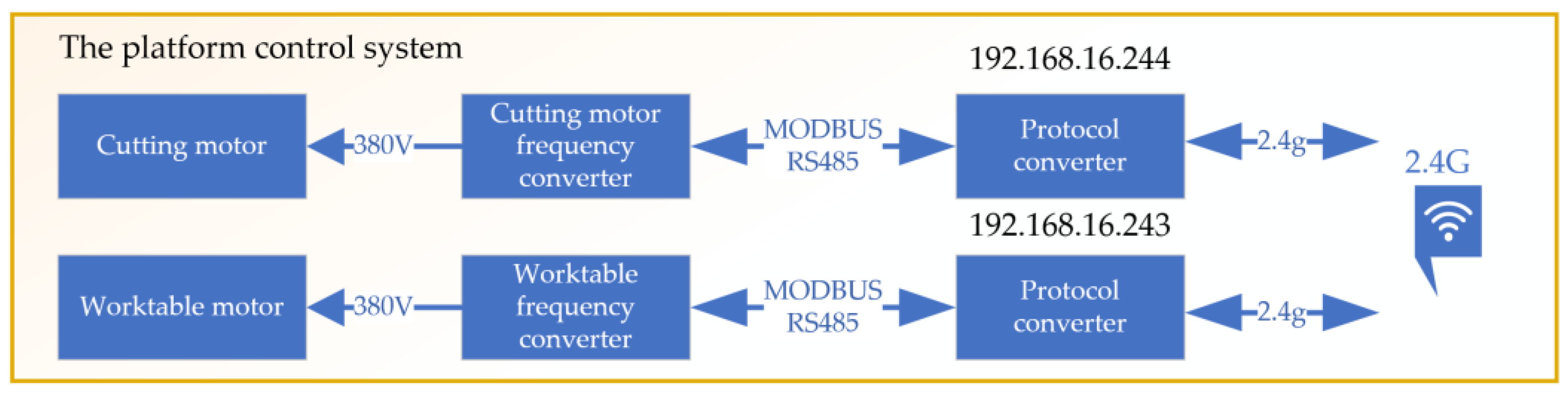
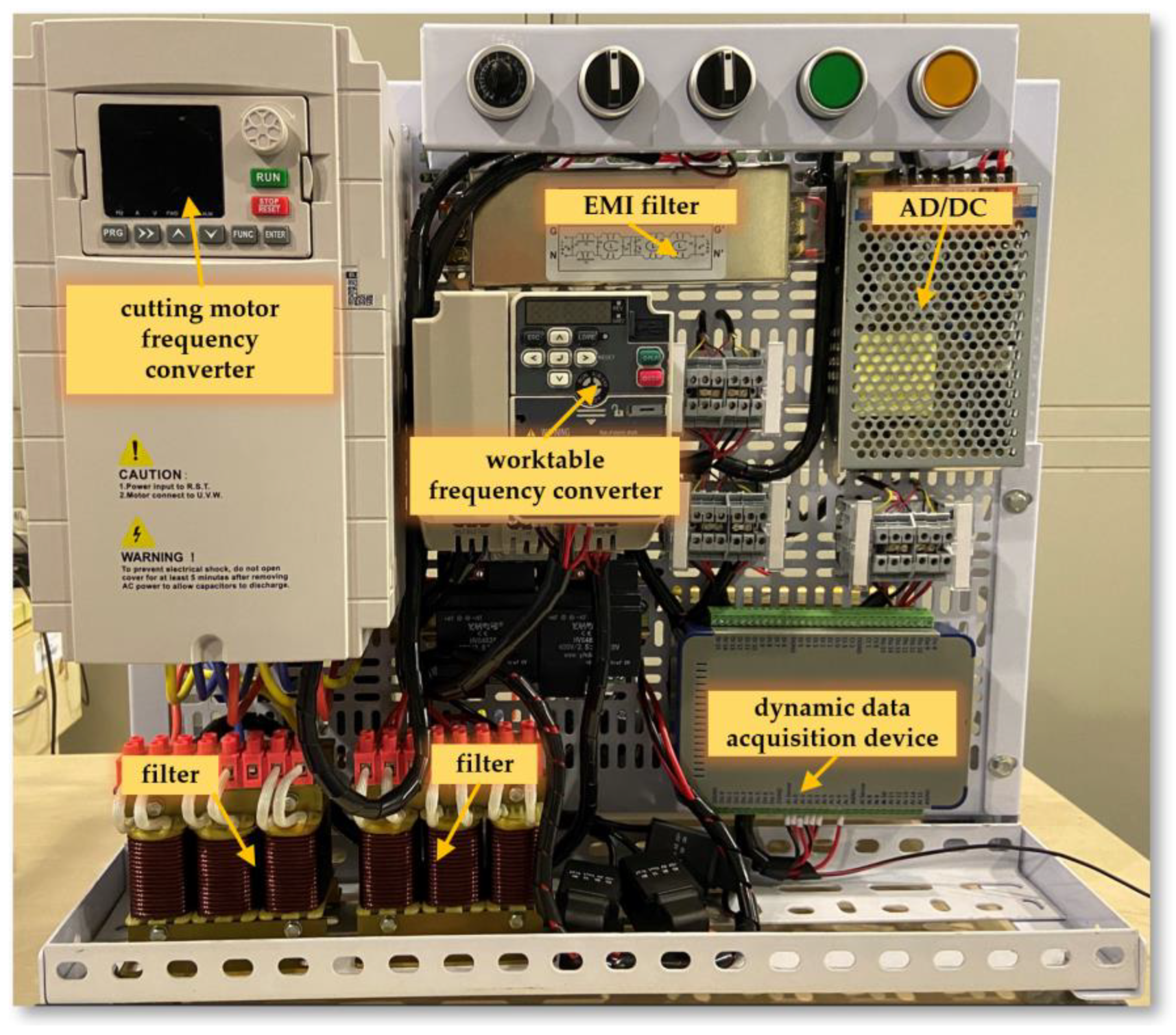
3.3. Design of the Control System
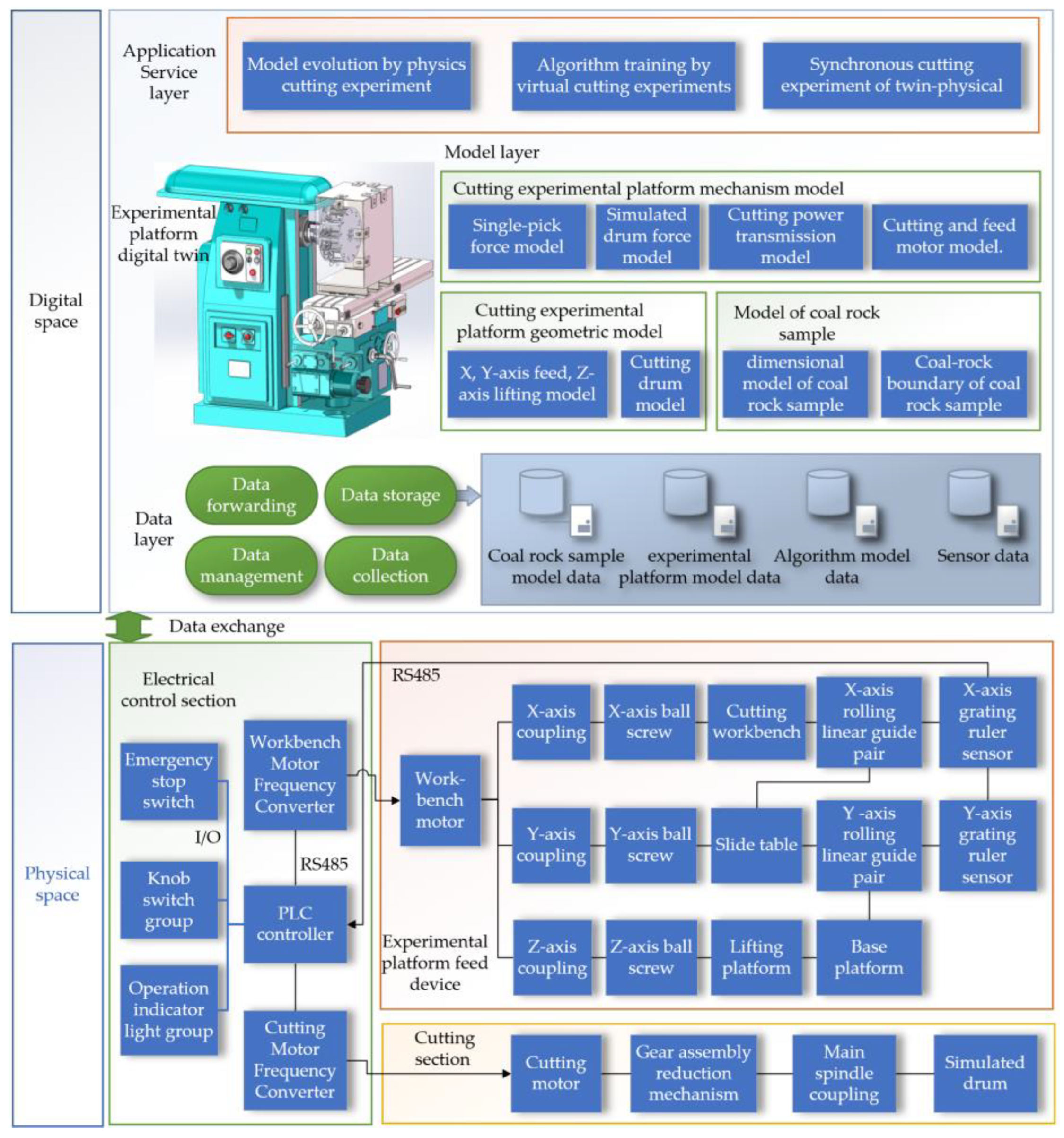
4. Software System Design in Digital Space
4.1. Application Service Layer
4.2. Model Layer
4.2.1. Geometric Model
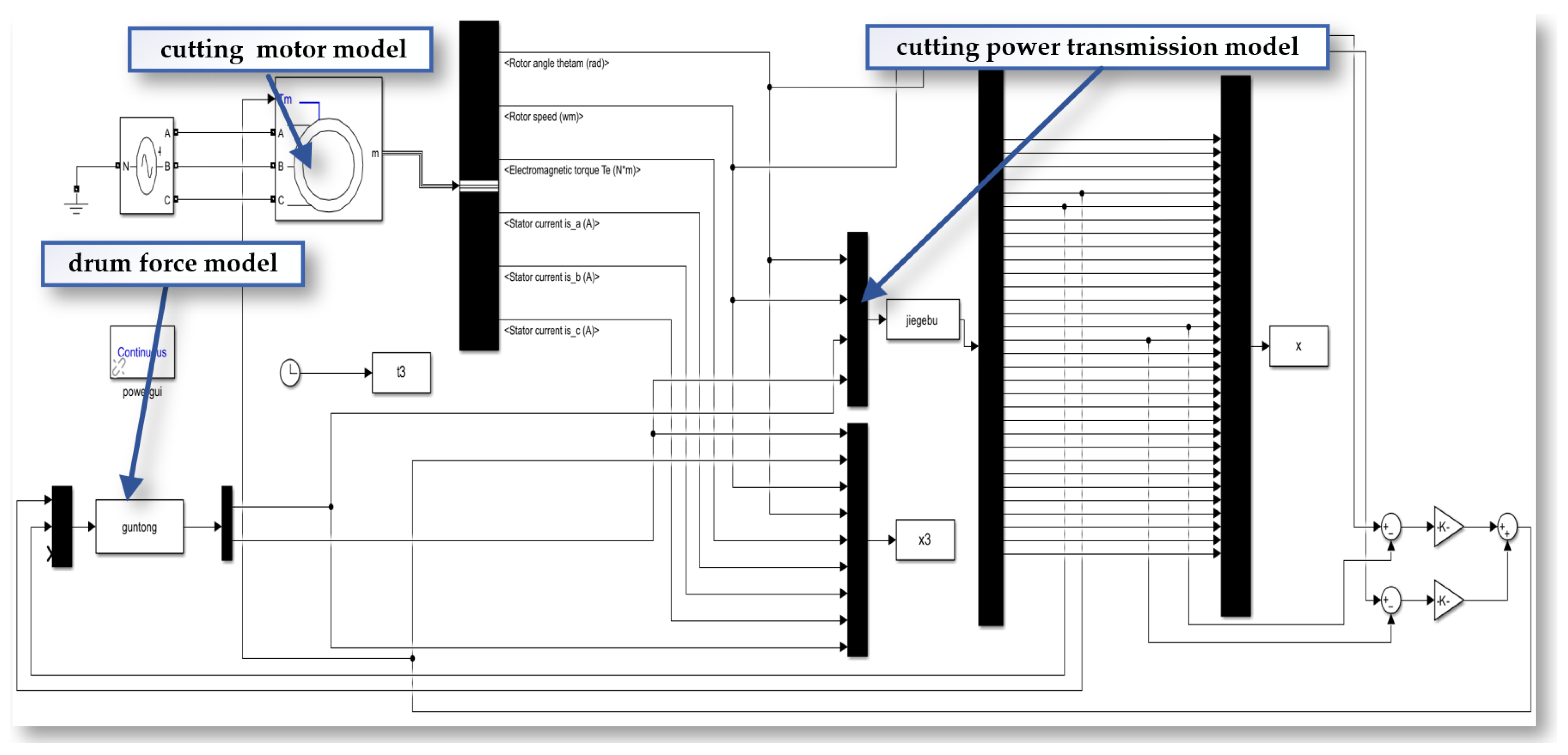
4.2.2. Mechanism Model
4.3. Data Layer
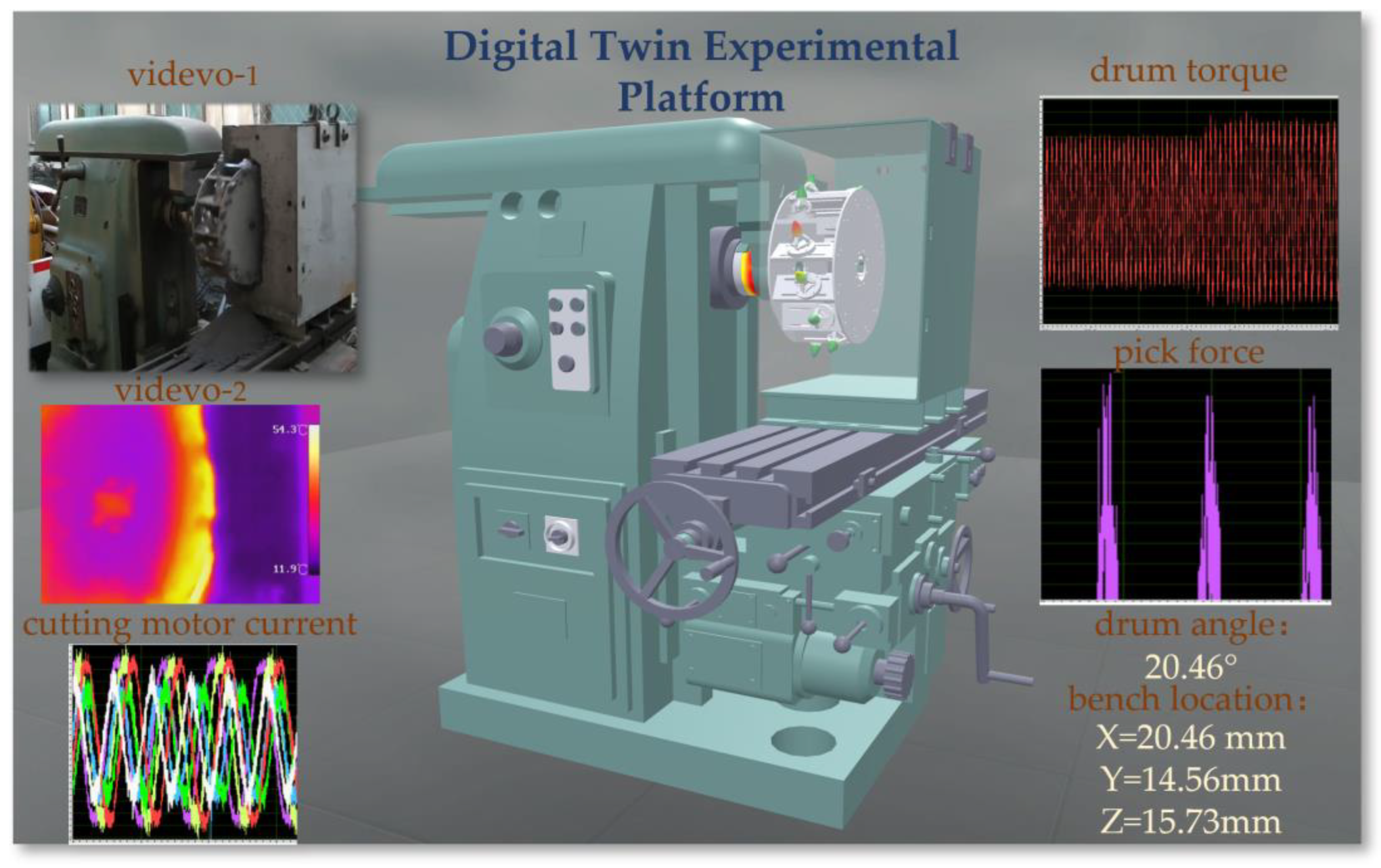
4.4. Digital Twin System Interaction Interface
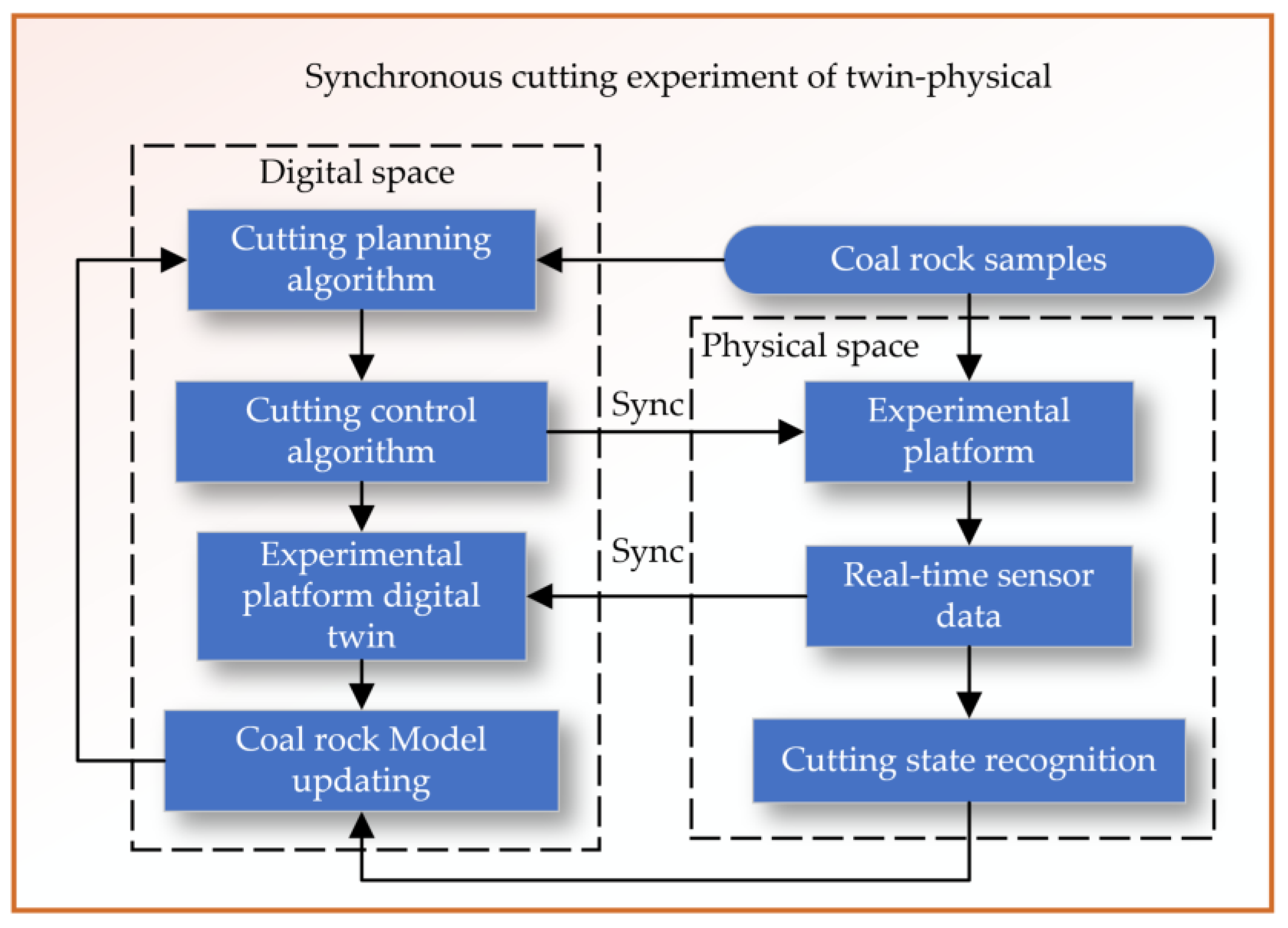
5. Simulated Cutting Experiments
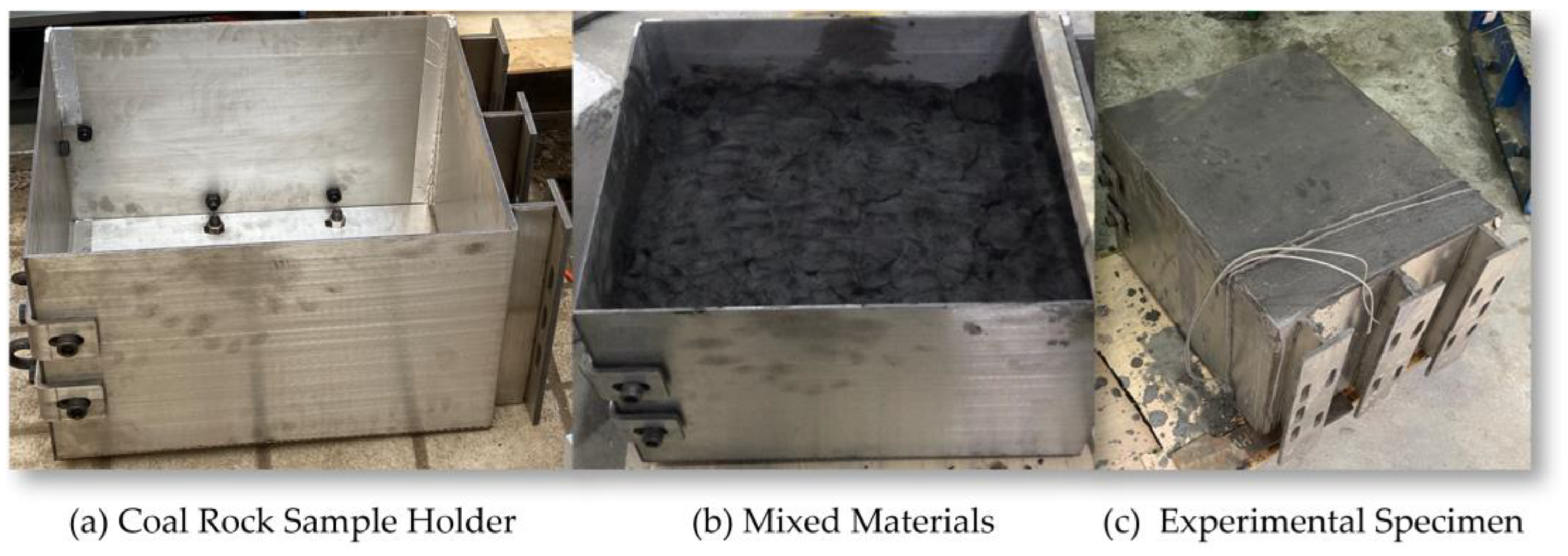
5.1. Preparation of Simulated Coal Sample
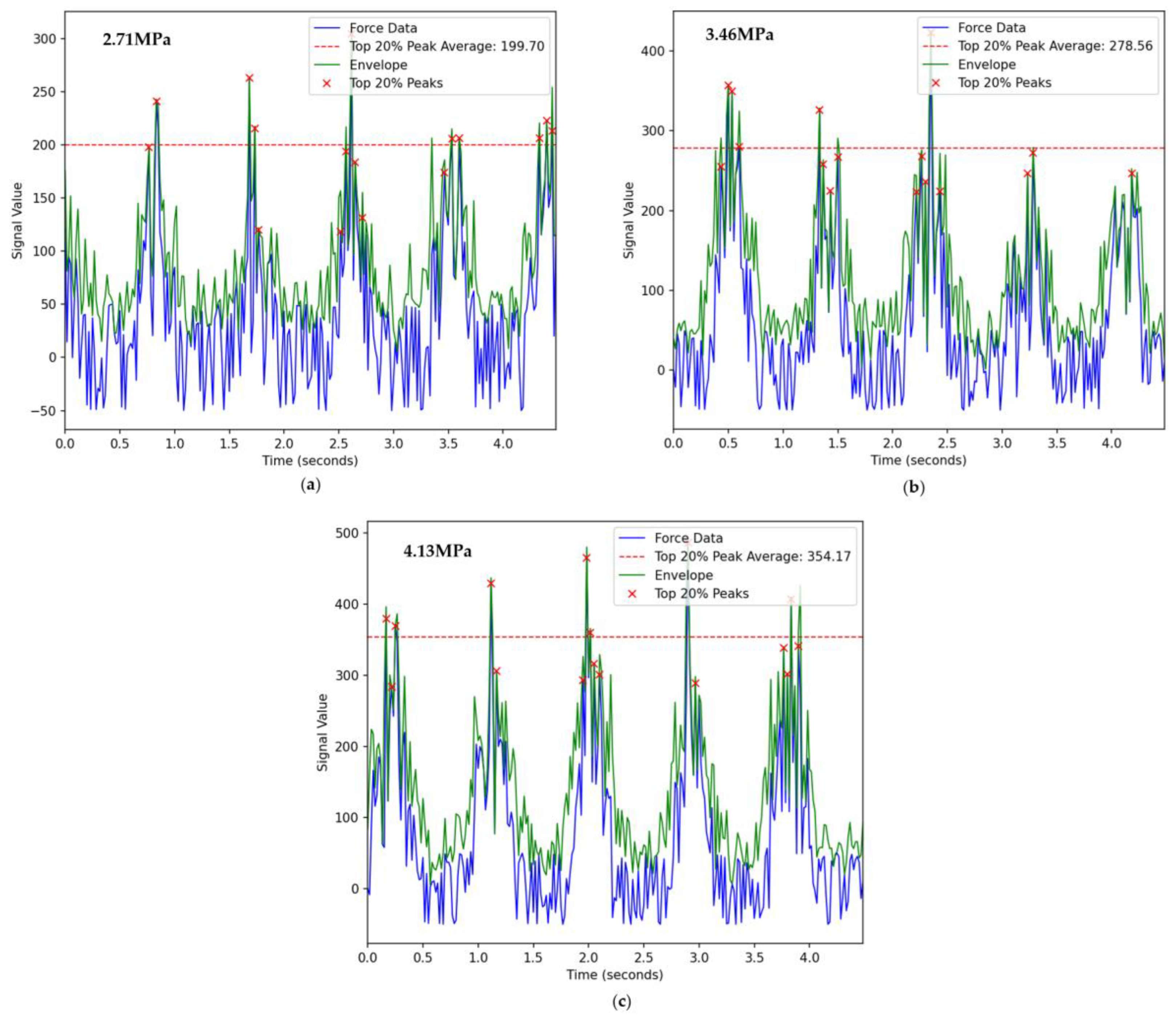
- Experimental mode one—cutting ratio simulated coal seam material, with a compressive strength of 2.71 MPa and a density of 1388.46 kg/m3;
- Experimental mode two—cutting ratio simulated coal seam material, with a compressive strength of 3.46 MPa and a density of 1506.56 kg/m3;
- Experimental mode three—cutting ratio simulated coal seam material, with a compressive strength of 4.13 MPa and a density of 1658.45 kg/m3.
5.2. Time Domain Analysis of Sensor Signals
5.2.1. Analysis of Infrared Thermal Imaging
5.2.2. Analysis of the Force Sensor Signals
5.2.3. Analysis of the Torque Sensor Signals
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, G.; Ren, H.; Zhao, G.; Zhang, D.; Wen, Z.; Meng, L.; Gong, S. Research and practice of intelligent coal mine technology systems in China. Int. J. Coal Sci. Technol. 2022, 9, 24. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, P.; Wang, E.; Chen, D.; Li, C. Characteristics of coal resources in China and statistical analysis and preventive measures for coal mine accidents. Int. J. Coal Sci. Technol. 2023, 10, 22. [Google Scholar] [CrossRef] [PubMed]
- Si, L.; Wang, Z.; Liu, X.; Tan, C. A sensing identification method for shearer cutting state based on modified multi-scale fuzzy entropy and support vector machine. Eng. Appl. Artif. Intell. 2019, 78, 86–101. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Q. Dynamic identification of coal-rock interface based on adaptive weight optimization and multi-sensor information fusion. Inf. Fusion 2019, 51, 114–128. [Google Scholar] [CrossRef]
- Gao, K.; Xu, W.; Jiang, S.; Du, C. Factors affecting thin coal seam shearer drum coal-loading performance by a model test method. J. Cent. South Univ. 2019, 26, 1619–1636. [Google Scholar] [CrossRef]
- Liu, F.; Yang, M.; Lin, L. Numerical and Experimental Research on Optimal Pick Layout Design of the Bolter Miner Cutting Head. Arab. J. Sci. Eng. 2023, 48, 13047–13057. [Google Scholar] [CrossRef]
- Huang, D.; Wang, X.; Su, O.; Zheng, Z.; Gao, M. Study on the cuttability characteristics of granites under conical picks by indentation tests. Bull. Eng. Geol. Environ. 2022, 81, 192. [Google Scholar] [CrossRef]
- Qiao, S.; Wu, Y.; Zhu, Z.; Zhang, Z.; Lu, L. Numerical Investigation of Rock Cutting Modes with Conical Picks under Different Confining Pressures and Cutting Spaces. Arab. J. Sci. Eng. 2022, 47, 4559–4569. [Google Scholar] [CrossRef]
- Zhang, K.; Meng, L.; Qi, Y.; Chen, H.; Su, J.; Zhang, Q.; Liu, Z.; Song, Z. An Unsupervised Intelligent Method for Cutting Pick State Recognition of Coal Mining Shearer. IEEE Access 2020, 8, 196647–196656. [Google Scholar] [CrossRef]
- Liu, S.Y.; Du, C.L.; Cui, X.X. Cutting experiment of the picks with different conicity and carbide tip diameters. J. China Coal Soc. 2009, 34, 1276–1280. [Google Scholar]
- Li, X.; Wang, S.; Ge, S.; Malekian, R.; Li, Z. A Theoretical Model for Estimating the Peak Cutting Force of Conical Picks. Exp. Mech. 2018, 58, 709–720. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Ge, S.; Malekian, R.; Li, Z.; Li, Y. A study on drum cutting properties with full-scale experiments and numerical simulations. Measurement 2019, 114, 25–36. [Google Scholar] [CrossRef]
- Kang, H.; Cho, J.-W.; Park, J.-Y.; Jang, J.-S.; Kim, J.-H.; Kim, K.-W.; Rostami, J.; Lee, J.-W. A new linear cutting machine for assessing the rock-cutting performance of a pick cutter. Int. J. Rock Mech. Min. Sci. 2016, 88, 129–136. [Google Scholar] [CrossRef]
- Peng, T.; Li, C.; Zhu, Y. Design and Application of Simulating Cutting Experiment System for Drum Shearer. Appl. Sci. 2021, 11, 5917. [Google Scholar] [CrossRef]
- Miao, B.; Ge, S.; Guo, Y.; Zhou, J.; Jiang, E. Construction of digital twin system for intelligent mining in coal mines. J. Min. Sci. Technol. 2022, 7, 143–153. [Google Scholar] [CrossRef]
- Liu, S.; Yu, X.W.; Ren, C.Y. Drum Shearer Working Organs; Harbin Engineering University Press: Harbin, China, 2010; pp. 49–52. [Google Scholar]
- Miao, B.; Li, Y.; Guo, Y.; You, X.; Ge, S. Design and Experimental Results of a Three-Dimensional Force Sensor for Shearer Cutting Pick Force Monitoring. Sensors 2023, 23, 9521. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Symbols | Units | M | L | T |
|---|---|---|---|---|---|
| Drum diameter | D | mm | 0 | 1 | 0 |
| Blade outer edge diameter | Dy | mm | 0 | 1 | 0 |
| Drum cut depth | B | mm | 0 | 1 | 0 |
| Spiral blade lift angle | αy | ° | 0 | 0 | 0 |
| lead of the blade | L | mm | 0 | 1 | 0 |
| Blade head number | Z | null | 0 | 0 | 0 |
| Blade pitch | Sy | mm | 0 | 1 | 0 |
| Blade hub wrap angle | βy | ° | 0 | 0 | 0 |
| Pick pitch | Tc | mm | 0 | 1 | 0 |
| Pick installation angle | γ | ° | 0 | 0 | 0 |
| Pick inclination angle | λs | ° | 0 | 0 | 0 |
| Rotating speed of drum | n | r/min | 0 | 0 | −1 |
| Traction speed | v | m/min | 0 | 1 | −1 |
| Density | ρ | kg/m3 | 1 | −3 | 0 |
| Compressive strength | σ | Mpa | 1 | −1 | −2 |
| Parameters | n | ρ | D | v | σ |
|---|---|---|---|---|---|
| Index | a1 | a2 | a3 | a4 | a5 |
| M | 0 | 1 | 0 | 0 | 1 |
| L | 0 | −3 | 1 | 1 | −1 |
| T | −1 | 0 | 0 | −1 | −2 |
| Prototype | Model | Prototype | Model |
|---|---|---|---|
| D | D/3 | Tc | Tc/3 |
| Dy | Dy/3 | γ | γ |
| B | B/3 | λs | λs |
| αy | αy | n | n |
| L | L/3 | v | v/ |
| Z | Z | ρ | ρ |
| Sy | Sy/3 | σ | σ/3 |
| βy | βy |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miao, B.; Li, Y.; Guo, Y. Design of Digital Twin Cutting Experiment System for Shearer. Sensors 2024, 24, 3194. https://doi.org/10.3390/s24103194
Miao B, Li Y, Guo Y. Design of Digital Twin Cutting Experiment System for Shearer. Sensors. 2024; 24(10):3194. https://doi.org/10.3390/s24103194
Chicago/Turabian StyleMiao, Bing, Yunwang Li, and Yinan Guo. 2024. "Design of Digital Twin Cutting Experiment System for Shearer" Sensors 24, no. 10: 3194. https://doi.org/10.3390/s24103194
APA StyleMiao, B., Li, Y., & Guo, Y. (2024). Design of Digital Twin Cutting Experiment System for Shearer. Sensors, 24(10), 3194. https://doi.org/10.3390/s24103194