
Fast Kinematic Re-Calibration for Industrial Robot Arms

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Existing Methodologies for Kinematic Calibration
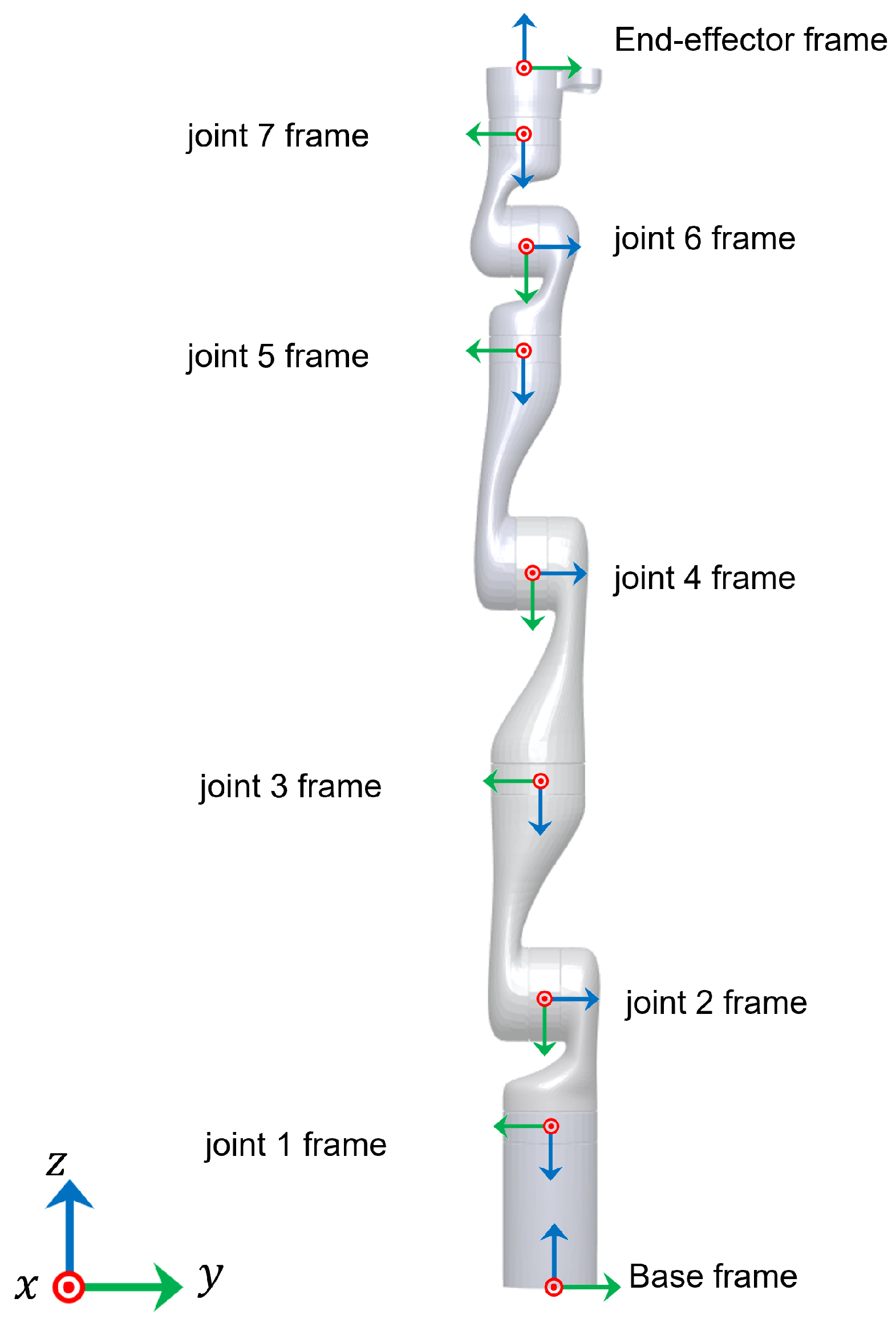
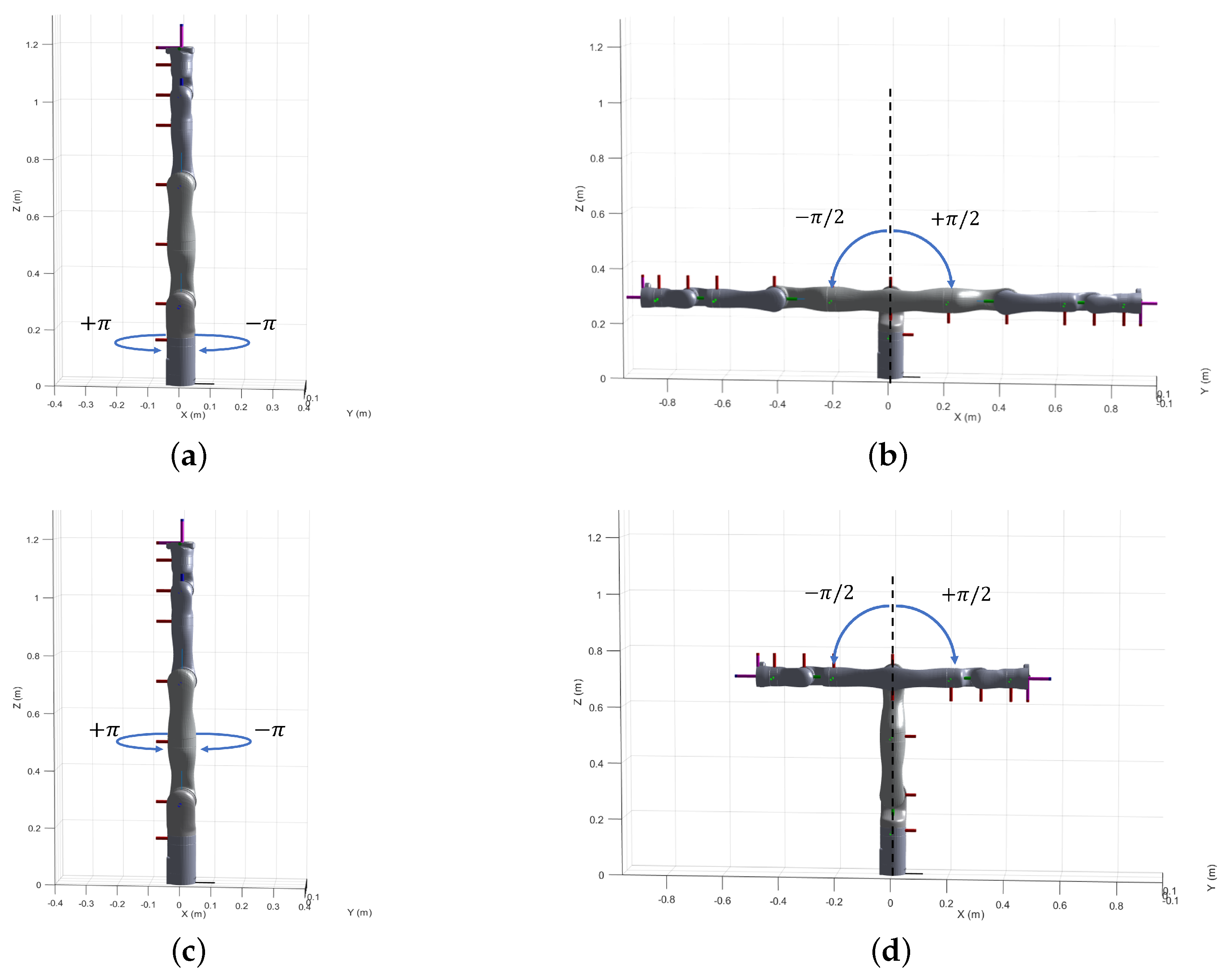
3. Kinematic Modelling
4. Parameter Identification and Compensation
4.1. Identification of Angular Offsets (
4.2. Identification of Linear Offsets (
5. Experimental Validation
5.1. Parameter Identification from the Training Dataset
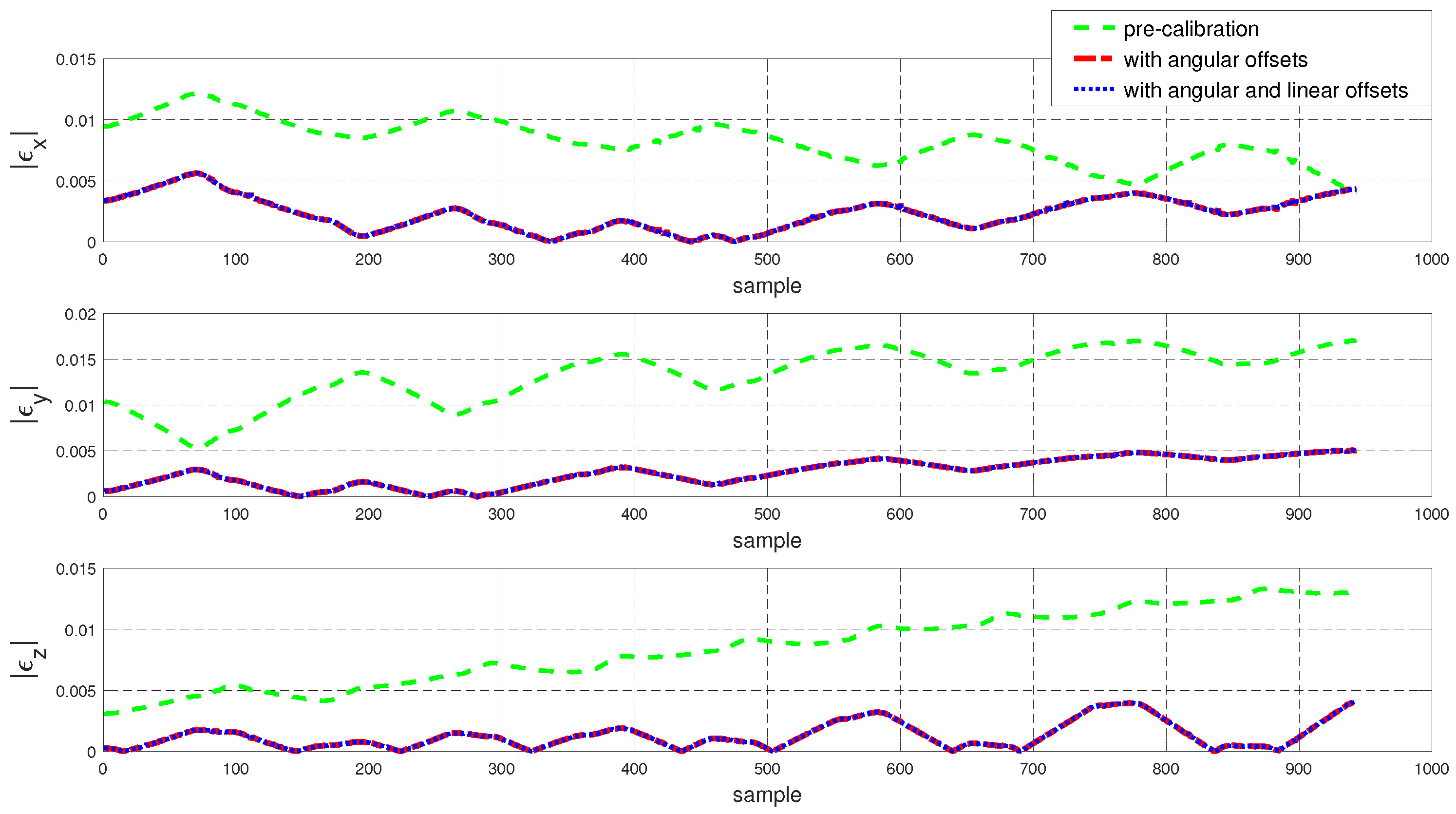
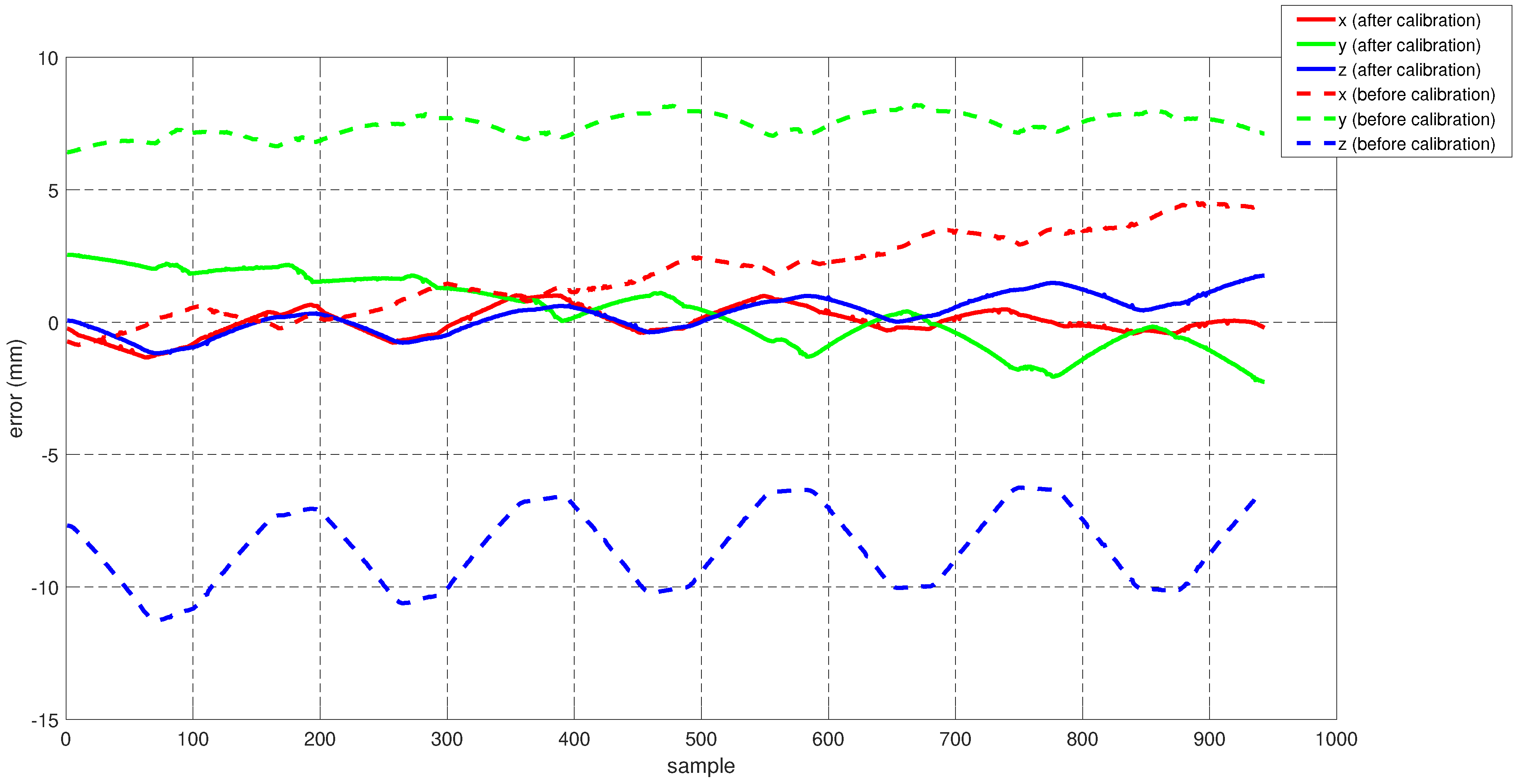
5.2. Validation on the Training Dataset
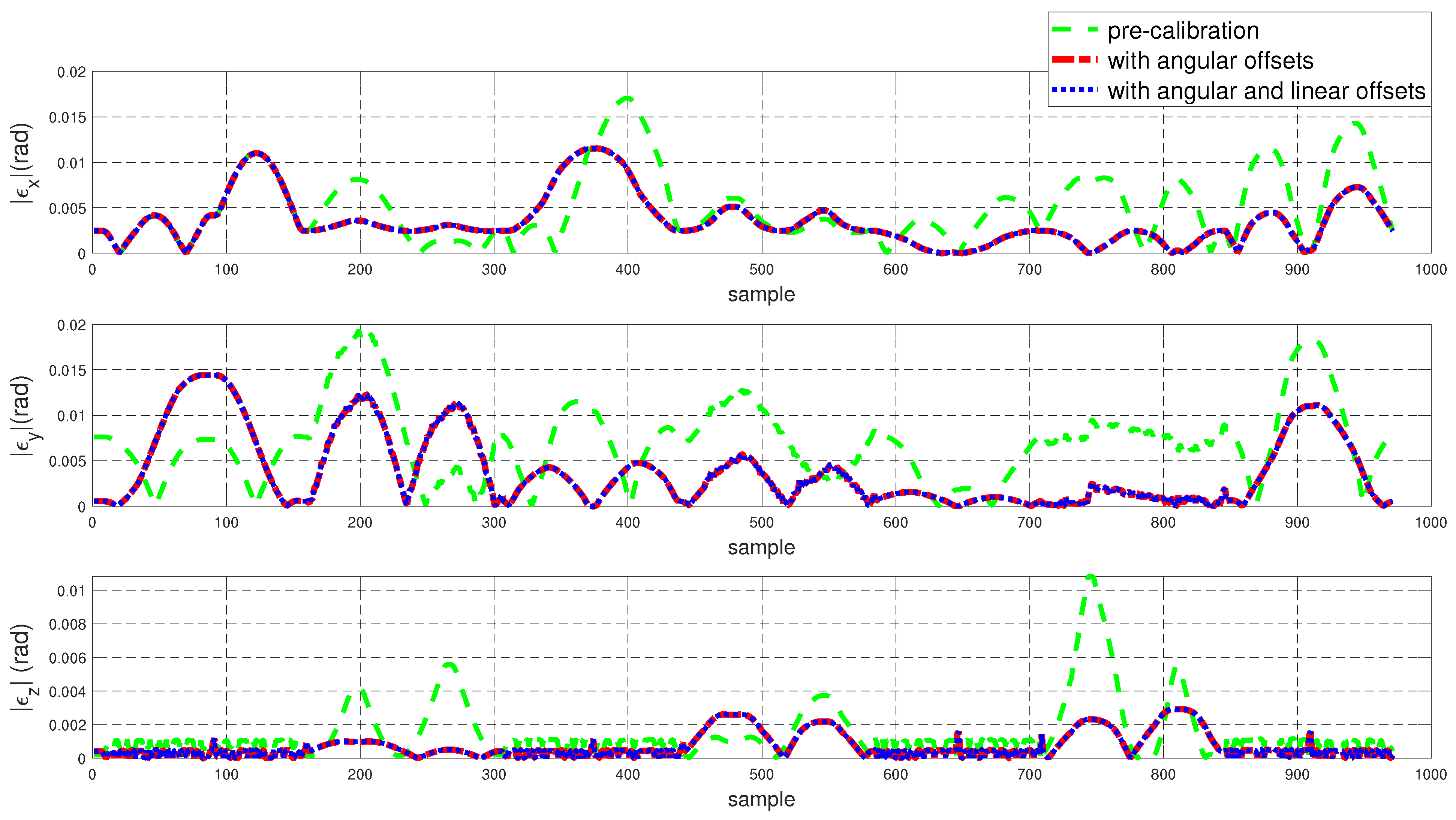
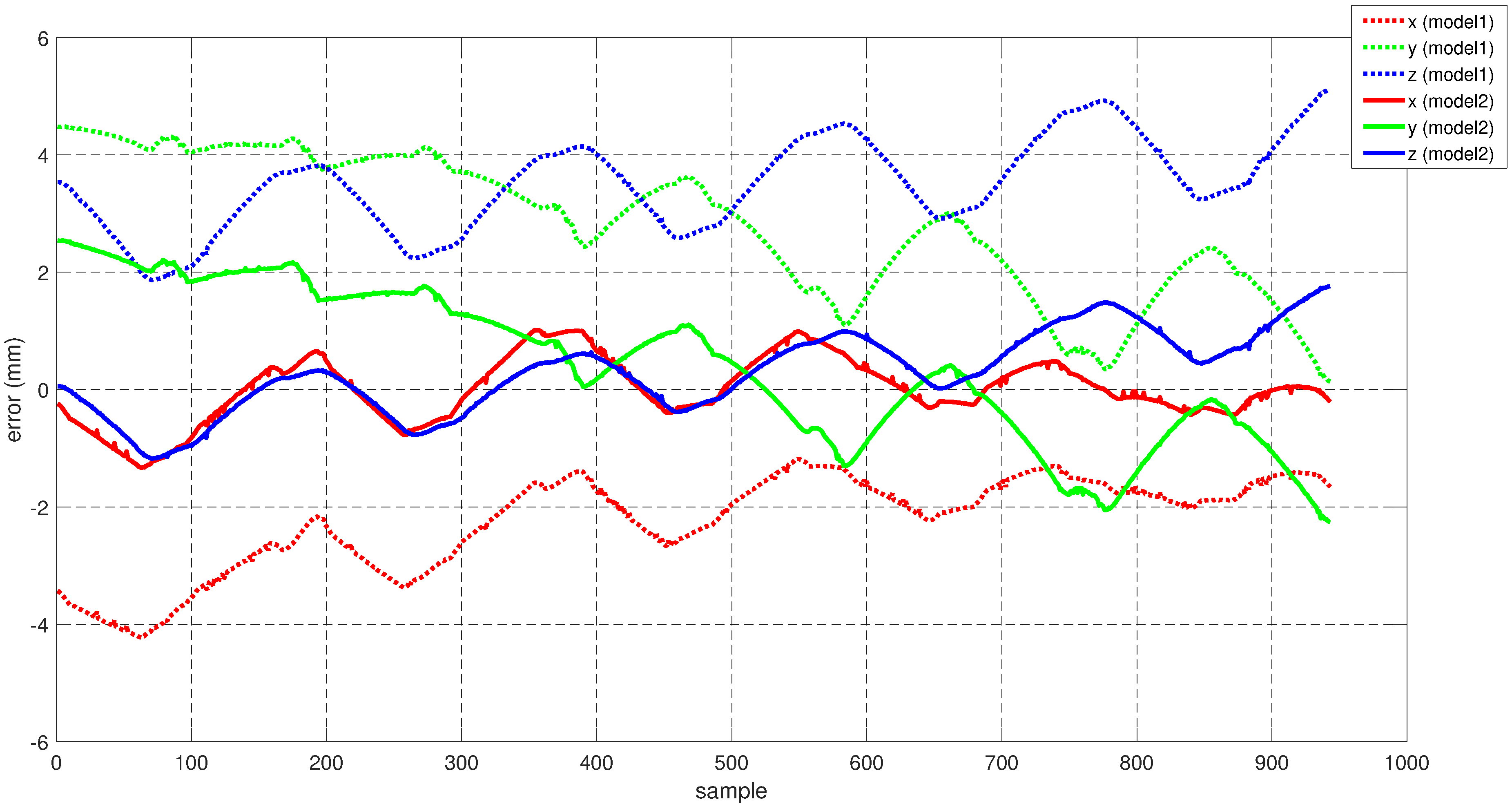
5.3. Validation on the Test Dataset
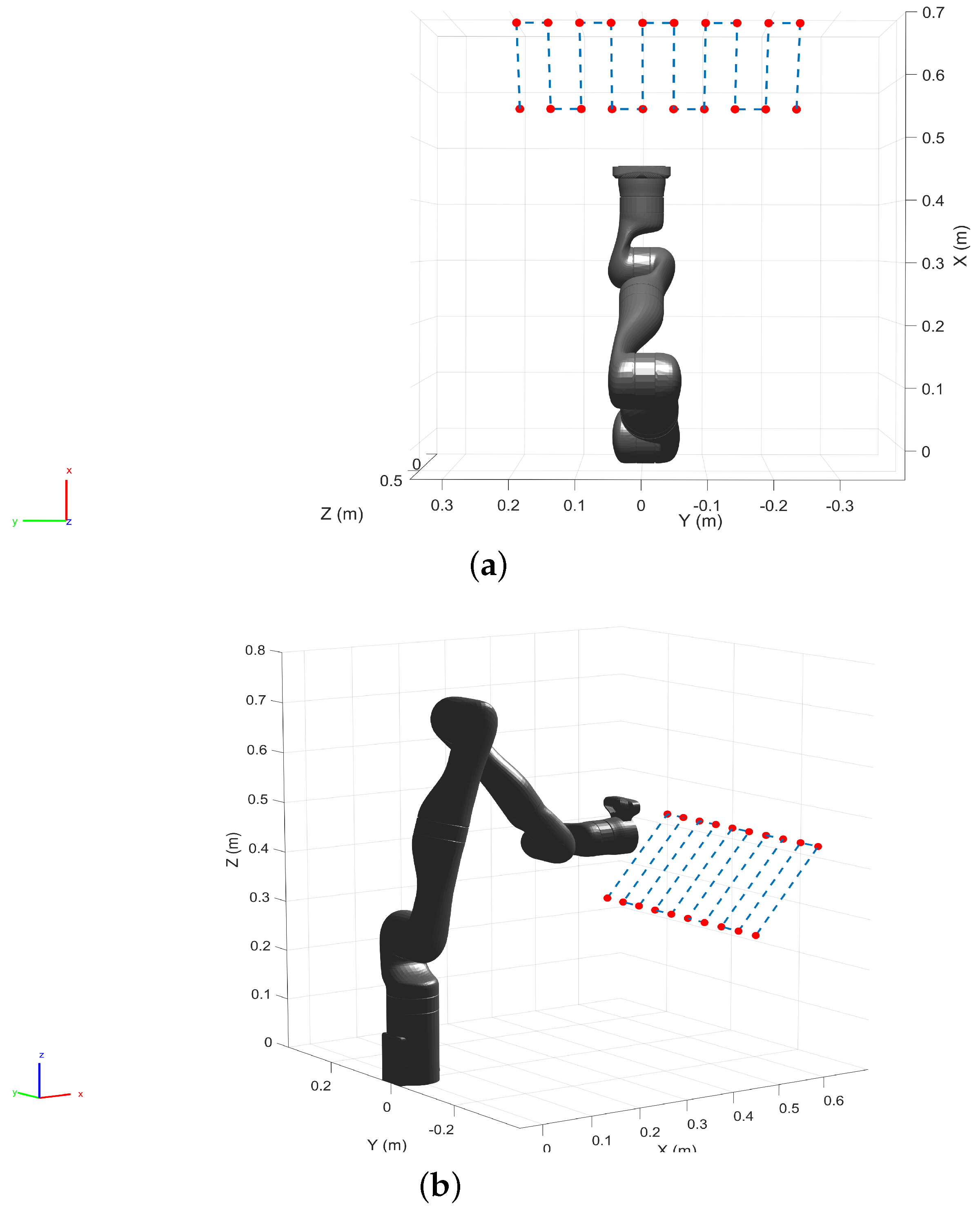
6. Operation Space Targeted Calibration
6.1. Validation on the Training Set
6.2. Validation on the Test Set
7. Discussion
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Disclaimer
References
- Conrad Kevin, L.; Yih, T.C. Robotic Calibration Issues: Accuracy, Repeatability and Calibration. In Proceedings of the 8th Mediterranean Conference on Control & Automation, Rio, Greece, 17–19 July 2000. [Google Scholar]
- Judd, A.; Knasinski, R. A technique to calibrate industrial robots with experimental verification. IEEE Trans. Robot. Autom. 1990, 6, 20–30. [Google Scholar] [CrossRef]
- ISO 9283:1998(R2015); Manipulating Industrial Robots—Performance Criteria and Related Test Methods. Standard, ISO Technical Committee 299 Robotics, BSI: London, UK, 1998.
- Gan, Y.; Duan, J.; Dai, X. A calibration method of robot kinematic parameters by drawstring displacement sensor. Int. J. Adv. Robot. Syst. 2019, 16, 1729881419883072. [Google Scholar] [CrossRef]
- Motta, J.M.S.; Llanos-Quintero, C.H.; Coral Sampaio, R. Inverse Kinematics and Model Calibration Optimization of a Five-D.O.F. Robot for Repairing the Surface Profiles of Hydraulic Turbine Blades. Int. J. Adv. Robot. Syst. 2016, 13, 114. [Google Scholar] [CrossRef]
- Wang, W.; Wang, G.; Yun, C. A calibration method of kinematic parameters for serial industrial robots. Ind. Robot. 2014, 41, 157–165. [Google Scholar] [CrossRef]
- Elatta, A.Y.; Gen, L.P.; Zhi, F.L.; Daoyuan, Y.; Fei, L. An Overview of Robot Calibration. Inf. Technol. J. 2004, 3, 74–78. [Google Scholar] [CrossRef] [Green Version]
- Slamani, M.; Nubiola, A.; A Bonev, I.A. Modeling and assessment of the backlash error of an industrial robot. Robotica 2012, 30, 1167–1175. [Google Scholar] [CrossRef]
- Lattanzi, L.; Cristalli, C.; Massa, D.; Boria, S.; Lépine, P.; Pellicciari, M. Geometrical calibration of a 6-axis robotic arm for high accuracy manufacturing task. Int. J. Adv. Manuf. Technol. 2020, 111, 1813–1829. [Google Scholar] [CrossRef]
- Hayati, S.A. Robot arm geometric link parameter estimation. In Proceedings of the 22nd IEEE Conference on Decision and Control, San Antonio, TX, USA, 14–16 December 1983; pp. 1477–1483. [Google Scholar]
- Cai, Y.; Yuan, P.; Chen, D. A flexible calibration method connecting the joint space and the working space of industrial robots. Ind. Robot. Int. J. 2018, 45, 407–415. [Google Scholar] [CrossRef]
- Zeng, Y.; Tian, W.; Li, D.; He, X.; Liao, W. An error-similarity-based robot positional accuracy improvement method for a robotic drilling and riveting system. Int. J. Adv. Manuf. Technol. 2017, 88, 2745–2755. [Google Scholar] [CrossRef]
- Messay, T.; Chen, C.; Ordóñez, R.; Taha, T.M. Gpgpu acceleration of a novel calibration method for industrial robots. In Proceedings of the 2011 IEEE National Aerospace and Electronics Conference (NAECON), Dayton, OH, USA, 20–22 July 2011; pp. 124–129. [Google Scholar]
- Zeng, Y.; Tian, W.; Liao, W. Positional error similarity analysis for error compensation of industrial robots. Robot. Comput.-Integr. Manuf. 2016, 42, 113–120. [Google Scholar] [CrossRef]
- Chen, G.; Wang, H.; Lin, Z. Determination of the identifiable parameters in robot calibration based on the poe formula. IEEE Trans. Robot. 2014, 30, 1066–1077. [Google Scholar] [CrossRef]
- Li, Z.; Shuai Li, S.; Luo, X. An overview of calibration technology of industrial robots. IEEE/CAA J. Autom. Sin. 2021, 8, 23–36. [Google Scholar] [CrossRef]
- Jiang, Z.; Huang, M.; Tang, X.; Song, B.; Guo, Y. Observability index optimization of robot calibration based on multiple identification spaces. Auton. Robot. 2020, 44, 1029–1046. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Löwe, H.; Li, Z. Poe-based robot kinematic calibration using axis configuration space and the adjoint error model. IEEE Trans. Robot. 2016, 32, 1264–1279. [Google Scholar] [CrossRef]
- Liu, H.; Zhu, W.; Dong, H.; Ke, Y. An improved kinematic model for serial robot calibration based on local poe formula using position measurement. Ind. Robot. Int. J. 2018, 45, 573–584. [Google Scholar] [CrossRef]
- Yang, X.; Wu, L.; Li, J.; Chen, K. A minimal kinematic model for serial robot calibration using POE formula. Robot. Comput.-Integr. Manuf. 2014, 30, 326–334. [Google Scholar] [CrossRef]
- Jin, Z.; Yu, C.; Li, J.; Ke, Y. A robot assisted assembly system for small components in aircraft assembly. Ind. Robot. Int. J. 2014, 41, 413–420. [Google Scholar] [CrossRef]
- Lertpiriyasuwat, V.; Berg, M.C. Adaptive real-time estimation of end-effector position and orientation using precise measurements of end-effector position. IEEE/ASME Trans. Mechatron. 2006, 11, 304–319. [Google Scholar] [CrossRef]
- Posada, J.D.; Schneider, U.; Pidan, S.; Gerav, M.; Stelzer, P.; Verl, A. High accurate robotic drilling with external sensor and compliance model-based compensation. In Proceedings of the 2016 IEEE International Conference on Robotics and Automation (ICRA), Stockholm, Sweden, 16–21 May 2016; pp. 3901–3907. [Google Scholar]
- Hoai-Nhan, N.; Jian, Z.; Hee-Jun, K. A new full pose measurement method for robot calibration. Sensors 2013, 13, 9132–9147. [Google Scholar]
- Jiang, Y.; Yu, L.; Jia, H.; Zhao, H.; Xia, H. Absolute positioning accuracy improvement in an industrial robot. Sensors 2020, 20, 4354. [Google Scholar] [CrossRef]
- Chen, T.; Lin, J.; Wu, D.; Wu, H. Research of Calibration Method for Industrial Robot Based on Error Model of Position. Appl. Sci. 2021, 11, 1287. [Google Scholar] [CrossRef]
- Whitney, D.E.; Lozinski, C.A.; Rourke, J.M. Industrial robot forward calibration method and results. J. Dyn. Syst. Meas. Control. 1986, 108, 1–8. [Google Scholar] [CrossRef]
- Gharaaty, S.; Shu, T.; Joubair, A.; Xie, W.F.; Bonev, I.A. Online pose correction of an industrial robot using an optical coordinate measure machine system. Int. J. Adv. Robot. Syst. 2018, 15, 1729881418787915. [Google Scholar] [CrossRef] [Green Version]
- Hsiao, T.; Huang, P.-H. Iterative learning control for trajectory tracking of robot manipulators. Int. J. Autom. Smart Technol. 2017, 7, 133–139. [Google Scholar] [CrossRef] [Green Version]
- Siciliano, B.; Khatib, O.; Kröger, T. Springer Handbook of Robotics; Springer: Berlin/Heidelberg, Germany, 2016; Volume 200. [Google Scholar]
- Joubair, A.; Bonev, I.A. Kinematic calibration of a six-axis serial robot using distance and sphere constraints. Int. J. Adv. Manuf. Technol. 2015, 77, 515–523. [Google Scholar] [CrossRef]
- He, S.; Ma, L.; Yan, C.; Lee, C.-H.; Hu, P. Multiple location constraints based industrial robot kinematic parameter calibration and accuracy assessment. Int. J. Adv. Manuf. Technol. 2019, 102, 1037–1050. [Google Scholar] [CrossRef]
- Press, W.H.; Teukolsky, S.A.; Vetterling, W.T.; Flannery, B.P. Numerical recipes: The art of scientific computing. Phys. Today 1987, 40, 120. [Google Scholar] [CrossRef]
- Albert Nubiola, A.; Bonev, I.A. Absolute robot calibration with a single telescoping ballbar. Precis. Eng. 2014, 38, 472–480. [Google Scholar] [CrossRef]
- Nadeau, N.A.; Bonev, I.A.; Joubair, A. Impedance control self-calibration of a collaborative robot using kinematic coupling. Robotics 2019, 8, 33. [Google Scholar] [CrossRef] [Green Version]
- Gaudreault, M.; Joubair, A.; Bonev, I. Self-calibration of an industrial robot using a novel affordable 3D measuring device. Sensors 2018, 18, 3380. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Zhang, F.; Fu, Y.; Wang, S. Kinematic calibration of serial robot using dual quaternions. Ind. Robot. Int. J. Robot. Res. Appl. 2019, 46, 247–258. [Google Scholar] [CrossRef]
- Lynch, K.M.; Park, F.C. Modern Robotics; Cambridge University Press: Cambridge, UK, 2017. [Google Scholar]
- Murray, R.M.; Li, Z.; Sastry, S.S. A Mathematical Introduction to Robotic Manipulation; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paper | Type of Calibration | FK Measurement Technique (for Ground Truth) | Calibration Method | Type of Regression | Application Scenarios | Final Position Error | Error Reduction % |
|---|---|---|---|---|---|---|---|
| Li et al., 2019 [37] | Open-loop | Leica Geosystems Absolute Tracker (AT960) | Dual quaternion-based calibration (DQBC) algorithm based on FK obtained from DH notation and; modified DQBC | Least-squares | An error model for serial robot kinematic calibration based on dual quaternions. Used to calibrate dual arm 7-DoF SDA5F robot. | Arm1: 0.4523 mm Arm2: 0.7109 mm | 86.56 81.25 |
| Wang et al., 2014 [6] | Open-loop | FARO arm to measure ball target position. | Product of Exponential (POE) and adjoint transformation based FK | Least-squares | Analytical approach to determine and eliminate the redundant model parameters in serial-robot kinematic calibration based on the POE formula | Max. error 2.2 mm | - |
| Li et al., 2016 [18] | Open-loop | FARO Laser Tracker ION | Product of Exponential (POE) for FK. Algorithm based on the ACS (axis configuration space) and adjoint error mode | Least-squares | Novel kinematic calibration algorithm based on the ACS and Adjoint error model. It is computationally efficient and can easily handle additional assumptions on joint axes relations. | Mean error SCARA: 0.07 mm Kawasaki: 0.063 mm Max. error SCARA: 0.16 Kawasaki: 1.23 mm | - |
| Liu et al., 2018 [19] | Open-loop | Leica Laser Tracker | Product of Exponential (POE) | Least-squares | Calibration of serial robot based on local POE formula for fastener hole drilling in aircraft assembly. | Mean error 0.144 mm Max. error 0.301 mm | - 97.30 |
| Gharaaty et al., 2018 [28] | Open-loop | C-Track 780 from Creaform | Dynamic pose correction with PID controller | Root Mean Square (RMS) | Online pose correction of 6 DoF industrial robots, FANUC LR Mate 200iC and FANUC M20iA, using an optical CMM system for high accuracy applications such as riveting, drilling and spot welding. | Max. error 0.05 mm | 79.17 |
| Motta et al., 2016 [5] | Open-loop | ITG ROMER | Levenberg–Marquardt algorithm to solve non-linear least squares problem | Non-linear least-squares | Calibration optimization of a 5-DoF robot for repairing the surface profiles of hydraulic turbine blades. | Max. error 0.15 mm | - |
| Joubair et al., 2015 [31] | Closed-loop | Two-in datum spheres separated by precisely known distances measured on a CMM | Mathematical optimization | RMS error minimization | Geometric Calibration of a six-axis serial industrial robot, FANUC LR Mate 200iC in a specific target workspace using distance and sphere constraints. | Mean error 0.086 mm Max. error 0.127 mm | 87.68 90.39 |
| Lattanzi et al., 2020 [9] | Open-loop | FARO Vantage laser tracker | Levenberg-Marquardt mathematical optimization | Non-linear least squares solver | Geometric calibration of 6-axis, DENSO VS-087 and 7-DoF TIAGo robotic arms for high accuracy manufacturing task. | Mean error DENSO VS-087: 0.06 mm TIAGo: 1.08 mm Max. error DENSO VS-087: 0.1 mm TIAGo: 2.83 mm | - TIAG0: 91.91 |
| Proposed Method: Fast kinematic re-calibration | Open-loop | Factory calibrated feedback from the robot controller (No additional equipment required) | Compensating for the joint and link length offsets to calibrate the ideal robot model | Least-squares | Quick kinematic re-calibration of Kinova Gen3 Ultralightweight 7-DoF robot arm by compensating for joint and link length offsets. | Mean error 1.47 mm Max. error 2.87 mm | 87.15 78.77 |
| Transformation (Frame n to ) | ||
|---|---|---|
| Frame 1 to Base frame | ||
| Frame 2 to Frame 1 | ||
| Frame 3 to Frame 2 | ||
| Frame 4 to Frame 3 | ||
| Frame 5 to Frame 4 | ||
| Frame 6 to Frame 5 | ||
| Frame 7 to Frame 6 | ||
| Frame 7 to end-effector frame |
| Joint Frame (n) | (rad) | (m) |
|---|---|---|
| Base frame | NA | NA |
| frame 1 | 0.0044 | [0.0085, 0.0003, −0.0083] |
| frame 2 | 0.0088 | [−0.0068, 0, 0] |
| frame 3 | −0.0035 | [−0.0001, −0.0041, 0.0028] |
| frame 4 | −0.0043 | [−0.0003, 0.0015, 0] |
| frame 5 | 0.0068 | [0.0001, 0, 0] |
| frame 6 | 0.0026 | [−0.0003, −0.0001, −0.0024] |
| frame 7 | −0.0084 | [0.0009, 0, 0] |
| End-effector frame | NA | [0.0009, −0.0003, 0] |
| Error | Before Calibration (mm) | With Angular Offsets (mm) | % Reduction in Error with Angular Offsets | With Linear and Angular Offsets (mm) | % Reduction in Error with Angular Linear and Angular Offsets |
|---|---|---|---|---|---|
| Max error | 19.4 | 14.5 | 25.26 | 5.9 | 69.59 |
| Mean error | 9.1 ± 2.7 | 5.3 ± 3.3 | 41.76 | 0.8 ± 1.1 | 91.29 |
| Error | Before Calibration ( rad) | With Angular Offsets ( rad) | With Linear and Angular Offsets ( rad) | % Reduction in Error | |
|---|---|---|---|---|---|
| Max error | 1.71 | 1.15 | 1.15 | 32.75 | |
| Mean error | 0.51 ± 0.39 | 0.35 ± 0.28 | 0.35 ± 0.28 | 31.37 | |
| Max error | 1.94 | 1.44 | 1.44 | 25.77 | |
| Mean error | 0.70 ± 0.43 | 0.39 ± 0.4 | 0.39 ± 0.4 | 44.29 | |
| Max error | 1.08 | 0.29 | 0.29 | 73.15 | |
| Mean error | 0.15 ± 0.17 | 0.074 ± 0.075 | 0.07 ± 0.075 | 53.33 |
| Error | Before Calibration (mm) | With Angular Offsets (mm) | % Error Reduction with Angular Offsets | With Linear and Angular Offsets (mm) | % Error Reduction with Linear and Angular Offsets |
|---|---|---|---|---|---|
| Max error | 14.9 | 8.2 | 44.97 | 9.1 | 38.93 |
| Mean error | 12.5 ± 1.5 | 6.4 ± 0.9 | 48.8 | 5.8 ± 1.5 | 53.6 |
| Error | Before Calibration ( rad) | With Angular Offset ( rad) | With Linear and Angular Offsets ( rad) | % Reduction in the Calibration Error | |
|---|---|---|---|---|---|
| Max error | 1.69 | 0.69 | 0.69 | 59.17 | |
| Mean error | 1.35 ± 0.11 | 0.40 ± 0.93 | 0.40 ± 0.93 | 70.30 | |
| Max error | 0.76 | 0.46 | 0.46 | 39.47 | |
| Mean error | 0.31 ± 0.2 | 0.17 ± 0.09 | 0.17 ± 0.09 | 45.60 | |
| Max error | 1.31 | 0.41 | 0.41 | 68.70 | |
| Mean error | 0.57 ± 0.35 | 0.22 ± 0.11 | 0.22 ± 0.11 | 61.40 |
| Joint Frame (n) | (rad) | (m) |
|---|---|---|
| Base frame | NA | NA |
| frame 1 | 0.0048 | [0.0082, 0.0003, −0.0078] |
| frame 2 | 0.0080 | [−0.0063, −0.0029, 0] |
| frame 3 | −0.0076 | [−0.0000, 0, 0] |
| frame 4 | −0.0034 | [ 0.0000, 0, −0.0043] |
| frame 5 | 0.0110 | [0.0001, −0.0020, −0.0017] |
| frame 6 | 0.0025 | [−0.0023, −0.0000, 0] |
| frame 7 | −0.0090 | [0.0026, 0.0004, 0] |
| End-effector frame | NA | [ 0.0007, −0.0006, 0] |
| Error | Before Calibration (mm) | With Angular Offsets (mm) | % Reduction in Error with Angular Offsets | With Linear and Angular Offsets (mm) | % Reduction in Error with Angular Linear and Angular Offsets |
|---|---|---|---|---|---|
| Max error | 19.43 | 14.27 | 26.56 | 6.04 | 68.91 |
| Mean error | 9.66 ± 2.61 | 5.80 ± 2.88 | 39.95 | 1.26 ± 1.08 | 86.96 |
| Error | Before Calibration ( rad) | With Angular Offsets ( rad) | With Linear and Angular Offsets ( rad) | % Reduction in Error | |
|---|---|---|---|---|---|
| Max error | 1.71 | 1.16 | 1.16 | 32.16 | |
| Mean error | 0.63 ± 0.41 | 0.31 ± 0.28 | 0.31 ± 0.28 | 50.79 | |
| Max error | 1.94 | 1.45 | 1.45 | 25.26 | |
| Mean error | 0.81 ± 0.45 | 0.35 ± 0.37 | 0.35 ± 0.37 | 56.79 | |
| Max error | 2.16 | 0.58 | 0.58 | 73.15 | |
| Mean error | 0.38 ± 0.46 | 0.09 ± 0.10 | 0.09 ± 0.10 | 76.32 |
| Error | Before Calibration (mm) | With Angular Offsets (mm) | % Reduction in Error with Angular Offsets | With Linear and Angular Offsets (mm) | % Reduction in Error with Angular Linear and Angular Offsets |
|---|---|---|---|---|---|
| Max error | 13.52 | 8.52 | 36.98 | 2.87 | 78.77 |
| Mean error | 11.44 ± 1.21 | 7.08 ± 0.80 | 38.11 | 1.47 ± 0.66 | 87.15 |
| Error | Before Calibration ( rad) | With Angular Offsets ( rad) | With Linear and Angular Offsets ( rad) | % Reduction in Error | |
|---|---|---|---|---|---|
| Max error | 1.22 | 0.56 | 0.56 | 54.10 | |
| Mean error | 0.83 ± 0.17 | 0.22 ± 0.13 | 0.22 ± 0.13 | 73.49 | |
| Max error | 1.70 | 0.31 | 0.31 | 81.76 | |
| Mean error | 1.34 ± 0.28 | 0.26 ± 0.15 | 0.26 ± 0.15 | 80.60 | |
| Max error | 1.34 | 0.41 | 0.41 | 69.40 | |
| Mean error | 0.83± 0.30 | 0.12 ± 0.10 | 0.12 ± 0.10 | 85.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kana, S.; Gurnani, J.; Ramanathan, V.; Turlapati, S.H.; Ariffin, M.Z.; Campolo, D. Fast Kinematic Re-Calibration for Industrial Robot Arms. Sensors 2022, 22, 2295. https://doi.org/10.3390/s22062295
Kana S, Gurnani J, Ramanathan V, Turlapati SH, Ariffin MZ, Campolo D. Fast Kinematic Re-Calibration for Industrial Robot Arms. Sensors. 2022; 22(6):2295. https://doi.org/10.3390/s22062295
Chicago/Turabian StyleKana, Sreekanth, Juhi Gurnani, Vishal Ramanathan, Sri Harsha Turlapati, Mohammad Zaidi Ariffin, and Domenico Campolo. 2022. "Fast Kinematic Re-Calibration for Industrial Robot Arms" Sensors 22, no. 6: 2295. https://doi.org/10.3390/s22062295
APA StyleKana, S., Gurnani, J., Ramanathan, V., Turlapati, S. H., Ariffin, M. Z., & Campolo, D. (2022). Fast Kinematic Re-Calibration for Industrial Robot Arms. Sensors, 22(6), 2295. https://doi.org/10.3390/s22062295