

A Microlens Array Grating for Miniature Multi-Channel Spectrometers

Abstract
:1. Introduction
2. Theoretical Analysis
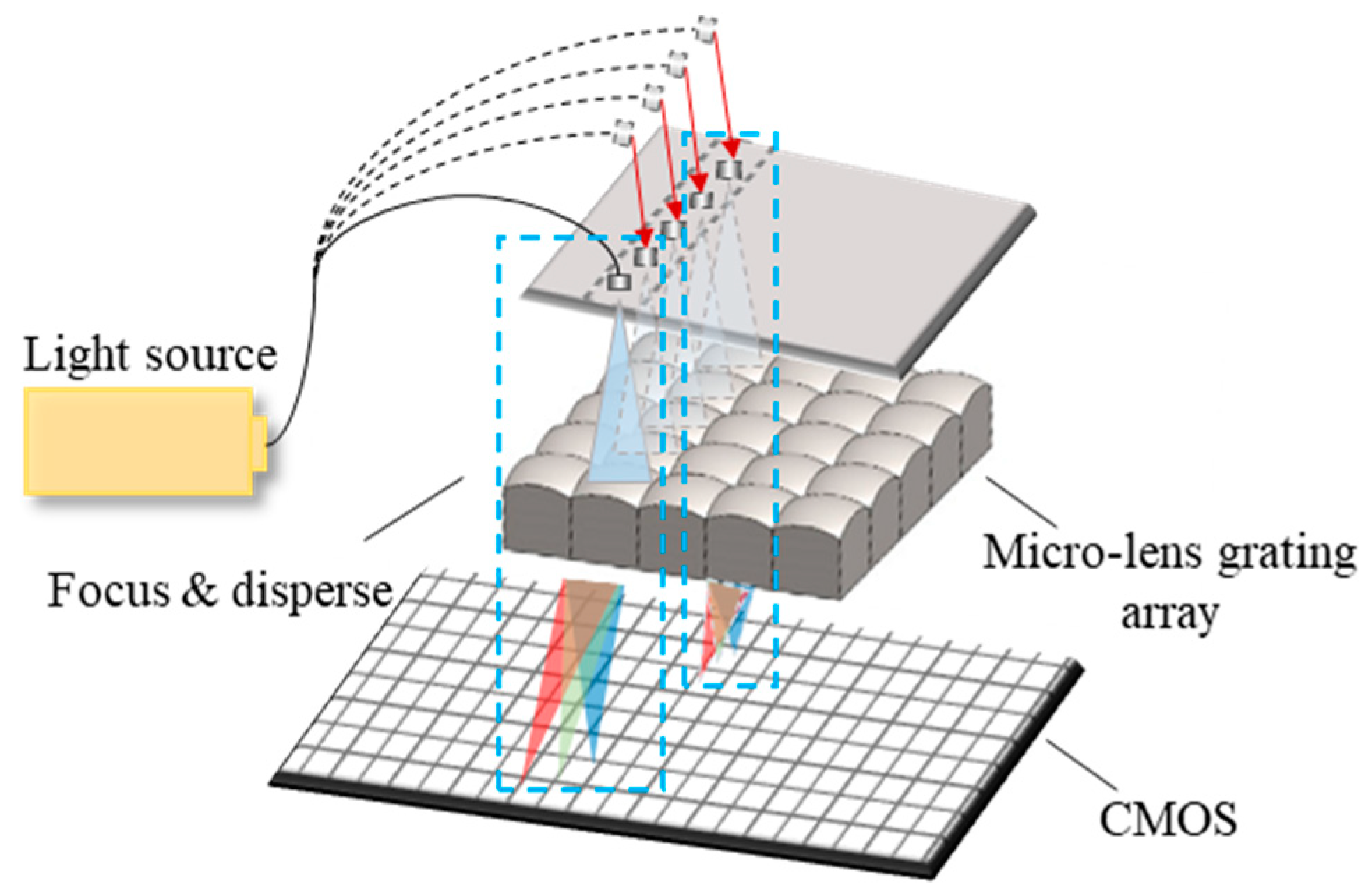
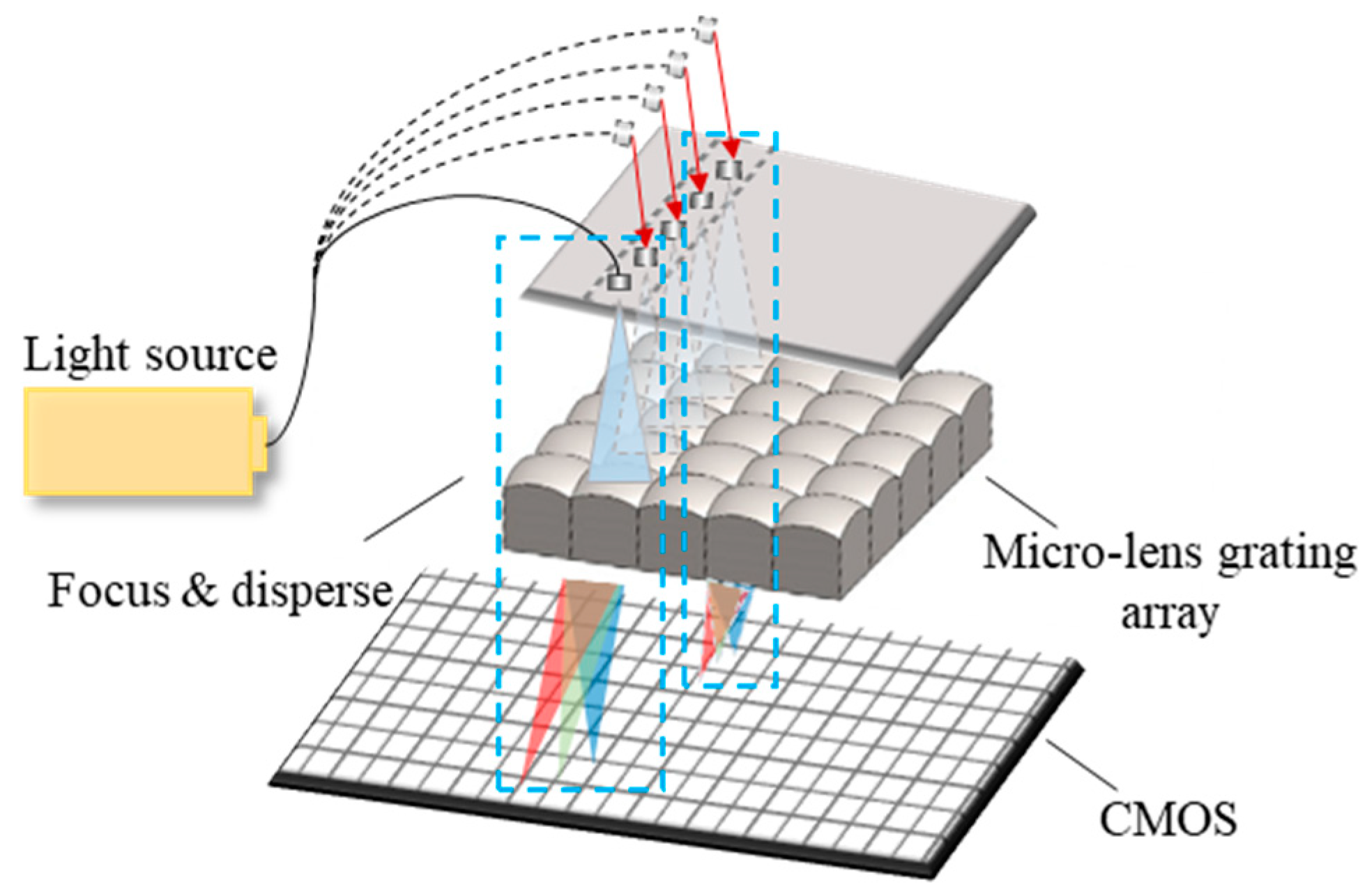
2.1. Principle of the Microlens Array Grating
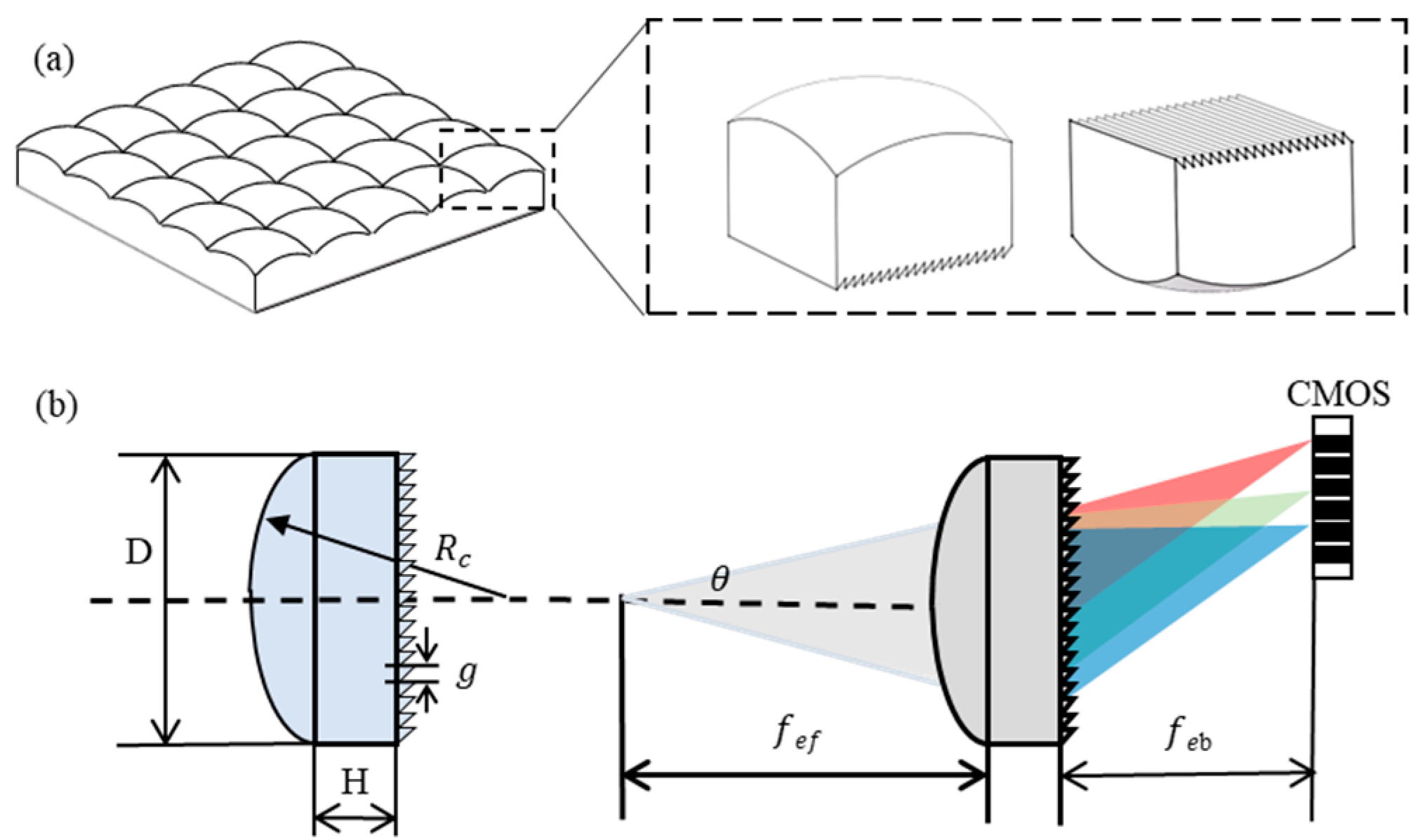
2.2. Design of the Microlens Array Grating
2.3. The Simulation of the Designed Microlens Array Grating for the Miniature Multi-Channel Spectrometer
3. Fabrication and Characterization
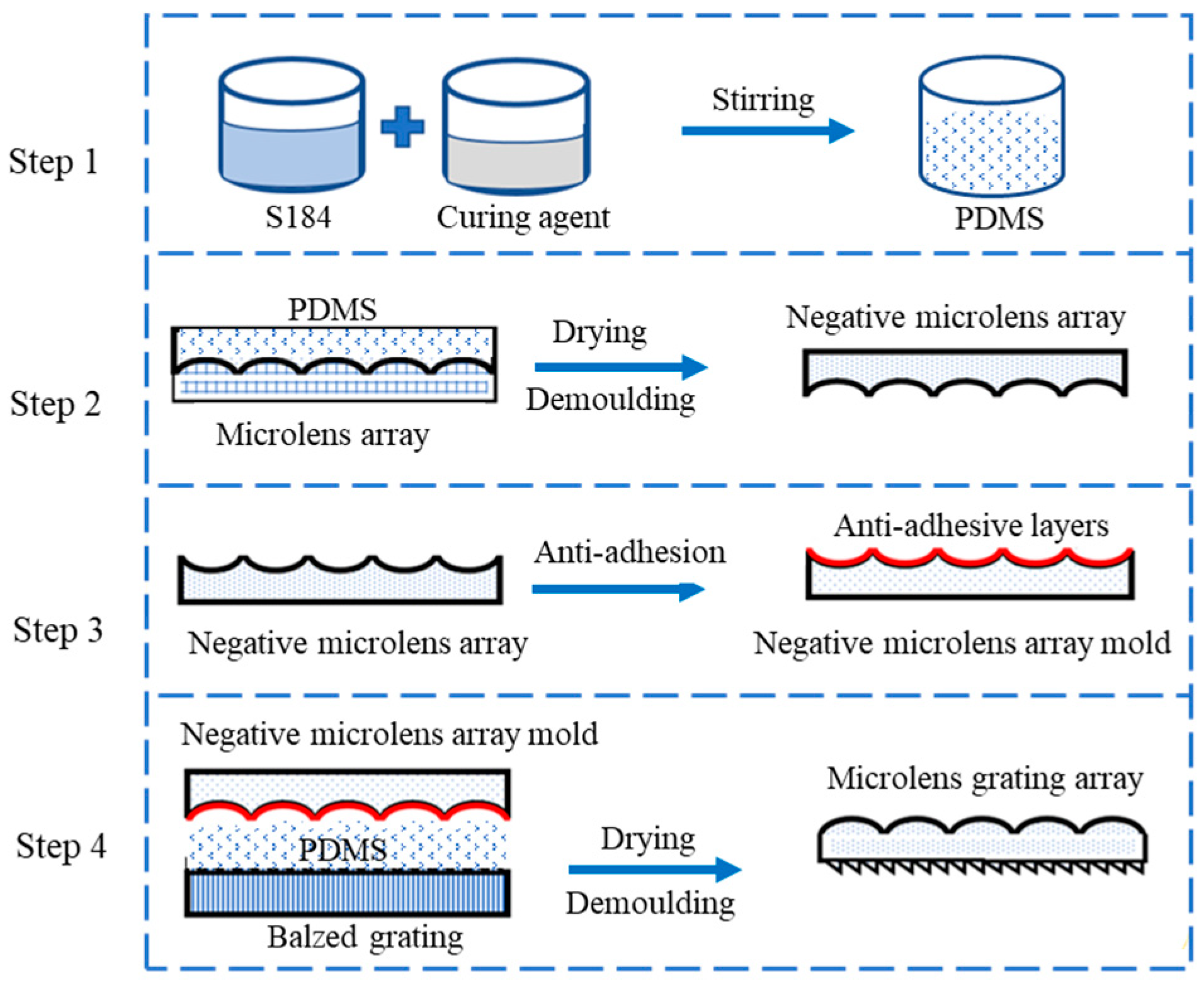
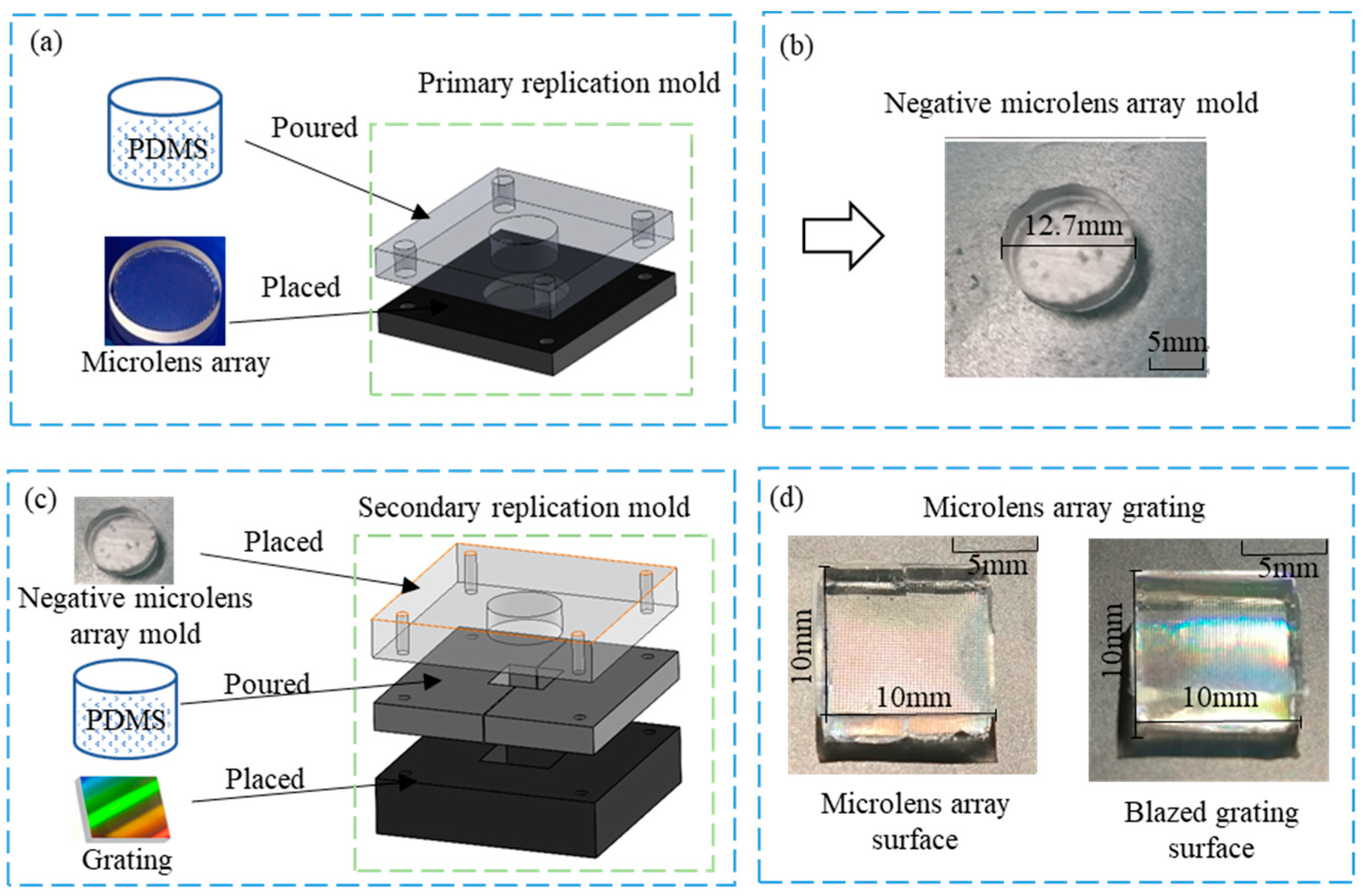
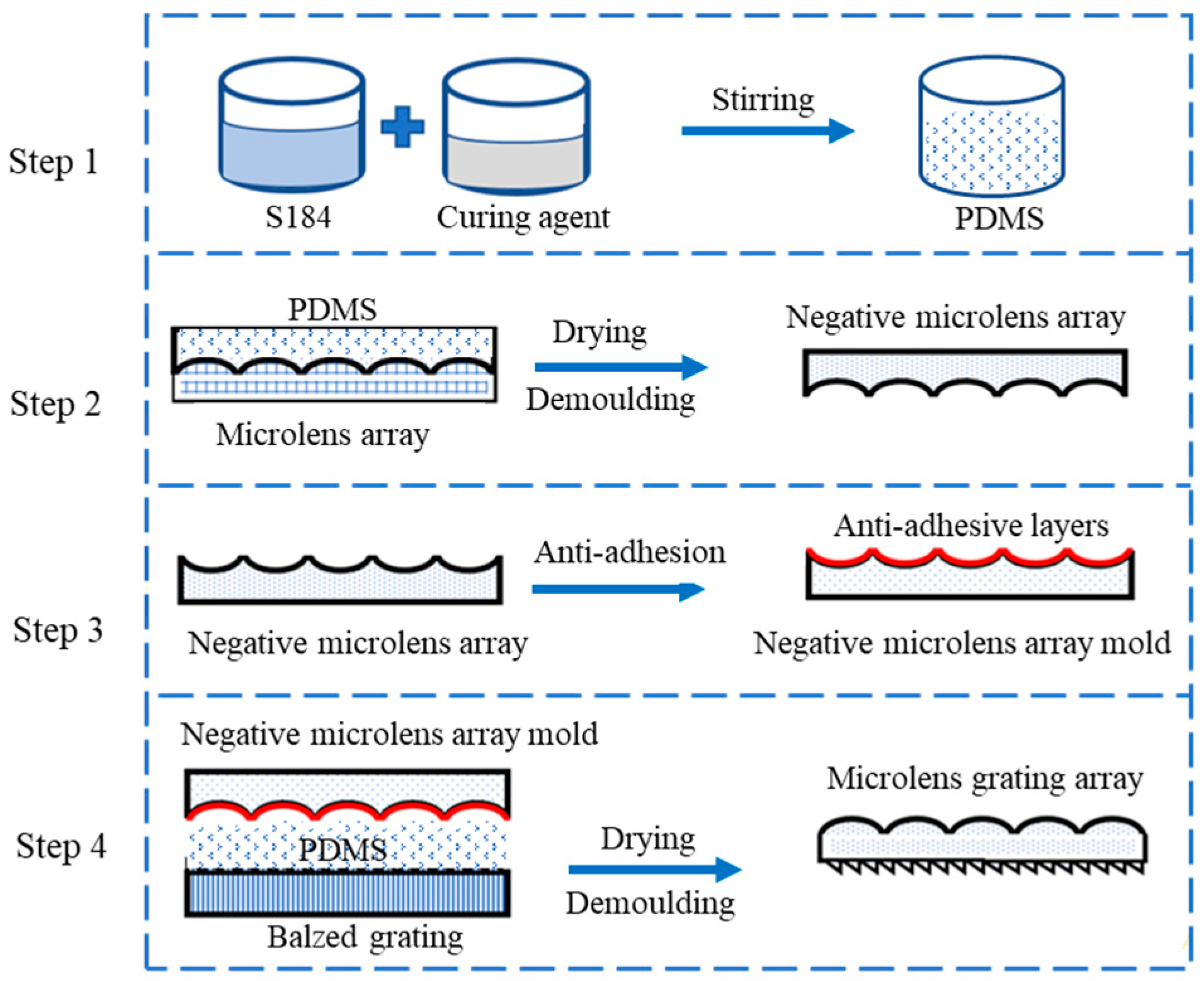
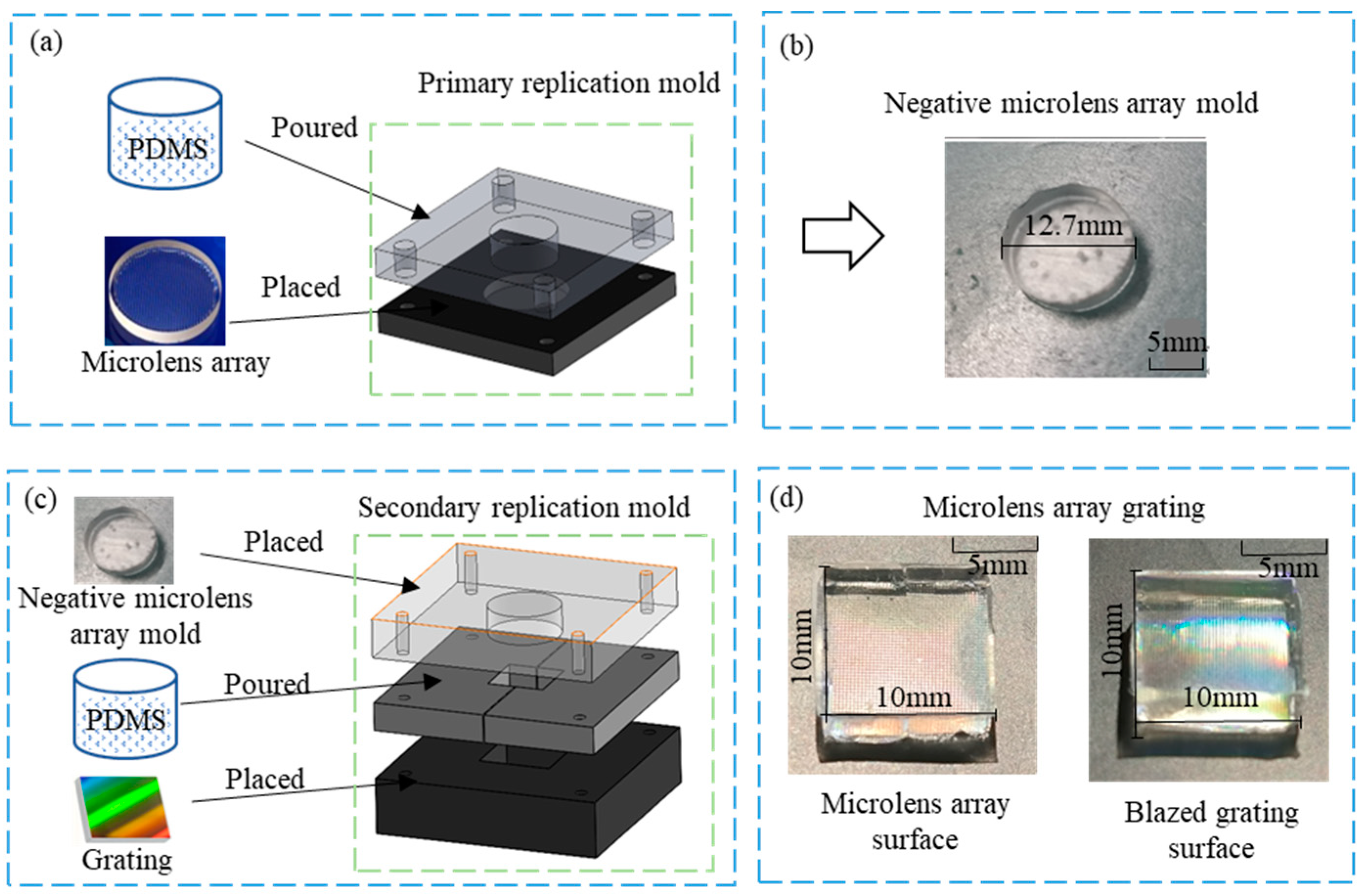
3.1. Fabrication Process
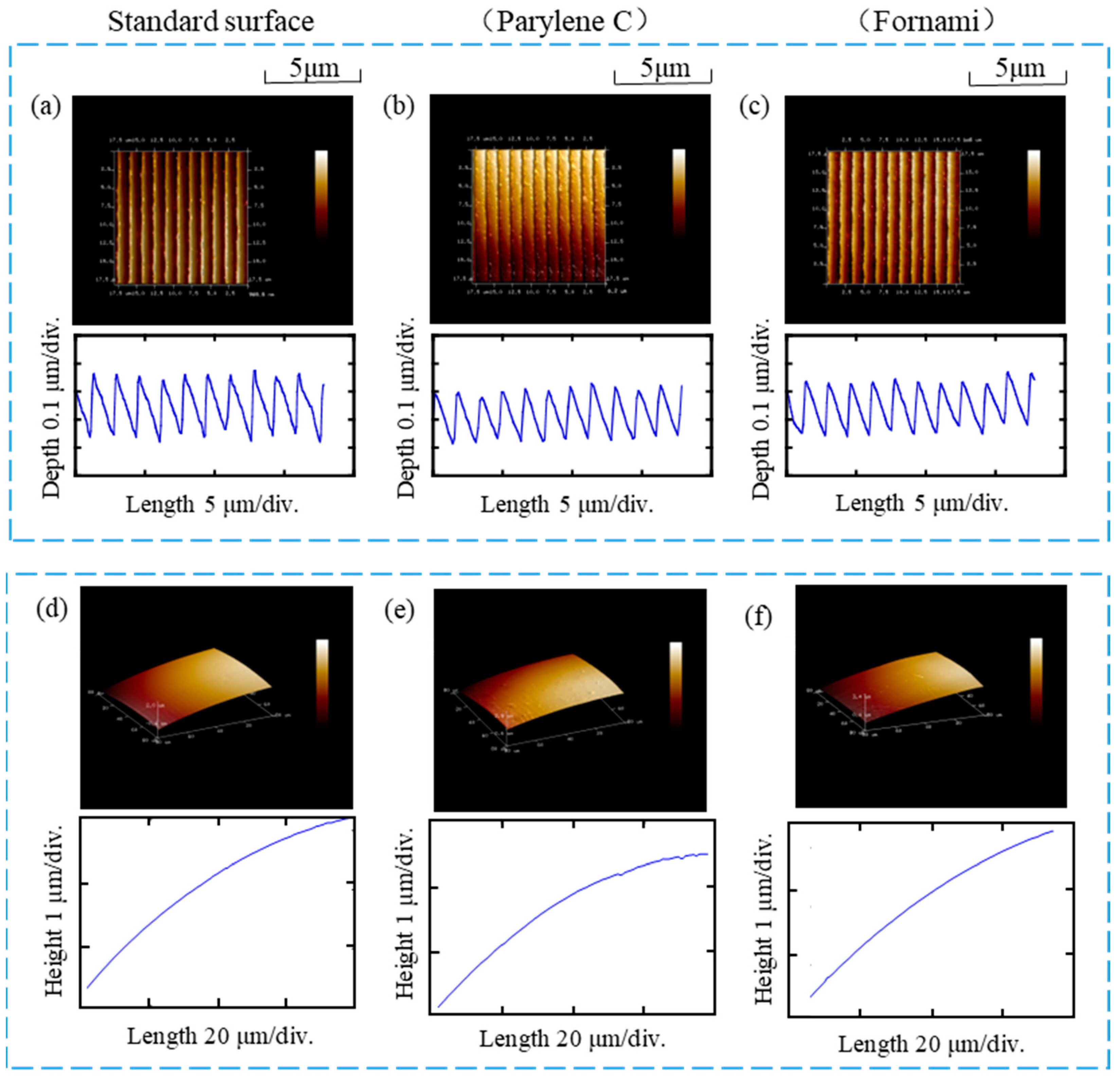
3.2. Characterization of Microlens Array Grating
4. Verification
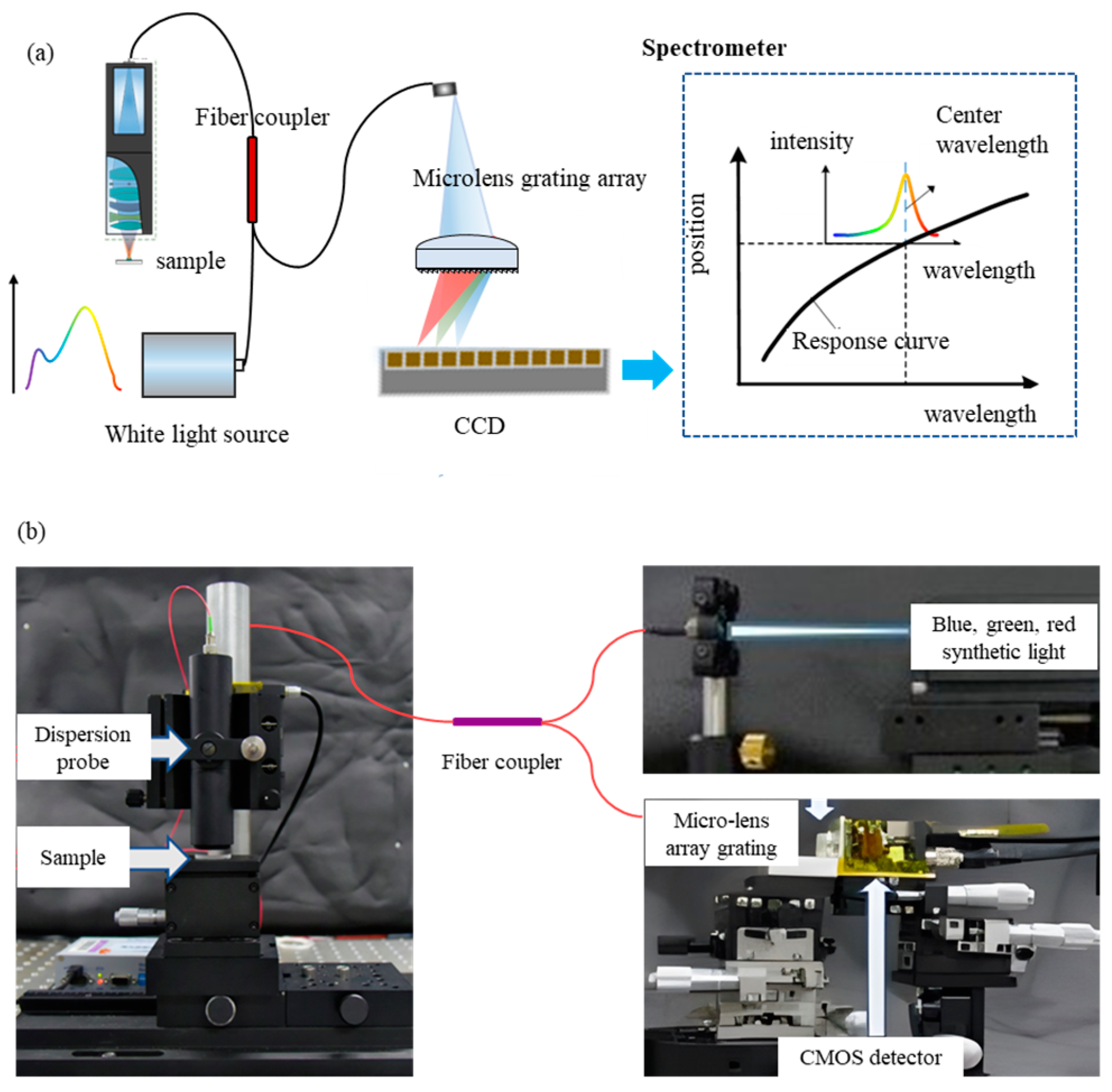
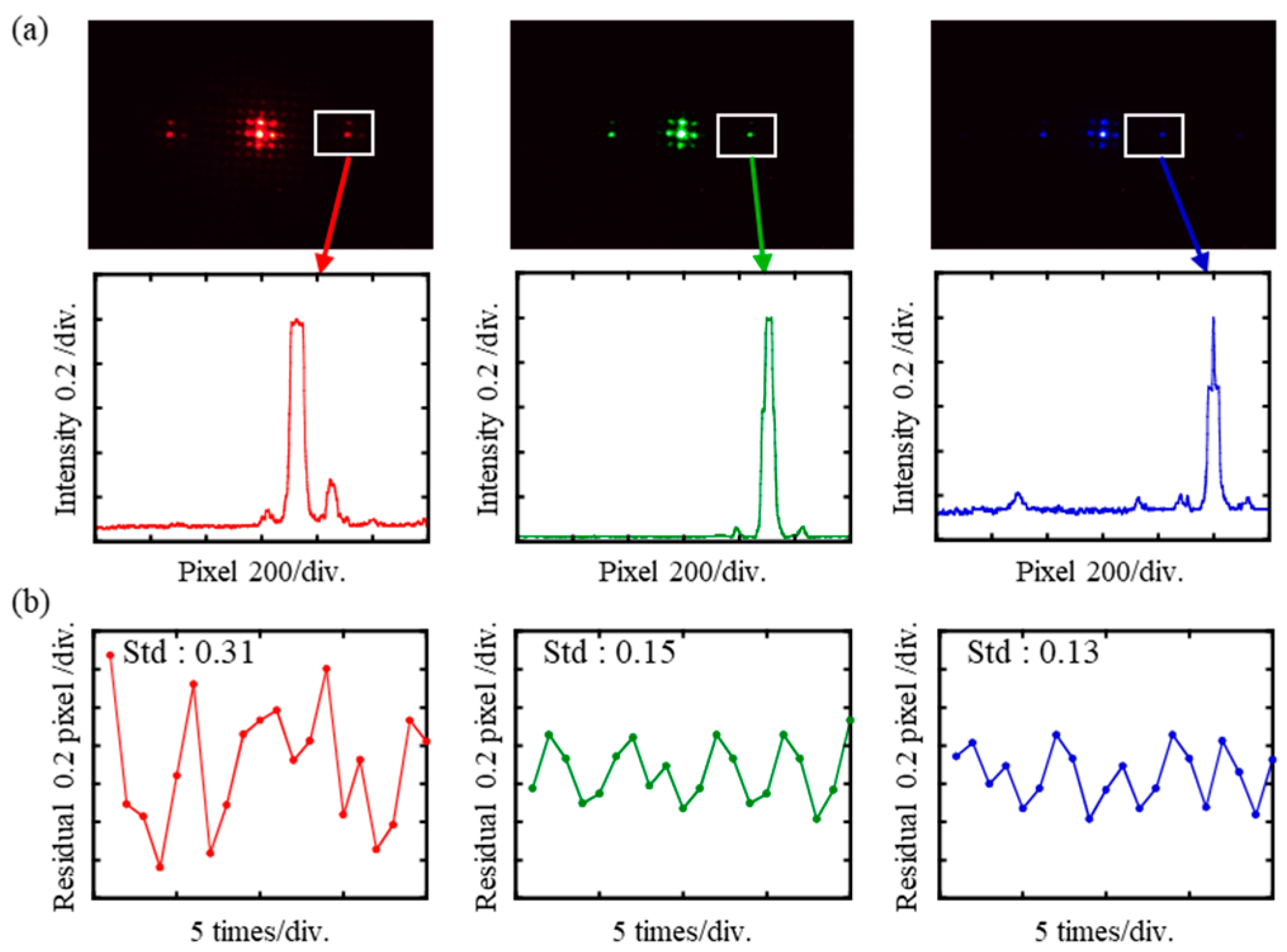
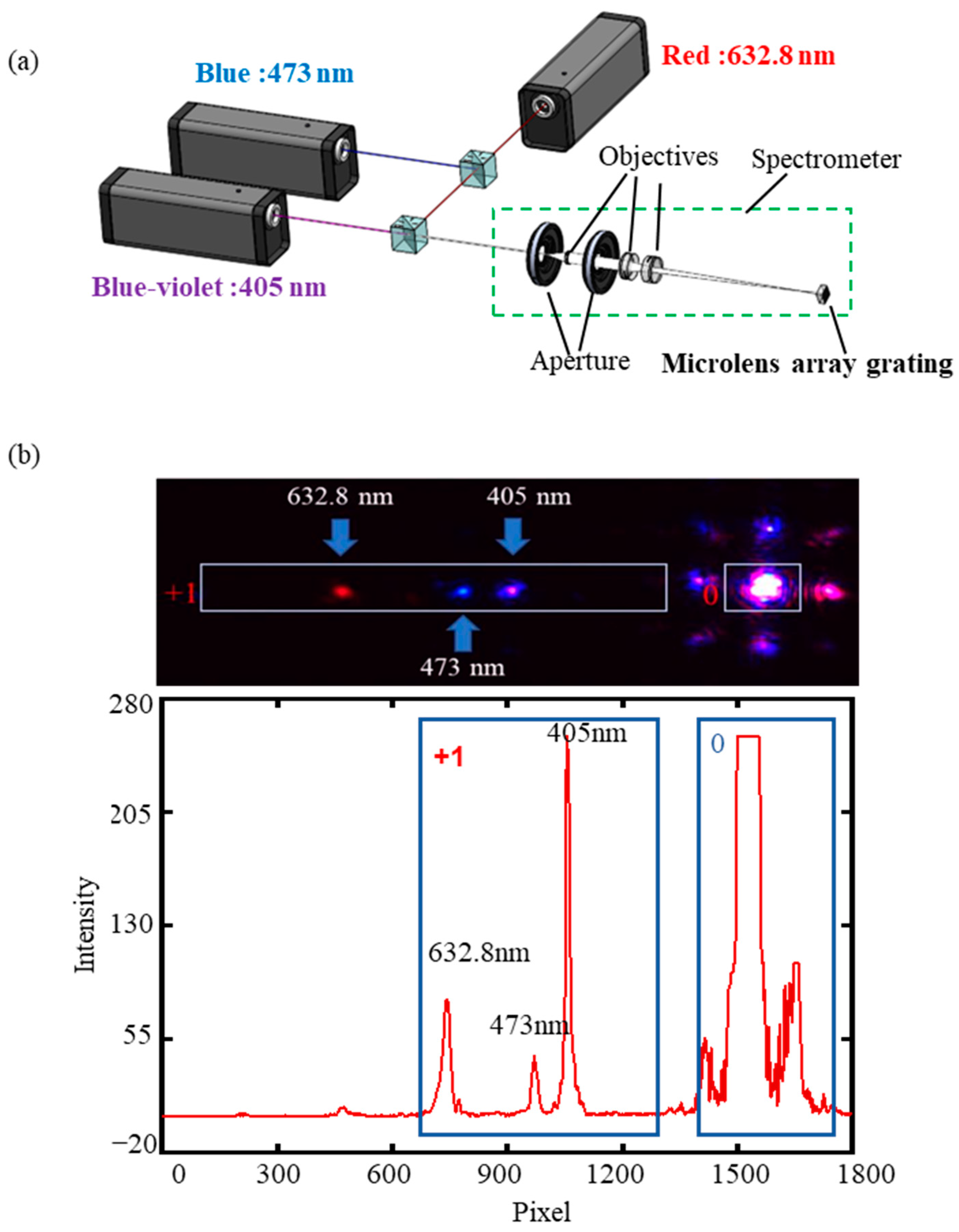
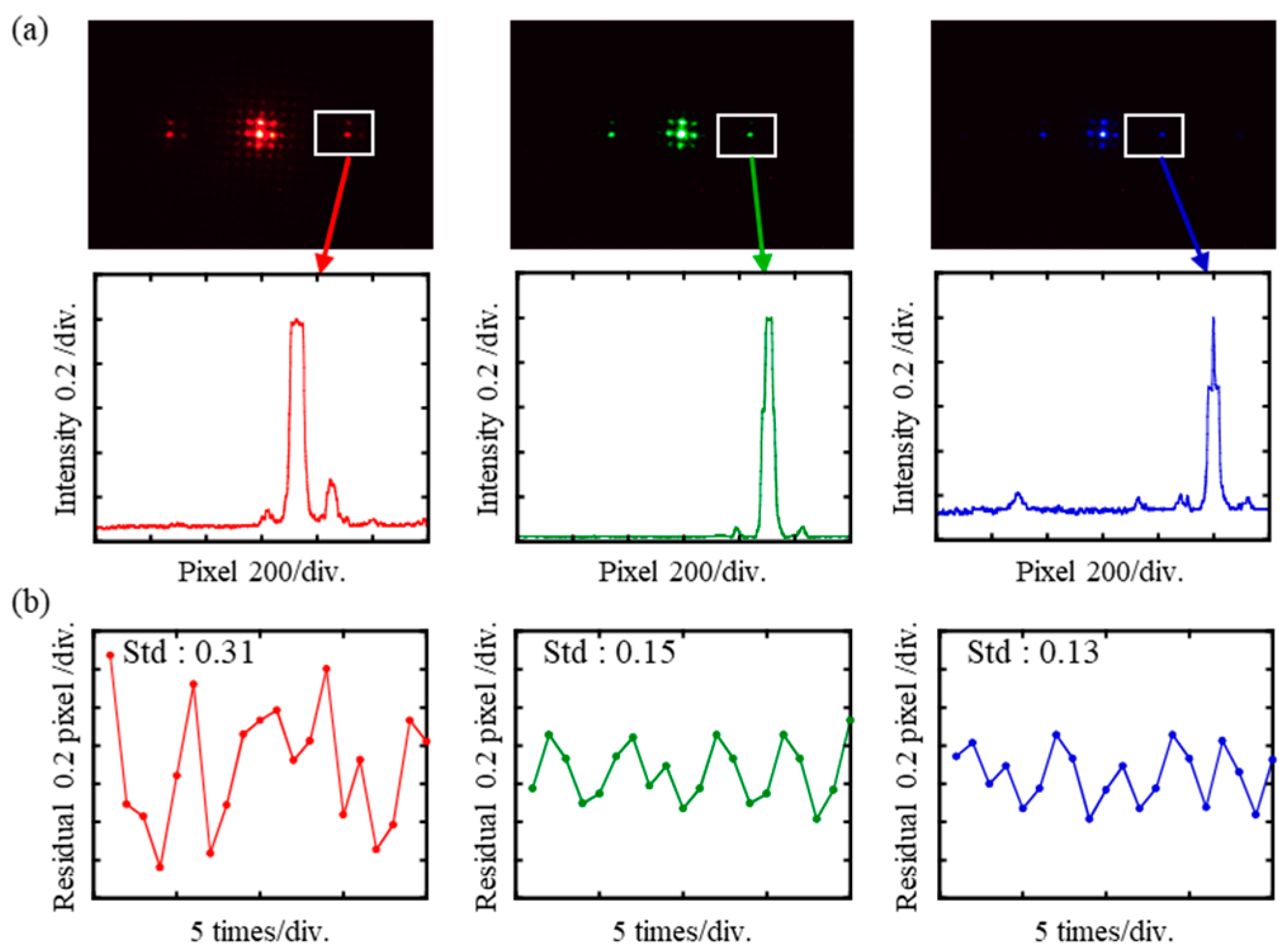
4.1. Characterization of Spectrometer (Calibration)
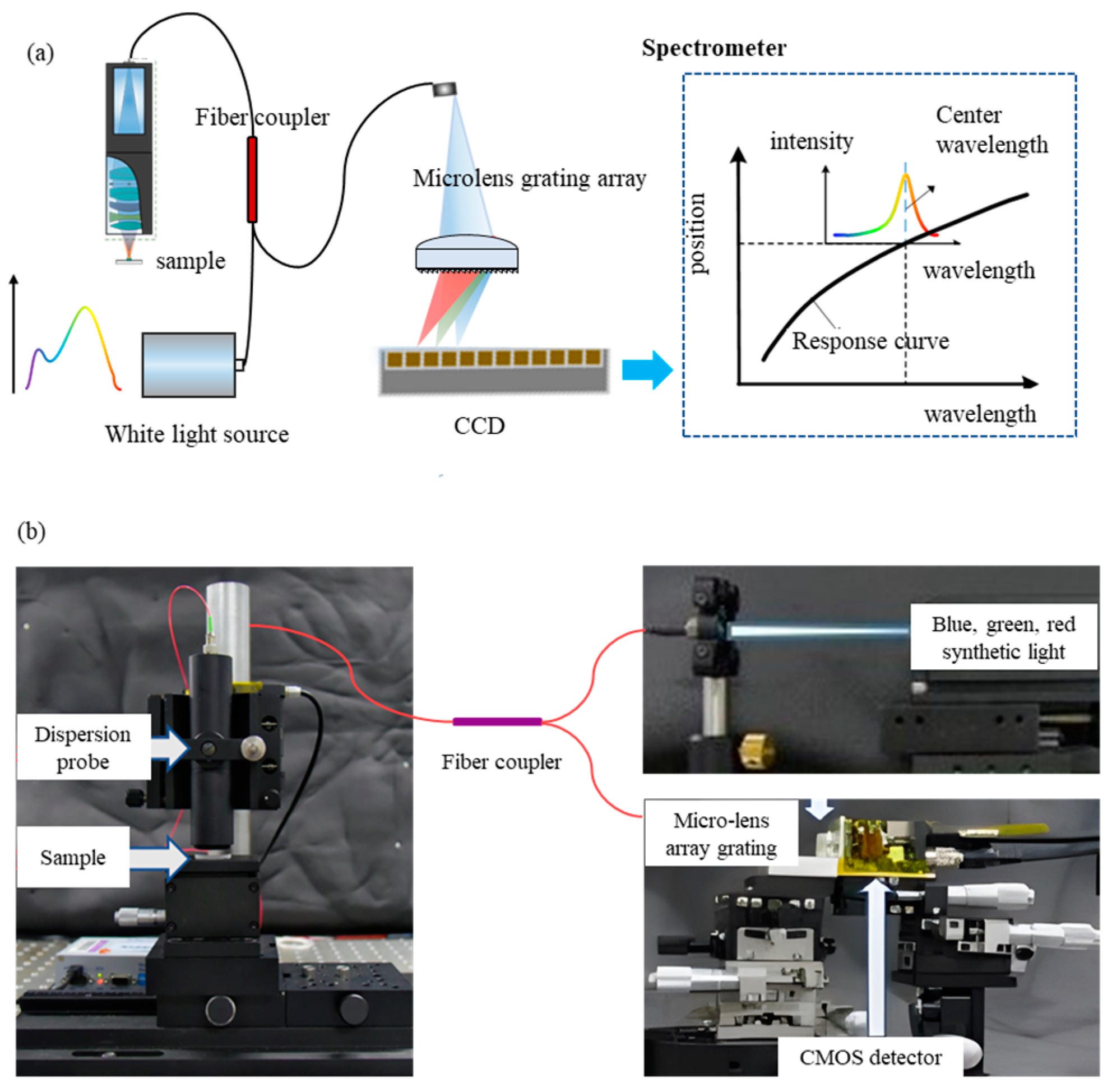
4.2. Application in Chromatic Confocal System
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gao, W. (Ed.) Metrology; Precision Manufacturing; Springer: Singapore, 2019; ISBN 978-981-10-4937-8. [Google Scholar]
- Sato, R.; Li, X.; Fischer, A.; Chen, L.-C.; Chen, C.; Shimomura, R.; Gao, W. Signal Processing and Artificial Intelligence for Dual-Detection Confocal Probes. Int. J. Precis. Eng. Manuf. 2023. [Google Scholar] [CrossRef]
- Schifano, L.; Berghmans, F.; Dewitte, S.; Smeesters, L. Optical Design of a Novel Wide-Field-of-View Space-Based Spectrometer for Climate Monitoring. Sensors 2022, 22, 5841. [Google Scholar] [CrossRef] [PubMed]
- Fathy, A.; Gnambodoe-Capochichi, M.; Sabry, Y.M.; Anwar, M.; Ghoname, A.O.; Saeed, A.; Leprince-Wang, Y.; Khalil, D.; Bourouina, T. Potential of a Miniature Spectral Analyzer for District-Scale Monitoring of Multiple Gaseous Air Pollutants. Sensors 2023, 23, 6343. [Google Scholar] [CrossRef]
- Dastgeer, G.; Shahzad, Z.M.; Chae, H.; Kim, Y.H.; Ko, B.M.; Eom, J. Bipolar Junction Transistor Exhibiting Excellent Output Characteristics with a Prompt Response against the Selective Protein. Adv. Funct. Mater. 2022, 32, 2204781. [Google Scholar] [CrossRef]
- Zhao, Q.; Tong, L.; Gao, B. Spectral Analysis of Stationary Signals Based on Two Simplified Arrangements of Chirp Transform Spectrometer. Electronics 2021, 10, 65. [Google Scholar] [CrossRef]
- Feng, L.; He, X.; Li, Y.; Wei, L.; Nie, Y.; Jing, J.; Zhou, J. Compact Shortwave Infrared Imaging Spectrometer Based on a Catadioptric Prism. Sensors 2022, 22, 4611. [Google Scholar] [CrossRef]
- Zhang, X.; Li, B.; Jiang, X.; Gu, G.; Li, H.; Wang, X.; Lin, G. Design of a Prism-Grating Wide Spectral Range Transmittance Imaging Spectrometer. Sensors 2023, 23, 5050. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, Q.; Fu, Y.; Xu, X.; Wang, C.; Deng, M. Multi-Channel Fiber Optical Spectrometer for High-Throughput Characterization of Photoluminescence Properties. Rev. Sci. Instrum. 2020, 91, 123113. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Li, H.; Zhu, X.; Peng, Z.; Zhang, G.; Yang, J.; Wang, F.; Zhang, Y.F.; Sun, L.; Wang, R.; et al. Directly Printed Embedded Metal Mesh for Flexible Transparent Electrode via Liquid Substrate Electric-Field-Driven Jet. Adv. Sci. 2022, 9, 2105331. [Google Scholar] [CrossRef]
- Yu, F.; Yu, S.; Li, C.; Li, Z.; Song, F.; Xu, Z.; Zhu, Y.; Dai, C.; Cao, X.; Zhang, Z.; et al. Molecular Engineering of Biomimetic Donor-Acceptor Conjugated Microporous Polymers with Full-Spectrum Response and an Unusual Electronic Shuttle for Enhanced Uranium(VI) Photoreduction. Chem. Eng. J. 2023, 466, 143285. [Google Scholar] [CrossRef]
- Zhu, X.; Liu, M.; Qi, X.; Li, H.; Zhang, Y.F.; Li, Z.; Peng, Z.; Yang, J.; Qian, L.; Xu, Q.; et al. Templateless, Plating-Free Fabrication of Flexible Transparent Electrodes with Embedded Silver Mesh by Electric-Field-Driven Microscale 3D Printing and Hybrid Hot Embossing. Adv. Mater. 2021, 33, 2007772. [Google Scholar] [CrossRef]
- Yang, Z.; Albrow-Owen, T.; Cai, W.; Hasan, T. Miniaturization of Optical Spectrometers. Science 2021, 371, eabe0722. [Google Scholar] [CrossRef] [PubMed]
- Walter, P.; Kamalov, A.; Gatton, A.; Driver, T.; Bhogadi, D.; Castagna, J.C.; Cheng, X.; Shi, H.; Obaid, R.; Cryan, J.; et al. Multi-Resolution Electron Spectrometer Array for Future Free-Electron Laser Experiments. J. Synchrotron Radiat. 2021, 28, 1364–1376. [Google Scholar] [CrossRef] [PubMed]
- Gaigalas, A.K.; Wang, L.; He, H.J.; DeRose, P. Procedures for Wavelength Calibration and Spectral Response Correction of CCD Array Spectrometers. J. Res. Natl. Inst. Stand. Technol. 2009, 114, 215. [Google Scholar] [CrossRef] [PubMed]
- Danz, N.; Höfer, B.; Förster, E.; Flügel-Paul, T.; Harzendorf, T.; Dannberg, P.; Leitel, R.; Kleinle, S.; Brunner, R. Miniature Integrated Micro-Spectrometer Array for Snap Shot Multispectral Sensing. Opt. Express 2019, 27, 5719–5728. [Google Scholar] [CrossRef]
- MX2500 Series, Ocean Optics. Available online: www.oceaninsight.cn (accessed on 12 July 2023).
- HORIBA OEM, HORIBA. Available online: www.horiba.com (accessed on 12 July 2023).
- Wang, Y.; Qu, Y.; Zhao, H.; Fan, X. Construction, Spectral Modeling, Parameter Inversion-Based Calibration, and Application of an Echelle Spectrometer. Sensors 2023, 23, 6630. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Shen, H.; Liu, W.; Zhang, J.; Meng, L. Design of Compact Mid-Infrared Cooled Echelle Spectrometer Based on Toroidal Uniform-Line-Spaced (TULS) Grating. Sensors 2022, 22, 7291. [Google Scholar] [CrossRef]
- Traut, S. Holographically Recorded Gratings on Microlenses for a Miniaturized Spectrometer Array. Opt. Eng. 2000, 39, 290–298. [Google Scholar] [CrossRef]
- Hirano, T.; Shimatani, N.; Kintaka, K.; Nishio, K.; Awatsuji, Y.; Ura, S. Combined Blazed Grating and Microlens Array for Color Image Sensing. Jpn. J. Appl. Phys. 2014, 53, 032501. [Google Scholar] [CrossRef]
- Shi, J.; Huang, Y.S.; Peng, L.N.; Ni, Z.J.; Zhang, D.W. Grating/Microlens Arrays Fabricated by Hot-Melting, Self-Assembly and Replication. Opt. Mater. 2020, 104, 109733. [Google Scholar] [CrossRef]
- Dastgeer, G.; Afzal, A.M.; Jaffery, S.H.A.; Imran, M.; Assiri, M.A.; Nisar, S. Gate Modulation of the Spin Current in Graphene/WSe2 van Der Waals Heterostructure at Room Temperature. J. Alloys Compd. 2022, 919, 165815. [Google Scholar] [CrossRef]
- Elahi, E.; Suleman, M.; Nisar, S.; Sharma, P.R.; Iqbal, M.W.; Patil, S.A.; Kim, H.; Abbas, S.; Chavan, V.D.; Dastgeer, G.; et al. Robust Approach towards Wearable Power Efficient Transistors with Low Subthreshold Swing. Mater. Today Phys. 2023, 30, 100943. [Google Scholar] [CrossRef]
- Zhang, L.; Yi, A.Y.; Yan, J. Flexible Fabrication of Fresnel Micro-Lens Array by off-Spindle-Axis Diamond Turning and Precision Glass Molding. Precis. Eng. 2022, 74, 186–194. [Google Scholar] [CrossRef]
- Zhou, Q.; Li, X.; Geng, M.; Hu, H.; Ni, K.; Zhong, L.; Yan, P.; Wang, X. Economic Fabrication of a Novel Hybrid Planar Grating/Fresnel Lens for Miniature Spectrometers. Opt. Express 2018, 26, 6079–6089. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Zhou, Q.; Ni, K.; Pang, J.; Tian, R. Design of a Variable-Line-Spacing Grating Pattern for Spectrometers Based on a Grating Fresnel Device. Opt. Lett. 2016, 41, 1470–1473. [Google Scholar] [CrossRef]
- Ma, L.; Lin, J.; Ma, Y.; Jin, P.; Tan, J. Subwavelength Focusing of Micro Grating-Fresnel Lens. Opt. Commun. 2013, 298–299, 242–245. [Google Scholar] [CrossRef]
- Lee, C.L.; Dawson, M.D.; Gu, E. Diamond Double-Sided Micro-Lenses and Reflection Gratings. Opt. Mater. 2010, 32, 1123–1129. [Google Scholar] [CrossRef]
- Qin, D.; Xia, Y.; Whitesides, G.M. Soft Lithography for Micro- and Nanoscale Patterning. Nat. Protoc. 2010, 5, 491. [Google Scholar] [CrossRef] [PubMed]
- Sun, R.; Yang, H.; Rock, D.M.; Danaei, R.; Panat, R.; Kessler, M.R.; Li, L. Manufacturing PDMS Micro Lens Array Using Spin Coating under a Multiphase System. J. Micromechan. Microeng. 2017, 27, 055012. [Google Scholar] [CrossRef]
- Zhou, Q.; Li, X.; Ni, K.; Tian, R.; Pang, J. Holographic Fabrication of Large-Constant Concave Gratings for Wide-Range Flat-Field Spectrometers with the Addition of a Concave Lens. Opt. Express 2016, 24, 732–738. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Ni, K.; Zhou, Q.; Yan, P.; Pang, J.; Wang, X. Improved Master-Replica Separation Process for Fabrication of a Blazed Concave Grating by Using a Combination-Type Convex Grating. Appl. Opt. 2017, 56, 298–302. [Google Scholar] [CrossRef]
- Zhao, C.; Cheung, C.F.; Xu, P. High-Efficiency Sub-Microscale Uncertainty Measurement Method Using Pattern Recognition. ISA Trans. 2020, 101, 503–514. [Google Scholar] [CrossRef] [PubMed]
- Jiang, W.; Wang, H.; Xie, W.; Qu, Z. Lithography Alignment Techniques Based on Moiré Fringe. Photonics 2023, 10, 351. [Google Scholar] [CrossRef]
- Gao, W.; Shimizu, Y. Optical Metrology for Precision Engineering; De Gruyter: Vienna, Austria, 2021; ISBN 9783110542363. [Google Scholar]
- Scheeline, A. How to Design a Spectrometer. Appl. Spectrosc. 2017, 71, 2237–2252. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavelength/nm | Resolution/nm |
|---|---|
| 400 | 13 |
| 450 | 12 |
| 470 | 11 |
| 550 | 9 |
| 600 | 9 |
| 625 | 7 |
| 650 | 6 |
| 675 | 8 |
| 700 | 9 |
| Parameter | Upper Mold | Bottom Mold |
|---|---|---|
| Side length | 40 mm | 40 mm |
| Thickness | 5 mm | 4 mm |
| Groove shape | Circle | Circle |
| Groove diameter | 12.7 mm | 16.2 mm |
| Groove depth | 5 mm | 2 mm |
| Positioning hole diameter | 4 mm | 3 mm |
| Parameter | Upper Mold | Middle Mold | Bottom Mold |
|---|---|---|---|
| Side length | 40 mm | 40 mm | 40 mm |
| Thickness | 4 mm | 4 mm | 10 mm |
| Groove shape | Circle | square | Square |
| Groove diameter | 16.2 mm | 10 mm | 13.7 mm |
| Groove depth | 2 mm | 4 mm | 6 mm |
| Positioning hole diameter | 3 mm | 2 mm | 2 mm |
| Samples | Grating in MLGA | Grating |
|---|---|---|
| Width 8 cycles/μm | 13.093 | 13.115 |
| Average width/μm | 1.637 | 1.639 |
| Width deviation | 0.10% | - |
| Average depth/nm | 183.4 | 187.5 |
| Depth deviation | 2.20% | - |
| Samples | Micro-Lens in MLGA | Micro-Lens | |
|---|---|---|---|
| Coating material | P | F | - |
| Curvature/mm−1 | 1/1.755 | 1/1.806 | 1/1.768 |
| Deviation | 0.70% | 2.10% | - |
| No. | 632.8 nm | 473 nm | 405 nm |
|---|---|---|---|
| 1 | 773 | 541 | 458 |
| 2 | 772 | 541 | 457 |
| 3 | 771 | 542 | 456 |
| 4 | 772 | 540 | 456 |
| Std (pixel) | 0.81 | 0.82 | 0.95 |
| Sta (nm) | 0.48 | 0.64 | 0.81 |
| Simulation (nm) | Around 0.5 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shan, S.; Li, J.; Liu, P.; Li, Q.; Wang, X.; Li, X. A Microlens Array Grating for Miniature Multi-Channel Spectrometers. Sensors 2023, 23, 8381. https://doi.org/10.3390/s23208381
Shan S, Li J, Liu P, Li Q, Wang X, Li X. A Microlens Array Grating for Miniature Multi-Channel Spectrometers. Sensors. 2023; 23(20):8381. https://doi.org/10.3390/s23208381
Chicago/Turabian StyleShan, Shuonan, Jingwen Li, Peiyuan Liu, Qiaolin Li, Xiaohao Wang, and Xinghui Li. 2023. "A Microlens Array Grating for Miniature Multi-Channel Spectrometers" Sensors 23, no. 20: 8381. https://doi.org/10.3390/s23208381
APA StyleShan, S., Li, J., Liu, P., Li, Q., Wang, X., & Li, X. (2023). A Microlens Array Grating for Miniature Multi-Channel Spectrometers. Sensors, 23(20), 8381. https://doi.org/10.3390/s23208381