

Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows

 ,
, 
Abstract
1. Introduction
2. Physical Phenomena, the Kinetics of Which Is Studied by Controlling Acoustic Signals
2.1. Directions of Research Carried out Using the Control of Elastic Waves
2.2. The Use of VA Signals to Monitor the Mechanical Machining of Materials
2.3. Results of the Study of VA Signals during Processing by Concentrated Energy Flows
3. Comparison of Acoustic Properties of EDM and RBT Processes
4. Conclusions
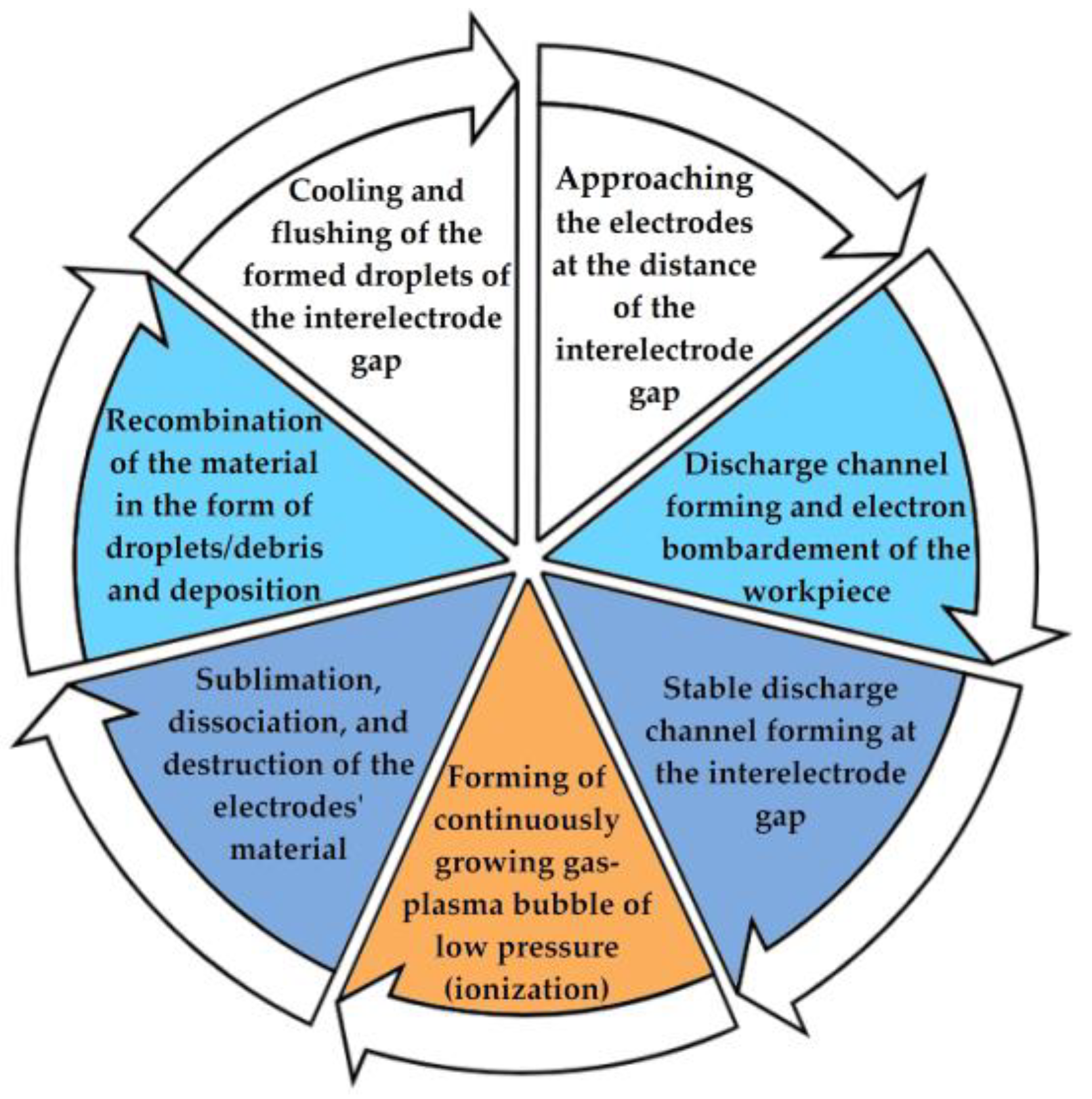
- It is known from the technical literature that all CEF technologies are associated with similar processes accompanied by structural and phase rearrangements, abrupt changes in local volumes, and elastic stresses that generate elastic waves in a wide frequency range, propagating through the elastic system of the equipment.
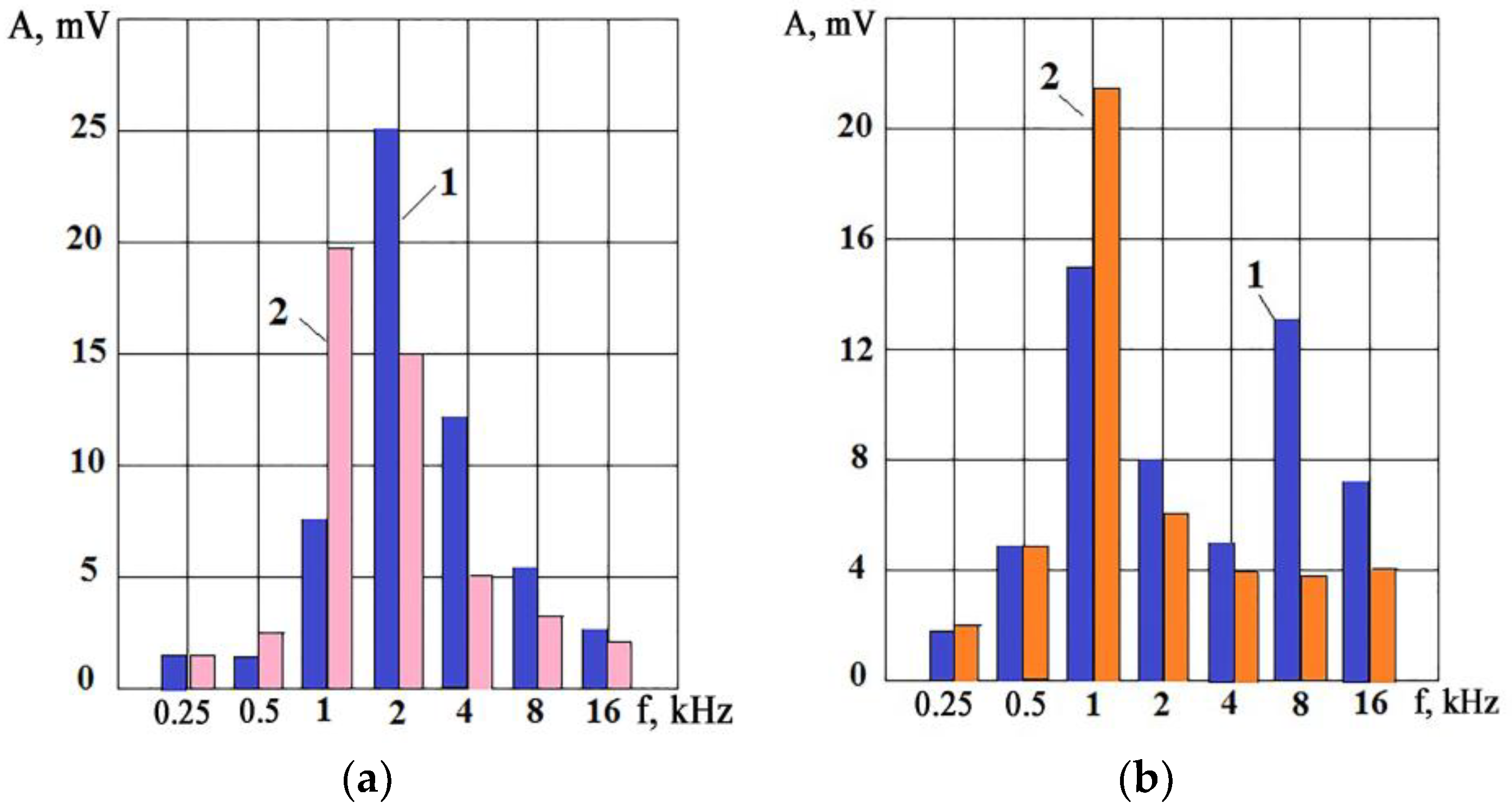
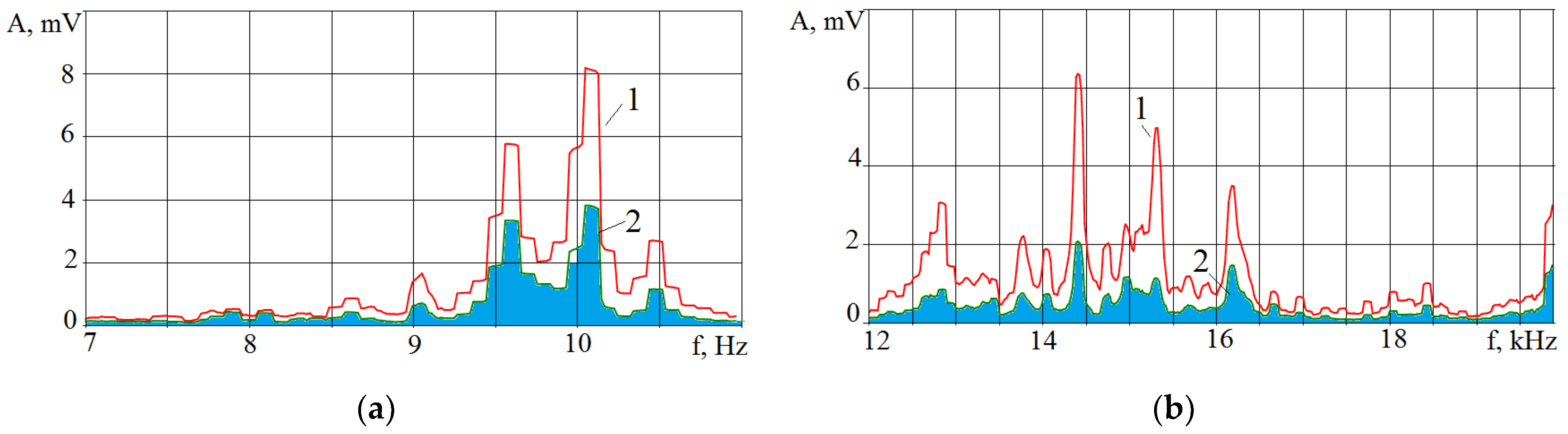
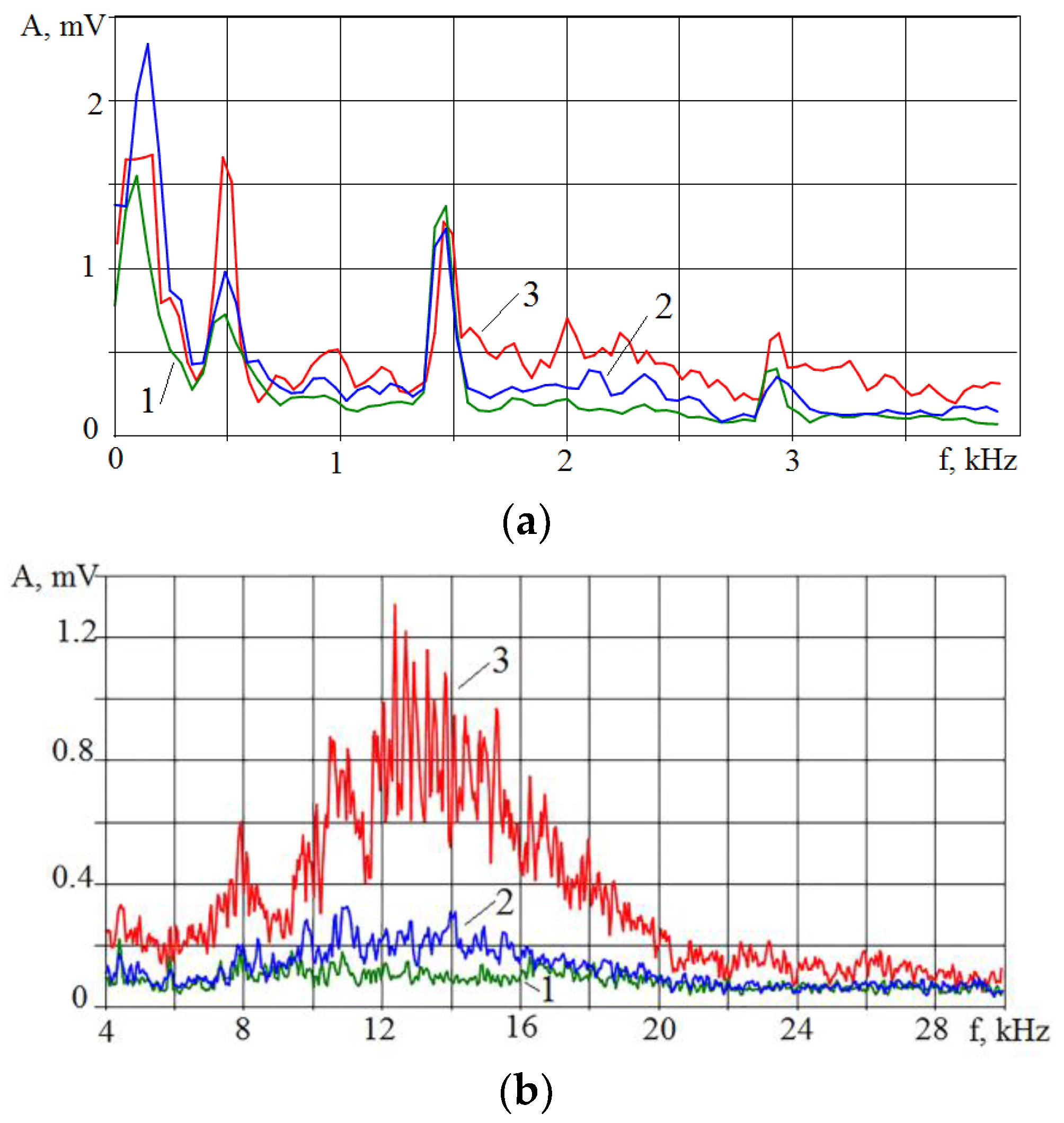
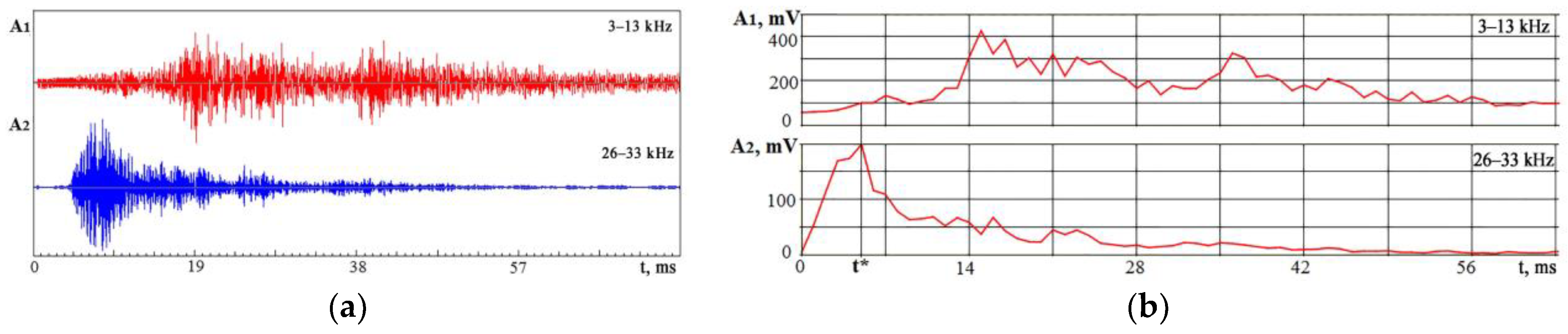
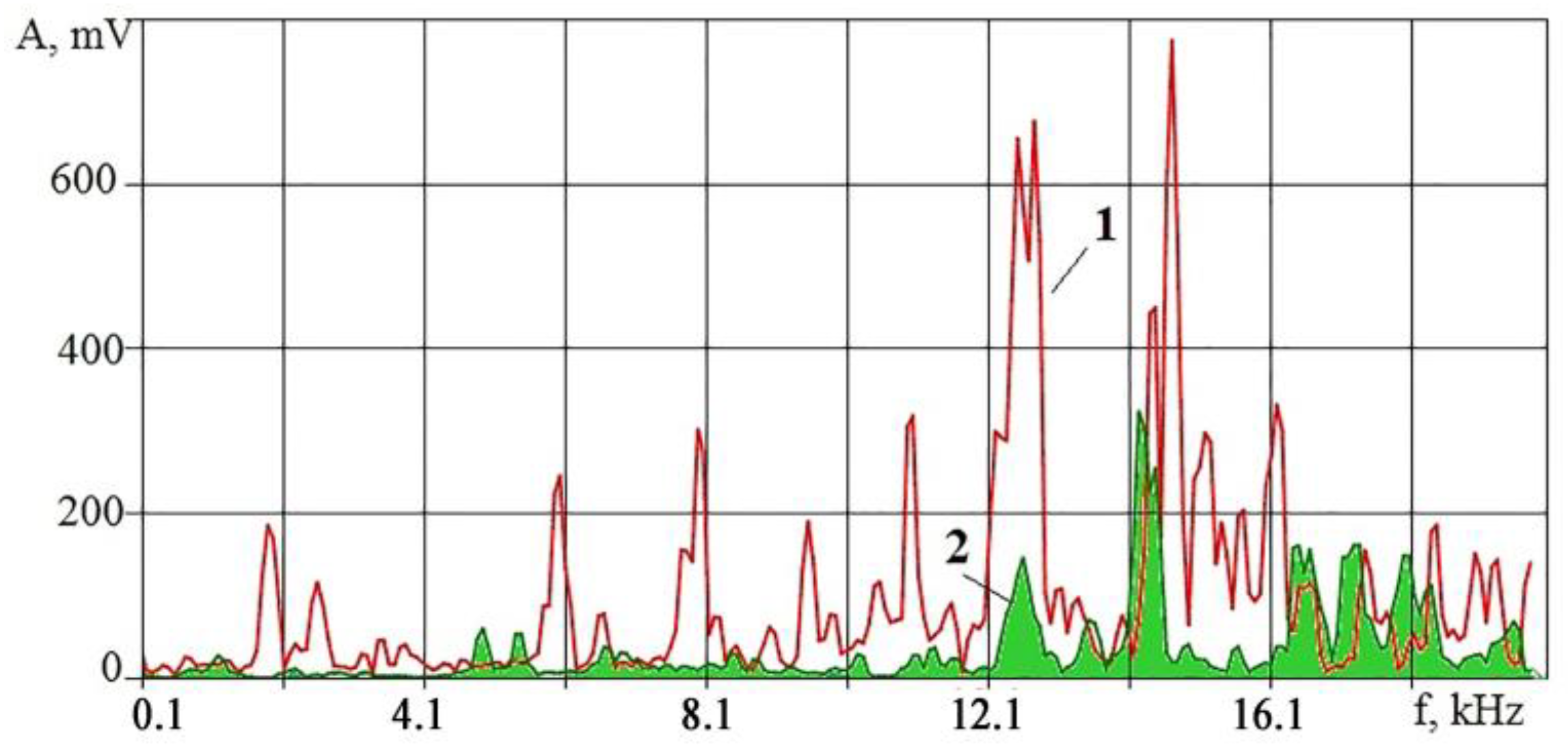
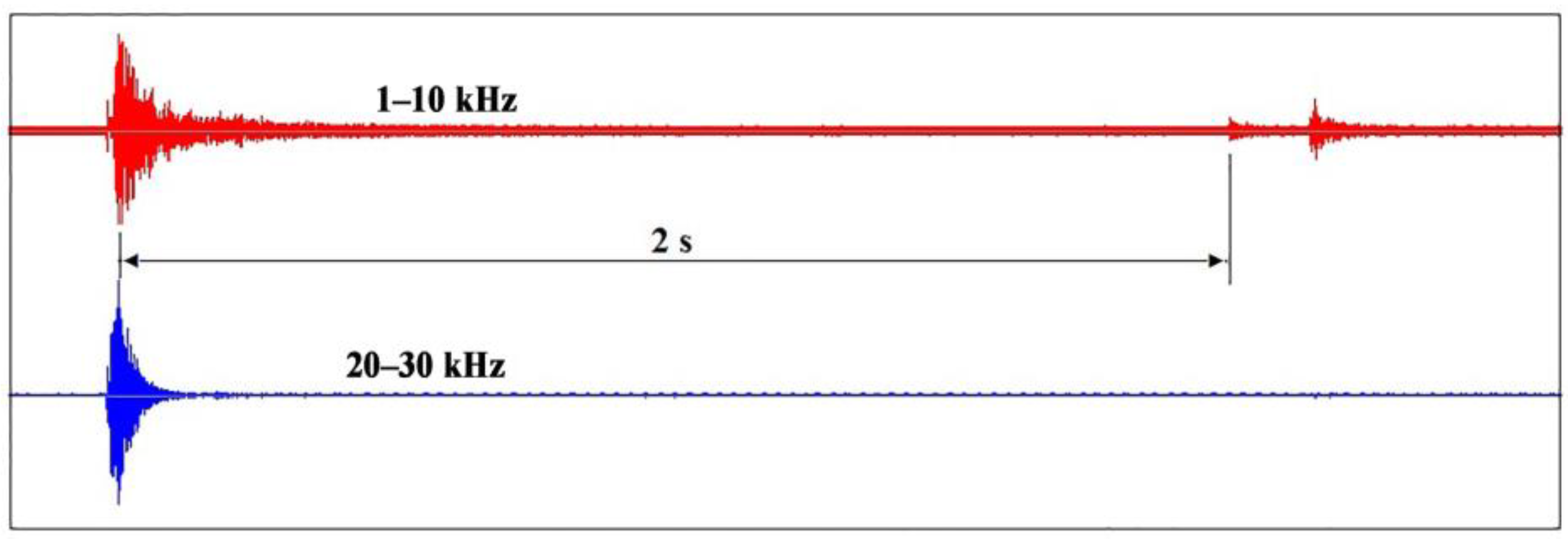
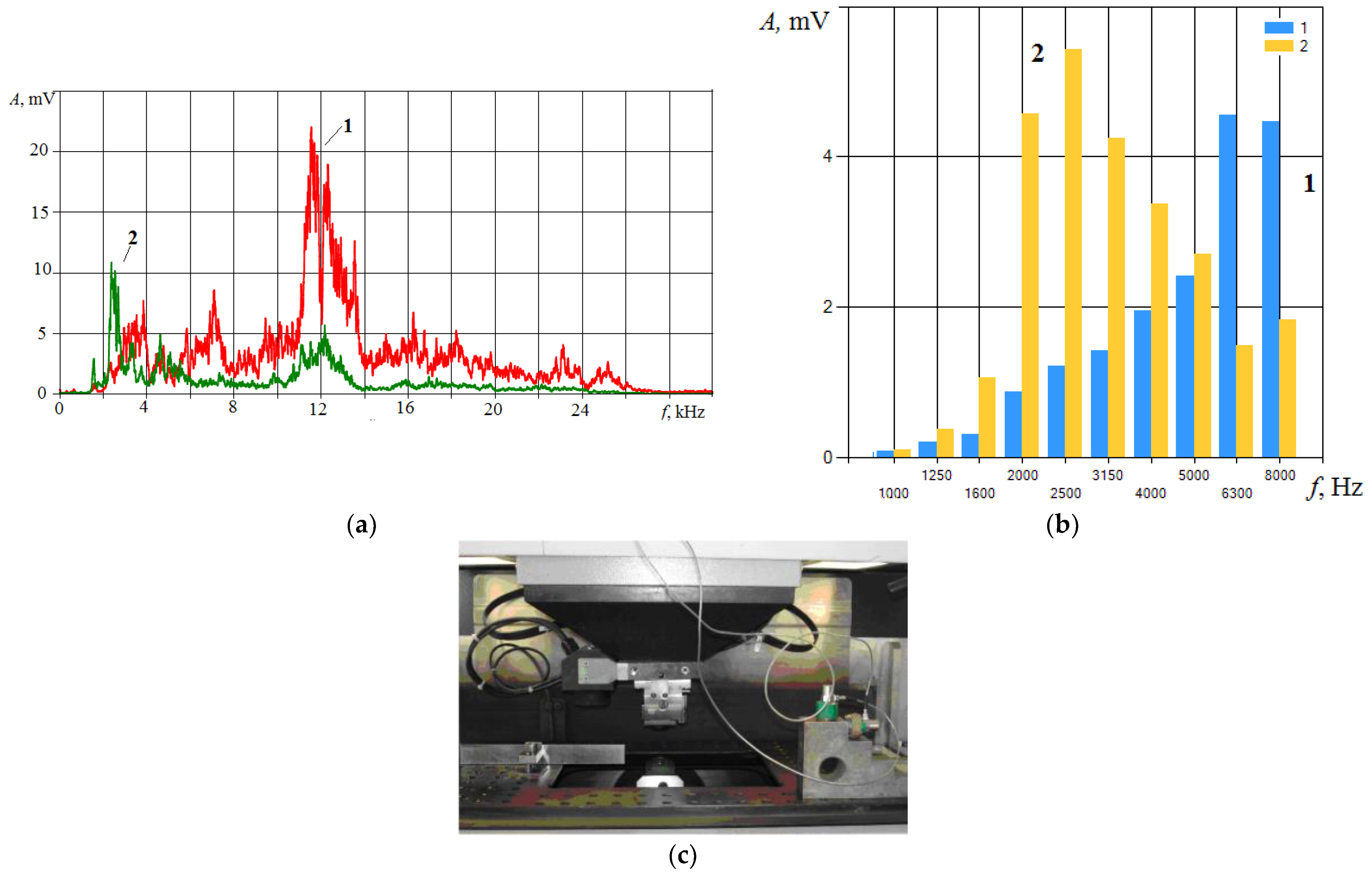
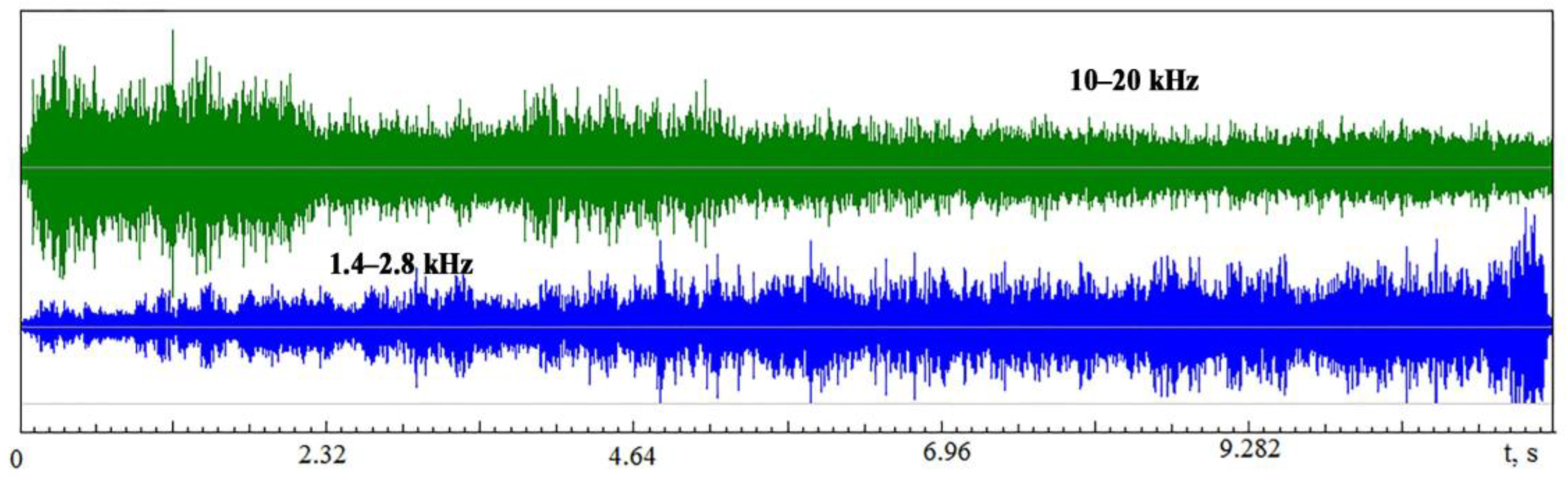
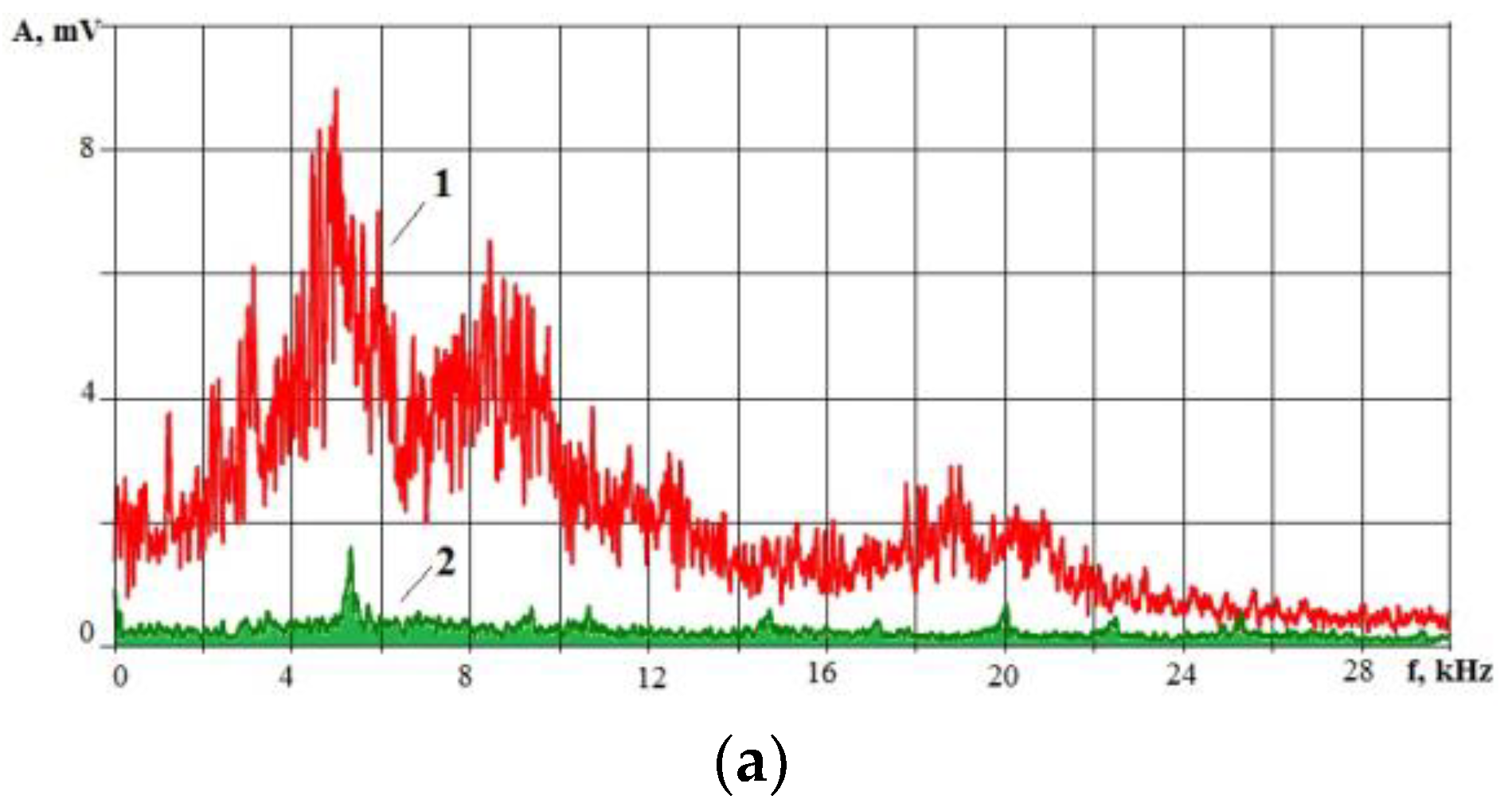
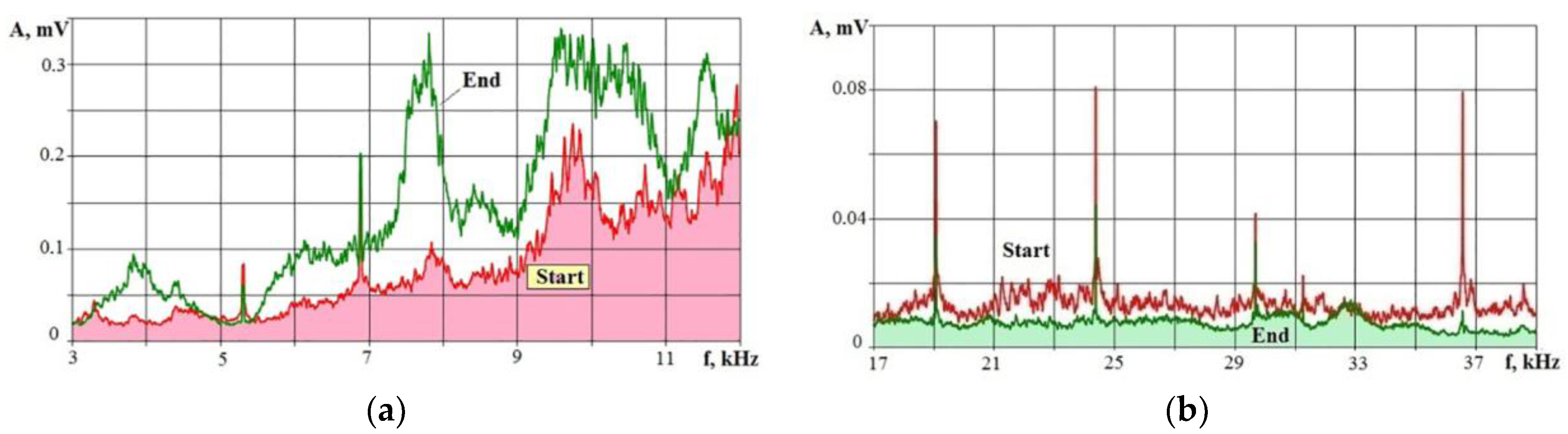
- Studies of vibration signals for various CEF technologies have shown that the frequency range of up to 50 kHz is quite informative for monitoring. This frequency range is more suitable for the industry than the one above 100 kHz, which is often mentioned in the literature when studying, for example, laser impact on materials. Signals at low frequencies decay more slowly with distance and better overcome the joints of parts. Thus, they are more convenient to use in real conditions.
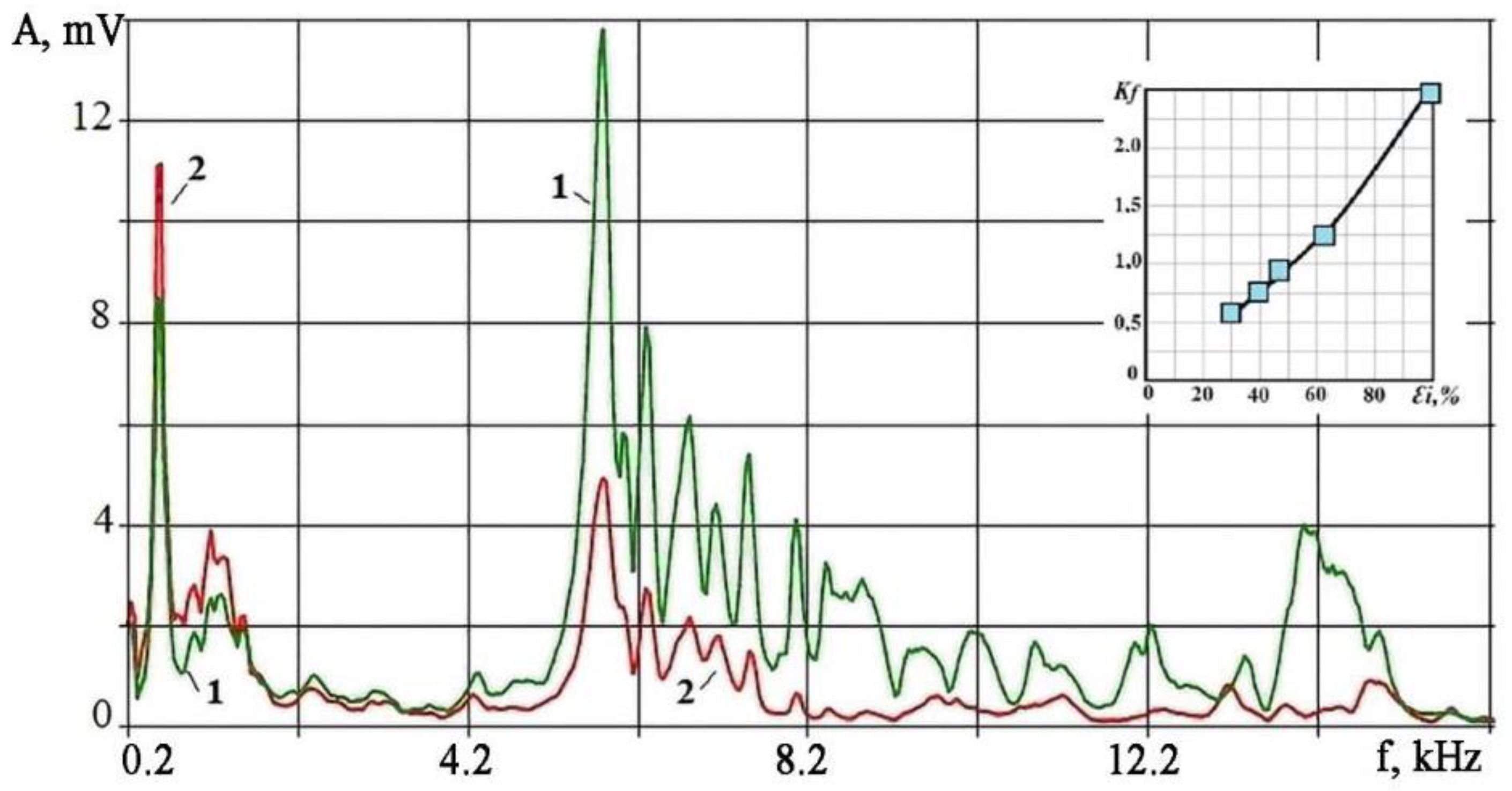
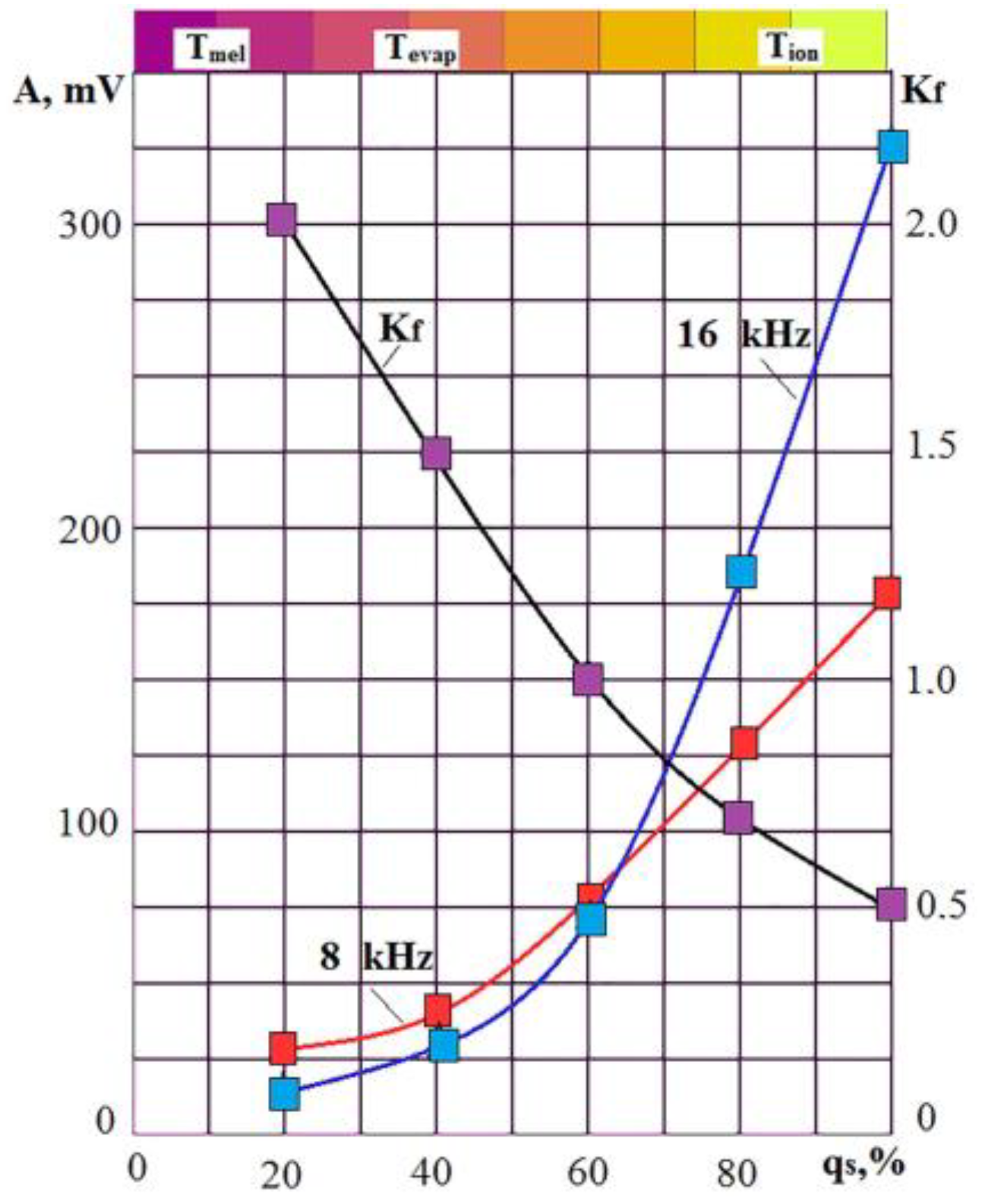
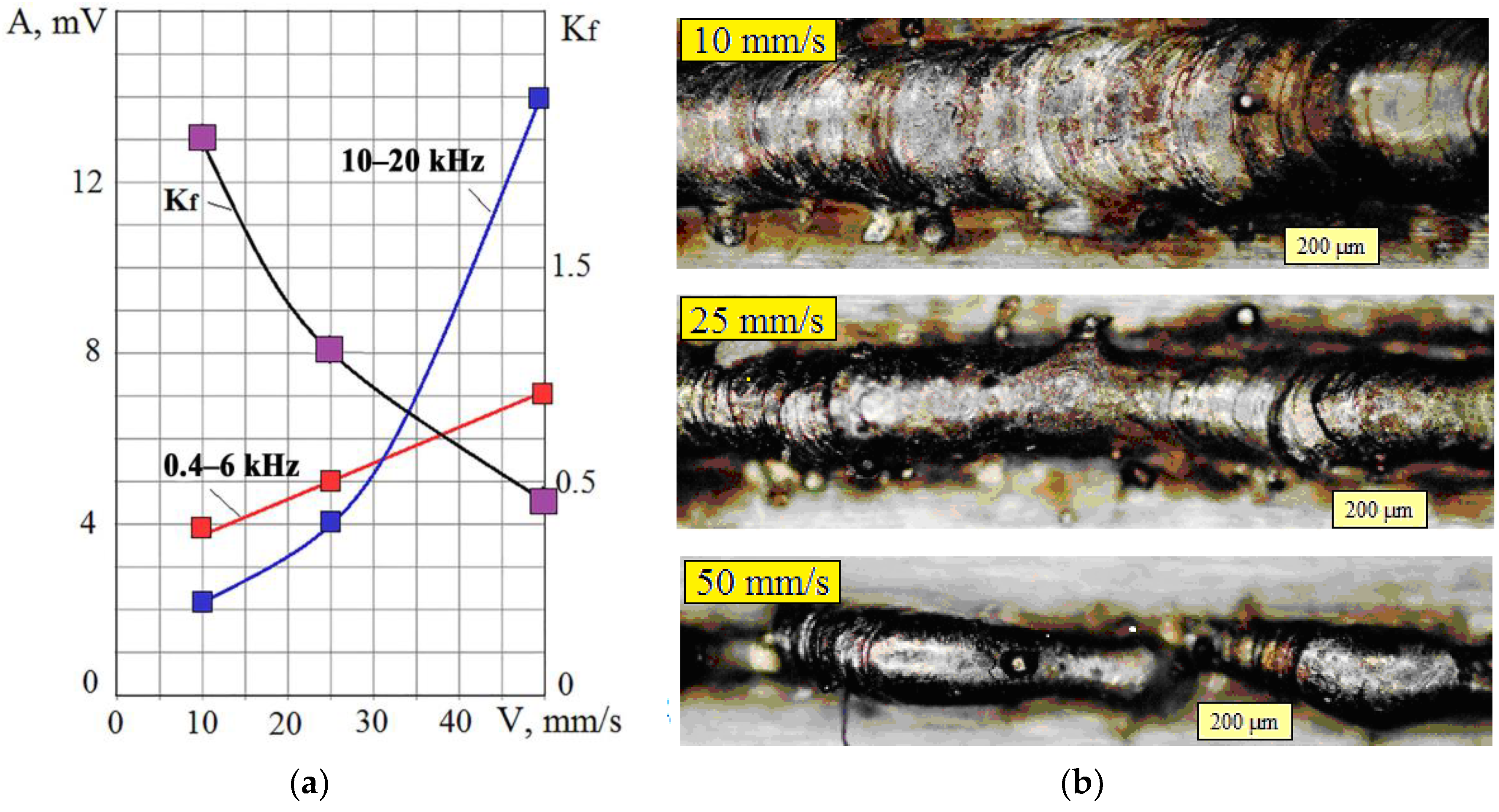
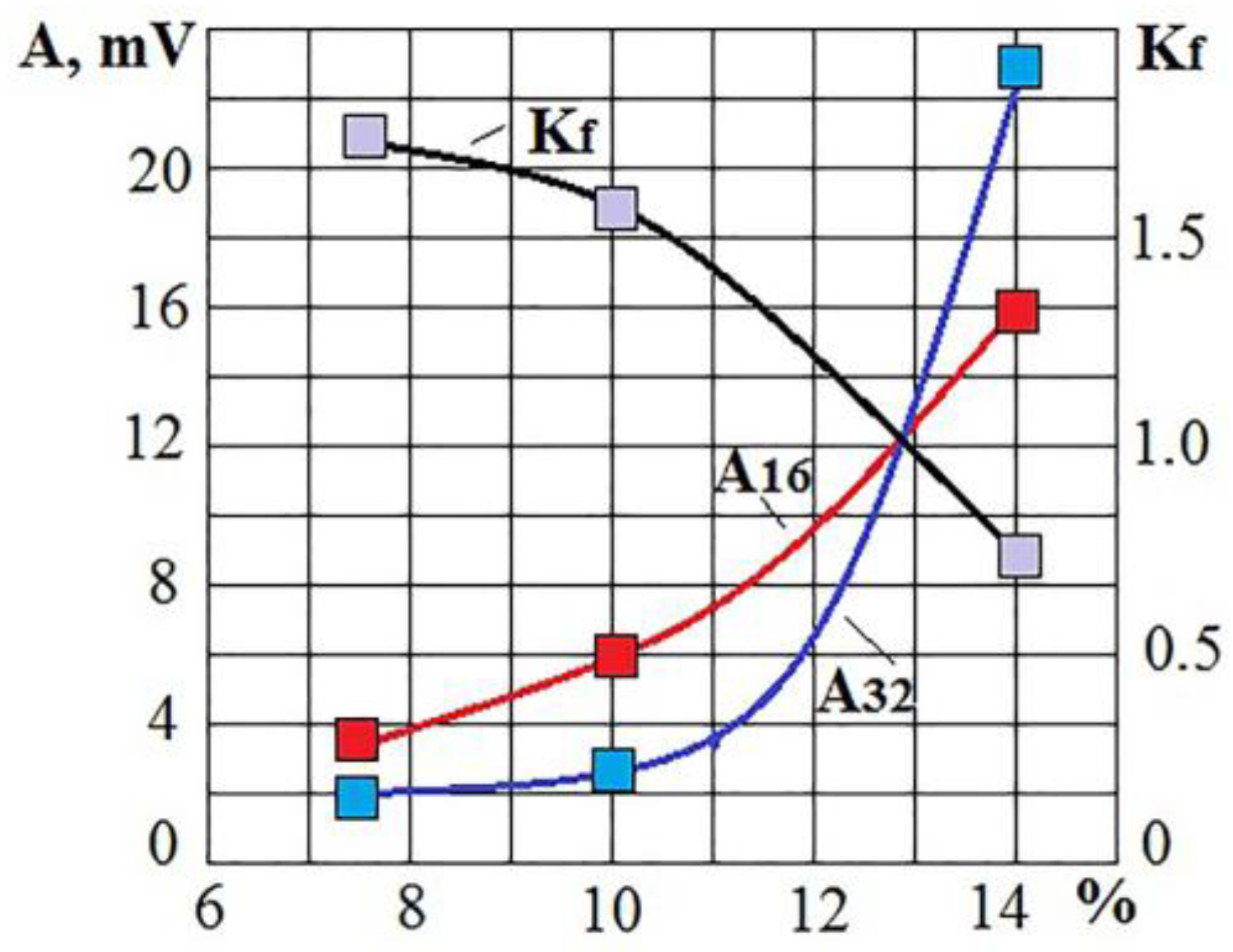
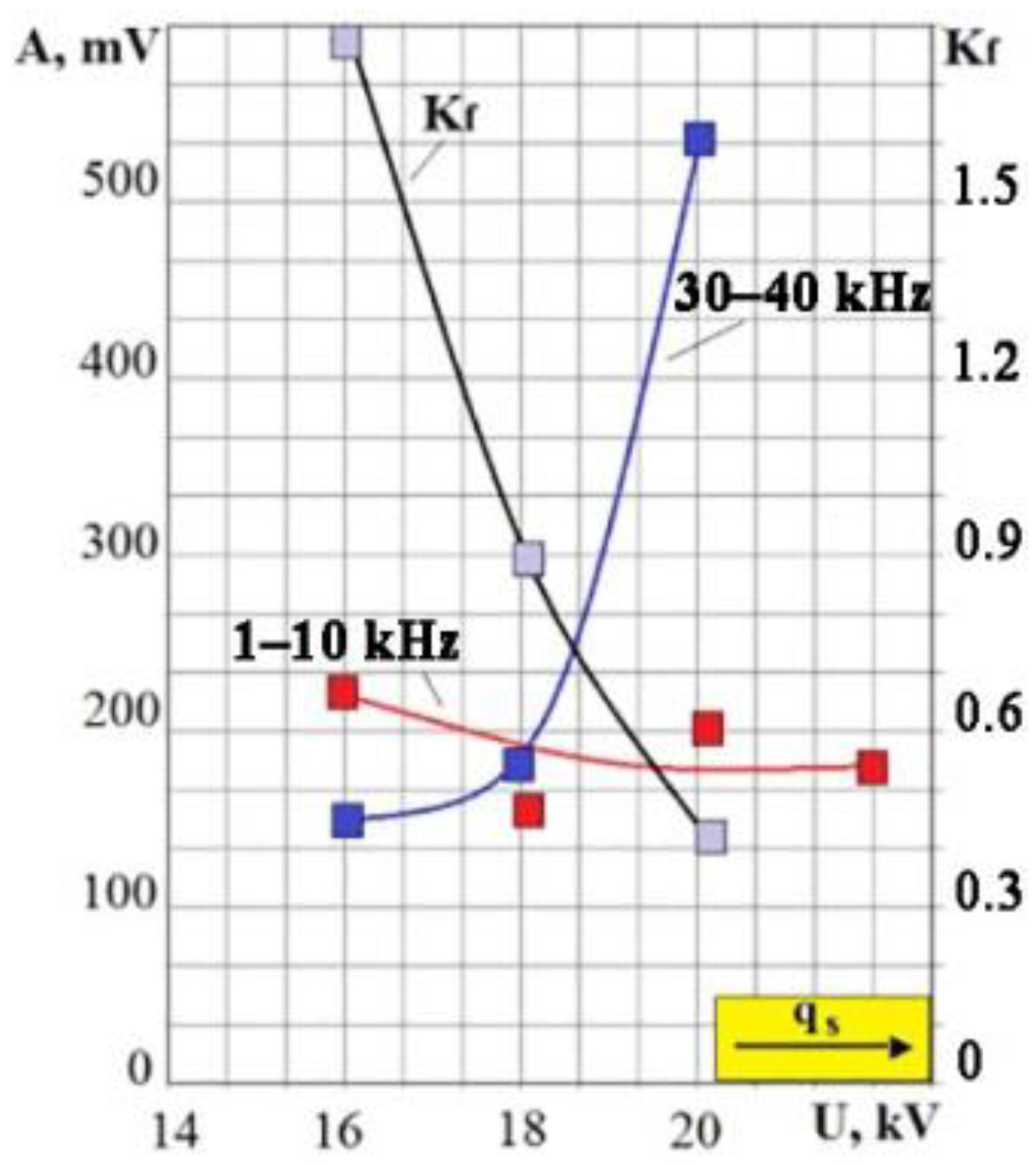
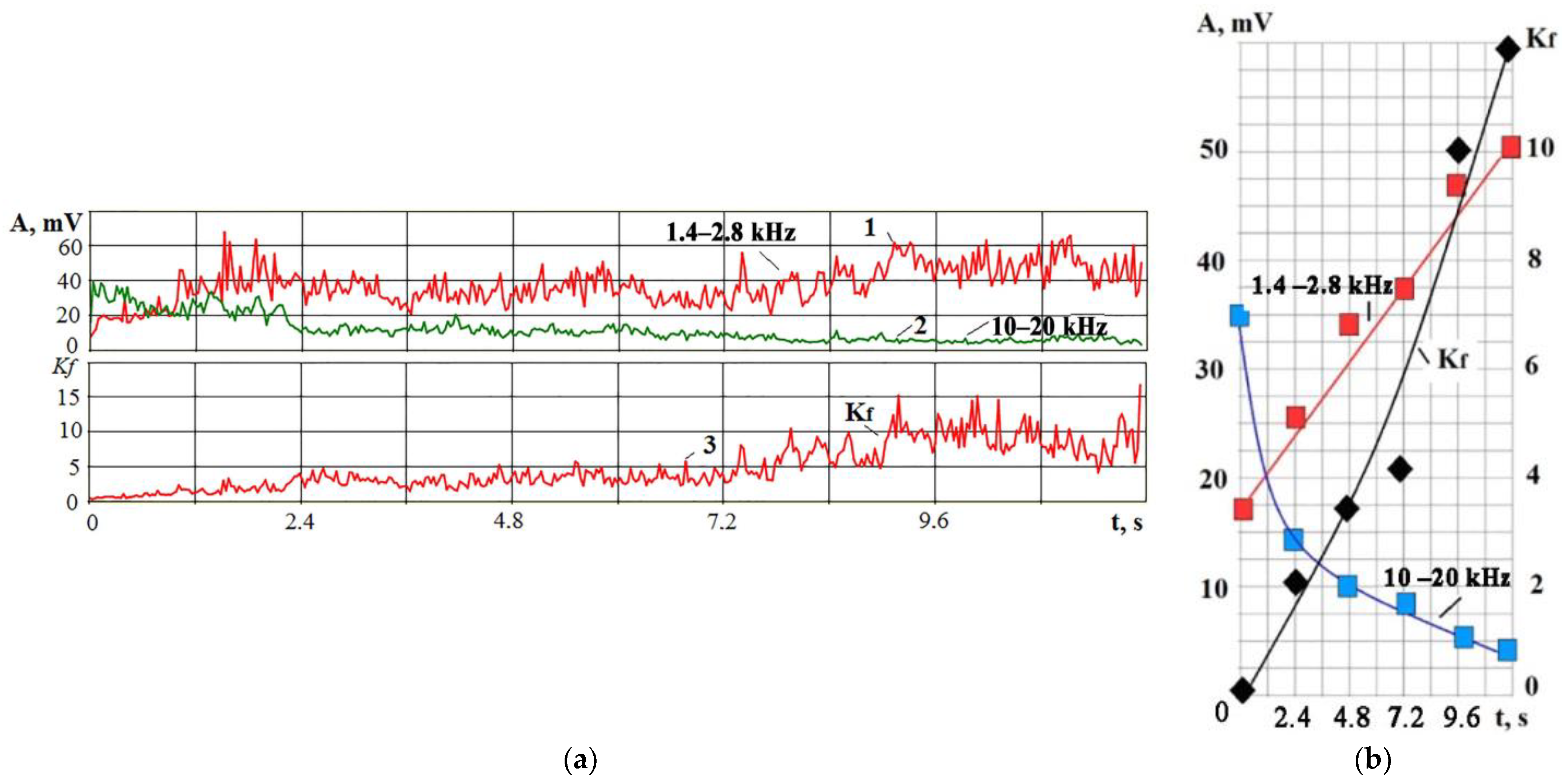
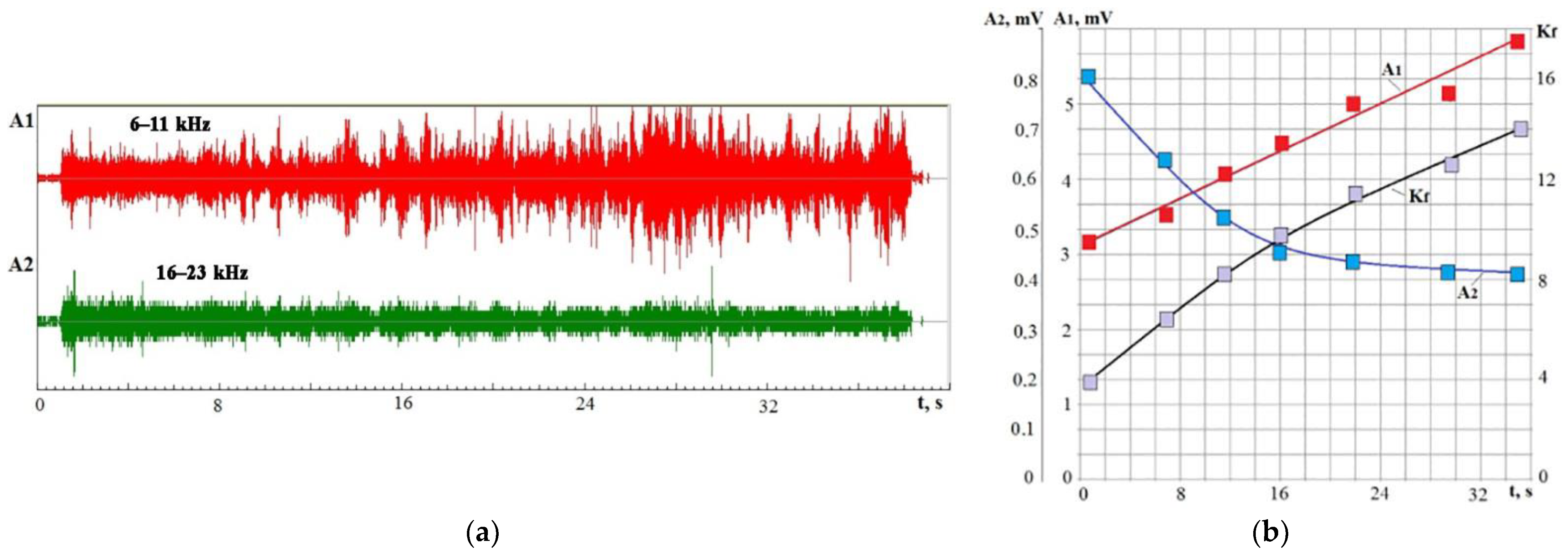
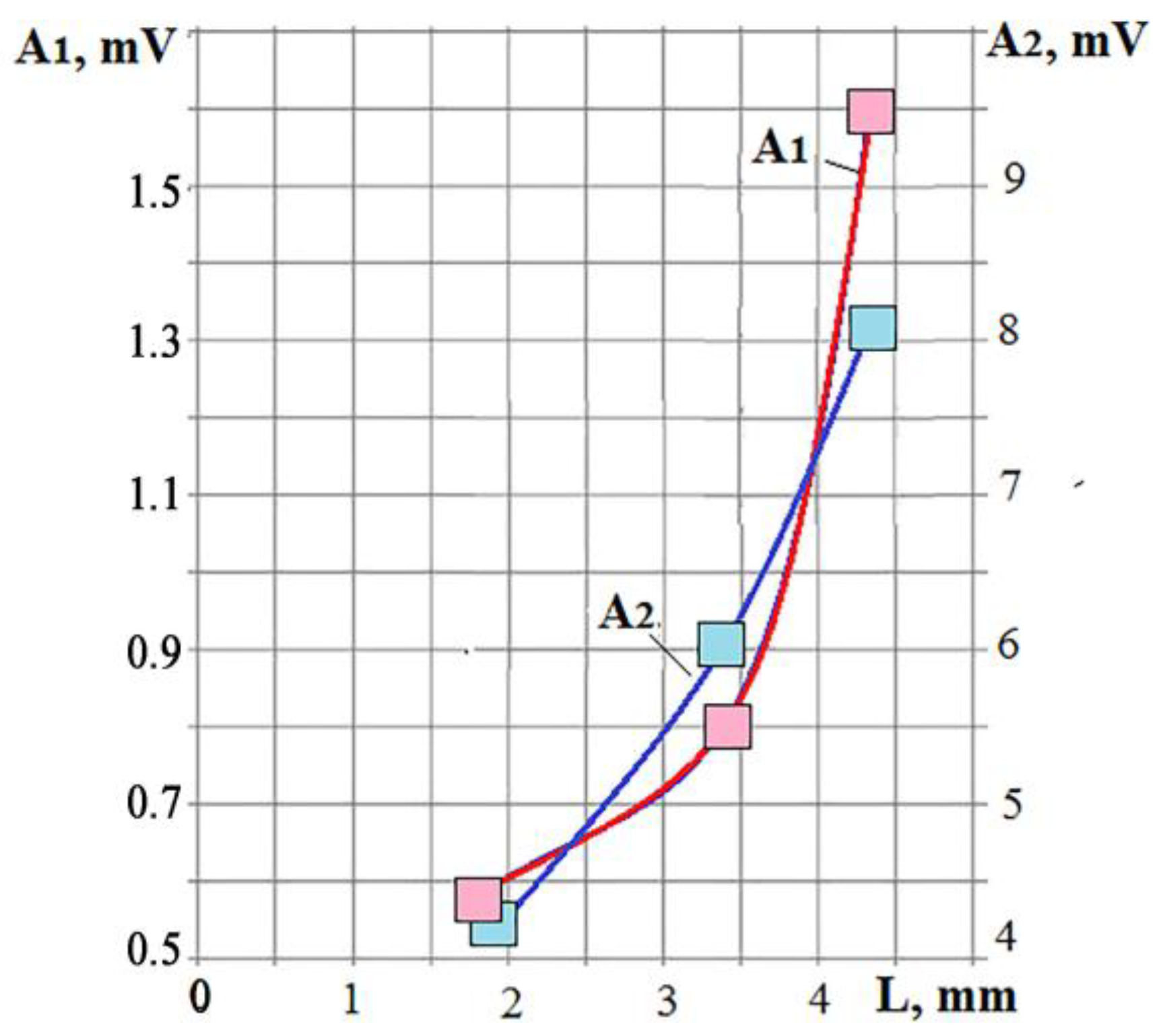
- Experiments have shown that the vibration signal amplitude during CEF processing increases with increasing heat flux power density in a wide frequency range, which is consistent with the literature data. Nevertheless, the experiments have shown that the amplitudes at higher frequencies grow faster with increasing power density than at low frequencies. An analysis of the phase transitions of a substance with an increase in the heat flux power density, known from the literature, made it possible to compare the transition of a substance from melting to volumetric boiling and evaporation with a change in the ratio RMS of the vibration signal amplitudes in the low- and high-frequency regions (Kf parameter).
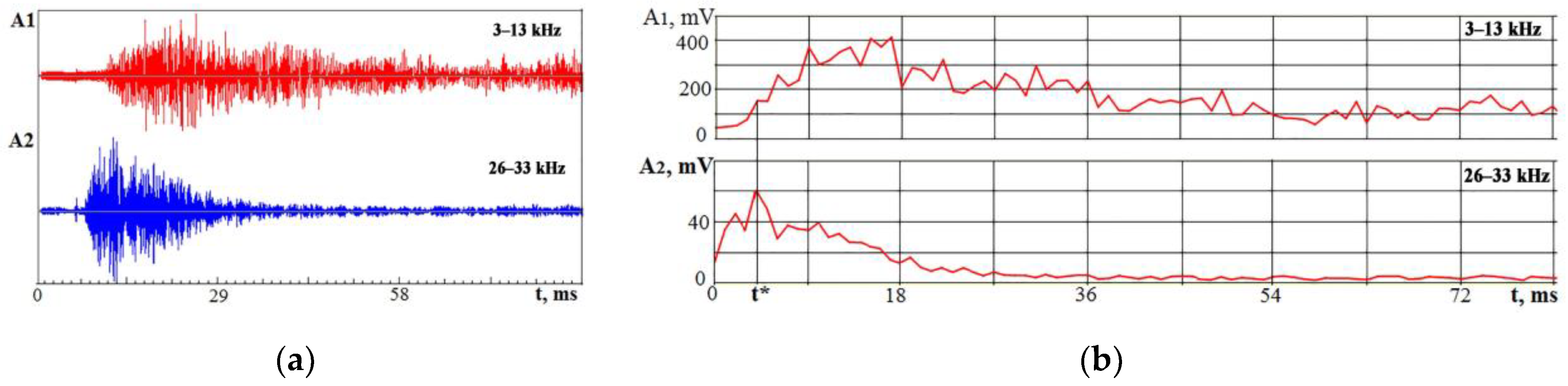
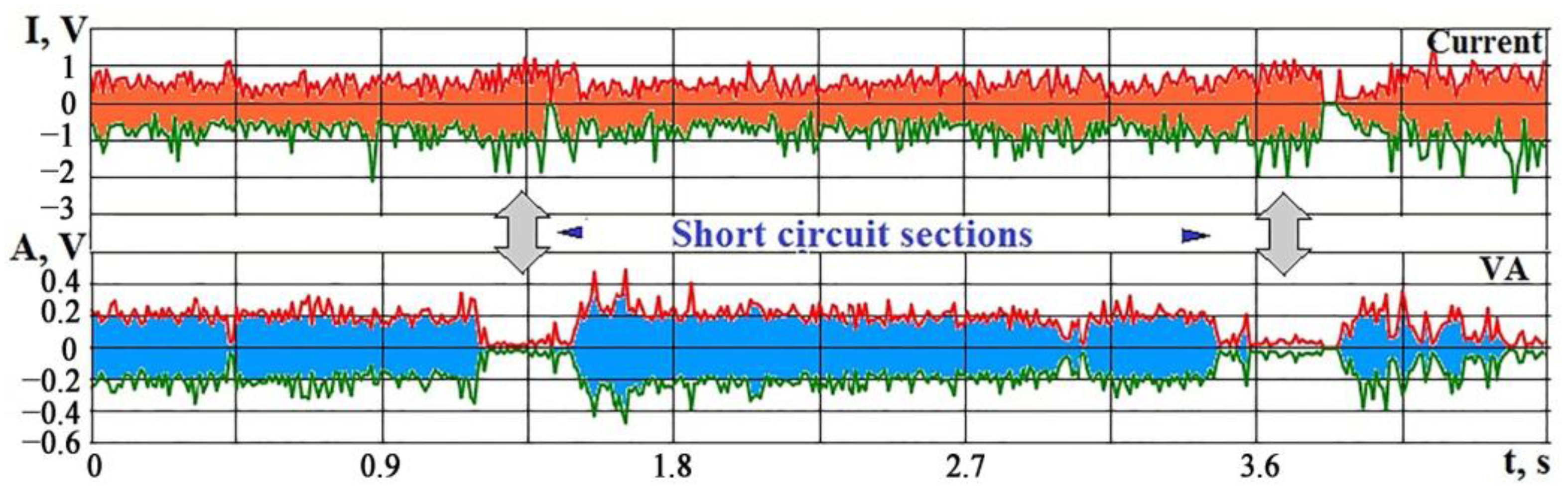
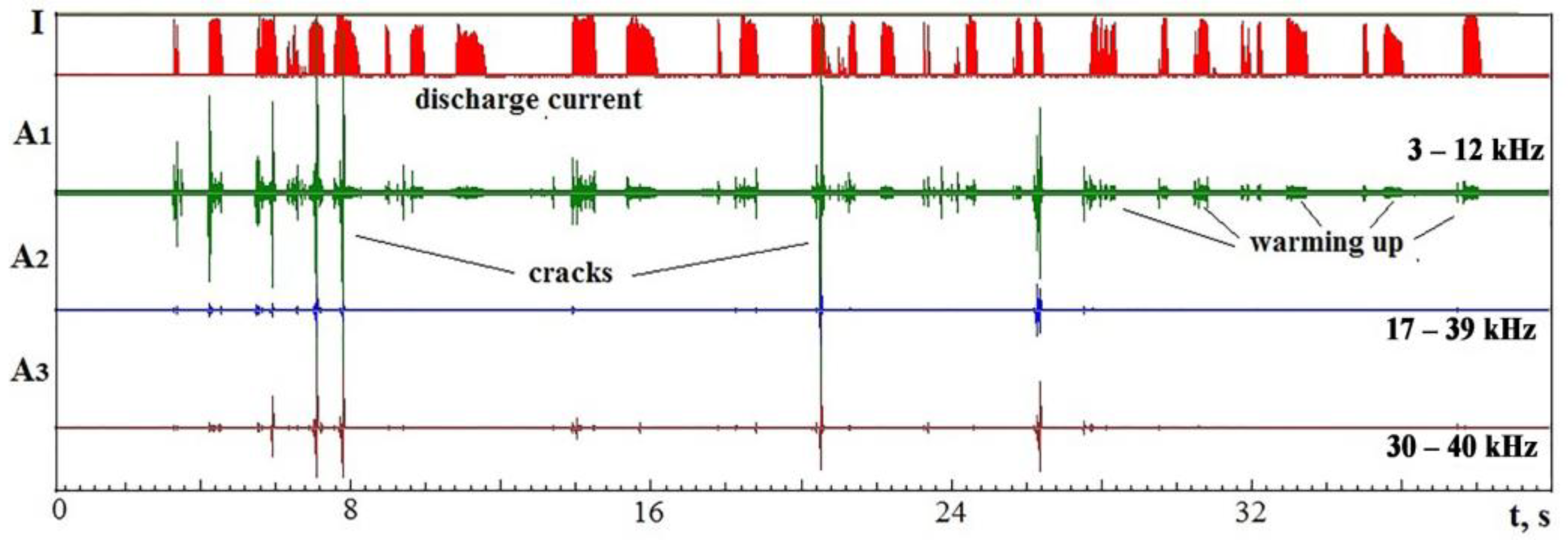
- An increase in the concentration of erosion products during EDM threatens short circuits and wire tool electrode breakage. Erosion products dissipate incoming energy, reducing power density. An increase in the Kf parameter precedes the moment. The control of the Kf parameter makes it possible to prevent an excessive concentration of erosion products and to carry out the relaxation of the working area timely.
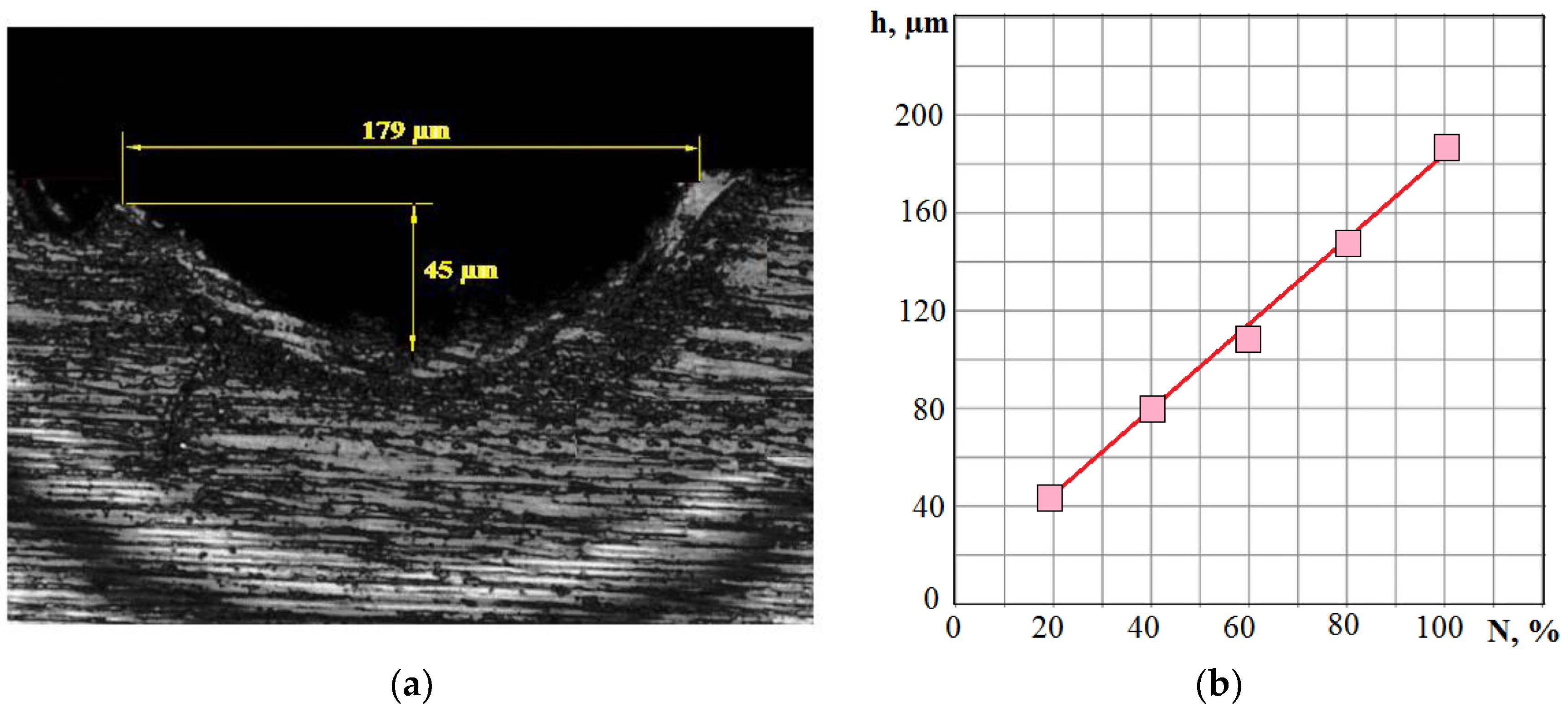
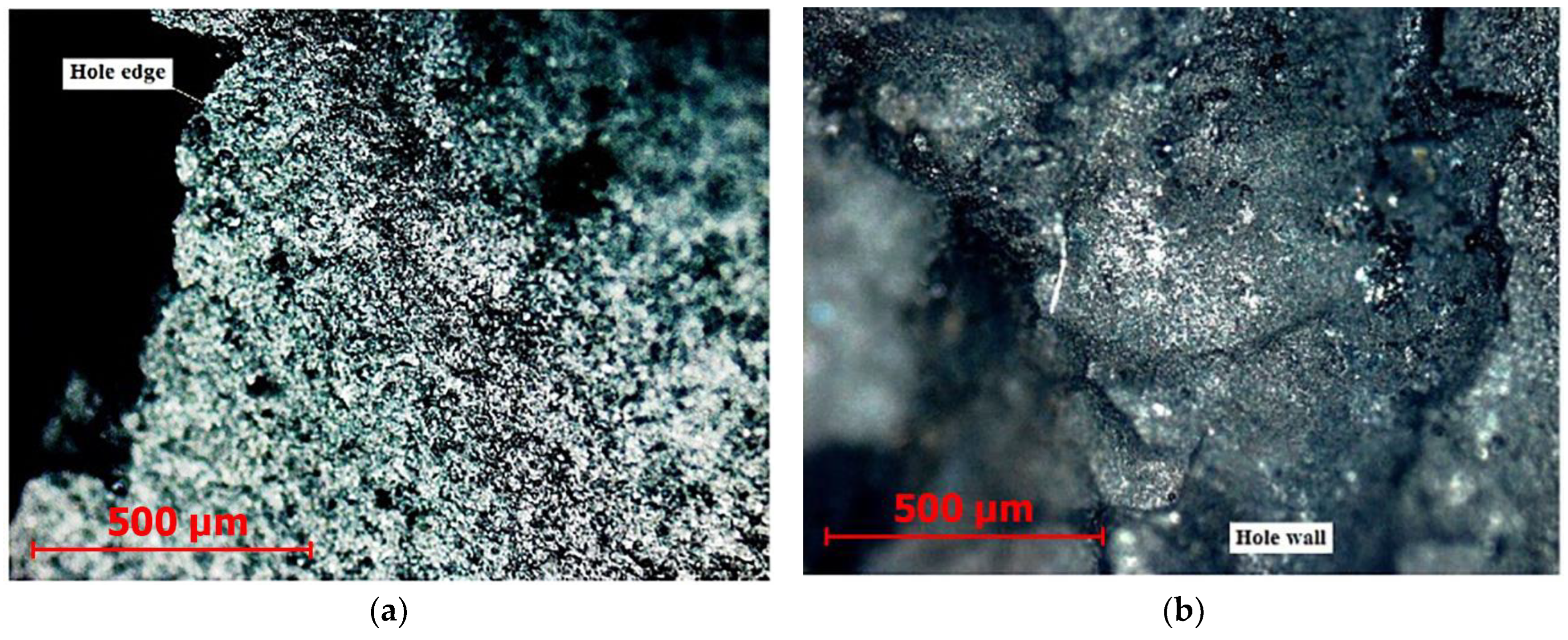
- Control of vibration parameters can be used in processing the ceramics to register the moments of crack formation and subsequent correction of processing modes. Monitoring vibration signal parameters may be the only tool to investigate various materials’ difficult-to-observe CEF processing kinetics.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Korchevskii, V.V. Acoustic emission caused by the plastic deformation of steel hardened by heat treatment. Phys. Met. Metallogr. 1992, 73, 100–104. [Google Scholar]
- Kiesewetter, N.; Schiller, P. The acoustic emission from moving dislocations in aluminium. Phys. Status Solidi (A) 1976, 38, 569–576. [Google Scholar] [CrossRef]
- Engle, R.B.; Dunegan, H.L. Acoustic Radiation Discovering of Elastic Wave as a Mean of NDT and Estimation of Materials. Int. J. NDT 1969, 1, 109–117. [Google Scholar]
- Carpenter, S.H.; Higgins, F.P. Sources of acoustic emission generated during the plastic deformation of 7075 aluminum alloy. Met. Mater. Trans. A 1977, 8, 1629–1632. [Google Scholar] [CrossRef]
- Airoldi, G. Acoustic emission and deformation processes in nuclear vessel steels. Mater. Sci. Eng. 1979, 38, 99–110. [Google Scholar] [CrossRef]
- Bashkov, O.V.; Bashkova, T.I.; Popkova, A.A.; Hu, M. Study of the kinetics of fatigue fracture of titanium alloys by acoustic emission. Mod. Mater. Technol. 2013, 1, 020–025. [Google Scholar]
- Koranne, A.J.; Kachare, J.A.; Jadhav, S.A. Fatigue crack analysis using acoustic emission. Int. Res. J. Eng. Technol. (IRJET) 2017, 4, 1177–1180. Available online: https://www.irjet.net/archives/V4/i1/IRJET-V4I1211.pdf (accessed on 30 December 2022).
- Aggelis, D.G.; Kordatos, E.Z.; Matikas, T.E. Monitoring of metal fatigue damage using acoustic emission and thermography. J. Acoust. Emiss. 2011, 29, 113–122. [Google Scholar]
- Liptai, R.G.; Dunegan, H.L.; Tatro, C.A. Acoustic Emission Generated During Phase Transformations in Metals and Alloys. Int. J. Nondestruct. Test. 1969, 1, 213–221. [Google Scholar]
- Shea, M.M. Amplitude distribution of acoustic emission produced during martensitic transformation. Mater. Sci. Eng. 1984, 64, L1–L6. [Google Scholar] [CrossRef]
- Speich, G.R.; Fisher, R.M. Acoustic Emission During Martensite Formation. In Acoust. Emission; ASTM. STP505; ASTM International: West Conshohocken, PA, USA, 1972; pp. 140–151. [Google Scholar] [CrossRef]
- Ono, K.; Schlothauer, T.S.; Koppenaal, T.J. Acoustic emission from ferrous martensites. J. Acoust. Soc. Am. 1974, 55, 367. [Google Scholar] [CrossRef]
- Speich, L.R.; Schwoeble, A.J. Acoustic emission during phase transformation in steel. In Monitoring Structural Integrity by Acoustic Emission; ASTM. STP571; ASTM International: West Conshohocken, PA, USA, 1975; pp. 40–58. [Google Scholar] [CrossRef]
- Bernard, J.; Boinet, M.; Chatenet, M.; Dalard, F. Contribution of the Acoustic Emission Technique to Study Aluminum Behavior in Aqueous Alkaline Solution. Electrochem. Solid-State Lett. 2005, 8, E53–E55. [Google Scholar] [CrossRef]
- Kuznetsov, D.M.; Smirnov, A.N.; Syroeshkin, A.V. New Ideas and Hypotheses: Acoustic emission on phase transformations in aqueous medium. Russ. J. Gen. Chem. 2008, 78, 2273–2281. [Google Scholar] [CrossRef]
- Builo, S.I.; Kuznetsov, D.M. Acoustic-emission testing and diagnostics of the kinetics of physicochemical processes in liquid media. Russ. J. Nondestruct. Test. 2010, 46, 684–689. [Google Scholar] [CrossRef]
- Kuznetsov, D.M.; Builo, S.I.; Ibragimova, J.A. Correlation evaluation of the acoustic emission’s method the tool of exo salvation kinetic’s research. Chem. Technol. 2011, 6, 112–114. Available online: https://www.tsijournals.com/articles/correlation-evaluation-of-the-acoustic-emissions-method-the-tool-of-exo-solvation-kinetiks-research.pdf (accessed on 30 December 2022).
- Skalskyi, V.R.; Koval, P.M. Some Methodological Aspects of Application of Acoustic Emission; Spolom: Lviv, Ukrain, 2007; p. 336. [Google Scholar]
- Holt, J.; Goddart, D.J.; Palmer, I.G. Methods of Measurement and Assessment of the Acoustic Emission Activity from the Deformation of Low Alloy Steels. NTD Int. 1981, 14, 49–58. [Google Scholar] [CrossRef]
- Ponomarev, S.V.; Rikkonen, S.; Azin, A.; Karavatskiy, A.; Maritskiy, N.; Ponomarev, S.A. The Applicability of Acoustic Emission Method to Modeling the Endurance of Metallic Construction Elements. IOP Conf. Ser. Mater. Sci. Eng. 2015, 71, 012056. [Google Scholar] [CrossRef]
- Rogers, L.M.; Stambaugh, K.A. Application of Acoustic Emission Technology for Health Monitoring of Ship Structures; Ship Structure Committee: Baltimore, MD, USA, 2014; Available online: http://www.shipstructure.org/Rogers_AcousticEmission.pdf (accessed on 30 December 2022).
- Dunegan, H.L.; Harris, D.O.; Tatro, C.A. Fracture analysis by use of acoustic emission. Eng. Fract. Mech. 1968, 1, 105–122. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Sinopalnikov, V.A.; Tereshin, M.V.; Gurin, V.D. Control of parameters of the cutting process on the basis of diagnostics of the machine tool and workpiece. Meas. Tech. 2012, 55, 555–558. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012; p. 366. [Google Scholar]
- Kozochkin, M.P. Influence of machine-tool dynamics on the vibration in cutting. Russ. Eng. Res. 2014, 34, 573–577. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Porvatov, A.N. Effect of Adhesion Bonds in Friction Contact on Vibroacoustic Signal and Auto oscillations. J. Frict. Wear 2014, 35, 389–395. [Google Scholar] [CrossRef]
- Kozochkin, M.P. Study of Frictional Contact during Grinding and Development of Phenomenological Model. J. Frict. Wear 2017, 38, 333–337. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Teleshevskii, V.I. Measurement problems in technological shaping processes. Meas. Tech. 2011, 54, 744–749. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Gurin, V.D.; Volosova, M.A.; Cherkasova, N.Y. Development of residual cutting tool life prediction algorithm by processing on CNC machine tool. Mater. Werkst. 2013, 44, 790–796. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Volosova, M.A.; Allenov, D.G. Effect of Wear of Tool Cutting Edge on Detail Surface Layer Deformation and Parameters of Vibro-Acoustic Signals. Mater. Sci. Forum 2016, 876, 50–58. [Google Scholar] [CrossRef]
- Ionov, V.N.; Selivanov, V.V. Dynamics of Destruction of a Deformable Body; Mashinostroenie: Moscow, Russia, 1987; p. 272. [Google Scholar]
- Inglis, K.E. Stresses in a Plate Due to the Presence of Cracks and Sharp Corners. Trans. Inst. Nav. Archit. Lond. 1913, 55, 219–241. [Google Scholar]
- Shevchik, S.; Le, Q.T.; Meylan, B.; Wasmer, K. Acoustic Emission for in situ monitoring of laser processing. In Proceedings of the 33rd European Conference on Acoustic Emission Testing (EWGAE), Senlis, France, 12–14 September 2018; p. 9. Available online: http://www.ewgae2018.com/wp-content/uploads/2019/02/EWGAE-Conference-Proceedings_2018v2.pdf (accessed on 30 December 2022).
- Grigor’ev, S.N.; Kozochkin, M.P. Improvement of Machining by the Vibroacoustic Diagnostics of Electrophysical Processes. Russ. Eng. Res. 2015, 35, 801–806. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Vibroacoustic Monitoring Features of Radiation-Beam Technologies by the Case Study of Laser, Electrical Discharge, and Electron-Beam Machining. Metals 2021, 11, 1117. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Masterenko, D.A.; Teleshevskii, V.I.; Emelyanov, P.N. Contemporary state and outlook for development of metrological assurance in the machine-building industry. Meas. Tech. 2013, 55, 1311–1315. [Google Scholar] [CrossRef]
- Elwarfalli, H.; Papazoglou, D.; Erdahl, D.; Doll, A.; Speltz, J. In Situ Process Monitoring for Laser-Powder Bed Fusion using Convolutional Neural Networks and Infrared Tomography. In Proceedings of the 2019 IEEE National Aerospace and Electronics Conference (NAECON), Dayton, OH, USA, 15–19 July 2019. [Google Scholar] [CrossRef]
- Melnik, Y.A.; Kozochkin, M.P.; Porvatov, A.N.; Okunkova, A.A. On Adaptive Control for Electrical Discharge Machining Using Vibroacoustic Emission. Technologies 2018, 6, 96. [Google Scholar] [CrossRef]
- Fedorov, S.V.; Swe, M.H.; Kapitanov, A.V.; Egorov, S.B. Wear of carbide inserts with complex surface treatment when milling nickel alloy. Mech. Ind. 2017, 18, 710. [Google Scholar] [CrossRef]
- Fedorov, S.V.; Kozochkin, M.P.; Maung, T.H. Vibroacoustic diagnosis of the surface alloying process. In Proceedings of the 6-th International Congress on Energy and Radiation Effects (EFRE 2018), Tomsk, Russia, 16–22 September 2018; p. 287. Available online: https://efre2018.hcei.tsc.ru/files/program/abstracts/Pages_235-441_14-CMM.pdf (accessed on 30 December 2022).
- Grigoriev, S.N.; Martinov, G.M. Research and development of a cross-platform CNC kernel for multi-axis machine tool. Procedia CIRP 2014, 14, 517–522. [Google Scholar] [CrossRef]
- Markov, A.B.; Mikov, A.V.; Ozur, G.E.; Padej, A.G. A PHTM-C∏ facility for the surface alloying. Instrum. Exp. Tech. 2011, 6, 862–866. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. The Control Platform for Decomposition and Synthesis of Specialized CNC Systems. Procedia CIRP 2016, 41, 858–863. [Google Scholar] [CrossRef]
- Kashchenko, M.P.; Latypov, I.F.; Chashchina, V.G. Correlation of velocities of the waves controlling the thin plate α-martensite formation and the modulation of the transformation twin structure. Lett. Mater. 2017, 7, 146–150. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Volosova, M.A.; Okunkova, A.A. Electrical discharge machining of ceramic nanocomposites: Sublimation phenomena and adaptive control. Heliyon 2019, 5, E02629. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. An ARM-based Multi-channel CNC Solution for Multi-tasking Turning and Milling Machines. Procedia CIRP 2016, 46, 525–528. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current, % | A1, mV | A2, mV | L, mm | Kf |
|---|---|---|---|---|
| 17 | 50.6 | 30.7 | 1.0 | 1.65 |
| 67 | 326 | 217 | 9.5 | 1.49 |
| 100 | 469 | 337 | 14 | 1.39 |
| Current, % | A1, mV | A2, mV | L, mm | Kf |
|---|---|---|---|---|
| 33 | 1.35 | 2.5 | 1.8 | 0.54 |
| 67 | 2.27 | 3.43 | 3.4 | 0.66 |
| 100 | 3.47 | 4.5 | 4.32 | 0.77 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Fedorov, S.V.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors 2023, 23, 750. https://doi.org/10.3390/s23020750
Grigoriev SN, Kozochkin MP, Porvatov AN, Fedorov SV, Malakhinsky AP, Melnik YA. Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors. 2023; 23(2):750. https://doi.org/10.3390/s23020750
Chicago/Turabian StyleGrigoriev, Sergey N., Mikhail P. Kozochkin, Artur N. Porvatov, Sergey V. Fedorov, Alexander P. Malakhinsky, and Yury A. Melnik. 2023. "Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows" Sensors 23, no. 2: 750. https://doi.org/10.3390/s23020750
APA StyleGrigoriev, S. N., Kozochkin, M. P., Porvatov, A. N., Fedorov, S. V., Malakhinsky, A. P., & Melnik, Y. A. (2023). Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors, 23(2), 750. https://doi.org/10.3390/s23020750