
An Improved Design of the MultiCal On-Site Calibration Device for Industrial Robots

 ,
,  ,
, 
Abstract

1. Introduction
2. Related Works
3. Improvement of the Calibration Devices and Methods
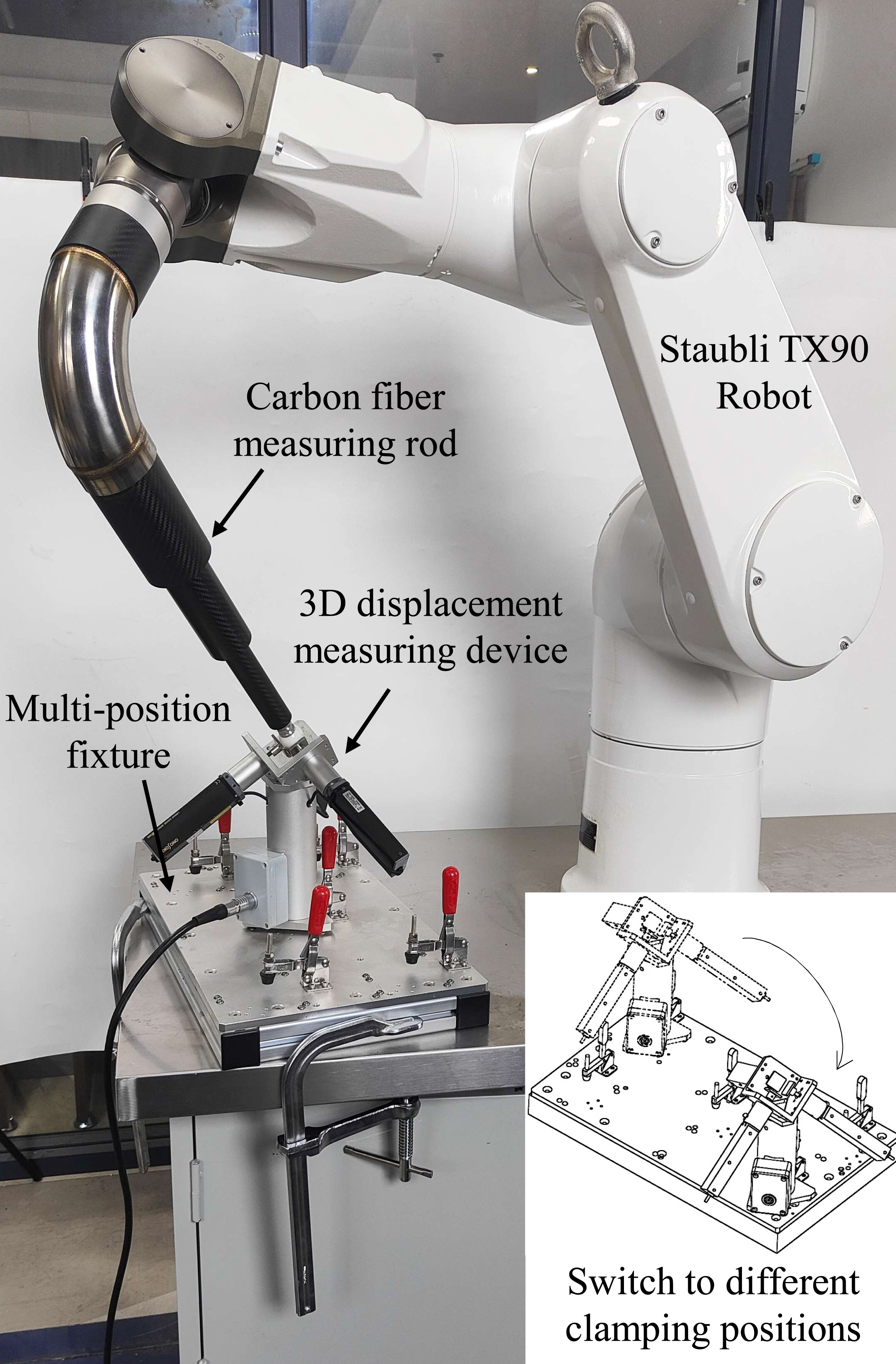
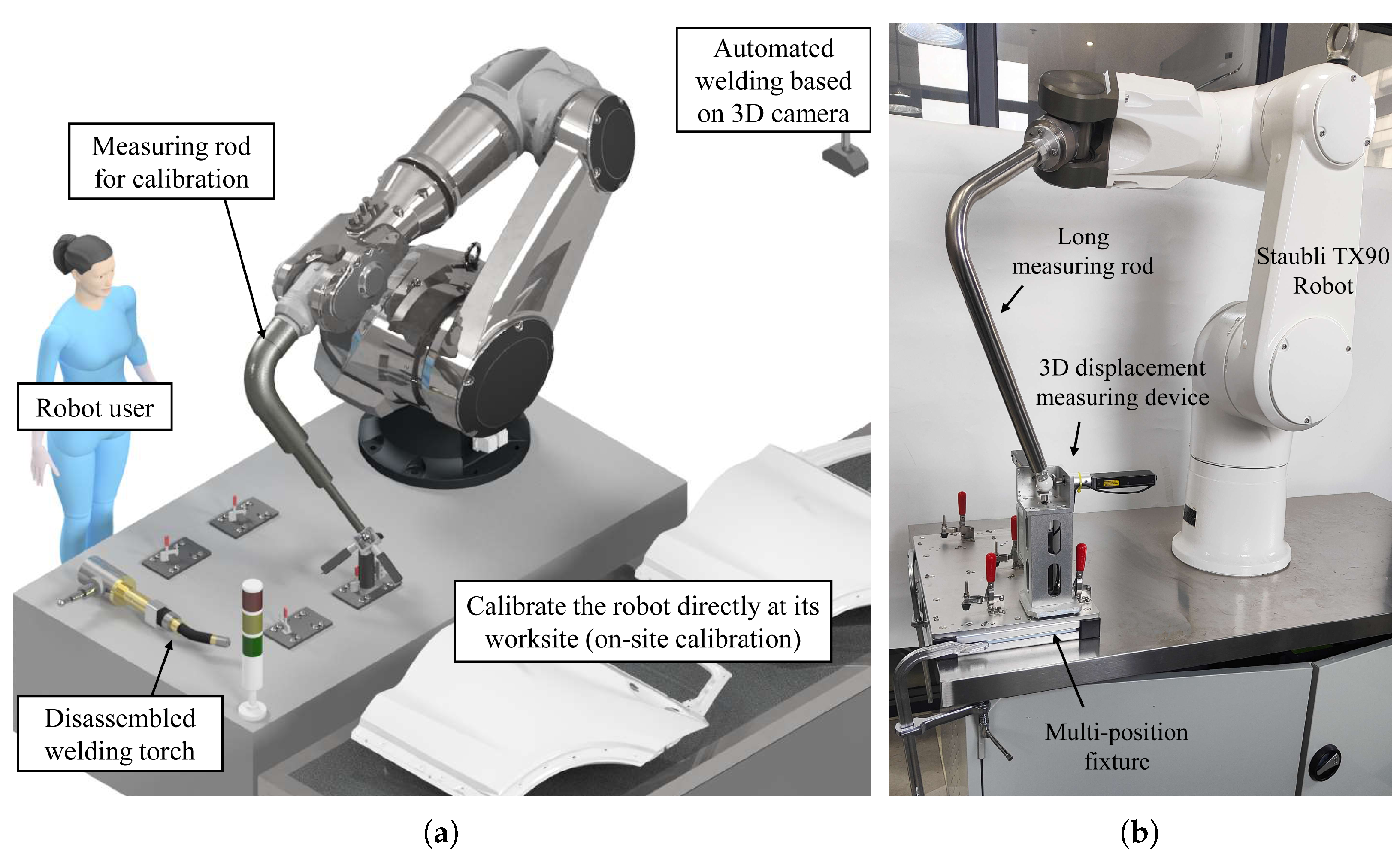
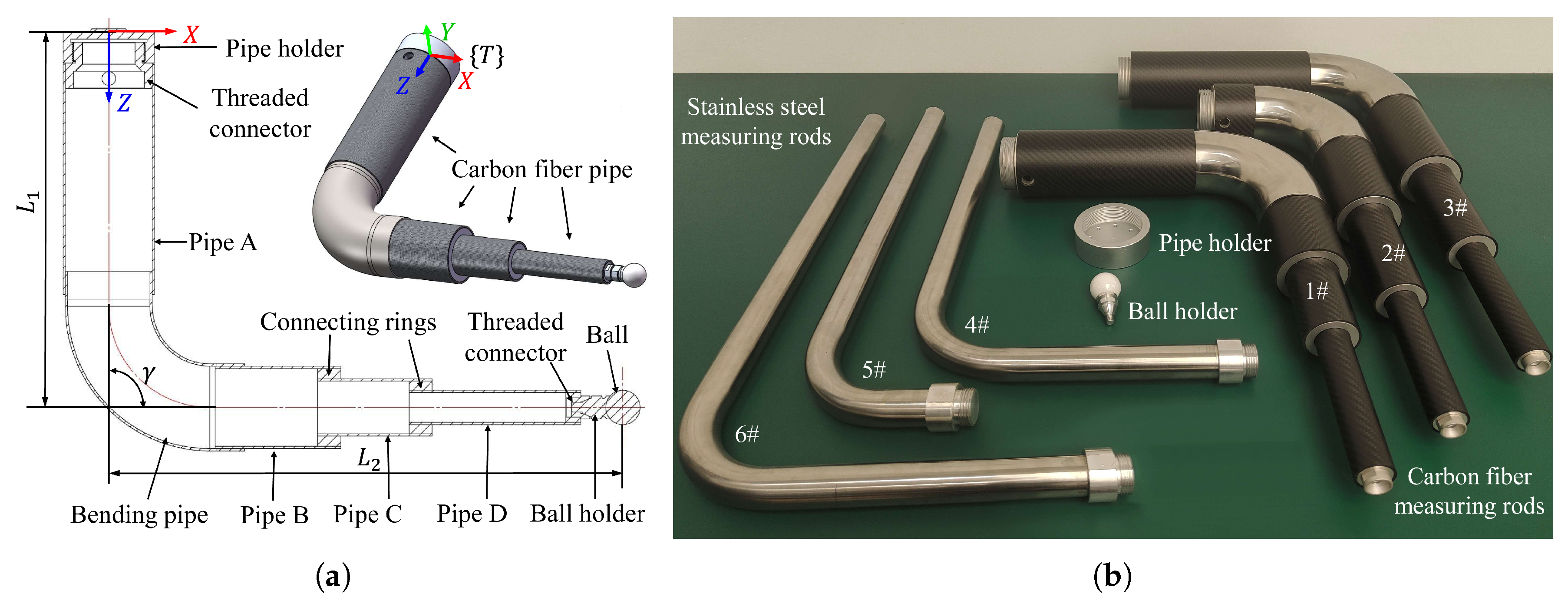
3.1. Design of MultiCal and the Measuring Rod
3.2. Calibration Method
4. Study of the Measuring Rod’s Deformation
4.1. Elastic Deformation Model
4.2. Determination of Rod Compliance Coefficients
5. Experiments and Results
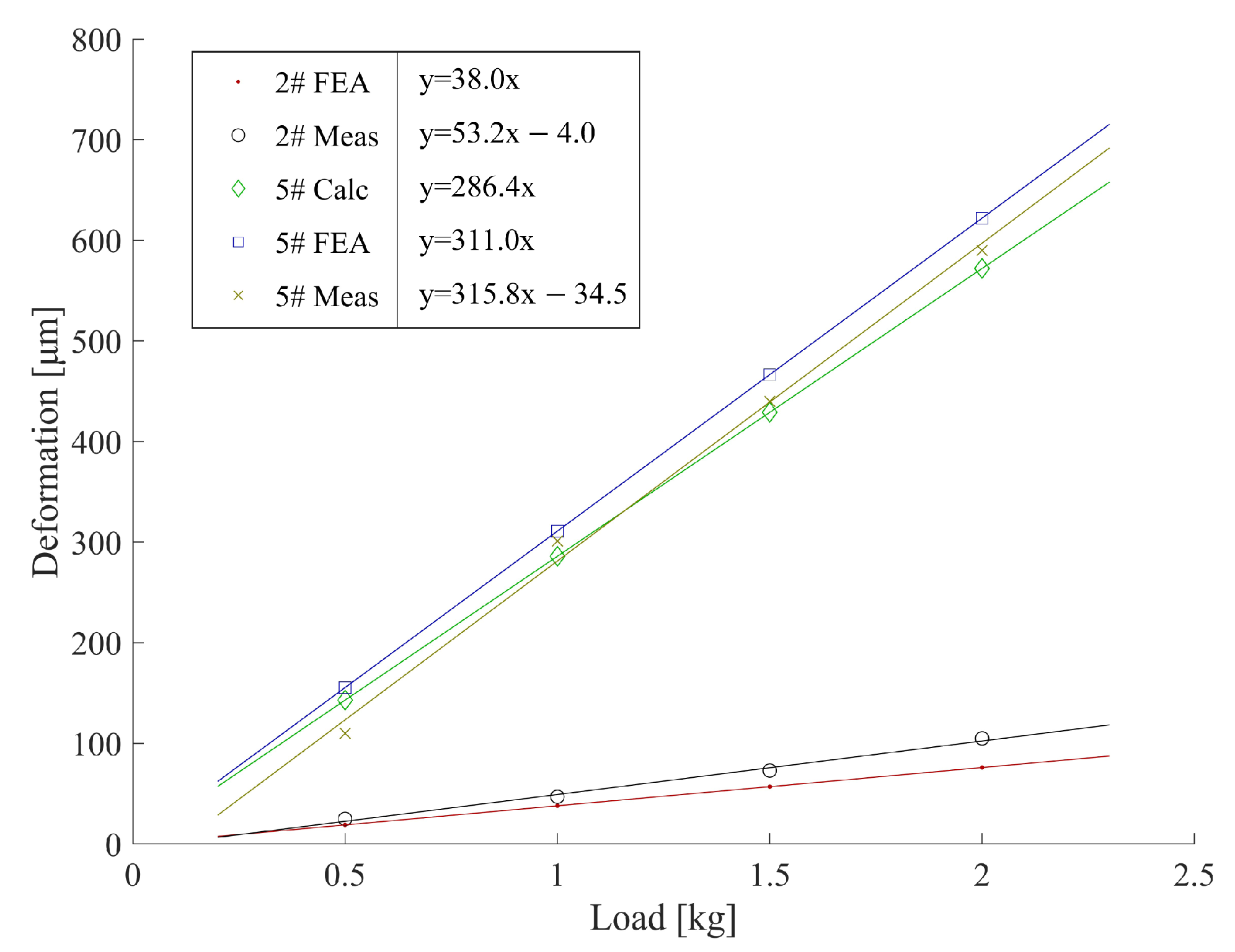
5.1. Measurement of Rod Stiffness
5.2. Experiments of Calibration
5.3. Result and Discussion
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Icli, C.; Stepanenko, O.; Bonev, I. New Method and Portable Measurement Device for the Calibration of Industrial Robots. Sensors 2020, 20, 5919. [Google Scholar] [CrossRef] [PubMed]
- Sun, T.; Zhai, Y.; Song, Y.; Zhang, J. Kinematic calibration of a 3-DoF rotational parallel manipulator using laser tracker. Robot. Comput.-Integr. Manuf. 2016, 41, 78–91. [Google Scholar] [CrossRef]
- Nubiola, A.; Slamani, M.; Joubair, A.; Bonev, I.A. Comparison of two calibration methods for a small industrial robot based on an optical CMM and a laser tracker. Robotica 2013, 32, 447–466. [Google Scholar] [CrossRef]
- Cong, D.; Yu, D.; Han, J. Kinematic Calibration of Parallel Robots Using CMM. In Proceedings of the 2006 6th World Congress on Intelligent Control and Automation, Dalian, China, 21–23 June 2006; Volume 2, pp. 8514–8518. [Google Scholar] [CrossRef]
- Qiao, G.; Weiss, B.A. Accuracy Degradation Analysis for Industrial Robot Systems. In Proceedings of the JSME/ASME 2017 6th International Conference on Materials and Processing, Los Angeles, CA, USA, 4–8 June 2017; Volume 3, p. V003T04A006. [Google Scholar] [CrossRef]
- Wan, Z.; Zhou, C.; Zhang, H.; Wu, J. Development of an onsite calibration device for robot manipulators. Front. Inf. Technol. Electron. Eng. 2023, 24, 217–230. [Google Scholar] [CrossRef]
- Chen, M.; Hong, X.; Wei, L.; Liu, Y.; Xu, C. Robotic arm calibration and teaching method based on binocular vision. In Proceedings of the 2020 39th Chinese Control Conference (CCC), Shenyang, China, 27–29 July 2020; pp. 5963–5969. [Google Scholar] [CrossRef]
- Legnani, G.; Tiboni, M. Optimal design and application of a low-cost wire-sensor system for the kinematic calibration of industrial manipulators. Mech. Mach. Theory 2014, 73, 25–48. [Google Scholar] [CrossRef]
- Zhong, X.L.; Lewis, J.M.; Francis, L.N. Autonomous robot calibration using a trigger probe. Robot. Auton. Syst. 1996, 18, 395–410. [Google Scholar] [CrossRef]
- Gaudreault, M.; Joubair, A.; Bonev, I.A. Local and closed-loop calibration of an industrial serial robot using a new low-cost 3D measuring device. In Proceedings of the 2016 IEEE International Conference on Robotics and Automation (ICRA), Stockholm, Sweden, 16–21 May 2016; pp. 4312–4319. [Google Scholar] [CrossRef]
- Enebuse, I.; Foo, M.; Ibrahim, B.S.K.K.; Ahmed, H.; Supmak, F.; Eyobu, O.S. A Comparative Review of Hand-Eye Calibration Techniques for Vision Guided Robots. IEEE Access 2021, 9, 113143–113155. [Google Scholar] [CrossRef]
- Joubair, A.; Bonev, I.A. Kinematic calibration of a six-axis serial robot using distance and sphere constraints. Int. J. Adv. Manuf. Technol. 2014, 77, 515–523. [Google Scholar] [CrossRef]
- Ikits, M.; Hollerbach, J.M. Kinematic calibration using a plane constraint. In Proceedings of the International Conference on Robotics and Automation, Albuquerque, NM, USA, 25–25 April 1997; Volume 4, pp. 3191–3196. [Google Scholar] [CrossRef]
- Gaudreault, M.; Joubair, A.; Bonev, I. Self-Calibration of an Industrial Robot Using a Novel Affordable 3D Measuring Device. Sensors 2018, 18, 3380. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Cheng, L.; Bi, Y.; Li, J.; Ke, Y. Kinematic modeling and parameter identification for a heavy gantry-type automated fiber placement machine considering gravity deformation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 235, 1418–1431. [Google Scholar] [CrossRef]
- Fu, H.Y.; Wang, H.; Han, Z.Y. Modeling and Analysis of Key Geometric Error for Gravity Deformation of Heavy-Duty CNC Machine Tool. Appl. Mech. Mater. 2014, 552, 90–95. [Google Scholar] [CrossRef]
- Vrhovec, M.; Kovac, I.; Munih, M. Measurement and compensation of deformations in coordinate measurement arm. In Proceedings of the 2010 International Symposium on Optomechatronic Technologies, Toronto, ON, Canada, 25–27 October 2010; pp. 1–6. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, H.; San, H.; Wu, X.; Wang, W. Modeling and Error Compensation of Robotic Articulated Arm Coordinate Measuring Machines Using BP Neural Network. Complexity 2017, 2017, 5156264. [Google Scholar] [CrossRef]
- Hayati, S.; Mirmirani, M. Improving the absolute positioning accuracy of robot manipulators. J. Robot. Syst. 1985, 2, 397–413. [Google Scholar] [CrossRef]
- Park, F.C.; Okamura, K. Kinematic Calibration and the Product of Exponentials Formula. In Advances in Robot Kinematics and Computational Geometry; Springer Netherlands: Dordrecht, The Netherlands, 1994; pp. 119–128. [Google Scholar] [CrossRef]
- Sun, T.; Liu, C.; Lian, B.; Wang, P.; Song, Y. Calibration for Precision Kinematic Control of an Articulated Serial Robot. IEEE Trans. Ind. Electron. 2021, 68, 6000–6009. [Google Scholar] [CrossRef]
- Luo, G.; Zou, L.; Wang, Z.; Lv, C.; Ou, J.; Huang, Y. A novel kinematic parameters calibration method for industrial robot based on Levenberg-Marquardt and Differential Evolution hybrid algorithm. Robot. Comput.-Integr. Manuf. 2021, 71, 102165. [Google Scholar] [CrossRef]
- Fan, K.C.; Liu, C.L.; Wu, P.T.; Chen, Y.C.; Wang, W.L. The Structure Design of a Micro-precision CMM with Abbé Principle. In Proceedings of the 35th International MATADOR Conference; Springer: London, UK, 2007; pp. 297–300. [Google Scholar] [CrossRef]
- Joubair, A.; Nubiola, A.; Bonev, I. Calibration Efficiency Analysis Based on Five Observability Indices and Two Calibration Models for a Six-Axis Industrial Robot. SAE Int. J. Aerosp. 2013, 6, 161–168. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Link | [] | d [mm] | a [mm] | [] | [] |
|---|---|---|---|---|---|
| 0–1 | 150 | 0 | |||
| 1–2 | |||||
| 2–3 | 0 | 0 | |||
| 3–4 | 0 | ||||
| 4–5 | 0 | ||||
| 5–6 | 0 | 0 |
| Material | Rod | OI | |||
|---|---|---|---|---|---|
| carbon fibre | 1# | 300–450 | 1.832 | 57.9 | 1.226 |
| 2# | 150–525 | 1.721 | 63.1 | 1.364 | |
| 3# | 375–600 | 1.943 | 237.3 | 2.302 | |
| stainless steel | 4# | 300–450 | 1.832 | 513.4 | 1.051 |
| 5# | 150–525 | 1.721 | 403.7 | 1.013 | |
| 6# | 375–600 | 1.943 | 1306.2 | 1.036 |
| Device and Method | Mean [mm] | Max [mm] | Median [mm] | SD [mm] | |
|---|---|---|---|---|---|
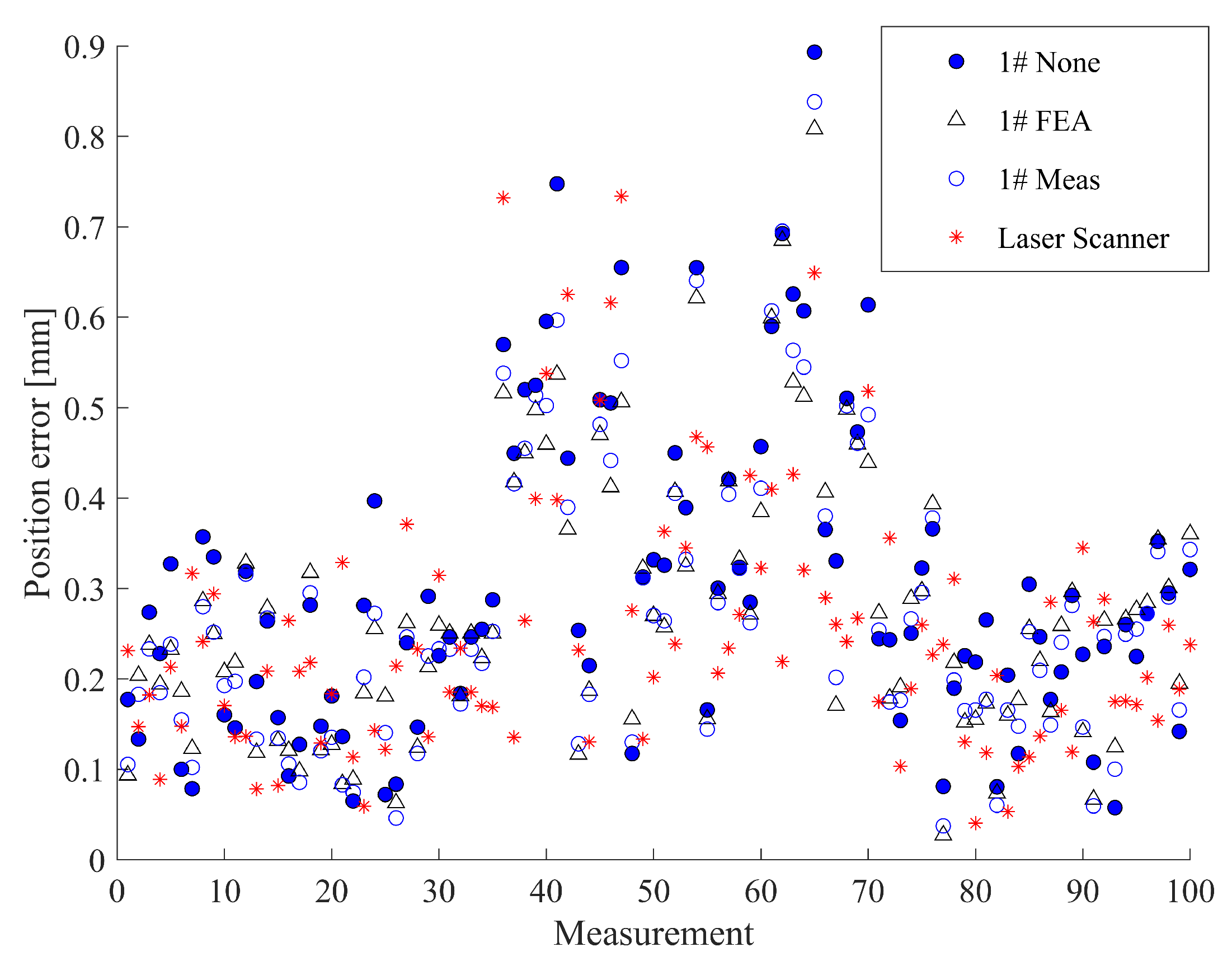
| 1# | None | 0.302 | 0.893 | 0.265 | 0.171 |
| carbon | FEA | 0.276 | 0.808 | 0.256 | 0.148 |
| fibre | Meas | 0.274 | 0.838 | 0.247 | 0.157 |
| 2# | None | 0.312 | 0.866 | 0.284 | 0.162 |
| carbon | FEA | 0.290 | 0.841 | 0.280 | 0.159 |
| fibre | Meas | 0.286 | 0.845 | 0.279 | 0.153 |
| 3# | None | 0.414 | 1.038 | 0.321 | 0.204 |
| carbon | FEA | 0.364 | 0.904 | 0.308 | 0.186 |
| fibre | Meas | 0.362 | 0.901 | 0.305 | 0.186 |
| 4# | None | 0.475 | 1.346 | 0.431 | 0.254 |
| stainless | Calc | 0.467 | 1.344 | 0.433 | 0.251 |
| steel | FEA | 0.450 | 1.298 | 0.422 | 0.241 |
| Meas | 0.451 | 1.296 | 0.432 | 0.240 | |
| 5# | None * | 0.392 | 0.923 | 0.341 | 0.207 |
| stainless | Calc | 0.404 | 0.996 | 0.350 | 0.215 |
| steel | FEA | 0.372 | 0.907 | 0.318 | 0.195 |
| Meas | 0.371 | 0.901 | 0.324 | 0.193 | |
| 6# | None | 0.601 | 2.012 | 0.564 | 0.423 |
| stainless | Calc | 0.522 | 2.120 | 0.502 | 0.412 |
| steel | FEA | 0.505 | 1.874 | 0.482 | 0.389 |
| Meas | 0.507 | 1.867 | 0.480 | 0.380 | |
| Laser scanner | 0.263 | 0.763 | 0.232 | 0.149 | |
| Binocular vision | 0.707 | 2.104 | 0.590 | 0.488 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wan, Z.; Zhou, C.; Lin, Z.; Yan, H.; Tang, W.; Wang, Z.; Wu, J. An Improved Design of the MultiCal On-Site Calibration Device for Industrial Robots. Sensors 2023, 23, 5717. https://doi.org/10.3390/s23125717
Wan Z, Zhou C, Lin Z, Yan H, Tang W, Wang Z, Wu J. An Improved Design of the MultiCal On-Site Calibration Device for Industrial Robots. Sensors. 2023; 23(12):5717. https://doi.org/10.3390/s23125717
Chicago/Turabian StyleWan, Ziwei, Chunlin Zhou, Zhaohui Lin, Huapeng Yan, Weixi Tang, Zheng Wang, and Jun Wu. 2023. "An Improved Design of the MultiCal On-Site Calibration Device for Industrial Robots" Sensors 23, no. 12: 5717. https://doi.org/10.3390/s23125717
APA StyleWan, Z., Zhou, C., Lin, Z., Yan, H., Tang, W., Wang, Z., & Wu, J. (2023). An Improved Design of the MultiCal On-Site Calibration Device for Industrial Robots. Sensors, 23(12), 5717. https://doi.org/10.3390/s23125717