
Accurate Nonlinearity and Temperature Compensation Method for Piezoresistive Pressure Sensors Based on Data Generation


Abstract
1. Introduction
2. Principle and Method of Pressure Sensor Compensation
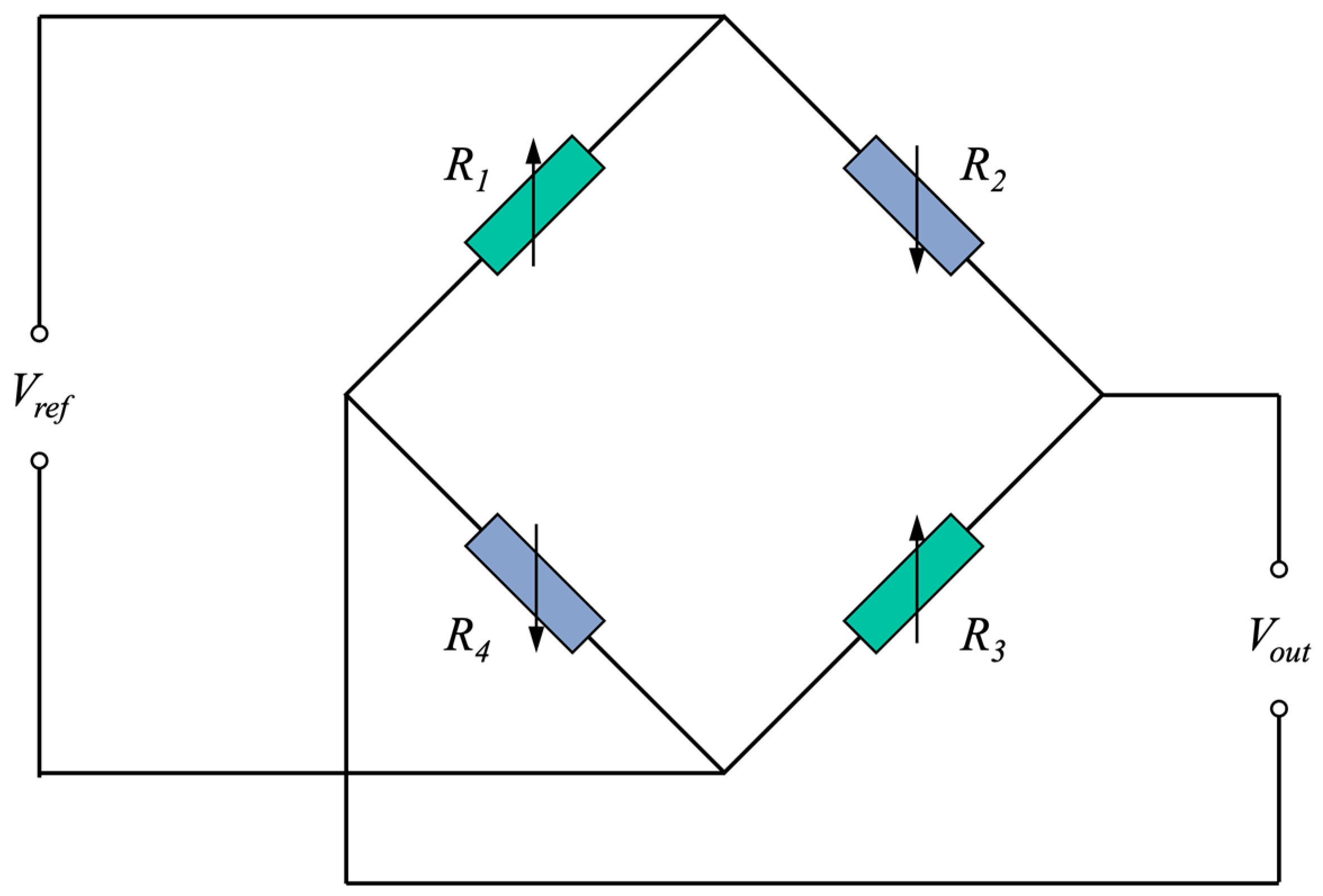
2.1. Pressure Sensor Response
2.2. Calibration and Compensation
2.3. Implementation Steps of the Proposed Method
3. Data Generation Algorithm
3.1. Extreme Learning Machine
3.2. Mixed Polynomial Kernel ELM
3.3. Parameter Optimization Using Aquila Optimizer
3.3.1. Solution Initialization
3.3.2. Global Exploration
3.3.3. Local Exploration
3.3.4. Global Exploitation
3.3.5. Local Exploitation
3.3.6. Performance Measurement
3.3.7. Parameter Optimization Flow
4. Analysis of Experiments and Results
4.1. Calibration Experiment
4.2. Compensation Experiment
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Song, P.; Ma, Z.; Ma, J.; Yang, L.; Wei, J.; Zhao, Y.; Zhang, M.; Yang, F.; Wang, X. Recent Progress of Miniature MEMS Pressure Sensors. Micromachines 2020, 11, 56. [Google Scholar] [CrossRef] [PubMed]
- Jena, S.; Gupta, A. Review on Pressure Sensors: A Perspective from Mechanical to Micro-Electro-Mechanical Systems. Sens. Rev. 2021, 41, 320–329. [Google Scholar] [CrossRef]
- Xu, T.; Wang, H.; Xia, Y.; Zhao, Z.; Huang, M.; Wang, J.; Zhao, L.; Zhao, Y.; Jiang, Z. Piezoresistive Pressure Sensor with High Sensitivity for Medical Application Using Peninsula-Island Structure. Front. Mech. Eng. 2017, 12, 546–553. [Google Scholar] [CrossRef]
- Kang, K.; Park, J.; Kim, K.; Yu, K.J. Recent Developments of Emerging Inorganic, Metal and Carbon-Based Nanomaterials for Pressure Sensors and Their Healthcare Monitoring Applications. Nano Res. 2021, 14, 3096–3111. [Google Scholar] [CrossRef]
- Qian, J.; Kim, D.-S.; Lee, D.-W. On-Vehicle Triboelectric Nanogenerator Enabled Self-Powered Sensor for Tire Pressure Monitoring. Nano Energy 2018, 49, 126–136. [Google Scholar] [CrossRef]
- Soy, H.; Toy, İ. Design and Implementation of Smart Pressure Sensor for Automotive Applications. Measurement 2021, 176, 109184. [Google Scholar] [CrossRef]
- Li, W.; Lu, W.; Sha, X.; Xing, H.; Lou, J.; Sun, H.; Zhao, Y. Wearable Gait Recognition Systems Based on MEMS Pressure and Inertial Sensors: A Review. IEEE Sens. J. 2022, 22, 1092–1104. [Google Scholar] [CrossRef]
- Cui, X.; Huang, F.; Zhang, X.; Song, P.; Zheng, H.; Chevali, V.; Wang, H.; Xu, Z. Flexible Pressure Sensors via Engineering Microstructures for Wearable Human-Machine Interaction and Health Monitoring Applications. iScience 2022, 25, 104148. [Google Scholar] [CrossRef]
- Wang, L.; Zhu, R.; Li, G. Temperature and strain compensation for flexible sensors based on thermosensation. ACS Appl. Mater. Interfaces 2019, 12, 1953–1961. [Google Scholar] [CrossRef]
- Aryafar, M.; Hamedi, M.; Ganjeh, M.M. A Novel Temperature Compensated Piezoresistive Pressure Sensor. Measurement 2015, 63, 25–29. [Google Scholar] [CrossRef]
- Devi, R.; Gill, S.S. Performance Investigation of Carbon Nanotube Based Temperature Compensated Piezoresistive Pressure Sensor. Silicon 2022, 14, 3931–3938. [Google Scholar] [CrossRef]
- Pieniazek, J.; Ciecinski, P. Temperature and Nonlinearity Compensation of Pressure Sensor with Common Sensors Response. IEEE Trans. Instrum. Meas. 2020, 69, 1284–1293. [Google Scholar] [CrossRef]
- Altinoz, B.; Unsal, D. Look up Table Implementation for IMU Error Compensation Algorithm. In Proceedings of the 2014 IEEE/ION Position, Location and Navigation Symposium (PLANS 2014), Monterey, CA, USA, 5–8 May 2014; pp. 259–261. [Google Scholar]
- Ali, I.; Asif, M.; Shehzad, K.; Rehman, M.R.U.; Kim, D.G.; Rikan, B.S.; Pu, Y.; Yoo, S.S.; Lee, K.-Y. A Highly Accurate, Polynomial-Based Digital Temperature Compensation for Piezoresistive Pressure Sensor in 180 nm CMOS Technology. Sensors 2020, 20, 5256. [Google Scholar] [CrossRef]
- Guo, Z.; Lu, C.; Wang, Y.; Liu, D.; Huang, M.; Li, X. Design and Experimental Research of a Temperature Compensation System for Silicon-on-Sapphire Pressure Sensors. IEEE Sens. J. 2017, 17, 709–715. [Google Scholar] [CrossRef]
- Kayed, M.O.; Balbola, A.A.; Lou, E.; Moussa, W.A. Hybrid Smart Temperature Compensation System for Piezoresistive 3D Stress Sensors. IEEE Sens. J. 2020, 20, 13310–13317. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, G.; Rui, X.; Yang, F.; Wang, Y. Temperature Compensation of a PVDF Stress Sensor and Its Application in the Test of Gun Propellant Charge Compression Stress. Smart Mater. Struct. 2019, 28, 025018. [Google Scholar] [CrossRef]
- Li, J.; Hu, G.; Zhou, Y.; Zou, C.; Peng, W.; Alam, J. SM Study on temperature and synthetic compensation of piezo-resistive differential pressure sensors by coupled simulated annealing and simplex optimized kernel extreme learning machine. Sensors 2017, 17, 894. [Google Scholar] [CrossRef] [PubMed]
- Ruan, Y.; Yuan, L.; Yuan, W.; He, Y.; Lu, L. Temperature Compensation and Pressure Bias Estimation for Piezoresistive Pressure Sensor Based on Machine Learning Approach. IEEE Trans. Instrum. Meas. 2021, 70, 1008610. [Google Scholar] [CrossRef]
- Liang, H.; Chen, H.; Lu, Y. Research on Sensor Error Compensation of Comprehensive Logging Unit Based on Machine Learning. J. Intell. Fuzzy Syst. 2019, 37, 3113–3123. [Google Scholar] [CrossRef]
- Li, J.; Zhang, C.; Zhang, X.; He, H.; Liu, W.; Chen, C. Temperature compensation of piezo-resistive pressure sensor utilizing ensemble AMPSO-SVR based on improved AdaBoost. RT. IEEE Access 2020, 8, 12413–12425. [Google Scholar] [CrossRef]
- Barlian, A.A.; Park, W.-T.; Mallon, J.R.; Rastegar, A.J.; Pruitt, B.L. Review: Semiconductor Piezoresistance for Microsystems. Proc. IEEE 2009, 97, 513–552. [Google Scholar] [CrossRef] [PubMed]
- dos Santos Pereira, R.; Cima, C.A. Thermal Compensation Method for Piezoresistive Pressure Transducer. IEEE Trans. Instrum. Meas. 2021, 70, 9510807. [Google Scholar]
- Huang, G.-B.; Zhu, Q.-Y.; Siew, C.-K. Extreme Learning Machine: Theory and Applications. Neurocomputing 2006, 70, 489–501. [Google Scholar] [CrossRef]
- Zheng, Y.; Chen, B.; Wang, S.; Wang, W.; Qin, W. Mixture Correntropy-Based Kernel Extreme Learning Machines. IEEE Trans. Neural Netw. Learn. Syst. 2022, 33, 811–825. [Google Scholar] [CrossRef] [PubMed]
- Shi, X.; Kang, Q.; An, J.; Zhou, M. Novel L1 Regularized Extreme Learning Machine for Soft-Sensing of an Industrial Process. IEEE Trans. Ind. Inf. 2022, 18, 1009–1017. [Google Scholar] [CrossRef]
- Deng, W.; Zheng, Q.; Chen, L. Regularized Extreme Learning Machine. In Proceedings of the 2009 IEEE Symposium on Computational Intelligence and Data Mining, Nashville, TN, USA, 30 March–2 April 2009; pp. 389–395. [Google Scholar]
- Huang, G.B.; Zhou, H.; Ding, X.; Zhang, R. Extreme Learning Machine for Regression and Multiclass Classification. IEEE Trans. Syst. Man Cybern. B 2012, 42, 513–529. [Google Scholar] [CrossRef]
- Abualigah, L.; Yousri, D.; Abd Elaziz, M.; Ewees, A.A.; Al-qaness, M.A.A.; Gandomi, A.H. Aquila Optimizer: A Novel Meta-Heuristic Optimization Algorithm. Comput. Ind. Eng. 2021, 157, 107250. [Google Scholar] [CrossRef]
- Abd Elaziz, M.; Dahou, A.; Alsaleh, N.A.; Elsheikh, A.H.; Saba, A.I.; Ahmadein, M. Boosting COVID-19 Image Classification Using MobileNetV3 and Aquila Optimizer Algorithm. Entropy 2021, 23, 1383. [Google Scholar] [CrossRef]
- Guo, Z.; Yang, B.; Han, Y.; He, T.; He, P.; Meng, X.; He, X. Optimal PID Tuning of PLL for PV Inverter Based on Aquila Optimizer. Front. Energy Res. 2022, 9, 812467. [Google Scholar] [CrossRef]
- Wang, S.; Ma, J.; Li, W.; Khayatnezhad, M.; Rouyendegh, B.D. An Optimal Configuration for Hybrid SOFC, Gas Turbine, and Proton Exchange Membrane Electrolyzer Using a Developed Aquila Optimizer. Int. J. Hydrog. Energy 2022, 47, 8943–8955. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D | RMSE | MAE | Time (s) | ||
|---|---|---|---|---|---|
| Training | Testing | Training | Testing | ||
| 2 | 4.78 × 10−3 | 4.08 × 10−3 | 3.62 × 10−3 | 3.16 × 10−3 | 0.68 |
| 3 | 4.87 × 10−4 | 4.63 × 10−4 | 3.98 × 10−4 | 3.48 × 10−4 | 0.78 |
| 4 | 8.76 × 10−5 | 1.66 × 10−4 | 6.26 × 10−5 | 1.23 × 10−4 | 0.97 |
| 5 | 6.54 × 10−5 | 1.80 × 10−4 | 4.81 × 10−5 | 1.34 × 10−4 | 1.16 |
| Parameter | Range | Result | |||
|---|---|---|---|---|---|
| D = 2 | D = 3 | D = 4 | D = 5 | ||
| [1 × 103, 1 × 107] | 7.52 × 105 | 2.90 × 105 | 1.91 × 104 | 3.80 × 103 | |
| [1, 1 × 102] | 92.31 | 6.88 | 21.86 | 57.16 | |
| [1, 1 × 102] | 0 | 70.01 | 13.14 | 27.49 | |
| [1, 1 × 102] | 0 | 0 | 27.52 | 64.79 | |
| [1, 1 × 102] | 0 | 0 | 0 | 37.57 | |
| Algorithm | Parameter | Value |
|---|---|---|
| PR | Highest order | 5 |
| BP | Hidden layer number | 4 |
| Optimizer | Adam | |
| Learning rate | ||
| SVM | ||
| Tolerance | ||
| Epsilon | ||
| KELM | ||
| of gaussian kernel | 1 |
| Method | Max Positive FSE | Max Negative FSE | Average | Std |
|---|---|---|---|---|
| BI | 1.33 × 10−3 | −1.15 × 10−3 | 3.36 × 10−4 | 4.45 × 10−4 |
| PR | 1.23 × 10−3 | −9.32 × 10−4 | 4.39 × 10−4 | 5.61 × 10−4 |
| BPNN | 2.82 × 10−3 | −4.93 × 10−3 | 8.72 × 10−4 | 1.17 × 10−3 |
| SVM | 5.48 × 10−4 | −7.82 × 10−4 | 1.77 × 10−4 | 2.05 × 10−4 |
| KELM | 5.79 × 10−4 | −6.11 × 10−4 | 1.83 × 10−4 | 2.25 × 10−4 |
| DG-BI | 2.36 × 10−4 | −2.80 × 10−4 | 5.90 × 10−5 | 7.81 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, M.; Xu, Y.; Jin, J.; Chu, M.; Huang, W. Accurate Nonlinearity and Temperature Compensation Method for Piezoresistive Pressure Sensors Based on Data Generation. Sensors 2023, 23, 6167. https://doi.org/10.3390/s23136167
Zou M, Xu Y, Jin J, Chu M, Huang W. Accurate Nonlinearity and Temperature Compensation Method for Piezoresistive Pressure Sensors Based on Data Generation. Sensors. 2023; 23(13):6167. https://doi.org/10.3390/s23136167
Chicago/Turabian StyleZou, Mingxuan, Ye Xu, Jianxiang Jin, Min Chu, and Wenjun Huang. 2023. "Accurate Nonlinearity and Temperature Compensation Method for Piezoresistive Pressure Sensors Based on Data Generation" Sensors 23, no. 13: 6167. https://doi.org/10.3390/s23136167
APA StyleZou, M., Xu, Y., Jin, J., Chu, M., & Huang, W. (2023). Accurate Nonlinearity and Temperature Compensation Method for Piezoresistive Pressure Sensors Based on Data Generation. Sensors, 23(13), 6167. https://doi.org/10.3390/s23136167