


Monitoring the Production Information of Conventional Machining Equipment Based on Edge Computing

Abstract
1. Introduction
2. Related Work
3. System Framework and Problem Definition
4. Real-Time Monitoring Method
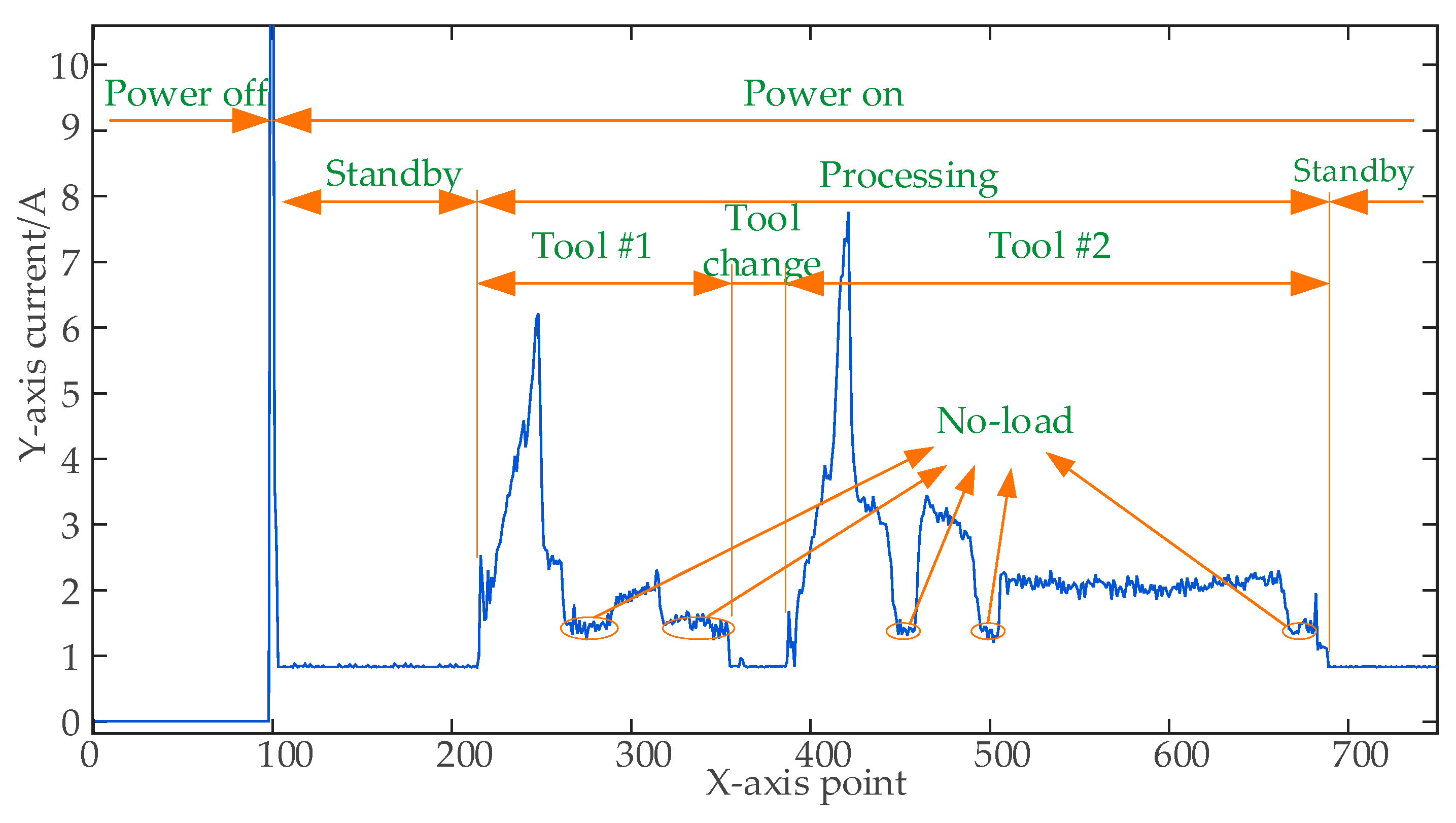
4.1. Analysis of Equipment Operational Statuses
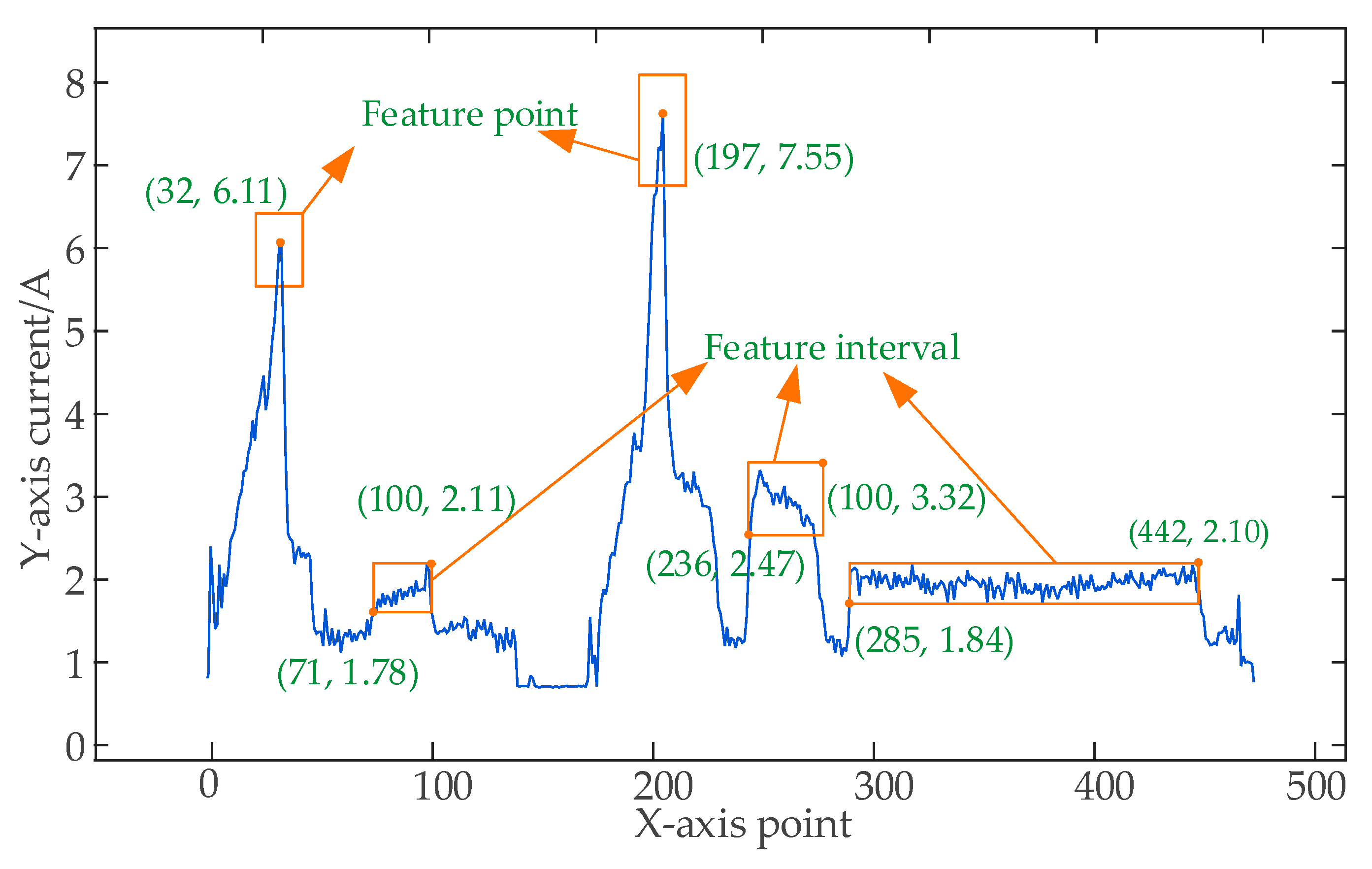
4.2. Time-Series-Based Feature Calibration Method
4.3. Constant Threshold Monitoring Method Based on Calibrated Feature Vector
| Algorithm 1: Pseudo code of real-time monitoring. |
| Input: Current data set list, counting variable timeL and TL, feature vector Ifeature = {Istart, Iend, Twork, Twait, VAR, Iavg}, feature point set Ipoint_i = {x, y, thr_x, thr_y}, feature interval set Iinterval_j = {xleft, xright, yleft, thr_up, thr_down, thr_num}. |
| Output: Vector S and E, vector TimeS and TimeE //the start and end of a processing tool Abpcs and Abendw. //anomalous marks |
| while true do //Automatic cycle monitoring of edge equipment after power on Update timeL and list with sample data. |
| 1: The raw data list is processed using real-time Gaussian filtering. |
| 2: Identify the machine’s instantaneous start-up state by Istart, Iend, and Twait. TL++ //TL is the number of processing data. S. push_back (timeL-TL) // timeL is the number of collected total data. TimeS. push_back(current time) |
| 3: if TL > 0 then for (i = 0; i< length (Ipoint; i++) do if i = = 0 then Verify whether the startup is properly identified. If so, record the start time. If not, goto 2 and reset the parameters. (TL = 0, S. pop_back(),TimeS. pop_back()) else Verify whether the feature pointIpoint falls within the preset range. If it is, feedback processing progress (TL/Twork) %. If not, Indicator light alarm. Abpcs = false //The record is marked as an anomaly. end if end for for (j = 0; j < length (Iinterval; j++) do Verify whether the feature intervalIinterval falls within the preset range. If it is, feedback processing progress (TL/Twork) %. If not, indicator light alarm. Abpcs = false //The record is marked as an anomaly. end for |
| 4: if timeL > = Twork +Twait, then Identify the machine’s instantaneous completion state by Twait, VAR, Iavg. Calculate the variance var of the list [length(list)-Twait, length(list)]. if var < VAR then Calculate a value Tback to adjust the completion point. E. push_back (timeL-Twait-Tback). TimeE.push_back(current time) Calculate the average value avg of the list[length(list)-TL, length(list)-Twait-Tback]. if abs(avg- Iavg) > 0.2 then Abendw= true //The record is marked as an anomaly. end if Reset parameters. (TL = 0, list.clear()) end if end if |
| end while |
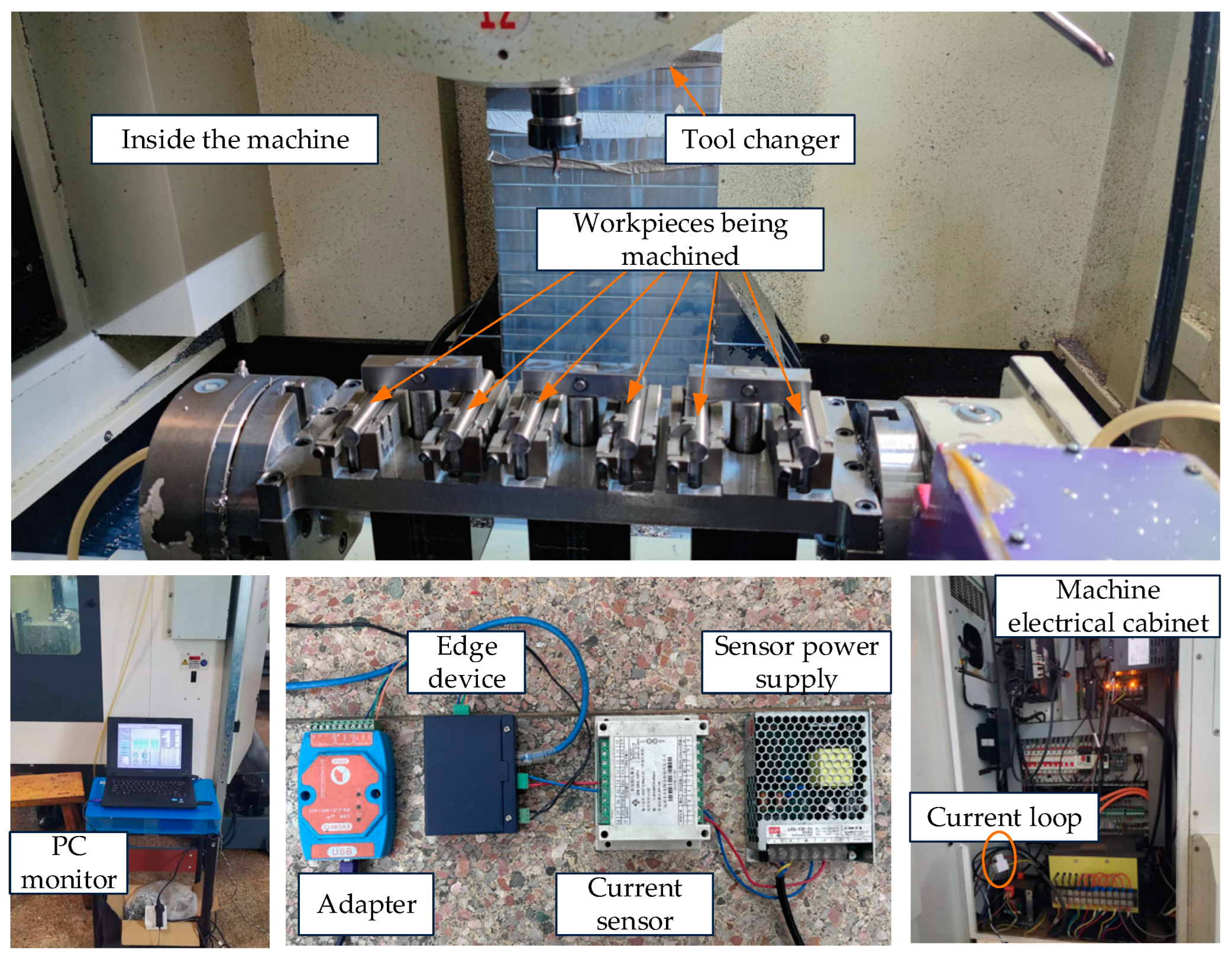
5. Experimental Verification
5.1. Production State Identification Experiment
5.2. Experimental Results and Analysis
5.3. Analysis of Anomalous States
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dakhnovich, A.D.; Moskvin, D.A.; Zegzhda, D.P. Requirements on Providing a Sustainability of Industrial Internet of Things. Autom. Control Comput. Sci. 2021, 55, 956–961. [Google Scholar] [CrossRef]
- Yang, W.Y.; Liu, W.; Wei, X.S.; Guo, Z.X.; Yang, K.G.; Huang, H.; Qi, L.Y. Edge Keeper: A trusted edge computing framework for ubiquitous power Internet of Things. Front. Inf. Technol. Electron. Eng. 2021, 22, 374–400. [Google Scholar] [CrossRef]
- Mohapatra, A.G.; Talukdar, J.; Mishra, T.C.; Anand, S.; Jaiswal, A.; Khanna, A.; Gupta, D. Fiber Bragg grating sensors driven structural health monitoring by using multimedia-enabled iot and big data technology. Multimed. Tools Appl. 2022, 81, 34573–34593. [Google Scholar] [CrossRef]
- Chen, H.; Zi, X.L.; Zhang, Q.; Zhu, Y.G.; Wang, J.Y. Computer Big Data Technology in Internet Network Communication Video Monitoring of Coal Preparation Plant. J. Phys. Conf. Ser. 2021, 2083, 042067. [Google Scholar] [CrossRef]
- Li, C.; Bian, S.J.; Wu, T.Z.; Donovan, R.P.; Li, B.B. Affordable Artificial Intelligence-Assisted Machine Supervision System for the Small and Medium-Sized Manufacturers. Sensors 2022, 2, 6246. [Google Scholar] [CrossRef] [PubMed]
- Sunidhi, D.; Desai, K.A.; Mathew, K. In-process dimension monitoring system for integration of legacy machine tools into the industry 4.0 framework. Smart Sustain. Manuf. Syst. 2021, 5, 242–263. [Google Scholar]
- Jin, Y.; Bi, Z.M.; Qin, X.D.; Wang, F.J.; Li, C.B.; Kong, C.P.; Liu, W.; Zhou, X.H.; Niu, Q.; Jiang, J.G. A study on a general cyber machine tools monitoring system in smart factories. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 2250–2261. [Google Scholar]
- Yao, J.C.; Liu, C.; Song, K.Y. Fault diagnosis of planetary gearbox based on acoustic signals. Appl. Acoust. 2021, 181, 108151. [Google Scholar] [CrossRef]
- Wang, Y.J.; Yuan, Y.Q.; Liang, L. A low-cost acceleration monitoring system based on dual fiber Bragg gratings. Opt. Int. J. Light Electron Opt. 2015, 126, 1803–1805. [Google Scholar] [CrossRef]
- Dai, W.; Sun, J.H.; Huang, T.T.; Lu, Z.Y.; Zhu, L.D. Precision Retaining Time Prediction of Machining Equipment Based on Operating Vibration Information. IEEE Access 2020, 8, 144156–144166. [Google Scholar] [CrossRef]
- Wan, M.; Yusuf, A. Mechanics and dynamics of thread milling process. Int. J. Mach. Tools Manuf. 2014, 87, 16–26. [Google Scholar] [CrossRef]
- Zhao, L.; Matsuo, I.B.M.; Zhou, Y.H.; Lee, W.J. Design of an Industrial IoT-Based Monitoring System for Power Substations. IEEE Trans. Ind. Appl. 2019, 55, 5666–5674. [Google Scholar] [CrossRef]
- Erez, N.; Wool, A. Control variable classification, modeling and anomaly detection in Modbus/TCP SCADA systems. Int. J. Crit. Infrastruct. Prot. 2015, 10, 59–70. [Google Scholar] [CrossRef]
- Hung, P.D.; Chin, V.V.; Chinh, N.T.; Tung, T.D. A Flexible Platform for Industrial Applications Based on RS485 Networks. J. Commun. 2020, 15, 1796–2021. [Google Scholar] [CrossRef]
- Nunzio, M.; Torrisi, J.F.G.; Oliveira. Remote control of CNC machines using the CyberOPC communication system over public networks. Int. J. Adv. Manuf. Technol. 2008, 39, 570–577. [Google Scholar]
- Gong, T.; Zhao, H. Construction of new data acquisition system in intelligent factory. Inform. Technol. Netw. Secur. 2018, 37, 15–19. [Google Scholar]
- Kavianipour, H.; Muschter, S.; Bohm, C. High performance FPGA-based DMA interface for PCIE. IEEE Trans. Nucl. Sci. 2014, 61, 745–749. [Google Scholar] [CrossRef]
- Fan, B.; Liu, Y.; Zhang, P.; Wang, L.; Zhang, C.; Wang, J. A Permanent Magnet Ferromagnetic Wear Debris Sensor Based on Axisymmetric High-Gradient Magnetic Field. Sensors 2022, 2, 8282. [Google Scholar] [CrossRef]
- Miao, Q.; Liu, L.; Chen, C.; Wan, X.; Xu, T. Research on Operation Status Prediction of Production Equipment Based on Digital Twins and Multidimensional Time Series. In Proceedings of the International Workshop of Advanced Manufacturing and Automation, Zhengzhou, China, 11–12 October 2021. [Google Scholar]
- Liang, Y.C.; Wang, S.; Li, W.D.; Lu, X. Data-Driven Anomaly Diagnosis for Machining Processes. Engineering 2019, 5, 117–131. [Google Scholar] [CrossRef]
- Bauerdick, C.J.H.; Helfert, M.; Petruschke, L.; Sossenheimer, J.; Abele, E. An automated procedure for workpiece quality monitoring based on machine drive-based signals in machine tools. Procedia CIRP 2018, 72, 357–362. [Google Scholar] [CrossRef]
- Li, C.B.; Wan, T.; Chen, X.Z.; Lei, Y.F. Online monitoring method of tool wear for NC turning in batch processing based on cutting power. CIMS 2018, 24, 1910–1919. [Google Scholar]
- Jaen-Cuellar, A.Y.; Osornio-Ríos, R.A.; Trejo-Hernández, M.; Zamudio-Ramírez, I.; Díaz-Saldaña, G.; Pacheco-Guerrero, J.P.; Antonino-Daviu, J.A. System for Tool-Wear Condition Monitoring in CNC Machines under Variations of Cutting Parameter Based on Fusion Stray Flux-Current Processing. Sensors 2021, 21, 8431. [Google Scholar] [CrossRef] [PubMed]
- Shin, S.J.; Kim, Y.M.; Meilanitasari, P. A Holonic-Based Self-Learning Mechanism for Energy-Predictive Planning in Machining Processes. Processes 2019, 7, 739. [Google Scholar] [CrossRef]
- Hu, S.; Liu, F.; He, Y.; Hu, T. An online approach for energy efficiency monitoring of machine tools. J. Clean. Prod. 2012, 27, 133–140. [Google Scholar] [CrossRef]
- Li, J.Y.; Wang, Q.L.; Zhang, Y. Energy efficiency analysis and state monitoring of machining processes in mixed flow production mode based on recurrence analysis. CIMS 2021, 27, 1341–1350. [Google Scholar]
- Chen, X.Z.; Li, C.B.; Tang, Y.; Xiao, Q.G. An Internet of Things based energy efficiency monitoring and management system for machining workshop. J. Clean. Prod. 2018, 199, 957–968. [Google Scholar] [CrossRef]
- Lu, W.P.; Yan, X.F. Industrial process data visualization based on a deep enhanced t-distributed stochastic neighbor embedding neural network. Assem. Autom. 2022, 42, 268–277. [Google Scholar] [CrossRef]
- Deng, X.H.; Guan, P.Y.; Wan, Z.W.; Liu, E.L.; Luo, J.; Zhao, Z.H.; Liu, Y.J.; Zhang, H.G. Integrated Trust Based Resource Cooperation in Edge Computing. J. Comput. Res. Dev. 2018, 55, 449–477. [Google Scholar]
- Aazam, M.; Zeadally, S.; Harras, A.K. Deploying fog computing in industrial internet of things and industry 4.0. IEEE Trans. Ind. Informat. 2018, 14, 4674–4682. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, H.; Zhou, K.; Li, C.H.; Wu, R.G. A survey on AI for storage. CCF Trans. High Perform. Comput. 2022, 4, 233–264. [Google Scholar] [CrossRef]
- Reus-Muns, G.; Jaisinghani, D.; Sankhe, K.; Chowdhury, K.R. Trust in 5G Open RANs through Machine Learning: RF Fingerprinting on the POWDER PAWR Platform. In Proceedings of the GLOBECOM 2020—2020 IEEE Global Communications Conference, Taipei, Taiwan, China, 7–11 December 2020. [Google Scholar]
- Liu, R. An edge-based algorithm for tool wear monitoring in repetitive milling processes. J. Intell. Manuf. 2022, 1–11. [Google Scholar] [CrossRef]
- Wang, J.J.; Zhang, L.B.; Duan, L.X.; Gao, R.X. A new paradigm of cloud-based predictive maintenance for intelligent manufacturing. J. Intell. Manuf. 2017, 28, 1125–1137. [Google Scholar] [CrossRef]
- Syafrudin, M.; Fitriyani, N.L.; Alfian, G.; Rhee, J. An Affordable Fast Early Warning System for Edge Computing in Assembly Line. Appl. Sci. 2019, 9, 84. [Google Scholar] [CrossRef]
- Petrali, P.; Isaja, M.; Soldatos, K.J. Edge Computing and Distributed Ledger Technologies for Flexible Production Lines: A White-Appliances Industry Case. IFAC 2018, 51, 388–392. [Google Scholar] [CrossRef]
- Zhe, B.; Wang, X.; Dong, Z.L.; Dong, L.B.; He, T. A novel edge computing architecture for intelligent coal mining system. Wirel. Netw. 2022. [Google Scholar] [CrossRef]
- Hu, L.; Miao, Y.M.; Wu, G.X.; Hassan, M.M.; Humar, I. iRobot-Factory: An intelligent robot factory based on cognitive manufacturing and edge computing. Future Gener. Comput. Syst. 2018, 90, 569–577. [Google Scholar] [CrossRef]
- Harmatos, J.; Maliosz, M. Architecture Integration of 5G Networks and Time-Sensitive Networking with Edge Computing for Smart Manufacturing. Electronics 2021, 10, 3085. [Google Scholar] [CrossRef]
- Comert, C.; Kulhandjian, M.; Gul, O.M.; Touazi, A.; Ellement, C.; Kantarci, B.; D’Amours, C. Analysis of Augmentation Methods for RF Fingerprinting under Impaired Channels. In Proceedings of the 2022 ACM Workshop on Wireless Security and Machine Learning (WiseML ‘22), New York, NY, USA, 16 May 2022. [Google Scholar]
- Gul, O.M.; Kulhandjian, M.; Kantarci, B.; Touazi, A.; Ellement, C.; D’Amours, C. Fine-grained Augmentation for RF Fingerprinting under Impaired Channels. In Proceedings of the 2022 IEEE 27th International Workshop on Computer Aided Modeling and Design of Communication Links and Networks (CAMAD), Paris, France, 2–3 November 2022. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Product Name | Process Name | Equipment Name | Loading and Unloading | Istart /A | Iend /A | Twait | Twork | Iavg /A |
|---|---|---|---|---|---|---|---|---|---|
| 1 | Toolholder | Turning small end bore | Lathe | Manual | 1.20 | 0.80 | 100 | 546 | 1.64 |
| 2 | Toolholder | Boring big end bore | Lathe | Manual | 1.35 | 0.70 | 60 | 451 | 2.23 |
| 3 | DriveShaft | Milling Ballways | Milling Machine | Automatic | 1.22 | 0.95 | 60 | 703 | 1.76 |
| 4 | DiffCrossShaft | Forging | Forging Machine | Automatic | 19.00 | 18.00 | 60 | 80 | 20.70 |
| 5 | HUB | Rough turning of end face outer and inner holes | Combination Lathe | Manual | 4.66 | 3.90 | 100 | 891 | 5.84 |
| 6 | HUB | Fine-turning of end face outer and inner holes | Combination Lathe | Manual | 3.54 | 3.00 | 100 | 1095 | 5.15 |
| No. | Product Name | Number of Parts | Maximum Processing Time/s | Minimum Processing Time/s | Maximum Wait Time/s | Minimum Wait Time/s | Average Wait Time/s |
|---|---|---|---|---|---|---|---|
| 1 | Toolholder | 74 | 35.12 | 34.51 | 24.94 | 7.01 | 13.80 |
| 2 | Toolholder | 19 | 28.88 | 28.69 | 43.12 | 13.54 | 21.76 |
| 3 | DriveShaft | 91 | 47.02 | 45.24 | 15.23 | 13.98 | 14.64 |
| 4 | DiffCrossShaft | 408 | 5.73 | 4.83 | 9.88 | 8.02 | 9.03 |
| 5 | HUB | 49 | 57.15 | 55.40 | 36.71 | 11.01 | 22.17 |
| 6 | HUB | 51 | 70.11 | 69.96 | 20.22 | 8.62 | 11.57 |
| No. | X | Y/A | X-Range | Y-Range/A |
|---|---|---|---|---|
| 1 | 15 | 5.70 | 10 | 0.5 |
| 2 | 239 | 5.06 | 20 | 0.5 |
| 3 | 663 | 4.95 | 20 | 1.2 |
| 4 | 1446 | 8.11 | 20 | 0.7 |
| 5 | 1887 | 5.28 | 20 | 0.5 |
| 6 | 2614 | 6.05 | 20 | 0.5 |
| 7 | 2809 | 5.75 | 20 | 0.5 |
| No. | Start Time | End Time | Work Time | Wait Time | ||||
|---|---|---|---|---|---|---|---|---|
| Point Index | Time (h:min:s) | Point Index | Time (h:min:s) | Point Numbers | Duration (s) | Point Numbers | Duration (s) | |
| 1 | 20,134 | 14:58:10 | 23,204 | 15:01:26 | 3070 | 196.2 | 1500 | 89.9 |
| 2 | 24,704 | 15:02:55 | 27,774 | 15:06:12 | 3070 | 196.2 | 2350 | 142.1 |
| 3 | 30,124 | 15:08:35 | 33,125 | 15:11:51 | 3069 | 196.2 | 2411 | 152.2 |
| 4 | 35,536 | 15:14:13 | 38,536 | 15:17:30 | 3070 | 196.2 | 2613 | 164.2 |
| 5 | 41,149 | 15:20:04 | 44,218 | 15:23:22 | 3069 | 197.2 | 1626 | 97 |
| 6 | 45,844 | 15:24:59 | 48,903 | 15:28:15 | 3059 | 196.2 | 2359 | 142.1 |
| 7 | 51,262 | 15:30:38 | 54,262 | 15:33:55 | 3066 | 196.2 | 6503 | 408.4 |
| Curve Type | Average Processing Cycle/s | Average Current/A | Number of Workpieces |
|---|---|---|---|
| Standard Curve | 28.70 | 2.24 | 18 |
| Anomalous Curve | 28.79 | 2.38 | 1 |
| Curve Type | Average Processing Cycle/s | Average Current/A | Number of Workpieces |
|---|---|---|---|
| Standard Curve | 81.3 | 5.25 | 16 |
| Anomalous Curve | 76.7 | 5.75 | 14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Shen, M.; Zhu, X.; Xie, B.; Zheng, K.; Fei, J. Monitoring the Production Information of Conventional Machining Equipment Based on Edge Computing. Sensors 2023, 23, 402. https://doi.org/10.3390/s23010402
Wang Y, Shen M, Zhu X, Xie B, Zheng K, Fei J. Monitoring the Production Information of Conventional Machining Equipment Based on Edge Computing. Sensors. 2023; 23(1):402. https://doi.org/10.3390/s23010402
Chicago/Turabian StyleWang, Yuguo, Miaocong Shen, Xiaochun Zhu, Bin Xie, Kun Zheng, and Jiaxiang Fei. 2023. "Monitoring the Production Information of Conventional Machining Equipment Based on Edge Computing" Sensors 23, no. 1: 402. https://doi.org/10.3390/s23010402
APA StyleWang, Y., Shen, M., Zhu, X., Xie, B., Zheng, K., & Fei, J. (2023). Monitoring the Production Information of Conventional Machining Equipment Based on Edge Computing. Sensors, 23(1), 402. https://doi.org/10.3390/s23010402