
Mechanism of Magnetic Flux Leakage Detection Method Based on the Slotted Ferromagnetic Lift-Off Layer


Abstract
:1. Introduction
2. Mechanism
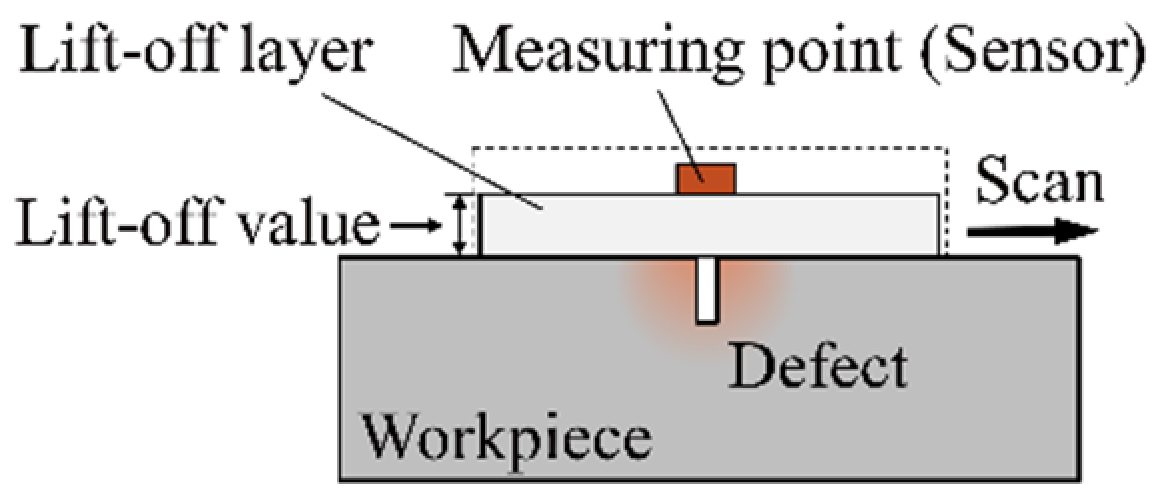
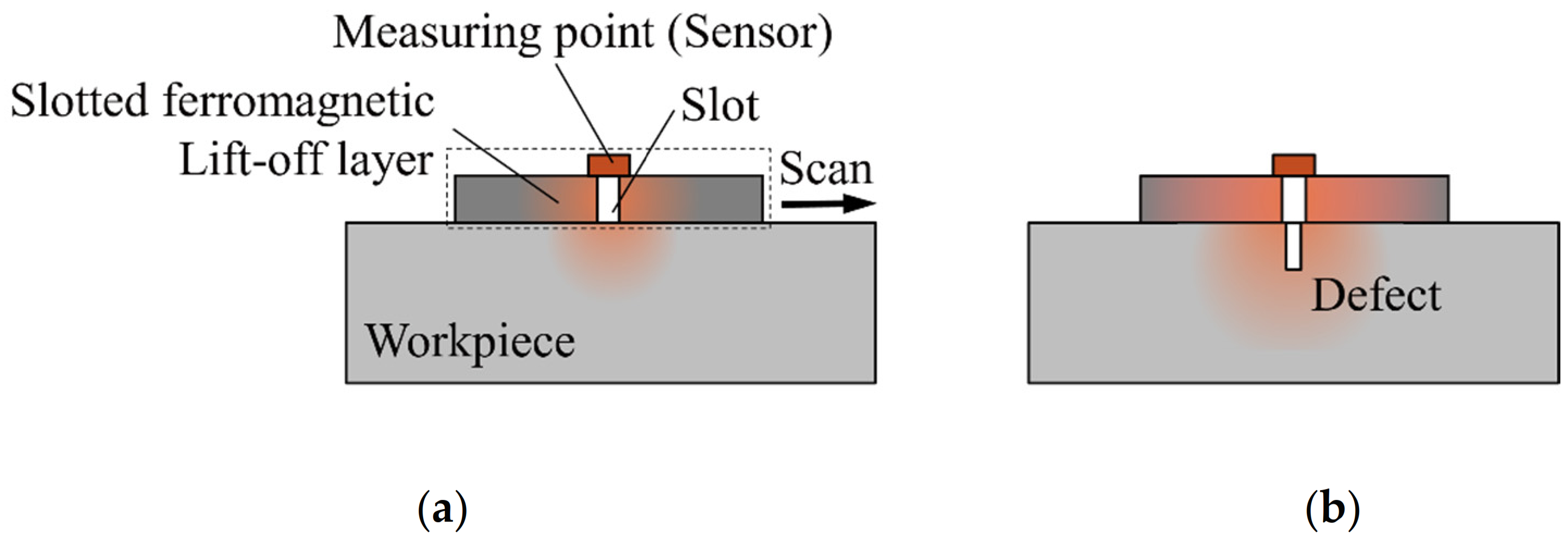
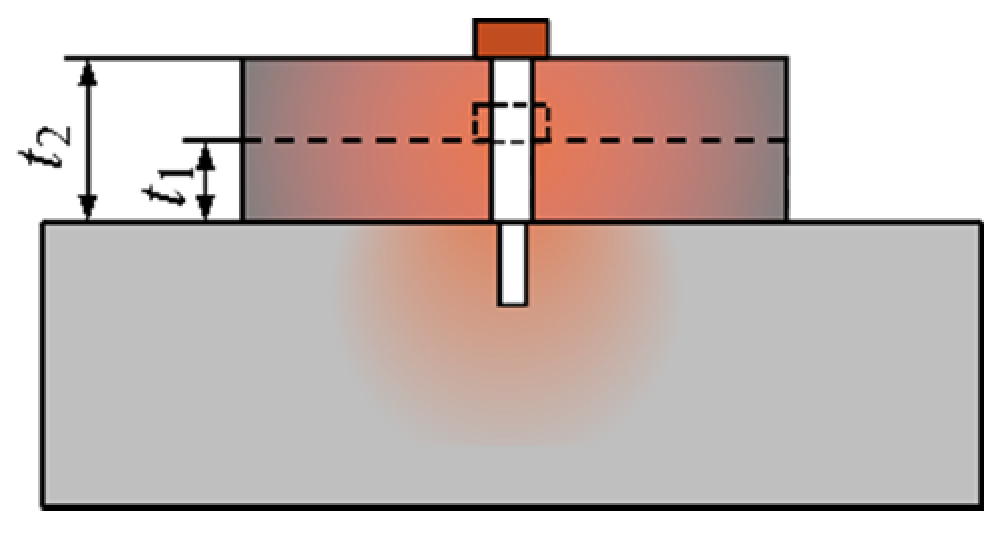
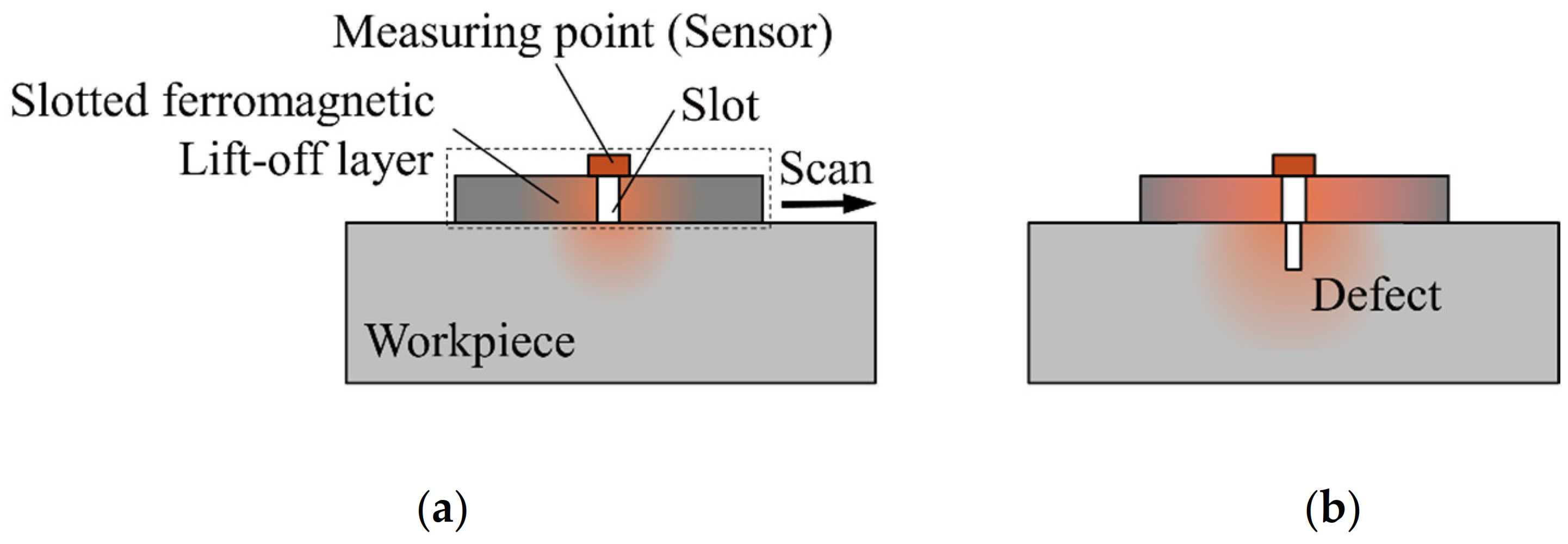
2.1. MFL Detection Method Based on the Slotted Ferromagnetic Lift-Off Layer
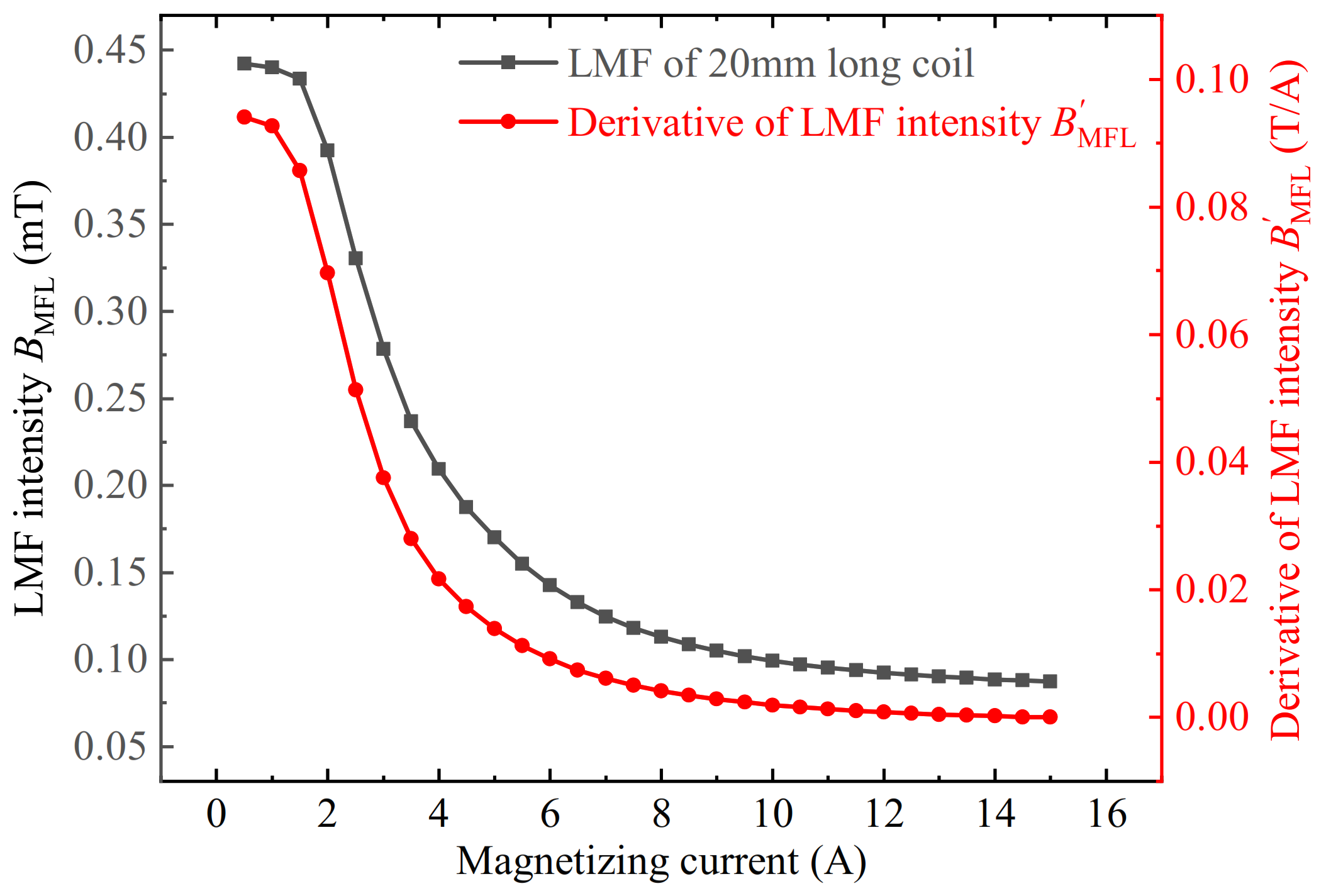
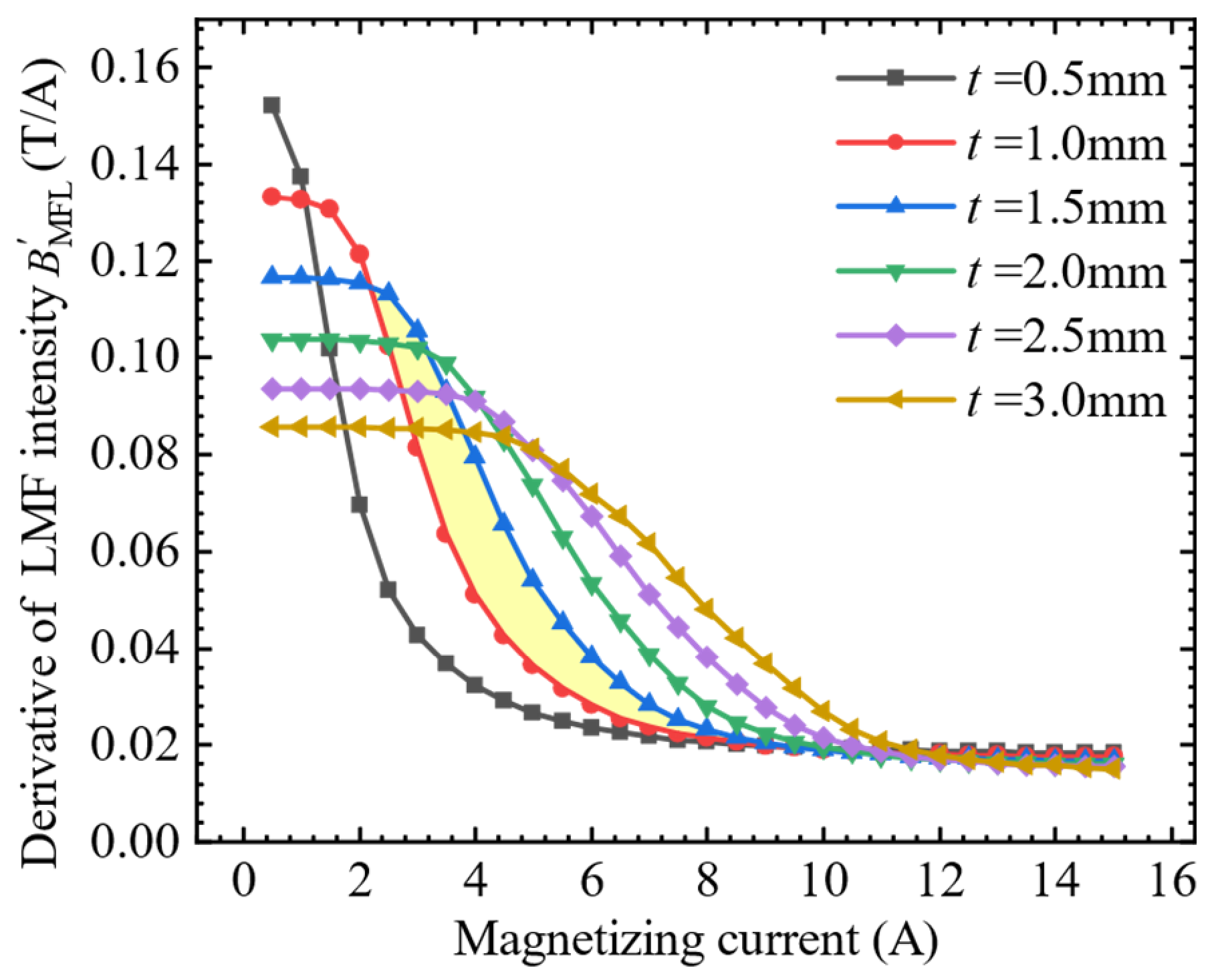
2.2. The Mechanism of LMF Enhancement
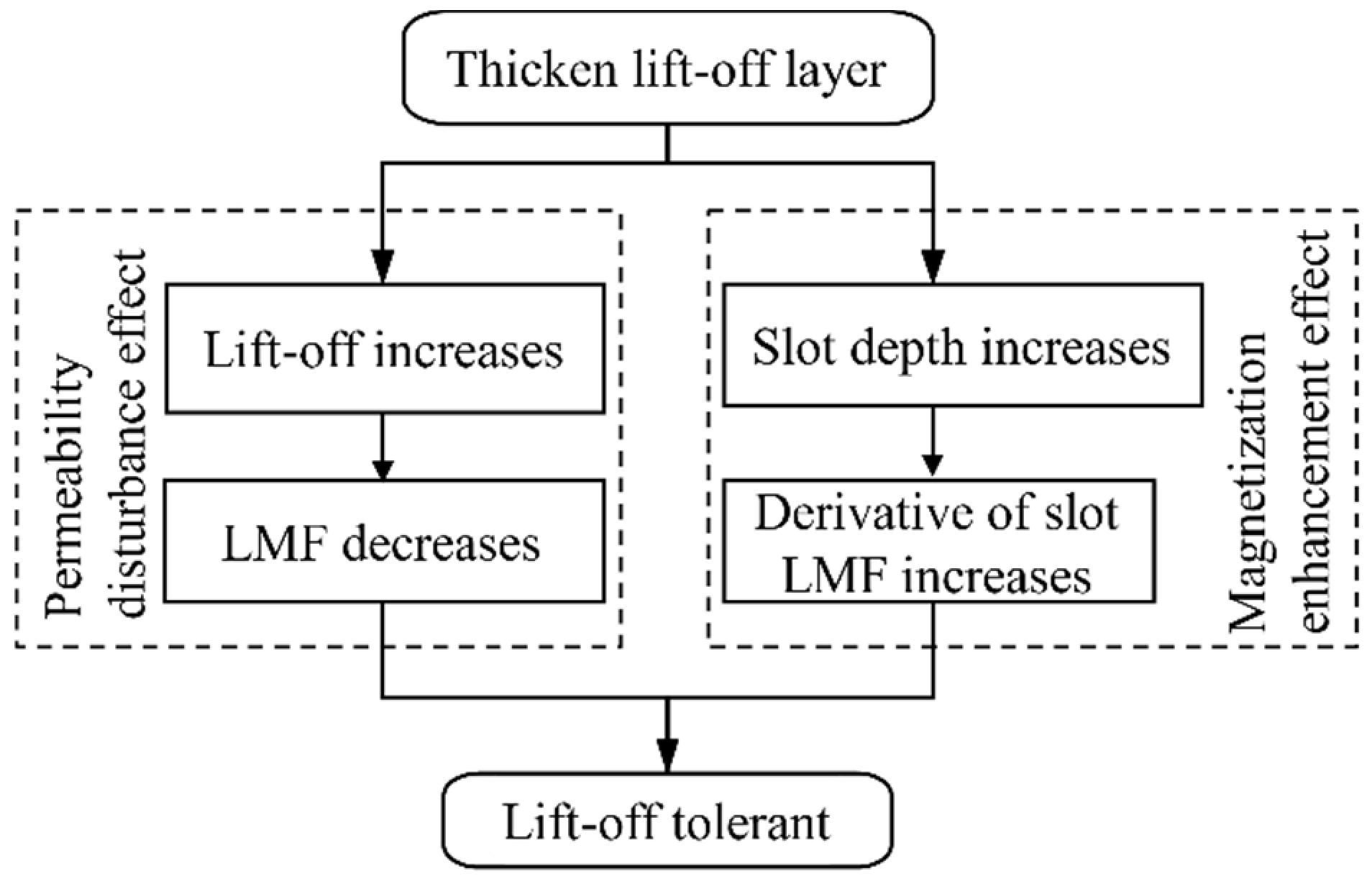
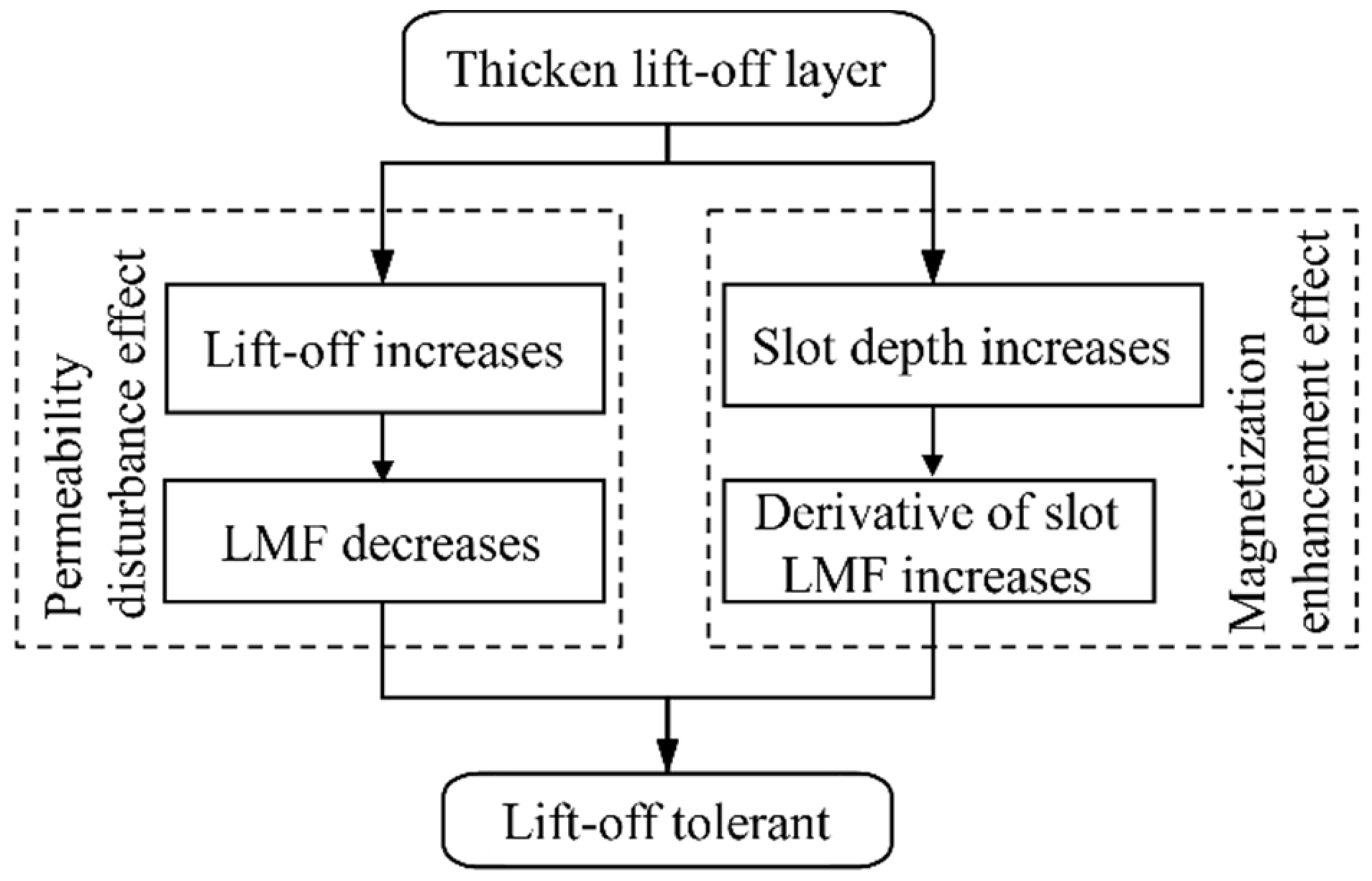
2.3. Lift-Off Tolerance Mechanism of SFLL-MFL Method
3. Simulation
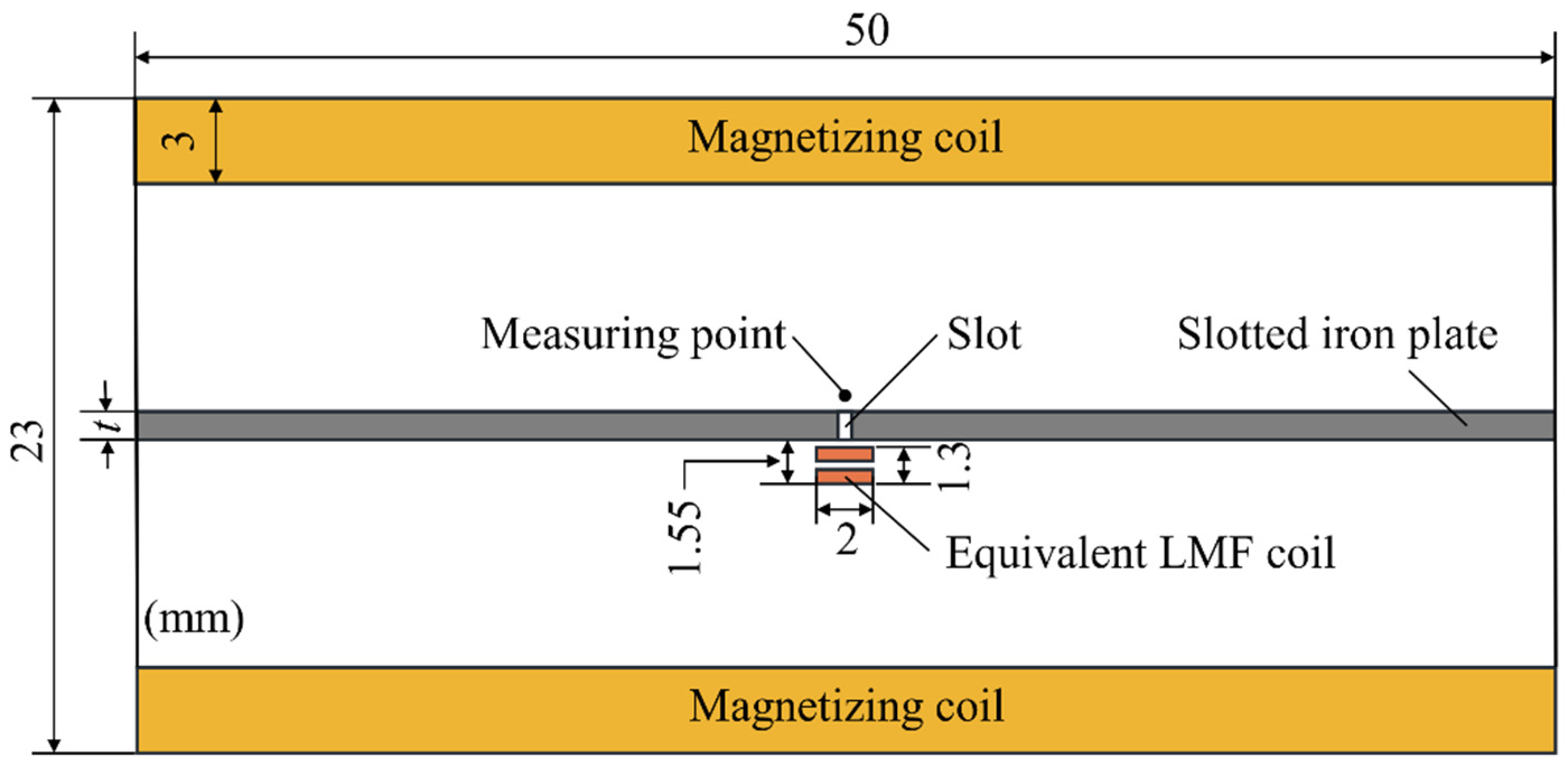
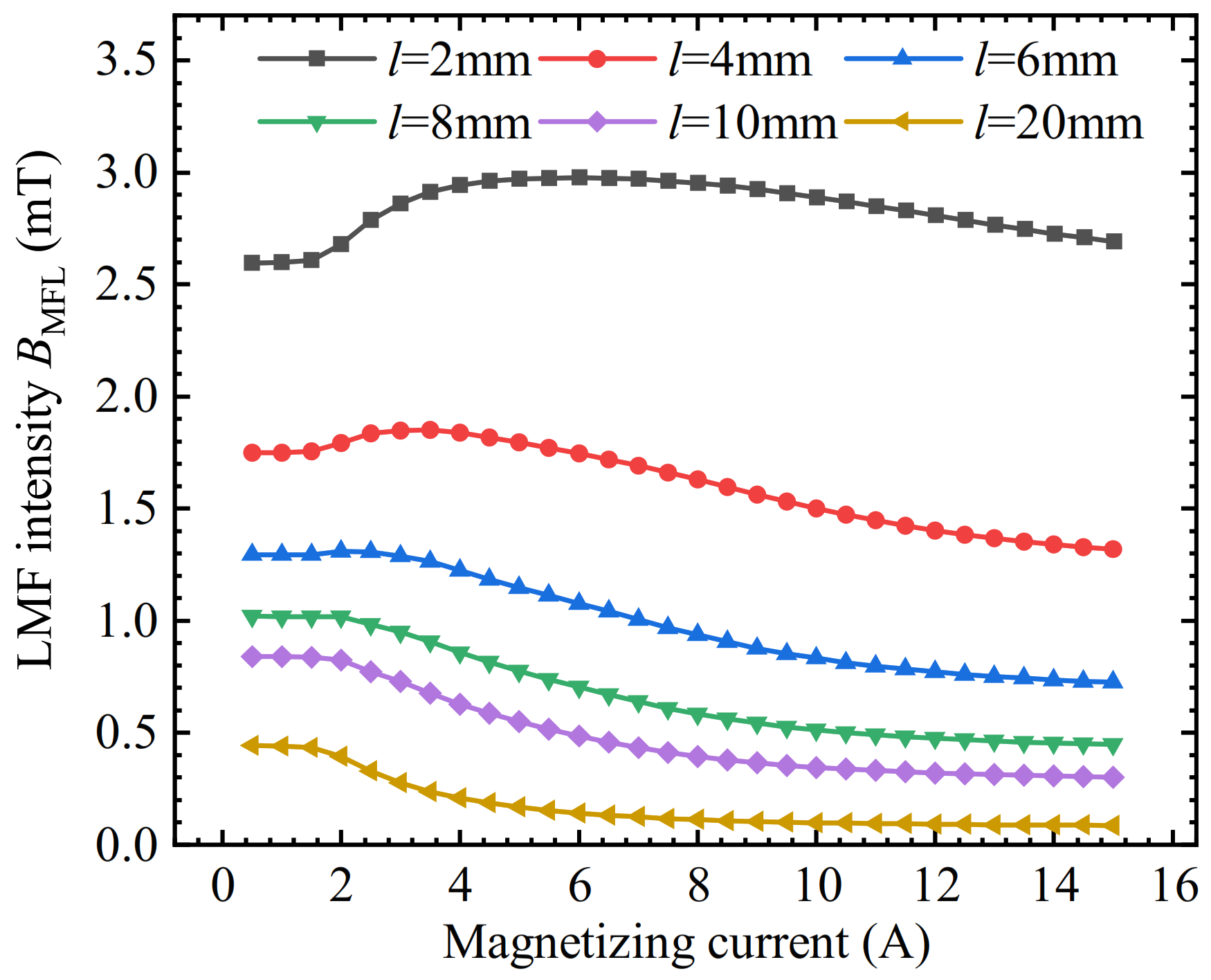
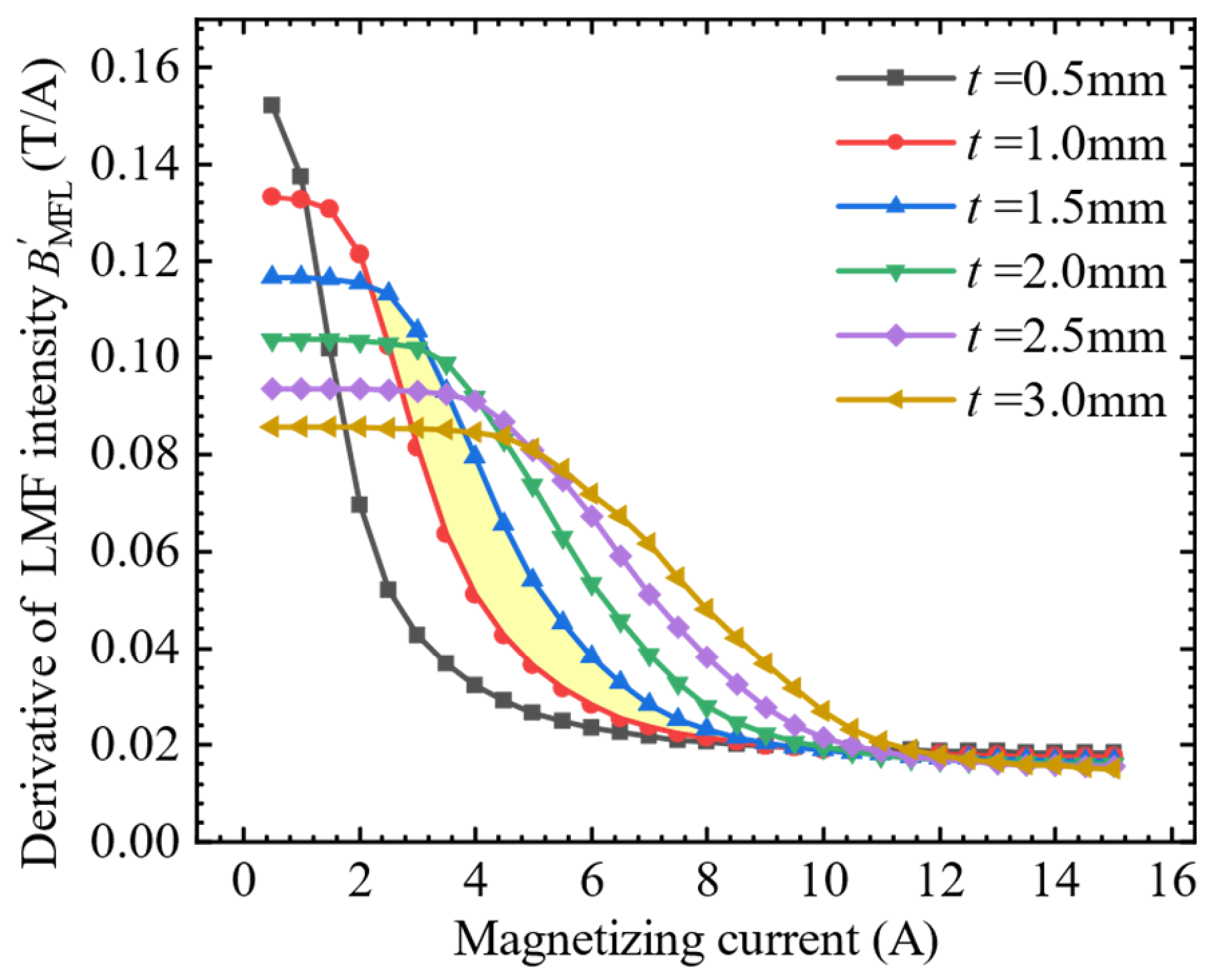
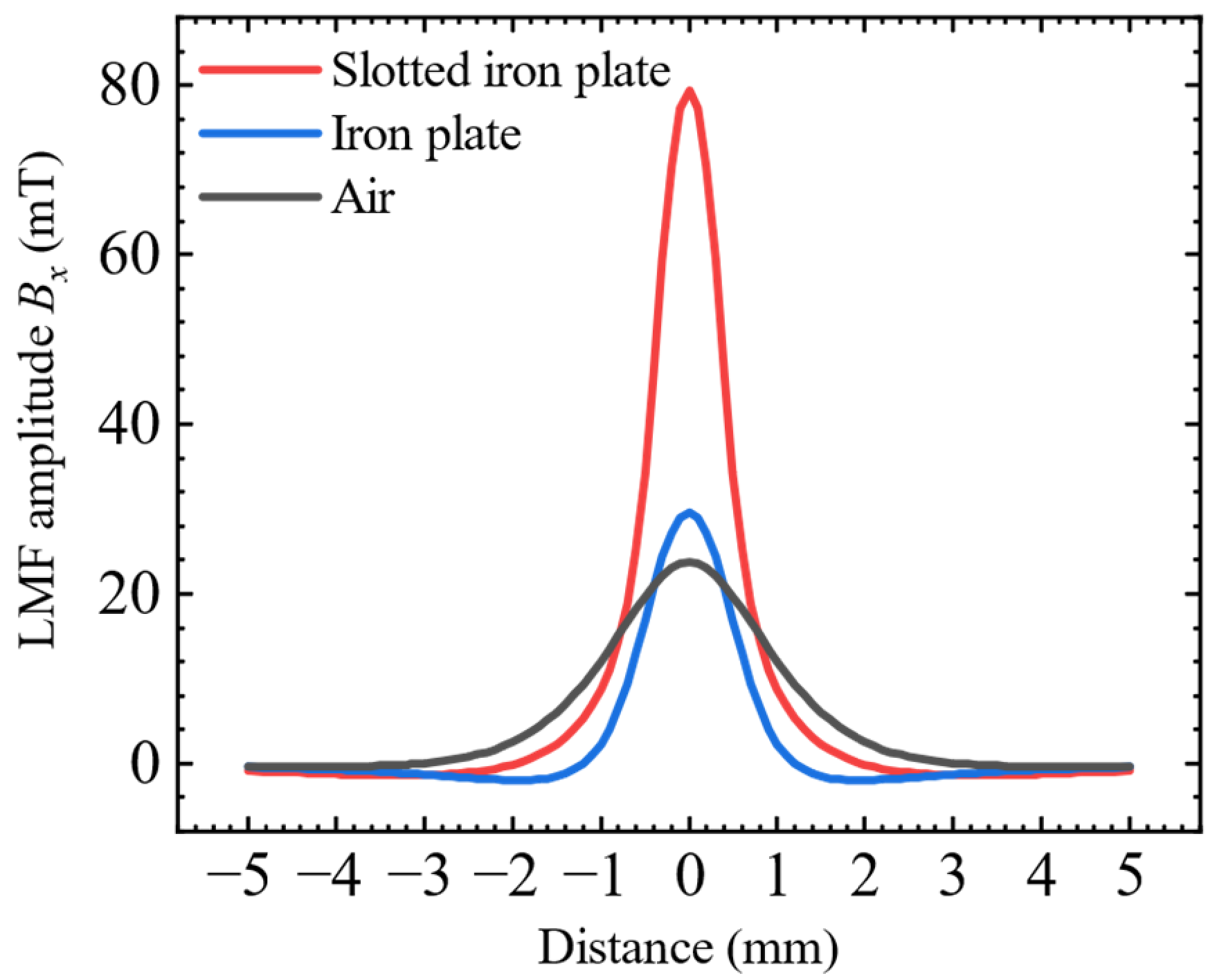
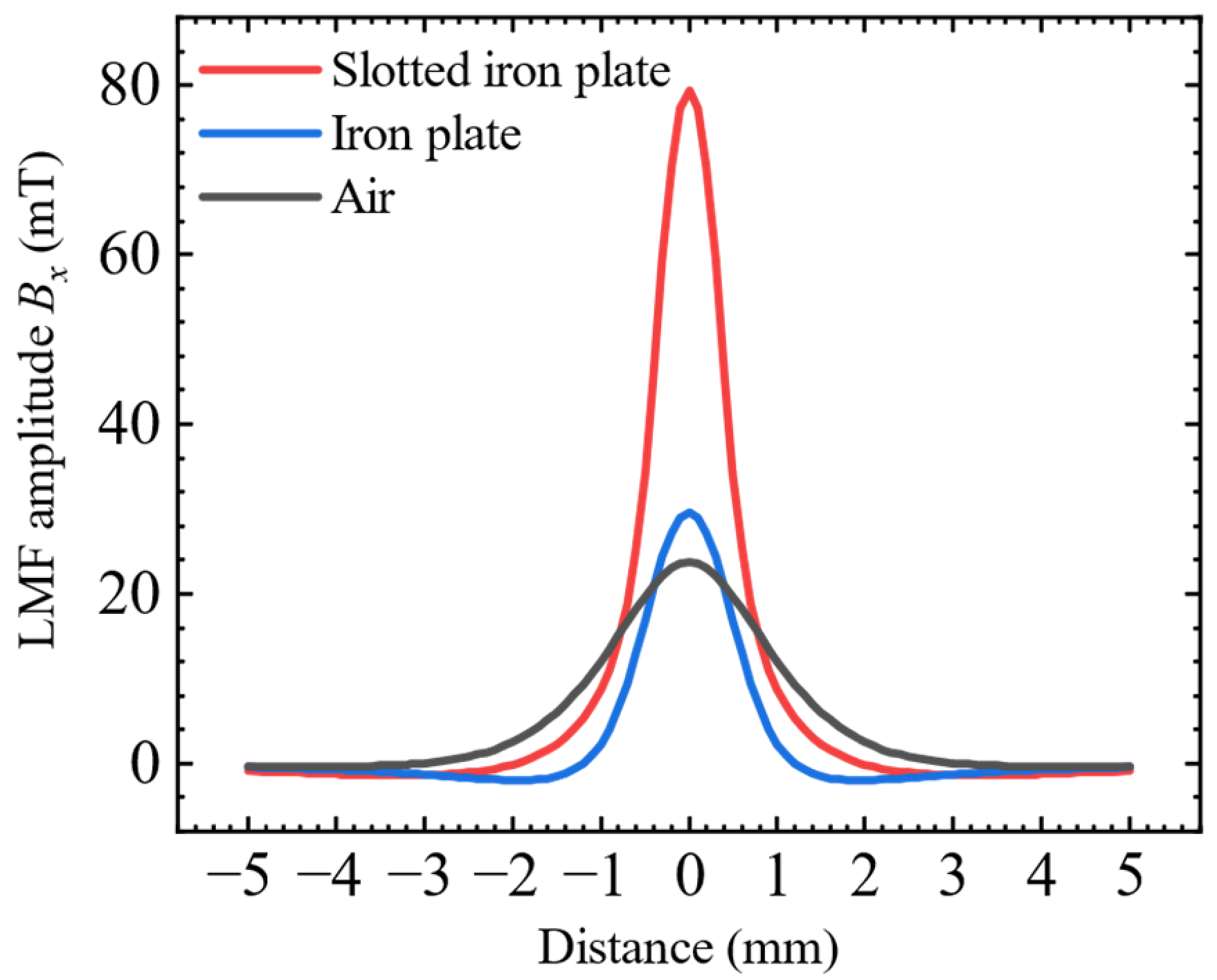
3.1. The Enhancement of the LMF by the SFLL
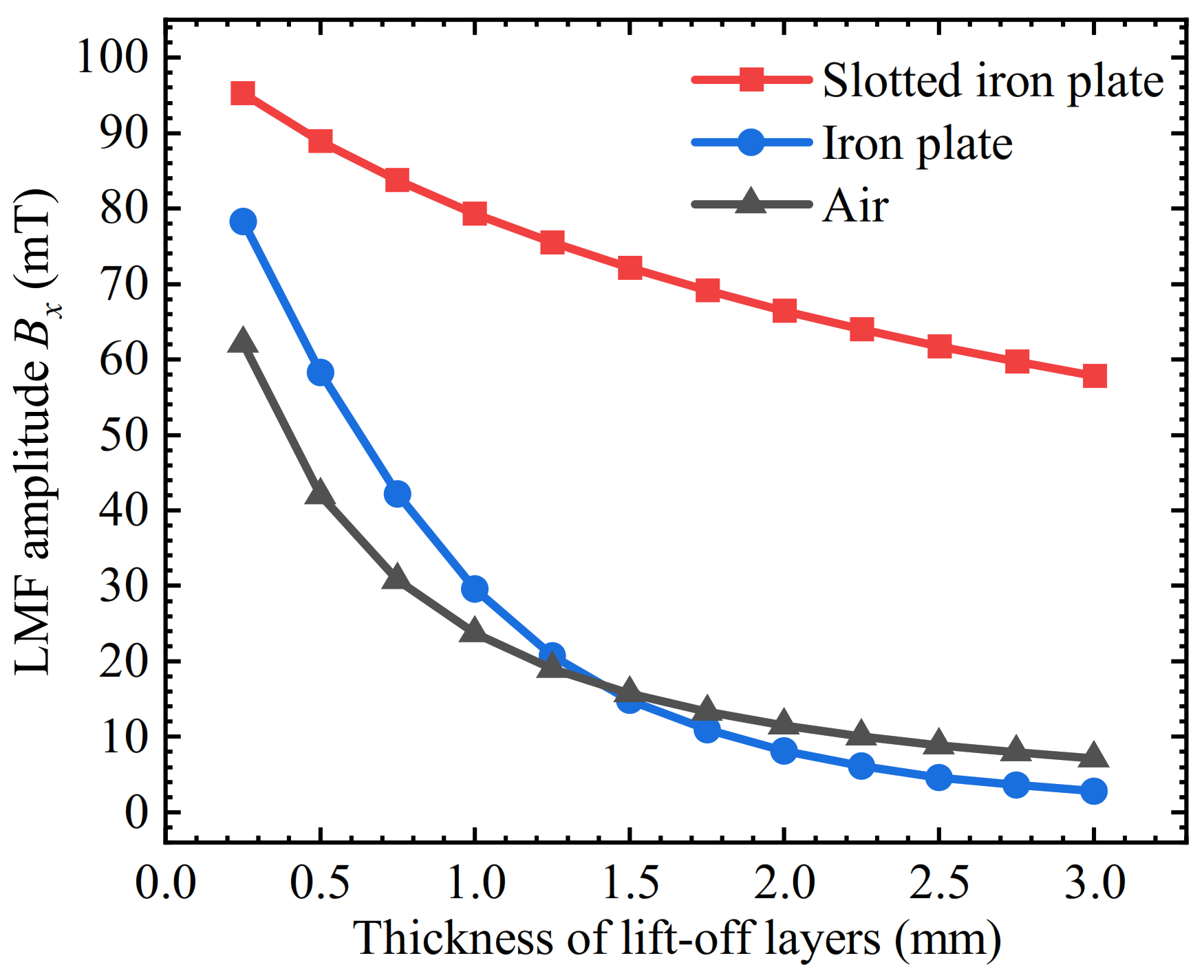
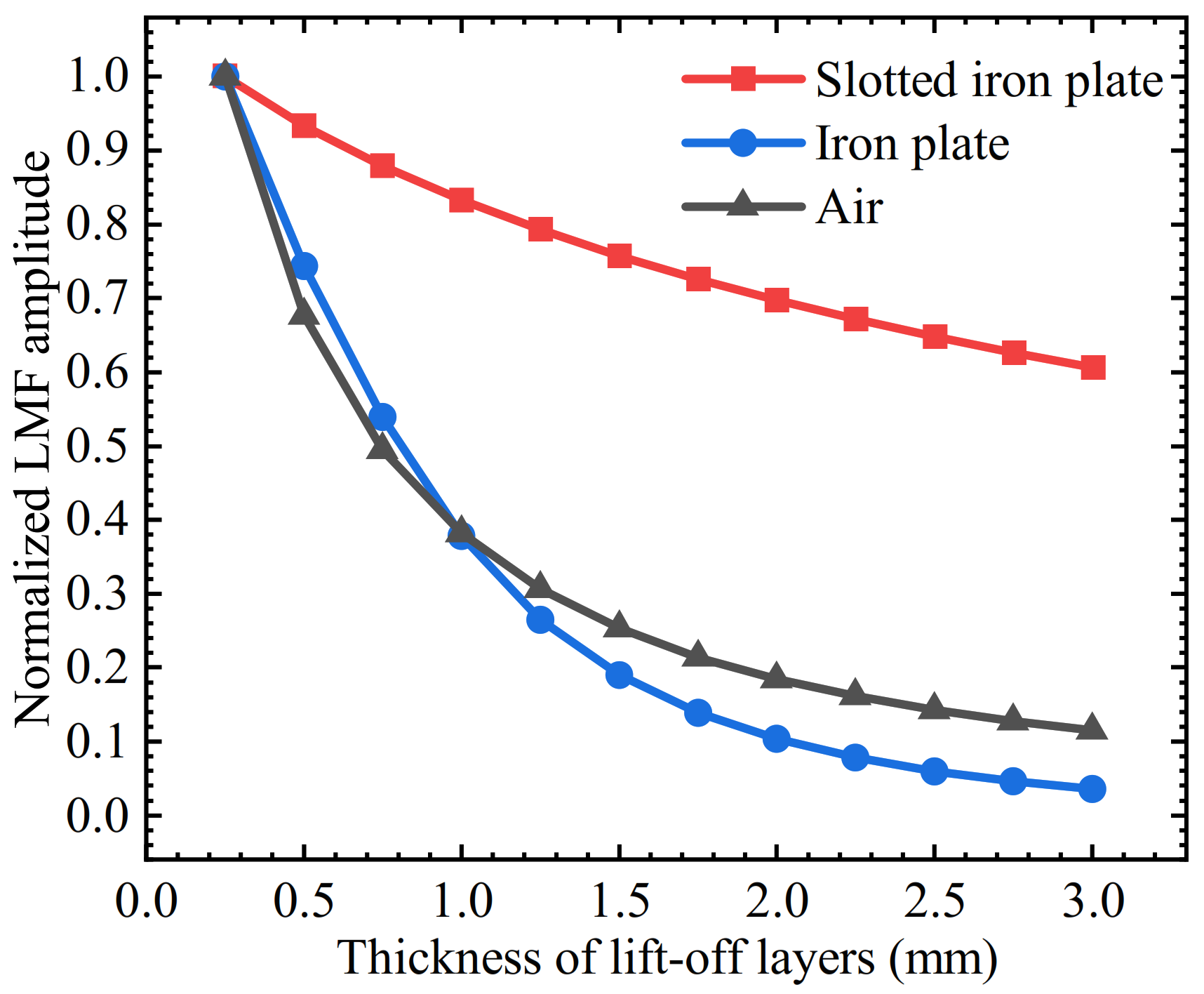
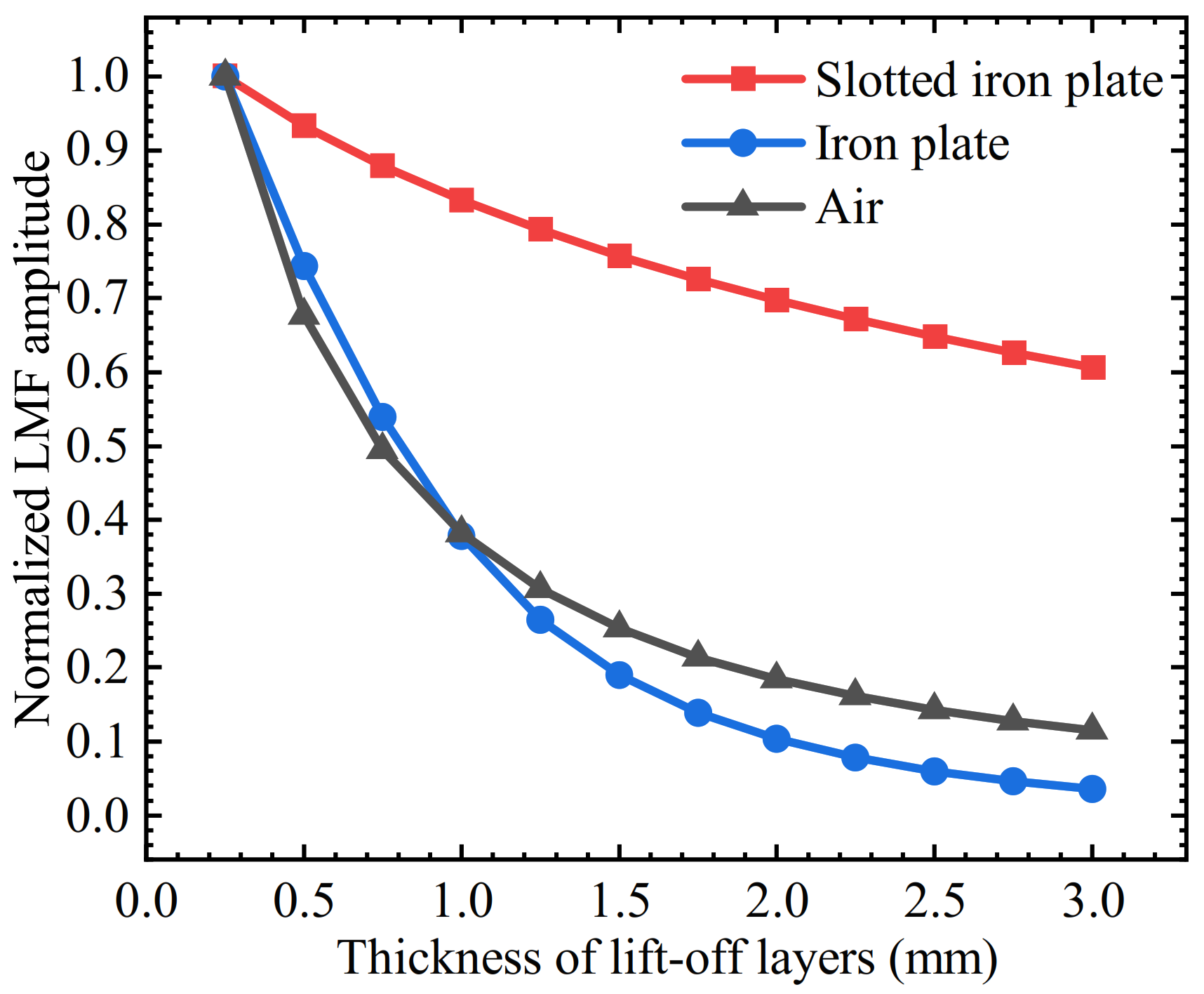
3.2. Lift-Off Tolerance of the SFLL-MFL Method
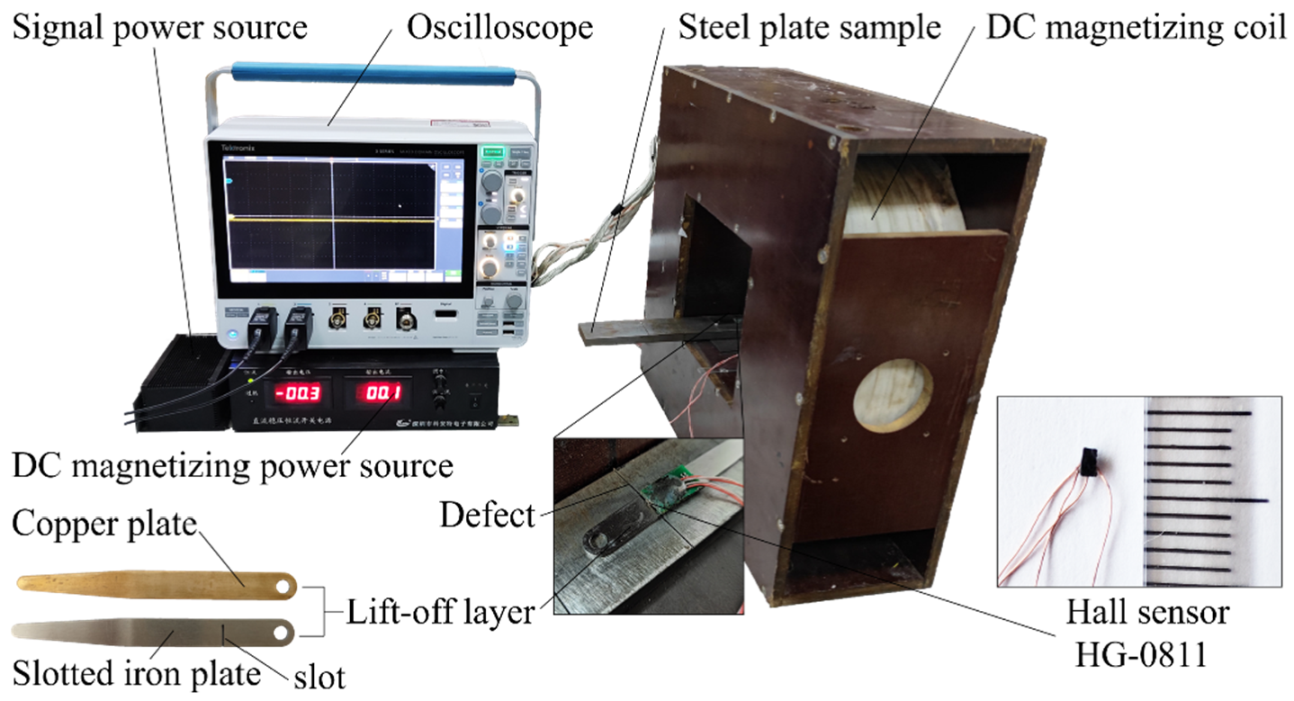
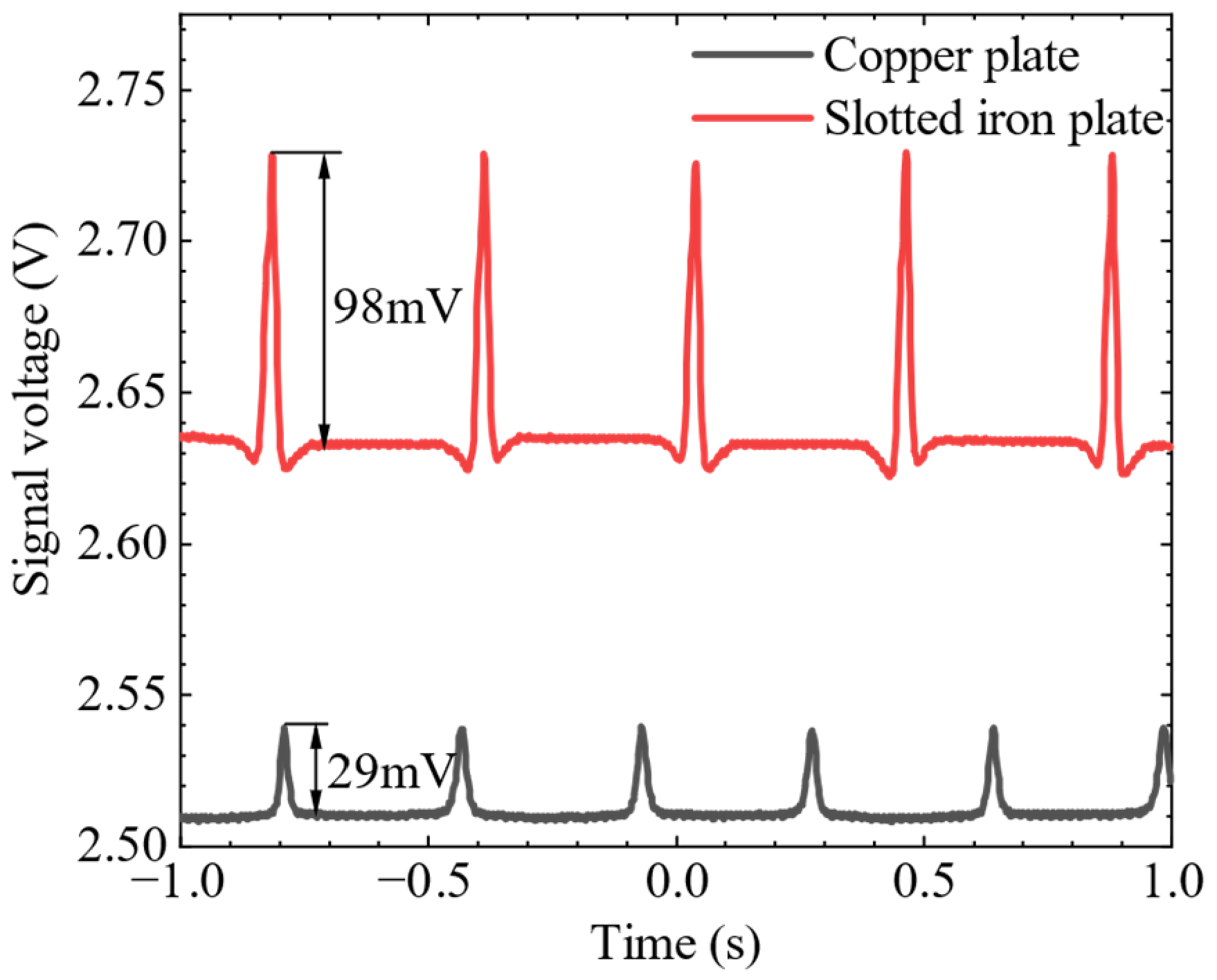
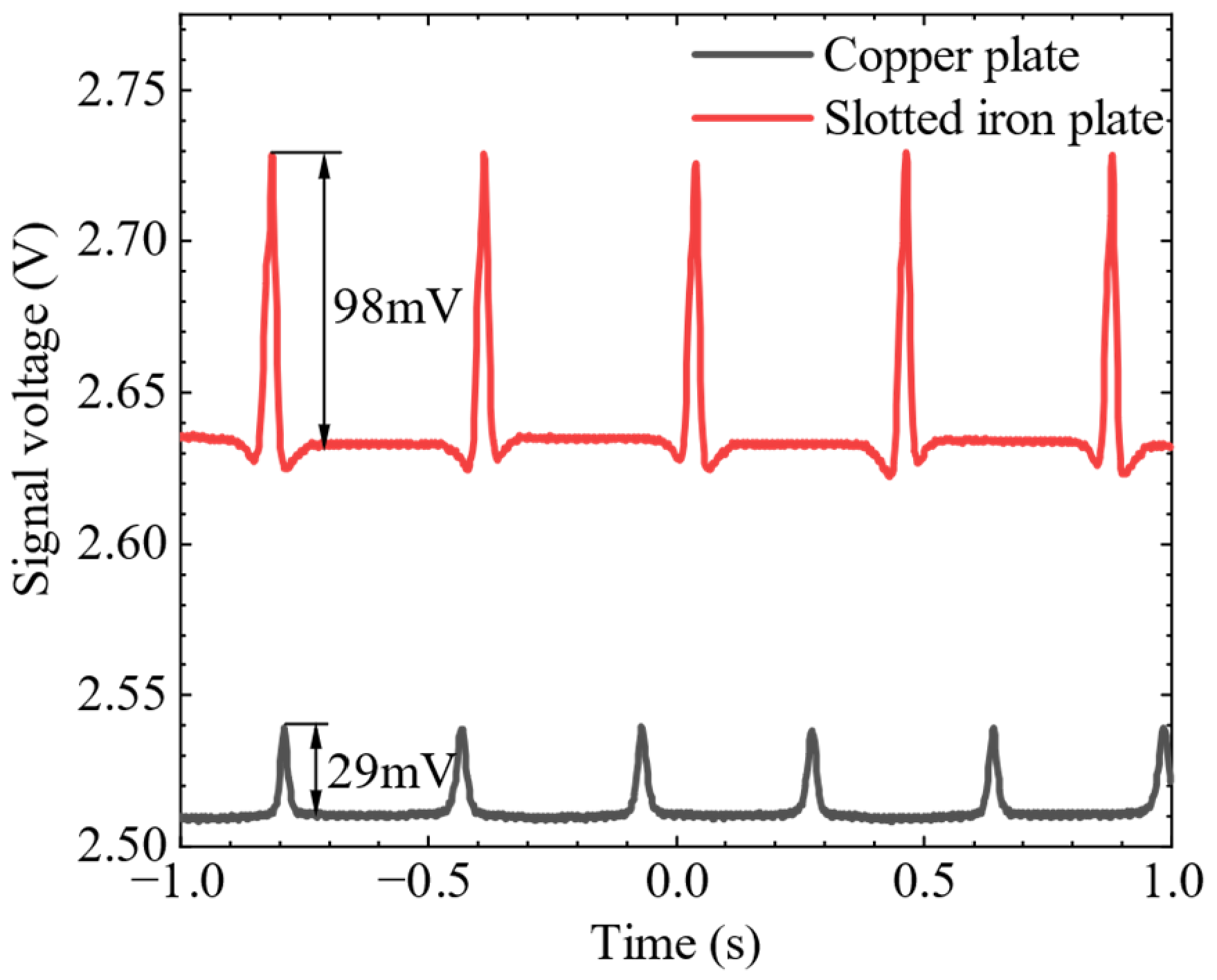
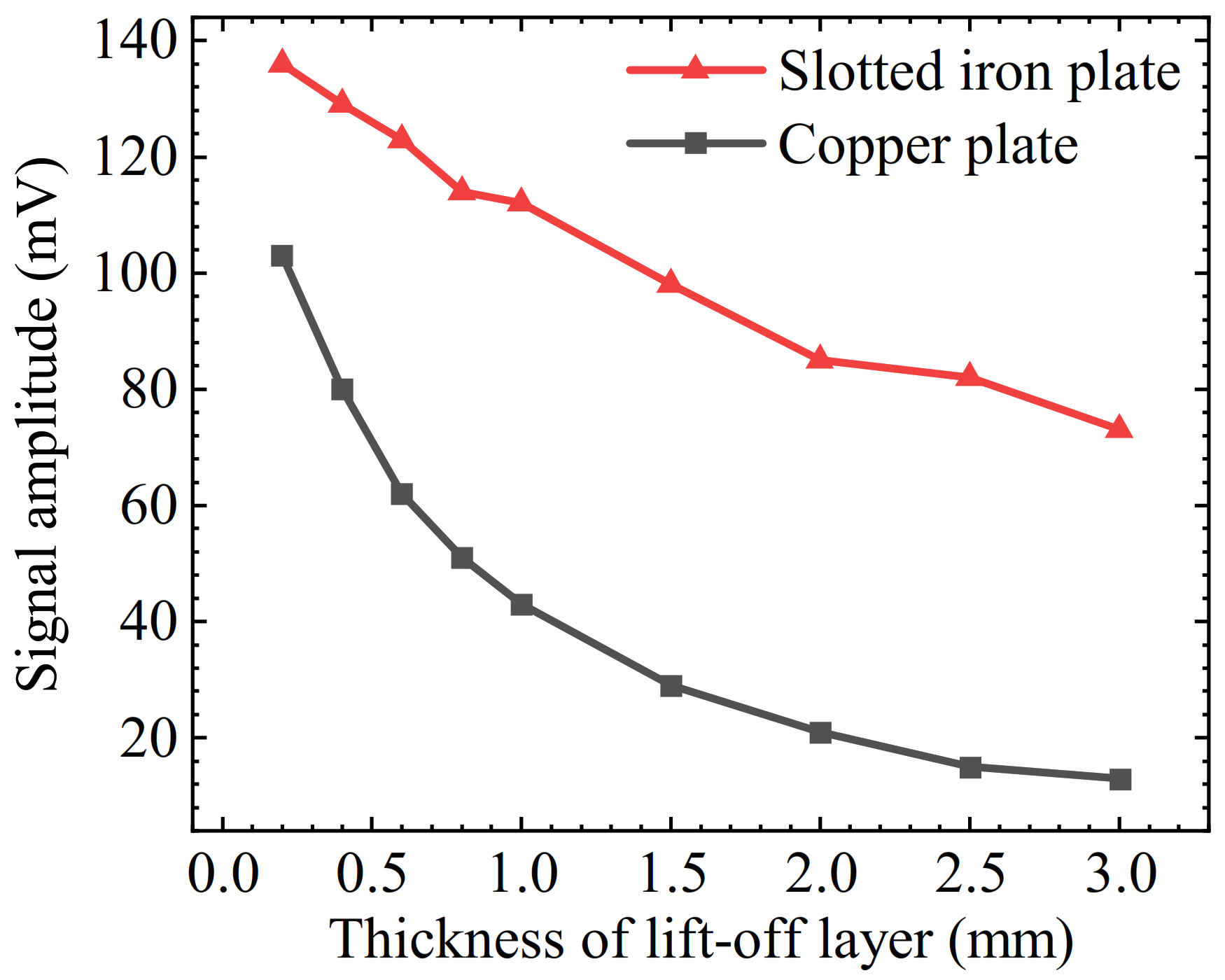
4. Experimental Verification
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Jarvis, R.; Cawley, P.; Nagy, P.B. Current Deflection NDE for the Inspection and Monitoring of Pipes. NDT E Int. 2016, 81, 46–59. [Google Scholar] [CrossRef] [Green Version]
- Nestleroth, J.B.; Davis, R.J. Application of Eddy Currents Induced by Permanent Magnets for Pipeline Inspection. NDT E Int. 2007, 40, 77–84. [Google Scholar] [CrossRef]
- Zhou, Y.-L.; Qian, X.; Birnie, A.; Zhao, X.-L. A Reference Free Ultrasonic Phased Array to Identify Surface Cracks in Welded Steel Pipes Based on Transmissibility. Int. J. Press. Vessel. Pip. 2018, 168, 66–78. [Google Scholar] [CrossRef]
- Zeng, W.; Yao, Y. Numerical Simulation of Laser-Generated Ultrasonic Waves for Detection Surface Defect on a Cylinder Pipe. Optik 2020, 212, 164650. [Google Scholar] [CrossRef]
- Tout, K.; Meguenani, A.; Urban, J.P.; Cudel, C. Automated Vision System for Magnetic Particle Inspection of Crankshafts Using Convolutional Neural Networks. Int. J. Adv. Manuf. Technol. 2021, 112, 3307–3326. [Google Scholar] [CrossRef]
- Xin, D.; Jinqiu, M.; Bo, Y.; Wen, H.; Shigang, W. An Automatic Magnetic Particle Inspection System for Detecting Defects in Mooring Chains. Insight 2013, 55, 29–34. [Google Scholar] [CrossRef]
- Wang, R.; Kang, Y.; Tang, J.; Feng, B.; Deng, Y. A Novel Magnetic Flux Leakage Testing Method Based on AC and DC Composite Magnetization. J. Nondestruct. Eval. 2020, 39, 84. [Google Scholar] [CrossRef]
- Wu, J.; Wu, W.; Li, E.; Kang, Y. Magnetic Flux Leakage Course of Inner Defects and Its Detectable Depth. Chin. J. Mech. Eng. 2021, 34, 63. [Google Scholar] [CrossRef]
- Ege, Y.; Coramik, M. A New Measurement System Using Magnetic Flux Leakage Method in Pipeline Inspection. Measurement 2018, 123, 163–174. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, C.; Li, R.; Cai, M.; Jia, G. Theory and Application of Magnetic Flux Leakage Pipeline Detection. Sensors 2015, 15, 31036–31055. [Google Scholar] [CrossRef]
- Ye, C.; Huang, Y.; Udpa, L.; Udpa, S.S. Novel Rotating Current Probe With GMR Array Sensors for Steam Generate Tube Inspection. IEEE Sens. J. 2016, 16, 4995–5002. [Google Scholar] [CrossRef]
- Feng, Q.; Li, R.; Nie, B.; Liu, S.; Zhao, L.; Zhang, H. Literature Review: Theory and Application of In-Line Inspection Technologies for Oil and Gas Pipeline Girth Weld Defection. Sensors 2016, 17, 50. [Google Scholar] [CrossRef] [PubMed]
- Ni, Y.; Zhang, Q.; Xin, R. Magnetic Flux Detection and Identification of Bridge Cable Metal Area Loss Damage. Measurement 2021, 167, 108443. [Google Scholar] [CrossRef]
- Wang, X.; Wu, X.; Xu, J.; Ba, H. Study on the Lift-off Effect on MFL Signals with Magnetic Circuit Model and 3D FEM. Insight 2012, 54, 505–510. [Google Scholar] [CrossRef]
- Lee, J.; Jun, J.; Kim, J.; Le, M. Jinyi Lee; Jongwoo Jun; Jungmin Kim; Minhhuy Le Electromagnetic Nondestructive Testing at High Lift-off Using a Magnetic Image Conduit. J. Mech. Sci. Technol. 2013, 27, 1287–1293. [Google Scholar] [CrossRef]
- Wang, C.; Su, W.; Hu, Z.; Pu, J.; Guan, M.; Peng, B.; Li, L.; Ren, W.; Zhou, Z.; Jiang, Z.; et al. Highly Sensitive Magnetic Sensor Based on Anisotropic Magnetoresistance Effect. IEEE Trans. Magn. 2018, 54, 1–3. [Google Scholar] [CrossRef]
- Singh, W.S.; Rao, B.P.C.; Mukhopadhyay, C.K.; Jayakumar, T. Finite Element Model-Based Approach for Magnetic Flux Leakage Testing of Steel Plates Using 2D Tandem GMR Array Sensors. Insight 2014, 56, 683–690. [Google Scholar] [CrossRef]
- Mohd Noor Sam, M.A.I.; Jin, Z.; Oogane, M.; Ando, Y. Investigation of a Magnetic Tunnel Junction Based Sensor for the Detection of Defects in Reinforced Concrete at High Lift-Off. Sensors 2019, 19, 4718. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Liu, S.; Jiang, X.; He, L.; Gu, M.; Liu, C.; Kang, Y.; Luo, X.; Xu, J. A Novel Electromagnetic Testing Method Based on the Magnetic Field Interaction. IEEE Trans. Magn. 2019, 55, 1–12. [Google Scholar] [CrossRef]
- Wang, R.; Deng, Z.; Liu, R.; Kang, Y.; Zhang, J.; Tang, J. A Large Lift-off Nondestructive Testing Method Based on the Interaction between AC Magnetic Field and MFL Field. In Proceedings of the 23rd International Workshop on Electromagnetic Nondestructive Evaluation, ENDE 2018, Downtown Detroit, MI, USA, 9–13 September 2018; IOS Press: Detroit, MI, USA, 2019; Volume 44, pp. 44–49. [Google Scholar] [CrossRef]
- Lee, J.Y.; Seo, D.W.; Shoji, T. Numerical Consideration of Magnetic Camera for Quantitative Nondestructive Evaluation. KEM 2004, 270–273, 630–635. [Google Scholar] [CrossRef]
- Wu, J.; Fang, H.; Li, L.; Wang, J.; Huang, X.; Kang, Y.; Sun, Y.; Tang, C. A Lift-Off-Tolerant Magnetic Flux Leakage Testing Method for Drill Pipes at Wellhead. Sensors 2017, 17, 201. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Kang, Y. A New MFL Principle and Method Based on Near-Zero Background Magnetic Field. NDT E Int. 2010, 43, 348–353. [Google Scholar] [CrossRef]
- Yilai, M.; Li, L.; Kaiwen, J.; Xulin, Z. The Application of Magnetic Shielding Effect in Drill Pipe Magnetic Leakage Flux Testing. In Proceedings of the 2013 Fifth International Conference on Measuring Technology and Mechatronics Automation, Hong Kong, China, 16–17 January 2013; pp. 1135–1138. [Google Scholar] [CrossRef]
- Wu, J.; Fang, H.; Huang, X.; Xia, H.; Kang, Y.; Tang, C. An Online MFL Sensing Method for Steel Pipe Based on the Magnetic Guiding Effect. Sensors 2017, 17, 2911. [Google Scholar] [CrossRef] [Green Version]
- Tang, J.; Wang, R.; Liu, B.; Kang, Y. A Novel Magnetic Flux Leakage Method Based on the Ferromagnetic Lift-off Layer with through Groove. Sens. Actuators A-Phys. 2021, 332, 113091. [Google Scholar] [CrossRef]
- Deng, Z.; Sun, Y.; Kang, Y.; Song, K.; Wang, R. A Permeability-Measuring Magnetic Flux Leakage Method for Inner Surface Crack in Thick-Walled Steel Pipe. J. Nondestruct. Eval. 2017, 36, 68. [Google Scholar] [CrossRef]
- Sun, Y.; Kang, Y. Magnetic Compression Effect in Present MFL Testing Sensor. Sens. Actuators A-Phys. 2010, 160, 54–59. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| H (A/m) | B (T) |
|---|---|
| 0 | 0 |
| 500 | 0.88529 |
| 1000 | 1.27739 |
| 1500 | 1.41839 |
| 2000 | 1.48692 |
| 2500 | 1.53552 |
| 3000 | 1.57709 |
| 4000 | 1.64878 |
| 5000 | 1.70842 |
| 6000 | 1.7579 |
| 7000 | 1.79885 |
| 8000 | 1.83341 |
| 9000 | 1.86285 |
| 10,000 | 1.88837 |
| 15,000 | 1.98345 |
| 20,000 | 2.05073 |
| 25,000 | 2.10193 |
| Item | Parameters |
|---|---|
| Magnetization coil | Number of turns N = 3000, magnetization current I = 12 A |
| Steel plate workpiece | Material is Q235; length = 100 mm; plate thickness = 10 mm |
| Groove defect | Width = 0.6 mm; depth = 1.0 mm |
| Slotted iron plate | Material is Q235; thickness = 1 mm; slot width = 0.6 mm |
| Lift-Off Layer Thickness Range | Slotted Iron Plate | Iron Plate | Air |
|---|---|---|---|
| 0.25 mm–1 mm | 16.9% | 62.1% | 61.8% |
| 0.25 mm–2 mm | 30.2% | 89.6% | 81.6% |
| 0.25 mm–3 mm | 39.3% | 96.3% | 88.5% |
| Magnetization Current I (A) | Air | SFLL | ||||
|---|---|---|---|---|---|---|
| 0.2 mm (mT) | 3 mm (mT) | Attenuation Speed | 0.2 mm (mT) | 3 mm (mT) | Attenuation Speed | |
| 6 | 63.2 | 11.58 | 81.68% | 90.22 | 52.38 | 41.94% |
| 8 | 98.63 | 15.93 | 83.85% | 122.8 | 66.79 | 45.61% |
| 10 | 132.2 | 19.31 | 85.39% | 150.5 | 75.96 | 49.53% |
| 12 | 155.5 | 22.2 | 85.72% | 174.6 | 84.73 | 51.47% |
| 14 | 168.6 | 25.29 | 85.00% | 193.3 | 91.62 | 52.60% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, J.; Wang, R.; Qiu, G.; Hu, Y.; Kang, Y. Mechanism of Magnetic Flux Leakage Detection Method Based on the Slotted Ferromagnetic Lift-Off Layer. Sensors 2022, 22, 3587. https://doi.org/10.3390/s22093587
Tang J, Wang R, Qiu G, Hu Y, Kang Y. Mechanism of Magnetic Flux Leakage Detection Method Based on the Slotted Ferromagnetic Lift-Off Layer. Sensors. 2022; 22(9):3587. https://doi.org/10.3390/s22093587
Chicago/Turabian StyleTang, Jian, Rongbiao Wang, Gongzhe Qiu, Yu Hu, and Yihua Kang. 2022. "Mechanism of Magnetic Flux Leakage Detection Method Based on the Slotted Ferromagnetic Lift-Off Layer" Sensors 22, no. 9: 3587. https://doi.org/10.3390/s22093587
APA StyleTang, J., Wang, R., Qiu, G., Hu, Y., & Kang, Y. (2022). Mechanism of Magnetic Flux Leakage Detection Method Based on the Slotted Ferromagnetic Lift-Off Layer. Sensors, 22(9), 3587. https://doi.org/10.3390/s22093587