This section describes the investigated system from a control engineering point of view. For this purpose, the system and the intended control structure with its system variables are presented. Afterwards, a model approach is presented, which is to be used at a later stage in the design of the feedforward control and closed-loop control.
2.1. System Description and Control Structure
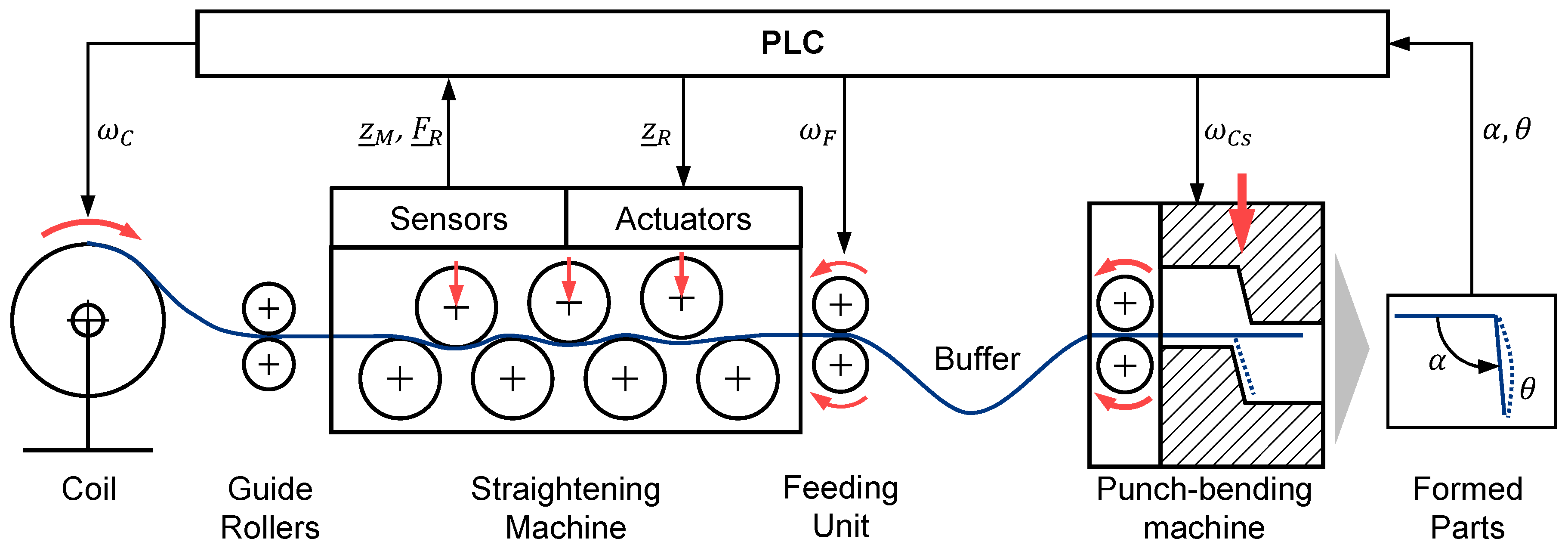
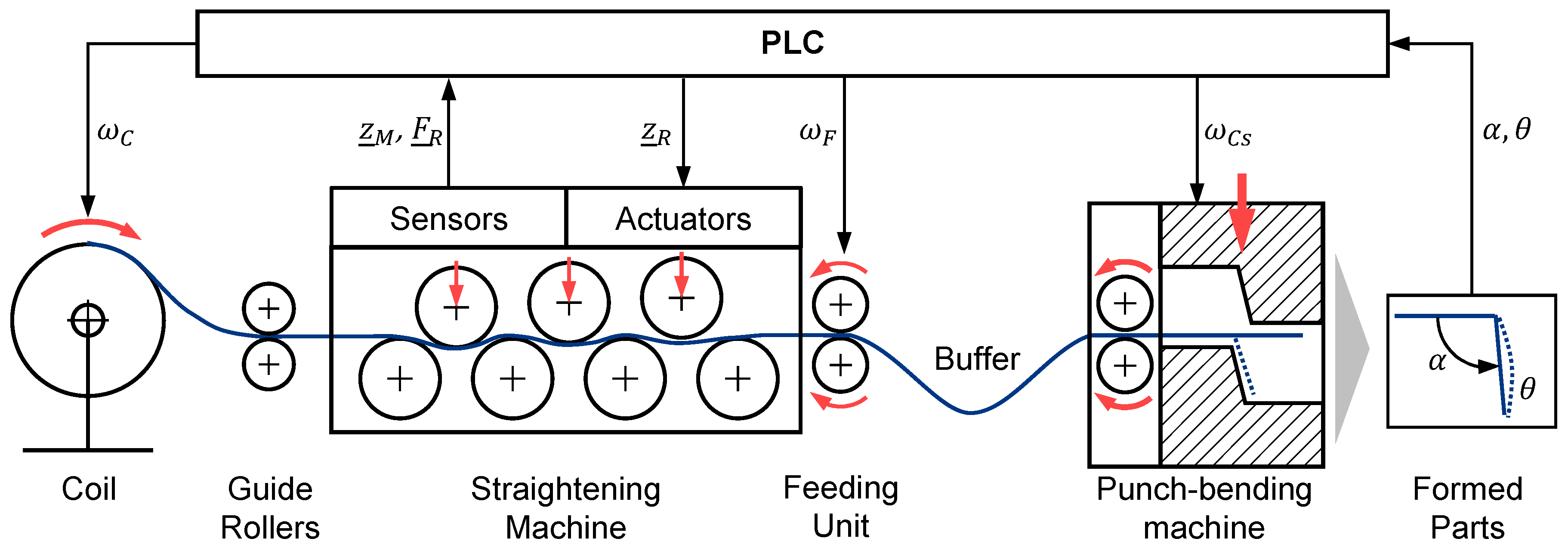
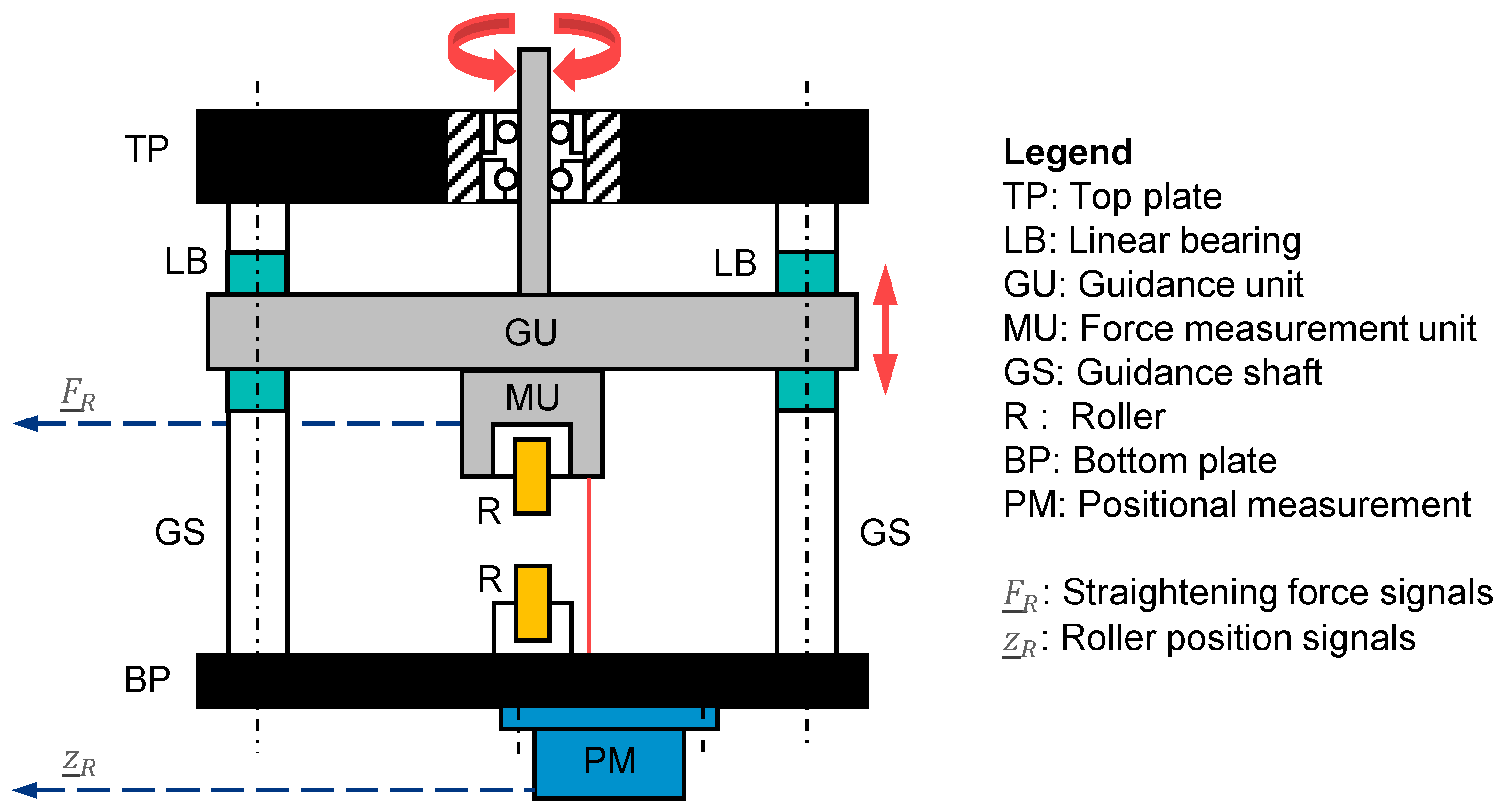
The dynamic adjustment of the straightening rollers during the manufacturing process is desirable in order to be able to react to fluctuating material properties of the semi-finished product. Particular focus is placed on the development of a robust and efficient method that does not require time-consuming or resource-intensive preliminary tests and is suitable for industrial use. To develop such an approach, this paper considers the system shown in
Figure 5.
The semi-finished product is uncoiled from a coil and fed to the straightening process via guide rollers. The straightening machine is equipped with sensors to determine the vertical roller positions
and the straightening forces
on the upper three rollers. The semi-finished product is pulled through the straightening machine by a feeding unit. This is followed by a material buffer to make the transition from the continuous straightening process to the discontinuous punch-bending process. The punch-bending process is used in this paper as an example for a downstream process. There are other possible processes like progressive tools which can be used instead. The punch-bending machine consists of a feeding unit and a punch unit. In this application, an L-shaped component is produced. The bending angle
and the straightness
of the leg are recorded via a camera. They represent the quality parameters of the manufactured parts and serve as variables to be controlled within a closed-loop control algorithm. They belong to the state variables that describe the manufacturing process. The wire curvature and the stress states in the wire also belong to these. A detailed description of the dependences of the state variables is given in
Section 2.2. The positions of the straightening rollers have the greatest influence on the straightening process. The straightening result is also influenced by the pre-curvature of the wire and its deformation history. Further influencing factors may be, for example, variations in the wire thickness or in the material structure. A PLC controls all the drives and processes the sensor data. The determining variables for the process speed are the coil speed
upstream of the straightening machine, the feeding speed
of the feeding unit downstream of the straightening machine, and the cam disk speed
of the punch-bending machine. No further control variables were considered in the punch-bending process. The influence of the process speed remains to be investigated. In particular, the tensile force applied to the wire due to feeding can have a significant influence on the straightening process.
The aim of the control approach presented here is the dynamic adjustment of the reference positions for the straightening rollers. On the one hand, this should keep the quality of the straightening process reproducible at a high level. On the other hand, it should be possible to react to fluctuations in the material properties with a dynamic adjustment of the straightening rollers in the process. The fluctuations in the material properties are interpreted as disturbance variables and can be divided into two categories: deterministic and stochastic disturbance variables. In this approach, the change in pre-curvature over the coil radius is considered as a deterministic disturbance variable. Stochastic disturbances are, for example, width and thickness variations or the material composition.
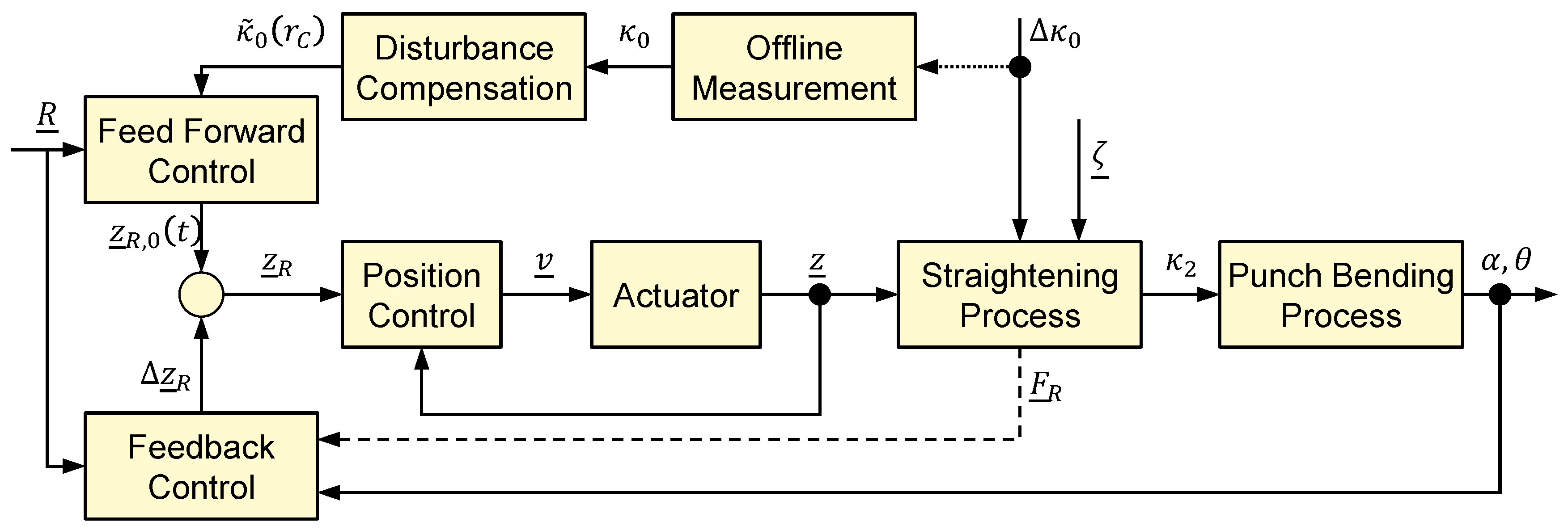
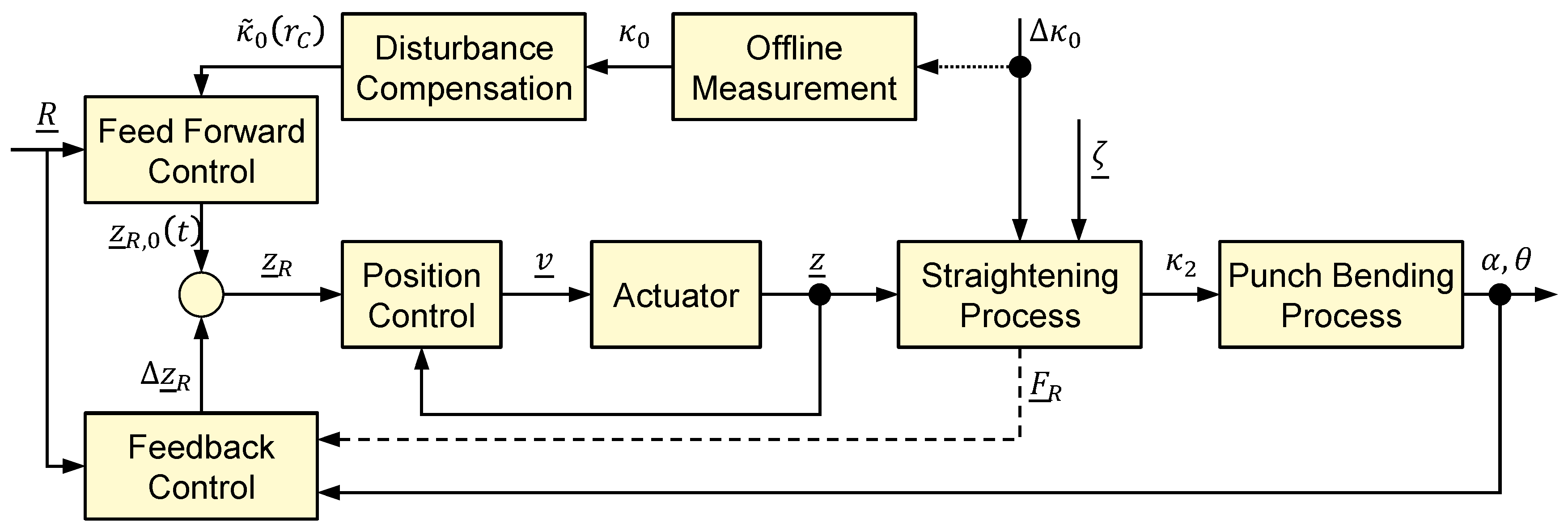
Accordingly, the developed control approach is also divided into two parts. The feedforward control estimates and compensates for the change in pre-curvature with the aid of disturbance compensation. The feedback control is provided to correct the estimated roller positions in order to react to stochastic disturbances. The structure of the control approach is shown in
Figure 6 and is based on the two-degrees-of-freedom structure (cf. [
17]).
The vector
contains the setpoints for feedforward and feedback control:
Both
and
are the reference values for quality parameters of the manufactured parts in the punch-bending machine. Depending on the configuration of the system, at least one variable must be specified as a reference. Based on the reference specification, the feedforward control specifies a reference trajectory
including the positions for the three movable straightening rollers. This is corrected by the closed-loop control during the running process by
, so that the final reference vector
is provided for the subordinate position control of the straightening rollers. These are controlled and act as manipulated variables on the flat wire in the first part of the controlled system, the forming process in the straightening machine. As a deterministic disturbance variable, the change of the pre-curvature
influences the straightening process. The totality of all stochastic disturbances is summarized in the vector
. This includes, for example, variations in width, thickness, or material composition. With a residual curvature
, the flat wire is fed to the punch-bending process, which represents the second part of the controlled system. In this, an L-shaped component is formed, which is characterized by the quantities
and
(cf.
Figure 5). These quantities are measurable and can be fed to the control system as measured values.
The change of the pre-curvature
cannot be measured directly during the running process since it is overlaid by process-related tensile forces. This also applies to the residual curvature
behind the straightening machine. For this reason, only a measurement of the initial curvature
before starting the production process when inserting a new coil is possible via offline measurement. The initial curvature is fed to the disturbance model in the disturbance compensation. The disturbance compensation estimates the further variation of the curvature
depending on the coil radius
. In the feedforward control, a reference trajectory of the straightening roller positions as a function of time
is calculated. A detailed description of the working principle of the disturbance compensation can be found in [
9]. The algorithm of the feedback control is part of future work and will therefore not be considered here in detail.
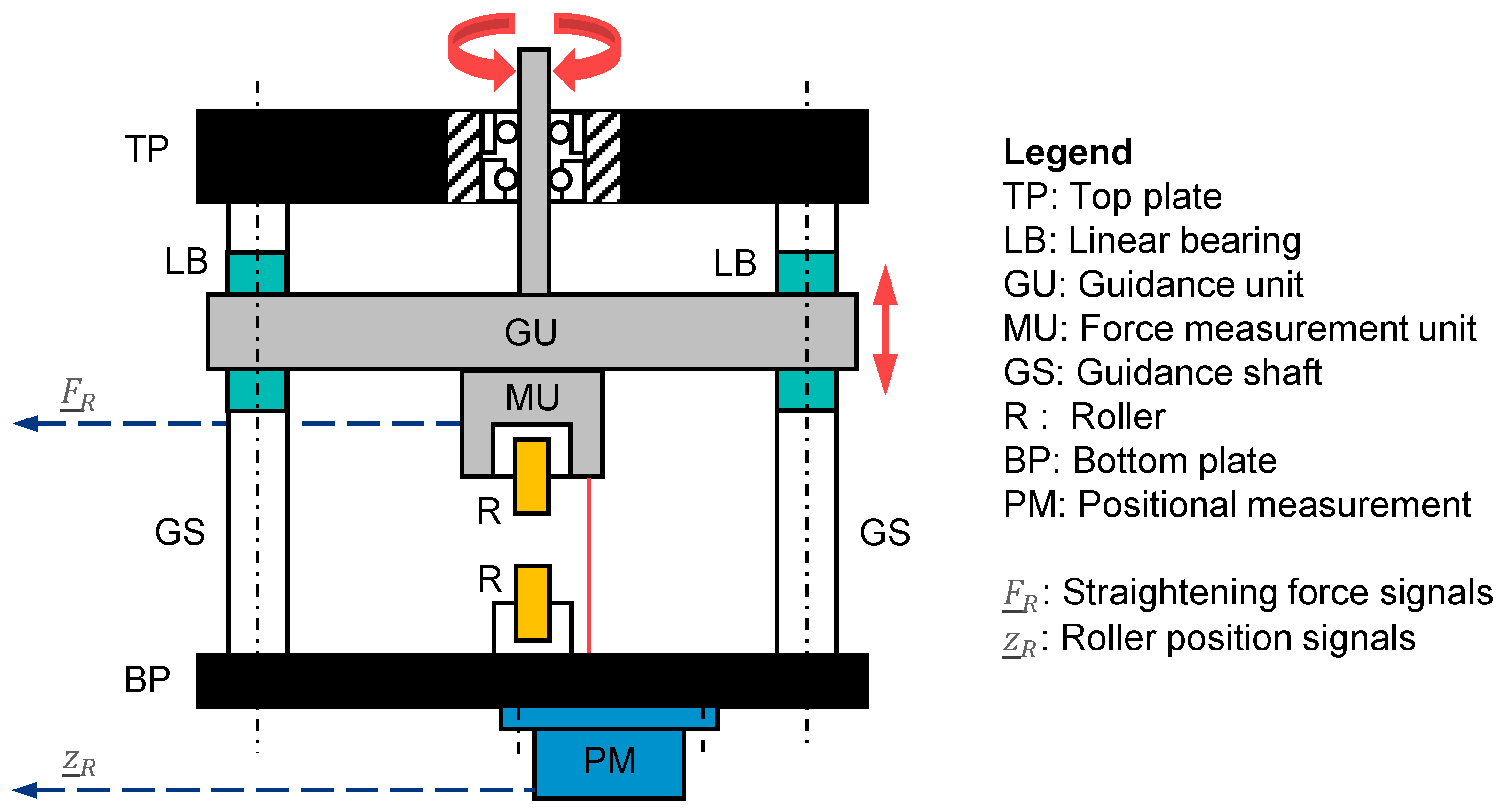
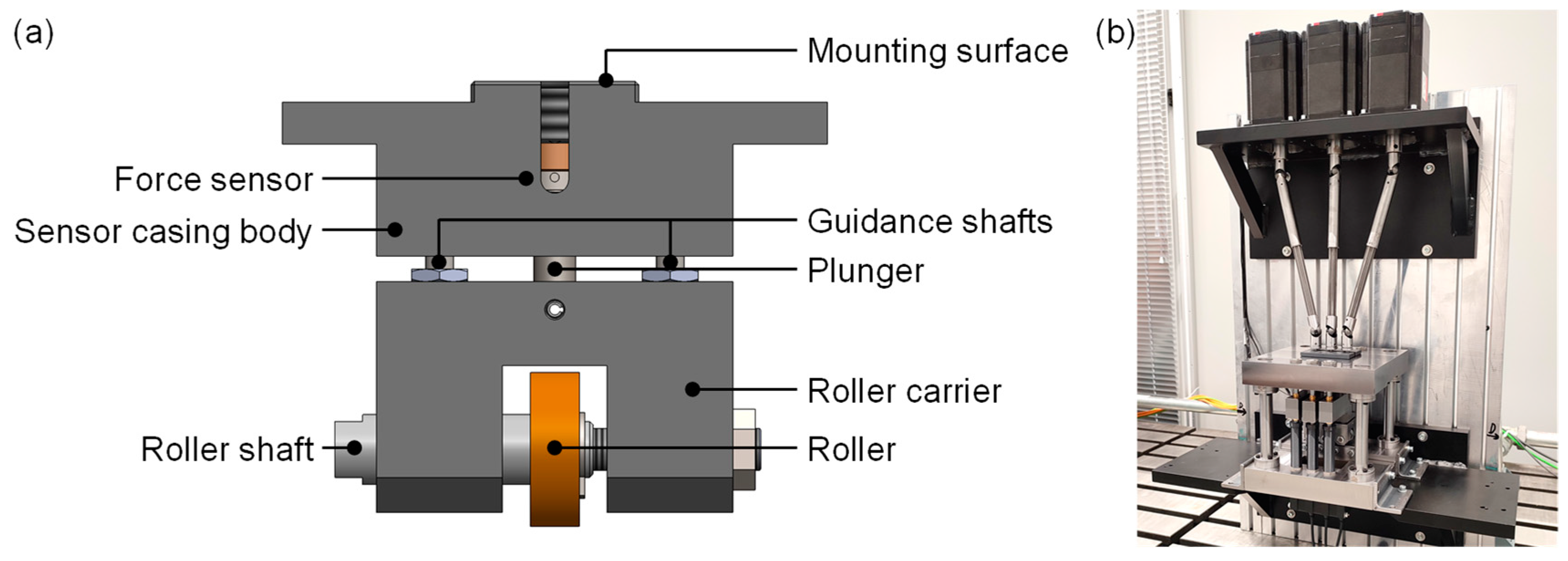
In addition to the variables already mentioned in this control system,
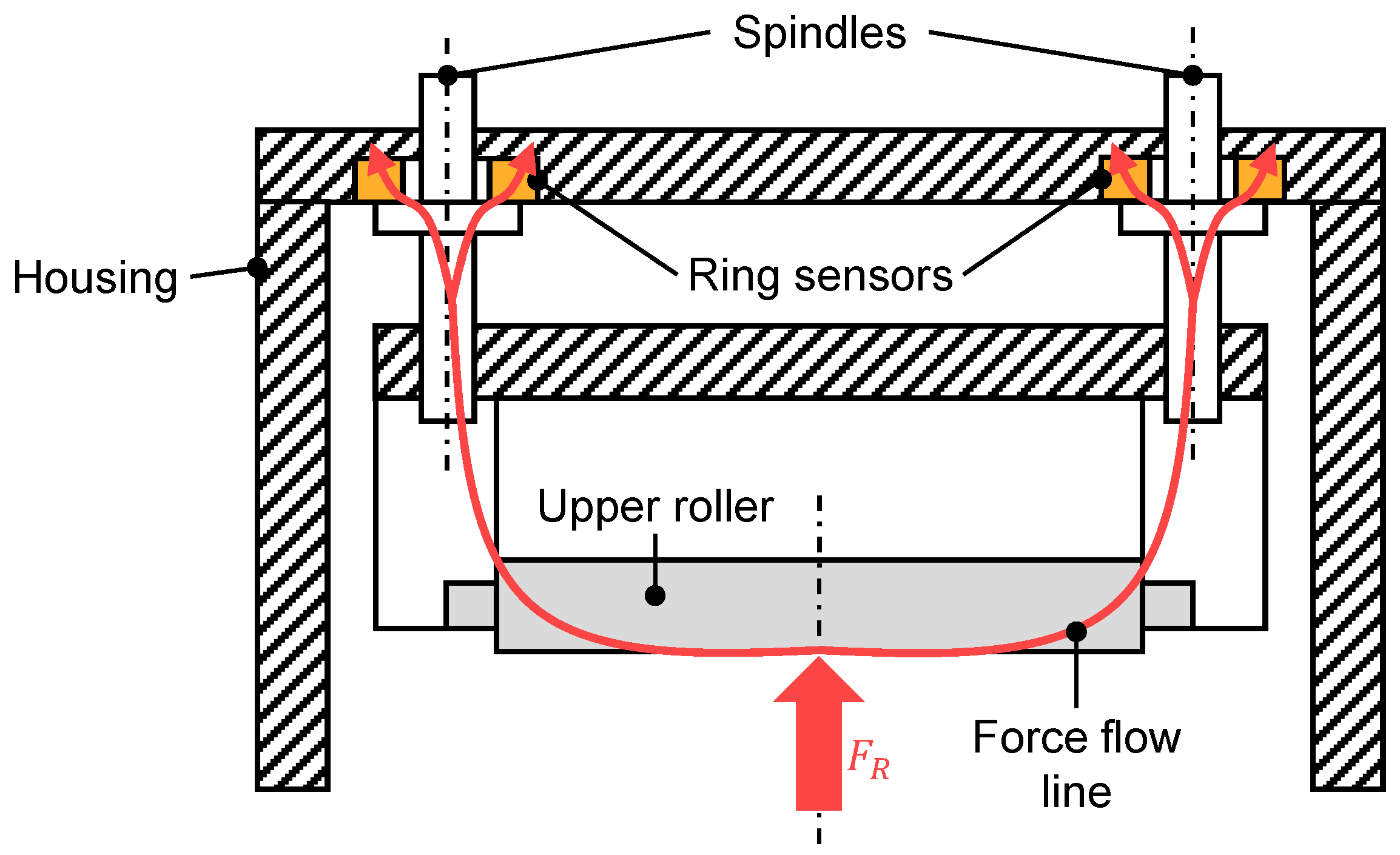
Figure 6 also shows the force vector
. This vector
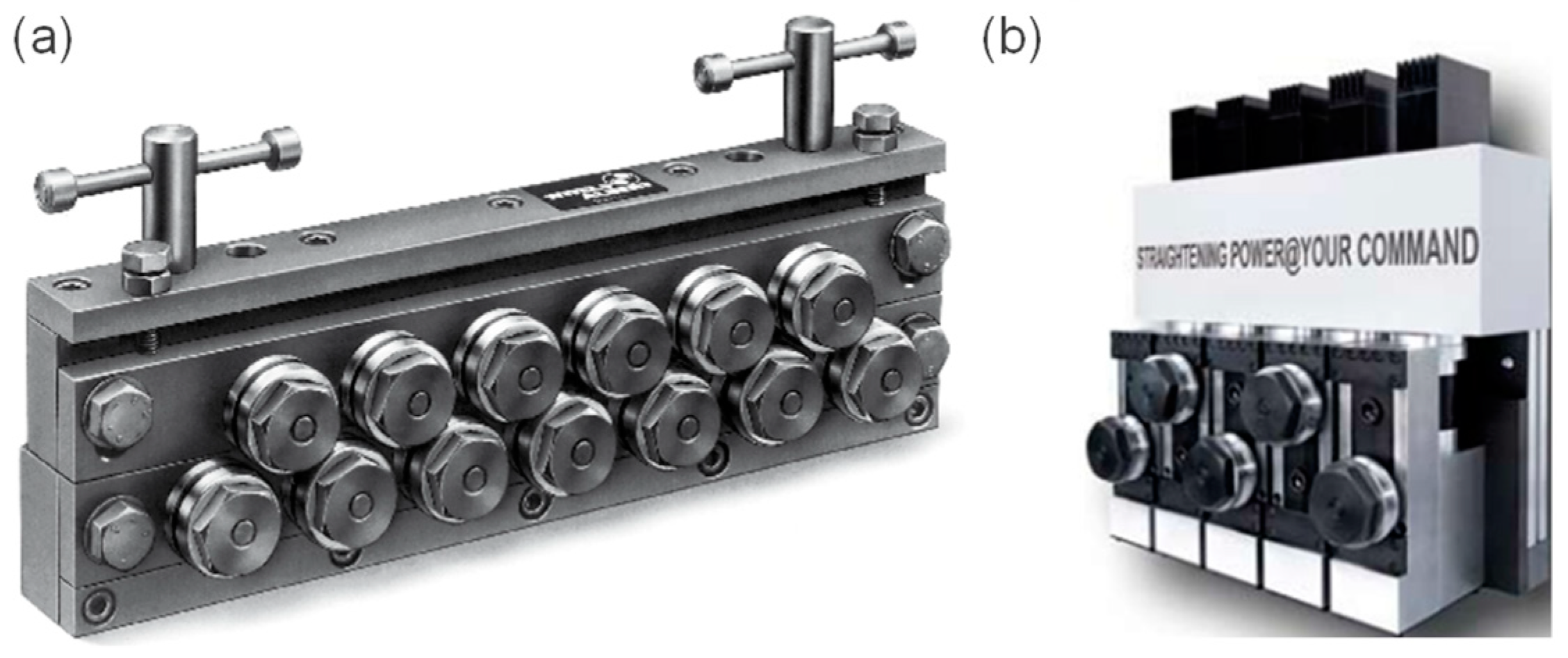
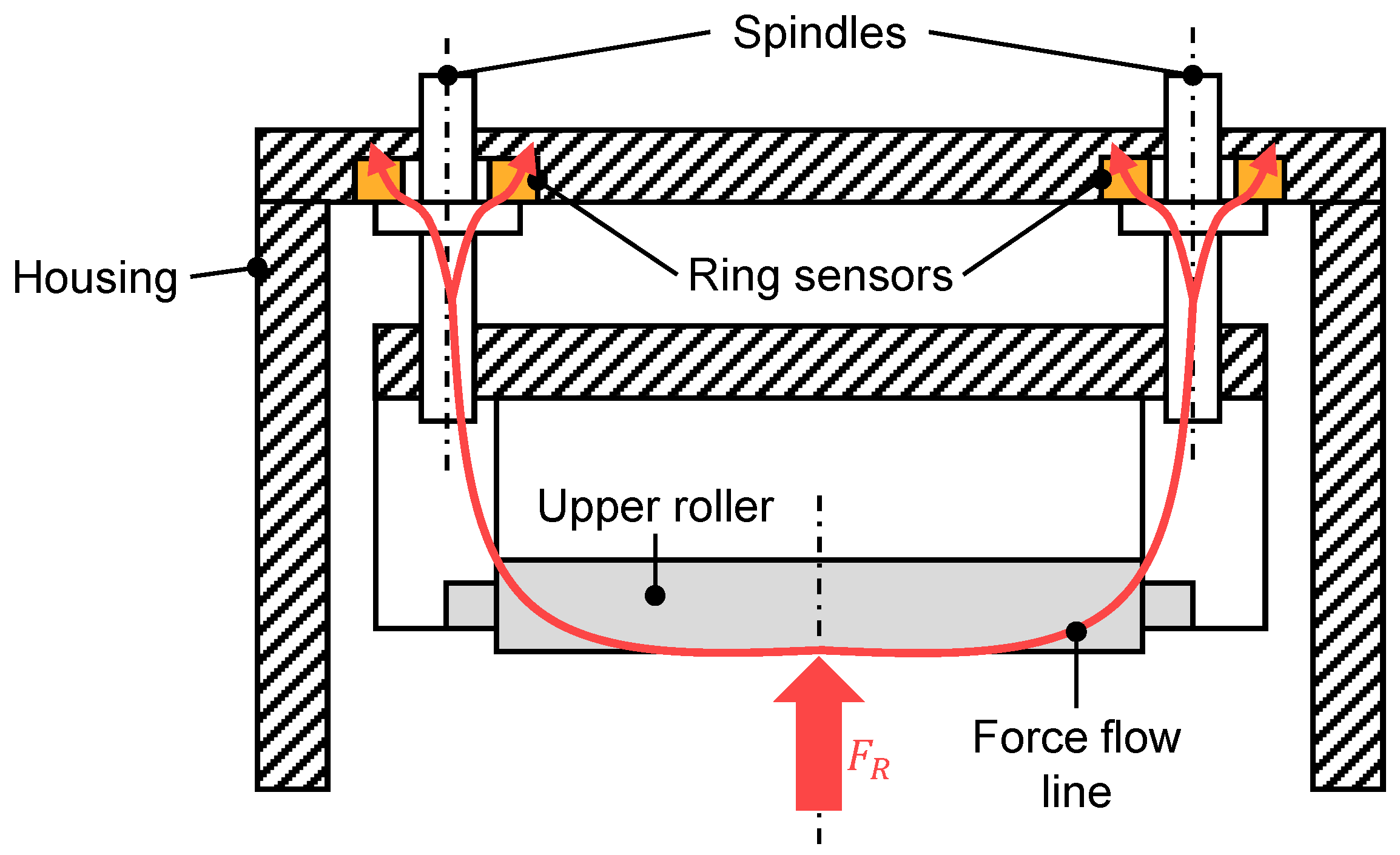
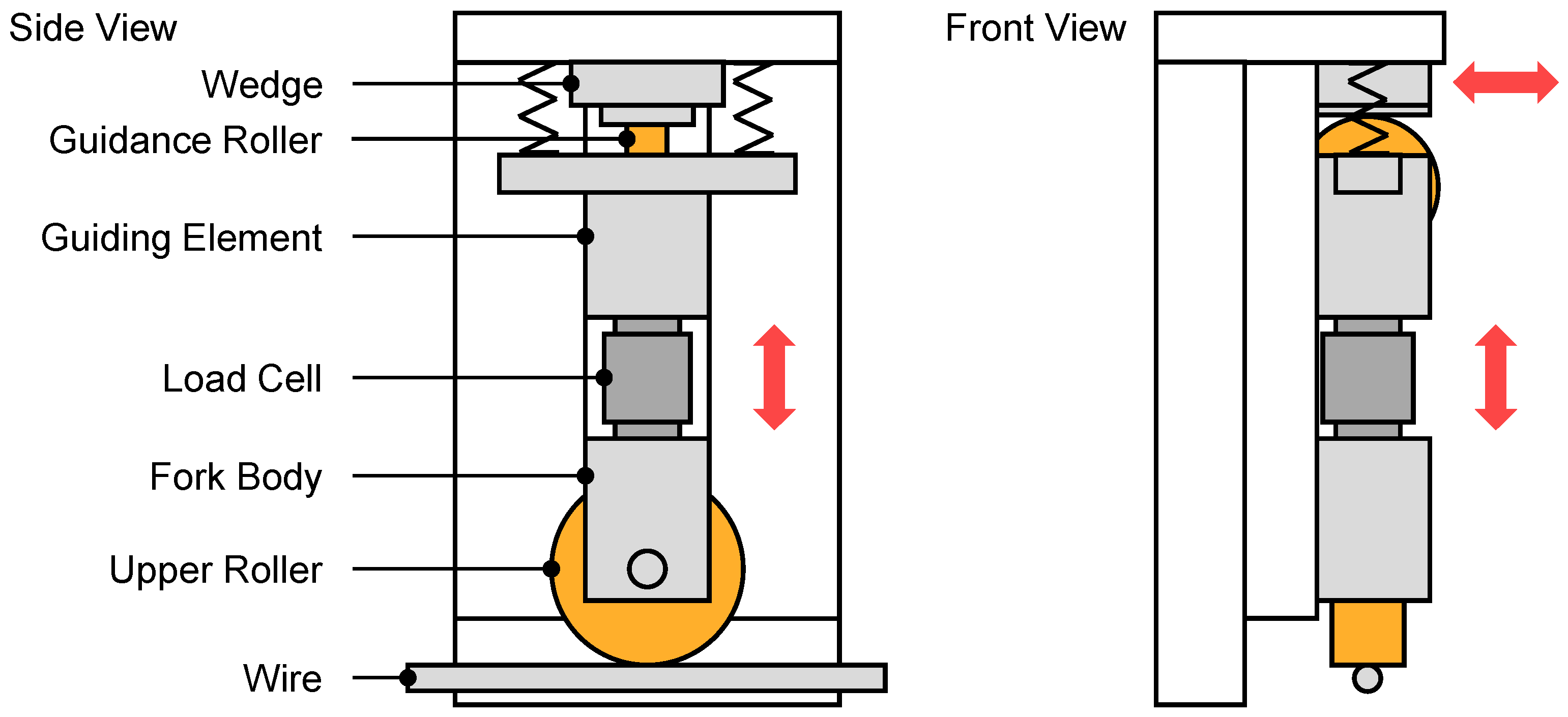
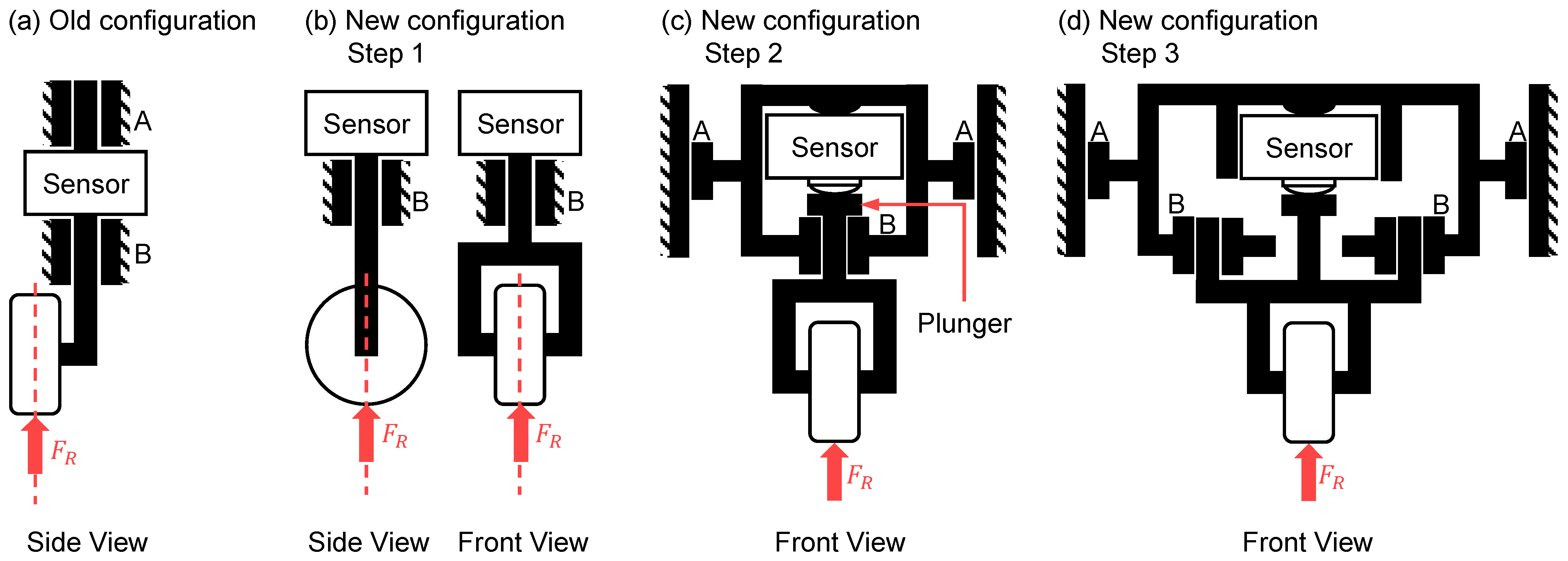
contains the signals of the straightening forces at the three movable straightening rollers, which are fed back to the control system. In previous straightening machines for flat wire, it was not possible to feed back the straightening forces because either no straightening-force measurement was provided, or this was too strongly influenced by friction effects. For this reason, the arrow is shown dashed, since the accuracy and reliability of a straightening-force measurement was investigated in the context of this paper. For this purpose, a novel design of a straightening machine for flat wire is presented, which provides for the integration of a precise force measurement. With the aid of this measurement signal, an important state variable in the straightening process is obtained for the optimal adjustment and online correction of the roller positions. This measured variable can be used to detect changes in the forming process of the straightening machine, since the straightening force is influenced by mechanical material properties such as the strength of the material. The exact relationships are described in more detail in the following section as part of the modeling approach. Nevertheless, the control of the straightening process requires further measured variables, such as
and
, because the straightening force can be influenced by factors such as flaw structure in the wire.
This description of the system under test and of the control structure contains the configuration of all sensor information currently available at the test rig. From this point on, the focus in this paper is placed on one single straightening triangle, whereby only one roller position and one straightening force are considered.
2.2. Model Approach
Modeling the forming operation in a straightening machine is a highly complex task due to the interactions between the individual straightening triangles and the material behavior during alternating bending operations. For this reason, a simplified model is set up in this paper which describes the essential forming relationships and determines the resulting straightening forces as an important state variable. The model is to be used for control purposes in a later step. In this context, a more accurate model or even a FE model, such as the one used in [
18], is too intensive to calculate and can only be inverted with immense effort. The shown model design essentially follows the model design in [
19]. In [
19], all assumptions and simplifications for the determination of strains, stresses, and bending moments are described in more detail. This will not be discussed here.
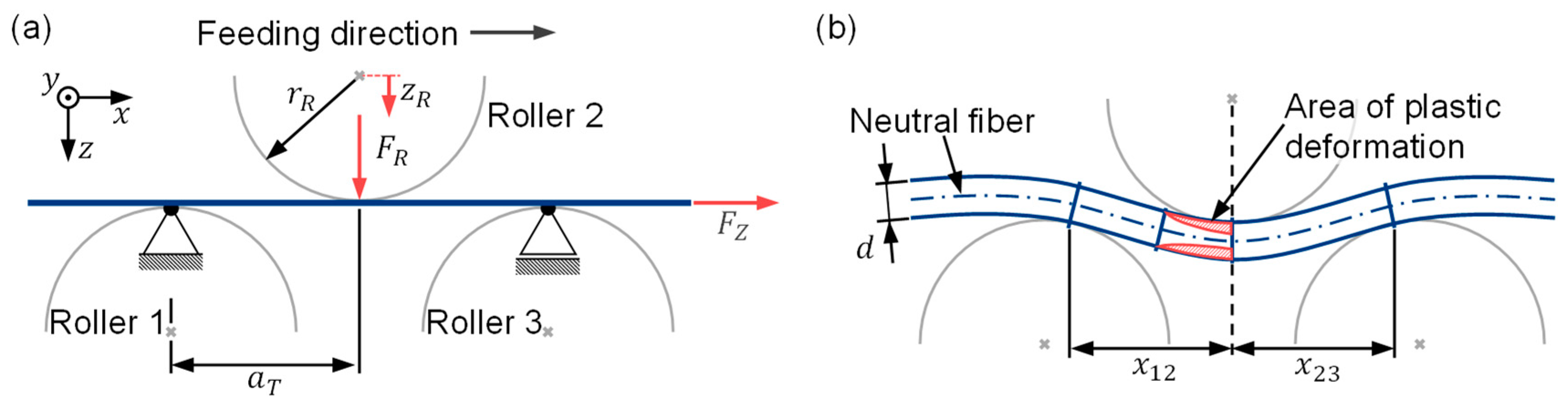
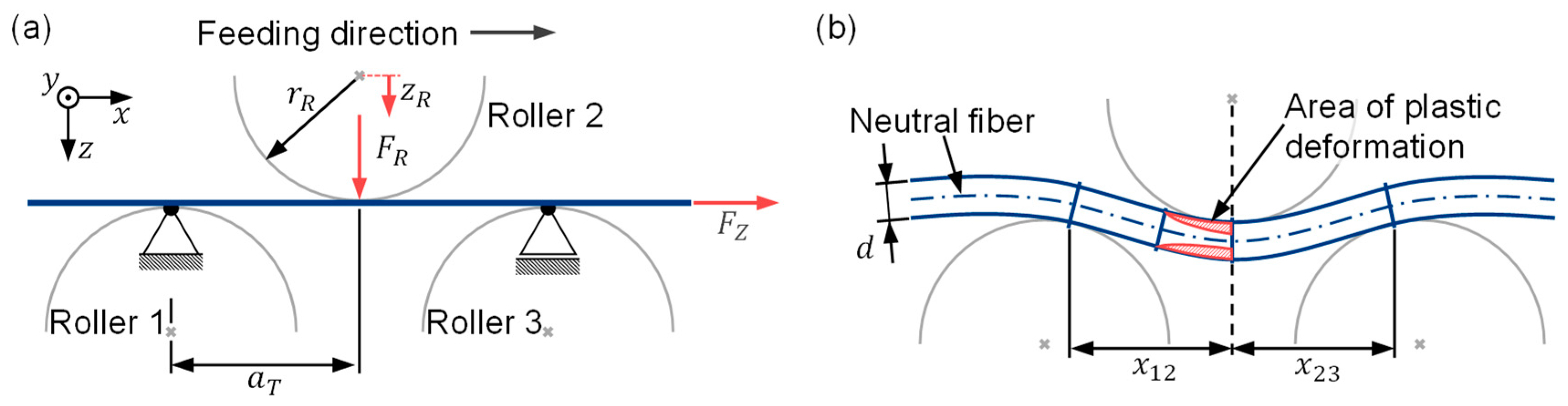
The mechanical system for the simplified model in this paper is shown in
Figure 7. The
x axis of the coordinate system points in the feed direction of the material. Any normal forces due to the feeding of the flat wire are to be disregarded for the time being. In contrast to [
19], only one straightening triangle is considered in this model design. The lower rollers 1 and 3 are fixed in the z direction and the upper roller 2 is adjustable. This results in a bending line for the flat wire as shown in
Figure 7b. In the red marked areas, the load stress exceeds the yield strength of the material, so that plastic deformation occurs in these edge areas. After the contact point of the wire with roller 2, the load is relieved until the wire leaves the straightening machine at roller 3.
To calculate the strain and stress curves, the bending line of the wire between the straightening rollers must be described. Previously, [
19] selected an approach based on third-order polynomials for elastic regions of the bending line. It can be shown that a third-degree polynomial for the elastic bending line corresponds to the exact solution. The effort required for calculating the exact description of the bending line in regions with elasto-plastic deformation is much greater. In [
1], the bending line in this region is simplified to a fourth-order polynomial. The computation of these bending lines from third- and fourth-order polynomials requires several iteration loops. This requires a lot of computational effort to determine the bending lines. Therefore, in this paper, the bending line is built from only two third-order polynomials. Thus, the following mathematical relationships apply to the bending lines
between straightening rollers 1 and 2 and
between rollers 2 and 3:
The form of the bending lines is influenced by the position of the straightening roller 2. To determine the polynomial coefficients
and
, an optimization problem is formulated to ensure that the bending lines do not cross the straightening rollers and are tangential to the rollers in their contact points. Therefore, a quality function
is built of the weighting factor
and the term
:
The term describes the difference of the slope between the bending line at the contact point to roller n and the slope of the circular function for straightening roller at this point. To calculate this term, a linear equation system is solved in each step of the optimization, which determines the polynomial coefficients and from Equations (2) and (3). The equation system has a total of eight unknown variables. Thus, eight equations are necessary to uniquely solve the equation system. For this purpose, C2 continuity is assumed at the contact points of the wire with the straightening rollers. From this, the necessary eight equations can be derived. The result after minimizing contains the curves of the bending lines and between the straightening rollers.
In order to determine the strain in the wire from the form of the bending lines, two assumptions are made at this point. Firstly, only bending load on the wire is assumed, so that the neutral fiber does not receive any strain. Second, small deformations are assumed. Under these assumptions, the twofold derivative of the bending lines
and
can be set equal with the curvature
and
of the wire:
For calculation of strain and stress relations in the wire, the point of maximum curvature
in the wire is determined. Due to the continuous feeding of the wire, this point is usually located nearly before the apex of the middle roller [
7]. In the bending-line approach selected here, it is located directly at the apex of straightening roller 2. The strain distribution over the wire thickness z can be determined from the maximum curvature
:
This considers the pre-strains
that are already present in the wire. For the material behavior, a linear behavior is assumed both in the elastic and in the plastic area. Thus, the stress distribution can be determined from the strain distribution:
describes the Young’s modulus and
the ratio between Young’s and
p modulus. The
p modulus defines the slope of the stress in the elasto-plastic area of the stress–strain diagram.
and
are the yield stresses in tension and compression. Considering the assumptions from [
19], the bending moment can be determined from the stress distribution with
as wire width and
as wire thickness:
After the wire has reached the point of maximum curvature in the straightening triangle, it is relieved again until it leaves the straightening triangle. To determine the curvature
remaining in the wire after the straightening process, a stress-relief cycle is calculated. For this purpose, it is assumed that the unloading stress is distributed linearly over the wire thickness, since the material does not undergo any plastic deformation during relieving. Thus, the relieving moment
corresponds to the load moment:
From this, the unloading stress
can be calculated:
The difference between the load stress and the unload stress in the wire after elasto-plastic loading remains as the resulting residual stress:
The strain profile
remaining in the wire is composed of the elastic and plastic strain components and is linear according to the assumptions made:
The elastic strain components result from the relationship for the linear–elastic material behavior:
For the determination of the residual strain
, the plastic strain
is missing. This can be circumvented by taking a closer look at the profile of the remaining strain. In the region around the neutral fiber, only elastic strain occurs up to the point
. From the assumption of linear total strain, the remaining curvature can be calculated via the following relation:
The straightening force
is calculated from the equilibrium conditions and the load moment
. Using the equilibrium relationships for successive incremental beam elements, the relationship for the straightening force on the upper roller is derived. In this paper, under the simplified assumption of only one bending triangle, this relation simplifies to:
Here,
and
are the distances in the x direction between the contact points of the wire at the straightening rollers 1 and 2 and 2 and 3 (cf.
Figure 7). Equation (15) shows the dependence of the straightening force on the bending moment that occurs, which depends in turn on the stress distribution that occurs (Equation (8)). The stress distribution results from the material model and from the occurring strain (Equation (7)), which is caused by the position of roller 2. The position of roller 2 is always known because it Is measured in absolute terms. Thus, the measured straightening force provides information about the material properties, which are usually unknown and can only be determined by complex material testing. Thus, the precise straightening-force measurement provides important information on the material condition of the processed material.
By formulating this model for a straightening machine with three straightening rollers, the relationships between the curvature of the wire before and after the straightening machine, as well as the straightening force occurring at roller 2, can be described. This model does not include the forming process of the punch-bending machine. Therefore, the quality parameters
and
do not occur in the model. These parameters are used for feedback control, which will not be referred to in detail in this paper. The model was implemented in
Matlab R2020b by MathWorks. All parameters used are listed in
Table 1.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}